
Abstract
Previously, we reported inactivation of Escherichia coli populations in corn product (CP) and whey protein product (WPP) extruded at different temperatures. However, information on the effect of storage temperatures on injured bacterial populations was not addressed. In this study, the effect of storage temperatures on the survival and recovery of thermal death time (TDT) disks and extrusion injured E. coli populations in CP and WPP was investigated. CP and WPP inoculated with E. coli bacteria at 7.8 log10 CFU/g were conveyed separately into the extruder with a series 6300 digital type T-35 twin screw volumetric feeder set at a speed of 600 rpm and extruded at 35°C, 55°C, 75°C, and 95°C, or thermally treated with TDT disks submerged into water bath set at 35°C, 55°C, 75°C, and 95°C for 120 s. Populations of surviving bacteria including injured cells in all treated samples were determined immediately and every day for 5 days, and up to 10 days for untreated samples during storage at 5°C, 10°C, and 23°C. TDT disks treatment at 35°C and 55°C did not cause significant changes in the population of the surviving bacteria including injured populations. Extrusion treatment at 35°C and 55°C led to significant (p<0.05) reduction of E. coli populations in WPP as opposed to CP. The injured populations among the surviving E. coli cells in CP and WPP extruded at all temperatures tested were inactivated during storage. Population of E. coli inactivated in samples extruded at 75°C was significantly (p<0.05) different than 55°C during storage. Percent injured population could not be determined in samples extruded at 95°C due to absence of colony forming units on the agar plates. The results of this study showed that further inactivation of the injured populations occurred during storage at 5°C for 5 days suggesting the need for immediate storage of 75°C extruded CP and WPP at 5°C for at least 24 h to enhance their microbial safety.
Introduction
Several studies on the use of extrusion processing to inactivate microbial populations in food ingredients have been reported (Bouveresse et al., 1982; Cheftel, 1994; Gry et al., 1984; Lee and MacCarthy, 1996; Quequiner et al., 1989; van de Velde et al., 1984). Ukuku et al. (2012) reported inactivation of inoculated populations of Escherichia coli bacteria in corn meal (CM) and whey protein concentrate (WPC80) extruded at 35°C, 55°C, 75°C, and 95°C. In that study, the authors reported bacterial reductions even at a low processing temperature of 35°C. Bacteria undergo sublethal cellular injury from a variety of treatment processes (Andrews and Ray, 1989; McCleer and Rowe, 1995). Previously, we reported that initial bacterial count post processing in most cases includes both surviving and injured cells (Ukuku et al., 2007, 2008, 2010). Microorganisms subjected to environmental stresses undergo metabolic injury, and in most cases cannot form colonies on selective agars where uninjured cells can survive and grow (Hurst, 1977; Jay, 1992; Ukuku et al., 2008a,b). In this study, we hypothesized that the same mechanical disruption of plant cell wall and starch during extrusion cooking can also result in breakdown of bacterial cell wall structure. Therefore, if the membrane structure of the bacteria is damaged due to the extrusion cooking, the injured bacteria may lose its biological activities leading to inactivation. Further inactivation of such injured bacteria due to cold shock may occur during refrigerated storage of extruded product. While these treatments can result in further inactivation of injured bacterial populations, more often some of the surviving injured populations may recover depending on the chemical composition of the product formed and storage conditions. Several authors have reported recovery and growth of injured bacterial populations when proper storage conditions are not adhered to (Andrews and Ray, 1989; McCleer and Rowe, 1995; McCarthy et al., 1998; Ray, 1986; Ray and Adams, 1984). In this study, our objective was to estimate how many or what percent of the surviving E. coli populations were thermally extruded before and those which were without extrusion treatment. Also, the effect of storage temperatures on the survival and recovery of thermal death time (TDT) disks and extrusion-injured E. coli populations in CP and WPP was investigated.
