
Abstract
Facing the serious problem of rapidly increasing myopia rate, the demand for eyeglasses is increasing, while the traditional manufacturing methods for eyeglass frames and lenses are long, slow, and expensive. In this article, we propose to fabricate myopia glasses by 3D printing method, and the frames and lenses are produced by digital light processing and stereo lithography appearance methods, respectively. Through the tensile and elongation at break test, it shows that the mechanical properties of the 3D printed frames are good, and the mechanical collision simulation results show that it does not affect the normal use under the impact of large speeds, which shows a high degree of uniformity with the mechanical experiments; through the pressure test at different positions after wearing, it verifies the wearing comfort of the myopic frames; after polishing the printed myopic lenses, through the optical experiments, it shows that the transmission rate of the myopic lens is comparable to that of the traditional glasses. The transmission rate has been more similar to the traditional glasses; measurement of the refraction of the printed myopic lenses compared with the theory, the error is within the acceptable range. Through the wearing test, it shows that the 3D-printed myopic lenses have a certain corrective effect on visual acuity.
Introduction
In recent years, the incidence of myopia has surged globally and has become a major public health issue. The rise in myopia rates, especially among young people, has increased the demand for innovative and customized eyewear solutions.1–5 According to data provided by the relevant visual health reports, approximately 300 million people in China end up wearing eyeglasses to correct their vision for different reasons, and traditional methods of producing eyeglass frames and lenses often involve lengthy processes and limited customization options that do not always effectively meet individual needs.6–8 The traditional method of myopia glasses production is divided into two parts: making the frames and the lenses. The production of the frames is usually done on a factory production line, which consists of 70 main production steps, including material preparation, design cutting, grinding and polishing, assembly, quality checking, and packaging, more than half of the steps are done manually. Due to the different cooperation between the different production departments, this usually takes up to 2 weeks. The lens part of production is usually done after obtaining data on the user’s degree of myopia, and then the relevant staff operates a machine to cut and grind the lens to achieve the curvature required by the user, which usually takes 30–40 min. Prices in eyeglass retail stores are usually above 500 RMB, with better quality glasses costing up to thousands of RMB.9,10
3D printing, also called additive manufacturing, is a technology that creates 3D objects by stacking materials layer by layer.11,12 The process begins with a digital model, which is generated using computer-aided design software and then transformed into data that can be recognized by a printer.13–15 The technology mainly includes stereo lithography appearance (SLA), 16 fused deposition modeling, 17 selective laser sintering, 18 3D printing and gluing 19 and digital light processing(DLP). 20 Compared with the traditional molding technology, the use of 3D printing to make glasses has the characteristics of low cost, easy to produce, no pollution and so on.21–25 In addition, the use of 3D printing can get the advantages of high dimensional accuracy, low surface roughness, uniform organization and superior mechanical properties of the finished products.26,27 By printing out the eyeglasses parts model and assembling them, the time of manual intervention is greatly shortened, and the comfort of users’ wearing is improved. “MONOQOOL,” a leading company in the manufacture of eyewear, sells a wide range of eyewear, but it is limited to 3D printing of frames of different shapes and colors, with very little involvement in the printing of lenses; 28 “Materialise” company has had notable success in many areas of 3D printing. In terms of 3D printed eyewear, the company is committed to making personalized and highly customizable eyewear, but it has done less work in the area of myopic eyewear. 29 “R&D Optical Labsh” is a leading producer of high-quality lenses for swim goggles, digital lenses, tinted eyewear, and many other areas, as well as providing design, manufacturing, and testing services for high-performance optical components and systems. 30 There are many other workers who have made significant contributions in this field. Inamura et al. designed, engineered, and digitally fabricated a set of 3-m-high glass columns for Milan Design Week 2017, highlighting the geometric complexity, accuracy, strength, and transparency of 3D-printed glass for the first time at an architectural scale, a critical step in leveraging the material’s true structural capabilities. 31 Wolfe et al. presented a novel optofluidic smart glass prototype capable of modulating visible light transmittance from 8% to 85%. 32 Nguyen et al. developed a novel method of 3D printing silica suspensions to successfully produce transparent silica clear glass. 33 Liu et al. reported a simple and fast method for 3D printing arrays of silica glass microlenses using a filament-based laser deposition technique, which allows the creation of arrays with multifocal imaging capabilities by individually varying the number of printed layers and radius of each lens, thereby effectively varying lens height and curvature. 34 Then many workers have subsequently worked on other aspects of 3D printed glasses, such as Hittini et al. have used MSLA3D printers to create tinted 3D-printed contact lenses based on the hydroxyethyl methacrylate (HEMA)-polyethylene glycol diacrylate (PEGDA) hydrogel, which provide a solution to the problem of colorblindness for patients. 35
In this article, myopic frames and lenses are printed using DLP as well as SLA technology, respectively, and various properties of the printed finished myopic glasses are investigated through different test experiments. The corrective effect on myopia was verified by introducing wearing tests.
