
Abstract
The purpose of this study was to propose a computer-controllable scaffold structure made by a layer manufacturing process (LMP) with addition of nano- or micro-sized particles and to investigate the effects of particle size in vitro. In addition, the superiority of this LMP method over the conventional scaffolds made by salt leaching and gas forming process was investigated through animal study. Using the LMP, we have created a new nano-sized hydroxyapatite/poly(ɛ-caprolactone) composite (n-HPC) scaffold and a micro-sized hydroxyapatite/poly(ɛ-caprolactone) composite (m-HPC) scaffold for bone tissue engineering applications. The scaffold macropores were well interconnected, with a porosity of 73% and a pore size of 500 μm. The compressive modulus of the n-HPC and m-HPC scaffolds was 6.76 and 3.18 MPa, respectively. We compared the cellular responses to the two kinds of scaffolds. Both n-HPC and m-HPC exhibited good in vitro biocompatibility. Attachment and proliferation of mesenchymal stem cells were better on the n-HPC than on the m-HPC scaffold. Moreover, significantly higher alkaline phosphatase activity and calcium content were observed on the n-HPC than on the m-HPC scaffold. In an animal study, the LMP scaffolds enhanced bone formation, owing to their well-interconnected pores. Radiological and histological examinations confirmed that the new bony tissue had grown easily into the entire n-HPC scaffold fabricated by LMP. We suggest that the well-interconnected pores in the LMP scaffolds might encourage cell attachment, proliferation, and migration to stimulate cell functions, thus enhancing bone formation in the LMP scaffolds. This study shows that bioactive and biocompatible n-HPC composite scaffolds prepared using an LMP have potential applications in bone tissue engineering.
Introduction
There are several conventional methods for fabricating 3D scaffolds; these include particulate leaching, freeze drying, and electro-spinning.5–7 Controlling the porosity and pore size is not an issue with these methods, but these methods are limited in their capacity to yield a variety of pore structures. This lack of variety reduces the tendency of cells to proliferate and migrate into the scaffold, ultimately leading to problems related to improperly formed tissue.
Overcoming this limitation has led to research into scaffolds with a 3D architecture, with the goal of developing new techniques for producing scaffolds with high porosity, good interconnectivity, and reliable reproducibility. The manufacture of scaffolds using computer-controlled design has received special attention focused on modified rapid-prototyping methods such as fused deposition modeling, selective laser sintering, 3D printing™, multiphase jet solidification, and 3D plotting.8–10
Poly(ɛ-caprolactone) (PCL) is a commercial polymer that is widely used in biomedical fields because of its biodegradability, biocompatibility, and formability. 11 PCL can take years to degrade in vivo and is more stable than the alternative materials in an in vivo environment. It is also less expensive and is readily available in large quantities.12–14 However, many studies have highlighted its lack of bioactivity attributable to its hydrophobic nature, which prevents new tissue from attaching to the polymer surface.15,16 Therefore, the pure PCL scaffold must be improved.
Hydroxyapatite (HA) is a synthetic calcium phosphate that is similar to bone mineral. Orthopedic research has placed considerable emphasis on developing bioactive composites of nano-scale HA (n-HA) and polymers,17–19 because bone is composed of apatite and collagen on the nano-scale level.
Well-dispersed n-HA with an ultrafine structure has the potential for improved performance, because its surfaces have minimal defects and it has a high ratio of surface area to volume.20,21 These qualities result in greater surface energy and surface activity of n-HA compared with conventional micro-scale biomaterials. Although n-HA is a promising biomaterial, pure HA bioceramic scaffolds have poor mechanical properties. A combination of bioactive ceramics and biodegradable polymers could take advantage of the properties of both materials and has been suggested as the basis for bioactive composite scaffolds. Many studies have reported composite scaffolds with physical, biological, and mechanical properties suitable for tissue engineering.22,23
To the best of our knowledge, no previous study has considered the addition of n-HA to polymers for composite scaffolds fabricated using a layer manufacturing process (LMP), or has investigated the biological properties of such scaffolds. Moreover, no studies have compared the in vitro cellular responses to composite scaffolds containing a nano-sized HA/PCL composite (n-HPC) and a micro-sized HA/PCL composite (m-HPC) and the in vivo bone regeneration on n-HPC scaffolds.
Using an LMP, we fabricated n-HPC scaffolds with well-interconnected macropores and m-HPC scaffolds. We also investigated the cellular response to the n-HPC scaffolds, biocompatibility of scaffolds, and the bone tissue in-growth into the scaffolds using modern animal in vivo tests; as a control, n-HPC scaffolds were prepared using the conventional salt leaching and gas forming process (SGP).
Materials and Methods
Fabrication of HA/PCL composite scaffolds
Preparation of materials
The n-HA particles were synthesized using calcium nitrate [Ca(NO3)2 · 4H2O; Junsei Chemical, Tokyo, Japan] and ammonium phosphate [(NH4)2HPO4; Junsei Chemical] dissolved separately in deionized water. The calcium nitrate solution was dropped very slowly into the ammonium phosphate solution while stirring and heating at 70°C. The pH of the solution was kept between 10 and 12 by additions of ammonium hydroxide according to the following:
After the titration was finished and the reaction ended, the mixture was left at room temperature for 24 h. The resulting apatite precipitate was washed five times with deionized water, placed in a flask, and treated in deionized water for 4 h at 90–100°C. After treatment, the apatite precipitate consisted of n-HA crystals in a slurry. This slurry and dimethyl formamide (DMF) were mixed in a beaker while stirring, and the temperature was gradually increased to 100–120°C. After all the water had evaporated, an n-HA/DMF slurry remained. This was vacuum-dried at room temperature to obtain HA powder. The m-HA used as a control was purchased from Sigma-Aldrich (St. Louis, MO).
Preparation of HA/PCL composite
PCL pellets (MW =65,000; Sigma-Aldrich) were dissolved in chloroform at a 20% wt/vol ratio. The n-HA/DMF slurry was then added to the PCL solution and stirred continuously for 2 h to obtain a uniform dispersion. The mixture was heated at 80°C for 2 h to evaporate the chloroform, resulting in an n-HA/PCL/DMF mixture with a 40 wt% HA content. Then the temperature of the mixture was gradually increased to 100–120°C with constant stirring for 2 h. The mixture was cast in a Teflon mold and dried in air for 24 h to evaporate the DMF. The remaining solvent was removed by vacuum drying for 48 h to produce the n-HA/PCL composite.
We also prepared m-HA/PCL composite containing 40 wt% HA using a solvent casting method. PCL pellets were dissolved in 20% (wt/vol) chloroform. Then m-HA particles were added to the PCL chloroform solution with stirring at room temperature for 4 h to uniformly disperse the m-HA powder. The m-HA/PCL/chloroform mixture was cast in a Teflon mold using a procedure similar to that used for the n-HA/PCL composite. The resulting n-HA/PCL and m-HA/PCL composites were stored in a desiccator until use.
Fabrication of scaffolds
The 3D n-HPC and m-HPC scaffolds were fabricated using the layer manufacturing system (LMS) shown in Figure 1. A 3D robotic system with a computer was used to control the morphology of the composite scaffolds. Additionally a syringe pump was used to control the extrusion rate of the composite slurry. The extruded materials were dried by an air blower during the fabrication.