Materials and Methods
Test strains and preparation of inocula
E. coli K-12 (ATCC 23716) from the U.S. Department of Agriculture, Agricultural Research Service, Eastern Regional Research Center culture collection was used in this study. Cell culture was maintained on tryptic soy agar (TSA) at 4°C. Prior to use, the cells were inoculated by loop in tryptic soy broth (TSB; Remel, Inc., Lenexa, KS) and then incubated at 37°C for 16–18 h with shaking. A 0.1-mL cell aliquot was transferred to four different beakers, each containing 200 mL of TSB and incubated at 37°C for 24 h. The overnight cell suspensions were centrifuged at 3,000×g for 10 min at 5°C. The cell pellets were washed with equal volume (200 mL) of sterile phosphate-buffered saline (PBS, pH 7.2) solution. The cell pellets of all washed E. coli bacteria were resuspended in 12 L of deionized sterile water (approximately 8.28 log10 CFU/mL), and this inoculum was referred to as E. coli water throughout this study.
Thermal inactivation of bacteria
Aluminum TDT disks were developed at Washington State University (Pullman, WA) (Ukuku et al., 2008). The TDT disk was attached with type K thermocouple at the center to monitor treatment temperature within the disk. The volume of the TDT disk chamber is 1.2 mL and was constructed to allow rapid heating of samples in water or oil baths. The close compact nature of this TDT disk provides near isothermal conditions necessary for the study of thermal death kinetics of microorganisms. The inside and outside temperatures of the TDT disk were monitored and recorded using a Fluke 54 II thermometer (Everett, WA) for all experiments. Before each use, the TDT disks were dipped in sanitizer (Coverage Plus, E.R. Squibb & Sons, Inc., St. Louis, MO) for 2 min according to the manufacturer's instructions, rinsed five times with sterile water, and then air dried. Corn product (CP) and whey protein product (WPP) paste were formed by mixing 5 g each with 3 mL of 109 CFU/mL E. coli water inside a sterilized 25-mL beaker. An aliquot (1 g) of the CP and WPP inoculated with E. coli water was mixed with 9 mL of sterilized water, votexed for 1 min, and then plated (0.1 mL) on tryptic soy agar plates (TSA; Difco/BBL Becton Dickinson Sparks, MD) and Sorbitol McConkey agar plates (SMAC; Difco/BBL, Sparks, MD) with incubation at 36°C for 48 h to determine the colony forming unit (CFU/g). Another 1 g of CP and WPP was added individually to TDT disks. The disks were hermetically sealed and then submerged completely in a water bath (Isotemp 110; Fisher Scientific, Pittsburgh, PA) with temperatures set at 35°C, 55°C, 75°C, and 95±0.1°C for 120 s. The samples were pulled from the water bath at 100 and 120 s for WPP and CP, respectively, and were immediately immersed in an ice-water bath to cool before opening. The choice of heating time using the TDT disks was based on the residence time of 100 s and 120 s for WPP and CP, respectively, during extrusion treatment.
Sample preparation and extrusion processing
The E. coli K-12 (American Type Culture Collection [ATCC] 23716) water was used as the feed water during processing of CP and WPP at room temperature (∼23°C). The CP and WPP with the E. coli water was mixed as follows and is referred to as the Feed: The CP and WPP was conveyed into the extruder at a set speed of 600 RPM with a series 6300 digital feeder, type T-35 twin screw volumetric feeder (K-Tron Corp., Pitman, NJ), and E. coli water was added into the extruder at the rate of 1.0 L/h with an electromagnetic dosing pump (Milton Roy, Acton, MA). The ZSK-30, with a co-rotating smooth barrel, twin screw extruder (Krupp Werner Pfleiderer Co., Ramsey, NJ) with nine independently set zones was used. The moisture content of the dry feed was 7%, feed rate at 600 rpm was 7.452 kg/h. The operating torque for CP averaged 13.2±3.1 Nm and 7.7±2.3 Nm for WPP, rate of water addition was 31 mL/min, and the specific mechanical energy (SME) calculated for CP and WPP averaged 375.5 and 222.00 Kj/kg, respectively. The SEM was calculated using the following formula:
The temperature profiles (35°C, 55°C, 75°C, and 95°C) for this study was set for both CP and WPP, as previously reported (Ukuku et al., 2012). The product flow rates were higher, on average, for CP 119.3 to 123.9 g/min and 54.1 to 79.2 g/min for WPP. The feed rates were slightly affected by the difference in bulk density 1.48 g/cm3 for CP, and 1.43 g/cm3 for WPP, respectively. The screw elements were selected to provide low shear at 300 rpm; melt temperature and pressure were measured at die (Onwulata et al., 1998). All products were collected in sterile bags and were immediately analyzed for colony forming units (CFU's) or stored for future bacterial analysis.