Materials and Methods
Material: Pentaerythritol tetraacrylate (PETA), diphenyl(2,4,6-trimethylbenzoyl)phosphine oxide (DPTBP) (≥97%), 1,6-hexanediol diacrylate (HDA) (≥80%), rhodamine 123 (≥85%), rhodamine B (≥95%), tetrabromophenol blue (dye 85%), ethanol (absolute analysis grade, Aladdin Company, China), and dimethyl sulfoxide (>99%) were purchased from Allway Chemical (China). Irgacure2959 (2-hydroxy-1-[4-(2-hydroxyethoxy)phenyl]-2-methyl-1-propanone) was purchased from Sigma-Aldrich (China). The Arario 410 resin and SLA 3D printer were purchased from UnionTech, Inc. (lite800 model, China). The Arario 410 resin contains the diglycidyl ether of bisphenol (20–40%), acryloyl morpholine (10–20%), tripropylene glycol diacrylate (20–40%), 1-hydroxycyclohexyl phenyl ketone (3–7%), diphenylphosphine oxide (1–3%), and 2-methyl-4-2-morpholinopropiophenone (1–3%).
Preparation of high-transparency resin: the high-transparency resin was prepared using the following mixture solution (300 mL basis). First, 1471 mg of DPTBP was dissolved in 250 mL of PETA. Subsequently, 24.8 mL of HDA was added to the DPTBP solution. The reaction container was wrapped in aluminum foil and placed on a shaker (SH30, FINEPCR, China) at 230 rpm (7.15 g) at room temperature overnight. The resin was cured utilizing a commercial compact fluorescent lamp (TEMPAT work/clamp-lamp E36 KS2042T/01, China), a UV lamp with a wavelength (λ) range from 300 to 390 nm (λmax = 365 nm) (RX-H300C, Raynics, China), or a VIS light SLA-type 3D printer (lite800, UnionTech, Inc., China,) with a printer setting of 50 s of light exposure per layer (100 μm of 3D model height) of product.
In this study, rigid resin is used for the parts of eyeglass frames. Rigid resin was purchased from “Stratasys” company in China. High-transparency resin is used for the printing of lenses.
The equipment used for frame printing in this experimental manufacturing process was purchased from “FLASHFORGE” company (China), model “Hunter S” DLP3D printer, and the equipment used for lens printing was purchased from “UnionTech” company (China), model “lite800” SLA printer, the relevant parameters of the equipment are shown in Table 1.
Printing Device Related Parameters
Post-processing: After the completion of the print is first polished, print out the sample do not immediately go to the curing, otherwise the sample will be yellow, after printing with alcohol cleaning and then dry. Grinding is required after printing, first with 800-grit sandpaper on one side, then with 1000-grit sandpaper, and finally with 2000-grit sandpaper, and then sanding spray UV varnish and high-gloss polish. Spray UV varnish amount should be controlled, spray too little if the sample will be less transparent, spray too much if the sample will lead to cracking, white, so control the amount.
As shown in Figure 1, the glasses are prepared by setting the relevant parameters of the 3D printer. Select CHITUBOX slicing software for slicing operation, set the exposure time to 8 s, layer thickness to 0.05 mm, light intensity to 3.5 W, select auto lick plus support, the diameter of the bottom contact is 0.70 mm, the shape of the bottom valves is a cross grid, the spacing of the contact points is 4 mm, and the angle is 45°. For the printing direction, please choose to print with the optics surface facing upwards. Myopia lens 3D model is shown in Fig. S1 and Fig. S2. The glasses frame and lens are printed separately and assembled together after printing. The glasses leg are fixed with the frame by screws, and the frame is fixed with the lenses by snap fasteners. No misalignment in the assembly process.
