
Abstract
Additive manufacturing of stimuli-responsive materials, that is, 4D printing, has recently drawn attention given its unique ability to fabricate smart structures that can change shape over time when triggered by external stimuli. Despite numerous efforts toward understanding the shape memory characteristics of 4D-printed structures, the comprehensive characterization of their critical quality metrics, such as surface quality, remains limited. Existing surface roughness models primarily focus on describing roughness caused by the layer-wise 3D fabrication process, inadequately capturing the variations in the surface quality due to multiple shape programming and recovery processes, particularly under the influence of external stimuli. This study employs a combined approach of mathematical modeling and experimental characterization to investigate the surface roughness changes of 4D-printed thermoresponsive shape memory structures, considering the impacts of both printing parameters and stimulus conditions across consecutive shape-morphing cycles. The findings indicate that the geometry features and the type of deformation applied on the sample have an essential role in the way the roughness responds to the shape-changing processes, while longer holding times resulted in an association with increased roughness after the first cycle with different fluctuations as the structures underwent repeated exposure. Higher temperatures (20°C over the material’s glass transition temperature) induced less change in roughness with respect to the as-printed structures compared with those programmed using lower temperatures. This study indicates that the stimulus-induced variations in surface quality due to 4D printing can be regulated appropriately using adequate tailoring of the process parameters.
Keywords
Introduction
Additive manufacturing (AM), commonly referred to as 3D printing, has experienced vast development in the last few years, with massive industry growth and wide acceptance in the manufacturing sector. 1 In recent years, a new and emerging AM technology known as 4D printing has surfaced. 4D printing integrates shape memory materials (SMMs) into AM to fabricate smart structures capable of changing shapes and reconfiguring over time when exposed to an external stimulus, 2 consequently adding a new dimension of time. The current literature has explored diverse SMMs for 4D printing, as well as various types of stimuli,3,4 while the application of 4D printing is also envisioned to benefit several fields, including health care, 5 aerospace, 6 and robotics 7 enabling the production of functional prototypes and designs. 8 Advanced biomedical applications, transportation, and defense are also explored as potential areas of future use. 9
As 4D printing is a relatively new concept, many research efforts have been dedicated to comprehending its fundamental principles and improving the exploration of prospective uses.10,11 Consequently, most existing studies primarily focus on investigating how changes in process parameters affect the shape memory of the 4D-printed structures. For instance, Zhao et al. 12 studied the shape characteristics of a benzyl methacrylate (BMA) / poly(ethylene glycol) dimethacrylate (PEGDMA) polymer and identified printing speed and layer thickness as critical printing parameters that significantly affect shape fixity and recovery behavior over multiple shape memory cycles. Hosseinzadeh et al. 13 additionally found that these parameters associated with printing could cause prestress on samples printed using polylactic acid (PLA), directly impacting the shape recovery performance of the specimens. Other studies have evaluated further conditions influencing the shape-changing properties of shape memory polymers (SMPs), including the stimulus intensity in polyurethane structures 14 and geometry 15 and dimensions of parts printed using shape memory PLA. 16 Although these studies analyzed the impacts of printing factors and/or stimulus on the shape-changing capabilities, they largely overlooked the potential impacts on surface quality across multiple shape-morphing cycles, among the final products’ most critical quality metrics.
Surface finish is a crucial quality measure for evaluating machining quality. Particularly, the characterization and control of the surface roughness are essential for different applications of AM components, such as friction regulation, 17 adhesion control (given that rough surfaces tend to have better bonding between surfaces), 18 and product assembly, where roughness is crucial in effective sealing, interlocking, and alignment between surfaces. 19 In conventional 3D printing, surface roughness has been studied20,21 due to the stair-stepping effect produced by its layer-by-layer nature, leading to surface texture on the printed structures. 22 While previous studies have examined the impacts of process parameters on the surface quality of 3D-printed structures, including layer thickness 23 and build orientation 24 of samples fabricated through extrusion-based AM using thermoplastics or stereolithography (SLA)-based AM using photocurable resins, the direct adoption of these findings in 4D-printed parts is not feasible, as the stimuli-activated shape memory properties and the impact of external factors over time impart complexities in capturing the surface changes, especially under cyclical loading. As an example, in medical and wearable device applications of 4D printing, ensuring a high degree of dimensional accuracy and maintaining the initial surface roughness after programming and recovery cycles are critical, where deviations in surface roughness can impact device performance and compatibility. As the shape-changing behavior under external stimuli introduces additional challenges in preserving surface quality over time, it is critical to comprehensively characterize the changes in surface quality and integrity uniquely pertinent to the 4D printing process due to the nature of the time-changing conditions, with special consideration of the shape programming and recovery under multicyclical exposure to the stimulus. Addressing surface quality issues opens pathways to enhancing the reliability and efficacy of 4D-printed products in critical applications.
In the literature, very few studies have analyzed the surface quality changes due to the 4D printing process. Danish et al. 25 and Chowdhury et al. 26 experimentally characterized the effects of laser power and printing speed on the surface roughness of SMPs fabricated through micro-SLA using a plant-based polymer and a tert-butyl acrylate-co-diethylene glycol diacrylate polymer, respectively. Both studies found that the increased printing speed and laser pulse frequency reduce the surface roughness of the printed samples. However, these studies solely focused on the part fabrication stage, neglecting the influence of the stimuli-activated shape-changing process. Notably, immediate surface differences have been reported in the current literature after the initial shape programming and recovery cycle of thermoresponsive SMPs printed using fused deposition modeling. 27 Nevertheless, a detailed investigation of the governing mechanisms is lacking.