Microbial analysis
Immediately after processing, 25 g of corn meal (i.e., CP) and WPP was blended (Waring Commercial Blender, speed set at level 5; Dynamic Corp, New Hartford, CT,) for 1 min with 75 mL of sterile 0.1% peptone water. Decimal dilutions of the sample were made with 0.1% peptone water, and aliquots (0.1 mL) were plated in duplicate on TSA and SMAC (Hitchins et al., 1992; Messer et al., 1984), and all plates were allowed to incubate at 36°C for 48 h to determine the number of injured (McCathy et al., 1998) and uninjured cells in the samples. Injured cells were characterized by their inability to form colony on SMAC.
Microbial injury
After extrusion treatment, the percentage of injured population of bacteria in extrudate and TDT disk sample was calculated by:
Effect of storage on injured E. coli bacteria in CP and WPP
Immediately after processing, the CP and WPP extrudate were placed individually inside a Stomacher® bag (Dynatech Laboratories, Alexandria, VA). Bags containing these samples were stored at 5°C, 10°C, and 20°C. Every day, 25 g of samples was taken out, and the presence, recovery, and growth of injured E. coli bacteria were determined at 0, 2, 4, 6, 8, 10, and 12 days of storage. The lag period of untreated (uninjured) cells in extruded CP and WPP was estimated to be approximately <24 h days (data not included) and the number of bacterial generations (n) during the 7-day exponential period following the lag phase was calculated according to the formula:
where No=initial cell number (at 24 h after incubation/storage) and Nt=cell number after time t (days after incubation). The growth rate (μ) of untreated (uninjured) cells during the 7-days exponential phase was calculated according to the formula:
and was assumed to be the same for injured cells in extrudate CP and WPP samples following recovery.
Statistical analysis
All experiments were done in triplicate with duplicate samples analyzed at each sampling time. The survival and injury curves of E. coli bacteria in response to extrusion and heat treatment were plotted using Microsoft Excel 98. Data were subjected to the Statistical Analysis System (SAS; SAS Institute, Cary, NC) for analysis of variance (ANOVA) and the Bonferroni LSD method (Miller, 1981) to determine if there were significant differences (p<0.05) between mean values of number of cells recovered after each treatment.
Results and Discussion
Initial bacterial populations of corn meal and whey protein concentrate
The initial bacterial populations determined in CP and WPP ranged from 0 to less than 3 CFU/g. After inoculation, the average E. coli populations in CP and WPP increased to 7.8 log CFU/g. The percent injured population of E. coli bacteria after extrusion and thermal TDT disk treatment of CP and WPP is shown in Figure 1. The TDT disk treatment of CP and WPP at room temperature and 35°C for 120 s did not cause significant changes in injured E. coli populations. However, treatment at 55°C and above for the same amount of time led to increased injured cell populations in CP and WPP, respectively. Differences in amount of injured bacterial cells were found to be dependent on the type of treatment utilized. For example, a higher percentage of injured bacteria were determined among the surviving populations of E. coli in extruded CP and WPP than TDT disk treatments. Percent injured bacteria could not be calculated in CP and WPP treated at 95°C as there were no colonies formed on the selective agar plates. Unlike the extruded CP and WPP samples, there were no significant changes in the populations of injured E. coli bacteria determined at each TDT disk temperatures tested.
