
Abstract
One of the most important features of the wire arc additive manufacturing (WAAM) is the ability to produce new structures from different materials. Thanks to the ease of application of the WAAM, more than one same or different material can be involved in the production process. Thus, WAAM has the potential to produce new material structures from raw wire metals with different chemical contents. In this study, it was aimed to produce a new alloy structure using WAAM. A novel cold wire feeding technique with an external system and gas metal arc welding (GMAW) process was implemented for the fabricating of a new alloy part. In the fabrication process, two different grades and ratios of ER70S-6 (90%) and 316LSi (10%) steel wires were used and melted simultaneously. The new alloy structure was successfully fabricated, and significant changes were found in the microstructure and tensile strength because of Cr and Ni elements transferred from the secondary wire (316LSi). In the microstructure of the new alloy, structures such as acicular ferrite, martensite, and bainite were observed. As a result of the different fabrication approach applied, a significant increase in tensile strength was found. The tensile strength of the new alloy structure exceeded 1000 MPa and almost 100% increase in strength was observed compared to single-material structures. In addition, the ductility of the produced structure was found to be sufficient. The study showed that new alloys with improved mechanical properties can be produced with the cold wire feeding + GMAW approach.
Introduction
Metal additive manufacturing (AM) has made significant advances in a wide variety of industries. 1 Among the different AM processes, wire arc additive manufacturing (WAAM) is an appropriate method for the fabrication of medium-to-large structural parts. 2 The fundamental application procedure of the WAAM allowed different metal types to be included in the fabrication process together. In this way, using two or more than two different wires these can be alloyed in situ and thus new material-containing components can be manufactured. Han et al. 3 worked on the fabrication of a new material by using Ti6Al4V, Inconel625, and pure Cu wires together. The structure they fabricated had different compounds consisting of the combination of Ti-Al-V-Ni-Cr-Mo-Nb-Cu elements. Singh et al. 4 manufactured defect-free NiTi bimetallic structure with the WAAM and investigated the microstructure and mechanical properties of this structure. In another study, Xin et al. 5 using 304L stainless steel and Inconel 625 in situ, manufactured a functionally graded material with plasma arc welding (PAW).
Previous studies have shown that gas tungsten arc welding and PAW methods are commonly used in the fabrication of structures with different materials. In addition, there are lack of studies in the literature on the production of a new alloy from different wires ER70S-6 and 316LSi by applying the gas metal arc welding (GMAW)-WAAM technique. For this reason, this study focused on the production of a structure with strengthened mechanical properties using the GMAW-WAAM method, taking advantage of the superior properties of the secondary wire material.
Materials and Methods
The fabrication process was carried out with GMAW and external cold wire feeding units as shown in Figure 1a. In the process, a machine equipped with an external wire feeding system that can move the welding torch in three axes is used. The wires ER70S-6 from the torch (with a diameter of 1.2 mm) and 316LSi (with a diameter of 1.0 mm) from the external feeder were transferred to a weld pool by 90 and 10 wt.%, respectively. St37 substrate with a dimension of 40 × 40 × 500 mm was used. The surface of the substrate was milled, and the impurities on the surface were cleaned with acetone and alcohol. Production parameters were set as 12–13 V welding voltage and 4 m/min (ER70S-6), 0.64 m/min (316LSi) wire feed speeds. Mixed gas containing 98% Ar and 2% CO2 was used as shielding gas and adjusted at a flow rate of 15 L/min. After each layer was fabricated, it was waited for it to cool down to 80–90 C°, and the next layer was produced after the cooling process. The interlayer transition temperature was measured with an infrared thermometer at the beginning, middle, and end of the produced layer.

At the end of the fabrication process, a structure with a width of ∼140 mm, a height of 105 mm, and a thickness of 10 mm was manufactured. For tensile tests, the produced structure was machined to 3 mm thickness. Three tensile specimens in each direction were extracted from the flat sheet part in the direction of 0°, 45°, and 90° by wire cut electric discharge machine. Figure 1b shows the dimensions and regions of the test specimens taken from the part. Tensile tests were carried out with a Shimadzu AG-50 kN testing machine at room temperature at a crosshead speed of 2 mm/min. Optical emission spectrometry (OES) analysis was performed on the lower, middle, and upper regions of the part. The microstructure sample was sanded with SiC sandpaper from 120 to 2000 grit and polished with 1 μm diamond paste. The polished sample was etched in 3% Nital solution. Microstructure studies were performed with an optical microscope (Nikon Epiphot 200) and scanning electron microscope.
Results and Discussions
Table 1 shows the main element chemical compositions of the wires according to the manufacturer's catalog data and the OES analysis results of the manufactured part. When the OES results are evaluated, it is seen that the element distribution of the bottom, middle, and top regions of the fabricated part is quite similar. In addition, mean percentage element amounts obtained from OES analyzes are quite close to the calculated percentage of two wires. In this respect, it can be stated that the new alloyed structure has homogeneity in terms of elemental content.