In summary, very few investigations have explored the concurrent influence of both printing and shape memory programming cycles on the surface roughness of 4D-printed structures; therefore, the relations among the combined effects of printing parameters, stimulus conditions, and surface quality are still unknown. In order to fill the abovementioned research gap, the impact of different factors on the average surface roughness of SLA-printed thermoresponsive structures using photocurable BMA-co-PEGDMA copolymer network is investigated in this study. The outcome of this research can provide insights into the linkage between process characteristics and surface quality metrics of 4D structures, serving as a guide for researchers to tailor the process specifications for attaining the desired functionality of the product. Furthermore, this study is envisioned to guide quality considerations for future 4D printing standards.
The rest of this article is organized as follows. The SLA-based 4D printing process is demonstrated in the “Methodology” section, while the mathematical modeling and experimental settings are established. Then, the model is validated, with the experimental findings and multicyclical analysis being discussed in the “Results and discussion” section. Finally, the conclusion and future work are presented.
Methodology
Material synthesis
A lab-synthesized thermoresponsive SMP was used for the aim of this research, containing a monofunctional monomer BMA as linear chain builder, PEGDMA (at 20 wt% concentration) as crosslinker, and phenylbis (2,4,6-trimethyl benzoyl) phosphine oxide as the photoinitiator (5 wt%). All the components were purchased from Sigma-Aldrich and used as received. The material compatibility with the laser-based SLA process has been evaluated in the literature.28,29
SLA process and 4D printing
SLA is a widely used AM technique that uses photopolymerization to selectively cure spots of a resin, 30 creating multiple two-dimensional layers that stack up to create 3D objects. In this research, a bottom-up laser scanning SLA technique is adopted for part fabrication. The major stages of the SLA-based 4D printing process are categorized as shown in Figure 1, which consist of three phases: the printing process (using SMMs), a shape programming procedure, and a recovery step. The response of the structures to stimuli, such as temperature, electricity, and light, 31 is contingent upon the inherent characteristics of the selected SMM. For instance, for thermoresponsive polymers, the temperature has to be elevated over the glass transition temperature of the material (Tg) to create internal molecular mobility in the polymer chains, which results in the material changing to a rubbery state where it can be easily deformed with the assistance of a mechanical load. In this deformed state, the temperature has to be decreased below the Tg while keeping the mechanical load, returning the material to a rigid state in the new distorted shape. If the sample is desired to be reverted to its initial form, the structures must be subjected to the stimulus again, increasing the temperature over the Tg without further need of a load, leading to a stress-free strain recovery of the sample in a timely dependent manner. 12
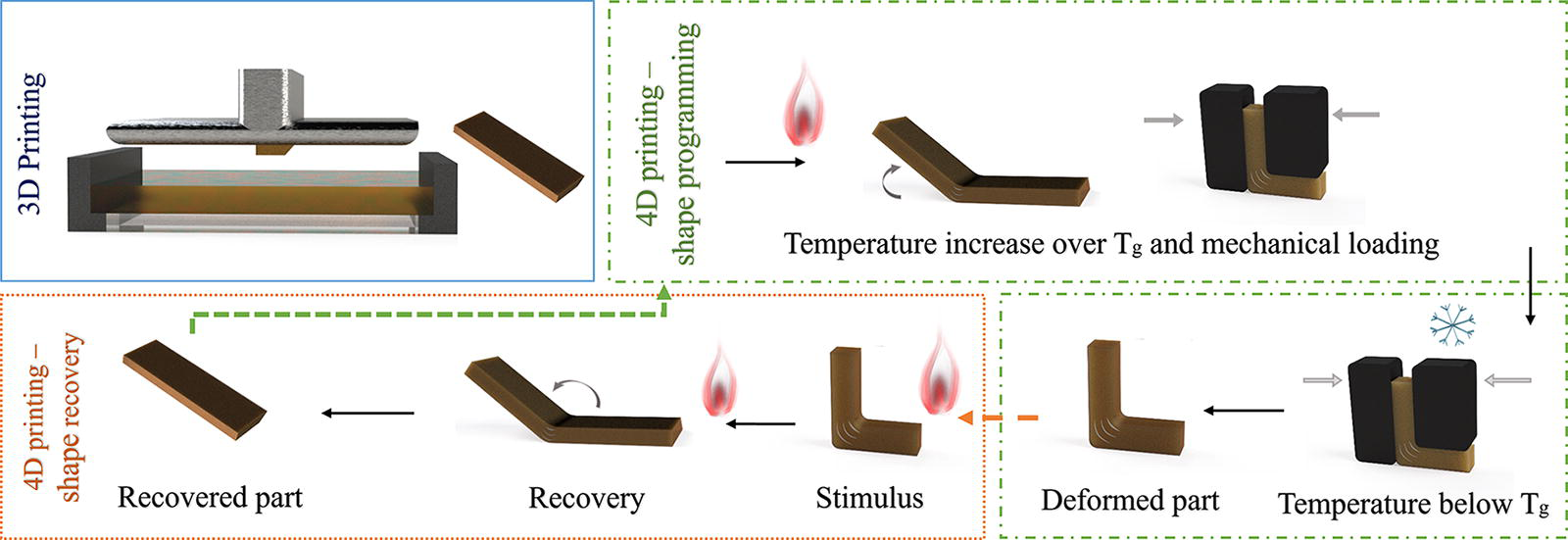
Representation of the shape memory cycle of a stereolithography-based 4D-printed structure.