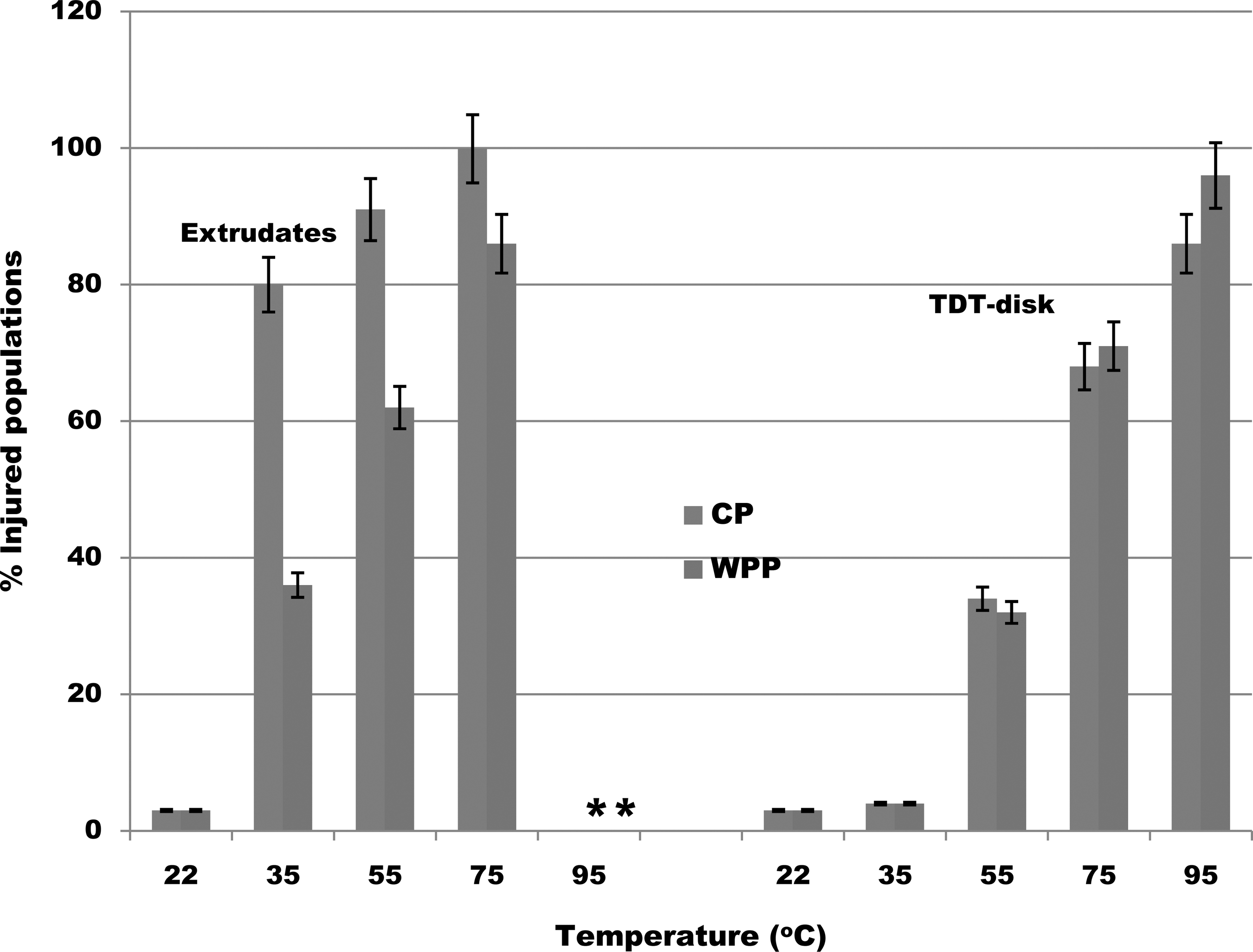
Percent populations of injured Escherichia coli bacteria in corn product (CP) and whey protein product (WPP) concentrate extruded treated at 35°C, 55°C, 75°C, and 95°C. **Values could not be determined. Values are means±SD of three experiments with duplicate determinations. TDT, thermal death time.
