
Abstract
In recent years, tissue abnormalities caused by trauma, cancer, infection, and arthritis have contributed to the growth of the field of tissue regeneration and repair. Scaffold autografts and allografts are not the only options for repairing body part defects. Biomaterial composite replacements have shown several extensive usages in clinical studies. The shape, porosity, composition, surface chemistry, and mechanical qualities of implants are precisely and uniquely adjusted to greatly improve tissue regeneration. 3D printing and other forms of additive manufacturing (AM) are progressively being considered for use in the research and development of prostheses and scaffolding materials, which was facilitated by their distinct benefits in creating intricate and nonuniform scaffolds to replace damaged tissues, with a focus on primary health care. The primary goal of this article was to provide an extensive overview of the biomaterial composite types, properties, and techniques used in AM, and to enhance the rapidity of tissue regeneration to fulfill the requirements of clinical applications.

Introduction
Additive manufacturing (AM) allows for relatively significant customization of medical applications based on patient needs. Individual patient models are developed using software to create three-dimensional (3D) portions, such as implants, foreign bodies, soft tissue, and vascular structures. 1 Magnetic resonance imaging (MRI) or computed tomography (CT) scans are used to capture model data. Laser scanning, ultrasound, and positron emission tomography are also used to collect patient data. 2 The data depict a cross section of the patient, with areas of comparable material or specific tissue types. Tissue engineering and regenerative medicine are two fields that have benefited greatly from the usage of 3D printing. Three key aspects of tissue engineering aid in organ restoration, maintenance, and replacement. 3 3D-printed implants and medical equipment account for 11% of sales, as per medical device industrial data. AM can be used to make porous and solid implants, which can promote bone regeneration. In addition, it can be utilized in tissue engineering to print intricate 3D cell structures. 3D printing is a relatively new tissue synthesis process that has become a viable alternative to older methods. 4
AM possesses substantial proficiency in the production of 3D scaffolds, thereby assuming a crucial function in facilitating cellular attachment, proliferation, nutrient transportation, and vascularization. These attributes are indispensable for the successful implementation of tissue engineering applications, which necessitate the utilization of diverse biomaterial composites for scaffold fabrication. 5 Biomaterials are mainly used in hard- and soft-tissue engineering for clinical trials applied in the fields of osteoporosis and orthodontic applications, where they serve as load-bearing prostheses to replace damaged or abnormal body parts, such as total joint replacements and craniofacial plates. The success of an implant is contingent upon the materials utilized. From a mechanical standpoint, these materials must possess exceptional characteristics such as superior resistance to wear and corrosion, high fracture toughness, fatigue strength, and a low elastic modulus. In addition, these materials must be composite with biocompatible elements to mitigate the risk of tissue and implant incompatibility. To be suitable for biomedical applications, biomaterials must satisfy a range of criteria encompassing clinical, mechanical, manufacturing, and economic considerations. By using AM techniques, sophisticated and accurate metallic, polymeric, and ceramic biomaterials can be manufactured easily. These composite materials, used to customize treatments for patients, ensure that the implants have a higher ability to repair themselves after implantation. 6 Key groups of biomaterials that find widespread usage in medicine include metals, polymers, and ceramics. Metals are well suited for load-bearing structures due to their interatomic connections, which confer greater strength as well as minimal plastic deformation.7,8 Polymers are often used because of their toughness and lightweight nature, 9 while ceramics are preferred as biomaterials because of their durability and corrosion resistance. 10 The main aim of this review was to examine the latest advancements and applications of AM technologies in the fields of hard-tissue engineering (specifically bones and teeth) and soft-tissue engineering (such as the cardiovascular system, nerves, cartilage, liver, skin, and trachea). This review focuses on scaffolds, the various applications of these technologies, recent progress in understanding the mechanical and biomechanical properties of biomaterial composites, as well as the current and future opportunities and challenges in the field of biomedical applications.
Biomaterials
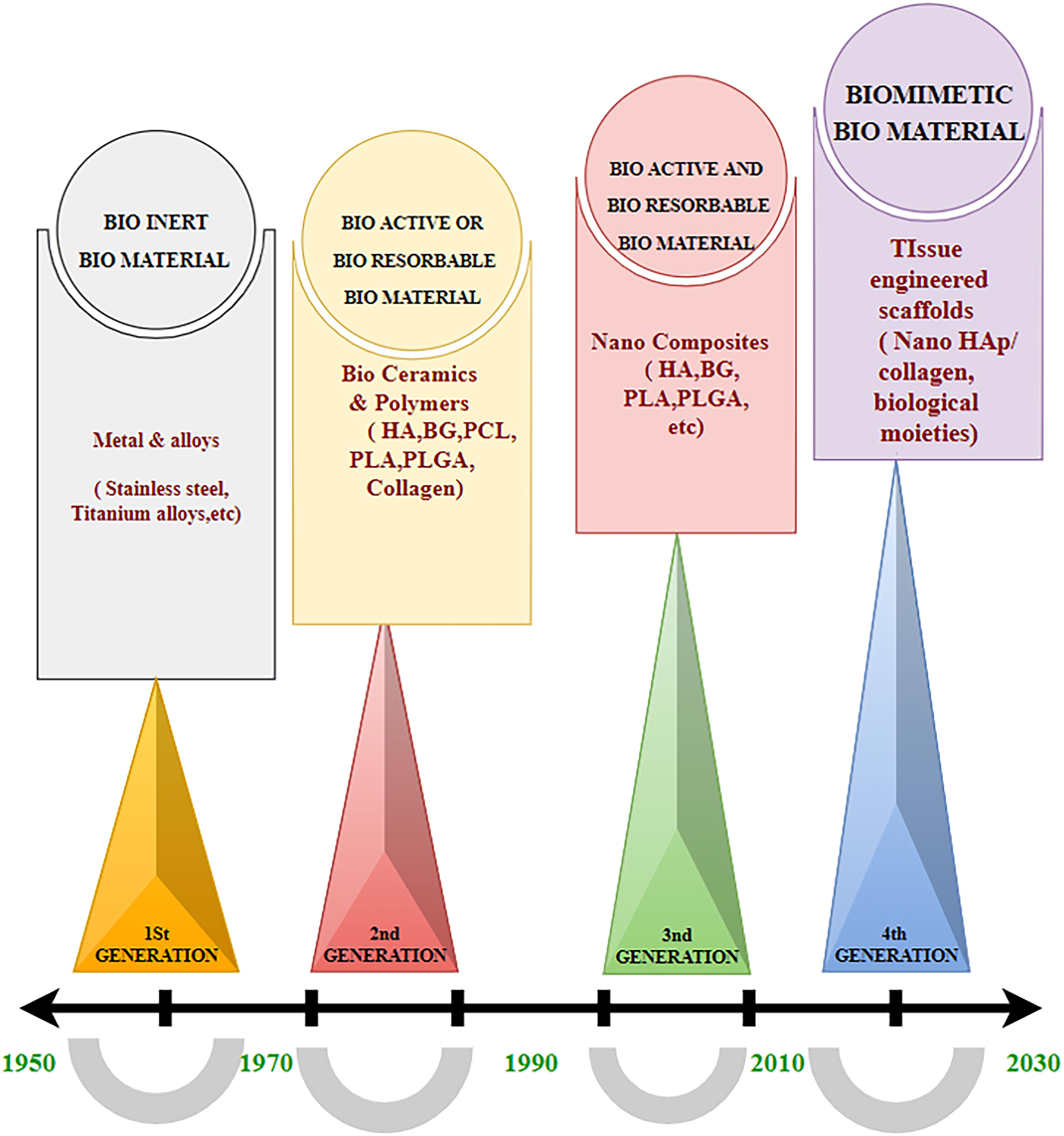
There are four distinct stages of biomaterial development considered generation, 11 as shown in Figure 1. The first generation (1950s–1970s) of biomaterials focused on materials that were biologically inert, meaning they elicited minimal response when introduced into the body. These materials were primarily used for structural applications and had no interaction with surrounding tissues beyond physical support. Key features of these materials were durability and stability, for example, Stainless steel (SS) and Titanium (Ti) alloys are inert materials. 12 The second generation of biomaterials requires the material to be active. This means that the entire system must be capable of responding to the material, and the material should be conducive to the entire system. These materials that emerged in the 1980s are known as bioactive materials, which shifted the focus from bioinert to bioactive and also called as biodegradable materials, promoting interaction with biological tissues to enhance healing and integration. For example, using bioceramics and polymeric materials such as polycaprolactones (PCLs), polylactic acids, collagen, and polylactic glycolic acid. 13
Evaluation of biomaterials.
During the third generation (2000s–2010s) of biomaterials, the emphasis has been on functional tissue regeneration. Biomaterials use nanomaterials and composites for the creation of the third generation. Biomaterials are bioresorbable and develop hybrid materials such as combinations of polymers and metals, ceramics and metals, and ceramics and polymers (hydroxyapatite or HA, polylactic acid). 14 The fourth generation (2010s–Present) focuses on smart biomaterials that not only promote healing but also respond to biological and environmental changes. These materials integrate advancements in nanotechnology biotechnology and personalized medicine. Consequently, the fourth generation is diverse tissue types beyond laboratory settings and their ensuing integration into laboratory environments for utilization has become feasible. These biomaterials can allow tissues or cells to grow without their recognition as foreign bodies. 15 The process of invention of biomaterial research that started in the 1950s and continued up to the 2020s is hardly 70 years of research. Despite the use of biomaterial by the Chinese, Indians, and Romans, in the early days, it is more of a current practice. Figure 2 shows the country-wise research contributions on AM in medical applications. 16

The country-wise research contributions on additive manufacturing (AM) in medical applications
The United States is the highest contributor among the other nations. The number of medical AM research articles published annually is shown in Figure 3. This topic has numerous research articles,17,18 but only the important publications are presented here: (1) Virtual and Physical Prototyping, (2) Additive manufacturing, (3) 3D printing, and additive manufacturing progressing, (4) Additive manufacturing, (5) International Journal of Bioprinting, (6) Materials, (7) IOP Conference Series, (8) 3D Printing of Pharmaceuticals, (9) Materials Today Proceeding, and (10) Ceramics International.

Application of AM in the health care sector, the important publications’ articles on the topic (Web of Science).
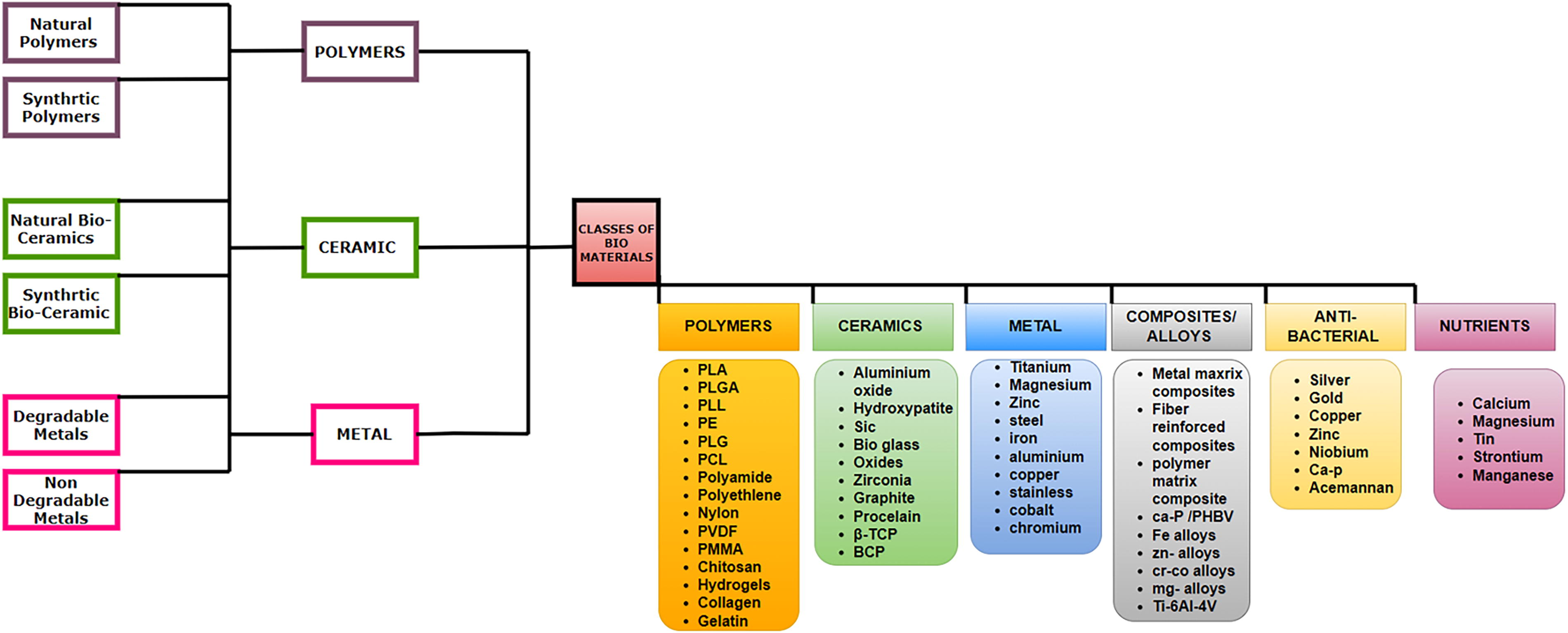
Researchers are remarking on making tissues grow on the material, without discriminating between the natural and synthetic systems. Figure 4 shows biomaterial classification. Thus, we use collagen, nano-HA, and cellular-biological molecules such as immune, protein growth factors, and modulators, which allow the tissues to grow on it. Considerable research is being done on tissue engineering, developing scaffolds that permit the growth of tissues, and then, these scaffolds may get bioadsorbed; terminating will disappear so this is the historical perspective of biomaterial over the past 80–100 years.
Classification of biomaterials.
Table 1 shows the review of the characteristics of AM-based biomaterials, representing the positive and negative aspects of the biomaterials, and also indicates the highlights and the important challenges of biomaterial and its process for improving the service life, safety, workability, and patient convenience after implantation.
Positive Aspects and Negative Aspects Associated with the Different Biomaterials and 3D Printing Methods
All of the following characteristics must be met, as a biomaterial, whether natural or synthetic. The design of functional restoration of various tissues is now feasible for improvement in human health and well-being. Although these materials are not new, they have been used for centuries to treat a wide range of health-related issues. Before using materials for biomedical purposes, several AM factors and technologies 26 need to be taken into consideration, 27 such as the resolution, scalability, speed, material scope, viscosities, cell compatibility, and costs, illustrated in Figure 5.
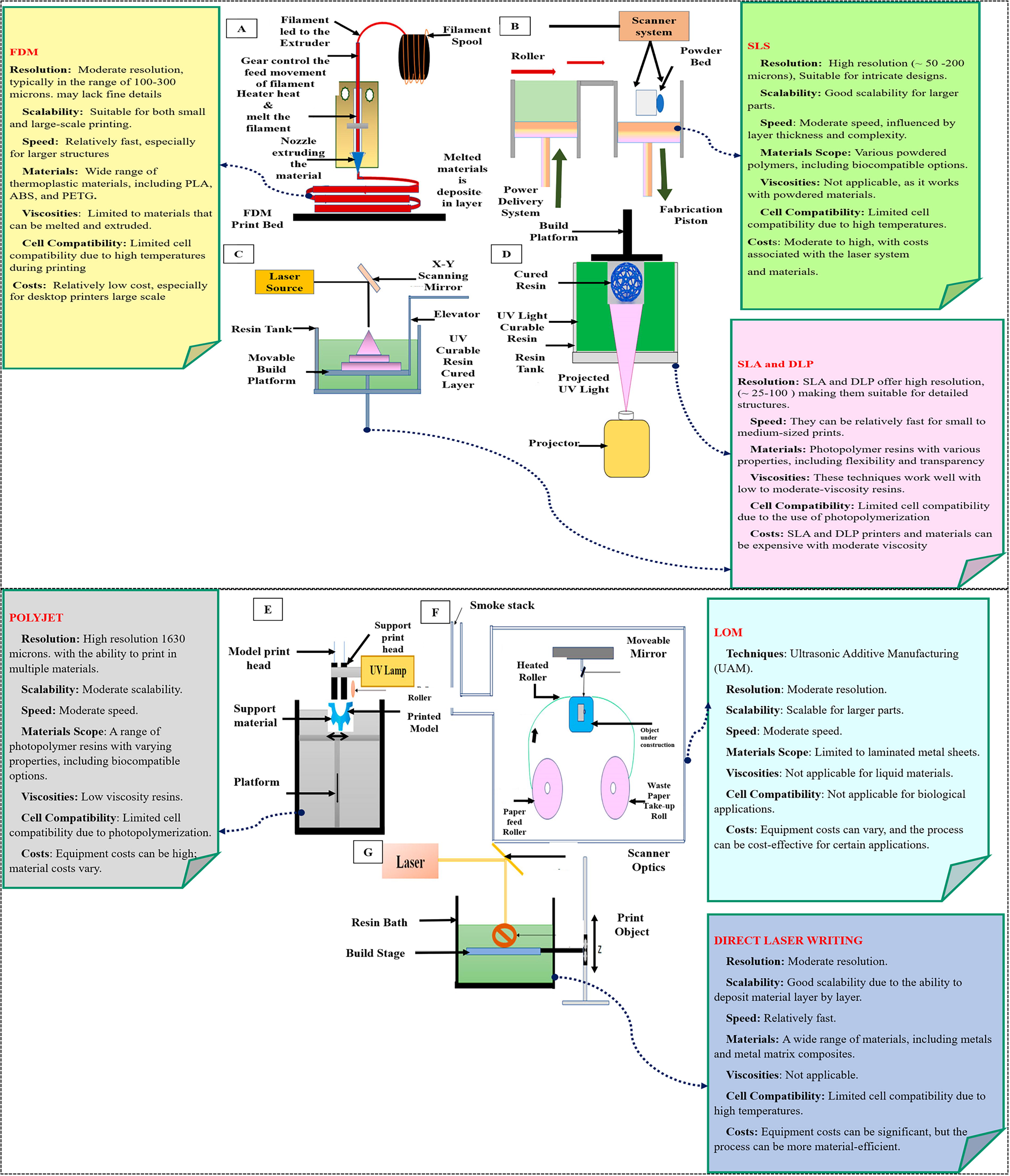
Several AM factors (resolution, scalability, speed, materials scope, viscosities, cell compatibility, costs) for biomaterial printing
Metallic biomaterials
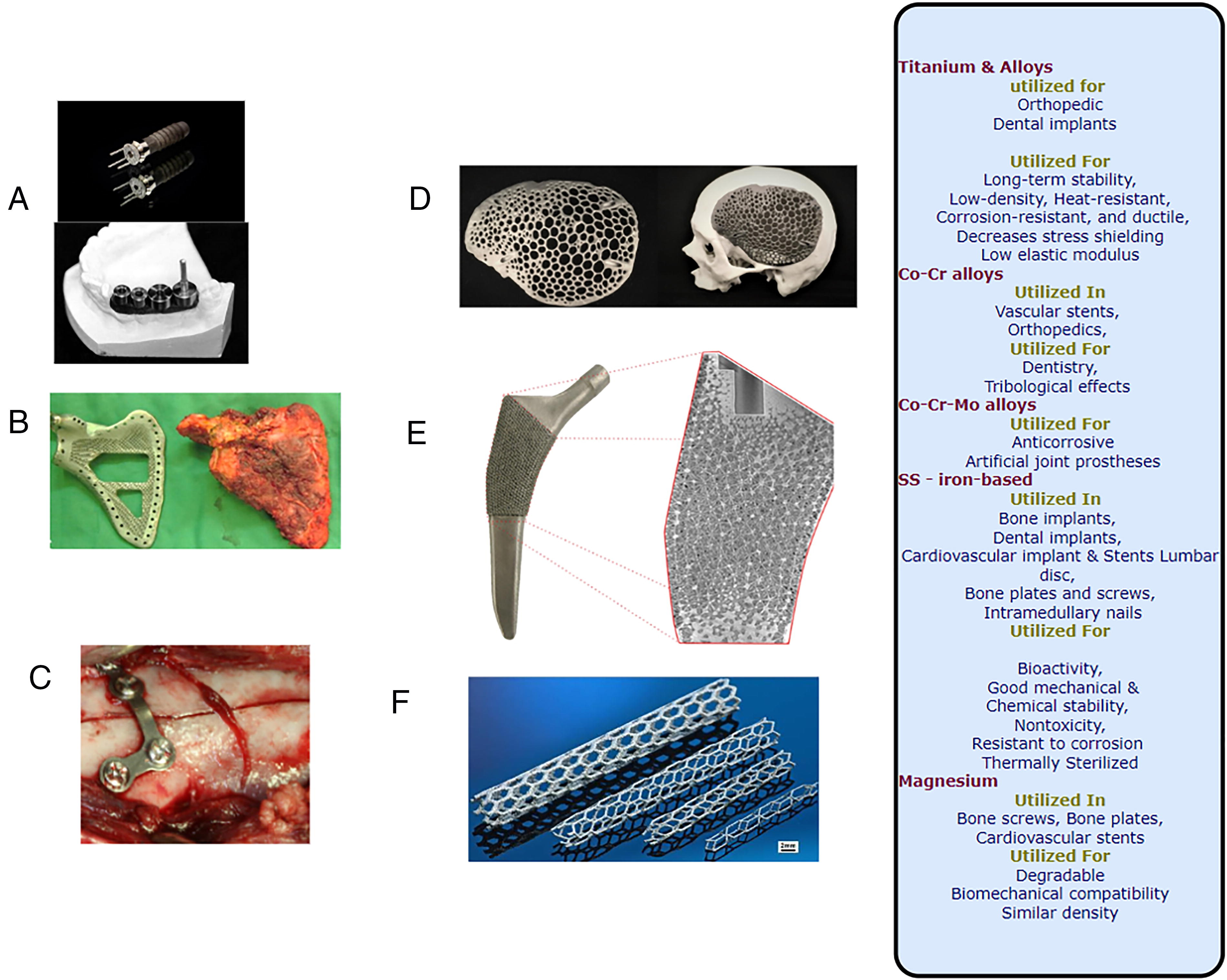
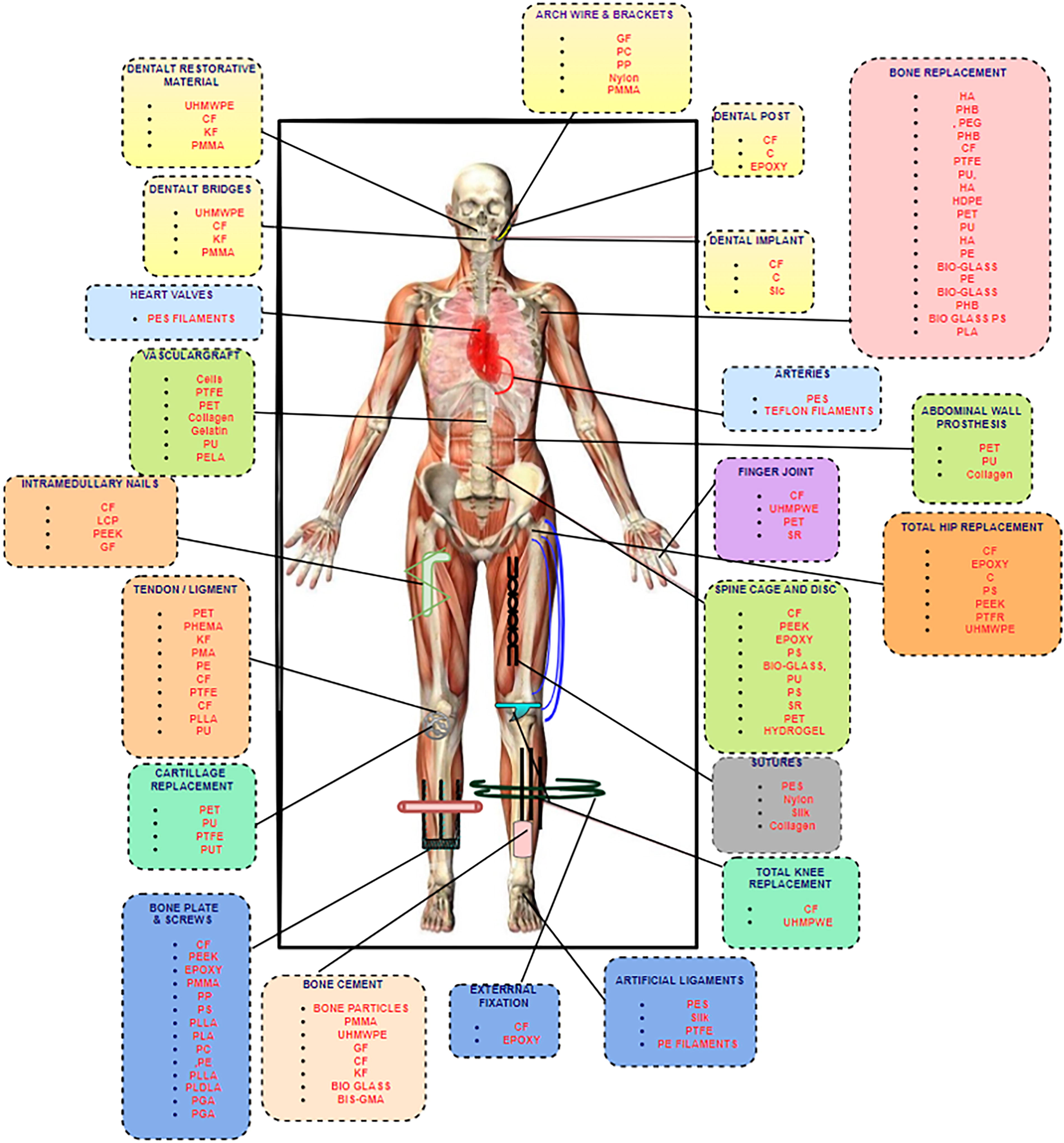
Metallic biomaterials should have sufficient tensile strength, superior corrosion, and better wear resistance. Greater strength and lesser modulus are two important mechanical properties of implantable metallic biomaterials. Corrosion resistance is very crucial due to the probability of numerous ions being released from the metallic material, which can lead to toxic effects within the body. 28 The metallic biomaterial has a low coefficient of friction when sliding against body tissues because of their higher wear resistance. 29 Compared with ceramic and polymeric biomaterials, metallic biomaterials can endure greater loads, particularly dynamic loads. This explains the use of alloys as structural materials in skeletal reconstructions exposed to high loads, including various examples such as fracture repair screws, plates, and wires, joint replacement prostheses, and dental implants. 30 Figure 6 demonstrates numerous applications of metallic biomaterials in the human anatomy. It is essential to consider the biocompatibility of these metallic implants because considering the biocompatibility of these metallic implants should not produce an allergic response. Table 2 shows the compilation of the various biometals. Furthermore, metallic orthopedic implants should have mechanical qualities comparable with bone implants. Stress shielding can be avoided through the use of these materials. It may induce the resorption of adjacent bone tissue, lowering bone density and examination of the deterioration rate of metals; on the contrary, long-term implant might cause harmful health consequences such as inflammation. 31
Compilation of the Various Biometals Related to Alloying Elements, Fabrication Techniques, Applications, Advantages, and Disadvantages
DED, Directed energy deposition; EBM, electron beam melting; FDM, fused deposition modeling; SLM, selective laser melting; SLS, selective laser sintering.
