
Abstract
Fibrous biotextiles are very popular structural forms that are widely used in medical products and devices ranging from sutures, bandages, wound dressing, and patches to all kinds of artificial grafts such as ligaments, tendons, blood vessels, heart valves, and tissue engineered scaffolds. Blow-spinning is a recently developed technique that enables the large-scale and efficient production of ultrathin fibers with diameters ranging from micrometer to nanometer. In this study, the blow-spinning process and parameters were optimized to steadily fabricate collagen nanofibers by ejecting a collagen solution with constant airflow with precisely controlled diameter and alignment. Different from the electrospun collagen nanofibrous membrane, the blow-spun one was fluffy and spongy with high porosity. It was observed that the blow-spun collagen membrane could better maintain the fiber structure after chemical crosslinking in comparison with the electrospun membrane crosslinked in the same condition, which probably attributed to the good porosity and permeability of crosslinking agent within the membranes. The in vitro cell culture of Schwann cells on the blow-spun collagen nanofibrous spongy membrane showed its good biocompatibility for cell attachment, growth, and migration into the membrane, implying its potential in biomedical applications. Besides, there is no requirement for electroconductivity of the polymer solution and collector in blow-spinning. In brief, our results indicated that blow-spinning is an accessible and efficient technique to prepare nanofibers of synthetic and natural polymers, which has a great prospect in the large-scale production of biotextile medical devices and tissue engineered scaffolds.
Impact statement
Solution blow-spinning is a recently developed fiber fabrication technology with efficient and large-scale production. In this study, we successfully prepared collagen nanofibrous membrane with precisely controlled diameter and alignment by blow-spinning. The blow-spun collagen nanofibrous spongy membrane could better maintain the fiber structure after chemical crosslinking, which showed good biocompatibility for cell spreading and migration inward.
Introduction
Fibrous biotextiles are very popular structural forms that are widely used in medical products and devices ranging from sutures, bandages, wound dressing, and patches to all kinds of artificial grafts such as ligaments, tendons, blood vessels, heart valves, and tissue engineered scaffolds. The advances and improvements in spinning techniques have led to a rapid growth in the production of high-performance individual fibers, membranes, tubes, and scaffolds.1,2 The current methods used to prepare fibers include electrospinning, 3 melt blowing, 4 force spinning, 5 self-assembly, 6 interfacial polyelectrolyte complexation, 7 and blow-spinning.8,9
Although electrospinning has widely proven effective for fabricating nanofibrous and/or microfibrous structures with a variety of materials, some limitations of this technique cannot be ignored. First, polymeric solutions are ejected through a spinneret to form fibers toward a grounded collector by applying an electric field. Therefore, the solutions and the collector must be electroconductive. The electrostatic field and/or the solvent may denature the polymeric molecules or change the surface properties of fibers. In addition, the conductive conditions may greatly limit the application of electrospinning in the production of multicomponent fibers.10,11 Besides, it is difficult to fabricate three-dimensional (3D) constructs incorporating internal porous structure by electrospinning.
Blow-spinning can be considered as a combination of electrospinning and melt-blown techniques.12,13 The primary theoretical basis is Bernoulli's principle. When a high-pressure gas ejects, it converts the pressure into kinetic energy to form a high-speed airflow, which generates a shear force at the interface between the gas and the polymeric solution, causing the solution at the tip of the needle to form a liquid cone. A jet of the solution is generated when the shear force is sufficient to overcome the surface tension of the polymer, and the nanofibers are subsequently fabricated as the solvent evaporates quickly.
Blow-spinning equipment is more straightforward and consists only of a simple airbrush, concentrated polymer solution, and a compressed gas source, and does not require high-voltage electrical equipment and conductive solution. In addition, blow-spun nanofibrous mesh has higher porosity and yield, short preparation time, and high feasibility of industrial production. Although melt-blown can also achieve mass production, it is relatively hard to fabricate thinner fibers at the nanoscale. 14
At present, more and more polymers are successfully spun into nanofibers by blow-spinning, including polycaprolactone, polylactic acid, polyvinyl alcohol, polymethyl methacrylate, poly (vinylidene fluoride) (PVDF), polyacrylonitrile, polystyrene, polyethene oxide, and nylon 6, poly (vinyl pyrrolidone) (PVP), which have all been used widely in biomedicine,15,16 electrode materials, 17 sensors, 18 and environmental protection.9,19
Compared with synthetic polymers, natural macromolecules possess great advantages as they are biologically at the molecular level very similar to the extracellular matrix components. Among them, collagen, as the most abundant protein in mammal tissues, has a wide variety of biomedical applications from wound dressings and hemostats to tissue engineering, especially in the form of nanofibrous mesh. Electrospinning has been the most commonly used method to fabricate collagen nanofibers, whereas blow-spun collagen nanofibers are seldom reported currently.