Chemical Content of the Wires and Optical Emission Spectrometry Analysis Results of the Manufactured Part (Wt. %)
OES, optical emission spectrometry.
Figure 2a–d shows the images taken from microstructure examinations. In microstructural analysis, it was preferred to use images that would reflect the general characteristics of the new alloy. It was especially preferred to show the microstructure images that cause the change in tensile strength. In the parts fabricated by WAAM, which is made as a single material with only ER70S-6 wire, polygonal ferrite structure is dominant in its microstructure. The microstructure of single-material WAAM products produced with 316LSi generally consists of a structure containing delta ferrite in an austenite matrix. When the microstructure of the manufactured part was examined, it was seen that it was quite different from these two structures. Considering the melting, solidification, and cooling of metals with two different alloying elements, different microstructure formations in the produced part are expected.
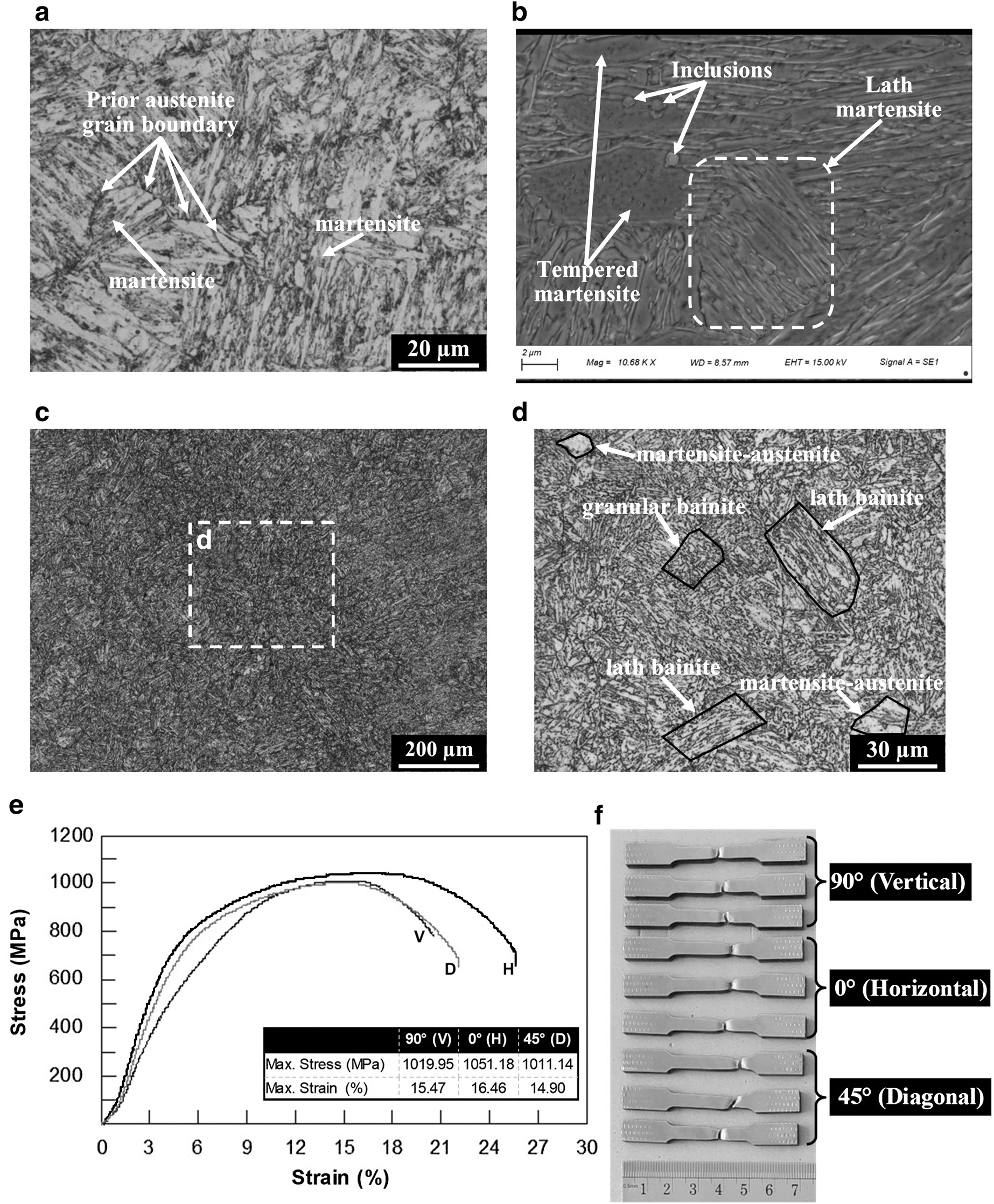
According to the OES results in Table 1, the new alloy product contains ∼1.8% Cr and 1.1% Ni. The main changes in the microstructure can be attributed to the Ni and Cr transferred from the secondary wire to the weld pool. The presence of these alloying elements prevented the formation of only the polygonal ferrite phase, as in the structures containing single-material ER70S-6. Instead, a mixed structure consisting of acicular ferrite, bainitic, and martensitic structures was formed as shown in Figure 2a and b. Cr, which is suitable for carbide formation, may cause the formation of martensite. 6 In addition, Cr can have a large effect on bainite formation. Addition of Cr to low alloy steel lowers the Bs temperature and increases the incubation time of the bainite reaction and shifts the bainite region to the right side of the CCT diagram. 7
When two alloys with different compositions are mixed and remelted, the original equilibrium state of the alloy is disrupted. Due to two different wires, many crystal nuclei can be formed in the melting pool and the crystal cannot grow due to the rapid cooling rate. This causes a finer microstructure and many subcrystal boundaries. 8 Figure 2d shows the structure consisting of many subcrystal boundaries. When Figure 2d is examined, it is seen that the microstructure consists of a martensite-austenite island structure, predominantly granular bainite or lath bainite. Ni has a significant effect on the formation of bainitic structure in low alloy steels. 9 Ni and increasing Ni ratio have an effect on the CCT curve of low carbon steel, shifting the ferritic + pearlitic initial transformation temperature to the right. 10 Thus, Ni plays a role in delaying the formation of ferrite and pearlite and contributing to the transformation of bainite and martensite. 10 Ni also has an effect on solid solution strengthening. 11
The layers of structures produced with WAAM are under rapid cooling. Depending on the chemical composition and cooling curve of the steel, an accelerated cooling rate can promote bainite formation without ferrite formation. 12 In this regard, both the shift of the curve to the right in the CCT diagram and rapid cooling increase the possibility of bainite formation.
One of the most important results of the study was the increase in tensile strength. In Figure 2e, stress-strain graphs of three different oriented specimens are given, and Figure 2f shows the specimens after the test. The highest tensile strength was found in the horizontally oriented samples as ∼1050 MPa. The average tensile strength of all samples was calculated as 1027 MPa, and the average maximum elongation was calculated as 15.60%. An increase of over 100% was observed in the tensile strength of the new alloy part compared to single-material production (mean tensile strength of ER70S-6 = 486 MPa 13 ). In addition, the strain % values found in the tests could provide sufficient ductility. In another study, Yao et al. 14 developed a different approach and obtained customized TP-WER120S-G wire by winding three single wires. Researchers produced a part by performing the WAAM process with this wire and achieved high strength exceeding 1000 MPa in the tensile tests they applied.