Fabrication of metallic biomaterials requires accurate 3D structures. Compared with conventional scaffolding, 3D printing provides higher accuracy. Different processing parameters are illustrated in Figure 7, and resulting changes in metallic biomaterials with varying AM process specifications and desired mechanical characteristics, corrosion behaviors, and biological performances can be achieved 39 by printing in 3D and overcoming the drawbacks of conventional manufacturing processes. 40
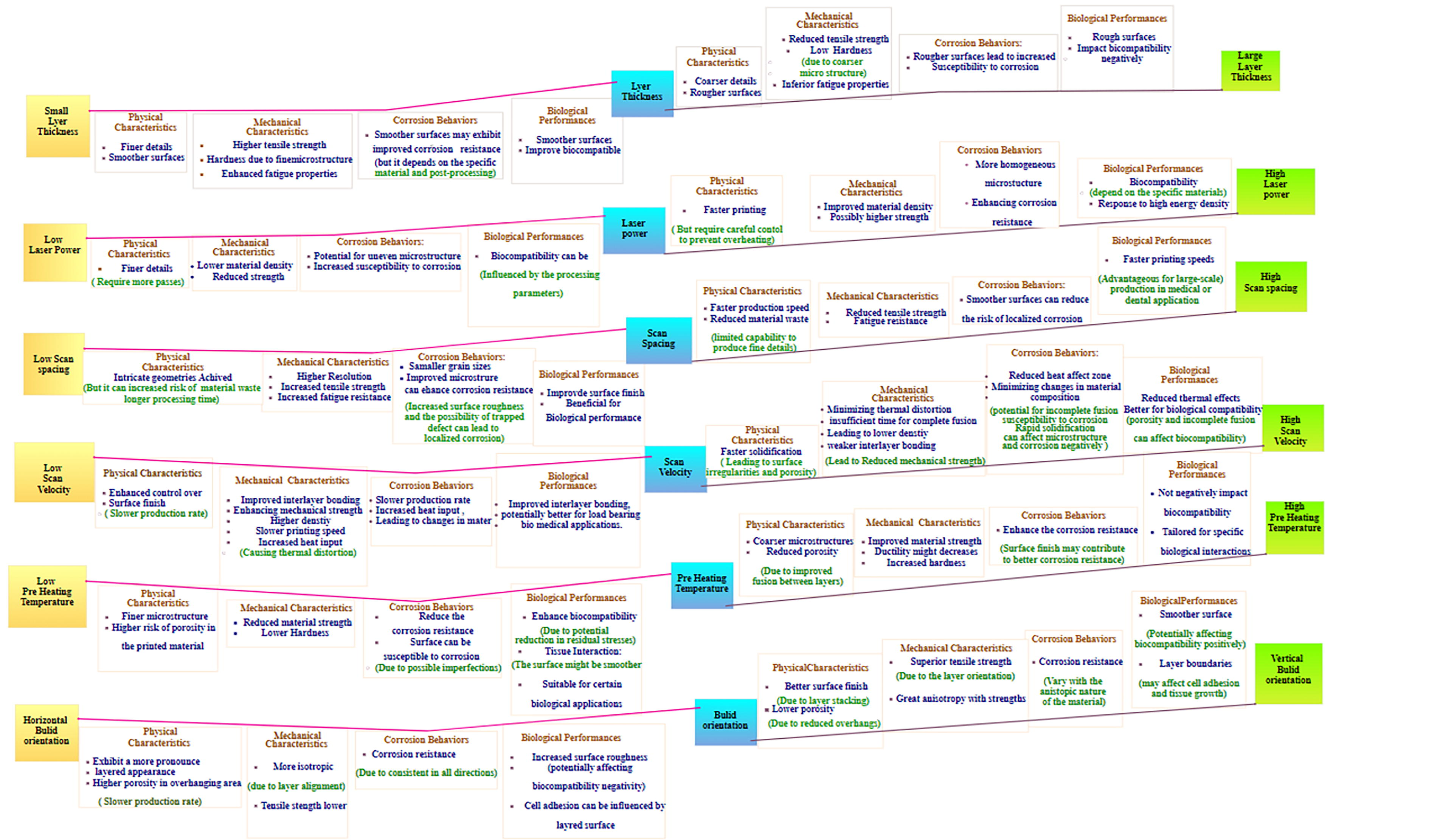
A comparison of the effects of various processing parameters on biological performances, corrosion behaviors, and physical–mechanical properties.
Only a few types of metals can be suitable for 3D printing in the medical field. However, the present metallic biomaterials are under development. Some of the metallic biomaterials do not meet all the abovementioned properties, and high corrosion and wear rates are the most prevalent reasons for metallic implant failures. These are the most often utilized metallic biomaterials that find extensive use in medicine. Table 2 summarizes the most commonly used 3D-printed metallic biomaterials in medical practice. 41
Iron composites
Iron (Fe) is regularly used for healthcare purposes owing to its ease of manufacture and mechanical reliability, as well as its high fracture strength,
58
which are biodegradability and nontoxic. Biodegradability is a key feature of biomaterials with long-standing causes of inflammation in the body.
59
Alloying Fe makes it degrade quicker and more evenly. These techniques might also produce mechanical characteristics similar to the insertion site.
60
In recent years, FeMn and FeMnPd alloys exhibiting improved degradation rates and mechanical properties comparable with those of 316L SS have been developed for stent applications. These alloys are more suitable for use as an orthopedic implant because of their nonmagnetic properties, which provide compatibility with nuclear magnetic resonance and MRI analyses.
61
The addition of Fe-based alloys causes an increase in dramatic degradation, which is twice as fast than pure Fe.
62
Layers of calcium phosphate and oxide shield the implant from the body. These layers slow down implant degradation by limiting oxygen access.
63
Fe-based alloys can be processed using laser power bed fusion (LPBF) processes such as electron beam melting (EBM) and selective laser melting (SLM). To achieve the appropriate microstructure and mechanical characteristics, it is necessary to adjust the technical aspects, 64 including laser power, scanning speed, and layer thickness. To achieve consistent characteristics and reduce residual stresses, it is crucial to maintain control over thermal behavior throughout the printing. 65 Balancing energy input and powder layer thickness to make high-density Fe-based products without porosity is difficult with PBF. Lack of energy can lead to layer bonding issues, while excess energy can induce vaporization or oxidation. 66 Fe’s high melting point (∼1538°C) requires more energy, leading to thermal strains and distortions. The study of tissue demonstration SLM-made Fe-based scaffold offers high mechanical strength and slow biodegradation, causing it suitable for bone tissue creation. Abudeen et al. found that SLM-created porous Fe scaffolds enhanced bone ingrowth and had acceptable degradation rates for bone regeneration. 67 Binder jetting (BJ) involves selectively depositing the binder over the bed containing Fe powder, which can be used to manufacture green components. 68 BJ is a technique that bonds Fe powder particles using a liquid binder. It is effective in tissue engineering, where the binder saturation level is fine-tuned to 80–95% for optimal strength. However, it faces challenges such as controlling shrinkage and oxidation during postprocessing. BJ has been used to create porous Fe scaffolds for bone regeneration, demonstrating promising biodegradability and osteoconductivity; this technique makes it possible for the creation of complicated shapes and is quicker than the other AM techniques. Directed energy deposition (DED) is the process of depositing molten metal onto a substrate to produce the desired structure, 69 ideal for repairing or enhancing existing parts, and the ability to utilize a diverse range of feedstock materials, such as Fe-based powders or wires. DED methods fail to regulate microstructure owing to high cooling rates, resulting in residual stresses and inferior material characteristics. For tissue engineering, Fe biomaterial composites’ mechanical integrity and biodegradation rate might be affected. 70 For biomedical implants, DED’s rough surface finish might require substantial postprocessing. Degradable implants are made from Fe–Mg composites using DED. Tunable porosity and degradation rates were achieved by Liu et al. using DED to make Fe scaffolds with biodegradable polymers, biocompatible and mechanically efficient scaffolds for tissue engineering. 71
Material extrusion (ME) entails layer-by-layer extrusion of an Fe-based filament to create the final product. It is widely used for prototyping and developing personalized implants. In comparison with other AM approaches, it is quite affordable and user-friendly.
72
This process is used to create Fe biomaterials by extruding Fe-polymer composite filaments. The process involves adjusting parameters such as extrusion temperature (220–250°C), layer height (0.1–0.3 mm), and print speed (30–60 mm/s) to ensure good bonding and prevent delamination. Postprocessing steps such as debinding and sintering are necessary to remove the polymer and densify the Fe structure.
73
However, ME faces challenges in maintaining Fe powder homogeneity within the polymer matrix, resulting in uneven mechanical properties and unpredictable degradation behavior. ME has been explored for the fabrication of porous Fe scaffolds. Gorejova et al. utilized ME to produce biodegradable Fe-phosphate scaffolds with controlled porosity, demonstrating their potential for supporting cell growth and tissue regeneration in bone engineering.
74
3D-printed Fe with HA-coated scaffolds provides a boost to the development of stem cells in blood marrow. 75 Intramedullary nails are used as implants. Fe intramedullary nails outperform steel in vivo. Also, provide a boost to leukocyte numbers and differentiation. 76 Most Fe-based biomaterials enhance the focus of study on mechanical, electrochemical, and cell viability. There is no clarity about the effect of biomaterial in vivo. The impact of 3D printing on structure still needs more study. Current testing indicates that Fe 3D printed in vivo is feasible, but more research is needed. 77 The extrusion-based 3D printing of porous Fe structures improved breakdown rates, prevented stress shielding, and encouraged cell growth. In vitro, porous Fe scaffolds deteriorate faster than pure Fe. 78 3D printing may have caused “sintered powder particle boundaries with a micropore network.” Electrochemical and immersion studies show that corrosion products reduce scaffold deterioration. 79 There is a need for further research on the subject of a decrease in the corrosion of products. It can develop on the specimen’s surface and stop any further rusting. Polymeric composition, on the contrary, can moderate the corrosion rate and improve the scaffold’s biological performance. Polyethylenimine (PEI) has been investigated for decades and has found a niche in a variety of biological applications. Twelve weeks of corrosion are depicted in Figures 8 and 9 as cross sections of Fe and Fe-PEI samples.
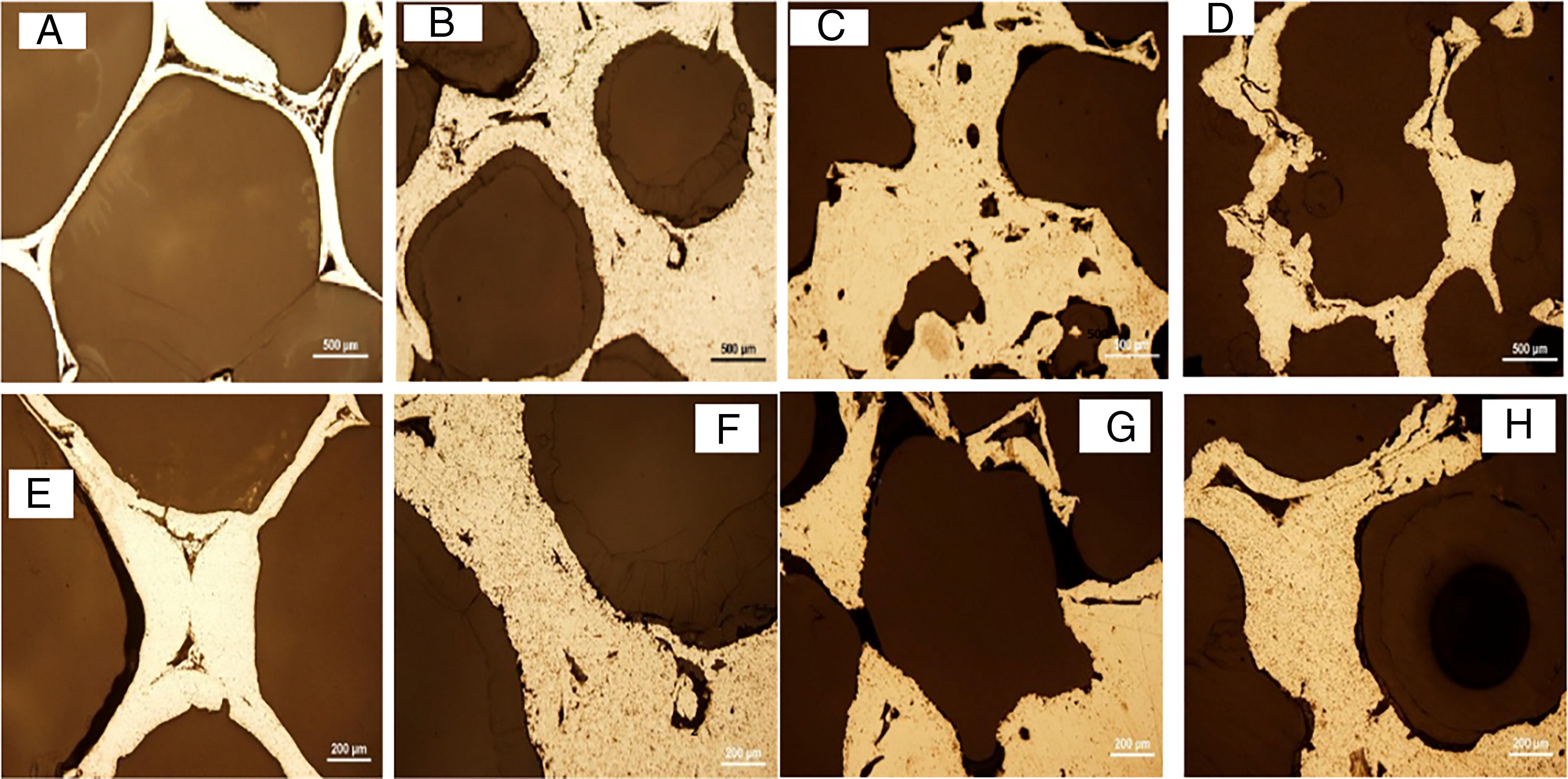
Before corrosion-metallographic cross sections of
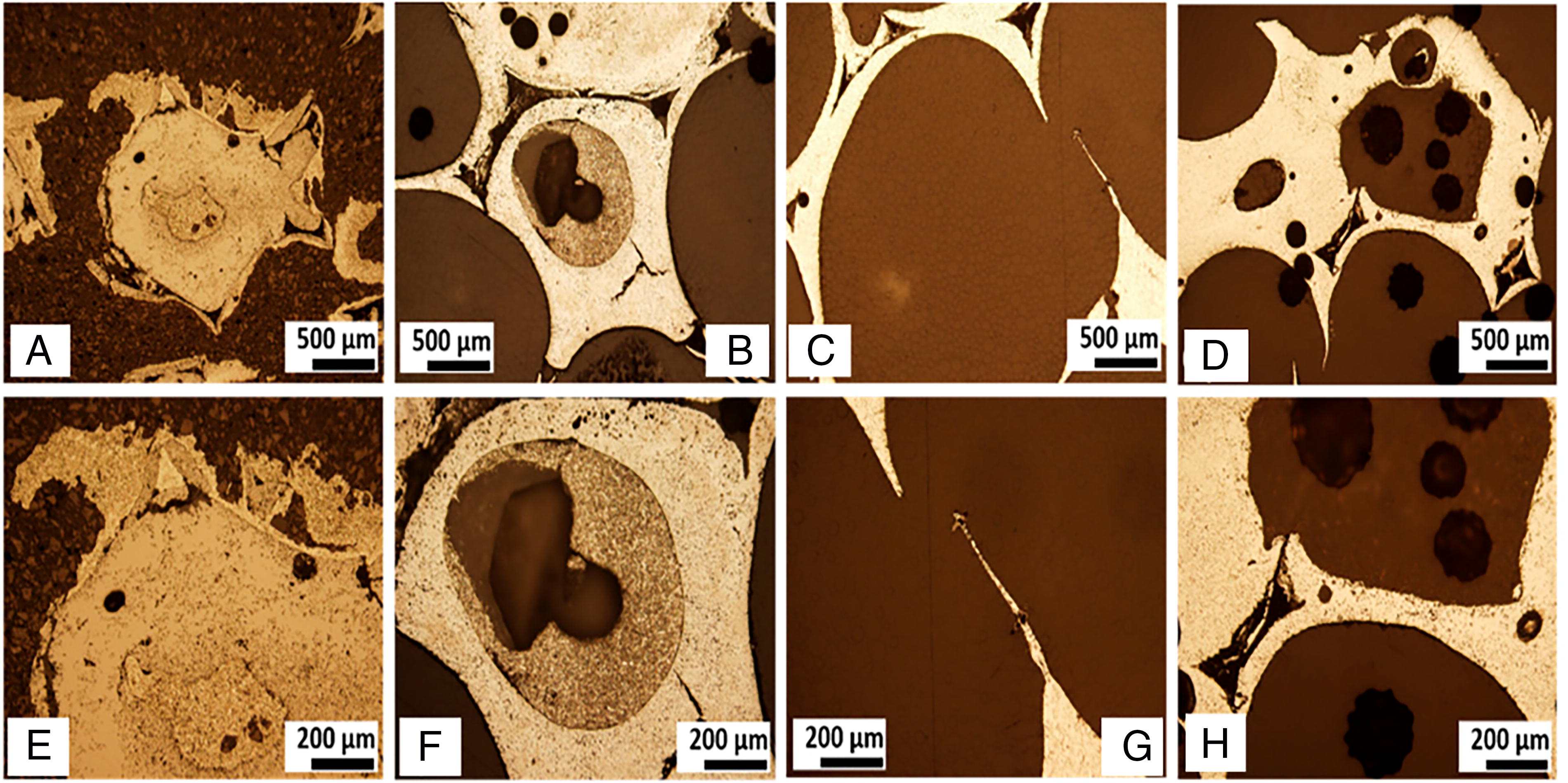
After 12 weeks of metallographic cross sections of
The Fe AM biomedical applications require the biocompatibility of Fe-based alloys manufactured via AM methods. Frequently, postprocessing operations are required to minimize irregularity and enhance surface quality, developing rigorous quality control procedures to ensure the printed component’s consistency and dependability, and comprehending and enhancing the mechanical characteristics of the Fe components that are printed to fulfill the particular demands of biomedical applications. Research gaps in Fe-based scaffolds include achieving the right balance of porosity and mechanical strength, as current SLM processes often lead to irregularities in pore size, affecting biological integration and vascularization. 81 Postprocessing effects on scaffold properties, such as annealing or surface modification, are insufficiently studied. Controlling the degradation rate of Fe-based scaffolds is a key challenge, as Fe degradation is slower than desired for tissue regeneration, requiring further research on alloy compositions or coatings. Existing literature shows that pore size and degradation behavior are crucial for scaffold performance, but there is a lack of research on how to achieve controlled porosity while maintaining mechanical integrity in Fe composites through SLM. 82 The BJ, it is difficult to get high-density parts without substantial postprocessing methods, technique used for tissue engineering has several research gaps. The postprocessing process, such as sintering, is crucial for achieving mechanical integrity, but its effects on the porosity, strength, and degradation rate of Fe-based composites are not well understood. In addition, the compatibility of Fe powders with binding agents is understudied, affecting the final properties of the scaffold. Despite limited research on Fe composites, studies on BJ for metallic scaffolds have mainly focused on Ti or SS. Only limited research has investigated Fe composites, leaving a significant gap in understanding how BJ can be optimized for Fe-based scaffolds. Addressing this gap could expand the application of this technique for biodegradable implants. 83
DED: Preventing, cracking, and achieving the correct microstructure require precise control of temperature gradients during deposition. Comparing this AM approach with others, getting high-resolution characteristics might be challenging. 84 Research gaps in the field of Fe composites include the biocompatibility of EBM-produced Fe composites, the impact of surface roughness on cell interaction, and the specific interaction between the Fe component and biological tissues. 85 While EBM offers superior control over a microstructure, there is limited research on the specific interaction between EBM-produced Fe composites and biological tissues. In addition, the impact of surface roughness on cell attachment and proliferation in EBM scaffolds is underexplored. 86 Addressing these gaps could improve the development of scaffolds that promote better tissue integration.