In this study, the process and parameters of blow-spinning technique were optimized to steadily fabricate collagen nanofibers with precisely controlled diameter and alignment using a lower concentration of collagen solution (150 mg/mL) in 35% acetic acid. The microstructure and stability of the collagen nanofibrous membrane before and after crosslinking were evaluated. At the same time, the in vitro biocompatibility of the blow-spun collagen nanofibrous membrane was also examined for evaluating their potential in biomedical applications.
Methods
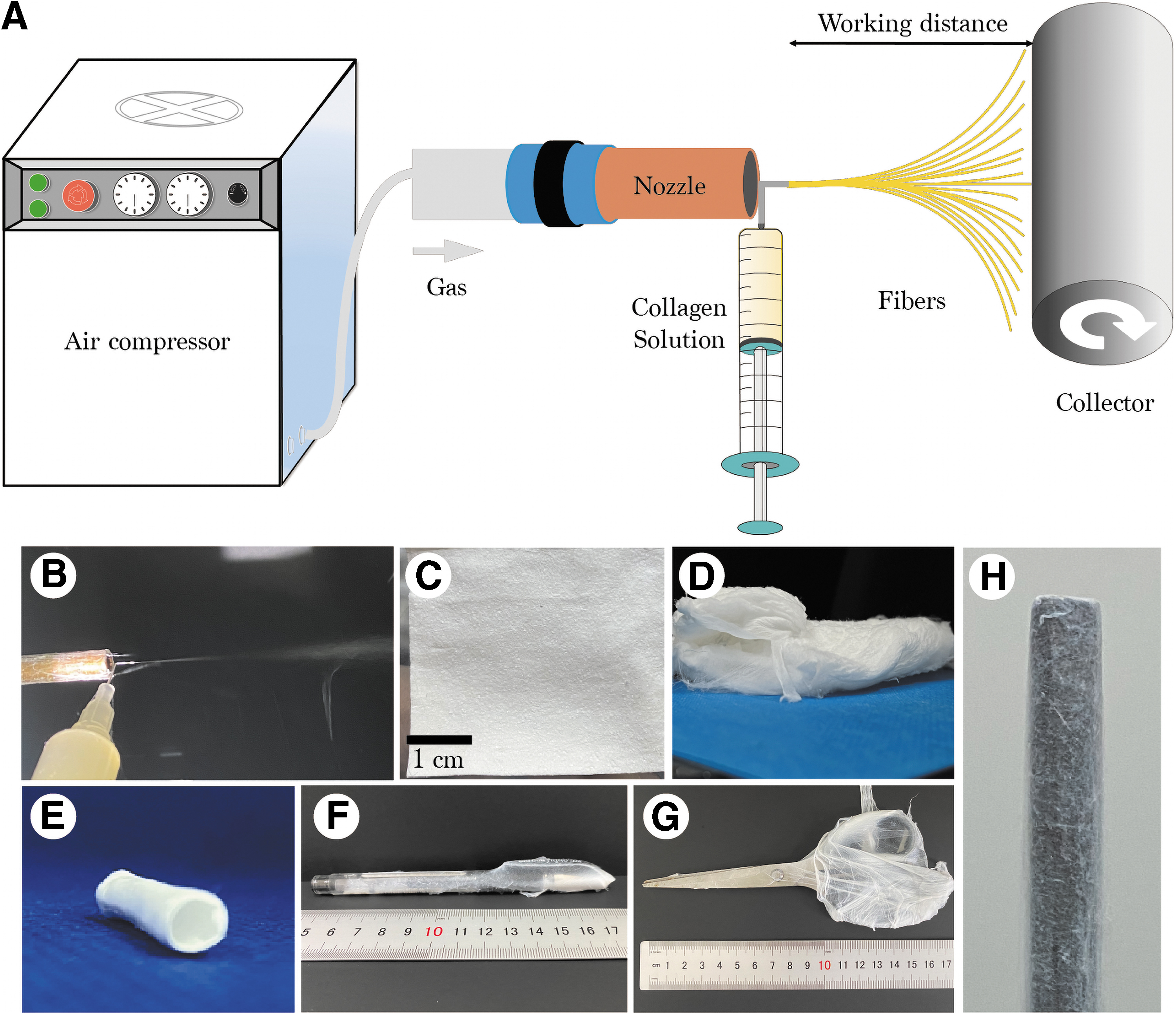
The blow-spinning equipment was set up with an air compressor, airbrush, syringe driver, roller collector, and simple fume hood, as shown in Figure 1. The solution concentration, syringe injection speed, working distance, and air pressure are all important parameters that should be controlled and evaluated in blow-spinning process. The collagen solution was prepared by dissolving bovine origin type I collagen (Collagen Biotechnology Co. Ltd, China) in different concentrations of 10% (w/v)–25% (w/v) in 15% (v/v)–45% (v/v) acetic acid (Macklin, China) under continuous stirring for 12 h.
