
Abstract
Four-dimensional printing (4DP) via fused deposition modeling has been used to create hygromorphic biocomposite actuators through wood polymer composite (WPC) filaments. The shape-change transformation of the 4DP composite mechanism is preprogrammed by controlling the printing process parameters and the design of the print-path pattern. Until now, most 4DP approaches involving Wood Polymer Composite (WPCs) have focused on planar actuators featuring a bilayer structure composed of laminar layers with distinct material properties. These mechanisms show a laminar initial rest state, presenting as flat objects, and can only achieve a complex three-dimensional shape when subjected to the moisture variations stimulus. The presented research highlights the development of a multistage printing method that expands the capabilities of three-axis printers to enable the 4DP of mechanism with complex nonplanar rest-state geometries. The new technical capabilities of this method are demonstrated here through the creation and testing of novel nonlaminar 4DP mechanisms that harness their unique doubly curved rest-state geometry to achieve kinematic amplification. We expect that this approach can greatly improve the range and complexity of 4DP mechanisms that can be developed using the commonly available three-axis printers.
Introduction
Inspired by the pine cone’s reaction to humidity, 1 there has been significant research interest in the application of wood polymer composites (WPCs) for the development of bioinspired four-dimensional-printed (4DP) hygroresponsive actuators using a bilayer material architecture.2–6 The design of 4DP WPCs generally uses three-axis three-dimensional (3D) printers as they are low-cost and readily available to most researchers; the design of 4DP mechanisms requires the detailed manipulation of tool paths, raster patterns, material layering, and printing properties.7,8 These 3D patterns define the material architecture of the composite and regulate its passive reaction to moisture variations. The mesoscale architecture of the bilayer structure, composed of a moisture-responsive expansion layer and a nonresponsive constraint layer, is defined by both the geometry of the print patterns as well as the printing settings, such as layer height and extrusion rate. 9 The stress-induced bending of the bilayer, in response to stimulus, is directly correlated to the ratio between the thickness of the constraint layer and the expansion layer, according to Timoshenko’s theory for bimetallic strips, 10 which has been previously adapted to hygroresponsive 4D shape-change transformations.11–13 Such a bilayer principle has been applied earlier to moisture-driven shape-change wood bilayers fabricated by laminating two cross-grained veneers.14–18 The 4DP method with WPCs allows for more design customization by facilitating the differentiated functional gradation of the printed composite architecture with each printed line. The tailored material deposition process has been used to achieve complex three-dimensional shape-change configurations, which would have been challenging to achieve through sheet lamination19,20 (Fig. 1).
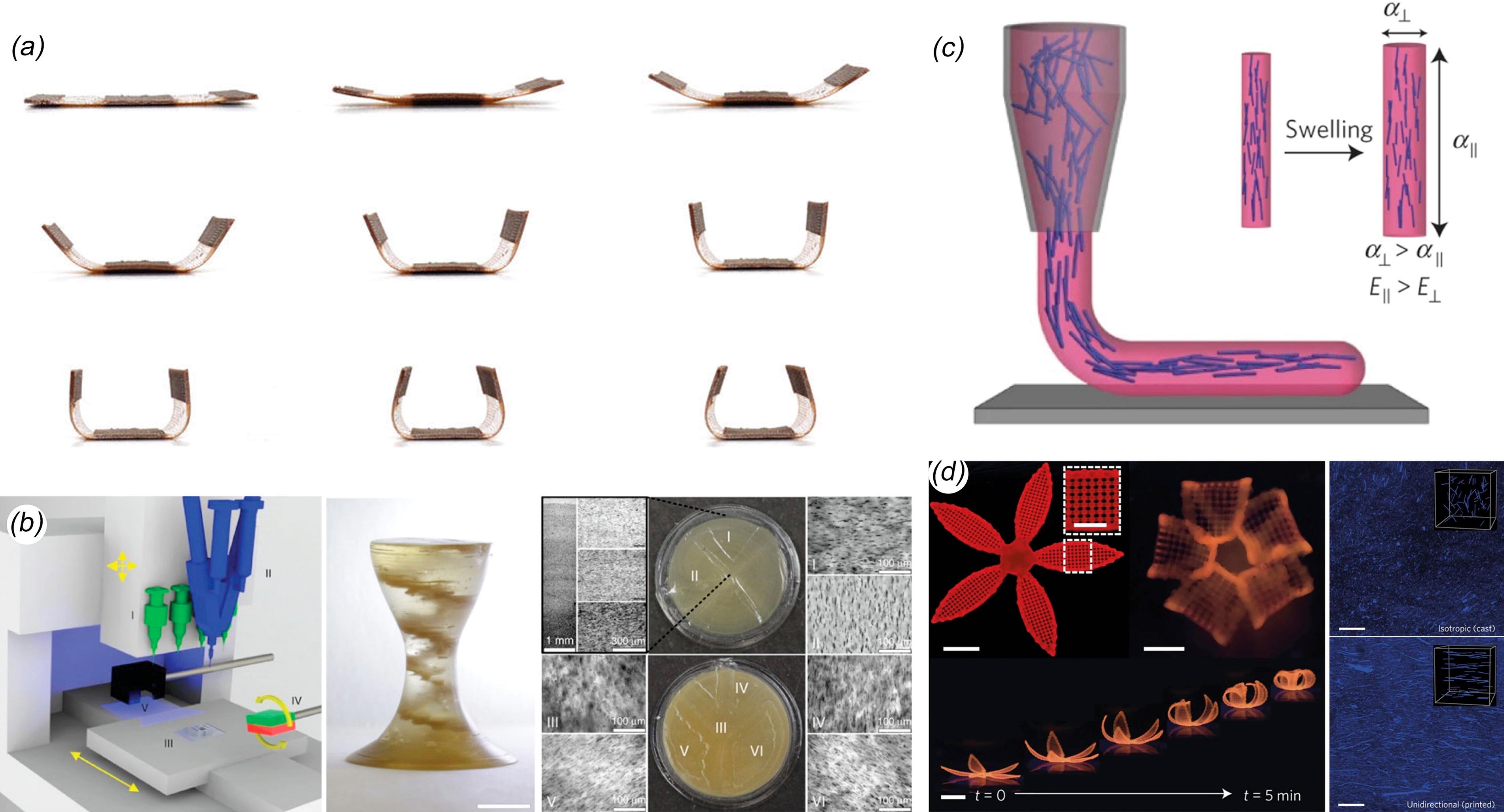
Examples of 4DP geometries and methodologies starting from a flat initial configuration: hygroscopic material transformation from 2D to 3D (Correa et al.