ME: Creating high-density parts with adequate mechanical characteristics might be difficult, due to its low resolution in comparison with other methods. It is only suitable for specific biological applications. 87 Overall, Fe-based AM technology scaffolds face challenges in biodegradation control, mechanical versus biological properties, and surface modifications. Fe degrades too slowly in the body, hindering tissue regeneration. Addressing this issue is crucial for biodegradable implants to reach their full potential in clinical applications. Mechanical strength and biological performance trade-offs exist in AM-fabricated Fe composites, but optimizing biological aspects such as cell attachment, proliferation, and tissue ingrowth is an unresolved issue.88,89 Bridging this gap could enhance Fe composites’ performance in tissue engineering. Surface modifications, although explored in some studies, are not comprehensively studied. Addressing this gap could lead to breakthroughs in scaffold design, creating structurally sound and biologically active scaffolds.
Stainless steel composites
The association of Fe and carbon with at least 11% chromium makes SS good for orthopedic implants with low cost and great mechanical, thermal, and biological compatibility. It is an issue that SS may outperform bone due to its capability to shift implants due to stress shielding.
90
However, bone regeneration will take a long time once the metal corrodes. Corrosion may occur on several metals. Some patients are allergic to metal toxicity and leaching. Assuming metals in the teeth or oral cavity do not look very aesthetic, there is a need for polymeric biomaterials. It is possible to improve implant radiopacity through the use of radiopacity coatings or alteration to SS by alloy composition. Alloying other metals with SS may make it more biocompatible, and it has several varieties and grades for corrosion or oxidation resistance. SS alloys are very popular as there is no need for coating, treatment, or painting and with the ability to survive many years.
91
Combining chromium, carbon, and nickel into a material makes it more resistant to corrosion and increases its ability to withstand high temperatures.
92
It might be beneficial in sterilizing factors. SS may be enriched with anticorrosive elements such as molybdenum and other metals such as nitrogen and aluminum. Chromium oxide coating acts as a barrier to stop oxygen from getting into the steel and causing corrosion. Nitrogen, nickel, and molybdenum are other anticorrosive materials. Manganese may be added to steel to strengthen it and increase its durability.
93
The most popular biomedical SS is 316L. It has nickel content but ample nitrogen by enriching nitrogen to form an austenitic structure, which enhances its mechanical characteristics. Hence, the low nickel content protects the body from the damaging effects of nickel ions. In addition to its high strength and ductility, 316L SS is highly biocompatible and resistant to corrosion and wear. Researchers indicate that a protective combination may be used in AM to maintain SS alloys against corrosion.
94
18-8sMo SS was the first anticorrosion implant material. There are various types of SS alloys, but SS 316L is a prominent alloy most widely used for medical purposes.
95
Large quantities of this metal alloy are used in surgical tools. Its antibacterial and antistaining characteristics are important as a medical disinfectant. Several additional medical devices use SS, such as sensor probes, artificial heart valves, needles, bone fixations, syringes, orthopedic implants, and catheters for otolaryngology (ear surgery).
In the biomedical field, PBFs such as EBM and SLM are frequently used for SS. SLM is effective for processing metal-based composites such as SS due to its precise control over material properties and microstructure. 96 The optimal conditions include a laser power between 200 and 400 W, a scanning speed of 0.5–2 m/s, a layer thickness of 20–50 µm, and an elevated build temperature (200–300°C) to reduce thermal stress and cracking, especially for SS composites. 97 In SS composites, fast solidification causes high residual stresses during cooling, causing deformation or fracture. Heat treatment relieves tension after processing. SLM can make high-density components, however, SS microstructures are difficult to fabricate and need accurate laser settings. Tissue engineering scaffold research found that fine-tuning laser power and scan speed reduced porosity, increased mechanical strength, and improved biocompatibility in 316L SS composites. 98 EBM is an advanced material metallurgy technique that is ideal for producing SS composites. It operates under specific conditions, such as a beam current of 5–20 mA, a build temperature of 600–800°C, and a vacuum environment to minimize oxidation. 99 However, EBM faces challenges in surface finish, as it produces rougher surfaces compared with SLM, which may require postprocessing. In addition, its vacuum environment limits its compatibility with other heat-sensitive biomaterials, particularly those that are heat sensitive. For instance, EBM has been used to fabricate 316L SS scaffolds for load-bearing applications in bone tissue engineering. 100
The biomedical applications of DED are broad due to its in situ alloying and multimaterial deposition capabilities. DED is a versatile tool for fabricating large parts and repairing existing components, making it ideal for tissue engineering implants using SS composites. Key parameters include laser power (500–1000 W), feed rate (10–30 g/min), and shielding gas flow (argon gas). However, DED faces challenges such as anisotropy, which can affect the reliability of SS tissue scaffolds, and surface roughness and precision, The deposited material layers are thicker compared with SLM and EBM, which require postprocessing for smoother finishes and higher precision.
101
For instance, DED was used to create porous 316L SS structures, demonstrating its potential as customizable scaffolds for tissue engineering, particularly in bone regeneration, due to its mechanical strength and corrosion resistance.
102
BJ is an AM technique that selectively deposits a binding agent onto a powder bed, creating complex geometries without high heat.
103
The optimal conditions for SS composites include layer thickness of 50–100 µm, binder saturation of 70–80%, and postprocessing of sintering at 1200–1300°C for densification and removal of the binder. However, these parts may have lower mechanical strength compared with SLM or EBM, and the postprocessing complexity requires precise control over heating rates to prevent warping or defects.
104
Researchers have used preosteoblast cells to ascertain the biocompatibility of SS alloys produced using 3D printing technology. Neither cell adhesion nor cell proliferation is affected by the 3D-printed SS alloy, high-strength, lightweight, and corrosion-resistant 316L SS alloy, made by selective laser sintering (SLS) 3D printing. Ethylene vinyl acetate copolymer coating was applied to the metallic powder.
105
3D printing yield and elastic strength is seen as similar to that of human bone. Laser energy density and sintering temperature play a vital role in porosity and mechanical characteristics.
106
It is still difficult to get the best mechanical properties while maintaining biocompatibility in the SS SLM. 107 Research gaps in surface roughness and porosity control during (SLM) are significant. Controlling surface roughness and porosity is crucial for cell adhesion, proliferation, and differentiation. However, achieving consistent surface properties remains challenging. In addition, the use of SS alloys containing chromium and nickel can induce cytotoxicity over time. 108 To mitigate these risks, alternative alloy compositions or surface treatments are needed. Existing studies show that SLM can create scaffolds with tailored mechanical properties, but inconsistent porosity can lead to suboptimal biological responses. 96 Addressing these gaps could lead to more reliable, biocompatible SS scaffolds with improved osteointegration. Improving surface roughness and porosity control could enhance cell behavior and mitigate long-term toxicity risks, resulting in safer, more effective implants and scaffolds for bone tissue engineering. 109 Research gaps in the production of SS scaffolds for tissue engineering include microstructural control, postprocessing requirements, and the need for optimized EBM processes. Despite the advantages of EBM, controlling the microstructure of SS composites during processing remains an unresolved challenge as undesirable phases or grain structures could affect the scaffold’s mechanical properties and biological performance. 110 In addition, extensive postprocessing is required, increasing production time and cost. Studies by Smith et al. have shown that EBM can produce high-strength components, for tissue engineering applications. Addressing these issues could lead to optimized scaffolds with better mechanical properties and better biological outcomes, making AM of SS composites more commercially viable for tissue engineering. 111 BJ, a cost-effective and scalable technique for creating sintered SS parts, has limitations in mechanical strength and porosity control. The process often requires sintering, resulting in lower strength compared with other methods such as SLM or EBM. 112 Controlling porosity and density is also challenging, leading to poor mechanical performance and suboptimal biological outcomes. Studies by Bandyopadhyay et al. 113 highlight these limitations, preventing widespread adoption of BJ for load-bearing tissue engineering applications. Improving sintering processes and controlling porosity could lead to stronger, more reliable SS scaffolds, expanding BJ’s applicability to more demanding tissue engineering applications such as bone and cartilage regeneration, overall SS-based AM technology. Talha et al. 113 highlight concerns regarding the long-term biocompatibility of SS alloys, particularly those containing elements such as nickel and chromium. Addressing this gap through the development of safer alloy compositions or surface treatments would be a significant advancement in the field. In both SLM and EBM studies, Zhang et al. 114 stated the need for better control over microstructure and porosity, as these directly impact mechanical properties and cell behavior. Optimizing these parameters could improve the performance of SS scaffolds in tissue engineering applications.
Magnesium alloy composites
Magnesium (Mg) alloys exhibit better biomechanical compatibility with human bone than SS and Ti. The unique properties of Mg need the development of alloys with higher degradation resistance. Another way to improve degradation rates is to coat the metal with a protective layer. Degradation resistance may be improved through the application of a silane coating on certain Mg alloys. However, coatings may not be effective due to their limited life span and the possibility of uneven cracking in the underlying materials.
115
PBF processes such as EBM and SLM: SLM is a process that uses a high-powered laser to melt and fuse metal powder particles layer-by-layer, creating Mg composites. The optimal parameters for Mg composites include laser power (100–200 W), scan speed (800–1500 mm/s), and layer thickness (20–50 µm). Mg’s low vaporization temperature presents challenges, as excessive power can lead to material evaporation, poor surface quality, or high porosity.
114
A study by Zhang et al.
116
showed that tuning the laser power to lower values reduced Mg oxidation during processing, enhancing the surface finish and mechanical properties of Mg-based composites for scaffolds. However, challenges include oxidation and porosity, which can compromise mechanical integrity. SLM-fabricated Mg composites have shown promise in biodegradable scaffolds, particularly in bone regeneration, as demonstrated by Zhou et al.
117
Ahmadi et al.
118
found that lower beam currents and slower scanning rates (1000 mm/s) reduced Mg vaporization in EBM, which led to higher density parts with better mechanical properties, and their biodegradable nature allows them to support bone healing without the need for surgical removal. Powder recycling faces a challenge in the fact that Mg powder degrades after being reused several times owing to oxidation, which increases the overall material cost.
119
Regarding the technical details, BJ is an economical method that works well for printing complicated geometries. BJ is a process that involves the use of Mg powders to create implants. The ideal particle size ranges from 10 to 45 µm, ensuring a balance between layer resolution and powder bed packing density.
120
Binder selection and saturation are crucial for maintaining mechanical integrity. The optimal binder saturation level is between 50 and 60%, depending on powder characteristics and layer thickness. Postprocessing, such as sintering, is essential to prevent oxidation and maintain mechanical properties. However, the porous nature of the green parts can compromise the material’s strength. Ceramic reinforcements can enhance mechanical properties while maintaining bioactivity. Degradation behavior is another challenge in Mg-based implants. Polymer coatings such as polylactic acid can modulate the rate while maintaining the scaffold’s bioactivity.
121
A study by Balan et al.
122
on Mg-HA composites found favorable mechanical properties, with a compressive strength of 90 MPa and porosity levels suitable for bone integration. In vitro tests showed a controlled degradation rate over 12 weeks. The success of direct ink writing (DIW) with Mg composites relies heavily on the rheological properties of the ink. Mg particles are often mixed with polymers, ceramic additives, or bioactive materials to achieve the right flow properties. A shear-thinning behavior is ideal for DIW, allowing easy flow through the nozzle but retaining shape after deposition. A viscosity range of 1000–10,000 mPa·s is typically required for effective printing. Binders such as poly(lactic-co-glycolic acid) (PLGA) or alginate are often used to ensure adequate printability.
123
Cross-linking agents such as calcium chloride are sometimes used to enhance the mechanical strength of the printed constructs postextrusion. Precise control over the nozzle diameter is crucial for achieving high-resolution structures. For Mg composites, a nozzle diameter of 200–500 μm is commonly used, balancing structural integrity and resolution. Maintaining uniform dispersion of Mg particles is a technical challenge, and techniques such as ultrasonication are often used to disperse particles homogeneously. Printed Mg scaffolds typically undergo postprocessing steps such as sintering or ultraviolet (UV) curing, depending on the ink composition. UV curing is common for Mg-based inks mixed with polymers, but sintering must be performed under carefully controlled temperatures (∼300–500°C) to avoid oxidation of Mg. However, one major issue is preventing Mg oxidation during printing and postprocessing, which can reduce the scaffold’s mechanical properties and biocompatibility. To address this, DIW processes often need to be conducted in controlled environments or with protective coatings. A study by Fellabaum et al.
123
found that coating Mg particles with biodegradable polymers such as PLGA reduced oxidation and preserved the scaffold’s mechanical properties. A balance between printability and mechanical strength is also a challenge, with soft inks resulting in insufficient mechanical properties for load-bearing applications, and high-viscosity inks improving mechanical strength but increasing nozzle clogging risk. Controlling the biodegradation rate is crucial, as premature degradation could compromise scaffold stability before tissue regeneration.
The use of several Mg alloys and 3D manufacturing techniques could be tried for enhancement of the implant characteristics. Mg is a good choice for usage in orthopedic implants and bone tissue engineering considering its mechanical qualities on human bone and its low weight. Furthermore, Mg implants are believed to improve osseointegration, a critical component of orthopedic implants.
124
Surgical staples were tested in vivo using Mg staples. The incision was sealed without anastomotic leakage using Mg staples. An in vivo study found that Mg-based surgical staples help closure.
125
Further research is needed on the study of the prevention of deterioration and hydrogen evolution in Mg materials. Improving Mg-based devices involves decreasing breakage. The paste extrusion method does not require high temperature or reduction in the material strength this technique might allow for the creation of magnetic implants that contain drug use of the paste extrusion process. Mg-ceramic composites can assist in 3D printing, which is essential for the development of Mg implants that mimic the bone structure of realistic bones.
125
SLM: Limited access to high-quality Mg powders for PBF. Research gaps in the SLM process include controlling porosity and pore interconnectivity, which are crucial for tissue ingrowth and nutrient flow. However, SLM has been found to produce irregular pore structures, which can negatively impact cell proliferation and vascularization. Excessive oxidation during fabrication can diminish mechanical properties and biocompatibility. Controlling the biodegradation rate of Mg composites remains a challenge in SLM-fabricated scaffolds, as rapid corrosion can lead to premature failure before sufficient tissue regeneration.126,127 Studies by Ezhilmaran et al. 128 highlighted the potential of SLM to fabricate bioactive Mg-Zn-Ca scaffolds and highlighted the issue of uncontrolled porosity and degradation. Addressing these gaps could lead to better control of scaffold architecture, enhance mechanical stability and biocompatibility of Mg composites, and extend the clinical applicability of Mg-based scaffolds in long-term tissue regeneration. BJ: Limited research on Mg BJ in biological applications 119 There is a lack of suitable binder materials that are biocompatible, degrade at appropriate rates, and do not negatively influence the mechanical properties of Mg-based scaffolds. Mg particles in BJ often suffer from poor bonding after sintering, resulting in weak microstructural integrity and reduced mechanical performance. Recycling of Mg powders during the BJ process is underexplored. This is crucial to improving the sustainability and cost-effectiveness of the technique. BJ has been relatively underexplored for Mg composites, with studies such as those by Salar et al. 129 (2022) focusing more on polymers and ceramics. The lack of studies specifically targeting Mg-based materials points to a significant research gap in adapting this AM technique for biodegradable metals. Filling these gaps could make BJ a viable method for producing complex, patient-specific Mg scaffolds for tissue engineering applications, particularly in nonload-bearing environments. In addition, resolving issues related to binder chemistry and recycling could lower the environmental impact and enhance the scalability of Mg-based scaffolds. 130 Research gaps in the development of bioinks for Mg composites are significant. There is a lack of bioinks that can achieve optimal rheological properties for DIW, which often does not balance printability, bioactivity, and degradation control. DIW-printed Mg scaffolds often lack mechanical strength due to binder content and particle agglomeration, which can compromise their ability to support load-bearing applications in bone tissue engineering. In addition, current DIW techniques require extensive postprocessing, such as sintering, which can compromise the material’s bioactivity or introduce structural defects. Existing research by Dutta et al. 131 demonstrated the feasibility of DIW for Mg-based composites, but few studies have addressed the development of bioinks specifically catering to Mg’s unique properties. Filling these gaps could lead to high-performance Mg composite scaffolds tailored for patient-specific tissue engineering needs, particularly in bone regeneration. Overall, in Mg-based AM technology, as mentioned by Han et al., 132 scaffolds must be controlled for porosity and degradation to promote tissue ingrowth and vascularization. The limitations of DIW investigations indicate that material compatibility and bioink development are necessary for mechanically stable and bioactive scaffolds. According to Li et al., 133 process sustainability and scalability are needed to convert laboratory succeeds into clinical applications, although current research seldom addresses this problem. Addressing these deficiencies might lead to the creation of next-generation biodegradable alloys for AM and bioinks that increase cellular responsiveness and scaffold biointegration. The possibility to construct patient-specific, biodegradable scaffolds might revolutionize bone and tissue regeneration.
Zinc composites
The biodegradable properties of Zinc (Zn) are considered to be superior to those of Fe and Mg
134
due to their excellent corrosion resistance. Zn-based biomaterials are entirely bioresorbable and do not produce excessive hydrogen gas compared with Mg-based biomaterials.
135
The primary drawback of pure Zn is its low fatigue strength and a high tendency to creep. Various Zn-based alloys are used in 3D printing. For improvement in mechanical qualities, including Zn-Al, Zn-Mg, and Zn-Ag, research is required on the subject of an increase in Zn biomaterials with higher strain capacity, yield, and tensile strength.
136
Zn is a crucial trace element for human health. This enzyme affects growth and tissue regeneration. Zn alloys are options for biodegradable stents and implants. Zn-based biomaterials are used in wound closure, orthopedic, and cardiovascular devices. Zn has a rapid degradation rate, which makes it a promising biological substance. It is involved in bone development and mass maintenance. Zn-based biomaterials may help reduction in bone loss and simulation of bone.
137
Evaluate the impact of Zn powder’s particle size, morphology, and distribution on the ability to print and the characteristics of the material. Examine the most effective laser or electron beam parameters to get desirable microstructures and mechanical qualities in Zn alloys. 138 The optimal laser power (around 200–400 W) and scanning speed (600–1000 mm/s) are crucial for uniform melting of Zn powder, while layer thickness ranges between 20 and 50 µm. Zn’s high thermal conductivity and low boiling points complicate thermal management during SLM. A controlled build chamber environment with temperatures close to its melting point (419°C) can mitigate issues. Maintaining consistent powder quality is challenging due to its oxidation sensitivity, and ensuring the correct inert gas environment is essential for recycling and preventing oxidation. 139 EBM typically operates at higher temperatures than SLM, with the powder bed preheated to around 500–700°C. For Zn, this reduces thermal gradients but requires careful control to avoid vaporization due to Zn’s low boiling point 138 as well as balancing mechanical strength with degradation rate. PBF techniques can help address these issues by controlling the build environment and refining laser parameters. For example, a study on SLM of Mg alloys found that laser power in the range of 150–300 W and scanning speeds of 400–800 mm/s yielded the most consistent results in terms of porosity and tensile strength for tissue engineering applications. Techniques such as laser remelting can also enhance the mechanical properties of Mg alloys, reducing porosity and increasing fatigue life. 55 By incorporating precise control over thermal conditions and material handling, PBF techniques can be tailored to create high-quality Zn composites for tissue engineering.