In blow-spinning, the collagen solution was loaded into a 10 mL syringe with a needle with an inside diameter of 0.21–0.5 mm at the speed of 0.5–10 mL/h under an air pressure of 10–60 psi, as shown in Supplementary Tables S1–S3. The distance between the needle tip and the collector was 10–30 cm. To collect aligned nanofibers, a high-speed roller collector (1200, 1500, and 2000 rpm) was used.
To adjust the degradation rate of the collagen membranes in vivo, chemical crosslinking was applied for both electrospun and blow-spun fibrous collagen membranes with vapor or liquid crosslinkers. For crosslinking in solution, the fibrous membranes were soaked in 20 mM N-ethyl-N′-(3-dimethylaminopropyl) carbodiimide hydrochloride (EDC; Sigma-Aldrich, St. Louis, MO) and 10 mM N-hydroxysulfosuccinimide sodium salt (NHS, Sigma-Aldrich, St. Louis, MO) in 90% ethanol for 24 h at 37℃. 20 For crosslinking with glutaraldehyde vapor, the fiber membranes were placed on top of the 2.5% (v/v) glutaraldehyde solution (GTA, Macklin, China) for 24 h at 37℃ and then washed thoroughly with phosphate-buffered saline (PBS) and deionized water three times to remove excess GTA.
Experimental
Experimental design
Fabrication of collagen nanofibrous membranes
Collagen nanofibrous membranes were manufactured through blow-spinning and electrospinning processes, respectively. The concentration of 15% (w/v) collagen in 35% (v/v) acetic acid was finally selected according to the preliminary results. The collagen solutions used for blow-spinning and electrospinning were completely similar. Two different crosslinking methods were applied and evaluated. In addition, because the blow-spun fibers are soft and easily affected by the agitation of the airflow, a low-speed roller collector is applied to collect the fibers to get a uniform membrane.
To obtain a fibrous membrane with good alignment, a high-speed roller collector is used. The blow-spun fluffy fiber membrane was compressed with a tablet press (JDP-20S; Jiaxinhai, China) to increase its flatness. In addition, electrospun fibers were fabricated as control. During electrospinning, the collagen solution was loaded into a 5 mL syringe with a needle with an inside diameter of 0.34 mm, ejected at the speed of 0.5 mL/h under a voltage of 30 kV and collected by high-speed (1200 rpm) collector to obtain aligned nanofibers. The distance between the needle tip and the collector was 20 cm.
Collagen fiber membrane characterization
The blow-spun and electrospun membranes with or without crosslinking were analyzed by field-emission scanning electron microscopy (FE-SEM; Zeiss, Germany) with a 15 kV beam intensity. Before SEM examination, the collagen surfaces were sputter-coated with a layer of Pt (EM ACE600; Leica, Germany). The morphology and size of the fibers were then assessed by transmission electron microscope (TEM, JEM-2100F; JEOL, Japan) with 200 kV. Fourier-transform infrared spectroscopy (FTIR) (X70; Netzsch, Germany) was used to confirm the chemical structure of type I collagen as present in the fiber membrane.
The diameter and the distribution of angle of orientation of the nanofibers, and the porosity of the membrane were all calculated using ImageJ. The data were based on the measurement of three individual sample membranes (n = 3 for statistical analysis). For the fiber diameter measurement by Image J, a total of 15 fibers per image and three images per sample were randomly selected. For the distribution of angle of orientation of nanofiber, a total of 30 fibers per image and three images per sample were randomly selected and calculated using ImageJ.
The horizontal axis of the image was set to 0° and the tool of “Straight Line Selection” was used to calculate the angle between the fiber and the horizontal axis. The porosity of the electrospun and blow-spun nanofiber membranes was calculated as previously reported. 21 In brief, the SEM images were converted to binary format using ImageJ, where the fibers appeared white and pore red. The percentage of the red area relative to the total area was defined as the percent porosity. Five randomly selected images of each sample were calculated using ImageJ and averaged.
Hydrostability
The blow-spun and electrospun collagen fiber membranes before and after crosslinking were incubated in water at room temperature for up to 14 days to evaluate the hydrostability. The membranes were collected at different time points and weighed after freeze-drying. Each sample was weighed three times for average. Three individual samples for each group were measured for statistical analysis (n = 3).
