
Abstract
Currently, there is great demand for flexible three-dimensional (3D) printable thermoplastic polyurethane (TPU) wires with excellent ultraviolet (UV) resistance, which have broad application prospects in wearable products. In this study, UV-resistant TPU composites were obtained using a blending modification method. The relationship between the optimized parameters of fused deposition modeling 3D printing and mechanical properties of the TPU composite is discussed using an orthogonal test. This study observed that the UV absorption properties of TPU composites were enhanced, and the TiO2 and TiO2/ZnO fillers improved the tensile strength of TPU composites. After UV aging, the tensile strength and elongation of the TPU composite slightly decreased, but were still much higher than those of pure TPU. Among the printing parameters, printing speed had the greatest influence on the mechanical properties of TPU composites. When the printing speed was 80 mm/s, printing layer thickness was 0.25 mm, nozzle temperature was 220°C, and hot bed temperature was 50°C, the TPU composites exhibited the best elongation at break and tensile strength. After regression analysis, two regression models for the elongation at break and tensile strength of TPU composites were obtained and verified, which provide a reference for predicting the relationship between the printing parameters and mechanical properties of flexible TPU composites.
Introduction
Fused deposition modeling (FDM) is one of the most widely used three-dimensional (3D) printing technologies,1,2 and commonly used printing consumables include polylactic acid (PLA), Nylon (polyamide, PA), polycarbonate (PC), thermoplastic polyurethane (TPU) elastomer rubber, acrylonitrile butadiene styrene, and so on. Among these polymers, TPU has broad prospects in the fields of clothing, chemicals, and medicine, particularly as a printing material for wearable flexible products. This application has attracted the attention of many researchers.3–5 Wearable products are often exposed to ultraviolet (UV) light. The medium and long wavelengths of UV rays in daily life have a negative impact on the human body and may be absorbed into the skin and cause cancer. Solving this problem requires an improvement in the absorption capacity of TPU to UV radiation.
The metal oxides ZnO and TiO2 are UV-shielding agents6–8 that reflect and scatter UV rays. The valence electrons are photoelectrically injected to generate electron-hole pairs to further absorb UV rays. Many scholars have studied the effect of PLA, polypropylene (PP) rubber, and other materials on UV absorbance after adding ZnO or TiO2. Salla et al. 9 used ZnO nanoparticles to enhance the physical properties of PP rubberwood and its photostability, which demonstrates the future potential of nanoparticle-based wood coatings to protect against harmful UV radiation in outdoor environments. Reinosa et al. 10 used dry nanodispersion technology to disperse TiO2 nanoparticles on ZnO particles to improve the UV absorption performance. The study found that the synergistic effect between components of the composite material improves the UV coverage.
The new composite material exhibits excellent UV absorption properties, and the Sun Protection Factor value is ∼60%. Wu et al. 11 added nano-ZnO and nano-TiO2 to an acrylic emulsion and improved the UV-shielding performance of the composites. Katangur et al. 12 added 5 wt.% ZnO and TiO2 to an acrylic emulsion to prepare coatings on fabrics, and results show that the UV resistance of fabrics is significantly improved and only 5% of fabrics are degraded. Nguyen et al. 13 studied the UV-shielding effect of rutile TiO2 and ZnO nanoparticles on water-based acrylic coatings. The results indicate that the addition of 2 wt.% nanoparticles provides the coatings with the best UV-shielding properties and photostability, and these coatings can shield a large amount of UV radiation in the wavelength range of 230–380 nm.
With the development of FDM-based 3D printing technology, the operation of the printer is easier, equipment cost is relatively low, and wire usage rate is high14–16 ; however, the printing parameters of the process seriously affect the mechanical properties of the products.17–19 Rodríguez et al. 20 studied the selection of 3D printing parameters for TPU products and the effects of layer height, wall thickness, extrusion temperature, and printing speed. The results indicate that when the layer height is 0.1 mm, wall thickness is 1 mm, extrusion temperature is 240°C, and printing speed is 20 mm/s, the printed product has the best surface quality.
Kechagias et al. 21 found that when the printing layer height is ∼0.2 mm and printing temperature is 215°C, the mechanical properties of the TPU product are optimal. Wang et al. used FDM 3D printing to create nonpneumatic TPU tires at an optimal temperature of 210°C. At present, 3D printing technology has played a positive role in promoting manufacturing, but there are few varieties of wires that can be directly used, or the performance is not ideal. Most of these wires cannot meet special printing requirements. Although there have been many studies on the FDM printing process,22,23 the relationship between the printing parameters of printable wires with special properties and product performance is still not clear.
