
Abstract
A highly reactive thiol-ene high internal phase emulsion based on the monomers 1,6-hexanediol diacrylate and tris 2-(3-mercaptopropionyloxy)ethyl isocyanurate was developed for the purpose of light-driven additive manufacturing, resulting in highly porous customizable poly(high internal phase emulsion) materials. The formulation was specifically designed to facilitate short irradiation times and low amounts of photoinitiator. Furthermore, the developed emulsion does not rely on employing harmful solvents to make scale-up and industrial applications feasible. The selected thiol was added to the printing formulation as a chain-transfer agent, decreasing the brittleness of the acrylate-based system and potential of oxygen inhibition. The thickness of the printed layers lay <50 μm, and the average pore size of all samples was <5 μm.
Introduction
Porous polymers are attractive materials due to their various potential applications. With their high surface areas and low densities, they find applications such as insulation materials, 1 catalytic supports, 1 filters, 2 absorption or adsorption materials, 3 and scaffolds for cell culturing and tissue engineering purposes.4–6 One way of producing porous polymers with a hierarchical pore architecture is the emulsion templating approach.
The approach includes preparing an emulsion (typically with a high volume fraction of the internal phase) with monomers in the continuous phase, while the internal phase acts as a template for the pores and is removed after the polymerization of the continuous phase, resulting in a porous monolith termed a poly(high internal phase emulsion) (polyHIPE). PolyHIPEs exhibit a cellular pore architecture with primary pores with diameters between 500 nm and 50 μm, and secondary interconnecting pores. Due to their interconnectivity, polyHIPEs are especially interesting for applications involving mass transport. These include chromatography, catalysis and applications for tissue engineering purposes.6–8
In the recent years, a combination of emulsion templating and additive manufacturing (AM) technologies has emerged. 9 AM has been on the rise for the past decades due to the multitude of possibilities. In polyHIPEs, AM can be especially useful for biomedical purposes, where high customization of scaffolds is often necessary and desired. 10 A recent work discusses the body of work surrounding AM of HIPEs and its future challenges. 11
Most scaffolds have been produced through extrusion-based printing techniques. While this technique is typically the easiest to establish, it delivers limited resolution and structural stability of the printed specimens. Furthermore, the viscosities of the emulsions for this method need to be very high, almost paste like, which is not always possible to achieve. Scaffolds through solid freeform fabrication through an extruder and a needle were prepared by the group of Cosgriff-Hernandez from the acrylate monomers diurethane dimethacrylate and poly(propylene glycol) dimethacrylate. 12
In a report by Wenger et al, they utilized two different extrusion-based techniques to produce enzymatically active composite materials. The nozzles used in this study had a diameter of 840, 250 and 110 μm. 13 Another AM technique that has been established for polyHIPEs is based on stereolithography. 14 In digital light processing (DLP), the whole layer is irradiated at once, allowing shorter printing time. 15
It was demonstrated before that a layer-by-layer vat-polymerization–based AM process for thiol-ene polyHIPEs is possible, and that thiol-ene–based formulations are appropriate for cell culturing.14,16 A process based on DLP was recently reported for biodegradable polyHIPEs based on a lactide and glycidyl methacrylate oligomer and a polyethyleneglycol diacrylate crosslinker. 17 Brittle glycidyl methacrylate-based polyHIPEs for chromatography were printed through DLP by Rezanavaz. 18 Another report utilizing a digital mirror device and acrylate monomers was published by Johnson et al. 9
When considering 3D printing of HIPE formulations on an industrial scale, several factors need to be considered. The process must not only be fast and reliable but also safe from an environmental and health perspective. Therefore, it was the goal to develop a formulation that would allow efficient curing and yield a tough material. For this purpose, a photopolymerizable thiol-ene HIPE formulation was established. Thiol-ene chemistry is known for its high yields, high reactivity, mild reaction conditions, and is often found in materials for biomedical purposes due to degradable ester bonds.16,19
Adding a thiol chain-transfer agent to the formulation containing the reactive acrylate 1,6-hexanediol diacrylate (HDDA) would minimize oxygen inhibition, leading to fast curing times and a tough material. Remaining unreacted thiol groups or double groups could also be utilized for further functionalization of the polyHIPE. Developing a formulation without the need for detrimental solvents such as toluene was another goal of this study.20–22 The addition of a solvent is an aspect that must be seriously considered from a safety and environmental standpoint. Currently, the use of toluene as a solvent for the formulation in the procedures published by Sušec et al. and Choi et al. is essential.14,17
Another reason solvents in emulsions intended for 3D printing should be avoided is that the evaporation of the solvent over time can cause the emulsion composition to change, eventually leading to a change in the resulting porous morphology or to destabilization of the emulsion in the worst case. A DLP printable formulation also allows lower emulsion viscosity, making it possible to print high internal phase emulsions with varied internal phase content. A schematic depiction of the emulsion preparation and 3D-printing process is shown in Figure 1.
