
Abstract
A significant problem that affects tissue-engineered electrospun nanofibrous scaffolds is poor infiltration of cells into the three-dimensional (3D) structure. Physical manipulation can enhance cellular infiltration into electrospun scaffolds. The porosity of electrospun nanofibers was highly enlarged by ultrasonication in an aqueous solution. The porosity and related property changes on a series of nanofibers were observed to be dependent on ultrasonication time and energy. To evaluate cell infiltration into the scaffold, fibroblasts were seeded onto these nanofibers and cultured for different lengths of time. The penetration levels of these cells into the scaffold were monitored using confocal lazer scanning microscopy. The cell infiltration potential was greatly increased with regard to an increase in pore size and porosity. These 3D nanofibrous scaffolds fabricated by an ultrasonication process allowed cells to infiltrate easily into the scaffold. This approach shows great promise for design of cell permeable nanofibrous scaffolds for tissue-engineering applications.
Introduction
The objective of this study was to systematically increase the porosity and thickness of electrospun nanofibers by controlling their exposure to ultrasonication. This process can reduce the density of nanofibers by increasing porosity in a controlled manner allowing for cellular infiltration into the scaffold. Nanofibers produced by electrospinning are initially a dense matrix composed of randomly arrayed fibers. In our experiments, ultrasonication conditions were optimized so as to increase porosity and reduce fiber density. Electrospun and ultrasonicated nanofibers were characterized in terms of morphology (as analyzed using scanning electron photomicrographs) and porosity (as measured by change in volume). The ability to make a wide range of nanofiber thicknesses by physical manipulation using ultrasonication allows for the possibility of designing tissue-engineered scaffolds that allow cells to infiltrate and proliferate. The effects of this process on cell infiltration were evaluated in vitro by using fibroblast cells (NIH3T3). Therefore, we have utilized a process that increases porosity to provide 3D ECM mimicking nanofibrous scaffolds. These highly porous nanofibers were used as tissue-engineering scaffolds to investigate the effect that these ECM-like nanofibers have on cell infiltration, adhesion, and proliferation.
Materials and Methods
Materials
PLLA (RESOMER® L207 S, i.v. s 1.5–2.0 dL/g) was purchased from Boehringer Ingelheim Pharma GmbH & Co. Fine Chemical. 1,1,1,3,3,3-Hexafluoro-2-propanol (HFIP) was purchased from TCI). Dulbecco's modified Eagle's medium (DMEM), fetal bovine serum (FBS), phosphate-buffered saline (PBS), trypsin-ethylenediaminetetraacetic acid, and antibiotics (penicillin–streptomycin) were purchased from Gibco. Deionized distilled water (DDW) was produced by an ultrapure water system (Puris-Ro800; Bio Lab Tech.). All other reagents and solvents were purchased from Sigma-Aldrich and used without further purification.
Fabrication of the 3D nanofibrous scaffold
For the electrospinning process, PLLA/HFIP polymer solution at a concentration of 0.10 g/mL (10 wt.%) was prepared. In fact, 10 μL of 0.01% (w/v) rhodamine isothiocyanate (Sigma)/ethanol solution was added to 10 mL of polymer solution (to aid in confocal lazer scanning microscopic observation) and vortexed for 1 min at room temperature. The polymer solution was loaded into a 5 mL glass syringe with a metal blunt-end needle (22 G, Kovax-needle; Korea Vaccine Co., Ltd.) and electrospun on an aluminum foil covered rotating mandrel for 10 h at 18 kV using a high-voltage DC power supply (Nano NC) with a 1 mL/h feed rate (KDS-200; KD Scientific Inc.) and a 15 cm needle tip-to-collector distance. The needle tip was traversed horizontally along a distance of 10 cm at a speed of 2 cm/sec. The resultant nanofiber sheet was placed under vacuum for 1 day at room temperature to remove residual solvent.