It can be seen from the above that the performance of the printing wire and process parameters have become important factors restricting the development of FDM technology. 24 Although some scholars have manufactured TPU printing wire by fused filament fabrication technology, 25 they not only studied the interlayer adhesion and warping of modified TPU wire but also explored the application value on fabrics, but the research on the influence of forming process parameters after adding UV shielding agent to improve the antiaging performance of the wire is still not comprehensive and in depth. 26 And there is not much research work on regression analysis. Therefore, in this study, a flexible 3D printable TPU composite with excellent UV resistance, especially medium- and long-wave absorption, was obtained by blending TiO2 and TiO2/ZnO, and the influence of FDM printing parameters on the antiaging performance and mechanical properties of UV flexible TPU composite was explored.
Materials and Methods
TPU (B-795AL; Zhenjiang SanDi New Materials Co., Ltd., Zhenjiang, China) polymer particles were used as raw matrix materials. TiO2 (average particle size of 2 μm, analytical reagent, AR ≥98%; Sinopharm Group Chemical Reagent Co., Ltd., Shanghai, China) and ZnO (average particle size of 2 μm, AR ≥99%; Sinopharm Group Chemical Reagent Co., Ltd.) were used as rigid particles. The particles were dried at 60°C for 6 h in an oven (DZF-2A; Shanghai Shengqi Instrument Co., Ltd., Shanghai, China). After drying, TPU, TiO2, and ZnO particles were mixed and drawn into filamentous mixture using a co-rotating twin-screw extruder (SHJ, Nanjing Jieya Basic Equipment Co., Ltd., Nanjing, China); the temperature of each section of the twin-screw extruder from the head to the tail was set to 190°C, 195°C, 200°C, 200°C, 200°C, 200°C, 200°C, 200°C, 200°C, and 195°C.
The drawn filamentous mixture was water cooled, then dried at 60°C for 12 h, and chopped into masterbatches. The proportions of the three masterbatches were 100 wt.% TPU, 95 wt.% TPU with 5 wt.% TiO2, and 90 wt.% TPU with 5 wt.% TiO2 and 5 wt.% ZnO. The masterbatches were then extruded into wires using a micro single-screw extruder (WSJ-12; Shanghai Xinshuo Precision Machinery Co., Ltd., Shanghai, China). The extrusion temperature was controlled at 190°C, and a coil of printing wire with a diameter of 1.75 mm was obtained by setting the rotational speed to 5.6 rpm.
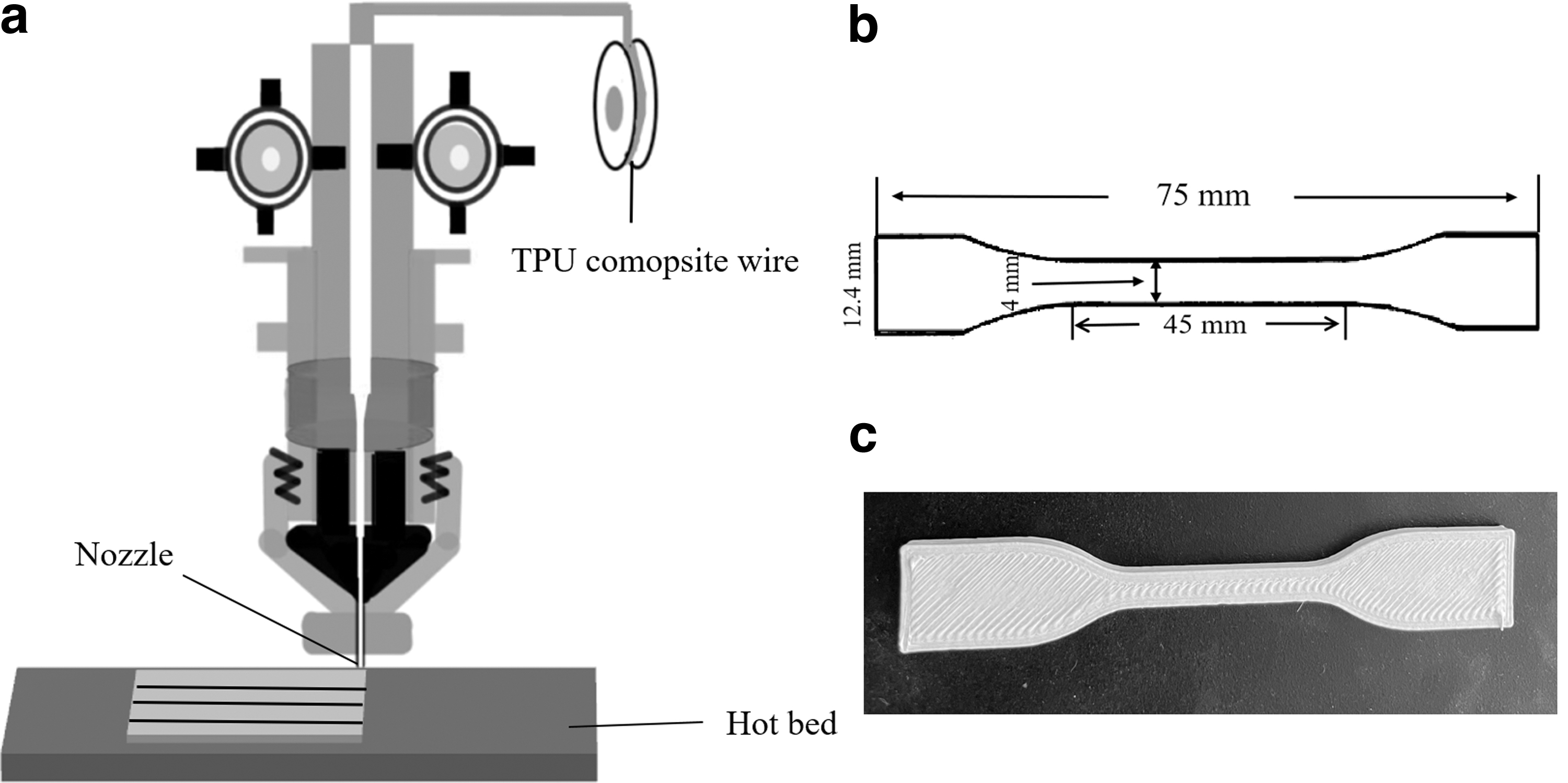
The coil of printing wire was used to prepare the tensile test samples using an FDM 3D printing machine (Raise 3D E2, Shanghai Fuzhi Information Technology Co., Ltd., Shanghai, China). The tensile sample is dumbbell shaped, and its dimensions (GB/T 1040.2–2006) are shown in Figure 1. Improper printing speed and nozzle temperature may make the filament not smooth and plug the nozzle. The thickness of the printing layer and the temperature of the hot bed affect the melting accumulation and internal stress of the filament.