2
)
Despite all the advantages of the three-axis deposition method, it also has some known limitations. For instance, most samples are usually printed directly on the build plate as flat, thin profile (Z-axis) structures. This is the common practice as most 3D printers use three-axis kinematics to deposit planar layers that are stacked vertically, on a flat build plate, leading to standard printing of laminar bilayers. The resulting geometry can be considered nearly two-dimensional since its thickness (Z axis) is negligible compared with the two other dimensions (X and Y axes). Given this general methodology, the responsive behavior is primarily considered in the XY plane where the actuator lays flat in the initial phase and achieves a deformed three-dimensional configuration after being subjected to changes in moisture content due to changes in relative humidity (RH) or through direct immersion in water. 4DP of initial flat thin-profile laminar-like geometries offers advantages such as an easy fabrication process and controllable multi-shape memory effect for active composites that can change their shape over time. 21 There are two notable exceptions: first, Sahin et al. 22 developed a cross-sectional 4D-printed (CS4DP) methodology by tailoring the mechanical and hygroscopic properties across the depth of bilayers structures by rotating the printing axis of the bilayers before actuation. In this method, the print is still flat after printing, but then it is repositioned on a different axis after being submerged in water. The second approach is the use of three-axis PolyJet type of printers to create more complex free-form geometries by relying on support structures. This method has demonstrated the widest range of geometric flexibility, but it is limited to the use of proprietary hydrogel inks with isotropic swelling 23 or complex magnetic reorientation of fillers in a multistep process. 24 To date, Polyjet printers and inks are also significantly more expensive than fused deposition modeling (FDM) printers, which has significantly limited their application in this research. 24
The previously described 4DP and CS4DP approaches, despite having numerous advantages, do not allow the printing of complex nonplanar rest-state geometries, which limits the possibilities of hygro-deformation. The possibility of printing nonplanar layers has been discussed for several beneficial applications in additive manufacturing, like adjusting the 3D fiber orientation, saving time, and repairing parts by depositing material where required. 25 This is particularly useful in six degrees of freedom (DOF) industrial robots, which can reach the printed part from multiple angles. However, industrial robots have not seen much use thus far in 4DP as they lack the level of accuracy and precision needed to print the small-scale architectures (≤300 mm in any dimension) that are most commonly used in this field. Moreover, unlike off-the-shelf three-axis FDM 3D printers used here, robots require an expensive set-up, which also limits their accessibility for most researchers.
Here, we propose and validate a new 4DP technique for fabricating hygroresponsive actuators via FDM that uses a multistep printing process that reorients and repositions the printed part, mid-print, to create shape-change hygroscopic bilayer structures that do not have flat rest-state geometries. The reorientation allows the direct application of functional features into the 3DP part via nonplanar printing. By reorienting the part, the homogenous-layered structure is modified through the deposition of material perpendicular to the layering sequence and therefore changing the mechanical behavior and shape-change response of the printed mechanism. This method is not supported by the conventional slicer laminar method for three-axis FDM printing, and the authors are not aware of any existing literature addressing this approach while using a three-axis printer. For the repositioning of the part, this novel design and fabrication method relies on a custom computational design tool with volumetric shape optimization capabilities. Without the limitations of the laminar topology in the actuation layer, the proposed technique allows the programming of more complex shapes and bidirectional curvature changes both before and after deformation. Therefore, the proposed methodology called four-dimensional multistep vertical printing (4DVP) is aimed at enabling more complex shape transformations such as the possibility of achieving out-of-plane bending from an initial curved geometry that would not be achievable through previous printing methods.
In the following paragraphs, the 4DVP methodology is introduced by presenting the main principles, materials, and software used. The proposed approach is then applied to the case study of the Lilium casablanca, and the form-finding approach needed to optimize the printing process is discussed.
Materials and Methods
4DVP principles
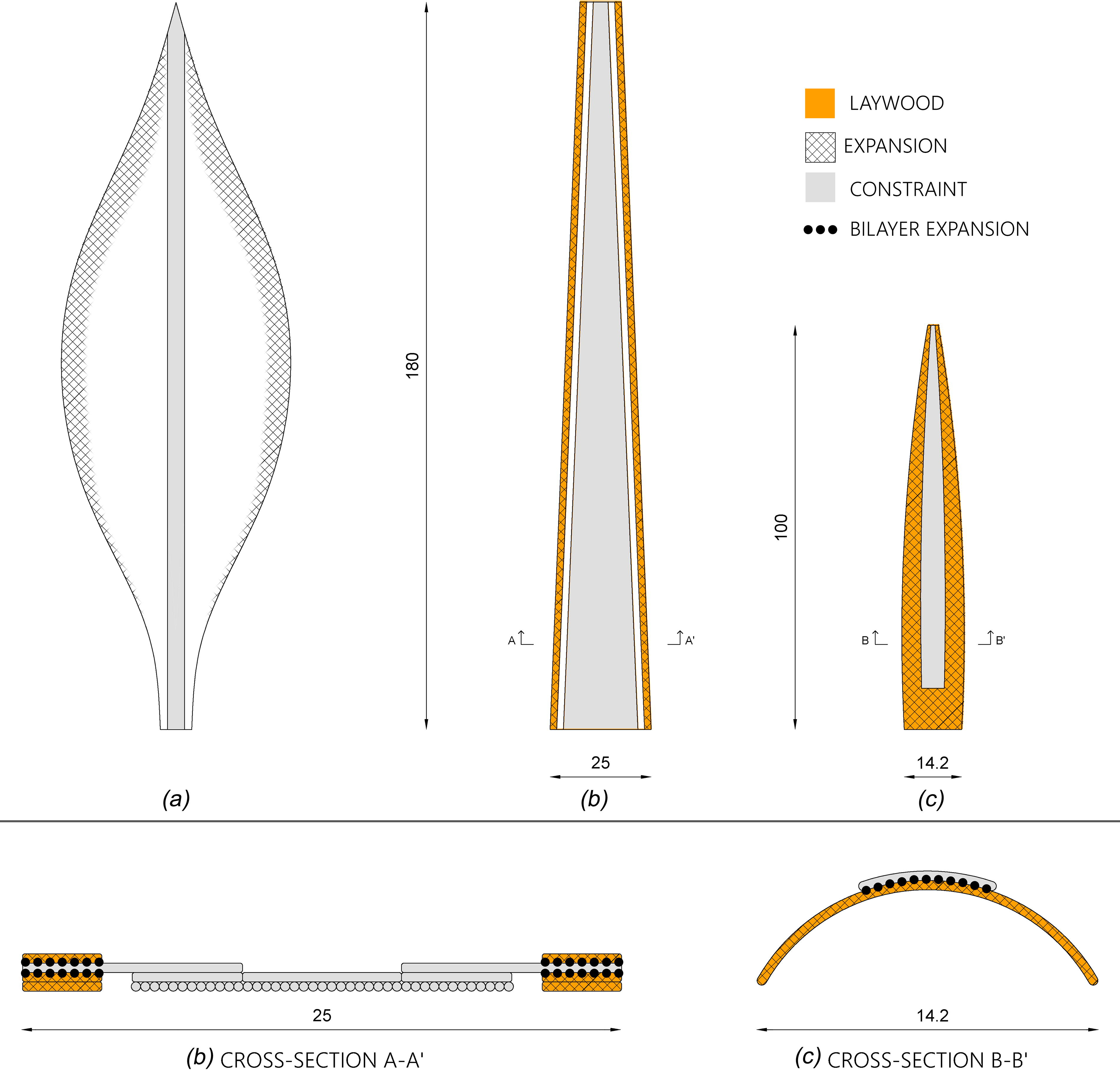
In FDM 3DP, the hygroscopic shrinking/swelling of WPCs is direction-dependent, and it is characterized by the high aspect ratio of wood fiber particles, which are oriented in the direction of extrusion. 26 In this study, commercially available “Laywood” WPC filament was used for the expansion layer in the bilayer architecture. With 40% wood flour, this filament is composed of fine particles with a similar grain size 27 that are embedded in a Polylactic Acid (PLA) matrix. Therefore, the constraint layer was printed using PLA to improve the material compatibility with the expansion layer and reduce delamination. In a printed sample, the direction-dependent properties of the WPC are analogous to the grain direction in wood veneers, which is perpendicular to the direction of expansion. 9 As established in previous literature, the printed WPC expands orthogonally to the tool path direction and tends to have a higher coefficient of hygroscopically induced expansion in the transversal direction than along the longitudinal direction. 28 This unique property has been extensively used in previous literature to develop a wide range of laminar bilayer mechanisms.2,7,9,29–32 In all cases, the bilayer is always printed as a flat laminar structure that corresponds with its initial kinematic state, a geometrically flat rest state and achieves a unidirectional bent geometry. There is only a limited number of exceptions in which the laminar bilayer sample is bent before actuation. 33
The development of mostly laminar bilayers could be attributed to the reproduction of previous methods with the new 3DP technology, such as lamination via hot press, gluing, or casting to create thin sheet profile bilayers capable of controlled shape-change deformation. They could also be attributed to the uniform vertically stacked layers that are the default protocol to achieve consistent surface quality in conventional FDM 3D printing. While printing with variable layer heights is possible in a three-axis printer, as it is commonly done in Computer Numerical Control routers, this is not a common or practical approach in FDM due to deposition irregularities.