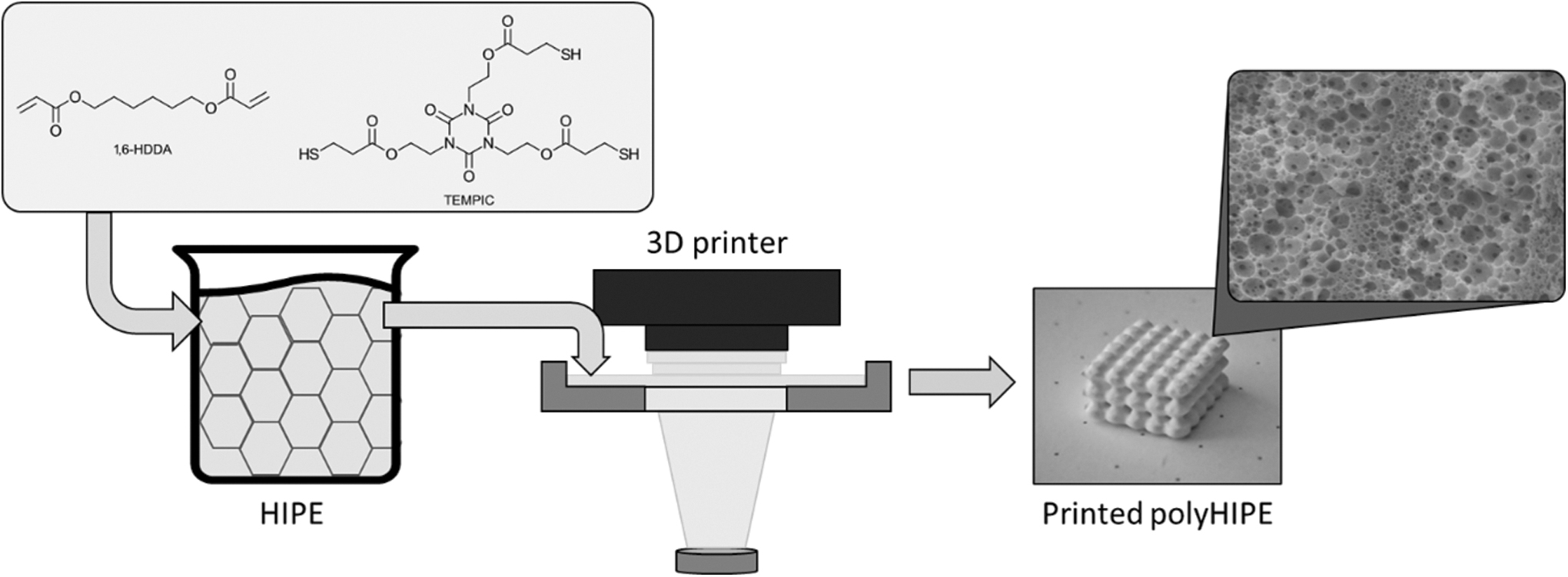
Schematic depiction of HIPE preparation and 3D-printing process. HIPE, high internal phase emulsion.