Therefore, printing speed, nozzle temperature, printing layer thickness, and hot bed temperature were selected as the main factors affecting FDM printing process. In the process of printing the tensile samples with FDM, the filling percentage was set to 60%, printing angle was horizontal, and the orthogonal array factors and levels used are shown in Table 1. Three tensile samples were printed and tested for each group of printing parameters to reduce errors.
Factor and Level Table of Three-Dimensional Printing Parameter Settings
X-ray diffraction (XRD, D/max 2500 PC, Rigaku, Tokyo Japan), scanning electron microscopy (SEM, Nova Nano SEM 450, FEI; Thermo Fisher Scientific, Waltham, MA), and Fourier transform infrared (FTIR) spectroscopy (Nicolet iS50, Thermo Fisher Scientific) were used to characterize the microstructures of samples. The UV resistance of samples was analyzed using a solid UV-visible light spectrum (UV-2600; Shimadzu, Kyoto, Japan). The wavelength range was 200–500 nm. The samples were aged by a UV aging tester (ZN-P, China) at 65°C for 24, 36, and 72 h. The tensile strength and elongation at break of samples before and after aging were tested using an electronic universal testing machine (EZ-LX 500N; Shimadzu) at a constant tensile speed of 20 mm/min.
Results and Discussion
Microstructure analysis of TPU composites
Figure 2 shows the SEM images of the cross-section and energy dispersive X-ray spectroscopy pattern of printed tensile samples of TPU and the TPU composites. The printing layer thickness used for tensile samples was 0.2 mm, the nozzle temperature was 220°C, the hot bed temperature was 60°C, and the printing speed was 50 mm/s. As shown in Figure 2a, the surface of TPU was flat and had few voids and pores, as well as no obvious particle, crack, or defect on the surface. The elements in this sample were only C and O, as shown in Figure 2d. Figure 2b shows the cross-section of TPU after blending with 5 wt.% TiO2 particles.

SEM image of the cross-section and EDS pattern of TPU and TPU composites
The cross-section surface was rough and irregular, and fine particles were attached to the surface, resulting in many voids and pores. As shown in Figure 2e, Ti was clearly visible, except for C and O, indicating that the particles attached to the fracture interface were TiO2. The cross-sectional scan of the TPU composite with 5 wt.% TiO2 and 5 wt.% ZnO particles is shown in Figure 2c, and the fine particles were attached to the surface of TPU composites. In addition, obvious layering and defects were observed, which resulted in many more voids and pores. The Ti and Zn elements are clearly shown in Figure 2f, indicating that the fine particles were TiO2 and ZnO.