For the fabrication of the three-dimensional nanofibrous (TN) scaffold, a circular nanofiber specimen (diameter=15 mm) was punched using a 15 mm metal punch (TCK) and prewetted by 70% ethanol for 1 min. The prewetted nanofiber was immersed in 10 mL of DDW and ultrasonicated using an ultrasonicator (VCX 750; Sonics) under the predetermined conditions listed in Table 1 at 4°C. The resultant disk-shaped TN scaffolds were placed into 24-well plates to lyophilize for 48 h.
PLLA, poly(
Scanning electron microscope analysis
Surface and cross-sectional morphological observations of the electrospun nanofibers and TN scaffolds were carried out using a scanning electron microscope (SEM; Hitachi S-2300). Each sample was prepared by sputter coating with gold for 5 min. Cross-sectional images of the nanofiber and TN scaffolds were obtained using an image analyzer (Eyeview Analyzer ver 5.0; Digiplus) for quantification of thickness (at ×40 magnification, n=4). The cell-seeded scaffold specimens were fixed with 3.7% formaldehyde at room temperature for 1 h before imaging. All samples were examined at an acceleration voltage of 20 kV.
Porosity of the TN scaffolds
The pore sizes of scaffolds that comprised of the ultrasonication process were obtained from SEM. The porosity of the electrospun nanofiber and ultrasonicated TN scaffolds were calculated using Eq. (1) and Eq. (2). The thickness and diameter of the specimens were measured using a micrometer.
20
Mechanical analysis of the TN scaffolds
The mechanical properties of series of TN scaffolds were measured by a tensile test. The strip-shaped specimens (30×5 mm2, n=4) were prepared, and the uniaxial stress-strain property of the specimens was analyzed until fracture by using the tensile testing machine (AG S-J 500N; SHIMADZU) at a crosshead speed of 10 mm·min−1.
Molecular weight measurements
The weight and number average molar mass (Mw and Mn) and polydispersity index of the TN scaffolds were measured by gel permeation chromatography (GPC, Viscotek GPC MAX, Viscotek VE 2001 GPC Solvent/Sample Module and TDA 302 triple detector array; Malvern Instruments Ltd.) at 40°C by using chloroform as eluent at a flow rate of 1 mL·min−1. The Mw and Mn were calibrated against polystyrene standards.
In vitro cell studies
For the cell infiltration study, fabricated TN scaffolds were lyophilized for 24 h, and then immersed in 70% ethanol solution for 4 h to sterilize. After this, they were washed thrice by using PBS and then immersed in DMEM cell culture medium for 24 h. Fibroblasts (NIH3T3) were used for studying cell infiltration. Fibroblasts were cultured in DMEM cell culture medium containing 10% (v/v) FBS, 100 U·mL−1 penicillin, and 100 μg·mL−1 streptomycin. The culture medium was replaced every 2 days. Aliquots of fibroblasts suspensions (50 μL, 2×105 cells/cm2) were seeded onto the specimens. At each predetermined time point (6 h, 1, 4, and 7 days), the specimens were fixed by soaking in 3.7% paraformaldehyde solution for 30 min with subsequent washing with PBS. The samples were next embedded in freezing medium (Tissue-Tek). Frozen sections with a thickness of 10 μm were obtained using a −23°C Freezing Microtome (CM 1510–3; Leica) and were then mounted onto Superfrost Plus glass slides (Fisher Scientific). The sectioned specimens were mounted onto a glass slide using mounting solution (Vectashield®) and observed using confocal lazer scanning microscopy (CLSM). To quantify cell infiltration, the distance between the infiltrated cells and top surface of the scaffold was measured to determine the cells that penetrated most into the scaffold. 11 A series of five sections spaced apart by at least 100 μm were examined per scaffold.
For the cell proliferation test, the TN scaffold was fabricated using a similar method as for the cell infiltration test. Cell proliferation was determined using a Cell Counting Kit (CCK-8 kit). Aliquots of fibroblast suspensions (100 μL, 5×105 cells/cm2) were seeded on the top surface of the scaffolds. The seeded cells were then allowed to attach onto the scaffold for 30 min before adding 1 mL of DMEM. At each predetermined time point (1, 3, and 7 days), the number of cells in each specimen was measured by using a cell counting kit (CCK; n=4). Three hundred microliters of CCK-8 (0.5% v/v) solution was added to the scaffold and incubated for 4 h; and then, absorbance of 200 μL of the CCK-8 solution (placed in a 96-well plate) was measured at 450 nm using a microplate reader (Bio-Rad).