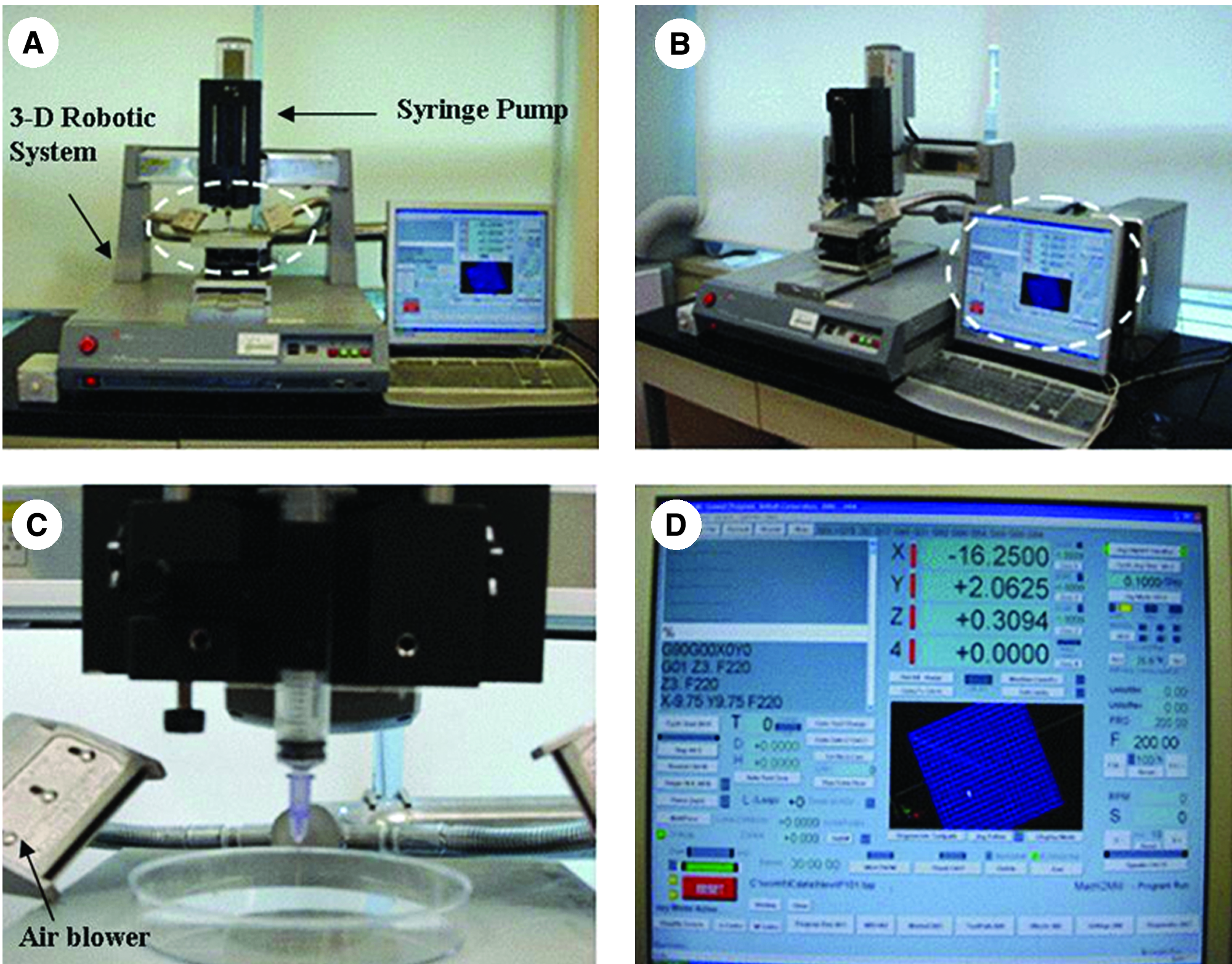
Layer manufacturing process (LMP) system (
The n-HA/PCL and m-HA/PCL composites were dissolved in chloroform with stirring for several hours to obtain composite slurries, which were then placed into a syringe-like injector. The composite slurry was extruded into the plotting medium to produce a product of sufficient strength.
Composite scaffolds were fabricated by extruding the slurry at a controlled extrusion rate of 50 μL/min and a scan speed of 8 mm/s. To completely eliminate the solvent, the n-HPC and n-HPC scaffolds were immersed in distilled water for more than 2 days and then freeze-dried for more than 3 days. The fabricated scaffolds were stored in a desiccator until use.
The morphology and pore size of the n-HPC and m-HPC scaffolds were examined using scanning electron microscopy (SEM). The porosity of the 3D scaffolds was measured using mercury intrusion porosimetry (Auto-pore IV 9500; Micromeritics Instruments, Norcross, GA).
Mechanical properties
The mechanical strength of the n-HPC and m-HPC scaffolds (10 × 10 × 10 mm) was measured at room temperature using a micro-load system (R&B, Daejeon, Korea) at a constant displacement rate of 0.5 mm/min. The jigs were specially designed to provide a uniform load on the scaffolds. The surface area was measured to convert the compressive load into compressive stress. The compressive modulus was determined from the initial linear region. Five samples were tested for each group, and the average and standard deviation were calculated for statistical analysis.
In vitro evaluations of scaffolds
Preparation of cells
Mesenchymal stem cells (MSCs) (PT-2501; Cambrex Bio Science, Walkersville, MD) were cultured in vitro in Dulbecco's modified Eagle's medium/low glucose (Gibco, Grand Island, NY) containing 10% fetal bovine serum and 1% penicillin/streptomycin, at 37°C in a humidified atmosphere of 5% carbon dioxide and 95% air.
Cell attachment, proliferation, and differentiation
To investigate the attachment, proliferation, and differentiation of MSCs on the scaffolds, the n-HPC and m-HPC scaffolds were pre-wetted in culture medium for at least 48 h, placed in a well plate, and sterilized using ultraviolet light. Cell attachment and proliferation were quantified by DNA content using Quant-iT™ PicoGreen dsDNA reagent and kits (Molecular Probes, Eugene, OR). The MSCs were seeded directly onto the scaffolds (10 × 10 × 5 mm) at a density of 1 × 106 cells/mL. Cell attachment was evaluated after incubation for 4 h. For osteogenesis of the MSCs, 10−8 M dexamethasone, 10 mM β-glycerophosphate, and 50 μg/mL of L-ascorbic acid were added. The scaffolds and cells were kept in an incubator with 5% CO2 at 37°C. The degree of osteoblastic differentiation of the MSCs was evaluated based on the alkaline phosphatase (ALP) activity and calcium content.
Alkaline phosphatase activity
To study cell differentiation on the 3D composite scaffolds, the ALP activity was measured using an ALP diagnostic kit (104-LL; Sigma, St. Louis, MO) at days 3, 7, 10, and 14 of the experiment. The adherent cells were lysed with phosphate-buffered saline (PBS), following the manufacturer's recommended procedure. A cell lysis buffer containing 0.1% Triton X-100 was added to the samples and centrifuged at 13,000 rpm for 15 min, and 100 μL of the supernatant was transferred into the new tube. About 500 μL of the substrate solution (Substrate Solution + Akaline Buffer Solution) was added for measurement to each well, and the reaction was carried out at 37°C for 30 min. About 500 μL of stop solution (0.1 N NaOH) was added to each tube, 200 μL of each reaction was transferred into the 96-well plate, and the absorbance at 405 nm was measured after color formation in a microplate reader (Synergy HT; Bio-Tek Instruments, Winooski, VT). The data were corrected for cell number according to DNA content, which was assayed in parallel.
Calcium assay
The amount of calcium deposited in the cell–scaffold constructs was evaluated with an Arsenzao III [2,2′-(1,8-dihydroxy-3,6-disulfonaphtylene-2,7-bisazo) bisbenzenearsonic acid] calcium analysis kit (Diagnostic Chemical Limited, Oxford, CT) at days 3, 7, 10, 14, 21, and 28 of the experiment, according to the manufacturer-recommended procedure.
After the scaffolds with cells were rinsed twice with PBS and decontaminated by soaking overnight in 1 N HCl, the calcium was extracted by incubation at 37°C overnight on a bench shaker, and then the calcium analysis reagent was added to the samples. The optical density of each well was measured at 650 nm in a microplate reader (Synergy HT; Bio-Tek Instruments). Five specimens of each scaffold were tested for each incubation period.