Effect of storage temperature on the surviving E. coli cells in treated samples
For effective comparison, only TDT-disk-treated E. coli bacteria in CP and WPP at 55°C and 75°C were monitored and the data was compared to E. coli cells exposed to extrusion processing. The populations of the surviving E. coli bacteria including the injured cells were determined immediately after extrusion and TDT disk treatments (Fig. 2A,B). All treated samples were stored at 5°C, 10°C, and room temperature (∼22°C) for 5 days, and behaviors of the surviving E. coli bacteria were monitored. Survival of E. coli bacteria in CP and WPP extruded at 55°C and behavior during storage at different temperatures is shown in Figure 2A. Total surviving E. coli population was high in CP than WPP. Storage at 5°C and 10°C for 5 days led to 2 and 2.5 log reduction of the surviving E. coli population, respectively in CP samples, while 1.8 log reduction was achieved in WPP at day 5. The effect of storage temperatures on the behavior of E. coli bacteria in TDT-disk treated CP and WPP at 55°C is shown in Figure 2B. Viability loss of the surviving E. coli bacteria in TDT disk treated CP than WPP was less, and in samples stored at 5°C and 10°C for 5 days, a 2 and 1.5 log reduction of the surviving E. coli populations in CP and WPP was determined. A similar trend in survival and log reductions of E. coli bacteria in TDT disk and extruded CP and WPP at 75°C was observed during storage (Fig. 3A,B). Storage at 5°C for 5 days caused a further 3 log reduction of E. coli bacteria in CP and the population was below detection (2 CFU/g) in WPP at day 2 (Fig. 3A). Storage of TDT-disk-treated samples (Fig. 3B) at 5°C and 10°C showed similar trends in microbial reduction as seen in samples treated at 55°C and at day 2 and 3. An approximate 2 log reduction was observed in CP, and 1.6 and 1.4 log reduction in WPP stored at 5°C and 10°C, respectively, at day 3, and no further reduction of E. coli cells was observed after day 3.