Unlike previous 3DP methods used to produce laminar actuators, this new approach is not based on a single-print process. Instead, four steps are needed to correctly differentiate the printed parts and their role by singularly printing each functional element in an independent process (Fig. 2).
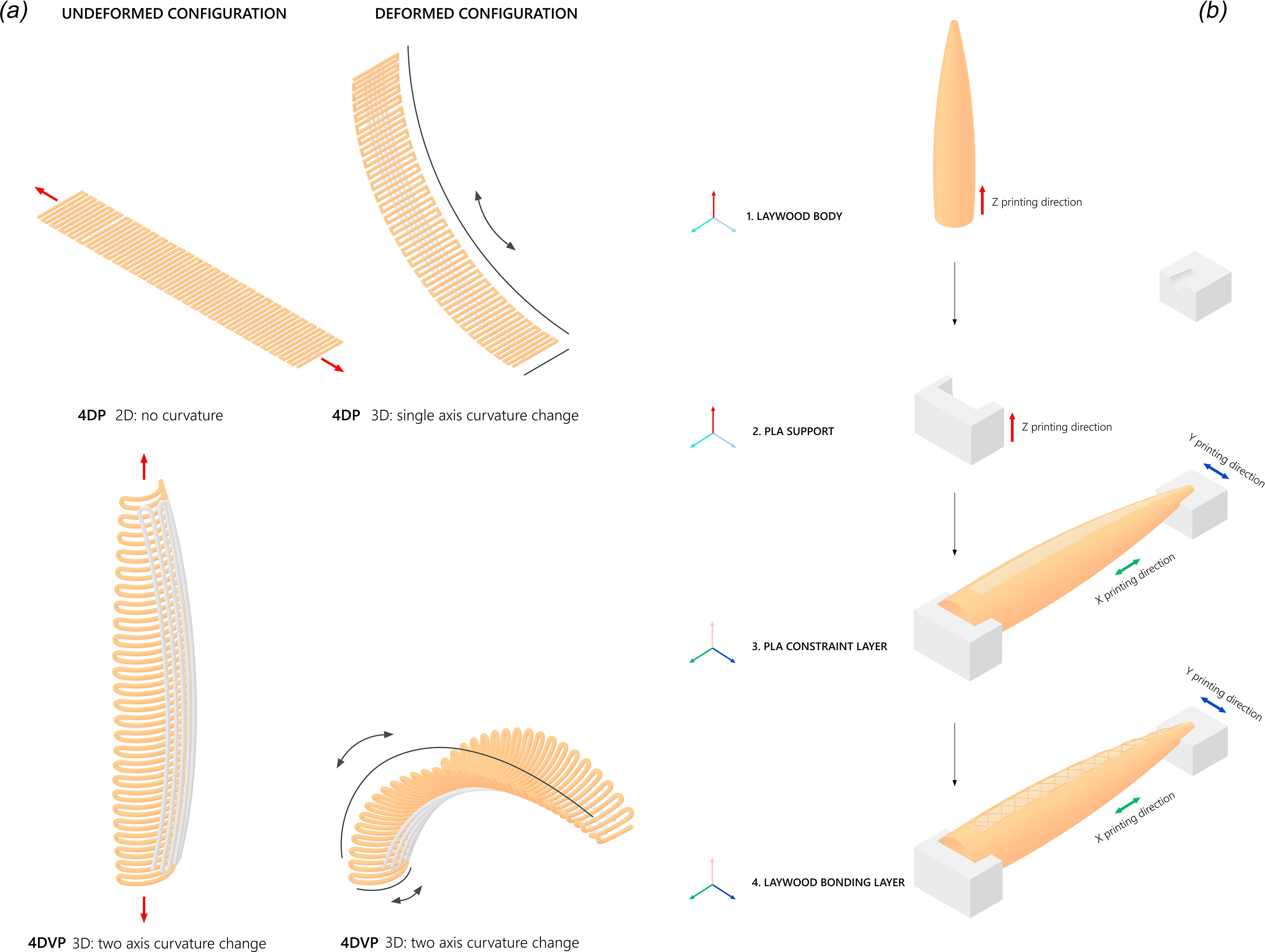
4DP and 4DVP configurations with different undeformed and deformed states due to the different directions of expansion
The first step is the fabrication of the doubly curved barrel-like tapered geometry, which will be printed in WPC; this will be the main expansion region of the shape-change mechanism. Referred to here as the WPC body, this component is 3D-printed vertically with uniform height layers along the Z direction. This follows a conventional slicing process, as shown in Figure 2b (1. Laywood body). The resulting geometry is an empty shell with thin external walls and 0% infill. The feed rate (FR) needs to be adjusted during printing to ensure precise adhesion of the overlaid WPC layers; a high FR would not allow a layer to cool enough to support the successive layer without deforming, while an excessively low FR would cause nozzle clogs. For this research, rather than using commercial slicer software, a custom G-code generator was developed that could integrate design directives for 4DP as well as general machine printing settings. This was particularly relevant given that code needed to address multi-material printing in equipment designed with a single extruder without an automatic filament changer. The algorithm developed within the Rhino/Grasshopper environment for a previous study for 4DP WPCs32,34 was implemented with additional functionalities to optimize the 4DVP methodology; this includes parametric management of filament changes, tool path design, variable Z-offset and variable FR across the print. Z-offset was customized to increase with height to address the gradual squashing of the single-wall shell of the WPC body; this feature is needed because layers within small geometries (∼1.5 × 10 cm) do not have sufficient time to cool before the subsequent layer is printed. In addition, a variable FR function is used to control the acceleration/deceleration of material deposition to improve print quality in small detail features.