Analyzing and comparing the SEM morphology of cross-sections of the three samples suggest that the TiO2 and ZnO particles caused the surrounding TPU matrix to exhibit significant deformation and apparent defects, but the TPU matrix was still tightly wrapped with these particle fillers, and the compatibility between the particles and matrix was satisfactory. However, fine TiO2 and ZnO particles also exhibited an obvious spherical agglomeration phenomenon, as shown by the red markers in Figure 2b and c, and the phase separation caused by agglomeration will seriously affect the mechanical properties of TPU composites.
The XRD patterns of TPU composites are shown in Figure 3a. A TPU composite with 5 wt.% TiO2 exhibited the strong crystallization peaks of anatase TiO2, which corresponded to the (101), (004), (200), and (204) crystal planes. The TPU composites with 5 wt.% TiO2 and 5 wt.% ZnO had the crystallization peaks of both anatase TiO2 and hexagonal wurtzite ZnO. The (101), (004), (200), and (204) crystal planes were characteristic of anatase TiO2, whereas the (100), (002), (101), (102), (110), (103), and (112) crystal planes were assigned to hexagonal wurtzite ZnO. In addition, a large amorphous peak appeared in both curves at ∼2θ = 20°, indicating that TPU itself had no obvious characteristic crystal plane.
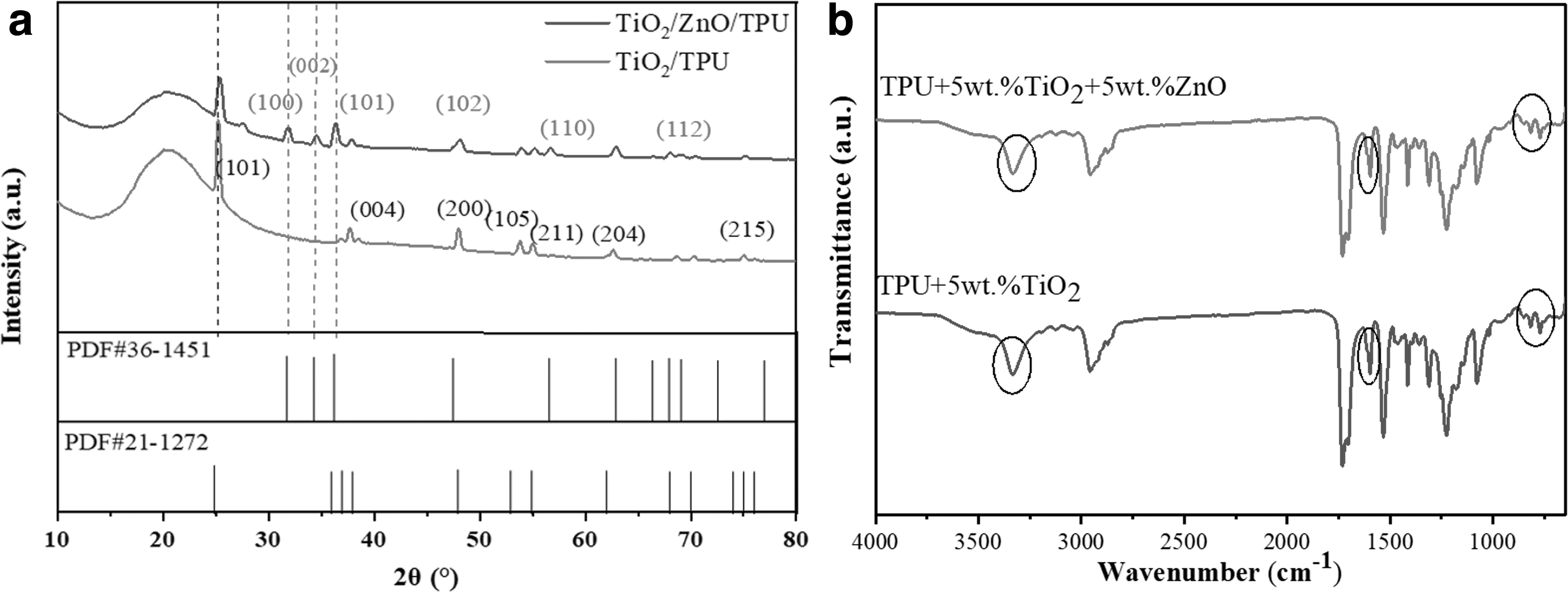
Figure 3b shows an FTIR spectrum with a band range of 650–4000 cm−1, and the absorption peaks at ∼750 cm−1 were attributed to the Ti-O bond in TiO2 and Ti-O-Ti vibrations. Stretching vibrational peaks of -OH at 1600 cm−1 and 3300 cm−1 were also observed, which was attributed to -OH on the surfaces of TiO2 and ZnO. The presence of hydrogen bonds improved the interfacial adhesion of the composites, and the particles were embedded in the TPU plastic matrix, which improved the overall compatibility.