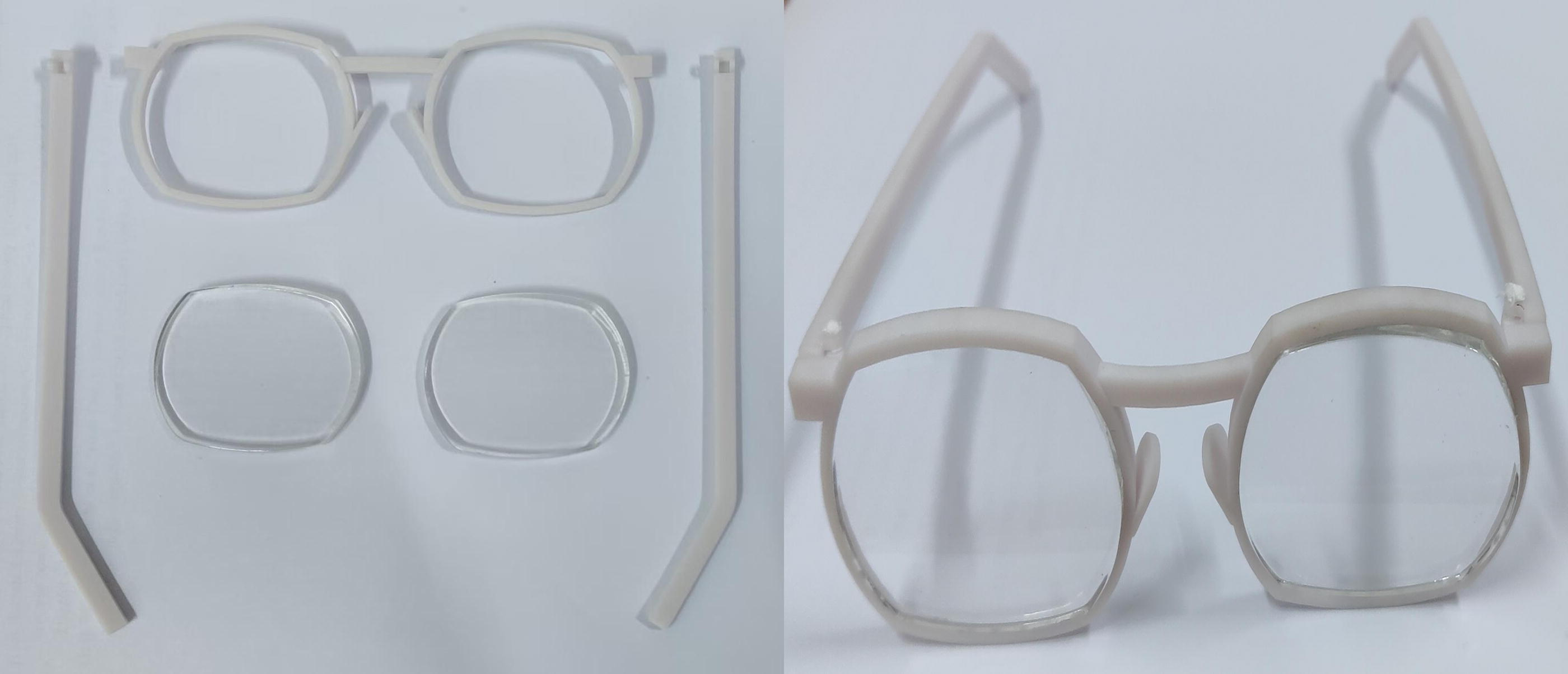
Physical image of glasses.
Result
Dimensional tests were first performed and the results are shown in Table 2.
Size Comparison Results
According to the requirements of GBT14214-2003, 36 the length of the lens leg is 2.0 mm, and the permissible error range of the lens width and the nose bridge width is 0.5 mm. From the data measured in Table 2, the length of the lens leg is 0.69 mm, the error of the lens width is 0.24 mm, and the width of the nose bridge is 0.44 mm, which is in conformity with the national standard.
Main Technical Parameters of Spectacle Frame Tensile Tester
The tensile equipment was purchased from a company in Shanghai, Shanghai Xiangjie Instrument Technology Co., Ltd., and the model of the equipment is HY-0230. The main technical parameters of this eyeglasses frame tensile tester are shown in Table 3.
The tensile property test was carried out at 28°C according to the requirements of GB1040-92. The test was conducted at a tensile speed of 5 mm/min, and the samples were tested in groups, each group was tested 10 times and the average value was taken. Tensile strength, tensile modulus, and elongation at break results of rigid resin (milky white) and high-transparency resin are shown in Figure 2.