Observation of cell morphology by SEM
At each culture time, the cell–scaffold constructs were washed twice with PBS, fixed with 4% formalin in PBS (pH 7.4) for 20 min, washed twice with PBS, and dehydrated in a graded ethanol series (50%, 60%, 70%, 80%, 90%, and 100%, v/v; 3 min each). The specimens were air-dried in a desiccator overnight, glued onto copper specimen stubs, and sputter-coated with gold for SEM (Hitachi S-4300SE FE-SEM) observation with an energy-dispersive X-ray spectrometer (EDS).
Animal study of scaffolds
Preparation of animals
New Zealand White rabbits were kept in individual cages and cared for according to the guidelines of the Korean Food and Drug Administration. Healthy rabbits weighing about 3.0 kg were divided into two groups (n = 3 for each): one group for the implantation of n-HPC scaffolds made by an LMP and the other group for the implantation of n-HPC scaffolds produced by conventional SGP (pore size, approximately 500 μm; porosity, approximately 85%) as a control. The rabbits were anesthetized with ketamine hydrochloride and 2% xylazine hydrochloride. A critical-sized defect, measuring about 1.5 × 1 × 1 cm3, was made in the tibia of each rabbit. A scaffold of about the same size was inserted into the defect and fixed with a titanium plate. The rabbits were sacrificed at 4 and 8 weeks after the operation.
Microtomographic (micro-CT) examination
The sacrificed tibias were examined radiologically. The scaffolds were imaged using a high-resolution micro-computed tomography system (CT 40; Scanco Medical, Bassersdorf, Switzerland). The scanner was set to a voltage of 55 kV and a current of 145 mA to allow sufficient energy. The samples were scanned at 8-μm voxel (3D pixel) resolution with an integration time of 120 ms to produce reconstructed 3D images.
Histological evaluation by hematoxylin and eosin (H&E) staining
The transplanted bones were fixed in 4% paraformaldehyde, followed by decalcification in Calci-Clear Rapid (Raymond A Lamb, Durham, NC). Paraffin-embedded samples were sectioned to a thickness of 10 μm with a microtome (HM430; Microm International, Walldorf, Germany). The sections were then floated in a water bath at 40°C, positioned on poly-L-lysine–coated microscope slides, and baked overnight at 37°C. The sections were dewaxed in xylene, rehydrated in ethanol baths, stained with H&E, covered with Permount, and coverslipped. The low-magnification images were taken using a video microscope system (10×, SV-35; SOMETECH, Seoul, Korea), and the high-magnification images were taken through a microscope (100×, ZX-71; Olympus, Tokyo, Japan).
Statistical analysis
Statistical analysis was performed using one-way analysis of variance (ANOVA) with post hoc tests. All results are expressed as mean ± standard deviation. Differences were considered statistically significant at p < 0.05. Commercial SPSS software (version 11.0; Standard Software Package, Chicago, IL) was used with Fisher's least significant difference method.
Results
Characteristics of scaffolds
Utilizing LMP method n-HA/PCL composite scaffolds of various size and shape were successfully fabricated. The pores were uniformly distributed and well-interconnected as shown in Figure 2. The LMP allowed control of the scaffold structure and the pore characteristics. Figure 3 contains SEM images for n-HPC and m-HPC scaffold. The pore size of both the n-HPC and m-HPC scaffolds was about 500 μm, with interconnected pores in three dimensions. The n-HPC scaffold had a smooth surface, whereas the m-HPC had a rough surface with several 20- to 30-μm micropores caused by large micro-HA particles. The smooth surface of the n-HPC scaffold was a result of the complete fine dispersion of the n-HA in the PCL matrix. The porosity of each scaffold was about 73%. The compressive modulus of the n-HPC scaffold was significantly higher than that of the m-HPC scaffold due to the fine dispersion of the n-HA particles (p < 0.01; Fig. 4).
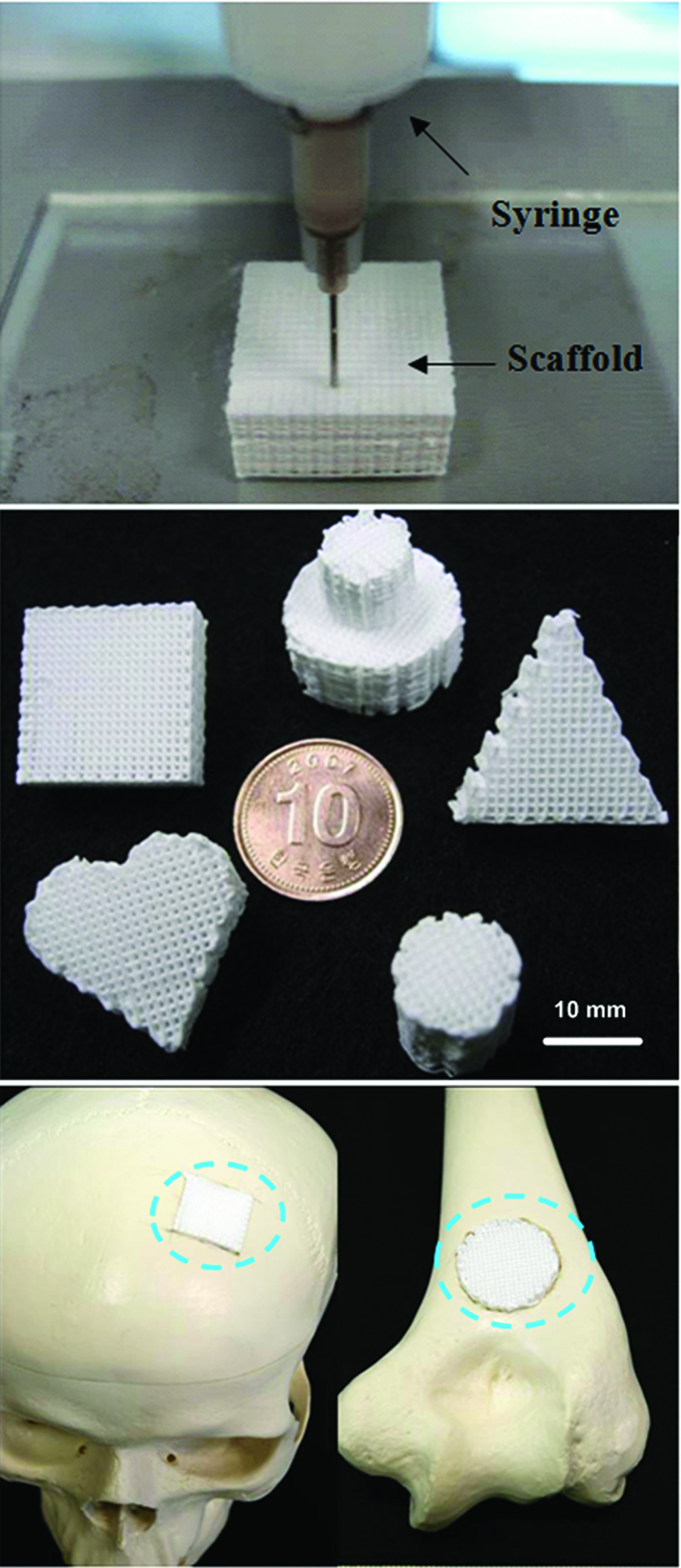
n-HA/PCL composite scaffolds of various sizes and morphologies fabricated by an LMP (bar = 10 mm). Color images available online at www.liebertonline.com/ten.