The second step is the fabrication of custom support structures to horizontally bear the barrel-like WPC body in preparation for subsequent printing steps, as shown in Figure 2b (2. PLA support). While the body of the actuator was printed vertically, the constraint region must be subsequently printed on the body while on its side. This means that the actuator must be removed from the build plate and then be precisely repositioned on its side, with the original Z-axis reoriented along the X-axis. The required supports are uniquely matched to the barrel-like shape of the actuator body. Similar to the previous step, the supports are printed following a standard 3DP workflow, but they are printed in PLA rather than in WPC. To improve adhesion between the supports and the build plate a raft-type of base is used for each support.
The third step is illustrated in Figure 2b (3. PLA constraint layer) and involves the overlay printing of the constraint geometry. Once the doubly curved geometry of the barrel-like WPC body is placed on the supports, the PLA constraint layer can be overprinted through a linear raster pattern along its longitudinal axis of the WPC body. This orientation is used to extrude the constraint material perpendicular to the dominant direction of hygro-expansion in the barrel-like WPC. During this secondary printing procedure, the tool path is designed so that the nozzle movement precisely follows the profile of the curved surface in the previously printed barrel-like shape of the WPC body. This step requires deposition of layers that are not planar by carefully matching the contour of the previous geometry. The precise positioning of the part and the accuracy of this tool path design are essential for the appropriate bonding of the constraint material; it is critical to avoid collisions between the WPC body and the nozzle (or any part of the extruder assembly). Calibration between the digital design and the physical output is therefore essential. For instance, a 1 mm negative Z-offset was added to push the hot end into the WPC body surface in order to increase the adhesion between the two materials through heat and pressure.
The fourth step represented in Figure 2b (3. Laywood bonding layer) involves the printing of an additional layer of WPC over the PLA constraint geometry to reduce the risk of delamination. Referred to in this paper as the bonding layer, this approach follows the weaving architecture method used in previous literature by the authors and others,5,35 which seeks to mechanically lock the constraint print paths. Given the limitations in interfacial bonding between WPC and PLA polymers, this additional step mechanically interlocks the two materials, which can help in reducing delamination after multiple actuation cycles.
In our previous research, the standard G-code generation algorithm was only programmed to print layers with constant Z coordinates. For this new method, the capability of adapting the tool paths to variable height topology was added. The flat Raster Patterns are projected onto the 3D-modeled barrel-like surface of the WPC body in the position in which it will sit on the supports; these new curved tool paths are then retrieved and adjusted. Given the limitations of three DOF for the low-cost Prusa i3 MK3S+ FDM printer, the nozzle must always be positioned on the Z-axis perpendicular to the build plate. This reorientation of the part presents a high risk of collision between the nozzle, the extruder assembly, and the printed part. To manage this challenge, an evolutionary solver called Galapagos, a plug-in within the Grasshopper visual scripting environment, was used to simulate and test multiple geometries and tool path strategies that met the fabrication space of the printer.
In the following paragraphs, the presented 4DVP methodology is applied to the case study of the L. casablanca.
4DV Printing of a lily flower
Plant motion principles have been the source of inspiration for biomimetic strategies in a wide range of disciplines. For instance, the Venus flytrap (Dionaea muscipula), 36 the Waterwheel plant (Aldrovanda vesiculosa), 37 the Mimosa pudica, 38 the sunflower (Helianthus annuus), 39 or the pine cone scale have been closely analyzed for the development of bio-inspired architectural applications. 40 The lily flower (L. casablanca) has always been of great interest to researchers due to the particular actuation principles that govern its motion.20,41,42 During blossoming, the lily’s tepals bend outward to allow pollination; this is due to a differential growth rate between the tepal’s inner lamina and its outer edges. The inner lamina keeps a constant length during blooming, while at the same time, its edges undergo unidirectional changes. As a result, the tepal’s periphery expands significantly, inducing a pronounced bending motion. 42
A shape-change mechanism was designed based on previous geometric investigations by Schleicher 42 into the kinetic model of the tepals using FE simulations. This tepal shape-change model was previously translated into a material model via 4DP by Correa 20 using laminar bilayers made of WPC, Acrylonitrile Butadiene Styrene, and Thermoplastic Polyurethane (TPU). However, the original tepal as well as Schleicher’s kinematic model indicate that greater kinematic response is achieved with a barrel-like tapered geometry, which has a central radius that is slightly larger than the basal or apical radius. The 4DVP method builds on this previous research by creating a material model that incorporates a doubly curved rest-state geometry, matching the geometric parameters proposed by Schleicher’s theoretical model. A final comparison was conducted between the 4DVP lily, the 4DP lily by Correa, and a biological specimen of the L. casablanca; this comparison is done to evaluate how effectively each approach replicates the bending motion of the tepals (Fig. 8).
Hygroscopic actuation
The hygroresponsive behavior of the actuators was assessed through water immersion within a glass container at room temperature (21°C). When submerged, the actuators undergo hygroscopic deformations until they reach saturation. Based on previous research, immersion was selected because the actuation speed is fivefold compared with experiments in a climatic chamber under high RH (90% RH). 43 Moreover, water at room temperature was used in this study, but higher water temperatures would increase the speed of this response. 44
During submersion, the 4DVP lilies samples (both A and B) are clamped at the base to prevent them from floating or changing position during fabrication. Both Lily A and Lily B are a single piece containing all three tepal-like actuators. This is very different from the previous work by Correa, 33 where the lily is composed of three separately printed laminar bilayers that must fastened together; each tepal-like actuator must also be bent transversally, along the mid-axis.
To monitor the hygroscopic reaction, image registration was conducted every 60 s using a 35 mm focal length lens. Time-lapse sequences were created at 30 frames per second.
The achievement of full saturation was determined through the comparison of 30 successive photograms, corresponding to 30 min. If the variation in the bending angles was found to be <1°, the actuator was considered saturated. In the case of the lily, this occurred after 280 min.
Curvature optimization through a form-finding approach
To develop a suitable geometry, a form-finding approach was used to identify the best combinations of the three radii. This approach had to reconcile the theoretically optimal geometry, as indicated in the previous literature, with the technical constraints of the 4DVP set-up. The evolutionary solver called Galapagos (a plug-in within the grasshopper visual scripting environment) was used to find a range of potential geometries for testing that addressed both the fitness values associated with printing capacity and the geometric range that could best match the optimal theoretical model for the tepal geometry (Fig. 3).