Experimental
Materials
HDDA (Röhm GmbH), tris-2-(3-mercaptopropionyloxy)ethyl isocyanurate (TEMPIC; Bruno Bock Chemische Fabrik GmbH & Co. KG), trimethylolpropane tris(3-mercaptopropionate) (TMPMP; Bruno Bock Chemische Fabrik GmbH & Co. KG), poly(ethylene glycol)-block-poly(propylene glycol)-block-poly(ethylene glycol) (Pluronic L-121 [PEL-121]; Sigma Aldrich), Irgacure 819 (BASF), Iragcure 784 (CIBA Specialty Chemicals), UV-absorber Tinuvin CarboProtect (BASF), butylated hydroxytoluene (BHT; Sigma Aldrich), CaCl2 (Sigma Aldrich), toluene (Carlo Erba Reagents GmbH), and 2-propanol (Carlo Erba Reagents GmbH) were all used as received.
General procedure for preparation of thiol-ene HIPE formulations
Different ratios of HDDA, TEMPIC, PEL-121 (15 wt% to monomers), and Irgacure 819 (1 wt% to monomer) were added to a two-necked round-bottom flask for bulk polyHIPEs. Alternatively, for formulations intended for printing, the initiator was exchanged to Irgacure 784 (0.5 wt% to monomer), and BHT (0.1 wt% to monomer) and UV-absorber (0.5 wt% to monomers) were added. All formulations were prepared in a laboratory with windows equipped with adhesive foils from the company IFOHA filtering light below the wavelength of 480 nm.
The flask was fitted to an overhead stirrer with a D-shaped Teflon blade, and the continuous phase was stirred until the mixture was homogeneous at 350 rpm. The water phase consisting of deionized and degassed water with CaCl2 (2.21 g/250 mL) was added dropwise to the organic phase to form a stable HIPE. After the addition of the water phase was completed, the HIPE was stirred for another 30 min at room temperature. It was then transferred to a glass mold and cured in a UV chamber (Intelliray 600, Uvitron, distance from light source: 130 mm, intensity at curing position: 120 mW/cm2) for 120 s. The resulting polyHIPE was then washed with 2-propanol and subsequently cleaned by Soxhlet extraction with 2-propanol for 10 h. The monolith was first left to dry slowly under air and vacuum.
Material characterization
The morphology of the prepared polyHIPEs was investigated by scanning electron microscope (SEM) on a Philips XL-30 SEM (Philips, Netherlands) operating at 15 kV. Samples were platinum coated using an ion sputter Jeol JCF-1100E (JEOL, Japan) for 2 min at 40 mA. The average pore diameters of the cavities were determined by computing the average of 100 pore measurements of a sample with a correction factor of 2/√3. Pore diameters were measured manually through the open-source imaging processing software ImageJ from the National Institutes of Health, United States.
The skeletal density ρs of the materials was determined using a Micromeritics Accupyc II 1340 helium gas pycnometer (Micromeritics Instrument Corporation, United States). Envelope density ρe was measured by densitometer Micromeritics GeoPyc 1365 (Micromeritics Instrument Corporation, United States). The porosity of the samples was calculated as follows:
Rheology
Rheology measurements were performed with an Anton Paar Physica MCR 300 (Anton Paar GmbH, Austria) rheometer. The rheology of the thiol-ene HIPEs was measured using a PP-25. Oscillatory-shear measurements were performed at a shear rate of 0.0–100 s−1. To control the setup and data analysis, the software Rheoplus/32 V3.62 by Anton Paar was used.
3D-printing procedure
Irradiation tests were performed before 3D printing with formulation T7 on Blueprinter 6. A light intensity of 52 mJ cm−2 was selected, and a one-time irradiation of different formulations was performed for 1, 2, 4, 8, 16, and 32 s. The produced circular specimens were measured, and a working curve was created.