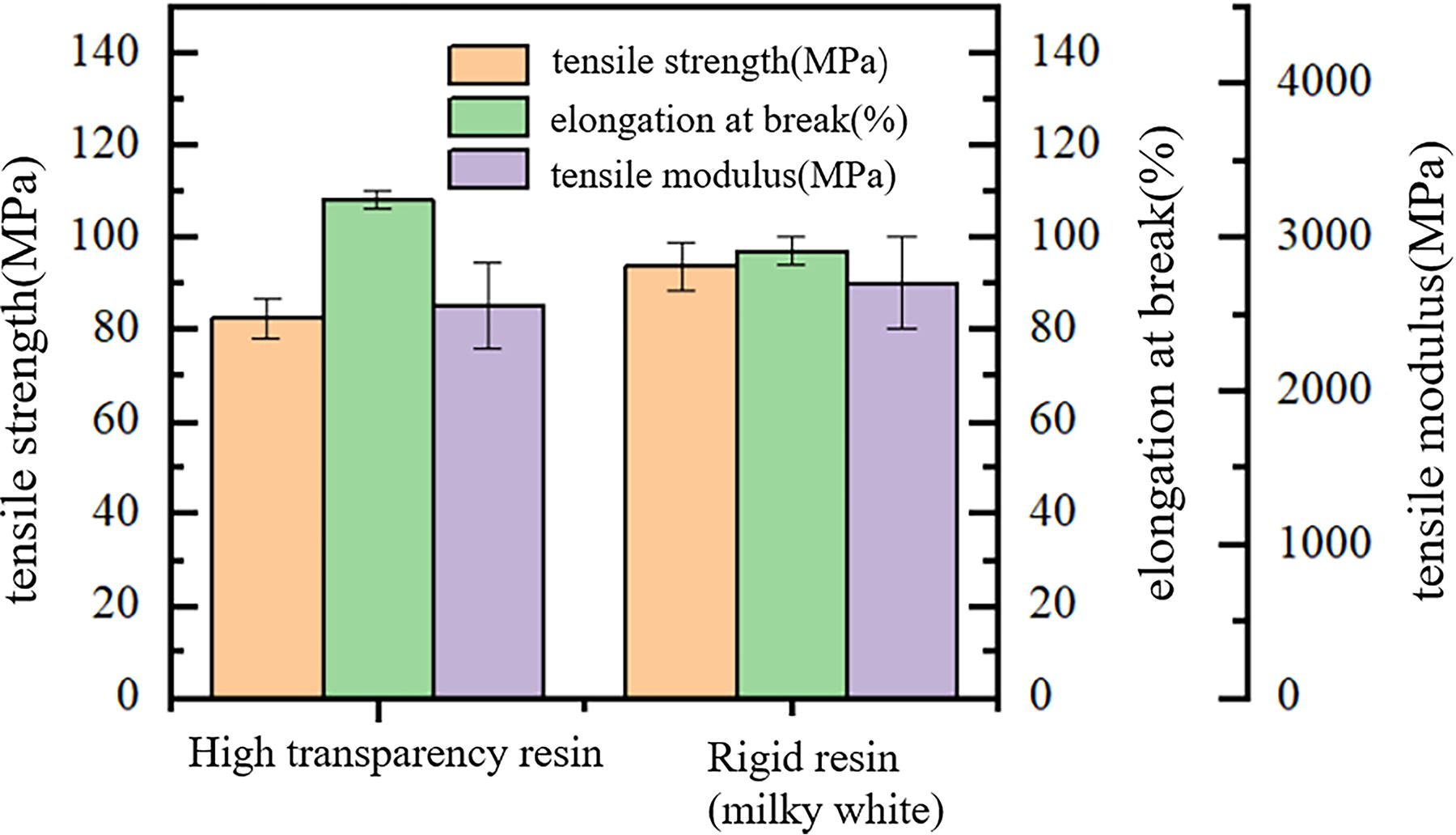
Mechanical performance test chart of rigid resin and high-transparency resin.
According to the tensile strength results, the tensile strength of high-transparency resin is 82.3 MPa, and the tensile strength of rigid resin (milky white) is 93.6 MPa, which is above 80 MPa for both of them. This is mainly due to the choice of monomer polymer with monofunctional group inside the photosensitive resin, which has a relatively high cross-linking density.37–39 Therefore, these two materials satisfy the permissible stress requirement for eyeglasses manufacturing: 35 MPa ≤ σ ≤ 105 MPa. In terms of tensile modulus, the tensile modulus of rigid resin (milky white) is slightly higher than that of high-transparency resin, with an increase of about 5.88%. This is mainly due to the fact that rigid resin (milky white) has more benzene ring structure in the molecular chain, which gives rigid resin (milky white) samples the characteristics of high strength, high hardness, and high stiffness, etc.40–43 Therefore, they have higher tensile modulus. In terms of elongation at break, the high-transparency resin has a slightly higher elongation at break than the rigid resin (milky white), with the high-transparency resin having an elongation at break of 108% and the rigid resin (milky white) having an elongation at break of 97%. Overall, the elongation at break for both materials indicates good toughness. This is mainly due to the fact that resin materials usually have an amorphous or partially crystallized structure with a loose arrangement between molecules, which allows better free movement of the molecular structure and easy plastic deformation, thus enhancing their toughness and increasing the elongation at break.44–48 From the overall tensile results, both resin materials meet the stress requirements, and have sufficient toughness to meet the mechanical strength requirements of the glasses.