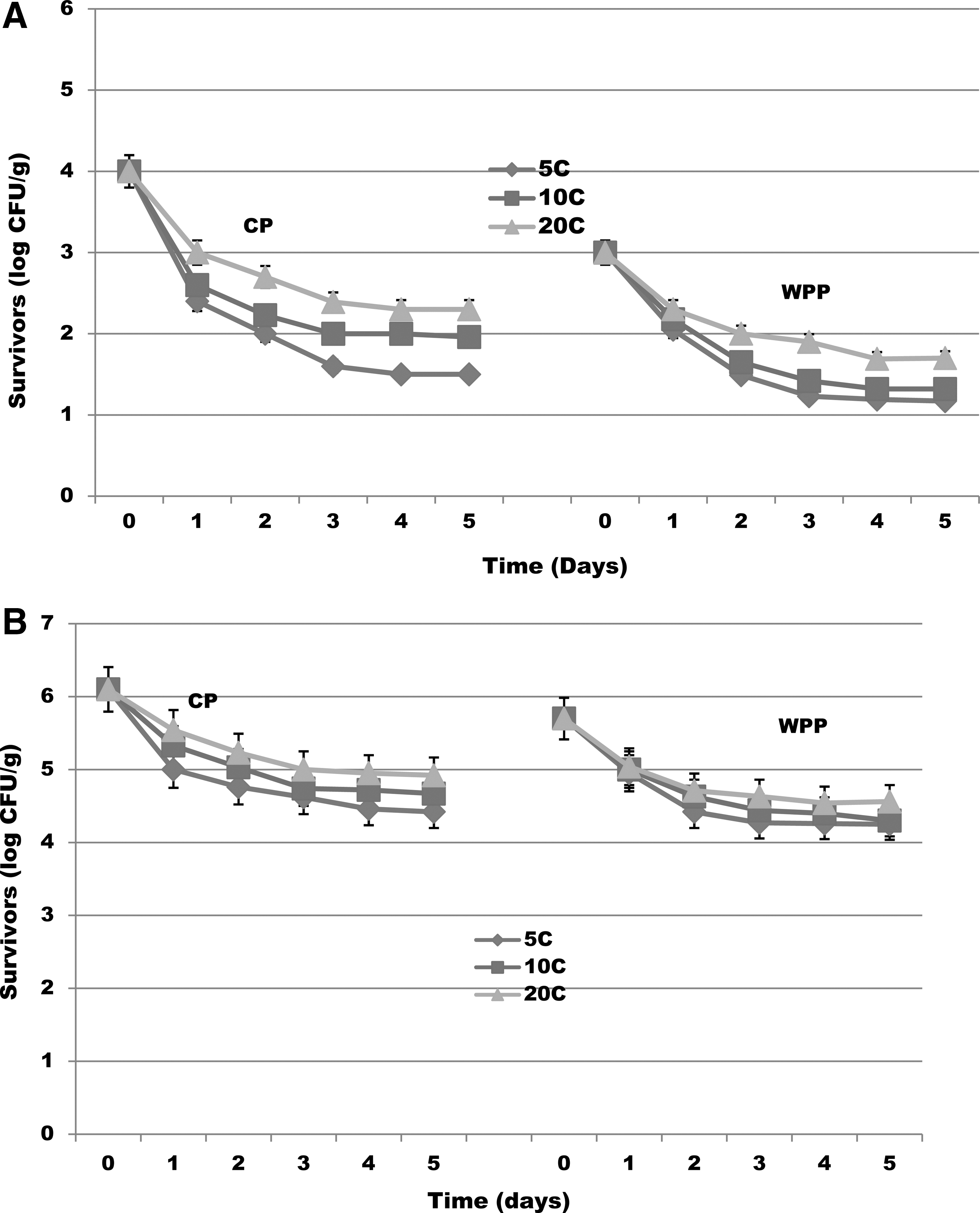
Survival of injured populations of Escherichia coli bacteria in corn product (CP) and whey protein product (WPP) concentrate after extrusion
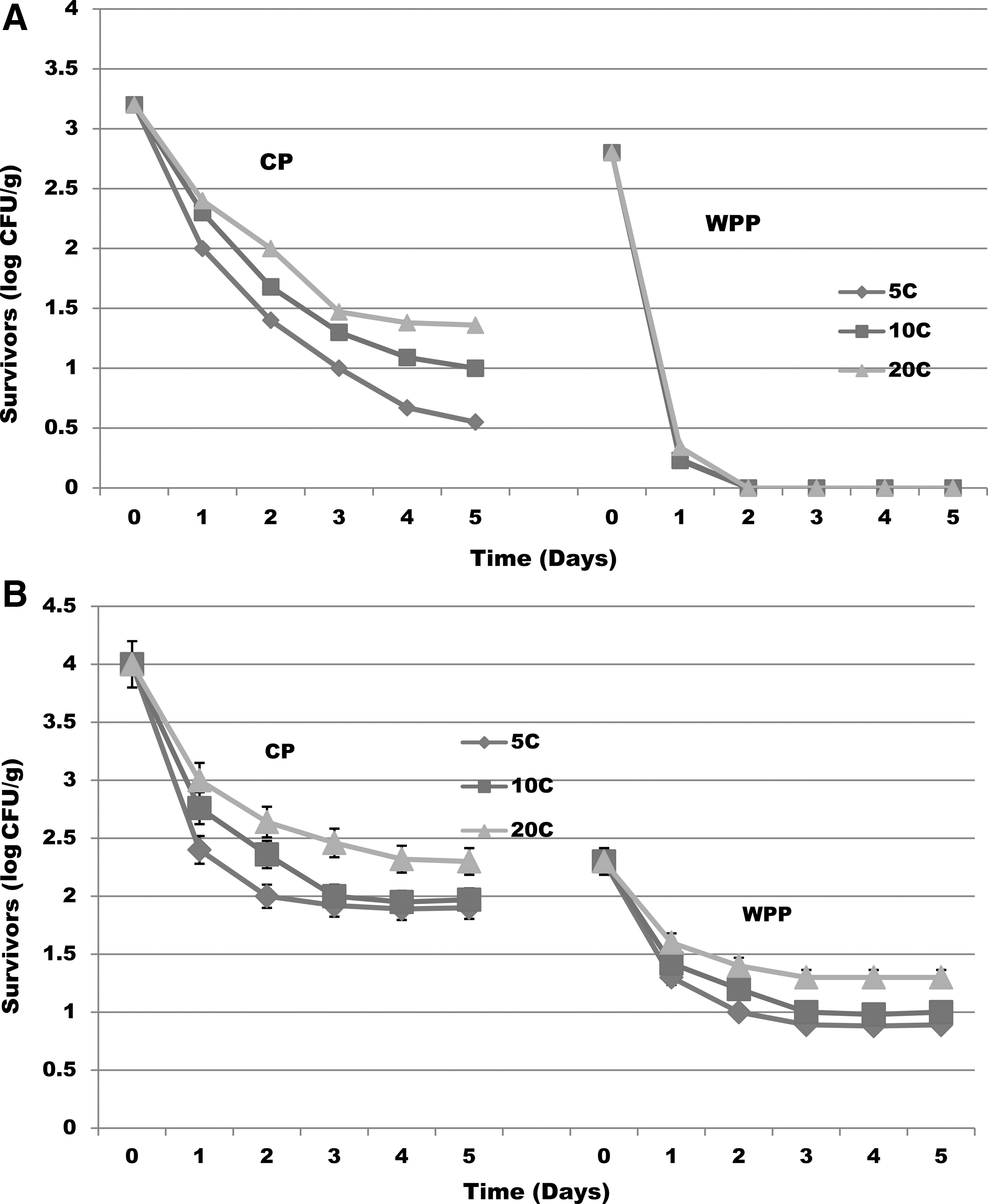
Survival of injured populations of Escherichia coli bacteria in corn product (CP) and whey protein product (WPP) concentrate after extrusion
Viability loss of E. coli cells was observed in all samples irrespective of treatment and storage temperatures. However, log reduction in samples stored at 5°C for 5 days was significantly (p<0.05) different than samples stored at 22°C, and this phenomenon was attributed to cold shock. The influence of storage temperature on further inactivation of the surviving TDT disk and extrusion injured E. coli cells in CP and WPP samples followed 5°C >10°C > 20°C. The ability of untreated E. coli bacteria to survive and grow in untreated CP and WPP stored at 5°C, 10°C, and 22°C was investigated, and the result is shown in Figure 4. There was an average of 1 and 2 days in lag period for E. coli in CP and WPP during storage at 22°C and 10°C for 10 days. The initial bacterial populations determined in CP and WPP stored at 5°C declined and at 10 days, the average populations determined were 3.7 and 3.4 log CFU/g, respectively. Storage at abusive temperatures (10°C and 20°C) for the same number of days (10 days) encouraged growth of bacterial populations. The generation (g) time for E. coli bacteria determined in CP and WPP during 6–7 days of exponential period following the lag phase at 10°C and 22°C was 3.98 and 3.79 h, respectively. The growth rate (μ) of untreated (uninjured) E. coli cells in CP and WPP during the 3–6 days of exponential phase was similar, especially during storage at room temperature (∼22°C). In our earlier study, we reported that inactivation of bacteria during extrusion treatment involves interaction of shear and treatment temperature combination (Ukuku et al., 2012). In the same study, we also