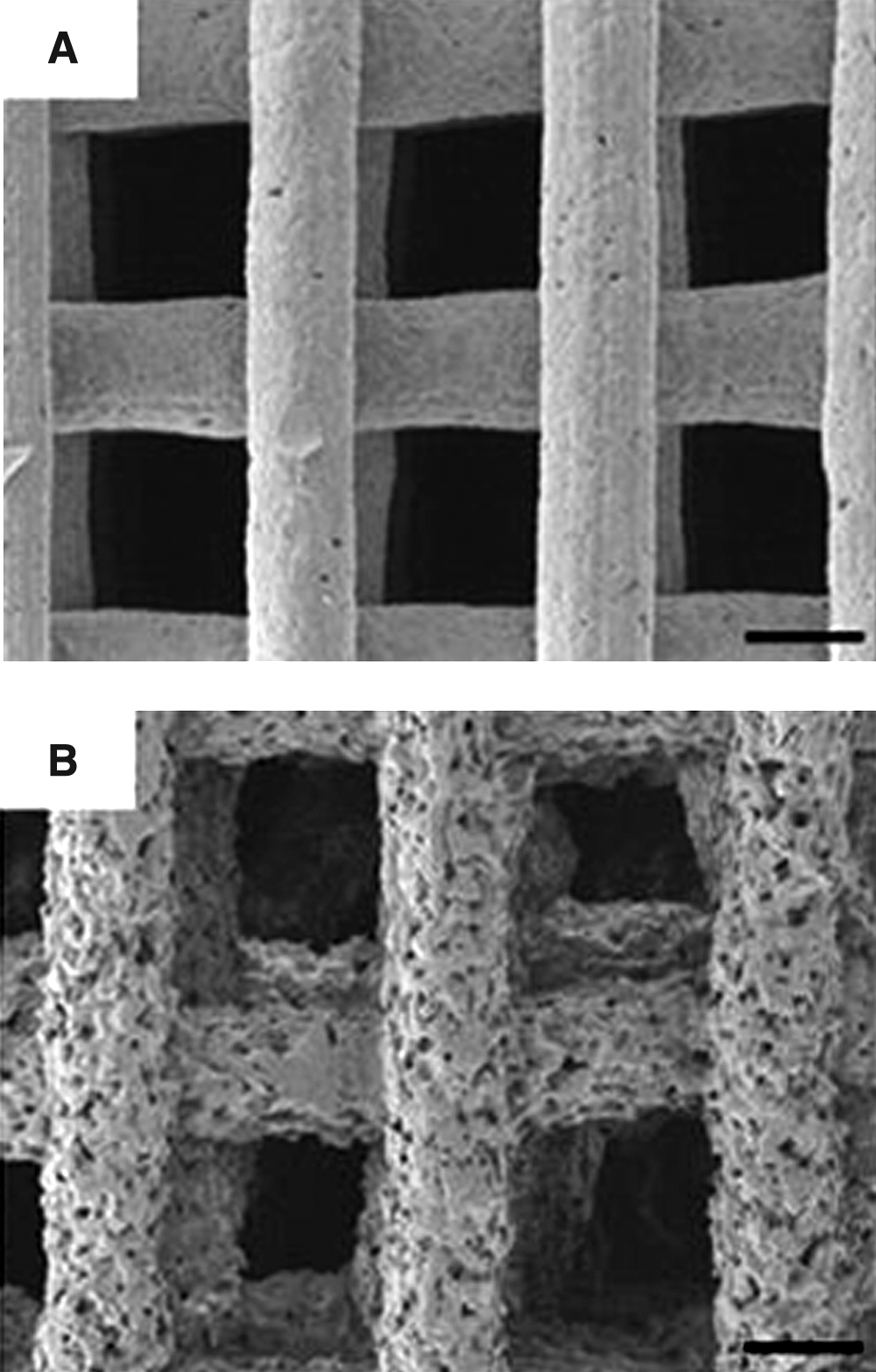
SEM images of (
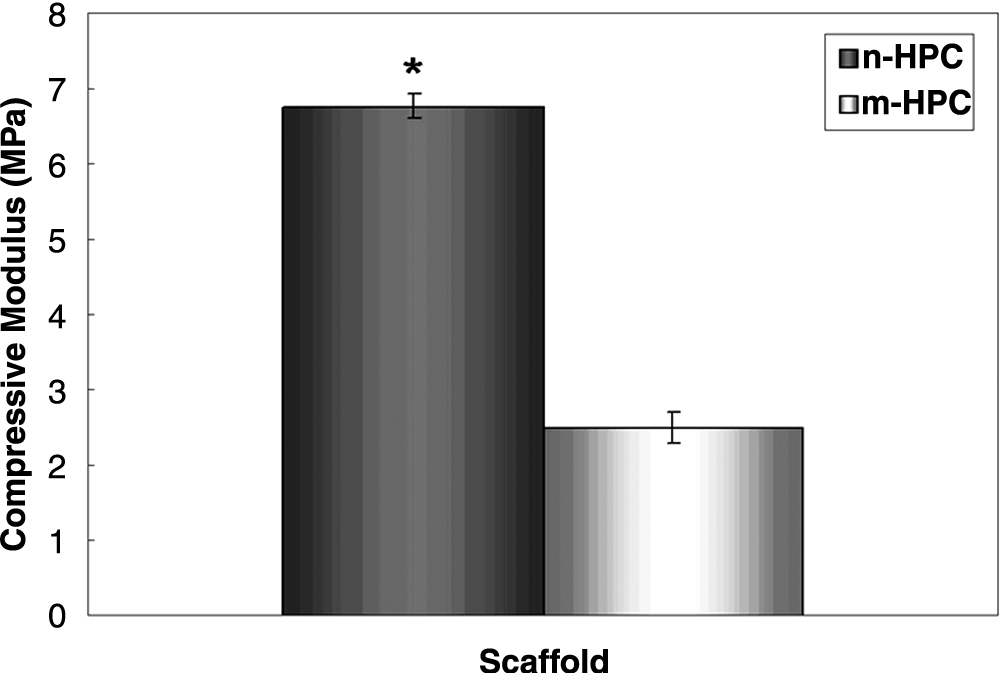
Compressive modulus of the scaffolds. The n-HPC scaffold was significantly stronger than the m-HPC scaffold (n = 5, *p < 0.01).
Cell attachment and proliferation on scaffolds
The attachment of cells cultured on both the n-HPC and m-HPC scaffolds was assessed based on the DNA content of the cells (Fig. 5) in a standard culture solution. The DNA content was significantly higher in the n-HPC scaffold than in the m-HPC scaffold at 4 h (n = 5, p < 0.05), indicating better cell attachment on the n-HPC scaffold. In differentiation medium, the amount of MSC DNA on the scaffolds increased over time, with greater cell proliferation on the n-HPC scaffold than on the m-HPC scaffold (n = 5; Fig. 6).
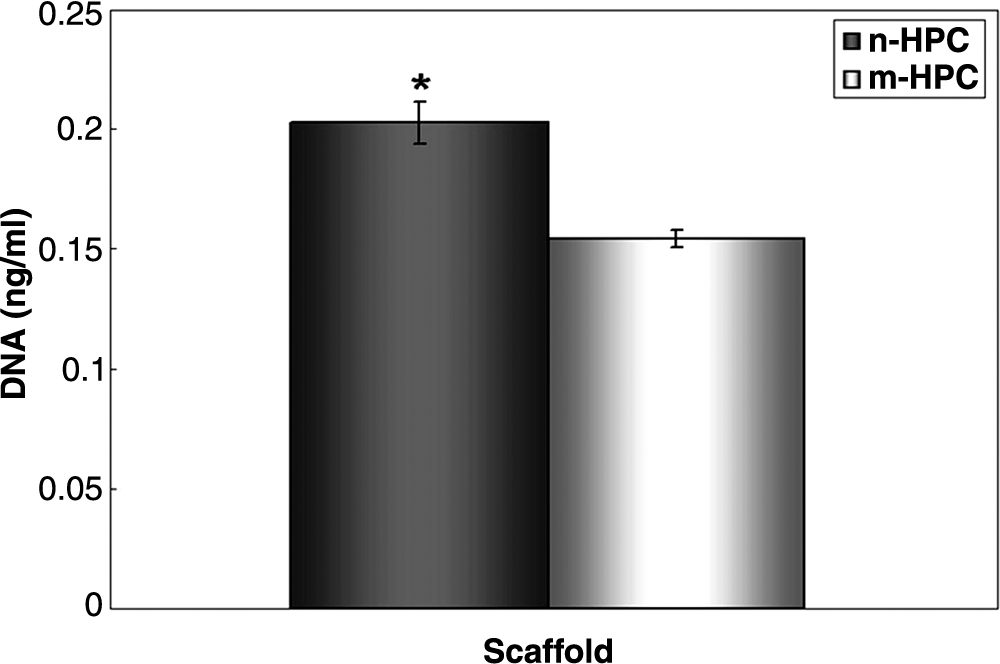
Cell attachment on the scaffolds. Cell attachment on the n-HPC scaffold was significantly higher than that on the m-HPC scaffold (n = 5, *p < 0.01).