UV absorption and mechanical properties of TPU composites
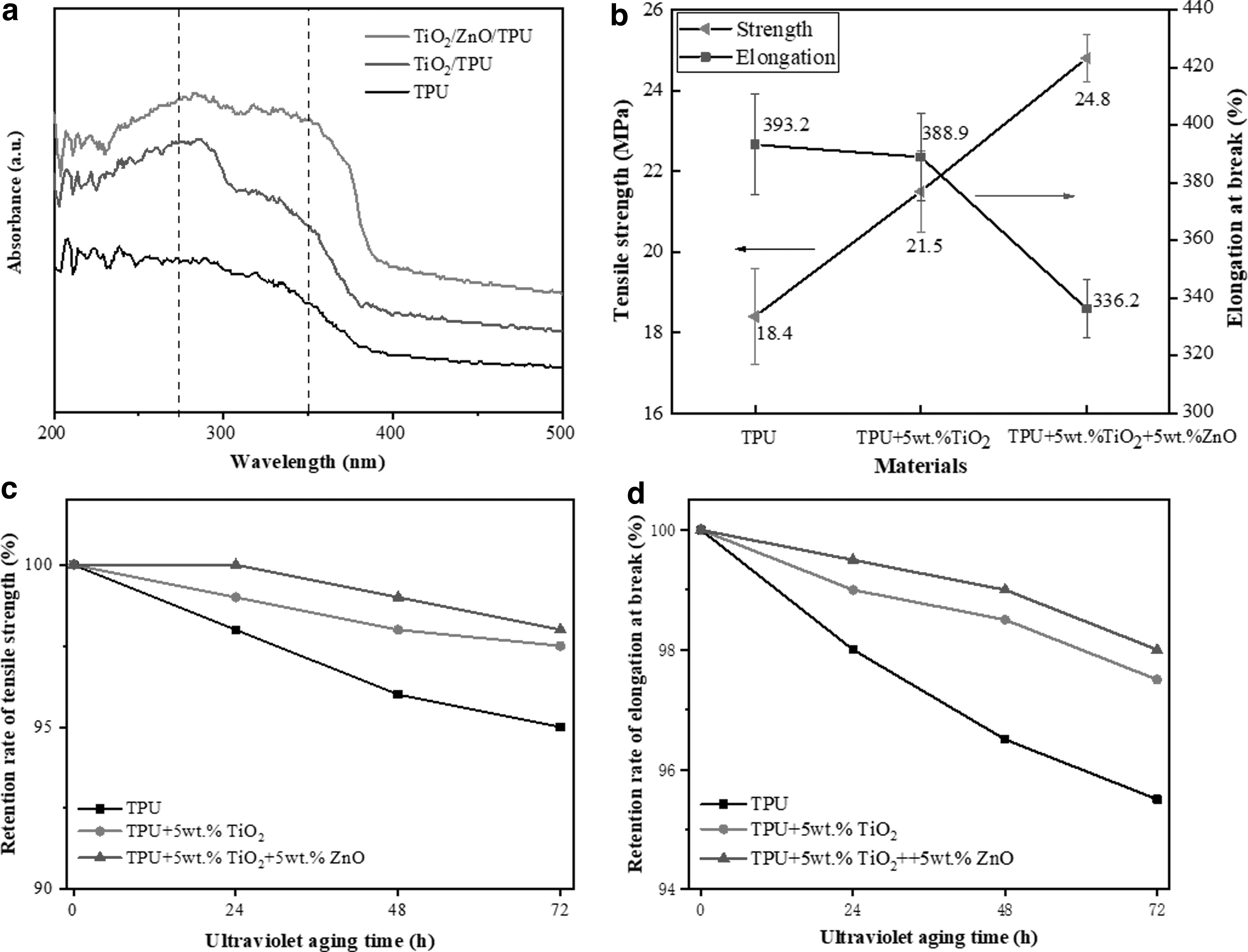
Figure 4a shows the UV spectra of TPU and the TPU composites. As shown in the figure, TPU had a low UV absorption capacity, and the UV absorption performance of TPU composites was improved in the 300 and 320 nm bands. According to the solid energy band theory, 27 the electronic structures of TiO2 and ZnO consist of vacant orbital and valence electron bands. After photoelectric injection or thermal excitation, some electrons in the valence band cross the forbidden band and enter the vacant band with a higher energy. In addition, the band gap width of TiO2 is ∼3.2 eV, and that of ZnO is ∼3.0 eV. Therefore, ZnO and TiO2 continuously absorb high-energy photons to generate electron-hole pairs when exposed to UV radiation with energy higher than the band gap, thus improving the UV absorption capacity of the composites.