Experimental setup and equipment specifications
The geometry of every part was defined as right trapezoids, as this structure comprises both 90° and 45° stratification angles on opposite sides, which are the geometrical features of interest. The shape and dimensions of the samples are illustrated in Figure 2(a) and (b). All specimens were printed with a layer thickness of 50 μm.
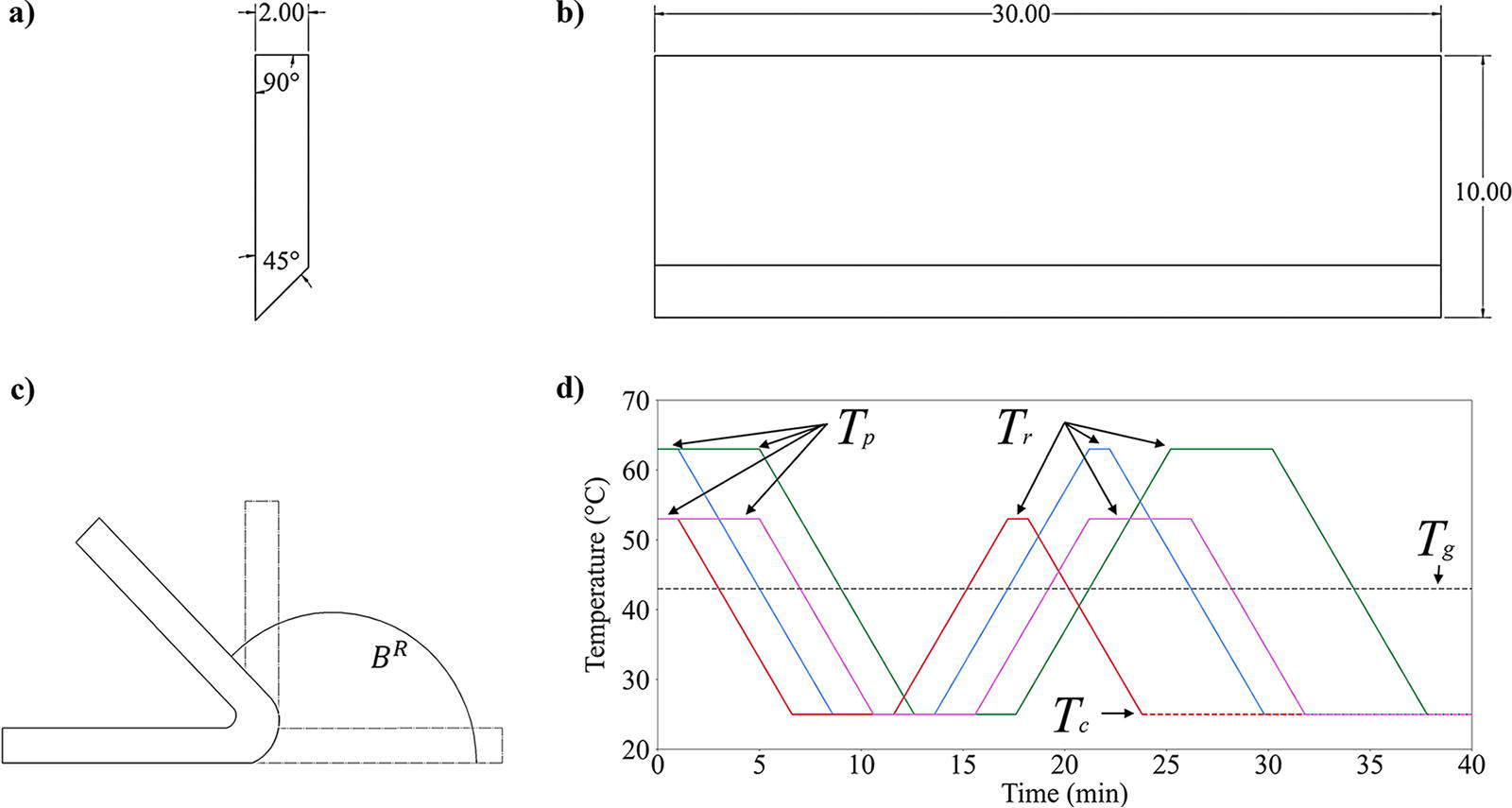
Specifications of experimental sample in mm seen from
Figure 2(d) shows the timeline of programming and recovery of the samples in the experimental process, where
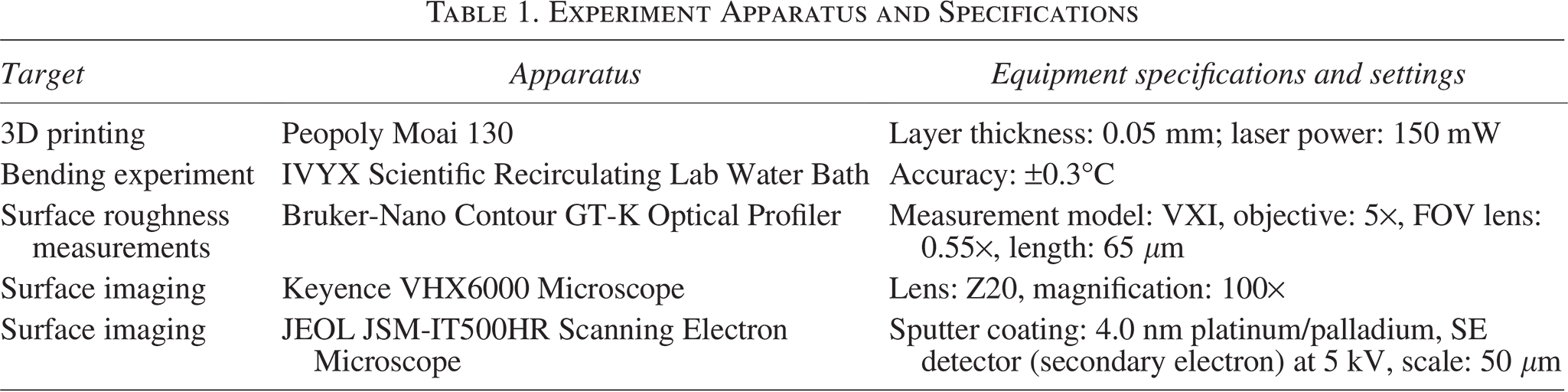
Experiment Apparatus and Specifications
Surface roughness model
The average roughness (Ra) is one of the most used parameters for surface quality assessment in AM,27,32 denoting the average deviation of the profile heights from its mean line. The general theoretical definition of Ra is defined as follows:
33

To quantify the initial surface roughness of the parts immediately after printing, the relationship described in Equation (1) is further extended by incorporating a mathematical model for estimating the surface roughness of AM-built parts adopted from previous literature.
35
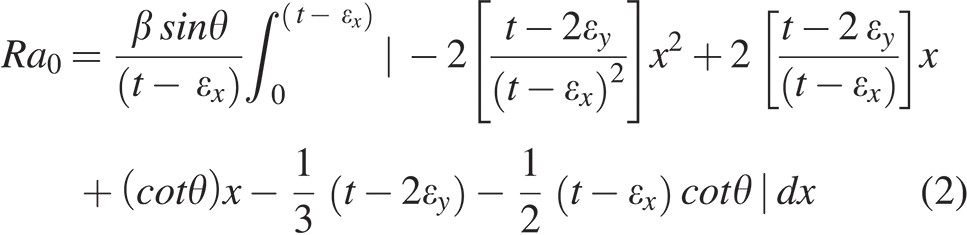
The model employs a parabolic function as part of the surface profile estimation while incorporating the printing errors, as described in the coordinate system of Figure 3 (adapted from