3D bioprinting involves precise cell and biomaterial deposition to create complex tissue constructs, resulting in mechanical characteristics of Zn-based structures. Multimaterial printing: Investigate the practicality of precisely depositing various materials to fabricate intricate biomedical implants.
140
The viscosity of the bioink, including Zn composite materials, must be optimized for extrusion. Shear-thinning bioinks with Zn nanoparticles are effective for maintaining scaffold integrity and promoting osteogenesis. Zn ion-incorporating hydrogels have been bioprinted to create tissue engineering scaffolds with ink viscosities ranging between 20 and 40 Pa.s and extrusion pressures of 50–100 kPa. Ensuring the bioink’s mechanical stability and bioactivity is complex due to Zn’s reactive nature. A study by Wang et al. (2022) showed that bioprinted Zn-hydrogel scaffolds significantly improved vascularization and bone regeneration in vitro.
141
In the binder jetting process, various techniques are employed to regulate sintering parameters in order to achieve the desired porosity, microstructure, and mechanical properties. BJ process with Zn composites is crucial for oxidation control, as it can alter the scaffold’s mechanical properties. To prevent this, sintering in a vacuum or using antioxidation coatings can be used. Achieving the right balance between porosity and mechanical strength is essential for Zn scaffolds in tissue engineering. Studies show that adjusting powder particle size and binder concentration can control porosity levels. A study on bone tissue engineering found that a layer thickness of 60 µm and a sintering temperature of 375°C under an argon atmosphere yielded optimal results.
142
A study by Snelling et al. found that BJ of Zn composites can produce scaffolds with high porosity and appropriate degradation rates. By optimizing binder concentration and sintering conditions, they achieved scaffolds with 60% porosity and a compressive strength of 20 MPa, comparable with cancellous bone. Wang et al. (2021) explored BJ of Zn–calcium phosphate composites, achieving scaffolds that promote osteoconductivity while maintaining mechanical strength for load-bearing applications in bone tissue engineering.
128
The selection of the most effective AM technique for fabricating Zn-based composites in tissue engineering depends heavily on specific conditions such as temperature control, laser power, solution concentration, and layer thickness. Each AM method offers unique advantages, but challenges such as Zn oxidation, material homogeneity, and maintaining bioactivity remain prevalent. Incorporating precise technical data from studies on Zn composites in tissue engineering significantly strengthens the understanding of these challenges and offers avenues for future optimization.
Research into Zn alloys has included analysis of their structure, production, and deterioration in laboratory and animal models. Through AM, Zn implants tailored to each patient can be created, despite their biodegradability and patient-specificity. Fused deposition modeling (FDM) can be used in the casting of Zn in polymer scaffolds, by making porous Zn scaffolds that can replace trabecular bone. A study of Zn scaffolds has been made for mechanical, topology characteristics, biodegradation, antibacterial capabilities, and cell-bio compatibility. Researchers have used FDM in the construction of scaffolds with low- and high-porosity values for investigations. Because of Zn’s low melting point, high oxidation tendency, and low boiling point, additively manufactured parts tend to be extremely porous. Using FDM, researchers have recently published articles on 3D-printed Zn metal.
143
During cellular studies, the rigidity and rate of corrosion decreased with increasing pore size and porosity. Three days of incubation in Minimum Essential Medium (MEM) restored the ability of preosteoblast cells to adhere to and grow on porous scaffolds. All scaffolds used in the research were 100% antimicrobial and biocompatible. The low-porosity scaffold had a lower antibacterial rate than the high-porosity scaffold used in various investigations. These outcomes provide credence to the concept of using Zn in bone tissue engineering.
144
FDM is replacing conventional processing methods, according to recent studies, for topographically organized Zn scaffolds and solid Zn components with interesting biological applications.
Discover techniques to improve the compatibility of Zn-based alloys created using PBF, taking into account cellular reactions and tissue integration. It is difficult to achieve precise surface finishes on Zn-based implants through PBF, as the smoothness of the surface can have an impact on the biocompatibility. 145 Research gaps in Zn composite powders include poor flowability, which can lead to inconsistent layering and weak interlayer bonding, and thermal stress and cracking, which have been underexplored in Zn composites. The high energy involved in PBF can introduce thermal stresses, which have been well-studied for Ti and steel implants. Addressing these gaps could lead to Zn-based scaffolds with superior mechanical integrity and structural properties, reducing the likelihood of failure after implantation and broadening the use of PBF for creating large, complex implants for tissue engineering. 146 DED: Optimizing mechanical properties and corrosion resistances are exploring techniques for controlling the microstructure of deposited Zn alloys to enhance their performance for biomedical applications. Develop techniques to monitor the quality of Zn-based structures during the DED process in real time. 115 BJ: Develop and research binders that are compatible with biomedical applications to prevent contamination and ensure the biocompatibility of Zn-based implants. Research gaps in Zn composites include insufficient research on binders that maintain mechanical strength and biocompatibility after sintering, with current focus on other metals such as Ti. Postprocessing requirements such as sintering can negatively impact the microstructure of Zn composites, and there is limited research on optimizing sintering conditions to preserve Zn’s bioactivity while achieving the desired mechanical properties. 142 Identifying appropriate binders and optimizing postprocessing could significantly improve the quality of Zn-based scaffolds, leading to larger, more structurally sound scaffolds with complex geometries, potentially supporting tissue regeneration and therapeutic agents. Investigate methods for accurately regulating porosity in Zn structures created using BJ, as variations in porosity can significantly affect both mechanical strength and tissue integration. 147 FDM: To ensure the safety of implanted medical devices, it is necessary to develop filaments that are more biocompatible for use in Zn-based FDM prints. Research gaps exist in achieving optimal compatibility between Zn and biodegradable polymers or ceramics in extrusion-based methods. The challenge lies in ensuring homogeneous dispersion of Zn particles to prevent corrosion and premature degradation. 148 Limited data exist on the printability of Zn composites, with most studies focusing on other biomaterials. Resolving these issues could lead to tailored scaffolds with tailored degradation rates, superior mechanical properties, and biodegradation profiles. In order to fabricate complex biomedical designs, it's crucial to improve print resolution and overcome obstacles related to Zn-based filaments. 149 Overall, in Zn-based AM technology, the researchers are working on improving the oxidation resistance of Zn powders to create more durable and bioactive scaffolds for bone regeneration. They are also optimizing binder materials for BJ to create complex structures for soft-tissue applications. Tailoring the printability and material compatibility of Zn composites in extrusion-based methods could enable the creation of multifunctional scaffolds that combine structural support with controlled drug release. Addressing these research gaps could enhance the performance of Zn-based implants and open new avenues for innovation in tissue engineering, ultimately improving patient outcomes in regenerative medicine.
Titanium composites
Ti is widely utilized, with one million kilogram of Ti implanted yearly. Ti is highly biocompatible owing to its low electrical conductivity, strong corrosion resistance, thermodynamic state at physiological pH (potential of hydrogen), and low tendency for ion production in aquatic environments.
150
Regarding biomedical uses, Ti alloys top the list of most desired metals in biomedical applications. Ti-6Al-4V (90% Ti, 6% aluminum, and 4% vanadium) is widely used in biological applications because the stress shielding can be lowered due to the material’s excellent biocompatibility and Young’s modulus, and mechanical property analogous to that of human bone.
151
SLM makes use of a high laser power (150–500 W) to selectively melt and fuse Ti powder layer by layer and uses scanning speed (1000–2000 mm/s) to produce Ti and its composites. It is effective in producing parts with excellent mechanical properties due to its precise control of microstructure, resulting in the creation of intricate structures. Outstanding resolution and the capability to create intricate geometries successfully produce parts with high density and excellent mechanical properties.
152
However, challenges include high residual stresses due to rapid cooling rates and issues with porosity and surface roughness. SLM has been shown to produce Ti-6Al-4V, which exhibits high biocompatibility and osteogenic properties, mimicking those of bone. EBM is a method for fabricating massive Ti components by melting and fusing the powder in a high-vacuum setting
153
that uses a beam power of 3–6 kW, a build temperature of 700–1100°C, and a scanning speed of 8000 mm/s to create Ti composites. This process is effective for Ti due to its high build temperature, reducing thermal stresses and warping, critical for complex implants. However, challenges include contamination of material properties and limited resolution compared with SLM. Ti-6Al-4V produced by EBM is widely studied for bone scaffolds due to its excellent strength-to-weight ratios and biocompatibility. LPBF uses a laser to melt and fuse Ti powder in a powder bed in a selective manner and has exceptional accuracy and the capacity to manufacture intricate structures with minute details. Hybrid approaches combine several AM methods with traditional production processes to improve attributes.
154
Integration of processes such as machining or surface finishing to improve the end product of Ti material.
The metal-AM technology when compared with other metals for biomedical applications such as SS and cobalt-based alloys, Ti is significantly more expensive but has some distinct advantages over the long run. 155 The use of room temperature deposition and heating provides crack-free coatings. The Ti coatings do not flake off after bending. Ti-Nb, Ti-Cu, and Ti-Mo are common alloys. Ti-Nb has shape memory. Alloys containing Cu improve antibacterial characteristics, hardness, and corrosion resistance in Ti-Cu alloys. Superior mechanical qualities, including a high Young’s modulus, are optimal in Ti-Mo alloys. Among the evaluated commercial Ti-containing wires, the Ti-Mo-Zr-Sn and Ti-Nb wires are ideally suited for use in orthodontic and dental procedures. Micrographs were taken with a scanning electron microscope for both the Ti-containing materials before (in their as-received form) and after the corrosion of wires for testing; fluoride-free artificial saliva was used. Figure 10 shows the strengthening phase from γ grains in the aged Ti alloys having adequate mechanical characteristics, including a vast potential for tissue engineering, particularly implants, providing Cu and Ni in the alloys can be substituted by alternative biocompatible metals in research evaluation. Modification of Ti alloys and postprocessing treatment may be tried for improvement in mechanical properties. However, Ti-based alloys have drawbacks. As a result of material mechanical deficiency, Ti-6Al-4V Ti alloy (Ti-64) and CP-Ti (commercially pure Ti) are used for up to 90% of biomedical use. 156 The most prevalent are dental, orthopedic, bone screws, prosthetic joints, plates, and hearts. The American Society for Testing and Materials (ASTM) 1 to 4 are unalloyed materials, whereas grade 5 contains 6% aluminum and 4% vanadium, which is more durable, as per ASTM F67 and F136. 157
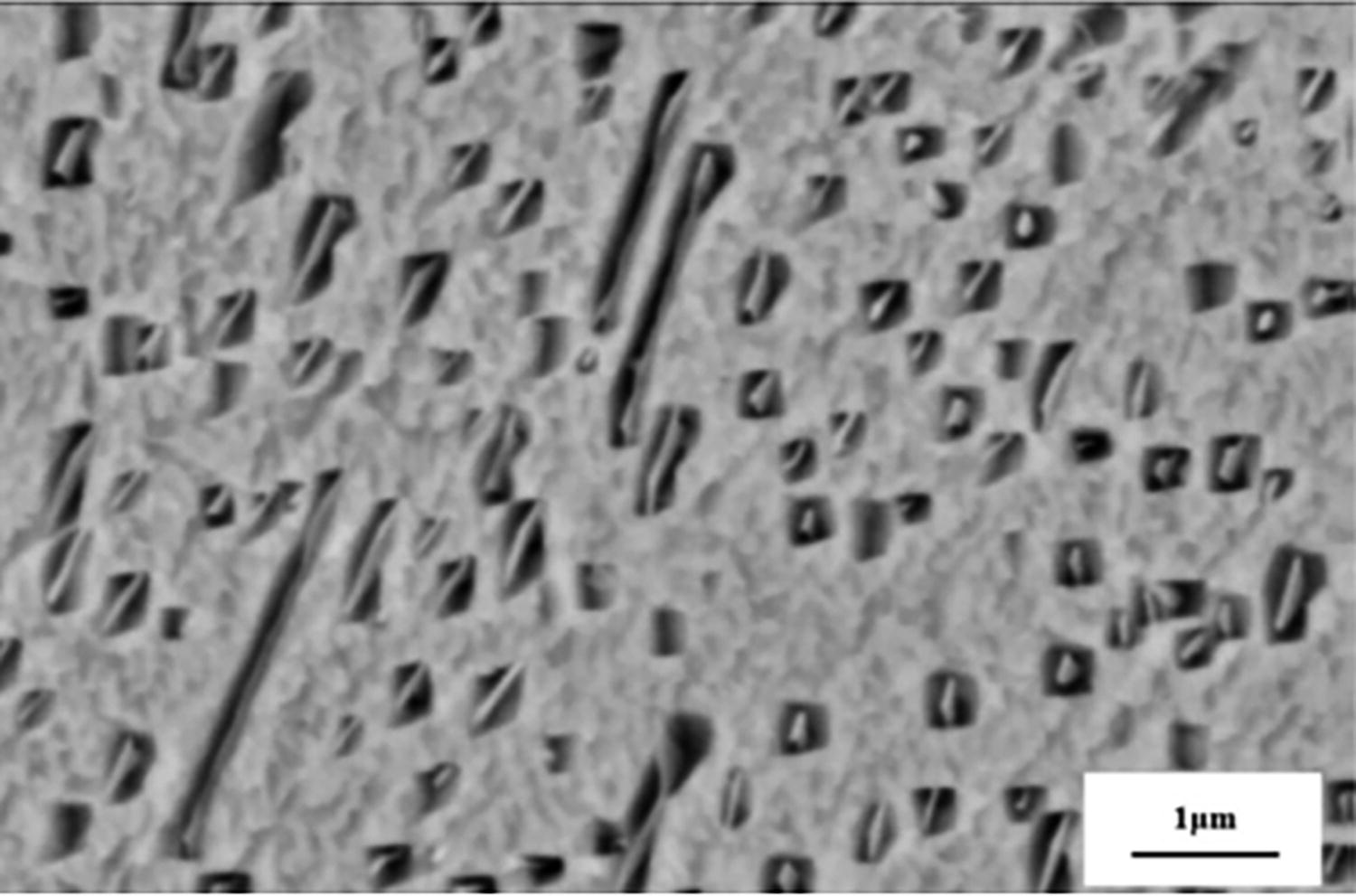
Scanning Electron Microscopy (SEM) images of the microporous structures of the Ti alloys (Mo Cu Ni 462) 158 . Copyright 2015, Elsevier.
The printed components’ mechanical qualities and biocompatibility might be impacted by residual stress and porosities introduced by SLM and problems with postprocessing. 159 SLM has been successful in achieving the desired mechanical properties, but there is limited research on optimizing surface properties to promote cell attachment, proliferation, and differentiation. Most studies focus on bulk material properties, neglecting surface nano/microstructure for cellular interactions. SLM-fabricated Ti parts often lack bioactive coatings, which are crucial for osteointegration. Current studies have not explored how these coatings can be integrated with the SLM process. In addition, there is limited exploration of postprocessing techniques to enhance the surface topography and bioactivity of SLM-fabricated Ti composites. Future research should focus on these techniques. To fix surface roughness and get the surface quality, we have to do certain postprocessing processes. The resolution of EBM could be lower than that of other AM technologies, making it unable to produce very fine details or complex features. 160 Research gaps in EBM-fabricated Ti composites include the challenge of controlling pore size and interconnectivity at the micron scale, which is crucial for nutrient transport and vascularization in tissue scaffolds. The study focuses on achieving desired porosity, but there is a gap in understanding how these porous structures affect long-term scaffold performance in vivo. In addition, the issue of material heterogeneity in EBM-fabricated Ti composites has not been thoroughly investigated, potentially affecting implant longevity and stability. LPBF: It can be difficult to control the powder bed and ensure uniform powder distribution, which might impair the final part quality. LPBF may have restrictions on the size of components that can be produced in a single build. Integration of processes may be difficult to create a smooth integration of several production processes to achieve the necessary qualities in hybrid processes 161 ; it is essential that the materials utilized be compatible with one another. There is lack of standardized testing protocols for evaluating the biocompatibility of AM-produced Ti components and limited information on the long-term biocompatibility and stability of AM-produced Ti implants.
Polymer composite
The most versatile component of any biomedical implant is a polymer. Researchers have mixed and matched them in various ways to get a wide range of properties.
162
As a result, polymers have played a significant role in biomedical engineering. Figure 11
Various applications of different polymer biomaterials.
Thermoplastics are held together by weak intermolecular interactions, have minimal cross-linking, and are ductile. They soften when heated or cooled and revert to their previous state, such as polyethylene (PE) and polypropylene. 164 It is crucial to highlight the rigidity of thermosets and their brittleness and the absence of softening when heated and manufactured in their form after establishing it, including vulcanized rubber and polyester resin, which cannot be reshaped similar to thermoplastics. 165 Rubbery polymers, known as elastomers, are quite adaptable. Elastics such as silicone have a long history of being used in biomaterials considering their rubbery and flexible features. For example, urethra tubes and breast implants can be made from silicone. 166
Natural biopolymer composite
Natural polymers, including starch, alginate, chitin, polysaccharides, chitosan, and gluconate, are called natural polymers and contain many sugars and proteins, such as collagen, fibrin, and silk. Bacteria and fungi produce these natural polymers from plant- or animal-derived origins. Many natural polymers find use in biomaterial applications. For example, starch, which contains many cyclodextrins, is utilized in drug delivery systems. 167 Chitin and chitosan are used in ligaments, and polysaccharides are also used in drug delivery systems. 168 Proteins are used in coating biomaterials to make them biocompatible. 169 The usage of collagen and silk scaffolds is sometimes seen in tissue engineering, but polymers, particularly natural polymers, are commonly used due to their biological recognition feature. Despite biocompatibility, the host systems are comfortable with natural polymer when implanted within the body. They have strong cell adhesion and differentiation, but poor mechanical characteristics and immunogenic qualities since they might be bacterial or animal, causing immunological reactions. 170 As bovine serum albumin, chitosan, and collagen are animal-derived, animal contamination is a concern. Collagen is also limited; massive amounts of collagen cannot be made, there is also the need to sacrifice animals. With proper fermentation technology, a lot of bacterial polymers may be created. Bacteria in vast concentrations make linear glucan. 171
Collagen composites
Collagen is a kind of protein found in the human body that helps sustain tissues by filling up the spaces between tissues. It is a flexible substance that is essential for cellular behaviors and tissue function, as well as structural support for organizing cells inside connective tissues.
172
Collagen is destroyed by matrix metalloproteinases, and collagenases generate amino acids. Because collagen is biodegradable, has distinctive, biological, mechanical, and physicochemical properties, is nontoxic, and has a high tensile strength, it has been highly explored for biomedical applications.
173
They are used in many manufactured forms, including sponges, sheets, plugs, and pellets, or their original fibrillar form after being denaturized. Skin repair has seen the effective use of collagen-based products with effectiveness.
174
Compatibility of materials finds out more about creating collagen-based filaments that are biologically and mechanically well-suited for FDM. Ensure that the collagen layers are deposited accurately without damaging the material by optimizing the printing conditions. Traditional FDM processes have challenges, including high processing temperatures (above 200°C) that are unsuitable for collagen, a thermosensitive protein, and nozzle clogging. Lowering these temperatures can improve mechanical properties. However, FDM has been adapted to print collagen/polylactide (PLA) composites by reducing the extrusion temperature to around 100°C, allowing scaffolds that retain collagen’s bioactivity. Studies have shown promising results in fabricating bone scaffolds with collagen composites using modified FDM techniques. 175 Stereolithography (SLA) is a laser-based technique that uses UV light to selectively cure photopolymer resins layer by layer, enabling high-resolution structures for tissue engineering. Create photopolymers from collagen that exhibit the right viscosity, curing period, and postcuring instructions. Because of the importance of accurately simulating complex biological tissues, research into ways to improve the resolution of SLA for extensive collagen structures is essential 176 However, SLA faces material limitations, such as its compatibility with biologically relevant materials such as collagen, and UV damage, which can cause degradation of sensitive biomolecules such as collagen. To minimize damage, light exposure parameters are optimized, often using wavelengths around 405 nm with reduced exposure time. Recent studies have demonstrated SLA’s potential in collagen-based tissue engineering, blending collagen with photocurable polymers such as methacrylated gelatin to form bioactive hydrogels for bone and cartilage repair.
Details in technical terms, research into collagen-based powder compositions that are appropriate for SLS, taking into account their thermal stability and sintering/melting properties, enabling the creation of porous scaffolds for tissue engineering. However, collagen cannot be directly processed due to its heat sensitivity. Challenges include thermal degradation, which occurs at temperatures above 50–60°C, and material compatibility, which requires a homogeneous mix of collagen with sinterable materials such as bioceramics or polymers. Hybrid SLS systems, where collagen is combined with sinterable biocompatible polymers or ceramic powders, have been explored for improving mechanical properties while preserving bioactivity. The development of techniques to manage porosity and optimize postprocessing steps to maintain collagen integrity
177
: Cell coprinting is the development of techniques for printing functional tissue structures using collagen and live cells at the same time. However, bioprinting faces challenges such as droplet size and precision limitations, which can be problematic when working with collagen composites requiring fine architectural details. In addition, collagen tends to clog print heads, requiring fine-tuning of bioink viscosity and print head maintenance. However, it has been successfully used to fabricate collagen-based scaffolds for tendon tissue engineering, Optimize the formulation of bio-inks composed of collagen to enhance their performance in extrusion printing processes, focusing on properties such as viscosity (10–12 mPa·s), biocompatibility, and printability.
Collagen’s bioactivity and biocompatibility have made it a valuable element in AM applications, including solution extrusion and the development of inks for bioprinting. For in vitro modeling of soft and hard tissues, as well as drug screening, researchers are starting to use a wide range of bioprinting techniques and bioinks. Indirect AM techniques were utilized to produce living tissue-engineered constructs using collagen.
178
For instance, a collagen hydrogel containing chondrocytes was injected into an acrylonitrile butadiene styrene mold produced by FDM to create external ear anatomical structures that mimic the biomechanical characteristics of native auricular cartilage.