The performance of a lens is largely determined by its refractive index, which not only affects how light is refracted through the lens but is also directly related to its actual thickness. The size of the Abbe number has a direct impact on whether undesired rainbow streaks will appear under certain conditions, which in turn affects the visual experience. Testing of high-transparency resin samples showed that the final test result was a refractive index of 1.616 and an Abbe number of 36, as shown in Figure 3. The test results show that the refractive index of the high-transparency resin lens substrate meets the requirements for high-refractive-index lenses, and the Abbe number complies with the requirements of the national standard for lenses with an Abbe number and a refractive index (nD >1.60, Abbe number = 1.60, Abbe number = 36, Abbe number = 36) (nD>1.60, vD ≥30).
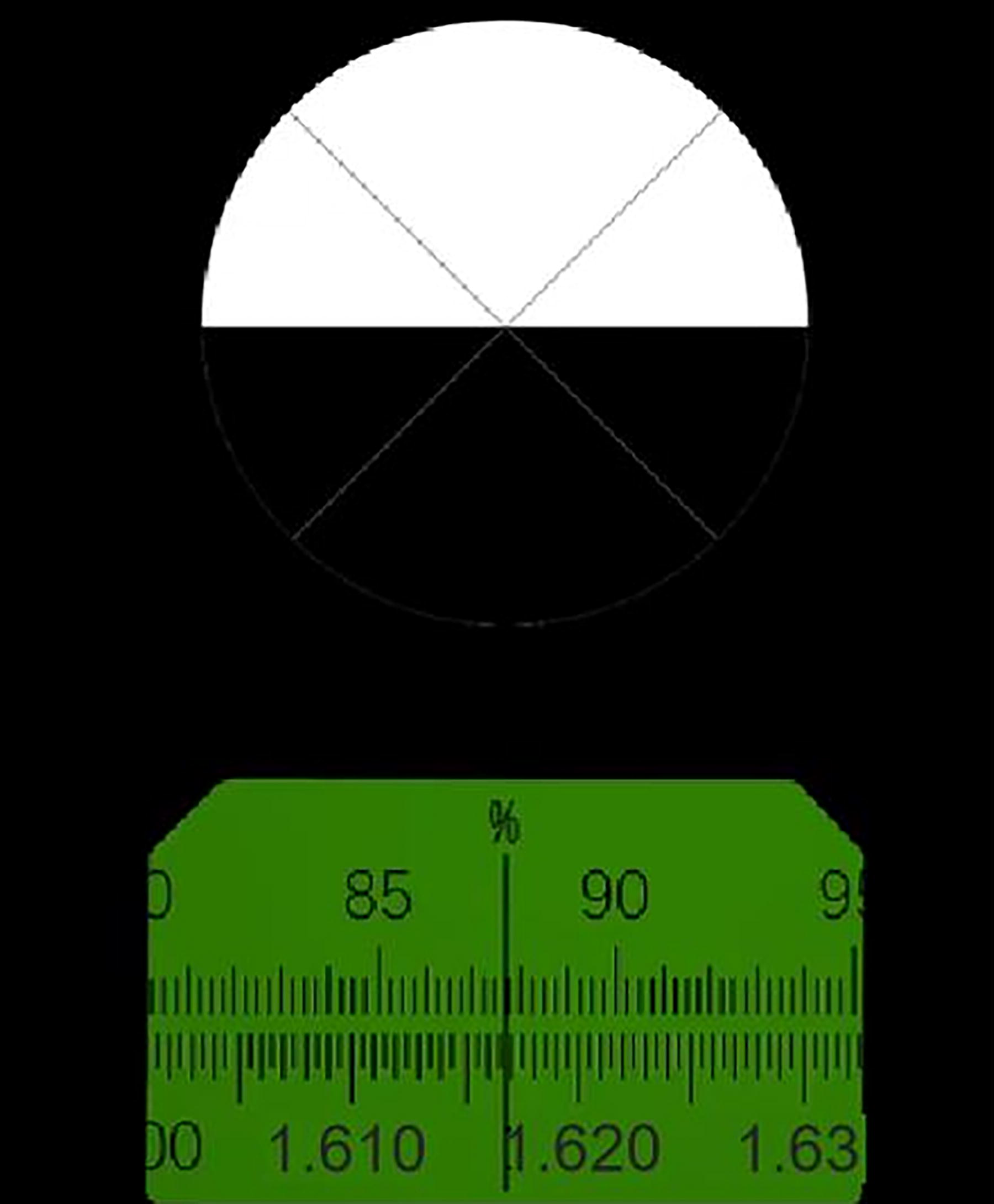
The refractive index of high-transparency resin sample.
Form and texture testing: As shown in Figure 4, the Scanning Electron Microscope (SEM) test results (magnification 50, 100, and 500 times) of the cross-section of high-transparency resin High-Dynamic Range (HDR) lenses are presented. The test results are divided into two groups: unpolished high-transparency resin HDR lens substrate (a, b, c) and polished high-transparency resin HDR lens substrate (d, e, f). From the test results of (a, b, c), it can be seen that the internal structure of the samples is not flat, there are some cracks and defects on the surface, and the curing effect is poor. From the result graphs of (d, e, f), we can see that the internal structure of the samples is very dense without cracks or bubble defects, the surface is flat and smooth, the internal curing is sufficient and the curing effect is good.