35
). Hence, the initial Ra was calculated using Equation (2), considering each layer’s parabolic curvature, the corresponding mean profile line, and their relations.
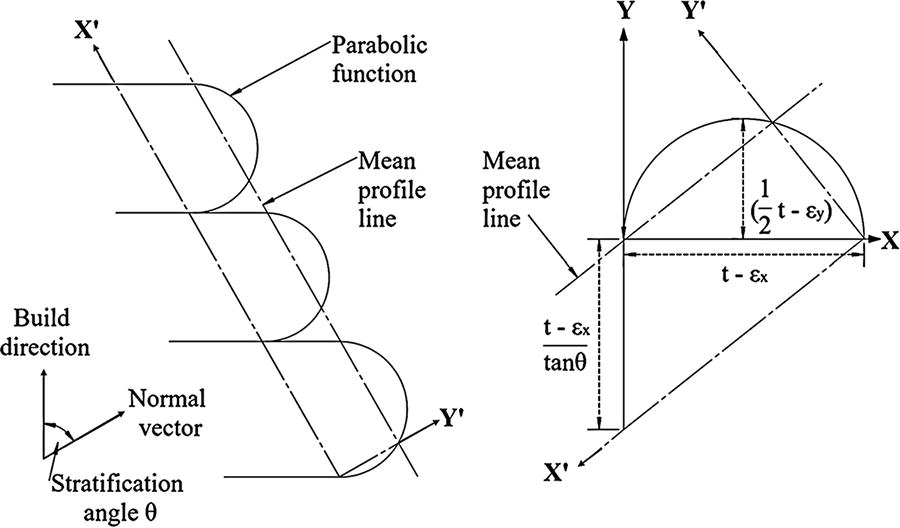
Coordinate system for surface roughness quantification.
The as-printed Ra was calculated using Equation (2), and then the specimens underwent cyclical shape deformation using a heating cycle, immediately followed by a cooling cycle. A final heating cycle was then employed to trigger the shape recovery process, and the surface roughness in the sides of interest was measured. Therefore, the variation of the post-deformation Ra with respect to the initial Ra value was recorded as shown in Equation (3):

Design of experiments
To evaluate the impact of the different geometry specifications and shape programming parameters, the design of experiments (DOE) methodology was utilized, with the series of experiments designed as described in Table 2. These experiments were conducted using four different factors: (1) temperature, (2) deformation angle, (3) stratification angle, and (4) holding time. For every factor, two levels were considered (low and high level), and three replicates were used for each combination, leading to a full factorial design. Randomization of the runs was also utilized to reduce the bias of the experimental setup.