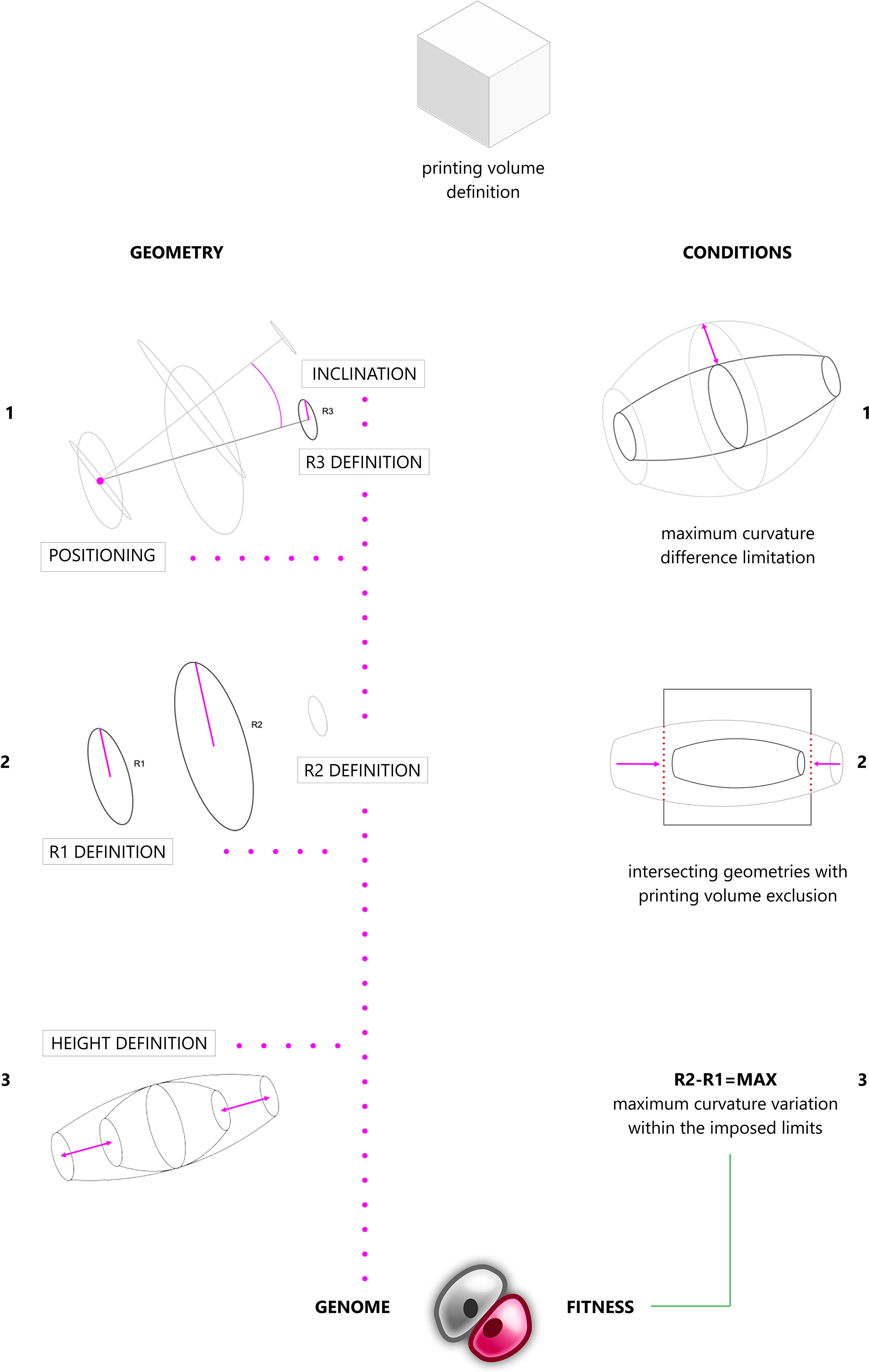
Form-finding optimization process of the shape generation principles for 4DP actuators based on the lily bending mechanism.
The geometric parameters investigated through the solver include the criteria for dimensioning the radii and orienting the object into the printing volume. The proportions investigated in Schleicher 42 would have resulted in either actuators that were too small for the purpose of this research or a surface curvature that caused collisions with the nozzle. Therefore, the sizes of the radii were adjusted to maximize the difference between R2 and R1, which increased the surface curvature. Meanwhile, R3 was set to range between 1.5 and 2.5 mm, to ensure that the upper opening is as closed as possible during the rest state. The positioning, orientation, and inclination of the WPC body on the support were set as variables to be considered inside the printing volume available to the Prusa. The central radius R2 is also a variable, ranging from 5 to 100 mm. The base radius R1 ranges from R2/2 and 50 mm, to avoid values too close to R2 and too low. The total height of the actuator is an additional variable, set between 150 and 300 mm (based on the building volume limits of the printer). Moreover, control of the curvature was imposed by adding a limitation value to the maximum difference allowed between the minimum and the maximum curvature of the surface. In addition, all the geometries that intersect the boundaries of the printing volume were automatically excluded. Based on this optimization steps, lily A was selected; this design has a base radius R1 of 8.2 mm, a central radius R2 of 12.4 mm, a third R3 of 2.5 mm, and a total height of 100 mm. This design also has a modest 10% curvature variation along its surface. Since the WPC body needs to be placed horizontally to print the constraint and bonding layers (see Fig. 2b), it was observed that, due to its curvature, nozzle collisions occurred with the object. To avoid such collisions, the solver was used to identify a suitable slope angle for repositioning the WPC body. As a result, the longitudinal axis was vertically rotated by 5.5° from the build plate (Fig. 4), and suitable support structures were printed to secure the WPC body at the prescribed angle.

The PLA supports for the WPC body need to be sloped to avoid collisions with the extruder. PLA, WPC. WPC, wood polymer composite.
To evaluate the efficacy of the optimization solver as well as the capabilities of the 4DVP method, a second 4DVP actuator, called lily B, was then programmed with a higher difference between the radii, to be compared with lily A. The dimensions of lily B are 8.2 mm R1, 8.7 mm R2, and 1.5 mm R3, with a total height of 100 mm. These values were chosen to have comparable dimensions with lily A. While the base radii and heights are equivalent, a significant difference is noticeable in R2 values that result in different curvatures; for instance, lily B has a 3% overall curvature variation, compared with 10% of lily A. A diagram representing the possible combinations of the three radii and the final selection of lily A and lily B is shown in Figure 5.