179
Conduct an in vivo evaluation of the biocompatibility of FDM-printed collagen structures over the long term. Strengthening results take on the problems associated with enhancing FDM’s resolution and accuracy for complex collagen-based designs. 180 The gap in understanding how to integrate collagen with synthetic polymers or biomaterials without compromising its bioactivity is significant, especially in techniques such as FDM and SLA. Previous studies, Anandhapadman et al., 181 have shown that collagen’s bioactivity is crucial for cell adhesion and proliferation, but often fail to address maintaining bioactivity during the printing process. If this gap is bridged, it could lead to the development of more durable, yet bioactive, scaffolds for tissue engineering applications, including load-bearing tissues. SLA/digital light processing (DLP): Develop collagen-based photopolymers that meet the required standards for viscosity, curing duration, and postcuring procedures in the formulation process. Optimizing resolution research on techniques to make SLA/DLP better at displaying complex collagen structures, which is important for simulating real-life tissues. During SLS, evaluate the extent to which the biological activity and signaling characteristics of collagen are preserved following exposure to high temperatures. Investigate challenges associated with scaling up SLS processes for producing larger collagen-based constructs. Address gaps associated with bioprinting vascularization of printed collagen structures by including vascular networks. 182 Techniques for research that facilitate the in vivo development and integration of printed tissues derived from collagen should be prioritized.
Gelatin composites
Gelatin is a good material for making hydrogels in physiological settings since it is biocompatible, biodegradable, and flexible. Gelatin is extensively utilized for a broad range of medicinal applications.
183
Numerous biomedical products, including biological glues, topical hemostatic treatments, and hemostatic sponges, have been developed owing to research on gelatin., due to its bioactive properties and hemostatic and adhesive behavior.
184
Technical specifications for FDM optimizing the formulation of gelatin filaments for accurate extrusion. Print resolution and mechanical qualities are affected by printing settings (temperature, speed, layer height). 185 FDM is a process where a thermoplastic filament is extruded through a heated nozzle to create scaffolds with mechanical integrity for tissue engineering. The process requires precise control of the nozzle temperature, such as 160–180°C for gelatin/PLA blends, and optimization of the printing speed (10–20 mm/s) and layer height (0.1 mm) to maintain the structural integrity of gelatin. 186 Massonie et al. 154 explored studies that have shown that FDM can be used to create gelatin/PLA scaffolds for cartilage tissue engineering, with the optimal temperature being 175°C for PLA. However, challenges include the high processing temperature, which can lead to gelatin degradation, and the poor printability of pure gelatin, which often requires blending with thermoplastic polymers, which may compromise its bioactivity.
Technical specifications of SLA are a laser-based technique used in tissue engineering to create high-resolution, complex scaffolds with fine features. Laser-based material used for cross-linking methacrylated gelatin (GelMA) in cell-laden scaffolds: It is sensitive to laser intensity and wavelength, and is often combined with photoinitiators such as achieving cross-linking at low temperatures (∼37°C). 187 A study by Shopperly et al. 155 used SLA to fabricate GelMA hydrogels with intricate microarchitectures for soft-tissue regeneration. However, challenges include cytotoxicity of photoinitiators, which can lead to cytotoxic by-products, limiting its use in live-cell printing and material choices. Gelatin composites often require modifications, such as methacrylation, to be compatible with SLA, which can alter the natural bioactivity of gelatin.
Technical details of SLS developing gelatin powder formulations that are effective for melting and sintering: Finding the best laser settings for degradation-free fusion, preparing the bed for powder, and performing postprocessing operations for eliminating powder residues. The technical aspects of inkjet printing focus on the thermodynamically optimal formulation of gelatin ink, optimizing droplet control for precise layer-by-layer deposition and cross-linking techniques that enhance mechanical properties. As part of the technological aspects of inkjet printing, the formulation of gelatin ink must be thermodynamically optimized, droplet control must be optimized for precise layer-by-layer deposition, and cross-linking techniques must be used to improve mechanical properties
188
Gelatin-based bioinks, such as GelMA and gelatin/alginate blends, require precise control of viscosity (∼0.1–1 Pa·s) to ensure printability and cell viability. Postprinting cross-linking, often done using UV light or ionic cross-linking conditions (5–10-min exposure to UV) must be optimized to avoid damaging encapsulated cells. A study by Billiet et al.
189
used gelatin/alginate hydrogels in 3D bioprinting to produce scaffolds for cartilage tissue engineering, demonstrating excellent printability and chondrocyte growth. However, high viscosity and shear forces during extrusion can affect cell viability. In addition, postprinting cross-linking can reduce cell viability if not carefully controlled. Specifics concern the technological formulation of gelatin bioink for use in tissue engineering and cell encapsulation optimal printing settings for deposited cells and materials in combination with biocompatible cross-linking strategies to promote cell survival. Direct ink writing (DIW) is a versatile technique for printing soft materials such as gelatin-based hydrogels. It involves extrusion of a paste-like bioink under pneumatic pressure, with optimal extrusion pressure between 20 and 100 kPa. Gelatin-based hydrogels often require immediate postextrusion cross-linking, such as in a calcium chloride bath. Rajabi et al.
190
used DIW to print gelatin-based hydrogels loaded with human mesenchymal stem cells (MSCs), demonstrating good mechanical integrity and supporting osteogenic differentiation.
191
GelMA was initially described as a material that could be cross-linked using SLA to create 3D-patterned structures. In the years thereafter, many studies using substrates with low toxicity and high cell adhesion were done using SLA processing of resins that contained GelMA.
192
Surgically created meniscus tissue defects were implanted ex vivo with SLA human meniscus cell-seeded GelMA scaffolds. After 3 weeks of development, there is strong integration and distinct bonding tissue at the interface.
193
In the FDM process because of gelatin’s low melting point, there is not much control over gelatin viscosity during printing. 194 The research gap in the FDM printing lies in the lack of studies on optimizing the cross-linking process to balance scaffold stability and cell viability. Current methods, such as chemical or physical cross-linkers, can damage cells or cause inadequate mechanical properties. According to Grivet et al., 195 addressing this gap could lead to the development of more robust and bioactive scaffolds, improving long-term tissue regeneration outcomes. Techniques that reduce gelatin swelling while maintaining bioactivity and mechanical strength are urgently needed, potentially advancing bioprinting. In the SLA, there are a few options for biocompatible photoinitiators. Studies by Xin et al. 196 show the potential of SLA for creating detailed structures but have not explored biocompatible alternatives to toxic photoinitiators. Research on improving the mechanical strength of SLA-fabricated gelatin scaffolds is underdeveloped. By developing nontoxic photoinitiators and improving mechanical properties, SLA could become a versatile tool for gelatin-based tissue engineering, enabling the production of scaffolds for load-bearing tissues such as cartilage or bone. Difficulties in obtaining consistent cross-linking across the printed structure in the SLS process: It is difficult to keep gelatin from degrading during high-temperature processing. There is a lack of knowledge about the effect of laser energy on the structure of gelatin. Also, while using inkjet printing, there are challenges in preventing nozzle blockage and maintaining print resolution. 197 There has been limited study on the long-term stability of gelatin-based inks. There is limited knowledge on the influence of printing settings on cell activity in bioprinting and also difficulties in attaining uniform cell dispersion inside printed structures. While DIW for gelatin composites has been extensively studied, there is a lack of research on precise parameter optimization for complex tissue engineering applications. Many DIW-printed gelatin scaffolds lack long-term mechanical stability, which is crucial for load-bearing tissue engineering applications. Cross-linking techniques are underexplored for gelatin systems, particularly in terms of long-term biocompatibility and mechanical integrity. 191 The need for more research into gelatin composites is expanding the focus from traditionally studied materials to more biocompatible ones.
Fibrin composites
Injectable, biocompatible, and degradable biomaterials based on the fibrous protein fibrin have found utility in cutting-edge fields such as tissue engineering, medication delivery, cell encapsulation, and surgical adhesives.
198
Various therapeutic formulations combine plasma-derived fibrinogen and thrombin to generate fibrin products for surgery, colostomy closure, and skin graft attachment.
Technical specifics regarding SLA and DLP: By using photopolymerization, these technologies fabricate 3D structures layer by layer. Utilize fibrin-based compounds containing appropriate photoinitiators. SLA is a technique used in tissue engineering for precise control over resolution and surface quality. It requires UV-sensitive resins with photoinitiators to achieve effective cross-linking without degrading bioactivity, particularly in fibrin composites. Optimal conditions include a laser wavelength of 355–405 nm, low resin viscosity, and appropriate energy dosage. However, the bioactivity of fibrin may be compromised under prolonged UV exposure, and SLA is typically more suitable for synthetic resins. Integrating fibrin often requires biofunctionalization of the resin, which can be challenging. A study by Wang et al.
167
demonstrated the effectiveness of SLA in creating fibrin-based scaffolds for wound healing applications, optimizing laser exposure to avoid protein denaturation.
199
The aforementioned methodologies are viable for producing porous scaffolds utilized in tissue engineering. The technical specifics of extrusion-based printing (EBP), including FDM, extrudes material layer by layer through the use of a nozzle.
200
However, the process can be challenging due to the low melting point of fibrin, which requires specific temperature and nozzle pressure. The optimal nozzle temperature is 37°C, while slow speeds (1–10 mm/s) are necessary for scaffold integrity. Thin layers (100–200 µm) ensure high resolution, especially in soft tissues. FDM’s traditional reliance on thermoplastics limits its compatibility with soft fibrin composites, and maintaining cell viability during deposition is challenging due to high temperatures. Enukashvily et al.
201
successfully printed fibrin-based scaffolds using a modified FDM system, demonstrating the potential for cartilage tissue engineering. Inkjet printing constructs 3D structures by depositing minute particles of bioink composed of fibrin onto a substrate. It is appropriate for the fabrication of heterogeneous and complex tissue constructs. Fibrin-based bioinks are crucial for successful printing due to their viscosity, cross-linking conditions, and layer-by-layer accuracy. Optimal printability requires viscosities between 3 and 30 mPa·s, and fibrin concentrations between 5 and 10 mg/mL offer a good balance. Cross-linking conditions, such as thrombin concentrations, can affect scaffold properties such as stiffness and biodegradation.
202
Layer-by-layer accuracy is essential for maintaining precision, and cell viability is crucial for creating tissue constructs. However, fibrin’s inherent weakness in mechanical strength is a significant challenge, especially in load-bearing tissue applications. To address this, fibrin can be blended with other materials such as collagen, gelatin, or Mg particles to reinforce the structure. Fibrin’s rapid degradation by proteolytic enzymes can limit the scaffold’s long-term functionality. Strategies such as incorporating fibrinolysis inhibitors or combining fibrin with stable polymers such as gelatin have been explored, but these can affect the biocompatibility and printability of the material. The process of bioprinting entails the sequential deposition of bioinks to fabricate 3D tissues. As a bioink, fibrin promotes the encapsulation and viability of cells.
Dual-chamber single-nozzle extrusion equipment reduces needle cross-linking by mixing fibrinogen and thrombin before deposition. Extrusion stability increases with fibrinogen and hydrogel-forming components.
203
AM fibers may alter the printed geometry of the object. Thermoreversible fibrinogen–gelatin bioink prints cell-laden hydrogels. Umbilical vein endothelial, neonatal skin fibroblast, and bone marrow MSCs supported pneumatic, Self-assembled (SE)-AM-fabricated fibrinogen–gelatin structures.
204
3D multicellular arrays with laser bioprinting with cell suspension and thrombin cross-linking of fibrinogen/HA solutions were investigated.205,206
Research gaps in EBP of fibrin composites include optimizing printability and bioink, as fibrin’s rapid gelation kinetics complicate extrusion, leading to clogging and inconsistent fiber formation. Further research is needed to refine bioink formulations and develop better cross-linking strategies. Fibrin-based constructs often lack sufficient mechanical strength for load-bearing tissues such as cartilage or bone, necessitating further work to improve mechanical properties. Existing literature focuses on biocompatibility but less on improving the mechanical resilience of fibrin-based scaffolds through advanced bioprinting methods. Further work is needed to address these challenges. One challenge encountered in fabricating high-resolution structures is the resistance of fibrin solutions to changes in viscosity. 207 Research is needed to develop fibrin-based materials for SLA, potentially through chemical modification or photopolymerizable hydrogel integration. UV exposure for cross-linking in SLA poses concerns for cell viability, especially when fibrin is used to encapsulate living cells. Innovative approaches are needed to minimize adverse effects and ensure proper scaffold formation. Existing research by Elomaa et al. 208 has explored the use of biomaterials, but few studies directly tackle the challenge of applying SLA to fibrin-based systems. In addition, there is limited discussion on how light exposure affects encapsulated cells in fibrin composites. Preserving the structural integrity of fibrin throughout the printing procedure presents obstacles. A particular point of concern is the enhancement of structural stability and effective cross-linking in fibrin-based bioinks, and requiring bioinks with low viscosity, which can be problematic for fibrin due to its gelation properties, and developing bioink formulations that maintain fibrin’s bioactivity while allowing inkjet printing are a challenge. Postprinting structural integrity is another critical issue, as fibrin’s softness may cause printed structures to collapse or degrade. Studies such as those by Lee et al. 209 explored inkjet printing with fibrin-based bioinks but noted the limitations related to maintaining structural integrity after printing. A possible source of difficulty is the creation of fibrin-based bioinks that possess improved mechanical properties and stability. 210 The difficulty is establishing vascularization in printed fibrin structures for intricate tissue engineering applications.
Silk composites
It has great tensile strength, pliability, biocompatibility, and biodegradability, which makes it an ideal material. When exposed to amino acids, silk fibroin shows great promise as a biomedical material.
211
Technical specification of the FDM: FMD is a popular AM technology that deposits layers of molten silk to construct 3D structures. Controlling porosity, layer resolution, and infill patterns are essential considerations. Extrusion temperature and speed affect surface finish and mechanical qualities. FDM faces challenges due to its inability to handle high-viscosity materials such as silk-based composites without specialized nozzle designs. Maintaining optimal printing conditions is crucial for silk composites to avoid degradation of the protein structure. Silk-based composite filaments are most effective at temperatures between 180°C and 220°C, with extrusion speeds ranging from 20 to 60 mm/s to avoid denaturation. Cooling conditions must be optimized to prevent warping, which can lead to poor mechanical integrity. A study by Akintayo et al.
212
demonstrated successful FDM of silk fibroin-based scaffolds for bone tissue engineering using a modified nozzle and optimized processing conditions. While SLA is used for the fabrication of complex and porous structures, control over powder particle size, laser power, and scanning speed is critical for high-quality prints.
213
The process incorporates silk fibroin to improve the performance of tissue engineering scaffolds by curing liquid resin layer by layer using light. However, SLA faces challenges in balancing the resin’s photocurability with the silk composites’ mechanical and biological properties. Ensuring uniform dispersion of silk fibroin in the resin is challenging, and photocuring parameters such as intensity and exposure time need fine-tuning. Optimal photocuring conditions are crucial, with silk composites performing best when cured with light intensities between 300 and 500 mW/cm2. A recent work by DeBari et al.
214
incorporated silk fibroin into SLA resin, optimizing light exposure time to 20–25 s per layer at 365 nm wavelength, producing scaffolds with enhanced osteogenic properties for bone regeneration. High temperatures during processing may affect the mechanical and biological qualities of silk. SLA aspect is a UV laser to cure layers of liquid silk resin, resulting in high-resolution prints. Material composition and curing conditions have an impact on print accuracy and mechanical qualities. Postcuring processes are critical for getting optimum material characteristics. Technical specifics in bioprinting use layer-by-layer deposition of silk-based bioinks to generate tissue-like structures.
215
In a single-step physical gelation process, silk fibroin is extruded into a nanoclay colloidal solution containing low-Mw (molecular weight) PE glycol (PEG), to form a secondary sheet structure.
216
By chemically altering silk fibroin primary amines with glycidyl methacrylate (MA), a photocurable formulation was utilized to generate the detailed structure of the heart, trachea, and ear using DLP.
217
Due to the particular rheological qualities of silk, producing high-resolution prints might be difficult. Silk-based filaments tailored for biological applications are few. More research is required to improve the biocompatibility of FDM-printed silk structures. 218 Research gaps in the field of tissue engineering involve limited material compatibility with silk fibroin due to its viscosity and thermal instability, and the need for structural and mechanical optimization to balance mechanical strength and degradation rates for silk-based scaffolds. Current scaffolds may degrade too slowly for soft-tissue regeneration or too quickly for bone tissue engineering applications. Addressing these gaps could lead to a broader range of material compatibilities and more versatile use of FDM for silk-based scaffolds, potentially mimicking native tissue properties and degrading at suitable rates for specific tissue types. 219 The photocurability of silk fibroin, a material used in SLA, is limited due to its natural properties. Researchers often use silk derivatives or composites, which may compromise the material’s bioactivity. Limited research has been conducted on integrating bioactive molecules such as growth factors during SLA without affecting structural integrity. This gap is crucial for enhancing tissue regeneration potential. Advancements in this area could improve the biocompatibility and functionalization of SLA-printed silk composites. SLA scalability for large-scale silk biomedical devices is being investigated. Silk bioink formulation standardization for diverse bioprinting platforms and the long-term survivability and functioning of bioprinted silk constructions need more research. 220 3D bioprinting of silk-based composites faces challenges in balancing mechanical integrity and biological function, as the structures often lack the necessary strength for load-bearing tissues while being optimized for cell compatibility. Limited research exists on controlling the interface between different materials, which is crucial for creating scaffolds that effectively integrate multiple tissue types. 221 However, research on multimaterial printing could lead to the development of complex tissue interfaces, enhancing the applicability of silk-based scaffolds for multitissue regeneration, including organ-level tissue engineering.
Alginate and chitosan composites
The biomedical sector makes use of alginate, a naturally occurring polysaccharide due to its biocompatibility, as a carrier for encapsulating cells and drug delivery, a scaffold for tissue creation, and an antiadhesion substance.222,223 Chitosan’s biocompatibility, hydrophilic surface, and antibacterial action make it beneficial for biomedical applications.
Technical information about FDM: The rheological characteristics of alginate are critical for FDM printing, hence controlling viscosity and extrusion parameters is critical. Compatibility with FDM printers and nozzle sizes in light of alginate’s shear-thinning tendency. 224 FDM, a thermoplastic manufacturing technique, faces challenges due to its high-temperature processing capabilities. Alginate, a hydrogel, cannot be directly extruded using traditional methods, requiring modified methods such as coaxial extrusion or hybrid systems. Alginate can be printed using coaxial needle-based extrusion, with optimal cross-linking occurring with alginate concentrations between 2% and 5% w/v and 100 mM CaCl2 solutions. FDM involves blending chitosan with thermoplastics such as PLA for enhanced printability. The ideal extrusion temperature is 180–220°C, while bed temperature is 50–70°C. High viscosity can cause nozzle clogging. Optimizing the chitosan-PLA ratio is crucial for maintaining biocompatibility and strength. A 30:70 ratio is optimal for tissue engineering applications.
Alginate photocrosslinking using appropriate photoinitiators for SLA/DLP procedures controls layer thickness and resin characteristics precisely for perfect 3D printing. The main challenge in using alginate in SLA is its lack of photoreactivity, which requires chemical modification to incorporate functional groups such as MA for polymerization upon UV light exposure. This process affects the alginate’s biological properties, requiring fine-tuning of reaction conditions. For effective SLA processing, UV wavelengths of 365 nm and exposure times of 10–30 s per layer are needed. Methacrylated alginate (Alg-MA) concentrations are (3–10%) effective for 3D cell encapsulation and scaffold fabrication. Typically, methacrylated chitosan is used, which can be cross-linked under UV light with an optimal wavelength between 350 and 400 nm, but its viscosity must be low for precise curing. Photosensitive functionalization affects chitosan’s biodegradability and bioactivity. Maintaining mechanical integrity during UV curing is challenging due to weak interlayer adhesion. Chen et al. (2021) used methacrylated chitosan with SLA to create highly porous scaffolds, optimizing resin viscosity and UV exposure time for improved structural fidelity.
Technical specifications for SLS alginate powder properties for best laser contact and fusion to guarantee homogeneous sintering and sufficient powder bed compaction are required. Alginate, a hydrogel, is difficult to process using SLS due to thermal sintering. However, it can be mixed with other sinterable materials such as PCL to create hybrid scaffolds. Sintering temperatures range from 90 to 120°C for PCL-alginate composites, preserving alginate’s bioactivity. Low laser power is used to prevent thermal degradation. SLS has been used to create bone tissue scaffolds using PCL-alginate composites, showing potential for applications requiring structural integrity and biological function. However, chitosan degrades at high temperatures, limiting its compatibility with SLS. Mixing chitosan with heat-resistant polymers or ceramic fillers can help, but it complicates laser parameter optimization, such as power and speed. Research by Yang et al. (2019) found that laser power above 15 W caused thermal degradation of chitosan, compromising scaffold strength. BJ creates binders that are alginate-compatible while retaining printability and structural integrity. To minimize excessive swelling, the penetration of binders into alginate powder must be controlled. Optimizing the viscosity and crosslinking characteristics of alginate-based bioinks: Bioprinting of alginate bioinks presents challenges such as maintaining cell viability and uniform droplet formation. Ideal conditions include bioink viscosities between 3 and 6 mPa·s and nozzle diameters of 50–100 μm, with minimal shear forces. Alginate concentrations of 1–2% w/v are commonly used for low-viscosity bioinks, while CaCl2 concentrations of 50–100 mM are needed for rapid cross-linking. Bioprinting has been used to create layered structures with alternating alginate and growth factor-loaded hydrogels, demonstrating improved cell proliferation and tissue regeneration.
Indirect AM using FDM-negative molds to create scaffolds from a chitosan–alginate Polymeric Electrolyte Complex (PEC) aqueous combination.
225
Recently, an ear-shaped scaffold with an optimized characteristic was fabricated using SLS by adding chitosan to a PEGDA (polyethylene glycol diacrylate)-based resin at a weight ratio of 1:5. This was accomplished by adjusting the Mw and photoinitiator concentration.