Experiment Design
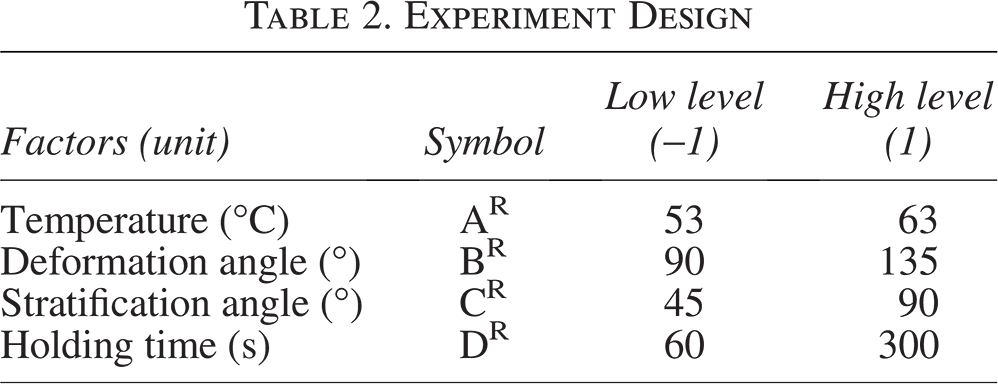
The stimulus conditions examined in this study were selected within the allowable ranges indicated in previous research12,28 to ensure satisfactory shape memory behavior of the printed specimens. For instance, the variable temperature quantifies the intensity of the thermal stimulus for the programming and recovering processes. Both conditions were defined to be over 43°C, which is the Tg of the selected material. 28 The temperature levels we defined as 10°C and 20°C were above the Tg since, above this temperature, the polymer changes from a glassy state to a rubbery state due to the rise of internal energy in the polymer atoms, allowing for easier deformation and transformation into a different shape and consequently being adopted as a common practice in the literature.38,39 In contrast, the deformation angle indicates the inclination to which the part was curved during the bending process, which is used in the programming state to evaluate the performance of SMMs.10,40 This is considered zero upon printing and begins altering when applying a mechanical load, as shown in Figure 2(c). The designation of the deformation levels considered empirical data from previous findings and literature reports of fractures occurring when bending the samples at 180° during initial cycles 41 ; therefore, 90° was designated as the low level, and 135° (the midpoint between 90° and 180°) was designated as the high level to investigate the impact of moderate and significant bending. The stratification angle corresponds to the structure itself, quantifying the angle between the build direction and the normal vector of the surface of interest (as detailed in Fig. 3), with the lower angle (45°) being the low level and representing a moderate slope and the highest angle (90°) as the high level indicating a straight side surface. Lastly, the holding time accounts for the period of time that the part was kept bent under a designated temperature and deformation angle in the programming stage. For this factor, 60 s and 300 s were set as low and high levels, respectively, which have been reported within the feasible time range that ensures the printed specimens’ satisfactory shape memory behavior.12,28
Surface roughness characterization
The quantification of the

Examples of the 3D surface profile of
Statistical evaluation
A mathematical model was initially fitted to the experimental data after the first programming and recovery cycle using all the variables and their interactions with up to three factors and analyzing them at coded levels. The analysis of variance of the DOE analysis was used to account for the statistical significance of the variables, and model selection was performed by employing backward elimination with a significance level of α = 0.05 while maintaining the hierarchy of the model.