AM was performed with a DLP system prototype by TU Wien equipped with a tiltable vat and a linear recoating system. 23 The photocurable mixture is added to the vat, and a high-power LED (450 nm) is used for layer-by-layer curing. After the curing of a layer, the building platform to which the printed specimen adhered is lifted slowly, the vat is tilted, and a new layer of resin is coated in the vat. Then the building platform moves into the photocurable resin, and the process is repeated until the specimen is completed. Layer thicknesses for printed specimens was between 25 and 50 μm. Printed specimens were washed with ethanol and dried under air. A schematic depiction of the DLP-based vat-polymerization prototype can be found in Figure 2.
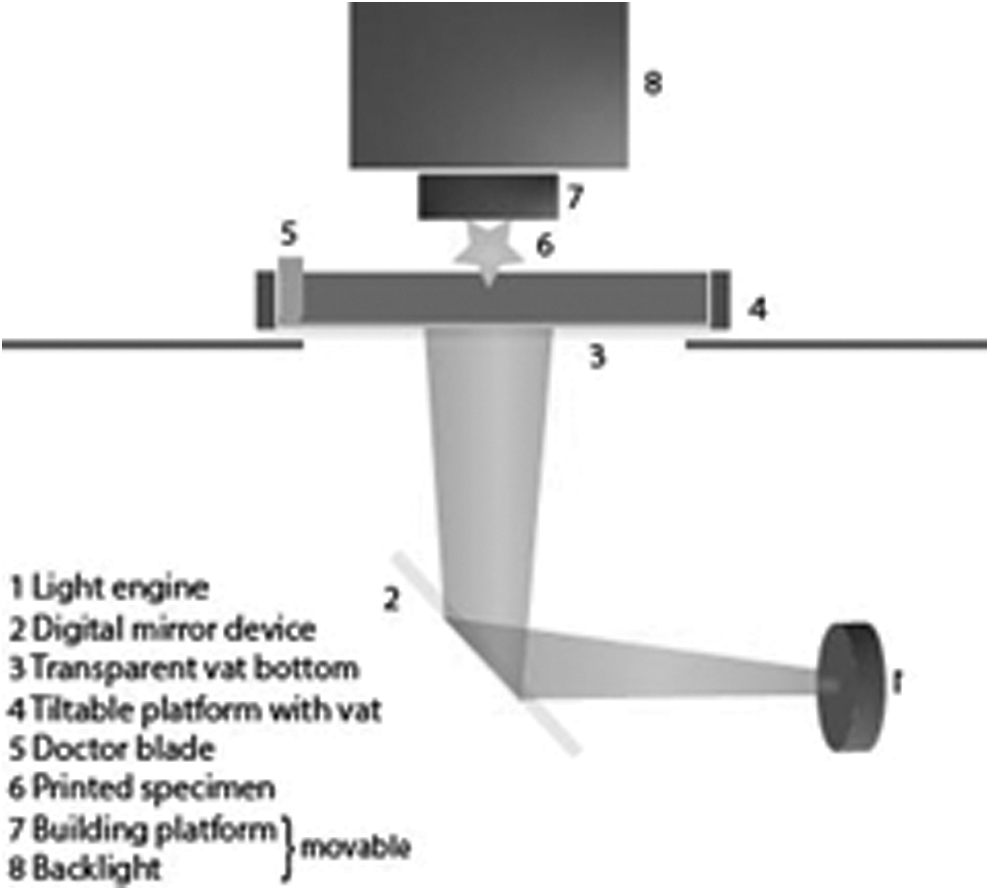
Schematic depiction of applied 3D printer.
Results and Discussion
Development of thiol-ene polyHIPE
To develop a suitable formulation for AM of the HIPE, the highly reactive acrylate HDDA was selected as monomer to ensure short curing times. To prevent oxygen inhibition and increase the toughness of the resulting porous monolith after photopolymerization, the trifunctional thiol TEMPIC was introduced. The most important aspect of forming a stable HIPE is the choice of surfactant. Two common polymeric surfactants for thiol-ene–based polyHIPEs are Hypermer B-246 and PEL-121.14,24 The surfactant of choice for this formulation was PEL-121 since Hypermer B-246 often requires the use of additional solvent in the HIPE formulation. For the development of the nonprinted polyHIPE, the initiator I819 was employed to reach high curing depths.