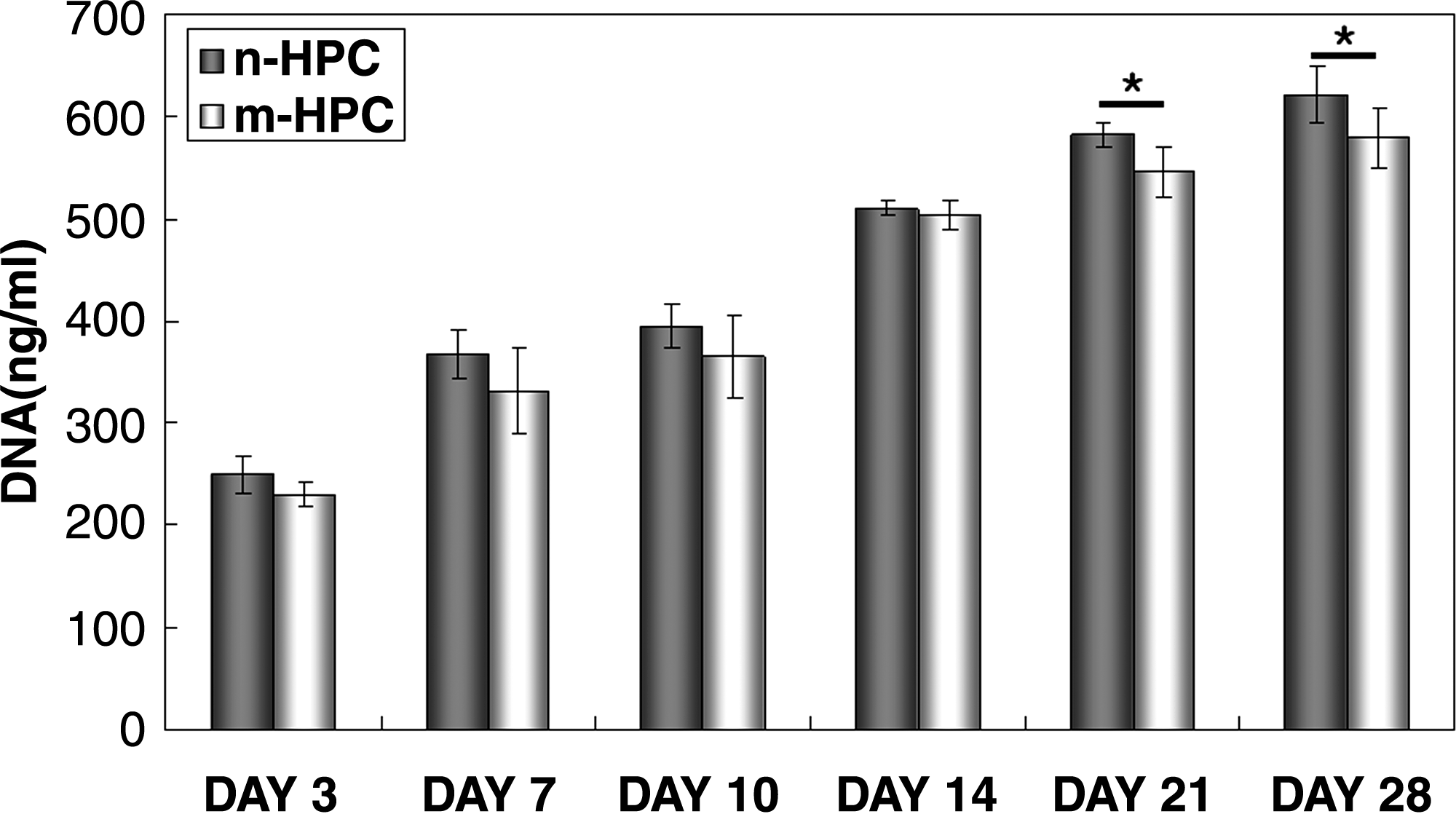
DNA content reflecting the proliferation of MSCs cultured in osteogenic medium on the two types of scaffolds. Cell proliferation was superior on n-HPC scaffold compared with the m-HPC scaffold (n = 5, *p < 0.05).
ALP activity
The differentiation of cells cultured on n-HPC and m-HPC scaffolds was assessed in terms of ALP activity of the MSCs at 3, 7, and 14 days of culture. The ALP activity increased steadily with time and did not differ significantly between the n-HA/PCL and m-HA/PCL scaffolds. ALP activity reached a maximum at day 14, at which time it was significantly greater on the n-HA/PCL scaffold than on the m-HA/PCL scaffold (n = 5, p < 0.05; Fig. 7).
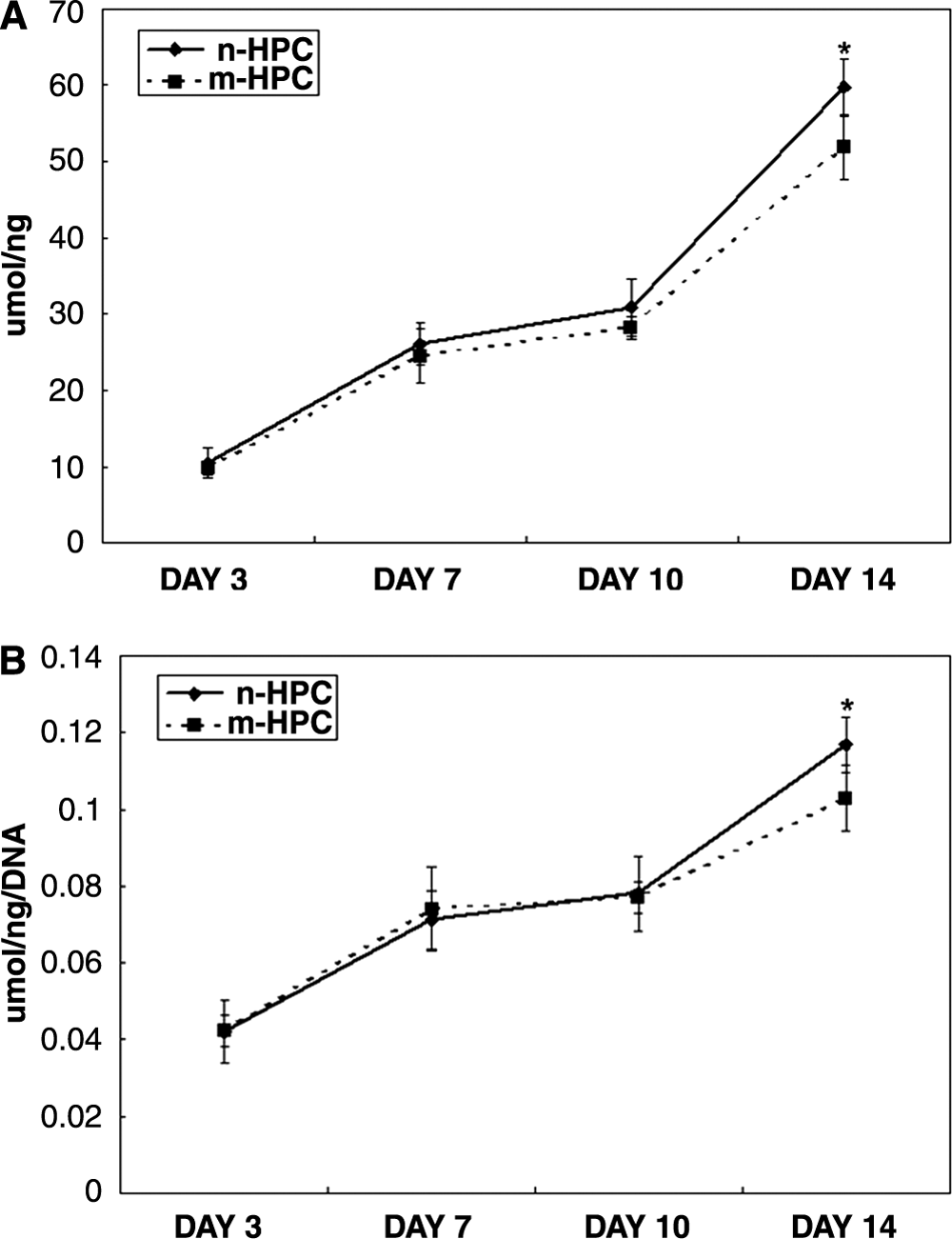
Comparison of the ALP activity of MSCs on the two types of scaffolds. (
Calcium content
The calcium deposition by cultured MSCs was significantly higher on the n-HPC scaffolds than on the m-HPC scaffolds during culture period (Fig. 8). The amount of calcium deposition did not change for the first 14 days and then increased steadily with time. The calcium content was significantly greater on the n-HA/PCL scaffold than on the m-HA/PCL scaffold (n = 5, p < 0.05).