226
The main challenge in using alginate in SLA is its lack of photoreactivity, which requires chemical modification to incorporate functional groups such as MA for polymerization upon UV light exposure. This process can affect the alginate’s biological properties, requiring fine-tuning of reaction conditions. For effective SLA processing, UV wavelengths of 365 nm and exposure times of 10–30 s per layer are needed. Alg-MA concentrations between 3% and 10% w/v with photoinitiators such as Irgacure 2959 are effective for 3D cell encapsulation and scaffold fabrication. SLA has been successfully applied to create vascularized tissue constructs using Alg-MA composites, showing promising results for tissue engineering.
Resolution is limited owing to nozzle size restrictions. Alginate tends to settle and form aggregates during printing pauses, making it difficult to achieve homogenous printing in the FDM process. Chitosan, a material with inherent limitations in thermal properties, is challenging to process via FDM due to its thermal limitations. Despite efforts to blend it with other polymers such as PLA or PCL, issues like nozzle clogging and mechanical properties compromise persist. A study by Bukit et al. 227 demonstrated the use of chitosan-based composites for bone regeneration, but reported significant variability in scaffold porosity and mechanical stability. Inconsistent layer adhesion and pore formation limit the biological performance of the scaffolds, which are crucial for cellular infiltration and tissue ingrowth. 228 Current FDM processes often result in non-uniform pores, which could hinder the long-term functionality of chitosan composites in vivo. These challenges underscore the need for new approaches to modify chitosan’s properties or integrate it with other polymers to improve printability and mechanical strength. 229
While using SLA the biocompatibility of frequently employed photoinitiators is limited, alternate photochemistry is being investigated, and the propensity of alginate to absorb light, which might result in uneven curing and compromise print quality. 230 Research gaps in the field of sterelithogaphy (SLA) include limited material selection, cell encapsulation challenges, and limited understanding of optimizing cell survival while achieving strong cross-linking. SLA often requires photocrosslinkable alginate derivatives, which may compromise its bioactivity. Developing alginate composites that retain their natural biological functions while being compatible with photopolymerization processes is also needed. Expanding the material palette for SLA could enable the fabrication of more complex tissue constructs, particularly for vascularized tissues and organs requiring high structural resolution. 229 There is a scarcity of alginate powders with an appropriate particle size distribution for the SLS process taking on the obstacle of laser absorption by alginate, which may impede the process’s efficiency. Binders appropriate for alginate are few, limiting material flexibility. Due to binder penetration into the material, there are difficulties in creating high-resolution prints. The lack of knowledge of alginate-based bioinks’ long-term stability and biocompatibility and maintaining exact control over droplet size and location pose challenges. 231 Chitosan bioinks have shown promise in biocompatibility, but controlling their viscosity for printability remains a challenge. Chitosan’s high-viscous solutions complicate extrusion during bioprinting, leading to the collapse of scaffold architecture. In addition, bioink formulations often fail to maintain structural integrity after printing, causing scaffold collapse. To maintain cell viability during bioprinting, careful optimization is needed, as high shear forces during extrusion can reduce cell viability. The bioink formulation is a critical challenge, and insufficient attention has been given to optimizing its rheological properties for bioprinting. 232 Addressing these gaps in AM techniques for chitosan composites could significantly advance tissue engineering, leading to the creation of scaffolds that closely mimic native tissue structure and function. This would expand the use of AM in regenerative medicine, particularly for tissues such as bone, cartilage, skin, and nerves.
Synthetic biopolymer composite
When comes to synthetic polymers, (PLA), PCL, polymethyl methacrylate (PMMA), glycolic acid, and PEG, monomers are generated by the polymerization process chemically carried out to produce synthetic polymers. Polymers are synthesized. Some of them are hydrophobic, while others are hydrophilic. As a result, there is a broad variety of hydrophobicity and hydrophilicity; some have thermosetting qualities, others have thermoplastic capabilities, some inhibit bacterial addition, while others do not use biodegradable materials such as polylactic acid and PE. 233 Different properties may be obtained through the use of different polymer families. Polymers cannot match metals in certain ways, but they can compensate for them in other ways.
The synthetic polymer can be used in drug-eluting stents, which contain smart polymer coating that elutes the drug. Metal cannot be utilized in orthopedics for drug delivery, but biodegradable polymers can. Nothing beats polymers in drug delivery, considering their suitability for drug delivery, progressive release methods, and bioresorbable scaffolds. So polymers have a bright future and usage.
234
The problem with hydrophobic polymers is that they are water-repellent polymers, bacteria can attach to crystalline structure polyesters such as PE terephthalate.
235
Synthetic cells are not attached to polymers unless they recognize them as hosts. As a result, they have no additional signals. Based on the physical or chemical differences, polymers can be amorphous or semicrystalline, but not fully crystalline such as metals. PMMA and polystyrene are all amorphous polymers.
236
Polymers possess two molecular factors, namely, weight average molecular weight (Mw) and number average molecular weight (Mn), and are distinct concepts.
Mechanical functionality and stability are needed in polymer scaffolds for the prevention of structural damage during an early postoperative function for patient activity and maintenance of the structural integrity of the scaffold holes during cell regeneration. Figure 12(A) illustrates variations that are seen in mechanical strength based on the polymer structure, such as when the network structures have much higher mechanical properties. The second one is the high strength seen in cross-linked structures lower than the network. The next is a branch, which is lower than cross-linked, and the final one is a liner much lower than the above three structures. 236 Other important factors affecting strength include cross-linking, crystallinity, and Mw. The tensile strength of a material improves as its Mw rises. Polymers will be very strong and durable when they are extremely cross-linked. A crystalline material has greater mechanical characteristics than an amorphous one. Figure 12(B) illustrates that a crystalline structure proved to be significantly stiffer than an amorphous one. 237
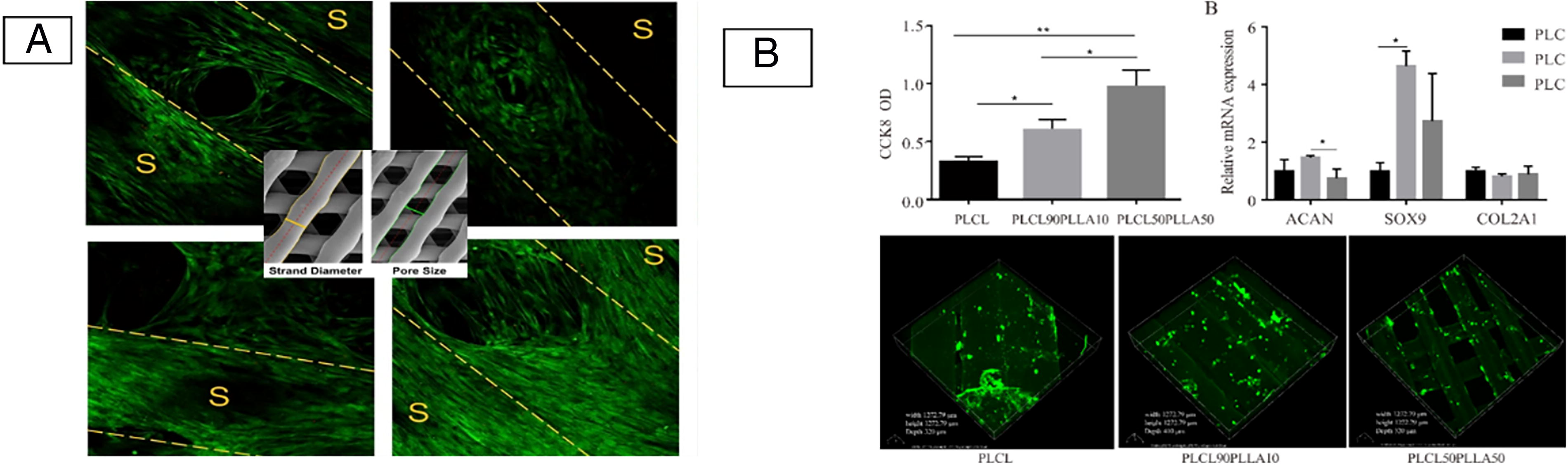
SEM of pristine and 16-week degraded samples
In other words, elongation to break indicates the ductility of any material and the percentage change in its length before it fractures. So, length increases by tugging. Usually, it breaks when it reaches a certain length, especially for athletes and sportspersons, with considerable physical activity experience. 236 It is a measure of ductility, so thermoplastics are >100%, and thermosets are <5% elongation to break. 238 Polymers have Young’s modulus, but substantially lower than metals. 239 Polymers sometimes are brittle when they have a greater Young’s modulus, such as ceramics, but elastomers have a lesser Young’s modulus with a flexible nature. 240 The two primary forms of deformations are elastic and viscous. Stress has a direct relationship with deformation in elastic material. Stress returns to its original shape when removed. It permanently deforms when subjected to a viscous tension. Viscoelastic material gradually rises and then falls but never reaches its ultimate state. So, polymer possesses both elastic and plastic behaviors. Depending on the strain rate and the temperature of the specimen described, such greater strain rate elastic behavior is exhibited at low temperatures, and lesser strain rate viscous behavior is determined when the temperature increases. These stress relaxation and creep recovery features are very important, especially in biological settings. Polyester and hysteresis are referred to as viscoelastic material. 241 Many human body systems exhibit this type of viscoelastic property. So, biological tissues are viscoelastic in nature, for example, the aorta. 242
Thermal characteristics of polymers are also highly important because polymers, particularly the amorphous structure, exhibit both glassy and rubbery states at lower temperatures. Polymer molecules vibrate but with no significant movement, causing the resemblance of polymers to glass and hence the term “glassy state.” This causes them to become brittle, stiff, and rigid. The amorphous portion of the polymer becomes rubbery with an increase in temperature, which means it becomes soft and flexible, much similar to rubber. The crystalline component of the polymer begins to form at certain temperatures due to changes in the melting temperature. 243 The melting temperature of the polymer might range between 200°C and 300°C. Although biomaterials within the body are not subjected to such intense temperatures, the focus of researchers has been on additives to minimize the high temperatures in biopolymers. So, the significance of these temperature factors influences the polymer’s volume and dynamic mechanical characteristics. 244 Table 3 represents the various biopolymer types and their biomechanical properties.
Classification of Available Biopolymers and Their Properties for Fused Deposition Modeling, Selective Laser Sintering, and SLA Printing
Technical details: FDM is the layer-by-layer deposition of molten polymer filaments to construct 3D structures. Precise control of printing parameters such as temperature and layer height is crucial for attaining desired material qualities, 263 a technique that involves extruding thermoplastic polymers through a heated nozzle to create structures, such as PLA, PCL, and polyether ether ketone (PEEK). The optimal printing conditions range from 190–220°C for PLA to 240–260°C for PCL, depending on the polymer’s glass transition temperature. Maintaining the print bed at 40–60°C for PLA and 55–65°C for PCL improves adhesion and reduces warping. A slower printing speed (30–50 mm/s) can result in higher precision and better surface finish. 213 However, FDM faces challenges such as biocompatibility concerns, resolution and surface finish, and achieving uniform HA dispersion due to its extrusion-based nature. Biocompatibility concerns arise from residual stresses and shrinkage during cooling, which can cause delamination or distortion in scaffold structures, impacting mechanical strength and pore uniformity. Microscale resolution for intricate tissue scaffolds is challenging, especially for vascularized tissues. PCL-HA composites have shown enhanced osteoconductivity in bone tissue scaffolds, but uniform HA dispersion remains a challenge due to FDM’s extrusion-based nature. 265 SLS uses a laser to selectively fuse powdered polymer ingredients layer by layer. Polyamide (PA) materials are extensively used in biomedical applications because of their biocompatibility and mechanical robustness and are suitable for producing complicated geometries without the need for support structures. 266 SLS is a process that uses a laser to sinter powdered materials, such as PA (nylon), PEEK, or custom blends of biocompatible polymers, to form a solid structure. SLS requires precise control of laser power (20–50 W) and a scanning speed (500–800 mm/s) to ensure uniform sintering without overheating, which can cause material degradation. 267 Maintaining the powder bed temperature close to the polymer’s melting point is crucial to reduce thermal gradients and warping. However, SLS faces challenges such as material constraints, the use of a limited number of synthetic biopolymers, and controlling porosity, which is essential for tissue scaffolds, especially for vascular networks. Research into nylon-based composites with HA nanoparticles has shown promising results in bone regeneration, but controlling the nanoparticle distribution remains a key challenge. 261
SLA uses a laser to selectively polymerize liquid resin layer by layer, resulting in complex and high-resolution structures. Biocompatible resins, such as photopolymerizable acrylates, are extensively used in biomedical applications. It has a super surface polish and resolution, making it suitable for applications demanding high accuracy.
269
Photoinitiators used in synthetic biopolymers are highly sensitive to UV light (∼365 nm). Laser powers around 100–250 mW are typical, depending on the resin’s composition. Reducing layer thickness (20–100 µm) and carefully controlling exposure times (1–5 s) can yield high-precision structures with smoother surface finishes. Many synthetic biopolymer resins used in SLA may release toxic by-products upon degradation, limiting their application in tissue engineering unless postprocessing steps (e.g., washing) are done to remove residual monomers. While SLA allows for high-resolution features, the printed scaffolds often have low mechanical strength, making them unsuitable for load-bearing applications without additional reinforcement; SLA-printed scaffolds using PEGDA composites have shown promising applications for cartilage regeneration.
270
However, the low mechanical strength and long-term stability of these scaffolds remain problematic. Inkjet printing creates droplets of liquid polymer that harden layer by layer allowing for the introduction of numerous materials and even cells into the printing process. Bioprinting, a subcategory of inkjet 3D printing, focuses on generating tissue-like structures.
271
Maintaining an ink viscosity is crucial for DIW, as it must allow flow during extrusion but retain shape postdeposition. Controlled extrusion pressure (100–200 kPa) and slow speeds (1–10 mm/s) are necessary for precision in printing intricate scaffold designs, such as those mimicking extracellular matrix (ECM) structures. Cross-linking is required postprinting to stabilize the structures.
272
Achieving uniform cross-linking can be challenging, especially in the case of composite inks containing synthetic polymers. DIW is prone to structural collapse during printing due to gravity, especially for large scaffolds.
273
This often limits the technique’s application to smaller, softer tissue scaffolds. DIW of PCL/collagen composites has been studied for cartilage repair, where the combination of natural and synthetic polymers aids in both mechanical support and biological integration. However, ensuring homogeneity of the composite material during the extrusion process remains a challenge.
274
Initially, scaffolds were made using traditional manufacturing processes. Recently, many porous and complex 3D structures have been made mostly via additive manufacture, which addresses the limits seen in traditional production methods, controlling pore geometry, connectivity, pore size, and more effective customization of produced scaffolds. Scaffolds are 3D constructs that are commonly used in regeneration and tissue engineering. Scaffold pore size and porosity are crucial in biological applications.
275
The open porosity of scaffolds is an important concern in their design and fabrication. It ensures the flow of the blood or culture media, and hence, the continual delivery of nutrients and metabolites, as well as the transfer of oxygen. Furthermore, porous scaffolds promote tissue development. While offering enough mechanical strength for implantation and transplanting in the human body, increased porosity and enhanced mechanical characteristics aid in scaffold proliferation, in vitro cell development, and mineralization.
276
As a result of the growth of 3D printing technology, a substantial study on printing materials, allowing the production of a wide range of high-performance polymers with good mechanical properties similar to metals and the evaluation of structures built with AM technologies, is made based on their features, including mechanical characteristics such as impact resistance, flexural strength, tensile strength, economic factors such manufacturing time and material usage, form correctness, and dimension. To achieve their intended mechanical characteristics, a thorough comprehension of the connection between technical process parameters and mechanical efficiency is required.
277
Mechanical qualities cannot be controlled through alteration in a single parameter; instead, management of numerous factors is required for the achievement of good results. Finding appropriate material is still a problem that researchers must overcome. When compared with other thermoplastic polymers studied, PLA’s mechanical reaction is better, and AM-produced PLA has the highest tensile strength.
278
Gaps in FDM compared with other AM processes: It has lower resolution and surface polish, and high-temperature polymer printing challenges that might benefit specific biological applications. While FDM has been successful with a limited range of synthetic biopolymers, many tissue engineering applications require materials that are more biomimetic or include bioactive molecules. Current FDM techniques are limited in their ability to incorporate sensitive biomolecules or living cells without compromising their functionality due to the high temperatures involved. 279 This gap has been noted in studies focused on bioprinting scaffolds for bone regeneration, where osteoinductive factors could not be included. Although FDM is effective for fabricating structures with specific mechanical properties, it struggles to recreate the heterogeneity of native tissues. 265 For instance, layered tissues such as skin or vascular structures require complex gradients of mechanical properties and bioactive cues, which are not easily achievable with standard FDM processes. Postprocessing could be necessary to increase biocompatibility and surface quality. 280 In the SLA process, the main limitation is the availability of biocompatible and biodegradable photopolymerizable resins. Many of the commercially available resins are either toxic or nondegradable in the body. Advances are needed to develop novel resins that combine mechanical strength, bioactivity, and biodegradability. 281 SLA is excellent at the microscale, but tissue regeneration often requires architectures at the nanoscale to better mimic the ECM. Recent studies have emphasized the role of nanoscale topographies in guiding cell behavior; however, SLA’s resolution limitations prevent the creation of such features The necessity for support structures might complicate the design and need additional processes for removal. 282 SLS has limited availability of US Food and Drug Administration (FDA)-approved biological materials. Postprocessing measures could be needed to obtain optimum biocompatibility. The key limitation is the high energy required for sintering, which can denature proteins or degrade bioactive molecules incorporated into the biopolymer powder. This limits the ability of SLS to integrate bioactivity into scaffolds, as noted in studies that aim to develop SLS-based bioactive scaffolds for bone and cartilage repair. The ability to precisely control the printing process for complex structures in bioprinting remains a challenge 283 Hydrogels used in DIW often lack the mechanical strength required for load-bearing tissues such as bone. Studies have shown that despite good bioactivity, the mechanical properties of DIW-printed scaffolds are inadequate for certain applications, such as tendon or cartilage repair. 272 Many DIW-fabricated constructs require extensive postprocessing to achieve the desired properties, such as cross-linking or further material reinforcement. This complicates the fabrication process and introduces additional challenges, such as ensuring uniformity in the cross-linking throughout the structure. In comparison with other AM processes, in the DLP there are less biocompatible materials available. Scaling up the printing size without affecting resolution is difficult. 284
Overall synthesis of biopolymer AM technology: The techniques discussed offer significant opportunities for tissue engineering advancement, and also reveal clear research gaps. Identified research gaps and their impact on the field: The availability of biocompatible, biodegradable, and bioactive materials in additive manufacturing (AM) techniques remains a major challenge, impacting the ability to create scaffolds that fully mimic the native tissue environment. The resolution of many AM techniques, particularly at the nanoscale, is insufficient to fully replicate the complexity of tissues such as bone, cartilage, or skin. This gap hinders the full functionalization of scaffolds. 267 Integration of bioactivity is also a challenge in many AM techniques, such as SLS and FDM, due to the high energy or temperatures involved in the process. Integrating growth factors, peptides, or proteins without compromising their activity is vital for advancing tissue regeneration strategies. Solving this problem could enable more effective scaffolds that actively promote tissue regeneration. 267 Mechanical strength for load-bearing applications is also a gap, particularly for tissues such as bone and cartilage. While bioinks used in DIW or SLA offer great flexibility and cell compatibility, their mechanical performance needs to be enhanced to expand their use to a wider range of tissue types. 285 Addressing these gaps could lead to major advancements in tissue engineering, such as material innovation, functional scaffolds with bioactivity, and customization for complex tissues. By addressing these gaps, the field could achieve a more complete synthesis of materials science, biology, and AM technologies, leading to new insights into tissue repair and regeneration, ultimately improving clinical outcomes.
Ceramic composites
Ceramics can be potentially used as medicinal biomaterials. They are finding several uses because of their helpful properties, such as osteointegration and biorecognition. Bone contains a lot of ceramic particles.
286
Bone is primarily composed of HA as a substance.
287
Ceramic oxides, including alumina and zirconia, are finding applications in the biomedical field as biomaterials such as spacers, fillers, and coating materials.
288
Therefore, their incorporation into dental and orthopedic applications is easy due to their high biological compatibility. The most notable downsides are their inability to withstand the tensile strain and fracture propagation.
289
Despite certain drawbacks, they also have many benefits when used as biomaterials. They are highly resistant to wear and corrosion. Table 4
Synthesis of Various Bioceramics Related to Their Mechanical Properties, Functions, Advantages, and Disadvantages
The tricalcium phosphate (TCP) ceramics are bioresorbable, implying the disappearance of calcium phosphate over time. This filler will resorb with the start of the bone’s growth or scaffolds. So, based on these classifications, bioglass and glass ceramics are nontoxic and chemically connected to the bone, with excellent benefits. Glass ceramics have osteoinductive properties. Hence, they encourage the growth of the cells. Calcium phosphate ceramics are nontoxic, bioresorbable, and osteogenic. However, zirconia ceramics are bioinert and noncytotoxic. Generally, carbon is also being used as ceramics, which have no tissue reactivity or cell toxicity but have excellent mechanical qualities of bone. However, carbon is a versatile biological substance with many potential applications. As a result, many of these characteristics also become apparent for those interested in or seeking biomaterials with osteoinductive or bioresorbable properties and are bioinert. 313
When comparing Young’s modulus with fracture toughness, HA, silica, and ceramic have high Young’s modulus but low-fracture toughness. They break down faster than bone or dental material when a flaw or fracture occurs on the material. For example, biosilica-based materials such as bioglass and zirconia are more fracture-resistant than calcium phosphate and silica HA ceramics. 314 Many ceramics have high, compressive Young’s modules, despite low-fracture toughness. The compressive strength of these biomaterials is astounding. A close look at each of these biomaterials shows the use of polycrystalline alumina and sapphire in dental applications as a support to prostheses during the growth of osseous tissue. Zirconia’s exceptionally outstanding strength and fracture resistance compared with other ceramics has led to its widespread use in modern dentistry applications. 315 Therefore, it is recognized as a superior material and finds use in total hip replacement and ball heads. 316 It offers protection against wear 317 and has high osteointegration properties, 318 and its biocompatibility makes it an excellent choice for bone replacements. These include acetabular inlays, 319 condyles, 320 finger joints, spinal spacers, humeral epiphyses, hip endoprosthesis, and other hip replacements. Several uses of zirconia are seen in situations where the ball and socket movement is required. 321 It is catching up to alumina due to its superior fracture toughness compared with other bioceramics, although both materials have excellent orthopedic and dental uses.