reported that extrusion treatment of CP and WPP at 35°C produced SME of 320 and 148 Kj/kg, which correlated with reduced bacterial populations of 4 log CFU and 2 log CFU, respectively (Ukuku et al., 2012). In this study, the impact of extrusion treatments on product particle size was analyzed and the data indicate differences in size. The extruded CP doughy products had larger particle sizes (0–750 μm, with a mode of 550 μm) than the WPP (0–450 μm, with a mode of 250 μm). The smaller compact particle sized material of the WPP doughy products provided much contact surface with the bacteria leading to higher inactivation and less injured cell populations among the surviving E. coli bacteria. This observation was not seen in TDT disk treated CP and WPP, confirming the existence of structural diversity between the doughy products formed after the extrusion of CP and WPP. The smaller particle sizes in WPP extrudates allowed better exposure of the bacterial cells to high heat leading to higher populations of injured cells among the surviving E. coli bacteria during treatment at 75°C than the numbers determined for CP. The reduction of the surviving E. coli bacteria thermally treated in CP and WPP were not as drastic as the observation noted in extruded WPP and CP samples. In our earlier publication, we reported reduced water activity and moisture content of treated CP and WPP (Ukuku et al., 2012), which is in agreement with Murray et al. (2007), who also reported degradation of endogenous maize DNA after cooking and extrusion treatment. The inability of treatments to kill all E. coli bacteria in CP and WPP could be attributed to the reduced moisture content and the structural characteristic of the product formed after treatment. This is the first study to report inability of thermal TDT disk treatment of CP and WPP at 75°C for 2 min to inactivate all E. coli bacteria; however, most of the surviving populations after treatments were injured cells which died off during storage.