The increase in tensile strength is directly related to the microstructure of the new alloy. Cr and Ni elements added to the structure through cold wire feeding that significantly increased the strength. The presence of martensitic and bainitic phases in the microstructure and the potential of the Cr element to form a secondary phase can be shown among the reasons that increase the strength of the new alloy. Cr is a ferrite stabilizer and an element that increases the strength of the weld metal. 15
Cr is effective in the formation of carbides that contribute to increasing matrix strength, 16 and Ni is also effective in the solid solution strengthening mechanism in the ferrite matrix. 17 Similarly, Cr also supports solid solution strengthening. In addition, the effect of solid solution strengthening increases as the difference between atomic sizes and alloy wt. % increases. As a result of solid solution strengthening, strength of the material increases, and the stress-strain curve shifts upward. It is thought that the subcrystal boundaries seen in the microstructure are also effective in increasing the tensile strength. The high number of subcrystal boundaries increased the deformation resistance and improved the tensile strength. As a result of tensile test, it can be said that there is no mechanism that reduces the strength because of the melting and solidification of both wires in the weld pool.
Conclusions
The general results obtained in the study are listed below:
OES analysis results showed that the alloying elements were distributed homogeneously. A new alloy with a homogeneous distribution of alloying elements can be produced with the cold wire feeding + GMAW approach. Cr and Ni elements transferred to the low alloy steel by the secondary wire caused significant changes in the microstructure. The microstructure changed compared to single-material WAAM structures, and bainitic and martensitic structures were formed in the new alloy. A significant increase in the tensile strength of the new alloy was found, and the strength of the new alloy exceeded 1000 MPa. The increase in tensile strength is mainly attributed to the formation of strong structures such as martensite and bainite in the microstructure.
Within the scope of the initial production and tests carried out in the study, it has been shown that a new alloy component that can offer high-strength properties can be produced from two different materials with the cold wire feeding + GMAW method. However, to ensure the validity of the new alloy part, it requires to be characterized with more detailed tests and analyses. Future studies may focus on applying different tests such as corrosion, wear, impact, and fatigue to better determine the mechanical properties of the new alloy. Thus, the performances of similar new alloy structures can be understood more effectively and better.
Footnotes
Acknowledgments
The authors thanks to the Scientific and Technological Research Council of Türkiye (TÜBİTAK) for supporting the study under the project number 123M080.
Authors' Contributions
Z.S.: Writing, conceptualization, and data analysis. Y.A.: Methodology, writing, and conceptualization. N.K.: Data curation, visualization, and supervision.
Author Disclosure Statement
No competing financial interests exist.
Funding Information
No competing financial interests exist.