At each time point, the cells in the scaffold were also observed using SEM and CLSM after 4′,6-diamidino-2-phenylindole (DAPI) staining. Briefly, the specimens were fixed by soaking in 3.7% formaldehyde solution for 30 min at room temperature and then washed using PBS. Next, the scaffolds were immersed in cold cytoskeleton (CSK) buffer (pH 6.8, 50 mM NaCl, 3 mM MgCl, 150 mM sucrose, 50 mM tris-Base, and 0.5% triton X-100) for 20 min. After treatment with CSK buffer, the scaffolds were incubated in blocking buffer solution (1% bovine serum albumin in PBS) for 1 h at 37°C and then washed using PBS. Each sample was then incubated in DAPI (Invitrogen) solution for 1 h at 37°C. The fluorescent dye treated specimen was then mounted onto a glass slide and observed using CLSM.
Statistical analysis
Statistical analysis was performed using PASW Statistics 18 software (SPSS, Inc.). All values were expressed as means±standard deviations, and differences with p-values (p<0.05) were considered statistically significant.
Results and Discussion
Characterization of TN scaffolds
Electrospun nanofiber scaffolds have been the focus of a substantial amount of research in the field of tissue engineering over the last several years. Electrospun nanofiber scaffolds have several advantages over other scaffolds, as they can mimic the fibril and interconnected pore structures of native ECM. Despite its highly interconnected porous structure, it is difficult for cells to infiltrate and grow in the electrospun mesh due to the small pore size.5,10
In this study, we explored electrospun PLLA nanofibers as a means to generate TN scaffolds for tissue engineering. This work focused on the characterization of TN scaffolds with regard to scaffold porosity and the resultant increase in cell infiltration. Using the electrospinning system, fibrous scaffolds with fiber diameters ranging from nano to micro size were generated by varying the electrospinning solution and processing conditions. 5
One major finding from this study is that ultrasonication can decrease the spatial density of fibers by mechanically separating them via the vibrations of ultrasonication. The pore size, porosity, and overall thickness of the nanofiber scaffolds were adjusted by varying the ultrasonication time and energy. (Fig. 1) This process causes the nanofiber sheets to open out into TN scaffolds greater than 5 mm in thickness. As shown in Figure 2, the thickness of the PLLA scaffold was greatly increased with no observed deformation of the disk-like scaffold shape after this ultrasonication process. The surface and cross-sectional morphologies of the PLLA nanofiber and the TN scaffolds were examined by using SEM. As shown in Figure 3 (a) and (e), the PLLA nanofiber scaffold is highly porous and has a dense mesh structure with bead-free and randomly arranged nanofibers. However, since the fibers were formed in a dense structure, the pores of the nanofiber are very small. Due to this, cells have difficulty penetrating into the inner part of the nanofiber. 11 Creating a more porous and thick electrospun matrix by varying the electrospinning processing conditions is very difficult and time consuming. 21 The physical manipulation technique presented in this study offers a new paradigm for fabricating electrospun nanofiber scaffolds with large porosity. By ultrasonication, the fibers were randomly dispersed (Fig. 3 (b–d)), and the overall thickness of the nanofiber sheets was increased (Fig. 3 (f)). This expansion of the TN scaffolds seemed to be largely due to water entering into the nanofiber mesh. The water uptake ratio of the expanded nanofiber scaffolds increased in a manner dependent on ultrasound exposure time from 10 to 6200 wt.%. (data was not shown) The ultrasonic energy generated by this processes allowed the water to infiltrate into the gaps between the nanofibers and mechanically agitate the fibers. This uptake of water into the nanofiber matrix enlarged the porosity and thickness of the sheets. The fibrous linkages of the PLLA scaffolds were loosened by the presence of the water, which, in turn, increased the gap between the fibers. These separated fibers increased the overall thickness of the nanofiber scaffolds from 0.25 mm (non-ultrasonication) to 1.25 mm (Fig. 3 (g)). Before ultrasonication treatment, the average molecular weight of the PLLA was 2.53×105 g/mol. After ultrasonication treatment, little change was measured in the molecular weight, irrespective of the ultrasonic power used. (Table 2) It was found that the decrease in molecular weight by ultrasonication treatment was less than 6%. However, changing degradation of the nanofiber was not greatly influenced by ultrasonication treatment up to 60 J mL−1.