It is well known that the longer the wavelength of UV, the stronger its penetration ability. Short-wave UV, such as UV with a wavelength of 172 nm, has a penetration depth of only 100–500 nm. However, when the UV wavelength is around 320 nm, it has a strong penetration ability, which can penetrate glass and even transparent TPU products. This will make the TPU product as a whole produce aging, resulting in damage and cracking failure. However, when the TPU composite containing 5 wt.% TiO2 and 5 wt.% ZnO particles can absorb medium- and long-wave UV, even if UV has strong penetration, it can also delay aging, so as to play the role of anti-UV shielding.
Figure 4b shows the tensile strength and elongation at break of TPU and the TPU composites. As may be seen from Figure 4b, the tensile strength significantly improved when the composite contained only 5 wt.% TiO2, and the elongation slightly decreased. However, for the composite containing 5 wt.% TiO2 and 5 wt.% ZnO, the tensile strength further increased to 24.8 MPa, whereas the elongation sharply decreased by ∼14.5%. These results indicate that, although the co-existence of ZnO and TiO2 can improve the UV absorption performance, the presence of these materials significantly affected the elongation of the composite.
This result may be due to the TiO2 and ZnO particles hindering crack propagation and strong interface bonding between the particles and matrix. Therefore, the TPU composites had higher tensile strength than TPU. However, the TiO2 and ZnO particles in the TPU matrix tended to agglomerate. With an increase in particle content, the agglomeration phenomenon was more severe, as shown in the SEM images in Figure 2. The phase separation that may be caused by these aggregates dramatically reduced the elongation of TPU composites.
Figure 4c and d show the retention rate of the tensile strength and elongation at break of TPU samples after UV aging. As shown in this figure, the tensile strength and elongation of pure TPU decreased significantly, and the tensile strength and elongation of TPU composites also decreased, although these values of composites were higher than those of pure TPU. Under UV irradiation, the movement of TPU molecular chains intensifies, and the cross-linking and curing of molecular chains lead to aging, thus worsening the mechanical properties of TPU.
Uniformly dispersed TiO2 and ZnO particles on the surface and inside the substrate inhibited the cross-linking or curing of TPU molecular chains, thus delaying the aging of TPU. In addition, the particles attached to the surface act as a barrier that produces a diffuse reflection effect, which reduces the UV absorption of TPU. These particles can also be excited to produce a transition phenomenon, thus reducing UV energy and improving the anti-UV aging ability of TPU. Therefore, the modified TPU composites maintained good tensile strength and elongation after UV aging.
In addition, since TiO2 and ZnO are inorganic rigid particles, and TPU flexible matrix can provide attachment points for rigid particles, the hardness of TPU composite containing 5 wt.% TiO2 increases from 23 HD of pure TPU to 32 HD. Moreover, the hardness of the TPU composite containing 5 wt.% TiO2 and 5 wt.% ZnO was further increased to 37 HD.
Effects of printing parameters on the mechanical properties of TPU composites
The optimized printing process parameters of TPU composites were obtained through orthogonal analysis. Table 2 shows the orthogonal test results of TPU composites with 5 wt.% TiO2 and 5 wt.% ZnO. As listed in Table 2, the elongation at break and tensile strength of test group 9 were, respectively, 458.282% and 34.85 MPa, which were the best of the groups. The elongation at break and tensile strength of test group 7 were, respectively, 301.049% and 23.82 MPa, which were the worst of the groups.
Orthogonal Test Results of Thermoplastic Polyurethane Composites with 5 wt.% TiO2 and 5 wt.% ZnO
The range analyses of the elongation at break and tensile strength are listed in Tables 3 and 4, respectively. The K value in the table is the sum of indices corresponding to each factor at different levels in the orthogonal test. k is the average value of K, and R is the difference between the maximum and minimum values of k. The optimized printing process parameters were A4, B1, C2, and D4. That is, the best thickness of the printed single layer was 0.25 mm, temperature of the nozzle was 220°C, temperature of the hot bed was 50°C, and printing speed was 80 mm/s. The printing speed had the greatest influence on the elongation at break of the TPU composite. The temperature of the nozzle and thickness of the printing layer also influenced the elongation at break of the composites, whereas the hot bed temperature had the least effect.