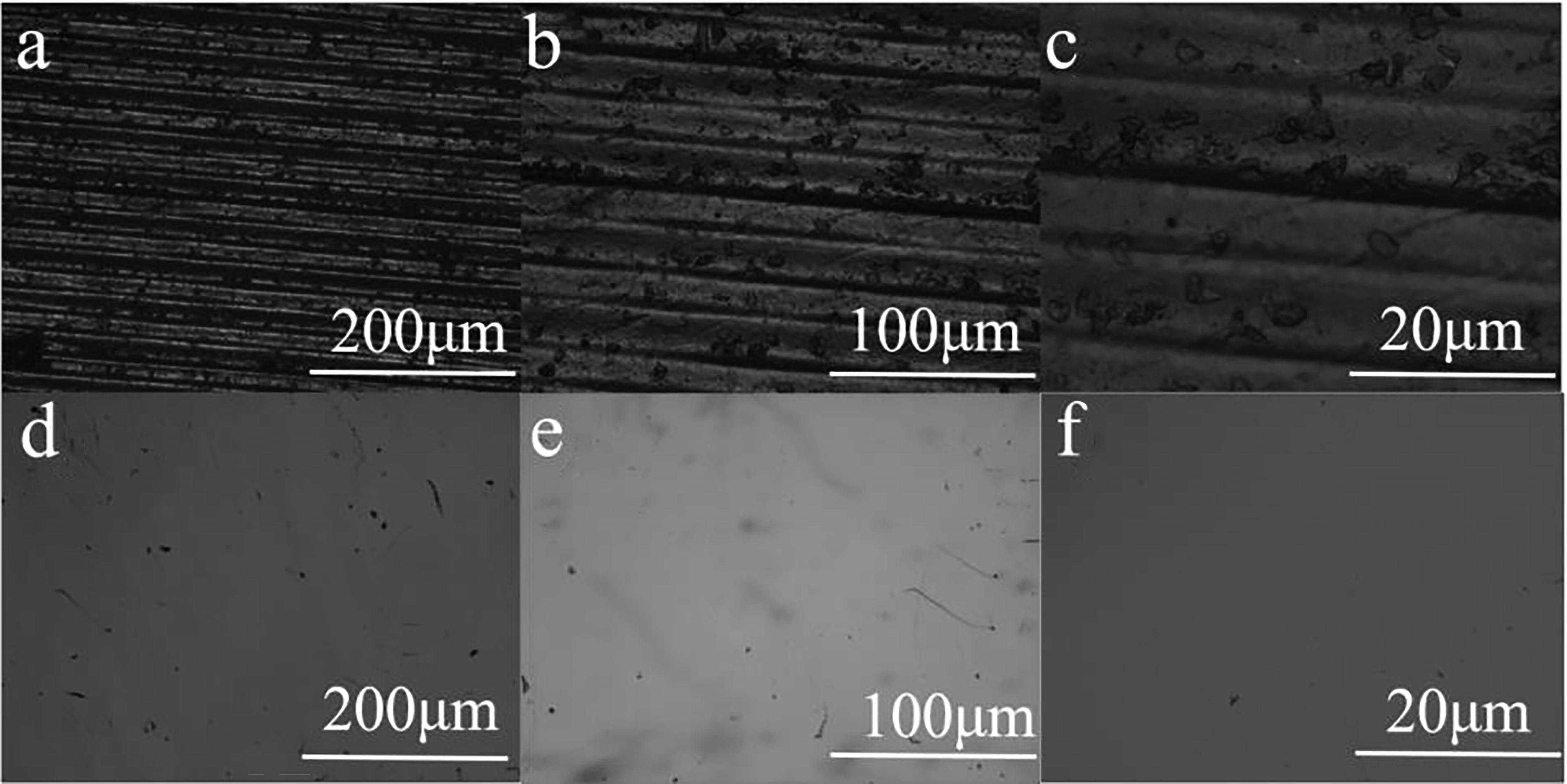
SEM results of unpolished high-transparency resin at different scales:
Therefore, it was demonstrated from the SEM results that polishing the lens improves the quality of lens fabrication and that the process is compatible with the preparation of the lens substrate. As shown in Figure 5, a 3D profile of the surface of a polished high-transparency resin sample was examined using a WYKO/NT9100 optical profiler.

Surface concave and convex error results of high-transparency resin samples.