Schematic illustration of three-dimensional nanofibrous (TN) scaffold generation by the sonication method. Red arrows indicate pore of the nanofiber. Color images available online at www.liebertonline.com/tea
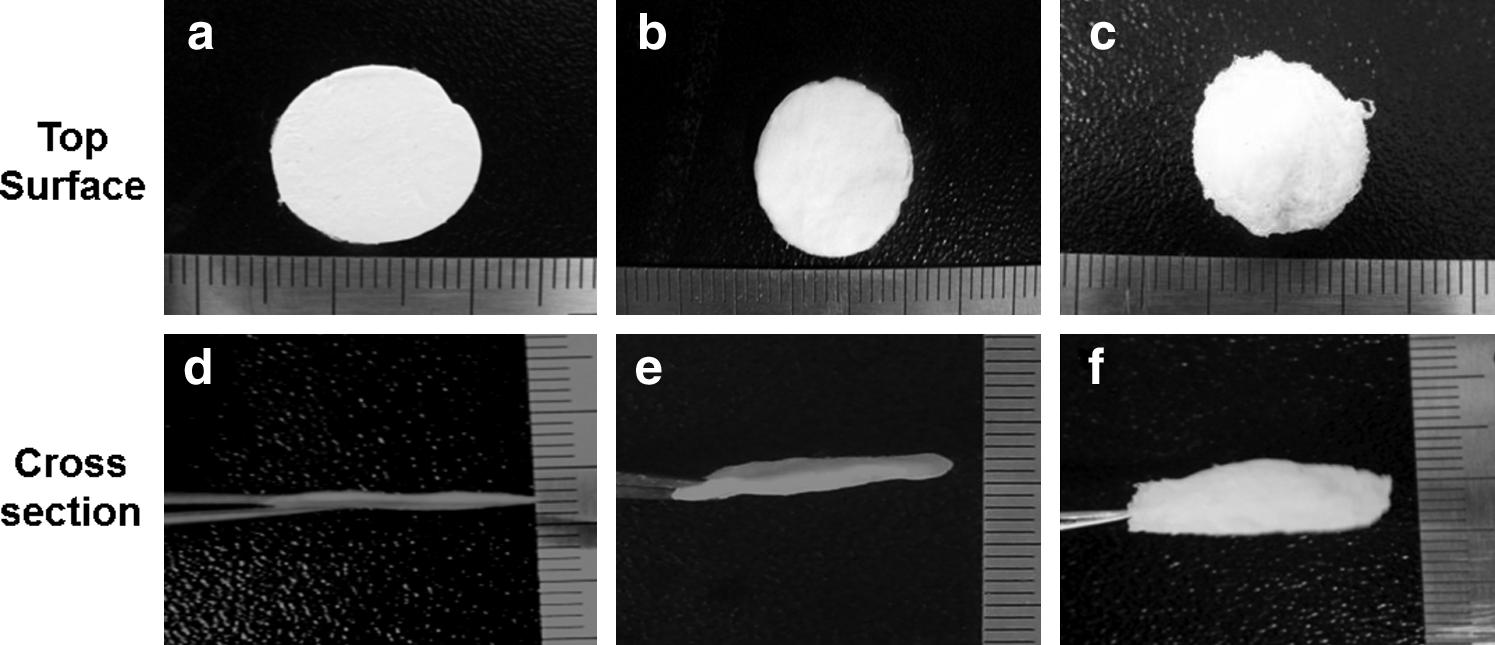
TN scaffolds increased the volume by the ultrasonication process. Top surface and cross-sectional images of poly(