HIPE formulations with different thiol to ene functional group ratios were developed at first. The different emulsion compositions can be found in Table 1. It was possible to form a stable emulsion with an internal phase volume of 75 v/v% and a thiol content of 66 mol% at 350 rpm. However, upon washing and drying, the monolithic structure suffered from severe shrinkage due to the high thiol content. SEM images were taken of the prepared samples to determine their porous morphology. The morphology varied, and included collapsed (samples with 66 mol% thiol), bicontinuous, and interconnected (Fig. 3).
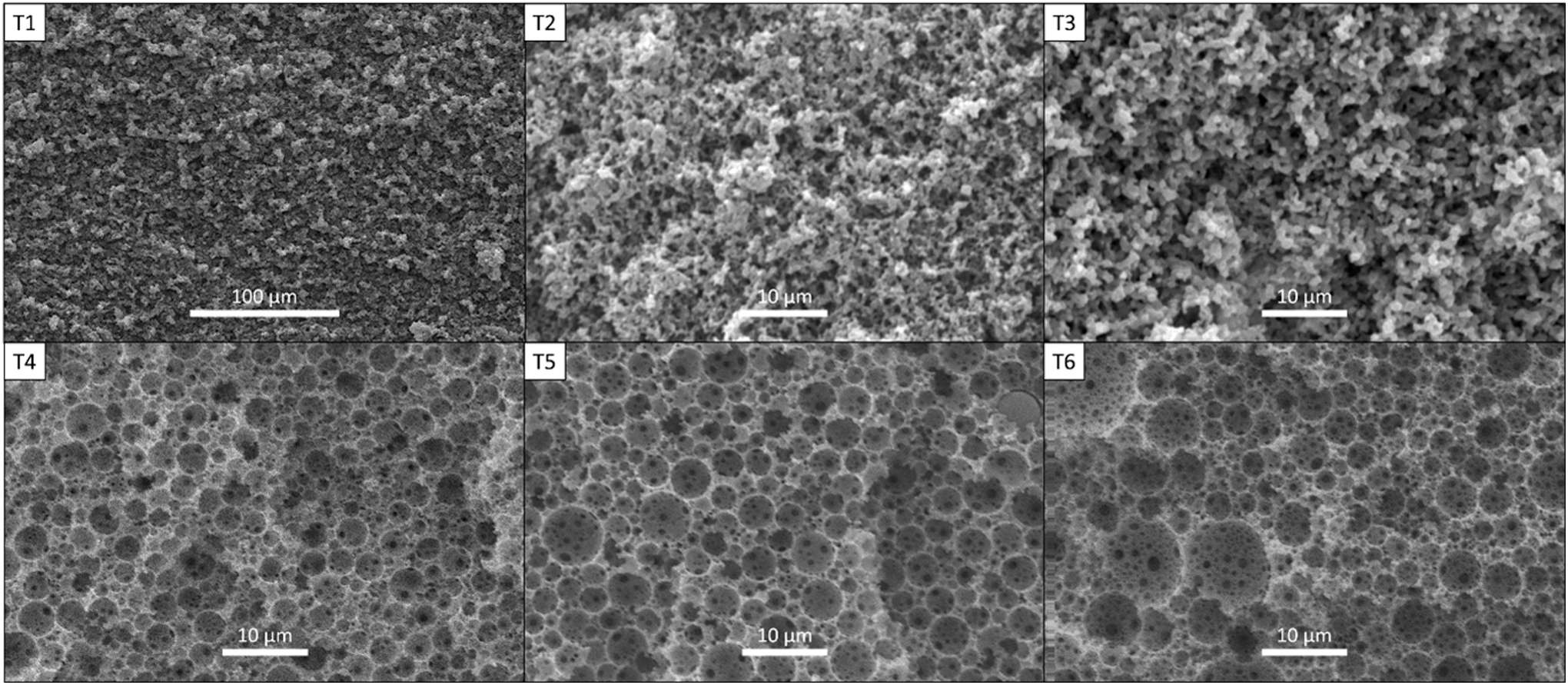
SEM cross-sections of samples T1–T6. SEM, scanning electron microscope.