Results and Discussion
Statistical analysis of DOE results and discussion
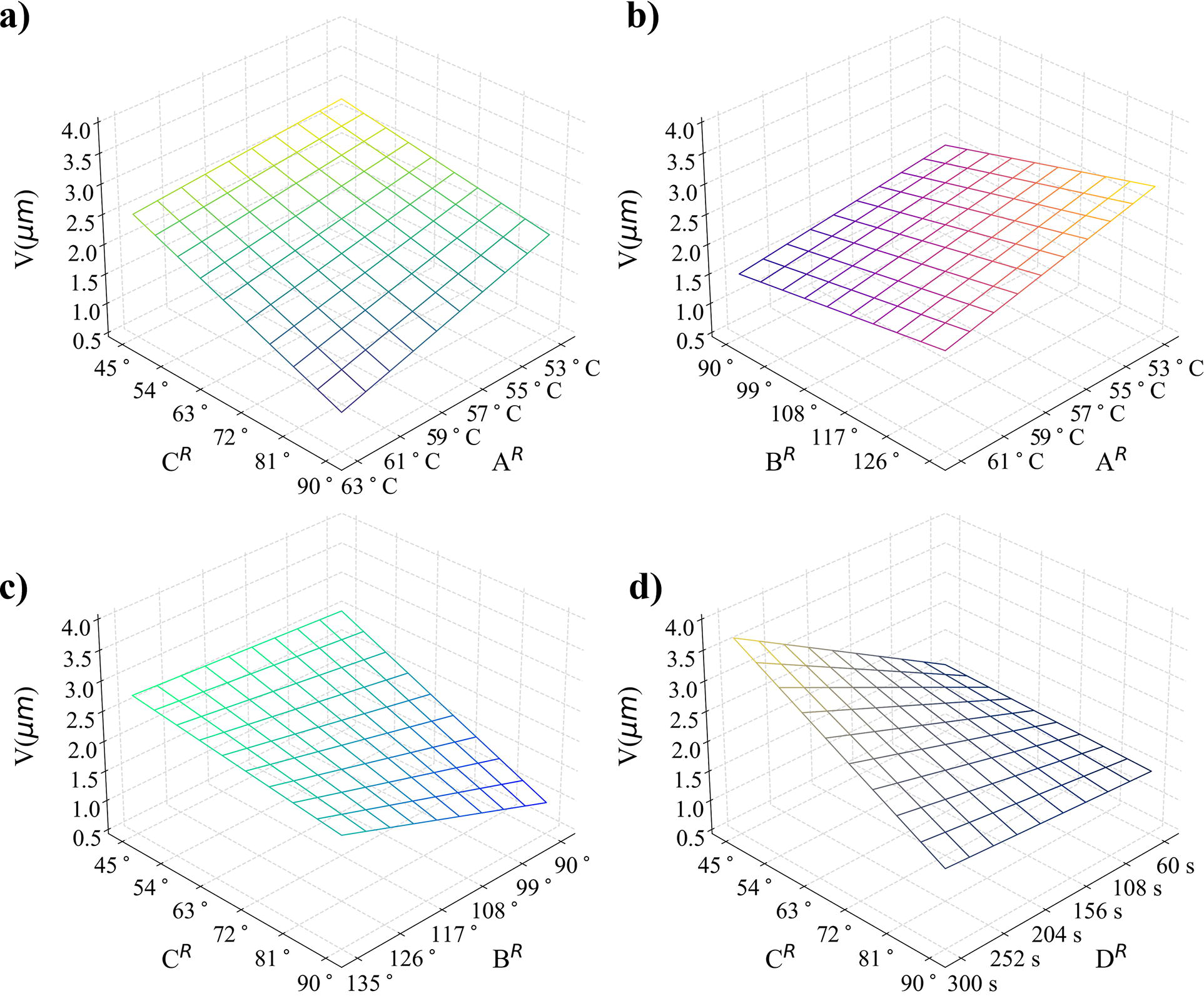
The mathematical model resulting from the DOE analysis describes the average variation of Ra after the first cycle, which can be expressed as follows:
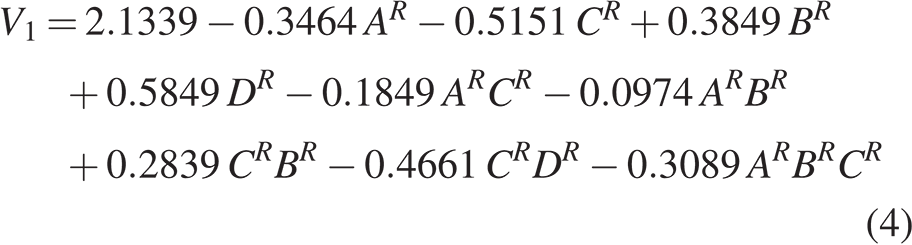
It can be concluded that all the main factors generate a significant impact on the response, with stratification angle (
Figure 5(a) demonstrates that after the initial programming and recovery cycle, the lower temperature, on average, leads to higher Ra readings. This can be explained as in this study the material used is a stimuli-responsive thermoset, and existing literature has documented that analogous materials exhibit an increase in the thermal expansion coefficient when temperature rises.
43
Therefore, lower fluctuations observed at higher temperatures could be attributable to more material expansion, which alters the shape of the parabolic function shown previously in Figure 3. This is coupled with a reduced radius of curvature and decreased average deviation from the mean profile line, leading to a decline in the average Ra variations at a higher temperature beyond
In addition, the increase in deformation angle generated a rougher surface after the first cycle; however, this result is highly dependent on the nature of the deformation. For instance, in the case of bending, the structures experience two types of stress, compressive and tensile, which have been associated with microstructural damage and microfractures on the surface under cyclical loading, given the mechanical force that is applied over the sample under a certain period of time. 44 Therefore, the time duration is also closely related to the changes in Ra, as a longer holding time implies a prolonged exposure in the deformation stage. The points of maximum stress during the bending experiment in this study are indicated in Figure 5(e), with a demonstration of a bent sample illustrating that stress over cyclical loading contributes to crack propagation and breakage. On average, the lateral sides with a stratification angle of 90° exhibited a relatively smoother surface after the thermal-mechanical shape deformation process compared with those with 45° stratification angles, as shown in Figure 5(c). The stratification angle is a geometric feature closely linked to stress distribution during bending experiments. This reveals that both the shape selection and the type of force applied for 4D printing applications are crucial, as they affect the surface integrity of printed samples under thermomechanical loading, which is vital for quality considerations.
In some instances, the response of a factor’s level could differ with respect to the response of the other levels of the study’s factors, which is referred to as an interaction.