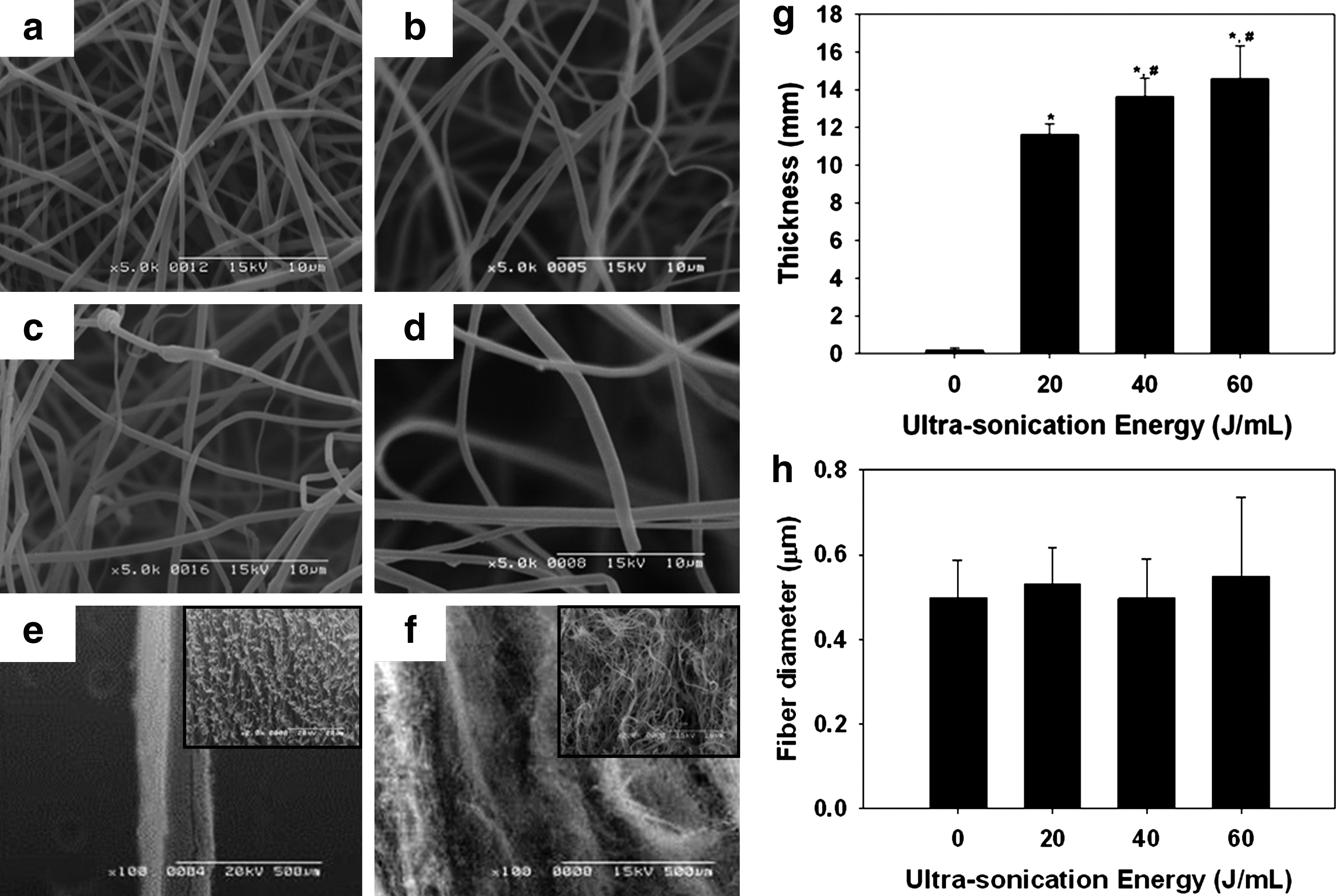
Scanning electron microscope (SEM) images of non-ultrasonicated PLLA nanofiber
Mechanical properties were measured by a tensile test.
Molecular weights of PLLA nanofibers before and after ultrasonication were measured by gel permeation chromatography.