Cell culture
Extraction and purification of rat Schwann cells from sciatic nerve were performed as described previously.22,23 In brief, sciatic nerves were enzymatically dissociated with 1 mL of 0.2% (w/v) collagenase NB4 (Sigma-Aldrich) for 30 min. The mixtures were stirred at 37℃, centrifuged, and then incubated in Dulbecco's modified Eagle's medium, high glucose (Procell Life Science & Technologies, Wuhan, China) supplemented with 10% (v/v) fetal bovine serum (Procell Life Science & Technologies, Wuhan, China) and 1% (w/v) penicillin–streptomycin (Gibco, Life Technologies, Carlsbad, CA). The collagen membrane was crosslinked with EDC-NHS, sterilized by 60Co irradiation and then used for in vitro cell culture. The cells were seeded on sterilized collagen fiber membranes and cultured in an incubator with 5% CO2 at 37°C.
Cell adhesion assay
The collagen membranes (1 × 1 cm) were placed in a 24-well culture plate. The Schwann cells (SCs) were seeded on the surface of the membranes at a density of 8000 cells/well and the growth medium was changed every day. After 4 days, SCs were fixed with 4% paraformaldehyde for 30 min, permeated with 0.1% Triton X-100 solution for 5 min, and incubated in 1% bovine serum albumin (Cat No. A7030; Sigma-Aldrich, St. Louis, MO) for 40 min at 37°C. Actin filaments and nuclei were stained with rhodamine-phalloidin and 4′,6-diamidino-2-phenylindole (DAPI), respectively.
The cells were imaged using a confocal laser scanning microscope (CLSM 980; Carl Zeiss). The other part of the cell sample was fixed with 2.5% glutaraldehyde for 3 h, washed three times in PBS, and dehydrated by continuous gradient ethanol solutions (50%, 70%, 80%, 90%, 95%, and 100% [v/v]) for 20 min each. After infiltration in 50% tert-butanol for 30 min and 100% tert-butanol for 2 h, the samples were frozen at −20°C for 24 h and lyophilized for 24 h with a freeze-drier. The surfaces were sputter-coated with Pt layer in sputtering coating chamber (EM ACE600; Leica) for FE-SEM.
Cell proliferation assay
The SCs were seeded on the surface of collagen fiber membranes and tissue culture plate (TCP) control. The fresh medium was changed every day. On day 1, 3, and 5, cell proliferation was evaluated by cell counting kit-8 assay (CCK-8, DOJINDO, Japan) with 10% working solution in cell culture medium for 1 h at 37°C in the dark. The absorbance at 450 nm was measured using an EnSpire Multimode Plate Reader (PerkinElmer).
Statistical analysis
The data were processed through ImageJ and Origin software (Origin Lab). All numerical data are presented as means ± standard deviation. Statistical analysis was performed using Student's t-test with the SPSS 22.0 software. Values of p < 0.05, 0.01, and 0.005 were considered statistically significant, high significant, and extreme high significant, respectively.
Experimental Results
Blow-spun collagen nanofibrous spongy membranes
Figure 1A illustrates the structure of the air spinning device and the principle of blow-spinning. Because there is no restriction on conductivity, it is easier to prepare fluffy bulk samples by blow-spinning, such as the fibrous membranes, sponges, and tubes (Fig. 1C–E), which had better porosity and permeability. Unlike electrospinning, blow-spinning can use almost anything for fiber collection. In addition to the regular plate and roller, gauze and nonconductive pens, and scissors were also successfully used to collect the fibers, as shown in Figure 1F, G, and H.