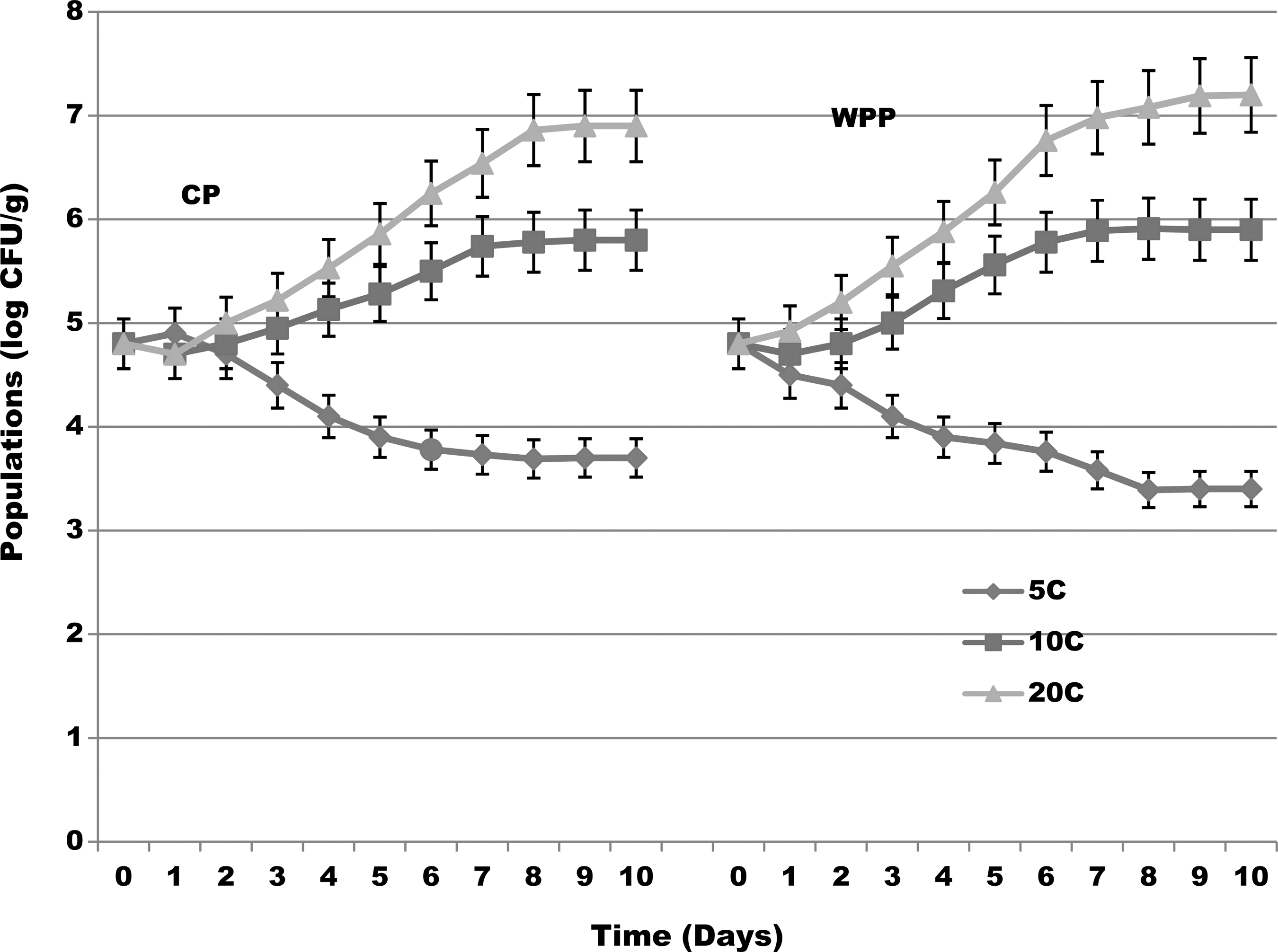
Survival and growth populations of untreated Escherichia coli bacteria in corn product (CP) and whey protein product (WPP) concentrate during storage at 5°C, 10°C, and 20°C. Values are means±SD of three experiments with duplicate determinations.
The results of this study suggest that storage of CP and WPP extrudates at 5°C induced cold shock to the surviving populations of injured E. coli cells, which led to their subsequent inactivation during storage. These results will help in our understanding of the lethality of the extrusion process treatment parameters tested for bacterial inactivation and possible recovery of the surviving injured bacteria in treated CP and WPP during storage.
Footnotes
Acknowledgments
We wish to thank Lee Chau, Audry Thomas-Gahring, and Eric Tilman for technical support and Drs. Joshua Gurtler and Modesto Olanya for their critical review of this manuscript.
Disclosure Statement
No competing financial interests exist.