Range Analysis of the Elongation at Break of Thermoplastic Polyurethane Composites with 5 wt.% TiO2 and 5 wt.% ZnO
Range Analysis of the Tensile Strength of Thermoplastic Polyurethane Composites with 5 wt.% TiO2 and 5 wt.% ZnO
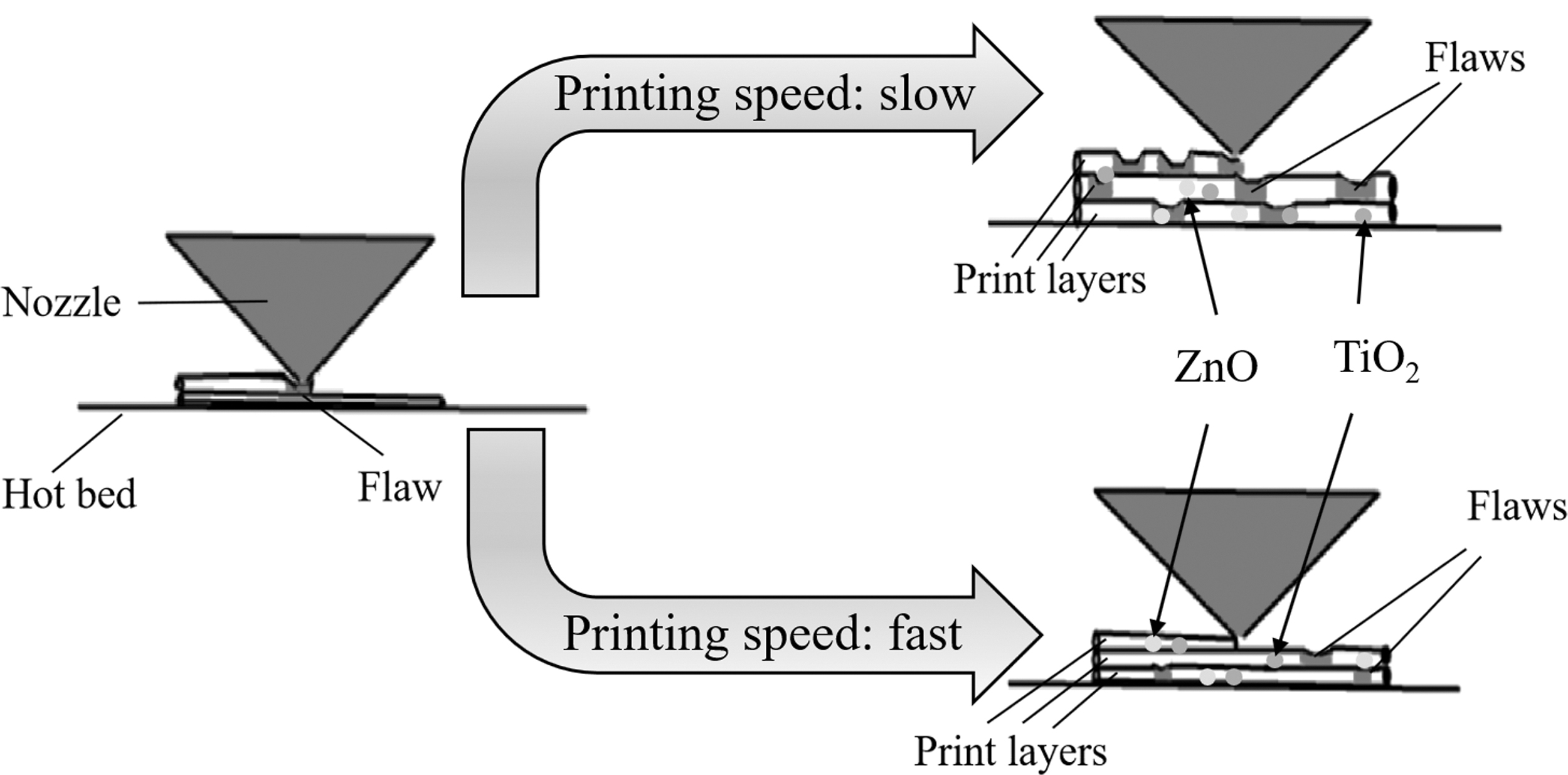
According to the above orthogonal test and range analysis, the printing speed, printing layer thickness, and nozzle temperature significantly influenced the mechanical properties of TPU composites. As TiO2 and ZnO inorganic particles with high melting points were mixed into flexible TPU, the TPU composite had better thermal stability than pure TPU. In the molten state, although the addition of TiO2 and ZnO improved the heat resistance and stability of the material, the high fluidity of the TPU composite near the nozzle at high temperatures hindered sample formation. The product was stacked layer by layer, and the printing speed was slow; thus, more time was required to complete the printing of the sample.
During the printing process, many flaws in the layer occurred owing to the high fluidity of TPU composites, such as notches, bulges, gaps, and wiredrawing, which worsened the mechanical properties of the sample. In contrast, a fast printing speed allowed the modified coil wire with high fluidity to cool and shape quickly, reducing the number of flaws in the sample and effectively improving the mechanical properties of the sample. A diagram of the effect of printing speed on the sample is shown in Figure 5.
A diagram of the effect of printing speed on the sample.