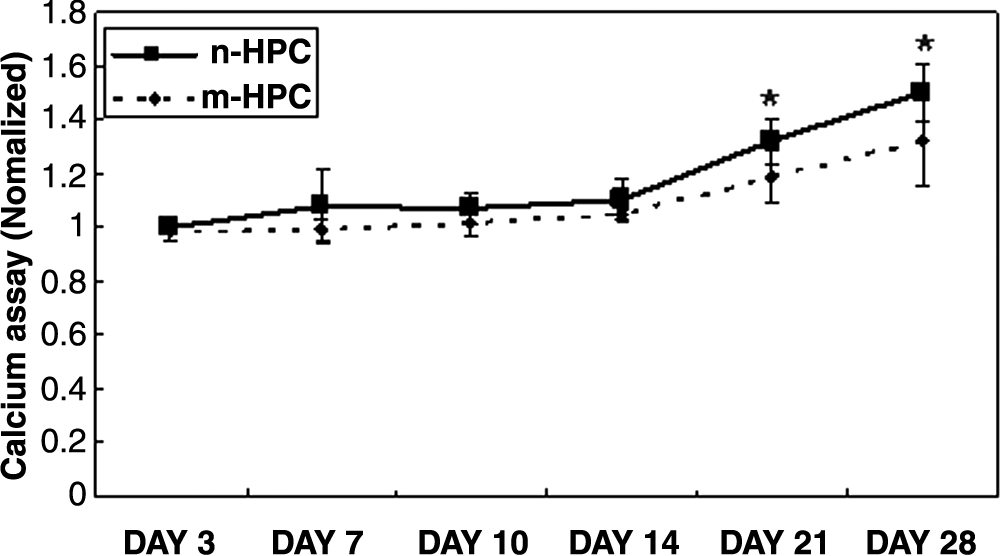
The calcium content of MSCs on the two types of scaffolds. After day 14 of culture, the calcium content steadily increased with time. The calcium content for the n-HA/PCL scaffold was significantly greater than that for the m-HA/PCL scaffold (n = 5, *p < 0.05).
Observation of cell morphology with SEM
Figure 9 contains SEM images (upper two panels) showing the morphology of MSCs after 14 and 28 days of culture on n-HPC and m-HPC scaffolds. After 14 days, the MSCs had spread over the scaffold surfaces and maintained the MSC phenotype. The MSCs cultured on the n-HPC scaffold formed a dense cell layer covering the surfaces, whereas those cultured on the m-HPC scaffold formed a cell monolayer only partially covering the surfaces. After 28 days, the cells had formed a more confluent mineralized matrix on the surfaces of both scaffolds and did not show retention of the MSC phenotype.
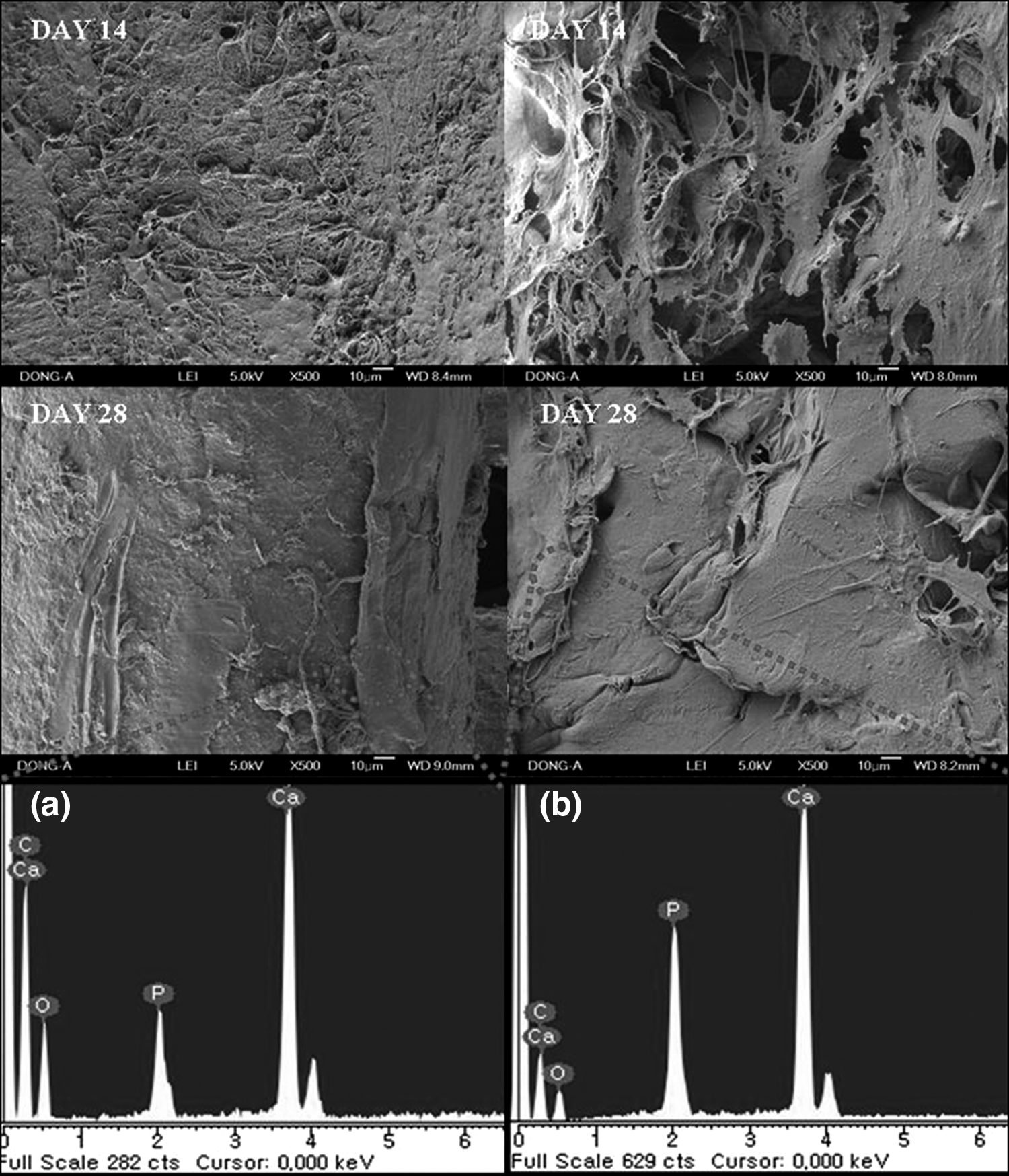
SEM images (upper two panels) of MSCs on the two types of scaffolds. After day 28, ECM generation was more active on the n-HPC scaffold than on the m-HPC scaffold. In addition, EDS spectra (lower panels) were examined for mineralized matrix that had formed on the scaffolds. The amounts of Ca and P were higher in the ECM on the n-HPC scaffold compared with the ECM on the m-HPC scaffold for (
The EDS spectra were examined for the mineralized matrix that formed on the scaffold surfaces after 28 days. Figure 9 shows that the main peaks were from Ca and P. The amounts of Ca and P were higher in the ECM on the n-HPC scaffold than in the ECM on the m-HPC scaffold; the Ca and P contents were 45.35 wt% and 14.45 wt% for the n-HPC scaffold and 31.5 wt% and 13.32 wt% for the m-HPC scaffold, respectively.