PDI, polydispersity index, Mw/Mn.
p<0.05 compared with control group (0 J mL−1), mean±standard deviation, n=4.
The mechanical properties of scaffolds were affected by ultrasonication treatment. The ultimate tensile strength of ultrasonicated PLLA scaffolds subjected to 60 J·mL−1 of ultrasonic power decreased approximately 11-fold when compared with non-ultrasonicated PLLA scaffolds. The nanofibers are gradually loosened by treating with ultrasonication up to 60 J·mL−1, thus supported the results of Table 2 and Figure 3 (a–d). With the increase of the ultrasonic power, increase in the pore size and ultimate tensile strain, and decrease in the ultimate tensile strength can be the evidences of the loosening. (Table 2 and Fig. 3 (a–f)) Moreover, the loosening phenomenon has no other way to be explained except an increase in the thickness. (Fig. 3 (g)) The decreased density of the nanofiber scaffolds and the resultant increase in thickness means that both the pore size and porosity of the TN scaffold was increased. Pore size and porosity are important scaffold structural parameters that influence the proliferative behavior of seeded cells. The PLLA scaffolds, which have increased overall thicknesses due to the ultrasonication process, also yielded an increase in the porosity as these properties are related. As shown in Figure 4, by changing exposure time and ultrasonication energy, TN scaffolds with different porosities were obtained. The average porosity of the PLLA nanofiber and TN scaffold was calculated by Eq. (1) and Eq. (2). A quantitative analysis showing the porosity of ultrasonicated nanofiber scaffolds as a function of ultrasonication time (1, 2, 5, 10, and 20 min) is shown in Figure 4 (a). At the shortest ultrasonication time (1 min), the porosity of the scaffold varied significantly from 82% to 96%. After 5 min of ultrasonication, there was no more increase in porosity of the TN scaffold. To further illustrate the effect of ultrasonication on the porosity of the scaffold, we ultrasonicated nanofibers with different energies (20, 40, and 60 J·mL−1) for 5 min. Highly porous TN scaffolds with over 98% porosity were obtained at all ultrasonic energy settings (Fig. 4 (b)). The thickness and the porosity of the TN scaffold was more dependent on the ultrasonic exposure time rather than on energy (data were not shown). Porosity increased up to 5 min, at which point porosity did not increase more than 99%. The fibers in the nanofiber separated from each other during ultrasonication, but after 5 min the structure of the TN scaffold became unstable because the fibers were too far apart from each other and suffered a decrease in their mechanical properties. Beyond this point, the TN porosity did not significantly increase further.

The average porosity of TN scaffold by ultrasonication time
Cellular infiltration
Cellular infiltration into the scaffold was studied by analyzing frozen sections of the scaffolds that had been stained by DAPI (Fig. 5). Figure 5 (a, e, i, and m) shows a cross-sectional image of an electrospun PLLA nanofiber scaffold. A monolayer of cells on the surface of the conventionally electrospun PLLA nanofiber was observed with no penetration of the cells into the scaffold interior. The ultrasonication process was effective in creating a less dense PLLA mesh. The TN scaffold improved the cellular penetration considerably (Fig. 5 (b–d)). The cells were greatly increased by the migration and proliferation of infiltrated cells at the inner part of the scaffold. (Fig. 5. n, o, and p) The thickness of the scaffold created by ultrasonication reduced the volume density of the fibers, which, subsequently, allowed cells to penetrate into the scaffold. We also quantitatively evaluated the cellular infiltration into the TN scaffold at 6 h, 1, 4, and 7 days after cell seeding. Figure 6 shows the mean depth of cell migration into the TN scaffolds. At all measured time points, there were significantly more cells with deeper penetration into the ultrasonicated scaffolds than the nonsonicated scaffolds. Fibroblasts seeded on top of the nonsonicated electrospun scaffolds did not infiltrate them. In contrast, there was deep cellular infiltration into the ultrasonicated scaffolds from 18% to 28% the total depth of the TN scaffold with 60 J mL–1 of ultrasonication energy. The process of cellular infiltration into the fiber architecture was rapid. The significantly enhanced penetration of the cells into the ultrasonicated scaffolds was due to the enlarged pore size and low fiber density.