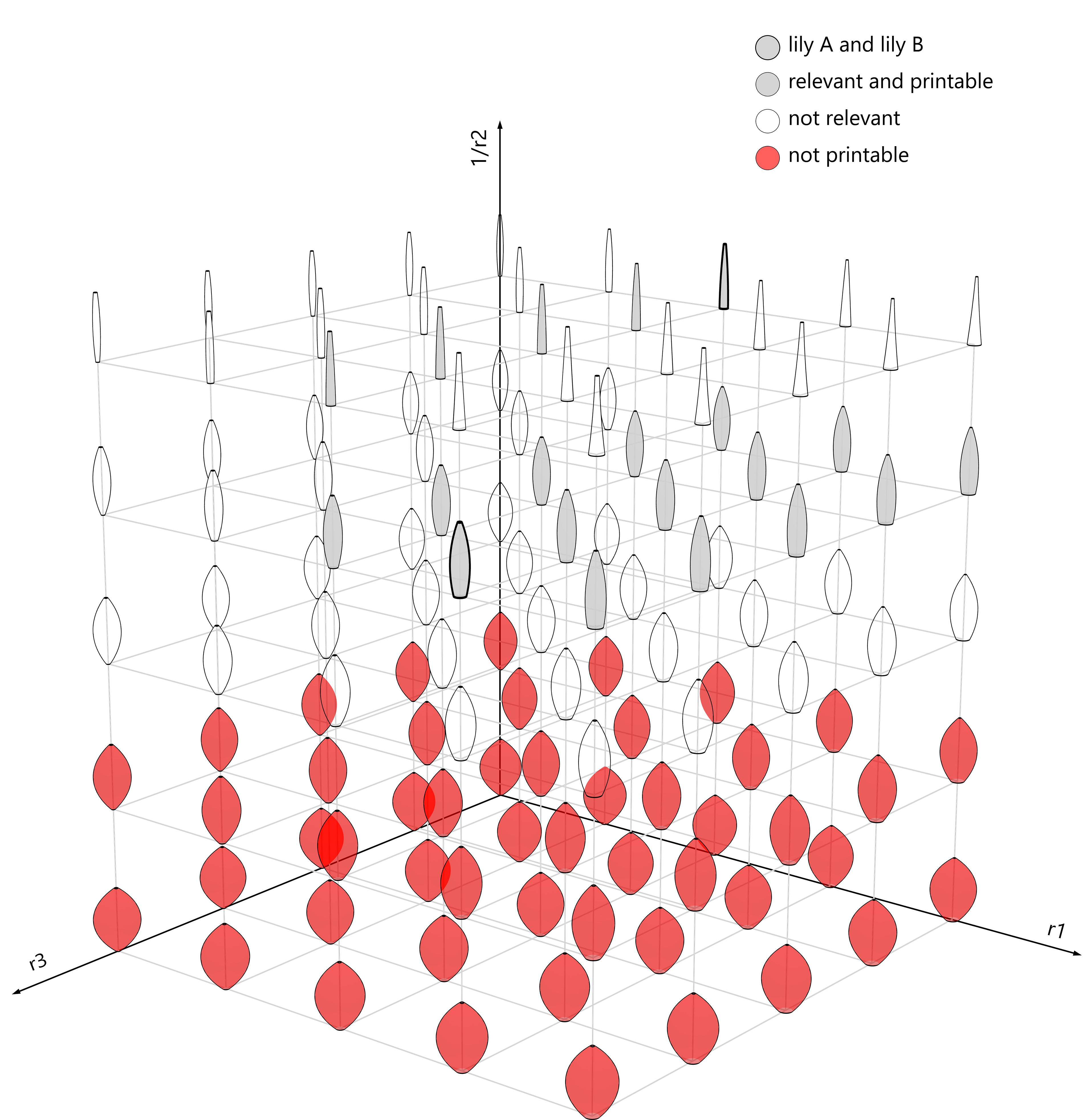
Radii combinations for a fixed 100 mm height representing: not printable solutions by a three-axes printer due to too high curvature (red); printable but not relevant solutions due to too closed ends to be used for airflow, too high curvature to show good responsiveness, or inward curvature (white); relevant and printable solutions (gray); the selected solutions lily A and lily B, which show a good balance of the geometrical parameters (outlined gray).
After applying the constraint and bonding layers to the body, the curved surfaces forming each of the three tepal-like actuators need to be separated. Since the method of cutting strongly influences the response of the actuator, a heat-cutting and scissors-cutting method were compared. The heat-cutting easily melts the WPC structure, allowing the separation of the tepals. However, some of the melted material created a localized accumulation on the edges which reduced the hygroresponsive behavior. The second strategy was to use scissor-cutting considering the thinness of the WPC wall. In this case, the mechanical stress induced by the scissors causes the WPC layers to detach from each other. Such delamination can be partially reduced by applying the least amount of stress possible during cutting. This method has the advantage of avoiding material accumulation along the edges, which allows for a greater amount of curvature change in response to humidity compared with the heat-cut edges. It is speculated that tool path optimization strategies could be developed that facilitate the separation of the tepals, perhaps avoiding the additional step of cutting the sample. Such an approach was chosen to guarantee the least space possible between the tepals in their closed state, which would not be achievable in such small prints due to the significantly lower retraction speed of WPC compared with PLA or other standard filaments.
Table 1 provides a comparison between the 4DVP lily and Correa’s 4DP lily, which is further discussed in the following section.
Comparison of Geometry, Printing Settings, and Material Architecture Between the 4DVP Lily and Correa’s 4DP Lily
Results and Discussion
The deformations reached by the 4DVP samples lily A and lily B, both scissor-cut, after water immersion, are shown in Figure 6. The two actuators bend with similar velocity for the first 25 min; then, lily B keeps bending over a longer time and ultimately reaches a higher amplitude of shape-change deformation than lily A. This difference can be due to the different surface areas in the two actuators: lily A’s tepal area is 1.4 times greater than lily B’s, whereas the constraint areas are similar in both actuators. As a result, the ratio between the WPC surface and the bilayered one is higher in lily A than in lily B. Therefore, although Schleicher indicated that having higher surface curvature would increase the bending deformation, these aspects have influenced the final behavior. Moreover, compared with the 4DP lily that achieves equilibrium after 300 min, lily B shows a greater and faster curvature change, reaching the maximum deformation after 200 min.