HA and beta-TCP are often used as bioceramics, known as TCP. Therefore, HA and beta-TCP are commonly named as calcium phosphate. 322 The calcium-to-phosphorus ratio is typically about 1.67:1. Calcium phosphate, one of the main components of bone along with HA, is also used as a filler in bone implants. 323 As a result, osteointegration occurs without any complication. Glass is a mixture of silica and boron. Hence, silica-based materials, such as (SiO4), have to create hard-tissue prostheses. These materials are encased in biomaterials due to their good mechanical qualities, making them ideal for orthopedic and dental applications. Bioglass is typically composed of silica and is biocompatible. It usually contains a variety of silica mixtures. 324 In addition, other combinations of bioinert and bioactive ceramics could be considered. Thus, both bioactivity and mechanical strength could be achieved. Figure 13 shows the comparison of biomaterial’s biomechanical properties and the study of composites with inorganic materials is now a subject of investigation.
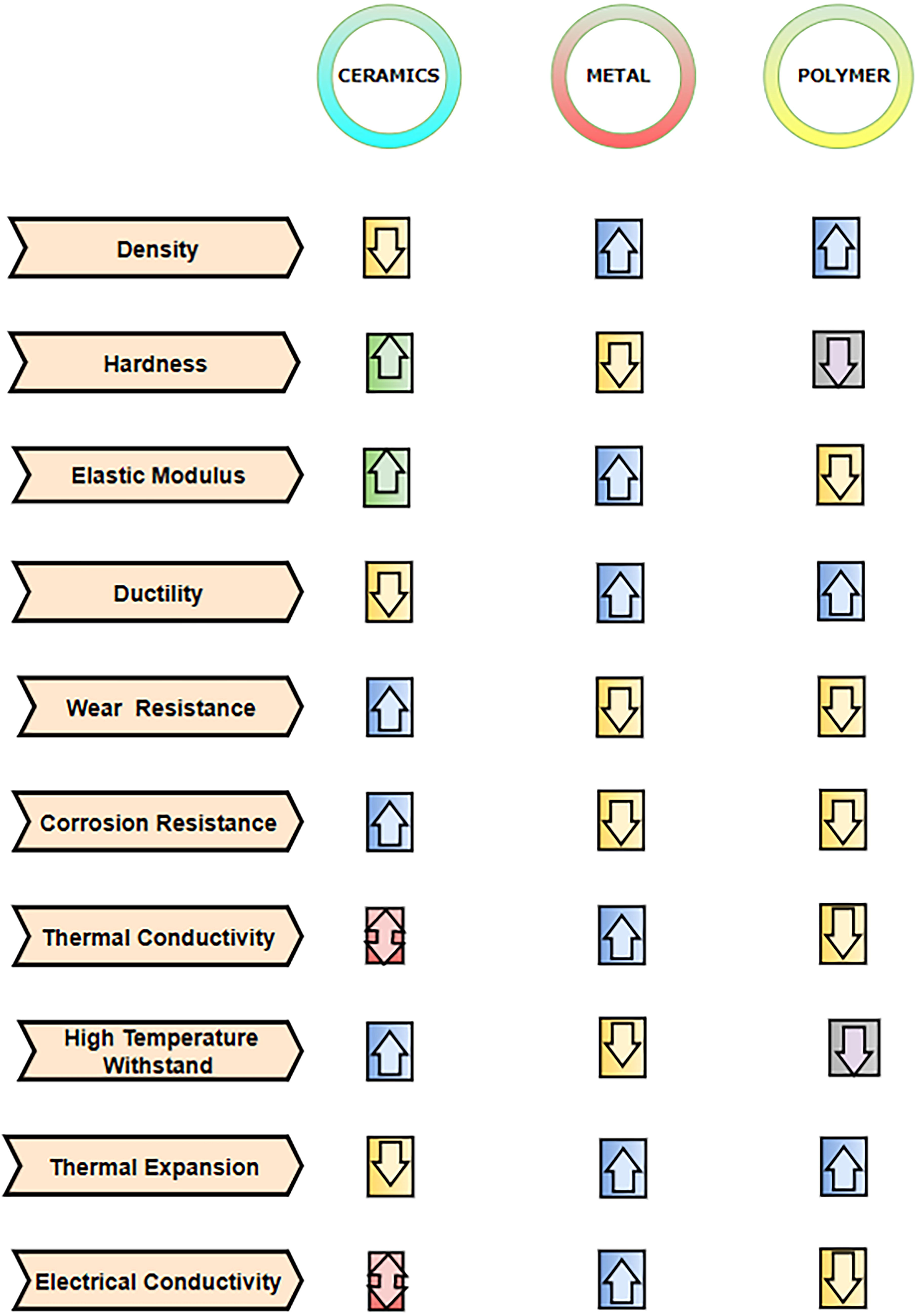
The comparison of biomaterials’ (metal, ceramics, and polymer) mechanical and physical properties.
However, HA is utilized with alumina ceramics. For instance, HA may have low qualities, whereas alumina may have higher qualities, and yet HA is bioactive. Composites may be formed by combining these two features, enhancing osteointegration and bioactivity, while metals may be coated with HA or bioglass for improvement of their bioactivity. Metal joints may also be coated with HA to protect them from environmental corrosion. This opens up a vast array of potential outcomes, when it comes to biomaterials and ceramics. 325
A high-density alumina is used in the total hip, prosthetic hip, and knee implant.
326
The metal-on-metal interactions lead to debris accumulation and metal leaching in these joints; they are physically coated with bioglass to alleviate this problem. In addition, intramedullary nails, made of carbon fiber and polysulfide, are orthopedic devices.
327
Artificial limbs are built from bioglass and carbon fiber composite material. This is partly due to the high creep resistance and low density of carbon fibers and their excellent thermal and electrical conductivity.
328
Vertebrae are separated with alumina spacers, and end osseous teeth can be made of various materials such as dense HA, bioglass, and alumina for replacement of alveolar and mandibular bone.
329
Anchors for orthodontic braces are made of alumina and bioglass.
330
Most of the ceramics, such as fillers and coating, are used where bone is involved and then some teeth-related orthodontic anchors.
Technical specifications in AM ceramic composites
Technical specifications for PBF use laser sintering or melting to selectively fuse ceramic powder layers. This approach allows for the creation of complex geometries and high-density components.
331
Optimization of energy sources: Efficient sintering/melting conditions need precise laser parameter control, such as power and scanning speed. Important points to consider are that understanding the sintering behavior of different ceramic materials is necessary for successful PBF.
332
Layer-by-layer deposition of the BJ entails applying a liquid binder to layers of ceramic powder, which is then cured, using mild conditions below 60°C to maintain cell viability. Bioinks with low ceramic particles (5–10 wt%) such as HA or bioactive glass have been successfully printed for bone regeneration. The bioink’s viscosity, typically 10–40 mPa·s, ensures proper droplet formation and deposition. The main challenge in bioprinting is maintaining uniform ceramic particle dispersion in bioink, as agglomeration can compromise the scaffold structure.
333
Achieving mechanical strength and biocompatibility is challenging without postprocessing techniques such as sintering, which can damage living cells if applied to bioprinted scaffolds. Inkjet bioprinting was used to enhance HA-based scaffolds for bone regeneration, but mechanical strength remains a challenge for load-bearing applications, necessitating further optimization of bioink composition.
334
Excellent throughput BJ is well-suited for the mass manufacture of ceramic biomedical parts due to its high throughput.
335
SLS can sinter materials such as HA at temperatures ranging from 1000°C to 1400°C, depending on the desired density and porosity of the final product. This technique is particularly effective for fabricating porous scaffolds, with pore sizes in the range of 200–500 µm being ideal for bone tissue engineering.
336
However, it faces challenges in achieving full densification, affecting mechanical properties and causing phase changes in bioceramics such as zirconia, leading to brittle behavior. Precision control of laser parameters is crucial to prevent excessive porosity or incomplete fusion. SLS-produced HA scaffolds show excellent biological performance in vivo, but their mechanical strength remains a limitation for load-bearing applications.
337
SLA selectively cures liquid photopolymer resin in layers. SLA’s high resolution and precision make it ideal for creating complex ceramic components. Formulation of materials to achieve effective SLA is essential to develop ceramic resin compositions with appropriate rheological characteristics.
338
Bioceramic particles can be incorporated into the resin to enhance scaffold bioactivity. For instance, adding 10–30 wt% of calcium phosphate ceramics such as TCP or HA to photopolymer resins has been shown to promote osteoconductivity. The main challenge lies in ensuring uniform dispersion of bioceramic particles within the resin, as agglomeration can occur, leading to structural defects in the scaffold. Postcuring sintering is often necessary to improve mechanical properties, but this can result in shrinkage or deformation of the scaffold.
339
SLA has been used to fabricate bioceramic composite scaffolds with HA and β-TCP embedded in photopolymers for bone tissue engineering. In one study, TCP-containing scaffolds exhibited excellent osteointegration, but shrinkage during sintering reduced dimensional accuracy.
340
DIW is effective for materials such as HA or zirconia when mixed with a binder to create a shear-thinning paste. The extrusion pressure ranges from 0.1 to 10 MPa, and postprocessing sintering at 1200°C to 1400°C strengthens the scaffold. The main challenge with DIW is balancing viscosity and printability, as too thick or thin paste can clog nozzles and lose shape fidelity. Postsintering shrinkage can alter scaffold dimensions, impacting clinical applications.
341
DIW has been successfully used to create HA-zirconia composite scaffolds for bone tissue engineering, enhancing osteoconductivity and bioactivity in vivo but necessitating postsintering densification for improved mechanical properties.
In SLA, curing depth as a strong influence on the precision in formability of zirconia implant, shown in Figure 14, 342 was produced using this technique. Linewidth and cure depth can be affected compared with conventional polymer-based SLA. Fine particles and a high-volume percentage are required for the fulfilment of the criteria for both formability and sinter ability to produce ceramics with a high density using the traditional SLA process, which uses dispersions with less than 5pascal viscosity. SLA has an outstanding surface finish but is expensive and requires a long postprocessing time for curing and resin removal. Any material requires heating for an increase in the density of ceramics and the removal of organic resin and sintering it. A custom zirconia dental implant, Radiographic Absorbed Intensity (RAI), was accurately printed using the SLA technique. The printed RAI was 6.67% larger, 46.38% of printed RAIs were larger than the original teeth, suggesting they were replicas. Digital mirroring equipment resolution and ceramic/photopolymer composition are factors that influence printing accuracy. According to experts, regionally graded composition, microstructure design, and shape may be tightly controlled. 342 SLA was utilized in the production of accurate bespoke zirconia dental implants. Surface topography, dimensional accuracy, and mechanical characteristics were examined. Researchers indicate that the printed implant has great dimensional precision and mechanical qualities comparable with commercially manufactured ceramics (milled zirconia 800–1000 MPa). 344

Postcementation, SLA AM of fixed prosthesis zirconia crowns. 342 Reprint with permission.
Dental ceramic items manufactured via direct ME have bad mechanical characteristics as the stacking process has weak adhesion and porosity. So the ceramic should have a high solid volume percentage to prevent shrinkage during curing, withstand stresses, and maximize product density and strength. 345 At 1100°C, β-TCP changes into α-TCP, due to its greater solubility and biodegradability, which affects its uses. Second, higher temperature processing can induce fissures and porosities. 346 Porosity has three forms, namely, micro, meso, and macro. The addition of TCR bioglass is done for an increase in the biological function of PEEK scaffolds. TCR bioglass is added to PEEK scaffolds to boost their bioactivity. The results show that osteoblast attachment and activation can be significantly improved by using bioglass in the composition compared with another composite. Porous PEEK components are made using FDM systems based on syringes and filaments. 347
In the case of SLS, PBF procedures are faster than other methods. Direct energy deposition does not use binders for the production of intermediate green bits. Hence, no debinding is needed. Printing requires rapid sintering, which can cause thermal shock and cracks due to the high heating and cooling rates. Preheating the powder addresses this issue, and powder combinations of ZrO2 and Al2O3 avoid this problem.
347
Sintering of the ceramic is not required in this method. Hence, there is no need for postprocessing. Microstructure pore size and shape are controlled by SLS process settings. There is no pure HA in SLS, according to research. Polymer matrix and HA filler are found in many composite materials. Bone tissue healing utilizes HA as a ceramic substrate. In addition to becoming more osteoconductive, the scaffold becomes stronger and more durable.
348
Challenges with PBF-printed ceramic products involve attaining a smooth surface finish and high resolution. Material PBF applicability is limited by the lack of ceramic materials tailored for it. Optimizing density and limiting residual stresses are challenges. 349 Limited bioceramic powders are suitable with PBF. Mechanical strength combining BJ with bioceramics to get equivalent mechanical strength is still a difficult challenge. 350 While using SLS printer, achieving full elimination of binder residual during postprocessing is essential for biocompatibility, although it may be challenging. The variability in mechanical properties of bioceramic composites under different printing conditions remains a challenge, and a systematic study correlating SLA process parameters with mechanical performance could provide a comprehensive understanding of optimizing these parameters for tissue engineering applications. Long-term biocompatibility and degradation studies are crucial for ensuring clinical relevance. Current research primarily focuses on laboratory-scale production, lacking exploration into scalable manufacturing processes for bioceramic composites. 344 Investigating the scalability and cost-effectiveness of SLA techniques is essential for translating to clinical applications. Customized porosity and architecture can significantly impact cell behavior and tissue integration, and future studies should explore the influence of varied porosity and architecture on cellular responses and tissue regeneration outcomes in SLA-fabricated composites. 339 SLA process evaluation of material purity in several possible applications is limited by a lack of biocompatible ceramic photopolymers. 352 Despite advancements in SLS techniques for bioceramic composites, several research gaps persist. First, there is a lack of standardized protocols for SLS processing parameters, causing variability in outcomes and affecting reproducibility and scalability. 353 Second, most studies focus on short-term in vitro evaluations, lacking long-term in vivo studies for understanding degradation behavior and integration with host tissues. 337 Third, the synergistic effects between bioceramics and polymers in composite materials are not well understood, necessitating further research. Fourth, patient-specific customizations in bioceramic scaffolds for tissue engineering applications are underexplored, despite prior studies showing improved integration and functionality in implant design. 336 The literature highlights the need for optimized sintering protocols to eliminate residual stresses, which has been insufficiently addressed in existing studies. Addressing these gaps could lead to the development of ceramic scaffolds with enhanced mechanical properties and better integration with host tissues, thus improving the overall functionality of tissue-engineered constructs. This would be particularly impactful in bone tissue engineering, where mechanical strength is critical.
Using inkjet bioprinting, the rheological behavior of bioinks containing bioceramics is underexplored, affecting printability and resolution. More comprehensive investigations are needed to optimize these properties for specific bioceramic compositions. 354 Research on cell-laden bioinks faces gaps in compatibility with various cell types and lacks focus on biocompatibility and cellular response, highlighting the need for further research. The gaps in long-term stability and degradation of printed constructs, vascularization of printed structures, and regulatory and standardization challenges hinder the translation of bioprinted constructs from research to clinical settings. Longitudinal studies are needed to understand these constructs’ behavior in vivo, and existing research does not adequately address the incorporation of vascular networks within printed structures. Studies focusing on mechanical properties by Zhang et al. 334 reveal that while mechanical integrity is critical, the biological performance of constructs must also be prioritized through better cell integration strategies. Using the DIW process, the research gaps in bioceramic composites include limited understanding of bioactivity and degradation rates in physiological conditions, and a need for standardized protocols for optimizing ink formulations that balance printability, mechanical strength, and biological performance. 341 Existing studies often overlook long-term bioactivity and degradation mechanisms in vivo. In addition, there is a need for comprehensive guidelines on achieving optimal properties for specific tissue engineering applications. A study by Santos et al. 267 highlights various formulations but lacks comprehensive guidelines on achieving optimal properties for specific tissue engineering applications.
Ceramic–polymer composites
Polymer–ceramic composites include collagen and HA. Collagen is a polymer, whereas HA is inorganic. They support each other very well. They are also popular in biomedical applications. Polymers promote cell growth. The use of bioactive ceramics does not cause the decomposition of polymers. Ceramics are bioactive, the combination of polymers may drive cell growth and decay without leaving any foreign material. 355 Polymers may be used for growth and tissue engineering as they are biochemically and mechanically inactive. Ceramics are brittle. So, they cannot bear much load. Hence, polymers outperform ceramics in bearing applications. Many dental and bone applications use these polymer–ceramic combinations. Polymers are reinforced with inorganic, calcium sulfate, alumina, and HA, while bone consists of polymer ceramic composites. This combination provides better self-response, mechanical characteristics, tissue integration, and various advantages, 356 as shown in Table 5.
Mechanobiological Literature of Polymer and Ceramic Composite Materials
CT, computed tomography.
Tissue Repair and Regeneration
When it comes to materials, there are metals, ceramics, polymers, natural biopolymers, and natural biomaterials. A look at the repair and regeneration of tissue applications, grouped into hard and soft tissues, reveals cardiovascular applications, orthopedic applications, dental applications, plastic surgery, wound healing, neurological applications, and ophthalmology applications. As a result, you may segment the market depending on materials or applications.
Hard-tissue composites
AM allows for the creation of intricate structures for medical hard tissue. Generally, scaffolds for bone and tooth tissue have been known to take the form of solid or porous structures, either in bulk or individually constructed, to meet a specific function.
Dental implant composites
Dental implants are quite ancient, the use seen from many centuries when people had their teeth replaced with artificial materials. Ti is a biocompatible metal with high strength and harness. As a result, it is widely used in orthopedic applications and also in dental equipment such as screws. 413 Alumina is a fairly biocompatible material despite being a ceramic or an inorganic material. Therefore, it finds extensive use in various dental implements. HA is also used in dental equipment to fill gaps. 259 Then, there are tooth fillings in several forms such as mercury, PMMA, and acrylic acid. When it comes to dental implants, the thermal expansion coefficient is the most important factor to consider. 414 As a result of temperature changes, the shape of an item shifts as well.
The following equation may be used for the calculation of the thermal expansion coefficient:
In dental implants such as PMMA are very important when dealing with materials that need sterilization. The use of methylacrylate is recommended considering all of the polymerization. Polymerization also raises the temperature significantly, which can cause variations in thermal expansion and volumetric expansion. 415 Changes in the temperature inside the implants and the dentin teeth placed may also occur. Changes in their linear and volumetric growth rates lead to many consequences. So, materials should be designed to have volumetric or linear expansion coefficients comparable with dentin and other parts of the mouth cavity. Another part is the directed tissue regeneration membrane and the void filling in the dental region, filling up the tooth space. Development of material is seen following extraction. Therefore, it should degrade gradually. Especially in acid environments, ceramics may get damaged due to changes in pH. Dental implants such as calcium phosphate and HA are susceptible to changes in pH. 416 Decision on the use of ceramics depends on the specific situation.
Another important metal is also used in dental alloys for filling the teeth. Dental amalgams are used for filling in teeth. Mercury-based dentistry has been around for hundreds of years, for example, silver and mercury, copper and mercury, and strontium and mercury. Mercury is malleable and so can be molded to fit any form or gap, filling it and solidifying rapidly. 417 As a result, amalgam is still widely utilized in the form of mercury, it poses a concern due to the risk of leaks, which can be harmful to users. However, one of its key benefits is its ability to solidify into almost any shape, making it ideal for filling voids, holes, and other irregularities. Since then, dental amalgam has become highly popular. Crowns and bridges are made of noble metals and base metal alloys. 418
The PMMA-based front end can be used in partial dentures since it matches the color of natural teeth. 419 Face reconstruction or jaw reconstruction has to be done when an accident occurs, due to a major injury. Components such as wires and brackets are used as orthodontic materials. These materials include nickel–Ti alloys, Ti, and SS, in which Ti and Ti bridges are used as dental implants. A high level of inherent strength and fracture resistance is essential, since teeth undergo much mechanical activity with jaws moving teeth up and down, touching one another, food, and then bodily fluids, enzymes, and germs. So, teeth constitute a hard environment, where there will be much wear and tear since they move constantly. In addition, any dental material needs to be biocompatible as it comes in contact with body tissues and the mouth’s inner portion as well, such as the tongue, saliva, and other fluids, and in contact with numerous supporting tissues. Dentistry is a very complex field. So, the development of materials that are durable, strong, and wear-resistant is a challenging task.
As for inlays, onlays, and endodontic posts, they must be strong and tough. Wear resistance is due to a lot of mechanical activities, between teeth and food, and particle corrosion resistance as they are subjected to body fluids, as well as touch with both hard and soft tissues. Therefore, compact thermal expansion coefficients of metals and porcelain cladding are issues that have been engaging the attention of researchers for a long time. So, metals are covered with porcelain, due to strong bonding and good corrosion resistance.