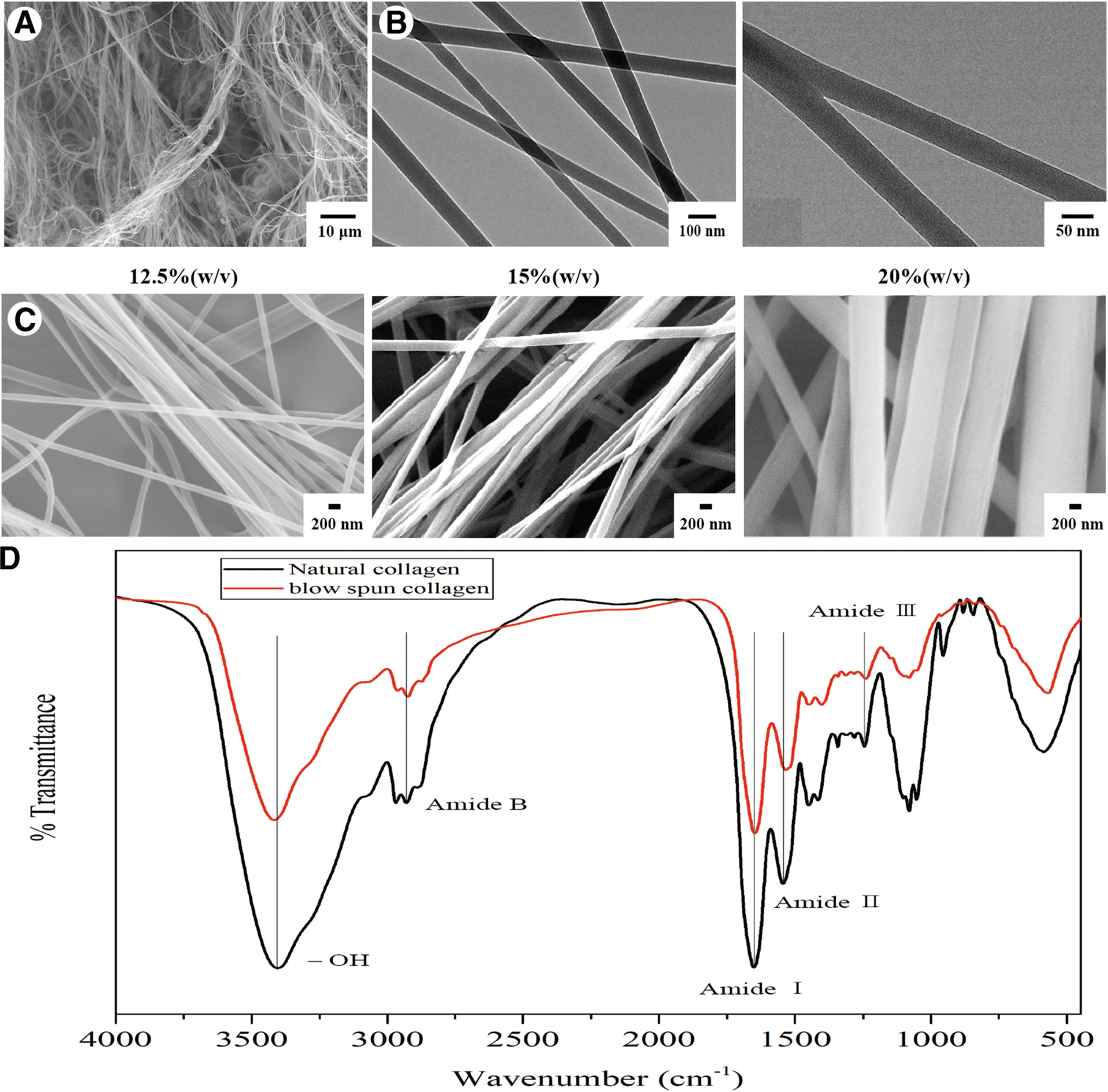
In this study, the blow-spinning process and parameters, including collagen solution concentration, solvent concentration, syringe injection speed, working distance, and air pressure, were evaluated in detail to fabricate collagen nanofibers with precisely controlled diameter and alignment (Supplementary Tables S1–S4, Fig. 2C). As shown in Figure 2A, the SEM images confirmed the fluffy fibrous structure formed during the blow-spinning process. The fiber diameter was about 80–200 nm, which could be adjusted by changing the collagen solution concentration. The higher the collagen concentration, the larger the fiber diameter (Fig. 2C).
Characterization of blow-spun nanofibers.
The TEM images showed that the blow-spun nanofibers were uniform with fiber diameter <100 nm, as shown in Figure 2B. Obviously, blow-spinning provided a facile technique to make uniform ultrathin nanofibers, which could not be obtained by traditional melt-blown technique.
FTIR spectra of the samples were examined and shown in Figure 2D. The typical peaks of amide groups representing collagen molecules were observed, including N-H stretching at 3294 cm−1 for the amide A, 2931 cm−1 for the amide B, C = O stretching at 1651 cm−1 for the amide I, and N-H deformation at 1545 cm−1 for the amide II, C-N stretching at 1244 cm−1 for the amide III. Compared with natural collagen, the positions of amide I, II, III of the blow-spinning collagen samples had no obvious shift, indicating the chemical structure of collagen was not affected significantly by blow-spinning process.