Compositions for 1,6-Hexanediol Diacrylate/Tris 2-(3-Mercaptopropionyloxy)ethyl Isocyanurate Poly(High Internal Phase Emulsions)
I819 used as initiator.
I784 used as initiator and 0.25 wt% BHT was added as stabilizer.
TMPMP used instead of TEMPIC.
BHT, butylated hydroxytoluene; HDDA, 1,6-hexanediol diacrylate; n/a, not available; TEMPIC, tris 2-(3-mercaptopropionyloxy)ethyl isocyanurate; TMPMP, trimethylolpropane tris(3-mercaptopropionate).
A bicontinuous porous morphology was obtained from emulsions with 33 mol% thiol (Fig. 3, T2 and T3). A bicontinuous morphology in the case of photopolymerization of thiol-ene HIPEs has been observed previously. 25 The desired interconnected cellular morphology of the polyHIPEs was obtained with emulsions containing 15 mol% thiol (Fig. 3, T4-T6). It was also possible to reach water phase contents of up to 85 vol% for formulations containing 15 mol% thiol. Fifteen mol% of thiol would be ideal for AM trials to act as a chain-transfer agent. Furthermore, higher amounts of thiol would lead to high viscosities, a factor that has to be considered when designing a formulation for this AM technique.
The porosities of the prepared samples were determined through Accupyc and Geopyc measurements, revealing low porosity for the collapsed polyHIPEs, as expected. The highest porosity was achieved with samples containing the least amount of thiol and exhibiting the typical polyHIPE porous morphology. The average pore size was determined for samples T4–T6. It can be concluded that a higher amount of internal phase leads to larger pores and higher polydispersity of pores, which can be observed from the increased standard deviations of the average pore sizes (Table 1).
Furthermore, the amount of interconnecting pores increases with increased internal phase volume. This phenomenon occurs most likely due to the thinning of the monomer/surfactant film between the droplets and concentration of the continuous phase in the plateau borders of the emulsion.
AM of HDDA/TEMPIC HIPE
After the emulsion formulation was established and characterized, it was adjusted to suit the AM process. Up to this point, the elimination of additional, harmful solvents resulting in a highly reactive HIPE resin was achieved. Furthermore, a tough thiol-ene polyHIPE was obtained. To establish a smooth printing process, the initiator was changed from I819 to I784 suitable for the wavelength of the printer (450 nm). A light absorber was added to the formulation to reduce porous morphology collapse on the polymer surface and increase overall printing resolution. 26
The addition of a light absorber is essential due to its role of reducing light scattering, which could otherwise lead to overcuring and unwanted gradual reduced polymerization with thicker curing layers. The selected UV-absorber was Tinuvin Carboprotect. Finally, a radical stabilizer, BHT, was added to the formulation to increase the long-term stability of the emulsion. If the formulation is stored for a longer period, sufficient stability is essential, since thiol-ene resins tend to self-initiate. 27
Rheology measurements of the formulation were performed before printing to assess the viscosity of the formulation. Unlike for extrusion-based AM techniques, vat-based techniques require lower viscosities. Furthermore, a shear thinning behavior is required, which is a general asset of HIPEs. The experiments showed that 15 mol% of additional thiol was suitable for 3D printing. The studies were also performed to assess if the emulsion would destabilize under shear stress. Since this was not the case, it was possible to proceed with printing trials.
Different printing strategies were investigated to identify suitable process parameters for HIPE printing. The exposure energy and the layer height were varied between 52 mJ cm−1 and 120 and 25 μm. When using a layer height >50 μm, delamination and adhesion issues occurred during printing. When printing with a layer height <50 μm, no defects were observed in the printed specimens. Thus, a layer height between 25 and 50 μm in combination with an energy of 52 mJ cm−1 was used for further investigations.