In FDM technology, the thinner the print layer, the more layers need to be stacked to achieve the same height. The increase of interlayer interfaces may reduce the overall adhesion of the sample. Moreover, since the TiO2 and ZnO particles in the composite hindered the fluidity of the TPU, the number of defects such as notches and gaps may increase. The printing temperature of TPU composites was ∼220°C, which was slightly higher than the extrusion temperature of TPU (∼190–200°C). However, if the printing temperature of the nozzle is too high, the “over burning” phenomenon will occur. These defects caused by the printing process will possibly damage the internal structure of the product and worsen its mechanical properties.
Regression analysis
A quaternary constant coefficient linear regression equation was constructed using dual-model regression analysis to provide a reference for the development and application of flexible TPU composites.
Matrix A is XTX, where X is the independent variable; the partial regression coefficients (X1, 2, 3, 4) are the four orthogonal printing parameters that correspond to the print layer thickness (mm), nozzle temperature (°C), hot bed temperature (°C), and print speed (mm/s), and C is the linear regression equation. The constant solutions are set to C0, 1, 2, 3, 4. For the four printing parameters, according to the principle of least squares, the following formulae can be obtained by introducing vectors and matrices:
Among these equations, the matrix form of the normal equation system is as follows:
Let m = 4 and n = 16 in the matrix. After the regression analysis, the constant term of the equation, partial regression coefficient value, partial regression coefficient confidence interval, and test statistic are listed in Table 5.
Regression Analysis of Thermoplastic Polyurethane Composites with 5 wt.% TiO2 and 5 wt.% ZnO
TPU, thermoplastic polyurethane.
Therefore, the regression model for the elongation at break of TPU composites fitted according to Table 5 is as follows:
which is
Similarly, the regression model for the tensile strength of the TPU composites is as follows:
As listed in Table 5, the coefficient of determinations of the two linear regression models of TPU composites was 0.9551 and 0.9568, and the F distributions of equations both had F values larger than F0.05 (3.01). In addition, both the test statistics P were less than the default significance level of 0.05, and the two S2 values of the fitted models had a significant regression relationship with the experimental results; thus, the two regression models had a better fit.
Residual analysis curves were obtained using the two models of TPU composites, as shown in Figure 6. For the two cases of residual analysis, the 16 groups of test results show that the data results were all within the valid range, and abnormal data were not collected.

Residual analysis of TPU composites.
For the fitted models and test statistics, a 3D printer was used to print splines with specific parameters for validation. The parameters were 0.2 mm, 225°C, 60°C, and 60 mm/s. In the regression model, the theoretical elongation at break was 420.35% and the theoretical tensile strength was 30.80 MPa. The actual elongation at break measured using the universal extensometer was 415.48% and the tensile strength was 29.93 MPa. The difference between the actual value of the elongation at break and theoretical value was 1.17%, and the difference between the actual value and theoretical value of the tensile strength was 2.9%. These results show that the two regression models of TPU composites were similar to the actual test results.
Conclusions and Prospect
In summary, the modification of TPU by TiO2 and ZnO particles significantly improved the UV absorption performance; it is especially suitable for anti-UV shielding of medium and long wave around 320 nm. The TPU matrix was tightly wrapped with anatase TiO2 and hexagonal wurtzite ZnO particles. The compatibility between the particles and matrix was satisfactory, and the tensile strength and shore hardness of the TPU composite increased. After UV aging, the tensile strength and elongation of the TPU composite with 5 wt.% TiO2 and 5 wt.% ZnO slightly decreased, but these values were still higher than those of pure TPU. When the TPU composite material had the best mechanical properties, the optimal 3D printing parameters were 0.25 mm, 220°C, 50°C, and 80 mm/s.
By performing a regression analysis on the orthogonal test results, the model for elongation at break was Y1 = 1308.29 + 239.55X1–4.65X2+0.10X3+1.74X4, and the tensile strength model was Y2 = 76.5707 + 41.3864X1–0.2715X2+0.0141X3+0.1032X4, which provides a theoretical basis for understanding the relationship between the printing parameters and mechanical properties of flexible TPU composites.
There is still a lot of work to be carried out in the future to further adapt to the FDM printing of wearable products and improve the quality of products. For example, whether the oxygen by-products generated by ZnO and TiO2 particles in the process of UV absorption affect the degradation of TPU matrix, and whether it has an impact on its physical and mechanical properties. And the modeling work will be further strengthened to improve the reliability of the regression model.
Footnotes
Authors' Contributions
Writing—original draft, A.W.; data curation, J.G.; resources, C.S.; and project administration and supervision, C.C. All authors have read and agreed to the published version of the article.
Author Disclosure Statement
No competing financial interests exist.
Funding Information
The authors appreciate the support provided by the Jiangsu Province Key Laboratory of High-end Structural Materials, and the National Natural Science Foundation of China (NSFC) award (No. 52175464).