Time-lapse frames of lily A
The opening mechanism of both the L. casablanca’s tepals (a), the 4DP’s (b), and the 4DVP’s (c) are made possible by the combined effect of tepal’s geometry and by the differential growth/expansion of the perimetral areas compared with the center of the surface (along the inner lamina and the midrib). In Figure 7, the shapes before and after the bending deformations of the L. casablanca (A), 4DP lily (B), 4DVP lily A (C), and lily B (D) are compared. Two main aspects differentiate the proposed 4DVP approach from the 4DP by Correa. 20 First, through the 4DVP method, the functional doubly curved geometry of the actuator can be customized. Second, the bilayer expansion area where the stress-induced bending occurs is different in the two cases. Correa’s developed mechanism is based on an abstraction of the differentiated edge growth principle where WPC is used to generate localized expansion along the edges of the tepals; the inner lamina acts as the constraint while remaining flexible enough to allow the desired shape-change deformations. The 4DVP model is very different given that the entire surface of the tepal is made of WPC. The functional differentiation is achieved by the addition of a midrib constraint that is applied on the secondary printing step, via the 4DVP method (Fig. 8). The main difference is that the 4DP lily (b) can only make use of elastic instability amplification by manually bending the sample along the center before actuation, whereas the 4DVP’s (c) mechanism does not require manual manipulation as it has the optimal doubly curved geometry for this actuation, which is much closer to the biological role model. The functional regions are therefore complementary between the two approaches: in Correa’s work, the stress-induced bending occurs due to differentiated expansion in a very small region at the edges of the sample; in the 4DVP sample, the entire surface of the tepal is used to drive expansion while focusing the stress concentration at a localized bilayer region along the center of the tepal. Compared with the 4DP lily by Correa, the 4DVP doubly curved geometry borrows additional inspiration from the lily bud anatomy, whose stiffer midrib is in the center of the tepals 41 (Fig. 8). Moreover, while the 4DP lily (Fig. 8b) is composed of three individual tepals, which need an additional structure to be assembled, the proposed solution (Fig. 8c) is instead conceived as a single actuator made of three tepals joined together at the base. Lastly, the 4DVP lily B also amplifies the kinematic response compared with the 4DP lily, as shown in Figure 9, where the hygroscopic mechanisms in both cases are analyzed by comparing the bending angles of the tepals. Under the same conditions (immersion in water at room temperature), Lily B’s tepals reach higher bending angles (up to 50°) than the 4DP lily (up to 37°). Such a measurement technique is based on the use of the Kinovea software which, following Abdelmohsen et al., 45 can be used to track the trajectories of hygromorphs and measure their bending angles.
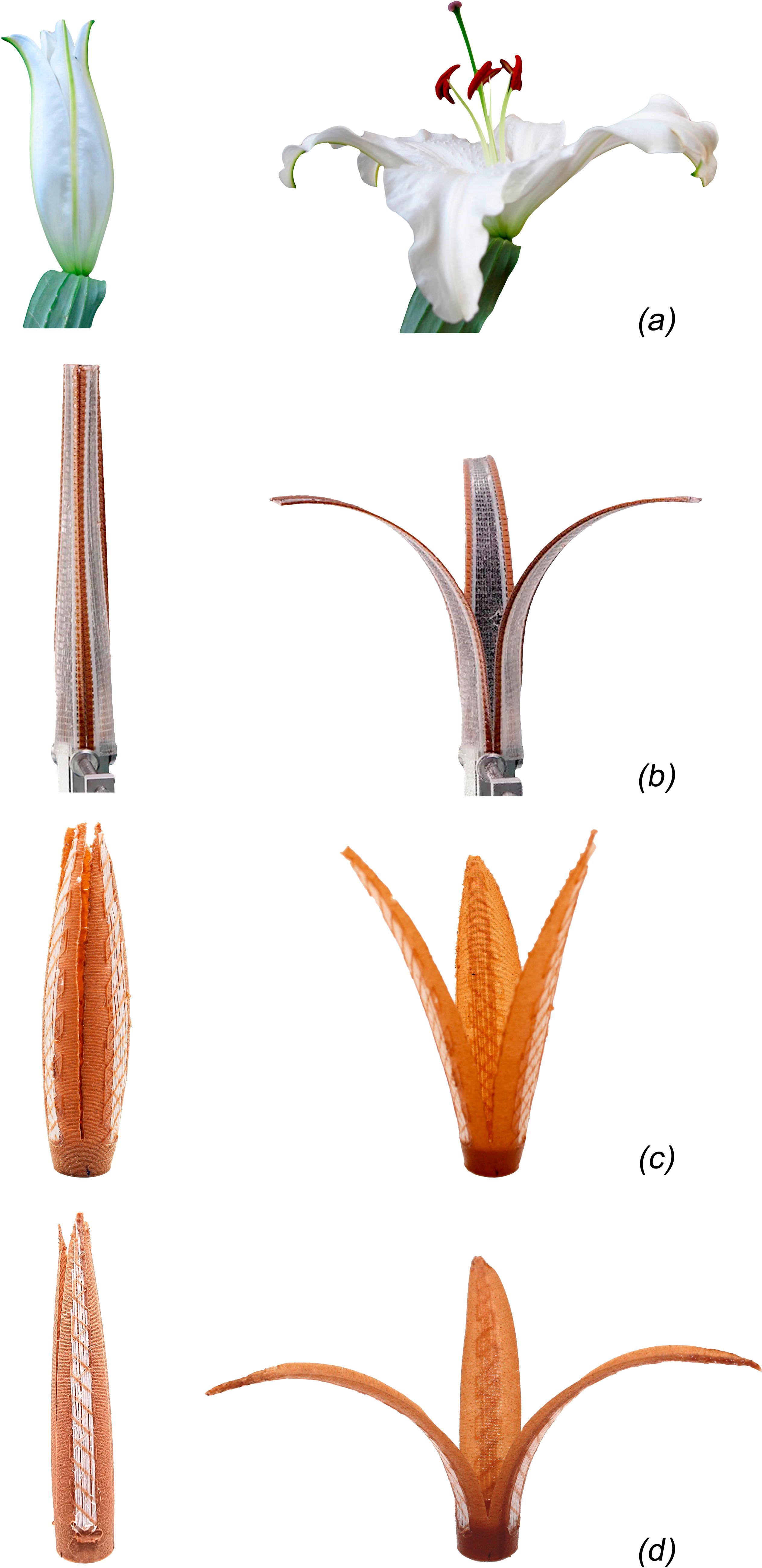
Comparison between the lily flower
Different locations of the responsive areas in the Lilium casablanca
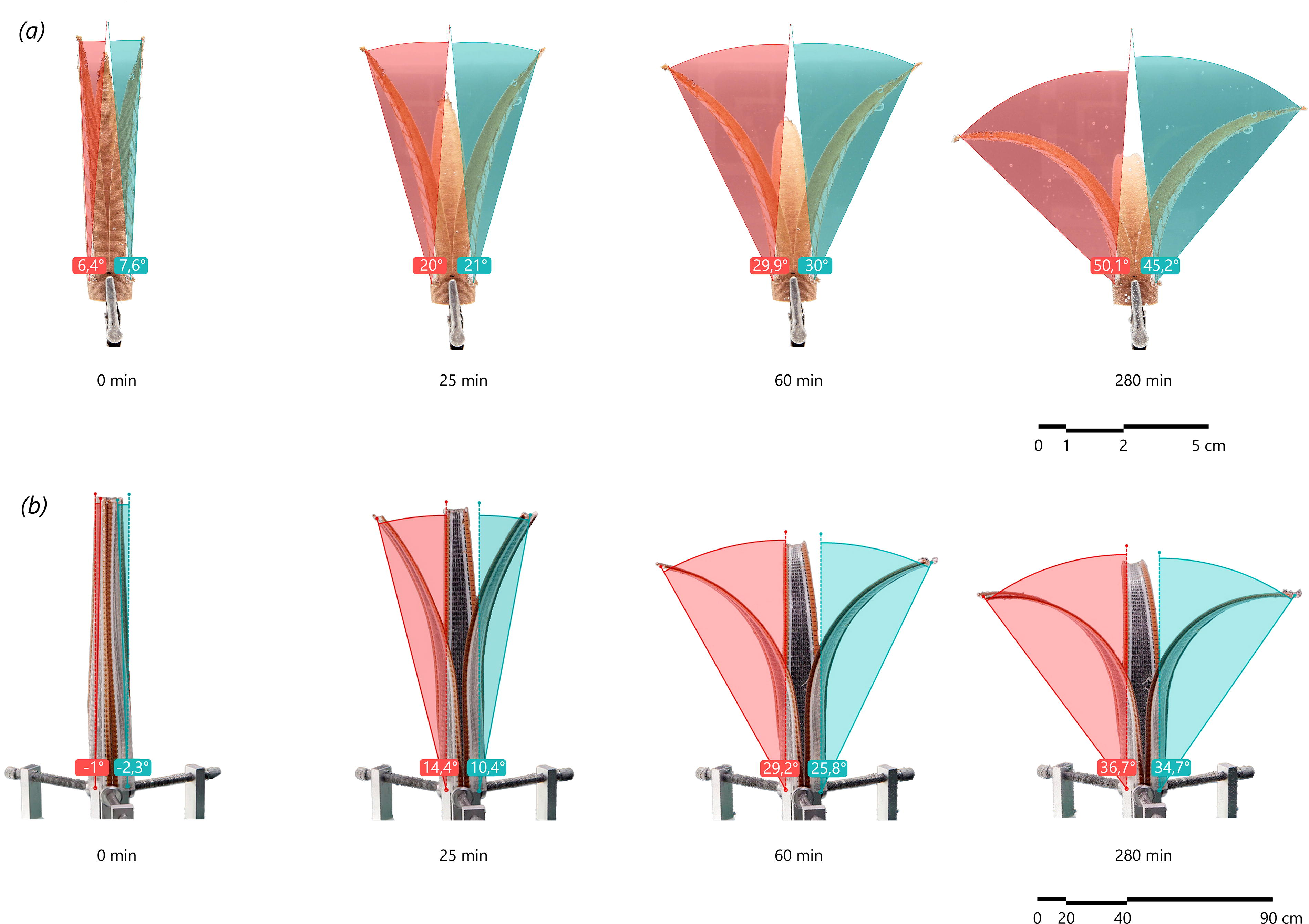
Comparison between the bending angles of the 4DVP lily B
It is the author’s contention that the 4DVP lily A model is the closest approximation, thus far, to the biological role model in both accurate geometric approximation and functional shape-change actuation principles.
Despite having a similar composition, it was observed that after the first humidification/dehumidification cycle, the expansion and constraint layers easily detached from one another. The addition of the bonding layer noticeably improved the adhesion. However, the specimen also broke at the interface between the WPC layers after one cycle due to their thinness and subsequent brittleness. After submersion, both lily A and lily B will return to their closed state after they are allowed to dry (at ambient temperature 21°C). Similar to results in previous literature, both lily A and B achieved negative curvature (closed beyond their initial rest state) when fully dry. This is a valuable point of differentiation as the 4DP lily by Correa was unable to fully return to its original rest state.
It is speculated that while water immersion enables faster actuation, the rapid swelling induces greater stress in the material. WPC and other natural fiber composites are also known to have lower mechanical properties when wet. 8 The increased stress and weaker mechanical properties are likely responsible for the mechanism deterioration.