The versatility of the method was demonstrated through the use of different thiol contents and two different thiols, TEMPIC and TMPMP. The selected layer thickness was 30 μm. Experiments were performed with 5 mol% thiol, and the thiol content was increased by 10% for each experiment up to 25 mol%. Thiol contents >25 mol% would result in insufficient crosslinking and thus bicontinuous or collapsed pore morphology, as demonstrated during the development of the thiol-ene polyHIPE process.
For TMPMP (T10), a circular shrinkage pattern was observed for the printed specimen, suggesting insufficient curing in some parts of the specimen. The printed specimens from the emulsion with 5 mol% thiol (T9) content suffered from severe shrinkage after polymerization, suggesting that longer curing times are necessary with lower thiol contents due to lower reactivity, highlighting the importance of the thiol crosslinker. The changed parameters for the printed formulations can be found in Table 1.
The morphology of the printed specimens was investigated through SEM imaging. All printed samples exhibited an interconnected porous morphology with visible layers (Fig. 4). The pore size distribution of a bulk polyHIPE was compared with the printed sample with the same formulation. Overall, the average pore diameter of the printed samples was similar to that of nonprinted samples but with a higher standard deviation (Table 1). In Figure 5, distribution of pore size of the printed specimen T8 is compared with that of T4 with the same composition. It can be seen that the nonprinted T4 exhibits a narrower pore size distribution.

SEM micrographs of polyHIPEs prepared through layer-by-layer photopolymerization. polyHIPE, poly(high internal phase emulsion).

Pore size distribution of printed (T8) and nonprinted (T4) polyHIPE.
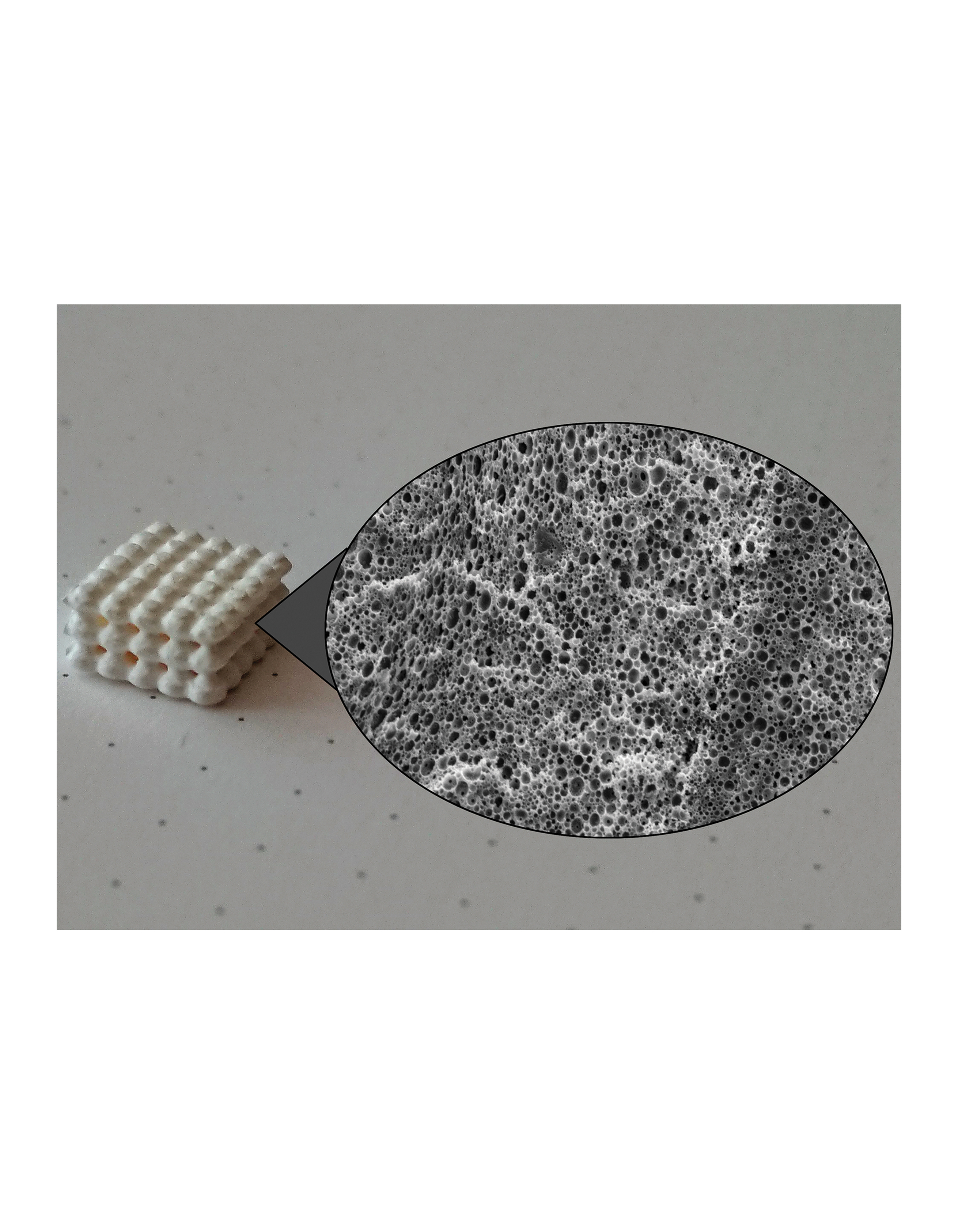
It was also possible to print a more complex grid structure with the standard HIPE formulation T8 (Fig. 6). The layer thickness of the printed specimen was 50 μm in this case. Again, an interconnected porous structure was observed with average pore diameters <5 μm, demonstrating the robustness of the formulation and method. The features of the 3D model translated well to the printed specimen, although some overpolymerization could be observed (<10% in all dimensions).