Dental wires can be made from a broad range of composite materials, including Ti, SS, nitinol, cobalt, and chromium-nickel. They have high yield strength, but the elastic modulus, which is important to match bone modulus that is critical, is low. So novel material combinations such as nitinol are used. 420 Dentists use alloys such as gold silver alloys, silver copper alloys, various forms of silver and copper, and silver tin alloys, for construction in bridges, inner and outer cladding, and other dental components. 421 Other alloys include cobalt, chromium, nickel, and nitinol, for example, “hyperelastic wires” made of nickel–Ti alloys. 422 Apart from orthodontic wires, which hold the jaw in place, and cranial wires, which hold different fractured portions of the skull together, most of their application is in wires. As a result, metals abound in this specific application. Scanning or imaging technologies such as CT and MRI, and intraoral scanning combined with PMMA applications, are acquiring greater importance in dentistry. 423
Orthobone composites
Bone deficiency either congenital or caused by an accident is referred to as a bone defect. Biomaterials, such as cellulose and collagen, are used to fill the defect. 424 In joint prostheses, bone plates are used in the replacement of joints. They are made of various materials or even a combination of two or more materials. Researchers have attempted at cultivation of cells on surfaces with scaffolds for tissue engineering, a discipline that has seen significant growth over the past 5–10 years. Consequently, once they are perfected, they can be utilized to replace human tissues that have been injured or compromised by disease. 425 The human body has 270 bones at birth and 206 bones as one gets older due to some bones getting fused. Human bones, the humerus at the radius, outside, the ulna, which is within the arms, hands, and fingers, the femur, lower fibula, tibia, and feet, as a result, many bones are subjected to tremendous tension and compression. 426 During orthopedic surgery, such as bone replacement or defect filling, the biomaterial is a metal, a combination of metals and ceramics, or a polymer. Different mechanical properties of the biomaterial require consideration when it comes to orthopedic materials.427,428 Metals such as Ti, SS 316L, and alloys are commonly utilized in the orthopedic field. Pure Ti cages are used in the treatment of long bone abnormalities. Special action is required to deal with the increase in deformations. In this case, Ti cages cure long bone segmental abnormalities. 429 The mechanical characteristics of these biomaterials must meet the requirement. They must either be in a tension or compression state. The stress-to-strain ratio is the elastic modulus. The most significant problem is in finding a material with the same elastic modulus. Bone has a low elastic modulus, and hence, any material with a high elastic modulus such as SS can be used. So then comes Ti. Now, researchers are looking into additional alloys for the decrease in the elastic modulus. 430 Materials having a higher elastic modulus are generally used for bone replacement. However, researchers realize such materials near the bone could cause problems due to their different elastic modulus values, beginning with deterioration in bone strength primarily supported by materials with a great elastic modulus, called stress shielding. 431
Much research is currently being conducted on materials with extremely low modulus of elasticity with the inclusion of ceramics and some of the oxides. Ceramic segments, including aluminum oxides, 432 zirconia, 433 calcium phosphate, 434 calcium sulfate, 279 carbon, 435 and glass 436 ceramics, are grouped, they are highly biocompatible and fit flawlessly into the human body without causing any negative effects. HA, calcium phosphate, and calcium sulfate are components of bone and other soft tissues; besides, they are biocompatible, with the same compressive strength and elastic modulus as the bone. Hardness is the next quality to be considered in biomaterials. A certain level of hardness is required considering the nature of the bone. To be safe, they should be hardened but not harder than the bone itself in surgery. The substance adjacent to the bone may penetrate the bone. Thus, matching the hardness is quite crucial. 437 Fracture strength is the maximum allowable stress before a material fracture. That is why it is important to have high fracture strength. Another important one is fracture toughness, which refers to the progression of the material break. This is particularly true for ceramics, which keep the biomaterial’s long-term clinical viability and serviceability. Thus, the durability of the biomaterials is important. Fracture toughness refers to the rate at which a material’s tensile strength is sustained. In other words, fatigue results from a lack of these properties. The diaphragm heart valve closes and opens repeatedly. Repeated loading or cyclic loading is another name for this mechanism. Therefore, it might have tensile or compressive strength properties. 438 Another important point is Poisson’s ratio. A metal implant in the hole: tension enlarges the implant length but produces shrinkage, which may lead to the formation of a gap in the diameter. So, a high Poisson ratio spells trouble. Strain elongates the length but reduces the diameter. Therefore, these biomaterials are separated from the bone, which might be harmful (or) dangerous. As observed in oral surgery, commonly used screws include Ti and SS for prosthetics in orthopedic cases. 439 When these screws are subjected to tensile stresses, they may elongate a bit. Poisson’s ratio for metals is approximately 0.4; hence, a moderate diameter shrinkage could also occur. 439 The tensile strength of bone is measured between 50 and 150 MPa. 440 Ti is 345 MPa 441 and SS ranges from 465 to 900 MPa. 442 Even though Ti has a lower tensile strength than SS, durability has kept it in widespread usage.
Materials such as alumina, bioglass, and HA (inorganic oxides) have very low tensile strength, used for bone application. 393 Bone has a compressive strength of between 100 and 230 MPa. The organic oxides have strong compressive strength and are found being used in bone replacement. It is vital to note that SS has a similar range of compressive strength to alumina. In comparison, the elastic modulus of bone is between 7 and 30 GPa. SS (200 GPa) and Ti (102 GPa) have an extremely high elastic modulus, and the elastic modulus of alumina (400 GPa) and hydropathies (120 GPa) is also relatively high. The crack and how it propagates is the term that refers to fracture toughness. It is too low for the bones (2 to12 MPa·m1/2), compared with the fracture toughness of other materials, the alumina (6 MPa·m1/2) and HA (1 MPa·m1/2). Their fracture toughness is acceptable as an alternative to bone.
Soft-tissue composites
Scaffolds for use in soft-tissue engineering can be made using a wide range of commercial techniques, such as casting with particle leaching or phase separation, which can create voids in basic geometry. 444 However, AM technologies are best suited for recreating anatomical geometries of individual patients, which are inherently free-form. Additively manufactured tissue engineering scaffolds are fabricated from a diverse range of composite materials, including natural materials, synthetics, and a wide variety of other composites. In such metal-ceramic and polymer, as given in Figure 15, the printed scaffolds are shown. 445 Structures such as the skull, 446 facial skeleton, 447 thoracic/rib region and hearts,448,449 kidneys, 450 and livers 451 can be studied further to understand how cells interact with scaffolds, as well as how culture conditions and growth factors influence these interactions.”452–455

Bottlenecks and Potential Solutions for Tissue Engineering in AM Process
The design and evaluation of soft-tissue fabrication methods are improving. Despite tissue-mimicking materials and technology, standardized assessment methodologies are still necessary. Doctors still inspect models and materials, especially those that simulate soft tissues, while meeting requirements and being objective. Consequently, surgeons get a functional physical model easily and quickly. Surgeons’ time and product completion will be optimized. Medical models for preoperative preparation and medical education can be used, and model availability is enhanced by cost-effective manufacturing processes and materials. Injuries are mitigated by soft-tissue mechanical properties, which are required for computer modeling biological systems, loading, and failure studies. 456 Soft-tissue engineering and cellular seeding have utilized 3D scaffolds, which can be loaded with biomaterials through 3D printing. Cell proliferation, stability, and vascularization should be promoted by components connected to host tissue, and 3D printing should address the major challenges of tissue engineering. 457 Bottlenecks in the AM process for both hard and soft tissues can be addressed by general solutions, as given in Figure 16. Real-time monitoring, standardization, and collaborative research are some examples of such things. While the printing process is being carried out, the implementation of real-time monitoring systems can be of assistance in ensuring quality control and prompt detection of defects. It is possible to improve reproducibility and regulatory compliance in the biomedical field by developing standardized protocols and materials for AM. 458 With research that is a combination of the knowledge and experience of professionals from a variety of fields, accelerating progress can be accomplished by encouraging collaboration between material scientists, engineers, and medical professionals.
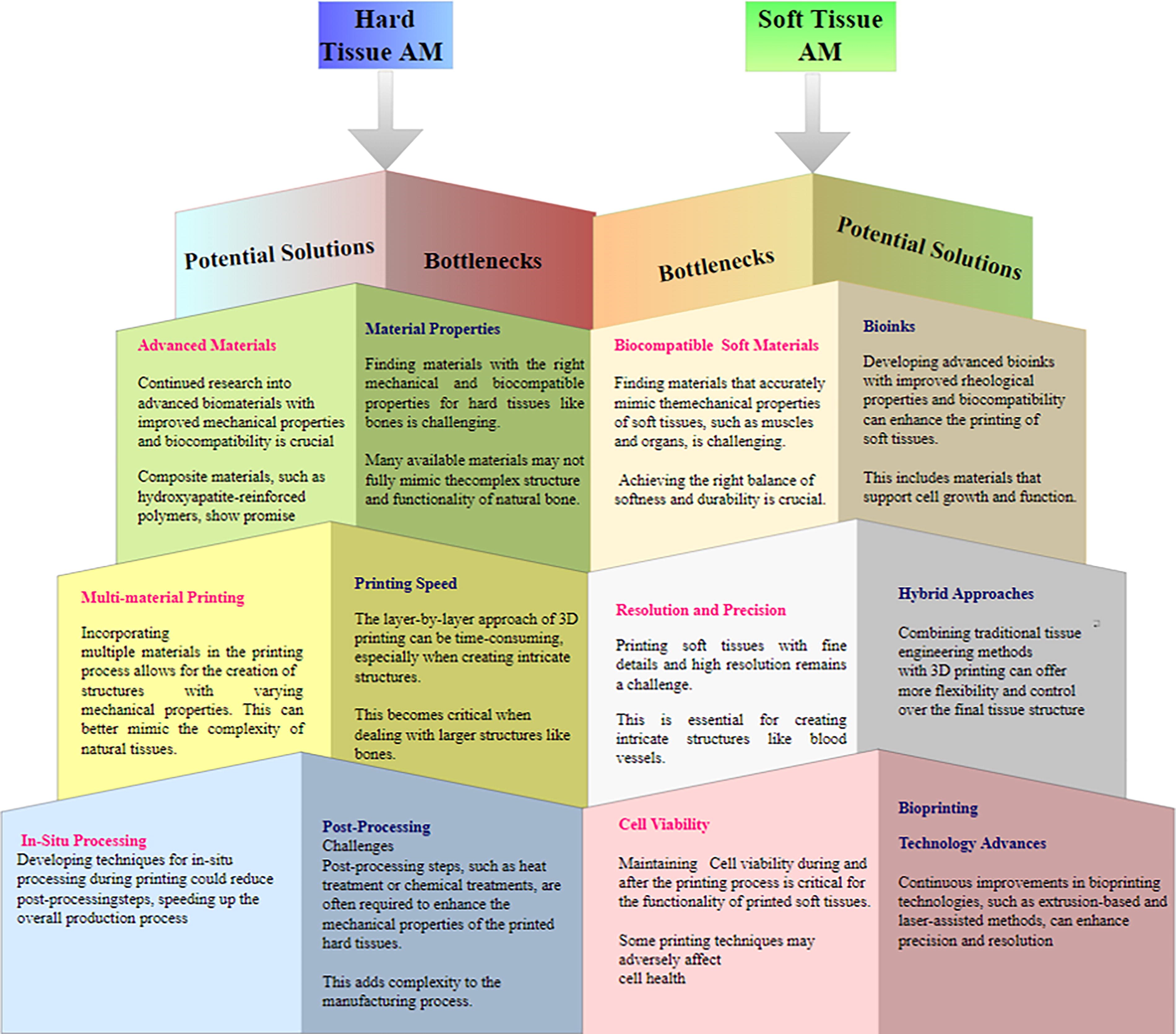
The technical bottlenecks and the potential of solutions of AM of hard and soft tissues.
Clinical studies
Following this complete road map from material design to commercialization will ensure that the finished product fulfills all quality, ethical, and regulatory criteria. From the bottleneck to success, material scientists, researchers, regulatory professionals, and clinicians must collaborate at every stage. “Road Map to Clinical Studies Biomaterial” is a shorthand for a well-planned road map that specifies the important events and milestones that biomaterials must pass through on their path from the laboratory to the clinic.
This road map might help everyone, from scientists to physicians to anybody else interested in the development and testing of biomaterials for application in health care. 459 The road map is a crucial tool for navigating the complicated environment of biomaterial development, ensuring that all required stages are taken and any risks and problems are recognized and handled. 462 Figure 17 shows the road maps for the tissue engineering clinics. Furthermore, by encouraging cooperation and communication among multiple stakeholders, the road map allows the interchange of information and skills, resulting in more efficient and effective biomaterial development. Finally, the effective translation of biomaterials from the laboratory to the clinic is dependent on the collaborative efforts of professionals from several disciplines who are all dedicated to preserving ethical and regulatory norms to enhance patient outcomes.
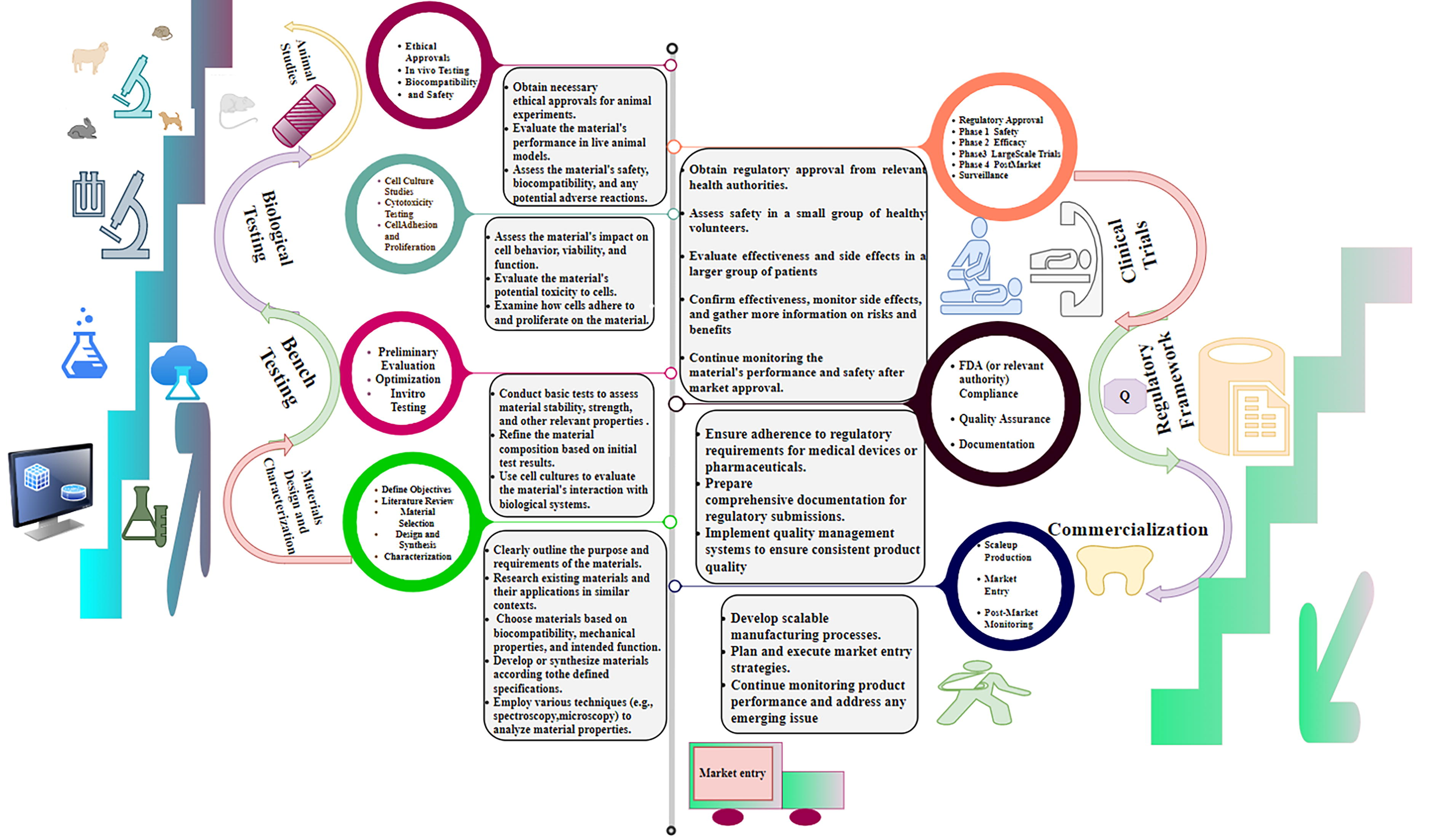
Road maps for the tissue engineering clinics (material design and characterization, bench and biological testing, animal studies, clinical trials, regulatory framework).
Challenges
3D printing’s potential for producing complex structures with outstanding accuracy and reproducible methods has made it an attractive tool for the production of biomaterials. However, various challenges must be overcome before all of the possibilities of AM in biomaterials can be achieved. We address a few of the problems that are present.
Biomaterial selection is critical to the success of AM. The mechanical, biological, and compatibility aspects of biomaterials are very essential factors to be considered. Nevertheless, it should be noted that certain biomaterials are not amenable to the existing AM methods, and the characteristics of these materials could be influenced by the printing procedure. Hence, meticulous selection and characterization of materials are imperative. Metals, polymers, and ceramics are commonly utilized biomaterials due to their distinctive properties and benefits. However, every material poses distinct challenges during the AM procedure.
The primary challenge in working with metals is attaining adequate surface finish and dimensional precision. Metal AM is vulnerable to residual stresses, warping, and distortion, which can compromise the ultimate product’s quality. The elevated melting point of certain metals may pose challenges in regulating the heat during the printing process. Polymers provide challenges in AM due to adhesion and layer bonding issues. Precise regulation of temperature and humidity is crucial for stable polymer printing and preventing warping and deformation. The utilization of high-performance polymers, such as PEEK, necessitates specialized equipment owing to their elevated melting points and thermal sensitivity. Ceramics create printing challenges due to their brittleness and susceptibility to thermal shock. Ceramic powders exhibit poor flowability and agglomeration, also rendering them with handling challenges. Ceramic AM necessitates high-temperature sintering or firing procedures to attain the requisite mechanical characteristics, which can be difficult to regulate.
AM techniques’ printing resolution constraints can impact the final product’s quality and functionality The resolution of a printed object is affected by factors such as nozzle dimensions, thickness of layers, and material characteristics. Enhancing printing resolution can improve the precision and replicability of printed biomaterials.
Biomaterials may necessitate additional processing steps, such as sintering, cross-linking, or sterilization, subsequent to printing. Postprocessing can impact the mechanical characteristics, biocompatibility, and bioactivity of printed biomaterials. Hence, optimizing postprocessing conditions for each biomaterial is crucial.
The integration of biomaterials with living tissues is a requirement in certain applications. Nonetheless, the interfacial interaction between the biomaterial and the biological tissue can present a formidable obstacle. Inadequate integration has the potential to elicit immune reactions, inflammatory responses, and rejection. Hence, the development of biomaterials that can seamlessly integrate with living tissues holds significant importance.
The regulation of biomaterials in the field of medicine is overseen by multiple regulatory organizations, including the FDA and the European Medicines Agency. The development and commercialization of biomaterials produced through AM can be impeded by regulatory requirements. Hence, it is crucial to take into account the regulatory prerequisites right from the initial phases of the development process.
Several strategies have been suggested to address these obstacles, including implementing support structures, optimizing process parameters, and creating novel materials tailored for AM. Support structures can mitigate distortion and warping in metal AM, and optimizing printing process parameters can enhance the final product’s quality. The utilization of specialized materials, such as polymer composites and hybrid materials, can enhance the stability and performance of printed parts.
At this point are some challenges associated with the AM of biomaterials. By overcoming these challenges, it will be possible to develop new biomaterials that have enhanced properties and functionalities. This will also broaden the scope of AM in the field of regenerative medicine, allowing for more potential biomedical applications.
Future Directions
The utilization of biocompatible materials in AM has created novel opportunities for the advancement of customized medical equipment and implants, as well as for the production of intricate tissue structures. The review article addresses the possible paths and trends that may emerge in the field of biomaterials in AM.
A significant obstacle in the AM of biomedical devices is the lack of appropriate biomaterials. Currently, researchers are focused on developing innovative biomaterials that can be utilized for printing intricate structures. These materials include hydrogels, biodegradable polymers, and hybrid materials. The newly developed materials will allow for the printing of structures that possess enhanced mechanical properties, biocompatibility, and degradation rates.
Current research has emphasized improving the characteristics of biomaterials. The process of 3D printing, or additive production, is becoming increasingly popular as a means of fabricating complex real-world items and customized medical implants. AM has facilitated the development of customized implants with enhanced biomaterial production properties.
The future prospects of biomaterials such as metals, polymers, and ceramics in AM involve the advancement of novel materials that exhibit enhanced mechanical characteristics and biocompatibility. Advanced processing techniques and the incorporation of artificial intelligence and machine learning in material development are also of interest.
Research also explores integrating biological components, such as cells and growth factors, into printed structures. This will facilitate the production of operative tissues and organs and the advancement of drug delivery systems with the regulated release of therapeutic agents.
AM techniques are presently limited to printing single-material structures. Researchers are investigating multimaterial printing for producing mechanically and biologically distinctive structures. This will facilitate the printing of intricate anatomical structures, such as blood vessels and organs, which necessitate distinct materials to fulfill diverse functions.
AM can revolutionize personalized medicine by creating patient-specific implants and devices. Customized medical devices can enhance surgical outcomes and expedite recovery by accommodating the patient’s unique anatomy and physiological requirements.
AM processes are presently limited to producing tiny quantities of devices or prototypes. Researchers are looking into ways to boost production volume, which would make it possible to mass-produce individualized medical technologies and implants. All things considered, the future of biomedical engineering is bright, and the potential for biomaterial composite in AM to revolutionize the discipline is promising.
Conclusions
In an overview, the utilization of biomaterials in the process of AM has enormous promise. The use of 3D printing technology allows for the creation of complicated and personalized shapes, which, in turn, allows for the creation of complex biomaterials. These biomaterials have an extensive list of uses, including tissue engineering, transplantation, and drug delivery.
AM is a highly effective method for producing intricate and precise structures with controlled porosity, which offers an optimal combination of mechanical strength and biocompatibility. For biomedical uses, these characteristics are indispensable. The utilization of biomaterials in AM is currently in its early stages. Researchers are continuously studying the possibilities of various materials and their combinations to attain specific properties for diverse applications.
The combination of biomaterials and the technique of AM have the chance to revolutionize the medical industry and provide opportunities for creating personalized and effective medical devices. Despite the progress made in the field of biomaterials, there are still obstacles that must be addressed. These include the creation of dependable and extensible manufacturing procedures, as well as the improvement of biomaterial qualities, and the fulfilment of regulatory standards for the production and utilization of biomaterials in medical contexts. In general, the outlook for biomaterials in AM appears to be positive, with anticipated progress in this area poised to make a substantial contribution to health care and biotechnology.
Footnotes
Authors’ Contributions
G.M.: Writing—review and editing, writing—original draft, methodology, investigation, visualization, conceptualization, and data curation. S.K.T.: Investigation, formal analysis, data curation, reviewing—original draft, and supervision.
Data Availability Statement
Data sharing is not applicable to this article.
Disclosure Statement
No potential conflict of interest was reported by the author(s).
Funding Information
No funding was acquired for this article.