The results of the 3D contour map show that the concavity-convexity error of the lens surface is within 6 μm, the curvature of the lens is smooth, and the surface is basically free of obvious defects such as microcracks and particles. Therefore, the 3D printing high-transparency resin lens meets the requirements of the national reference standard QB/T 2506-2017 that the concavity-convexity error of the lens is no more than 10 μm. In addition, the color distribution on the surface of the lens has a gradient effect, indicating that the surface flatness of the lens substrate is good, which meets the requirements for the preparation of the lens substrate.
Transmittance test results: Transmittance testing was done using equipment purchased from” Wilks” company (China), product model XP-T-2000 transmittance tester. Polymeric Methyl Methacrylate (PMMA), a polymer, also known as acrylic or plexiglass, has the advantages of high transparency, low price, easy mechanical processing, etc. It is often used as a glass replacement material. PMMA is currently the best polymer transparent material, which has a higher transmittance than glass. Therefore, this experiment investigates the optical transmittance of 3D-printed lenses in comparison with PMMA material. PMMA material is purchased from Suzhou Double Elephant Optical Materials (China).
To ensure consistency of results, the transmittance test was repeated 20 times. As shown in Figure 6, in the visible range (430–780 nm for red, green, and blue light), the transmittance of the PMMA material is approximately 97%, and the transmittance of the conventional lens is approximately 98%. The transmittance of the polished high-transparency resin sample in the red, green, and blue bands was close to that of the PMMA sample and the conventional lens sample, up to 95%, while the unpolished resign sample had a transmittance of only 51%. Additionally, high-transparency resin has almost zero ultraviolet transmission, which indicates that it absorbs some of the ultraviolet, thus providing eye protection. In GB10810-2005, the light transmittance of spectacle lenses should not be less than 85%, so it meets the requirement of spectacle lens preparation materials. As can be seen in Figure 7, the light transmittance of the polished high-transparency resin samples has been significantly improved.
The transmittance of different lenses, T1, T2, T3, and T4 represents the transmittance of polished high-transparency resin, unpolished high-transparency resin, PMMA material, and conventional lens samples, respectively.

Comparison of BJUT lettering.
Eyeglass comfort testing: The comfort of eyeglasses is very important to users, especially the design and size of the frames. Unreasonable design or incorrect size can lead to poor fit and uneven pressure distribution between eyeglasses and the face, which can lead to uncomfortable, painful, or other discomforts of wearing. Flexible thin-film pressure sensors and pressure display modules are utilized to test different contact points between the glasses and the user’s face to assess the pressure distribution across the nose and ears. The results are shown in Figure 8.
Results of pressure on different parts of the body.
The ASTMF2802 standard for eyewear pressure is 10–20 g at the temple support points, 30–50 g at the upper and lower frame support points, 5–15 g at the nosepiece support points, and 3–7 g at the earring support points. The results of the pressure data from the tests on 15 users show that the pressure at the upper and lower frame and temple support points is higher to ensure close contact and stability of wearing eyewear on the face but without excessive pressure on the skin. The pressure at the nosepiece contact points is slightly higher than the pressure at the earrings because the nose bridge is the main part that supports the eyewear and the earrings are the part that holds the eyewear in place, but by averaging the pressures at the five support points on the nose bridge and the ears of the 15 users, the ASTMF2802 eyewear pressure standard is met, so the eyewear designed by the 3D printing eyewear customization system meets the requirements of ergonomic and wearable comfort.
The impact resistance test of the glasses is mainly simulated and tested by setting up the relevant physical field through Ansys Workbench analysis software. The distance between the glasses and the obstacle is 100 mm, and the speed of contact between the glasses frame and the obstacle is 2 and 5 m/s. Figures. 9 shows the overall deformation and stress cloud diagrams obtained under the two different speeds, and after the collision at the initial speed of 2 m/s, the maximum equivalent force of the glasses frame is 40.056 MPa, and the maximum deformation is 1.64 mm; under the initial speed of 5 m/s, the maximum equivalent force is 48.189 MPa, and the maximum deformation is 1.85 mm. At 5 m/s initial velocity, the maximum equivalent force is 48.189 MPa and the maximum deformation is 1.85 mm.
Total deformation and equivalent stress from a collision.
According to the relevant requirements of the eyeglasses test, the permissible stress range of eyeglasses should satisfy: 35 MPa ≤ σ ≤ 105 MPa, and the deformation should satisfy: Δl ≤ 2 mm. Therefore, through the results of the simulation cloud diagram of eyeglasses frames’ impact resistance and the displacement-time curve diagrams, the maximal equivalent stress of eyeglasses frames at 2 and 5 m/s satisfies the permissible stress requirement of eyeglasses: 35 MPa ≤ σ ≤ 105 MPa, and the maximal deformation satisfies the requirement of the deformation: Δl ≤ 2 mm. At 105 MPa, the maximum deformation meets the requirement of deformation: Δl ≤ 2 mm, so the damage caused by the glasses will not affect the normal use of the glasses without being impacted by the excessive speed, which ensures that the lenses of the glasses will not be damaged, and guarantees the safety of the users wearing the glasses.