Comparison of blow-spun and electrospun fibers
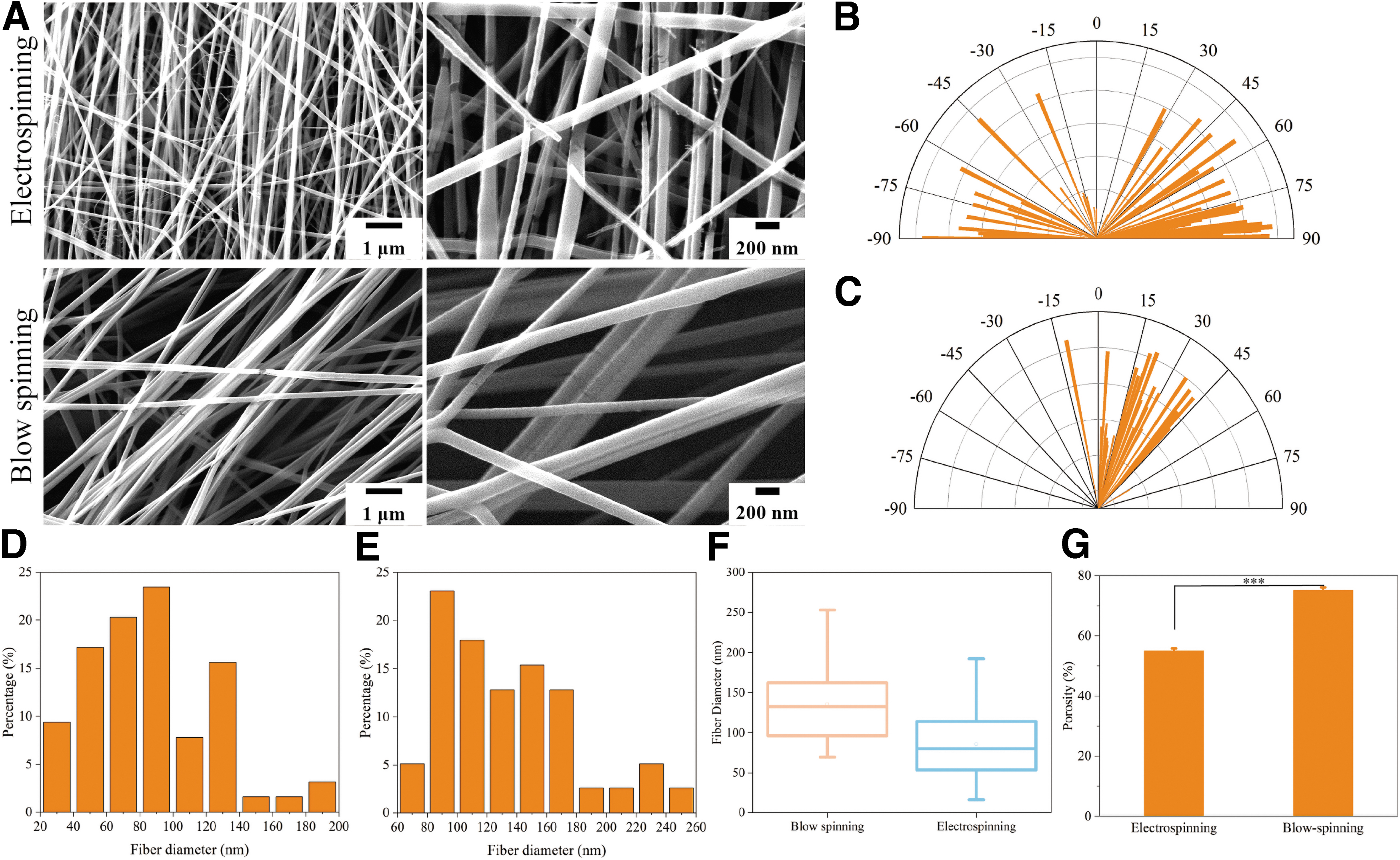
Figure 3A shows the typical SEM images of blow-spun and electrospun collagen nanofibers at different magnifications. Generally, blow-spun nanofiber membrane was relatively fluffy with loose nanofibers, contributing a higher porosity (Fig. 3G). When the nanofibers were collected at the same speed (1200 rpm), it is easier to prepare directional fiber distribution by blow-spinning than electrospinning (Fig. 3B, C). The diameter of electrospun fibers was 85.7 ± 40.1 nm, which was smaller than the diameter of blow-spun fibers (135.8 ± 45.9 nm), as shown in Figure 3D–F.
Comparison of blow-spun and electrospun nanofibers.
Aligned collagen fibers
The SEM images in Figure 4A demonstrate that the alignment of the blow-spun collagen nanofibers could be adjusted by changing the rotation speed of the drum (1200, 1500, and 2000 rpm). According to the quantitative statistic results by ImageJ, the alignment of the blow-spun fibers increased gradually with the increase the rotation rate of the roller collector. The collagen fibers obtained at 2000 rpm showed the best parallel structure with a narrow distribution of angle of orientation.

Chemical crosslinking
EDC-NHS and GTA chemical reagents were, respectively, adopted to crosslink the electrospun fibers and the blow-spun fibers. As shown in Figure 5, no matter what kind of crosslinking reagent was used, the two collagen fiber structures were not significantly affected, except for the increase of the fiber diameters. Nevertheless, it is notable that the blow-spun fibers could maintain better fiber structure than the electrospun fibers, regardless of the method used for crosslinking. The reason may be attributed to the fluffy structure and increased porosity of the blow-spun fiber membrane, which were beneficial for the penetration of the crosslinking reagents into the pores and reacting with collagen.