Micro-CT examination
Micro-CT was used to examine the bony tissue formed in the scaffolds after 4 and 8 weeks. The micro-CT images at 4 weeks showed significant differences in osteoid growth between the LMS and SGP scaffolds (Fig. 10). The bony tissue grew into the whole scaffolds made by LMP method. However, the same was not true for the SGP scaffold. We examined images of the scaffolds divided into three equal parts in both the sagittal and transverse planes. New osteoid growth was much better on the LMP scaffold than on the SGP scaffold. Osteoid growth on the LMP scaffold was quite extensive, with direct attachment to the surfaces of the LMP scaffold and deep penetration into the scaffold. The n-HA in the scaffold was whiter than the surrounding new bony tissues.

Micro-CT images after 4 weeks; the scaffold is divided into three equal parts in the sagittal (
At 8 weeks, the sagittal and transverse micro-CT images (Fig. 11) showed that dense bone tissue had formed gradually in the LMS scaffold but not in the SGP scaffold, although the bony tissue growth in the SGP scaffold was better after 8 weeks than after 4 weeks.

Micro-CT images after 8 weeks; the scaffold is divided into three equal parts in the sagittal (
Histological analysis
Histological analysis of H&E-stained sections revealed new bone formation on the scaffolds. Figures 12 and 13 show the low- and high-magnification histological images of scaffolds, respectively. At 4 weeks after implantation, there was newly formed osteoid matrix formation inside the LMP scaffold. The osteoid matrix was well distributed in the LMP scaffold with some areas of mineralization, whereas the matrix was not well distributed in the SGP scaffold. Large numbers of osteoblasts were evident around the newly formed osteoid matrix.
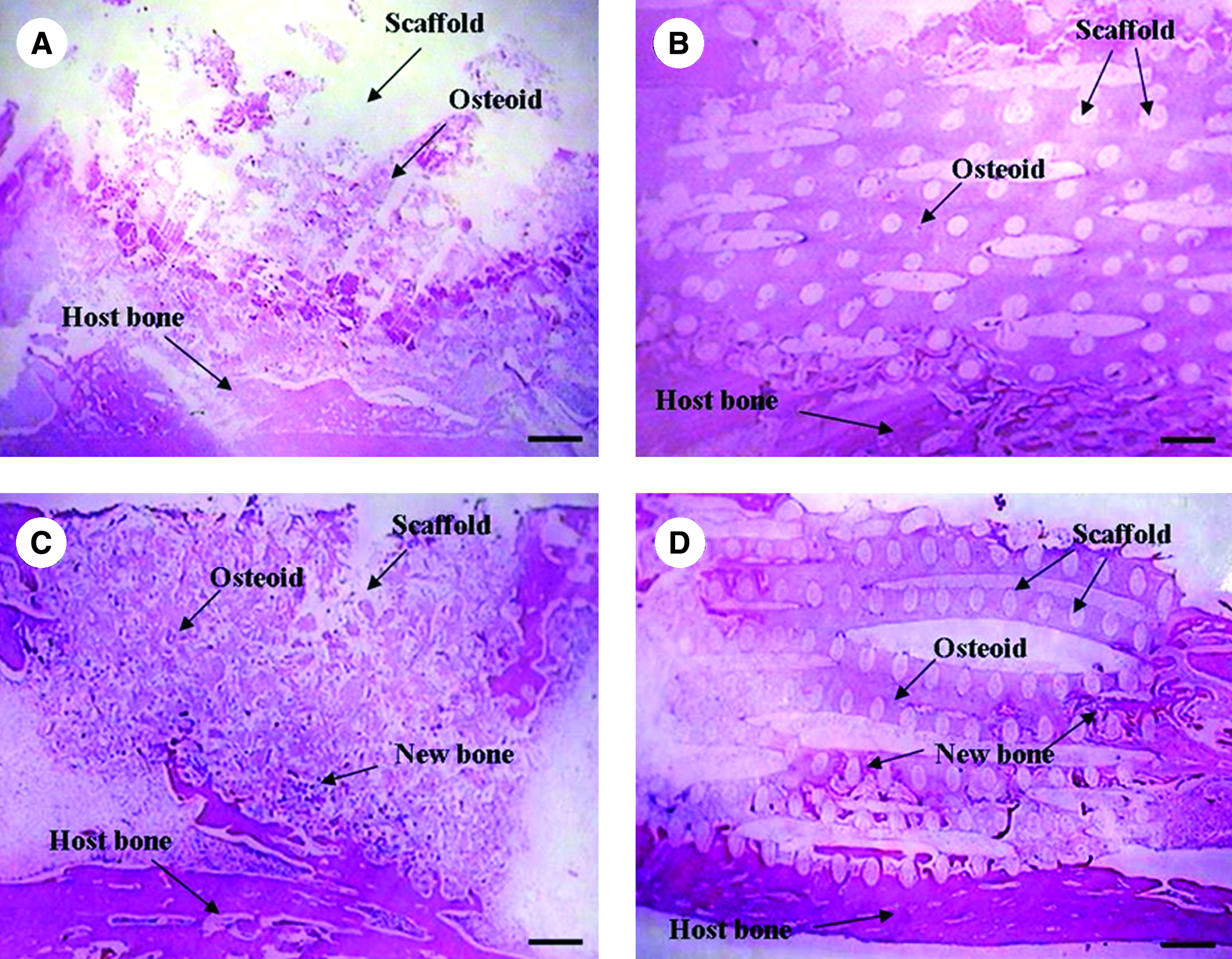
Histological images of the rabbit tibia defects implanted with n-HA/PCL composite scaffolds (H&E staining; magnification, ×10). Bar = 500 μm. (

Histological images of the rabbit tibia defects implanted with the n-HA/PCL composite scaffolds (H&E staining; magnification, ×100). Bar = 200 μm. (
At 8 weeks after implantation, much new bone had formed between the original bone and the LMP scaffold, and many osteocytes and osteoblasts were present in the newly formed bone. Some new bone tissue even interconnected to form circles around the LMP scaffold, indicating a good interface between the new bone and the implanted LMP scaffold. Some sporadic fatty marrow cells were also observed around the scaffold. Although new bone formation was observed inside the LMP scaffold, there was none in the SGP scaffold. These results indicate that the LMP scaffold, with its well interconnected pores, has a positive effect on encouraging the formation of bone. There was no severe inflammation or adverse tissue reaction associated with any of the implanted scaffolds.