Diopter comparison: In order to verify the comparison between the actual printed myopic lens refraction and the theoretical refraction value, the refraction test was subsequently carried out on the lenses with different refractive indexes. The direct relationship between myopic lens diopter (D) and radius of curvature front and rear, R1 and R2, is shown in Equation (1), where f is the focal length of the lens and n is the refractive index of the lens material.
The test equipment was purchased from “COLOR SPACE” company(China), model OptiCentric® 3D 300 Lens Measuring Instrument. Measurement was repeated five times for each lens and the average value was taken. The results are shown in Table 4.
Comparison of Theoretical and Actual Values of Lens Refraction
The absolute errors between the refractive errors of the actual printed lenses and the theoretical values are within the range of [−0.21, +0.16], indicating that the actual printed lenses do not differ much from the expected values in refractive errors, and they meet the expected optical performance requirements.
3D printed glasses wear test: To evaluate the effectiveness of 3D printed myopia glasses on vision correction, 30 young volunteers were recruited to participate in the wear test in this study. All volunteers were diagnosed with different degrees of myopia. Prior to the start of the experiment, all participants underwent a detailed visual acuity examination to determine their specific degree of myopia. The effect of measuring the volunteers vision is shown in Fig S3 and Fig S4. The 3D-printed lenses were customized to fit each volunteer’s refractive needs. During the test, a standardized logarithmic visual acuity meter test was used to test the vision before and after wearing the 3D-printed lenses and to record the changes in their distance and near vision. All tests were conducted under consistent environmental conditions. Optometer purchased from “XINYUAN” company, model FA-100k instrument. The effect of wearing glasses is shown in Figure 10, and the change in visual acuity before and after wearing glasses is shown in Figure 11.

Comparison of vision before and after wearing glasses.
As we can see from the Figure 11, after wearing the personalized 3D-printed glasses, the strength of the volunteers with myopia significantly improved; most of them recovered to 5.0 normal vision, but still by some volunteers after wearing the visual acuity of 4.8–4.9. This is mainly because these volunteers are highly myopic people. In addition to myopia, people with high myopia often suffer from severe astigmatism. They wear 3D-printed glasses after their vision did not return to a completely healthy state, but after restoration, vision is closer to 5.0 normal vision, which does not affect their daily life.
Discussion
In terms of cost and production time: it takes only 25 min to produce eyeglass frames through 3D printing, and only 60 min to print and post-process myopic lenses, which greatly reduces the time needed to produce eyeglasses compared with the traditional way of making eyeglasses. The total cost of 3D printing a pair of myopic eyeglasses is less than 100 RMB, which is a great cost reduction compared with the traditional method. Not only that, users can choose different shapes as well as sizes of frames according to their own preferences to achieve the customization function.
In terms of vision correction: the printed myopia glasses have a better vision correction function for low myopia users, but for highly myopic users, whose eyes usually suffer from astigmatism, the glasses can not be corrected to the level of the normal human eye, but close to 5.0 normal vision, without affecting normal life.
Conclusion
In this article, we innovatively propose the use of 3D printing for the production of eyeglasses. The final size of the printed glasses meets the national requirements. Through the tensile test and the collision simulation experiment, it is proved that the glasses meet the stress requirements. The refractive index of the high-transparent resin lenses meets the national requirements. Through the SEM test and the optical transmittance test, the visible transmittance of the polished high-transparent lenses can reach 95% and the UV transmittance is almost 0. The refractive error of the printed myopic lenses is within the acceptable range of the theoretical error. Through the wearing test, it is proved that the printed myopic lenses have a corrective effect on patients’ vision. The refractive index of the printed myopic lenses is within the acceptable range of the theoretical error, and the wear test proves that the printed myopic lenses have a corrective effect on the patient’s vision.
Footnotes
Acknowledgment
The authors would like to thank Baodao Optical Company (China) for the lending of the instruments involved in this study.
Authors’ Contributions
F.J.: Writing—original draft, data curation, methodology, investigation, formal analysis. Z.Z.: Validation, software. X.W.: Writing—review and editing, supervision. C.Z.: Resources. L.X.: Resources. M.W: Investigation. Y.C.: Investigation.
Ethics of Experimentation
Human subjects: Patient consent and release. The authors have received and have in file written consent from the patients.
Author Disclosure Statement
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this article.
The authors declare the following financial interests/personal relationships, which may be considered as potential competing interests: This research did not receive any specific grant from funding agencies in the public, commercial, or not-for-profit sectors.
Funding Information
This research did not receive any specific grant from funding agencies in the public, commercial, or not-for-profit sectors.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.