SEM images of the collagen nanofibers obtained by blow-spinning and electrospinning before and after crosslinking.
Besides, it seemed that GTA-crosslinked fibers showed better fiber structures than the EDC-NHS-crosslinked fibers. The in vitro degradation profiles were then evaluated to confirm the effects of crosslinking. As shown in Figure 6, the uncrosslinked electrospun and blow-spun collagen membrane dissolved in water very quickly, disappeared in water within about 10 days. By contrast, crosslinked collagen fiber membranes had good stability in water.
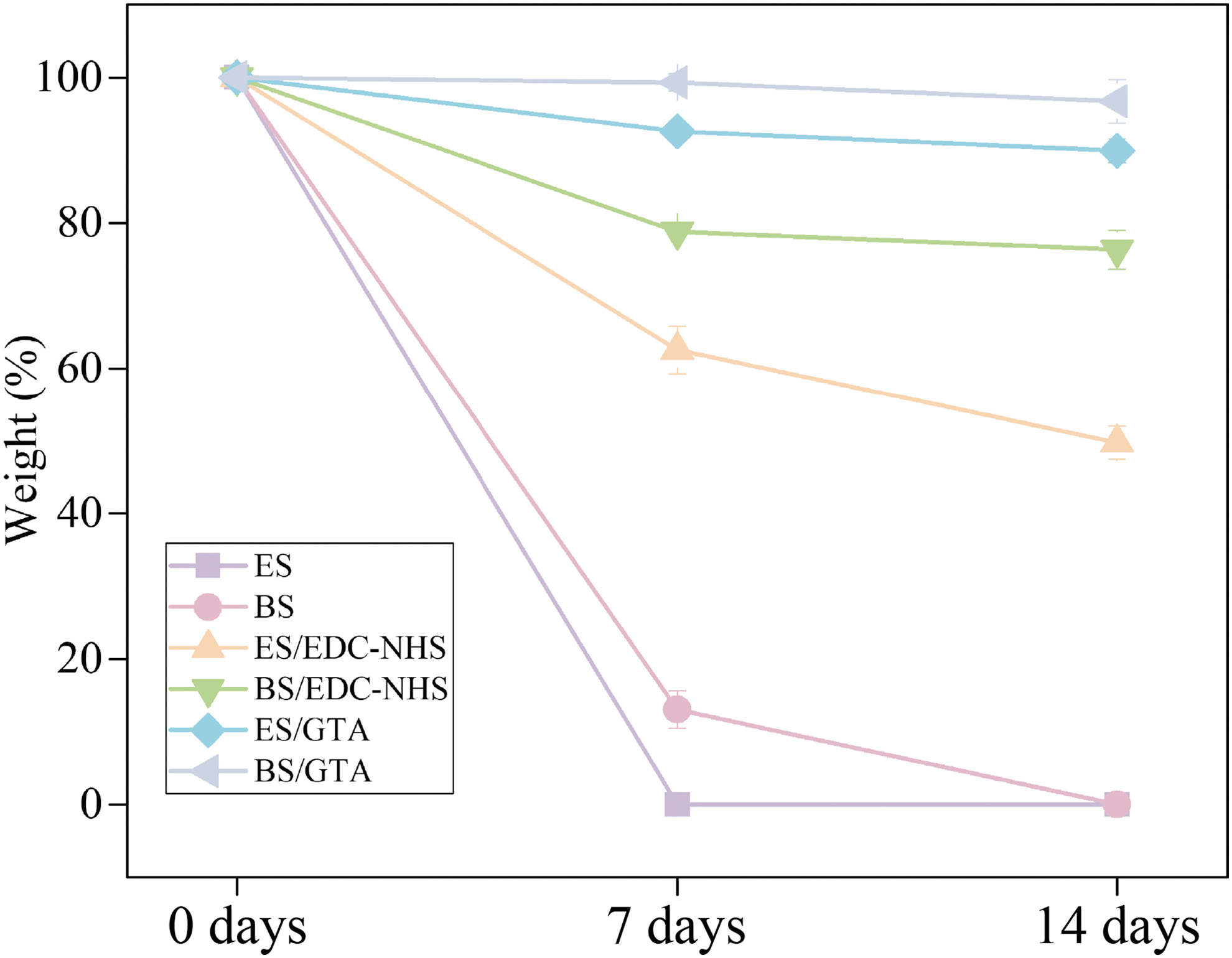
Hydrostability of the collagen nanofiber membranes obtained by blow-spinning and electrospinning before and after crosslinking within 14 days. Color images are available online.