Discussion
The major objective of this study was to create biocompatible and bioactive n-HA/PCL composite scaffolds for bone tissue engineering. Many studies have suggested methods for fabricating 3D scaffolds. However, the limitation of conventional methods is that they cannot perfectly control the pore structure. This means that cells and/or tissues cannot easily penetrate into the scaffold. The saturated cell density on the scaffold surface eventually prohibits cell and/or tissue proliferation, regeneration, and other biological activities in the long run. To overcome these problems, new techniques are required. For this, we suggested the LMP for easily creating 3D scaffolds with controlled macropores using various materials. This produces scaffolds whose properties are controlled and reproducible. The scaffold used for bone regeneration must be biocompatible and bioactive. We had previously fabricated PCL scaffolds using an LMP that resulted in better cell penetration than the conventional particle leaching process. 24
HA has been used for scaffolds in bone tissue engineering because of its biocompatibility and bioactivity and is known to have both osteoproductive and osteoconductive properties. It is widely accepted that the appropriate structural, morphological, and mechanical properties are required to encourage bone growth in a 3D scaffold.
Given that bone is a typical example of a nano-composite, n-HA could have an important role in various areas of bone tissue engineering, including the formation and maintenance of the tissue–biomaterial interface. This has focused recent attention on n-HA as a bone tissue engineering material.25–27
In our previous study, synthesized n-HA particles were approximately 20–40 nm wide and 50–90 nm long, whereas the m-HA particles were approximately 20–35 μm wide and 50–80 μm long. The XRD patterns of both n-HA and m-HA showed diffraction patterns typical of HA crystals. In addition, n-HA was less crystalline than m-HA. The smooth surface of the n-HPC scaffold was the result of the well-dispersed, fine n-HA in the PCL matrix. 28
In this study, the compressive modulus of the n-HPC scaffold was significantly higher than that of the m-HPC scaffold. Thus, the n-HA/PCL composite scaffold had better mechanical properties than the conventional m-HA/PCL composite scaffold, due to the dispersion of the n-HA particles in the PCL. Other research has indicated that adding nanoparticles to polymers could increase their composite strength. 29
Many studies have reported that the hydrophilicity of biomaterials is an important factor for cell adhesion, cell proliferation, and cellular activities.30,31 In particular, cell attachment to the scaffolds could be critical in a variety of cellular activities. For example, the quality of cell attachment could influence a cell's ability to grow, proliferate, and differentiate on a scaffold. Our previous work confirmed that n-HPC has greater hydrophilicity than m-HPC and that cell attachment, growth, and proliferation of MG-63 cells were better on the n-HPC scaffold than on the m-HPC scaffold. 28 Other studies have reported that the bone-like apatite layer could provide a suitable substrate for osteoblast cell proliferation and function. 32 The experimental cell attachment results of this study showed that MSCs adhered better to n-HPC than to m-HPC. Moreover, the ALP activity and calcium content, which have been used as markers for the functionality and differentiation of MSCs during in vitro experiments, were significantly higher for the n-HPC scaffold than for the m-HPC scaffold in the in vitro part of the present study. These higher values for the n-HPC scaffold probably result from the scaffold's greater hydrophilicity, which may be responsible for stimulating cell proliferation and differentiation. These findings suggest that the n-HPC scaffold may stimulate MSC differentiation better than the m-HPC scaffold.
The greater hydrophilicity of n-HPC compared with m-HPC derives from its higher specific surface area (surface area/mass). Increasing the surface hydrophilicity of the scaffold seemed to improve interactions between the scaffold and cells and thereby elicit controlled cellular adhesion and enhanced MSC differentiation. Webb et al. suggested that hydrophilic materials are better than hydrophobic materials for cell attachment and proliferation. 33 In addition, Yang et al. reported that a material's hydrophilicity aided the absorption of fibronectin, which is essential for osteoblast adhesion. 34 Therefore, the more hydrophilic surface of the n-HA/PCL composites, compared with the m-HA composites, may encourage greater cell proliferation and differentiation.
Surface roughness is another important factor for cell attachment. Many researchers have reported that the surface roughness of materials directly affects cell attachment, proliferation, and differentiation.35,36 In the present study, the addition of n-HPC significantly increased the roughness of the composite surface, which could promote cell attachment and adhesion.
Other research has shown that all living systems are governed by the nano-sized molecular behavior of proteins, nucleic acids, and carbohydrates. Specifically, the cells in our body are predisposed to interact with nano-scaled surfaces. 37 Therefore, n-HA is a promising candidate material for bone tissue engineering.
New bone growth into porous scaffolds depends on several factors such as pore size, scaffold porosity, and interconnecting pores. Sufficient vascularization of the scaffold is a primary consideration in the engineering of tissue constructs. Scaffolds for tissue engineering must have large, well-interconnected pores.
In our experiment with animals, new bony tissue grew easily into the whole LMP scaffold but not into the SGP scaffold. The LMP scaffold showed good biocompatibility and encouraged faster and more effective osteogeneis in the defect area. We assume that the limitations of the SGP scaffold were attributable to its closed pores. Bone tissue formation was poorer in the SGP scaffold than in the LMP scaffold, despite the high porosity of the former. It was the controlled open pores in the LMP scaffold that were helpful for enhancing bone conductivity. The micro-CT and histological results also demonstrated the higher bone formation potential and better biocompatibility of the LMP scaffold. We suggest that the well-interconnected pores in the LMP scaffold might be conducive to cell attachment, proliferation, and migration, which in turn stimulate cellular functions to enhance bone formation into the LMP scaffold.
We have indicated that conventional methods for manufacturing scaffolds have limitations with respect to controlling pore size, pore geometry, and pore interconnectivity, all of which are important for bone tissue growth into a scaffold. The scaffold structure of well-interconnected pores is important for osteoinduction by biomaterials. 38 It is thought that materials with osteoinductive ability would also have good biocompatibility and biofunctionality. Many reports have suggested that the optimal pore size for osteoconduction is about 200–500 μm in diameter.39,40 Other studies have reported that scaffolds for bone tissue engineering should have a 3D porous structure with a porosity greater than 70% and a pore size in the range of 50–1000 μm.41,42 Accordingly, the LMP scaffold with its well-interconnected pores of about 500 μm is suitable as a bone substitute.
In our previous study, we obtained the same results as in the in vitro test of the present study. The cells could easily penetrate the scaffolds made by an LMP but not those made by a SGP. We suggest that when cells cannot penetrate into scaffolds, they become saturated on the scaffold surface, resulting in reduced viability. 24
The radiological and histological examinations in the animal experiments of the present study showed that the n-HPC scaffold fabricated by an LMP had good biocompatibility and osteoconductivity.
Conclusions
In this study, n-HPC and m-HPC scaffolds with well-interconnected pores and good reproducibility were successfully fabricated using an LMP, and the biological properties of the two kinds of biocomposites were investigated comparatively for the first time. The results indicated that the n-HPC scaffold had higher compressive modulus than the m-HPC scaffold. In addition, the ALP activity and calcium content of MSCs were significantly higher for the n-HPC scaffold than for the m-HPC scaffold after 14 days of culture, indicating that the n-HPC scaffold had significantly better bioactivity and biocompatibility compared with the m-HPC scaffold.
In the present animal study, the well-interconnected pore structure of the n-HPC scaffold fabricated by an LMP encouraged easy bone cell growth and distribution, with no negative effects on bone tissue formation. Furthermore, according to the radiographic and histological evaluations, the LMP scaffold had better biocompatibility, better biofunctionality, and enhanced osteogenesis, compared with the conventional SGP scaffold.
In summary, compared with the scaffold produced by the conventional method, the n-HA/PCL composite scaffold fabricated by an LMP exhibited superior mechanical properties, in vitro bioactivity, and cell and bone tissue responses. These findings suggest that n-HPC scaffolds fabricated by an LMP have good bioactivity and biocompatibility, and may be suitable for bone implants.
However, further investigation including the effect of hierarchical substructures followed by clinical trials should be performed to complete this study.
Footnotes
Acknowledgments
This study was supported by the Fundamental Research Program of Korea Institute of Materials Science.