Image of the printed polyHIPE grid structure from formulation T8 and corresponding SEM micrograph of the cross-section.
Conclusions
AM of HIPEs is a relatively new technology, which offers great potential but still requires optimizations. In this work, previous challenges of DLP-based printing procedures with HIPEs were addressed to advance the technology. Thiol-ene photopolymerization serves as a reliable tool for AM due to its high reactivity and reliability. It was thus possible to develop a highly reactive thiol-ene formulation, which would not suffer from oxygen inhibition and yield a tough porous polymer.
Furthermore, it was possible to eliminate detrimental solvents to protect users and their environment to facilitate commercial applications of HIPEs in combination with AM. It was possible to create multiple levels of porosity through combining AM and the emulsion templating ranging from the millimeter to the micrometer size. The developed formulation has potential to be used for tissue engineering applications. Future work on AM in combination with HIPEs and thiol-ene chemistry could include biobased monomers to achieve better biocompatibility and biodegradability of thiol-ene polyHIPEs, opening the possibilities for highly customized scaffolds for tissue engineering purposes.
Footnotes
Authors' Contributions
V.H. performed conceptualization, data curation, investigation, and writing. A.-L.K. contributed to investigation. J.S. contributed to conceptualization. R.L. and S.B. contributed to conceptualization and writing. P.K. performed conceptualization, writing—review and editing, and funding acquisition.
Author Disclosure Statement
No competing financial interests exist.
Funding Information
The project received funding from the European Union's Horizon 2020 research and innovation program under the Marie Skłodowska-Curie grant agreement no. 765341 (Project PHOTO-EMULSION, MSCA-ITN-2017). Funding by the Christian Doppler Research Association within the framework of the “Christian Doppler Laboratory for Advanced Polymers for Biomaterials and 3D Printing” and the financial support by the Austrian Federal Ministry for Digital and Economic Affairs and the National foundation for Research, Technology and Development are gratefully acknowledged.