Cellular infiltration analysis. Confocal lazer scanning microscope images of a PLLA nanofiber

Mean infiltration distance
Figure 7 shows cell proliferation measurements on the nonsonicated and ultrasonicated PLLA scaffolds after 1, 3, and 7 days. The number of cells was determined by using a colorimetric CCK-8 assay. Both scaffolds exhibited a similar gradual growth pattern of cells during culture. (Fig. 7 (e)) Culturing the cells on the sonicated PLLA scaffolds significantly enhanced the proliferation of cells at days 3 and 7 (p<0.05). This was likely due to enhanced cellular infiltration into the sonicated PLLA nanofibers and increased volume available for cell proliferation. The cells adhered to and easily proliferated on the surface of the dense nonsonicated PLLA nanofiber scaffolds. However, the space available for cell infiltration and proliferation was insufficient in this group. These results suggest that the ultrasonication process can increase the porosity and thickness of an electrospun nanofiber scaffold. This would, in turn, provide greater space for infiltration and proliferation of cells. The effect of ultrasonication on cell infiltration due to morphological changes of the nanofibrous scaffold such as porosity and thickness is reflected in the cellular infiltration measurements. Here the presence of a high porosity within the scaffolds resulted in a significant increase in infiltration distance as compared with the non-ultrasonicated nanofiber scaffolds. This result indicates that increased thickness and porosity of the TN scaffold by ultrasonication can offer sufficient space for cell infiltration into these scaffolds.

SEM images of cells cultured on PLLA nanofiber
In tissue engineering, a highly interconnected porous scaffold with a high surface area-to-volume ratio may improve cell and scaffold interactions, which can aid in cellular processes such as cell adhesion, migration, and proliferation. 22 Nanofiber scaffolds can provide a cytocompatible architecture that can facilitate the transport of oxygen and nutrients to cells, which is essential for cellular growth.23,24 Despite these advantages of nanofiber scaffolds, there is a crucial problem as the dense fiber network mitigates cellular infiltration. The strategy presented in this article is to use ultrasonication to generate larger pores and a greater thickness that allows for superior cellular infiltration. Due to its relative simplicity and effectiveness, this strategy is more suitable for actual production than others, as physical stimulation mechanically expanded the fibers to form a 3D cell culture scaffold usable for tissue engineering. The mechanical properties of the resultant sonicated nanofiber scaffolds are not adequate, however, and remain a problem for future studies. In addition, in vivo studies are currently underway to examine cell infiltration and tissue formation to evaluate the functional effectiveness of these scaffolds in conditions present in a true in vivo environment.
Conclusions
The nanofibrous scaffolds were generally fabricated by an electrospinning method, which was composed of densely packed nanofibers. These nanofibers have been reported as scaffolds that can support the adhesion and growth of various cell types, followed by inducing bone, cartilage, tendon, skin, and blood vessel regeneration. However, it is a major problem that they typically lack space for 3D cell infiltration. To overcome this drawback, some researchers have made efforts to fabricate 3TN scaffolds. This research aimed at developing TN scaffolds utilizing an ultrasonication treatment that increases TN scaffold pore size and thickness with increased treatment. To achieve highly porous 3D scaffolds, the ultrasonication processing conditions were optimized. The TN scaffolds were found to enhance cellular infiltration and proliferation in vitro. The results of this study demonstrate the successful fabrication of TN scaffolds by ultrasonication of electrospun fibers. This can generate scaffolds with pore sizes suitable for cellular infiltration. Despite the attractive ECM-mimic features of the initial electrospun nanofibrous structures, 3D cell growth was inhibited due to their densely woven fibers. The highly porous TN scaffolds, where the presence of low porosity, highly dense nanofibers is a significant problem for applying most current fabrication approaches.
Footnotes
Acknowledgments
This work was supported by grants from the Basic Research Program of the Korea Science and Engineering Foundation. (No. 20090065530) and the Technology Innovation Program of Ministry of Knowledge Economy (MKE; No. 10035291).
Disclosure Statement
No competing financial interests exist.