42
Analyzing the interactions of the investigated variables is important to understand their relation and to quantitatively determine its impact on the variation of Ra. Figure 6(a) shows that at both investigated temperatures, surfaces with a stratification angle of 45° on average exhibit more roughness than those with 90° (interaction
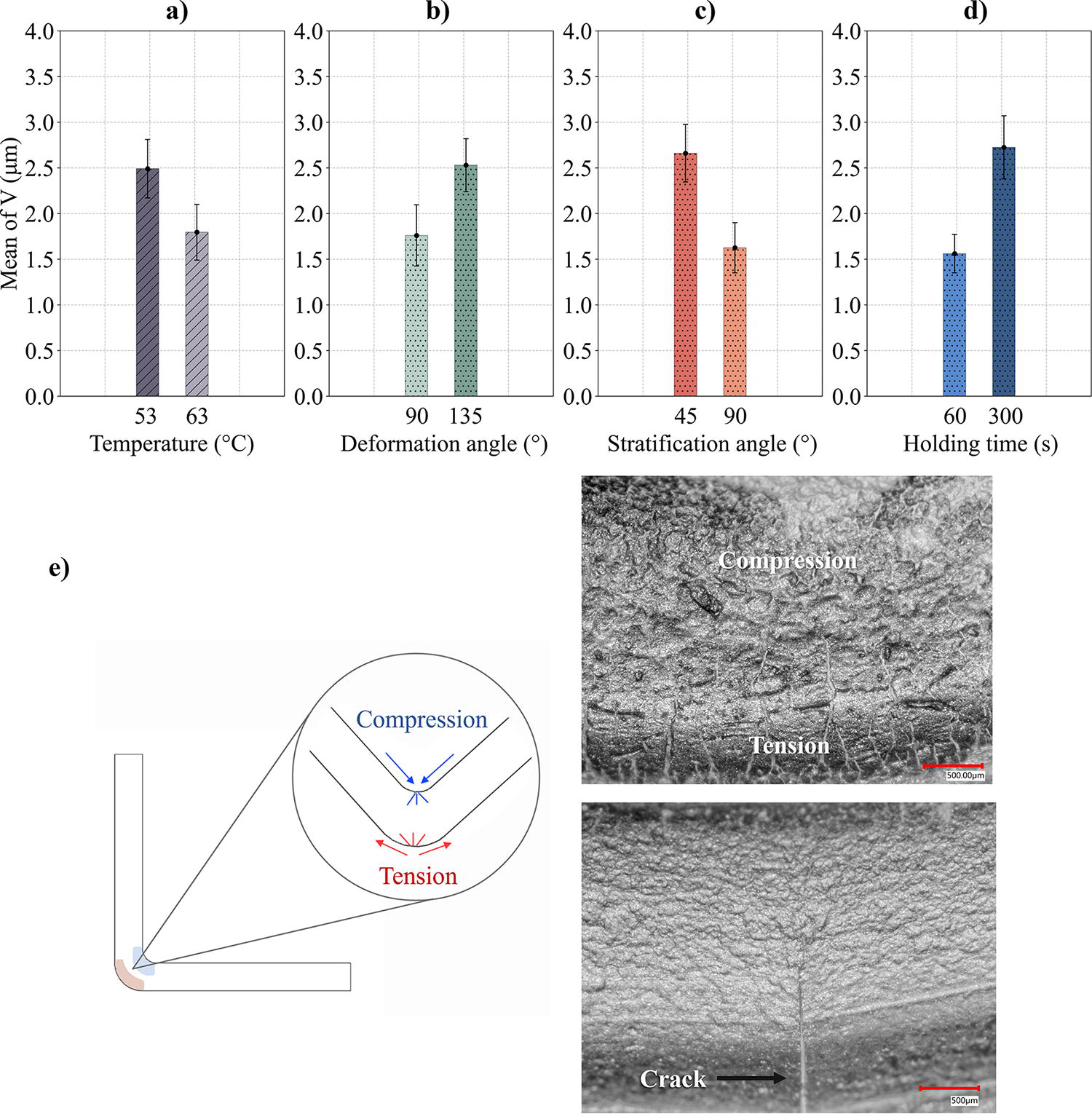
Variations of surface roughness under different levels of studied factors:
The variation of Ra after the first cycle for interactions:
Existing literature also provides evidence that the surface roughness of SMPs can undergo surface changes at the microlevel due to the influence of external factors during the 3D printing process. 45 Therefore, to investigate the impacts due to the 4D printing process, the surface from different samples was also analyzed at the microlevel with scanning electron microscope (SEM) images after the first cycle, measuring at the center of the side subject to bending after their recovery. Figure 7 demonstrates the surface of two distinct specimens subject to identical programming and recovery conditions while only examining a different stratification angle for each analysis. Figure 7(a) illustrates the resultant surface of a specimen when analyzing its side with a stratification angle of 90°. The image shows a recovered and relatively flat surface with micro-voids. In contrast, Figure 7(b) exemplifies the recovered side surface of the specimen with a stratification angle of 45°. The image displays a visibly different surface topography after the same 4D printing process, with (b) side containing highly marked valleys and protuberances, which agrees with the previous optical profiler measures and corresponding statistical analysis.