The proposed methodology, compared with similar approaches, offers several advantages. The CS4DP methodology developed by Sahin et al., 22 despite enabling a mono-material hygro-actuation, only addresses unidirectional bending and flat rest-state geometries. This approach also allows for the integration of multimaterial and fully reversible actuation, which results in a uniquely differentiated material organization with constraint layers orientated in a different axis.
Conclusions
In this study, we introduced a novel 4DP methodology called 4DVP for the fabrication of hygroresponsive actuators with controllable swelling and folding functionalities. Unlike traditional 4DP, which often relies on flat initial configurations, the use of 4DVP can enable the fabrication of complex doubly curved rest-state geometries, which offers a greater range of design possibilities. Particularly, 4DVP can enable the fabrication of shapes that play an active role in amplifying the hygroscopic expansion. As demonstrated here, the biomimetic principles observed in the lily flower’s motion during blooming could therefore be replicated by taking advantage of the elastic instabilities facilitated by the doubly curved initial shape to have a faster response and a larger amplitude of shape-change deformation.
By expanding the design space and allowing for more intricate geometries, 4DVP opens new possibilities for the integration of biomimetic principles into responsive materials and structures. The potential of 4DP WPCs lies in their capacity to functionalize their inherent hygroscopic properties to preprogram shape-change responses in relation to moisture. This constitutes a meaningful contribution toward the development of passive environmental control systems that can act autonomously in response to climatic conditions. Without the need to consume electricity, these systems can greatly improve occupant comfort or can be tailored to address extreme climatic events, such as floods. Examples of such applications could include exterior façade mechanisms that change shape in response to rain, or indoor ventilation louvers capable of adjusting in response to changes in humidity influenced by building occupants. Since these mechanisms are able to absorb and release moisture, they can also act as moisture buffers within a building.
Future research trajectories will look at multiaxis 3D printing as well as multimaterial and multinozzle printing strategies that can enable additional material programming but that do not require the repositioning of the component. Although the presented research presents and demonstrates a novel methodology for printing complex hydromorphic actuators, future research is needed to assess the long-term performance, polymer formulation, and upscaling potential of this mechanism—a critical step toward the development of commercially viable building applications. Despite its current technical limitations, the presented passive systems offer a contribution toward building practices guided by environmental resiliency and toward a long-term vision for high-performance buildings that enrich rather than deplete our ecosystem.
Footnotes
Authors’ Contributions
G.P.: Conceptualization; methodology; algorithm programming; validation; formal analysis; and investigation; data curation; writing—original draft of sections: Introduction, materials, and methods, results and discussion, conclusions; writing—review and editing. F.B.: Research supervision; resources; project administration; and writing—review and editing. M.F.: Research supervision; resources; supervision; project administration; writing—review and editing. D.C.: Conceptualization; methodology; validation; formal analysis; data curation; writing—original draft of sections: introduction, materials and methods, results and discussion, conclusions; writing—review and editing; and research supervision.
Author Disclosure Statement
The presented work is part of the PhD research of G.P., with the supervision of F.B., M.F., and D.C. during the XXXV cycle of the International Doctoral Program in Civil and Environmental Engineering of the University of Perugia, ended with a thesis titled “Hygroscopic indoor design—Morphological and material programming of responsive wooden bilayers and 4DP shape-change mechanisms.”
Funding Information
No funding has been received for this article.