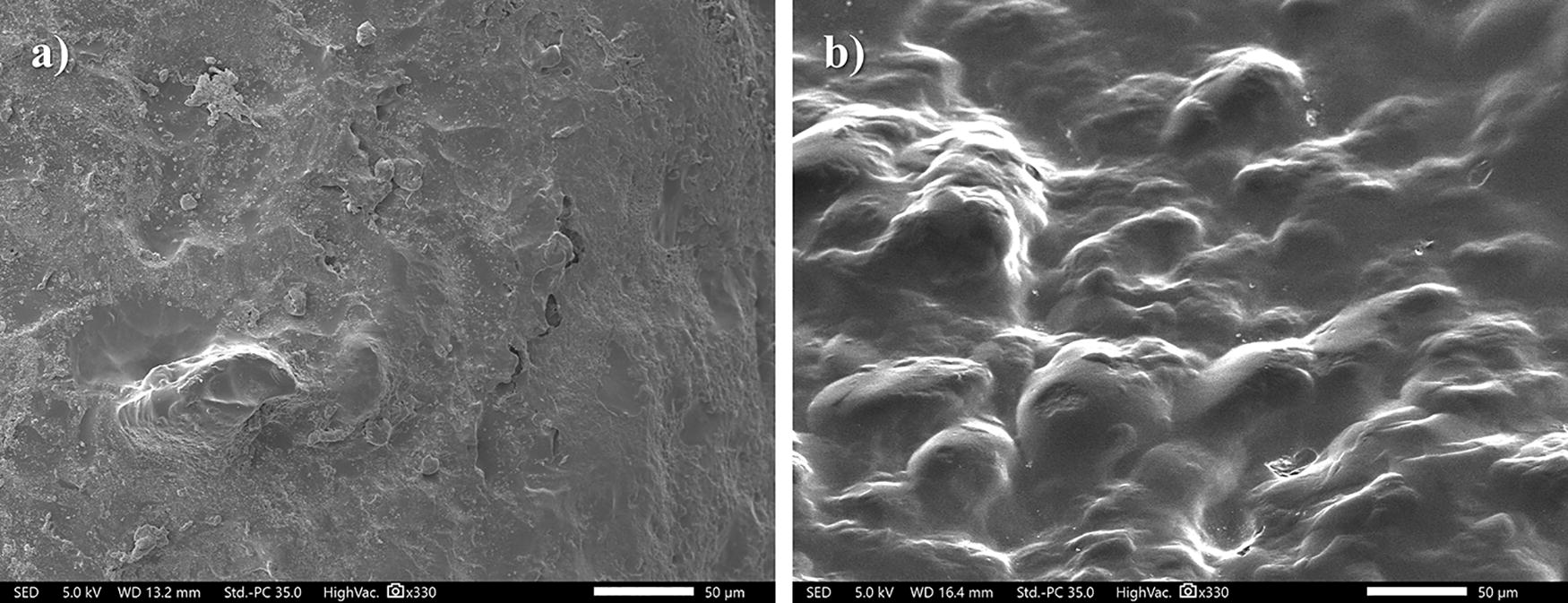
SEM images of surfaces with different stratification angles:
Cyclical behavior
4D-printed structures have the characteristic of being able to endure several programming and recovery cycles, which is highly valuable over 3D printing as this characteristic increases the lifespan of the printed structures and reduces the required number of printing procedures necessary to achieve different shapes. Hence, the changes in roughness over extended life cycles were also investigated. For comparative purposes, four sets of experiments were conducted, each involving the alteration of one parameter at a time. For each case, the parameter was adjusted from its low to high level based on findings from the earlier DOE analyses, where these specific values were identified to impact the surface roughness during the first shape memory cycle. The values chosen for adjustment in each case were consistent with those used in earlier DOE analyses to ensure that the changes are both measurable and meaningful within the context of repeated shape memory cycles. The analysis defined the baseline with all factors set to their low levels for the four programming and recovery cycles, as indicated in Table 3.
Baseline for Comparative Study
First, the temperature level was set as 10°C over the Tg (53°C) or 20°C over the Tg (63°C) over four cycles while keeping all the other variables constant, as detailed in Table 3. The average

Variation of Ra with respect to the as-printed Ra across over multiple cycles, depicting the baseline case in comparison with
Additionally, the cyclical changes in Ra variations when comparing different stratification angles follow the tendency observed during the first cycle, where the 45° angles show a higher Ra than 90° angles, as Figure 8(c) shows the comparison of the average
Conclusions and Future Work
This study investigates the impact of the printing parameters and stimuli conditions on the surface roughness of parts fabricated through the 4D printing process. More specifically, a mathematical model was utilized to quantify the Ra of the experimental samples upon printing, and the DOE approach was used to investigate the effect of critical factors such as the stratification angle, deformation angle, holding time, and programming and recovery temperatures on the resultant surface roughness of the structures. The analysis was then extended with a comparative multicyclical study. The results suggest that geometry and temperature selection have an essential influence on the surface quality variations, as 90° stratification angles exhibited change to a lesser extent upon comparison to 45° stratification angles mainly when subjected to a higher temperature, while increased deformation angle was correlated with a rougher surface following recovery. Similarly, a holding time increase during the initial cycle resulted in rougher surfaces compared with those using a shorter holding time, but after repetitive cycles, different time selections could lead to pronounced changes due to continuous and simultaneous exposure to the effects of the thermomechanical loading.
This work can also be extended by considering different geometries of the parts, for instance, structures with curved edges or more complex shapes. Other stimuli-responsive materials or AM techniques could also be evaluated on the way to a better understanding of 4D printing and its capabilities.
Authors’ Contributions
L.V.S.: Conceptualization, investigation, validation, and writing—original draft. M.H.: Investigation, visualization, software, formal analysis, and writing—original draft. L.L.: Conceptualization, methodology, investigation, supervision, and writing—review and editing.
Footnotes
Author Disclosure Statement
All authors declare that they have no conflicts of interest to disclose.
Acknowledgment
The authors would like to acknowledge the technical support and the use of instrumentation from the College of Engineering’s Nanotechnology Core Facility and the Electron Microscopy Service (Research Resources Center, University of Illinois Chicago).