After 14 days of immersion, the electrospun and blow-spun collagen fiber membranes remained 49.7% and 76.3% of the original weights after EDC-NHS crosslinking, and 89.9% and 96.7% of weights after GTA crosslinking, respectively. It is noted that the GTA vapor showed better crosslinking effects than EDC-NHS solution, with much slower degradation rate. Therefore, different crosslinking methods could be chosen for different application demand. Besides, it is interesting that the blow-spun membrane had slower degradation rate than the electrospun one at the same condition, which implied a more sufficient crosslinking effect in the spongy membranes.
Cell proliferation and adhesion test
The cell proliferation of the SCs on the blow-spun collagen nanofiber membrane crosslinked by EDC-NHS and GTA, respectively, was detected by the CCK-8 assay, as shown in Figure 7A. Owing to the toxicity of the residual GTA, the cell proliferation trend was not as well as for the group with EDC-NHS crosslinking, indicating the good biosafety of EDC-NHS crosslinking method. Cell attachment and morphologies on the EDC-NHS-crosslinked collagen membrane were examined under SEM and CLSM after 4 days of cell culture.

Cytocompatibility of blow-spun collagen fibers.
The SEM and CLSM images showed the good attachment and growth of the SCs on the membranes, indicating the good cytocompatibility (Fig. 7B, C). The SCs cultured on the blow-spun membranes extended long pseudopodia in comparison with the cells on TCP, which implied that the collagen nanofibers provided a more biomimetic extracellular matrix for cell adhesion. Moreover, the fluffy and spongy membrane also provided a 3D environment for cell migration inward. As shown in Figure 7B, it is clearly seen the nanofibers covering the SCs, which probably attributed to the cell migration into the porous membranes. In addition, the 3D construction images from CLSM shown in Figure 7D–F were consistent with the SEM result, indicating that the SCs did not stay on the surfaces, but migrated into the interior instead.
Discussion
Currently, electrospinning is the main technique as applied for the preparation of nanofibers. 11 However, electrospinning is associated with disadvantages including long process time and low output still exist, which limits its application for large-scale production in industry.12,13 In this study, we investigated a new technique of blow-spinning to efficiently prepare collagen nanofibers membranes.
In this study, the blow-spinning process and parameters were optimized to steadily fabricate collagen nanofibers with precisely controlled diameter and alignment. The microstructure, chemical crosslinking method, degradation, and the cytocompatibility were all evaluated, indicating the successful preparation of the collagen nanofibrous spongy membrane and the great promise for biomedical application. In comparison with electrospinning, blow-spinning is a more efficient technique to obtain nanofibers. The feed rate used in blow-spinning was 10 mL/h, whereas it is only 0.5 mL/h in electrospinning.
In addition, the blow-spun nanofibrous membrane is much fluffier and spongier with a higher porosity, which will be helpful for the diffusion of nutrition and metabolic waste products and cell migration. This study demonstrated that the blow-spun collagen nanofibers were more stable than the electrospun fibers after crosslinking, which can also be due to the fluffier structure of blow-spun collagen membrane. The higher porosity allowed the chemical crosslinker to penetrate and infiltrate the membrane and contact with the internal fibers sufficiently, thereby promoting the good crosslinking of collagen fibers.
Collagen spinning is usually performed by dissolving collagen in fluoro alcohol or acid. 24 Unfortunately, the use of highly volatile organic solvents often leads to protein denaturation. 20 It has been previously reported that the dissolution of type I collagen in hexafluoroisopropanol (HFIP) led to 93% of collagen denaturation. 25 For electrospinning, to ensure the sufficient volatilization during spinning, fluoro alcohol has been the most commonly used solvent because of its good volatility. However, in the blow-spinning process, high-speed airflow can help the solvent to volatilize quickly, thus aqueous solvents can also be used for blow-spinning. Furthermore, the blow-spun collagen nanofibers prepared using acetic acid solvent was long and uniform, whereas fibers became very short and discontinuous when HFIP was used as the solvent for blow-spinning.
Blow-spinning technique produces nanofibers by blowing high-speed airflow 14 ; therefore, this process can be affected by airflow disturbances. Obviously, the lighter the molecule, the higher the effect of airflow disturbances during blowspinning will be (Supplementary Fig. S1). Accordingly, alignment of the blow-spun fibers collected on a rolling drum may be worse compared with electrospinning at the same rotation rate. In this study, aligned collagen nanofibers were successfully fabricated by blow-spinning using the roller collectors with rotation rate >1200 rpm. The faster the rotation rate, the better the orientation.
Besides, it is very convenient to optimize the fiber morphologies by adjusting spinning parameters, such as the solution concentration, solution infusion rate, working distance, and air pressure. For example, the fiber diameter could be easily affected by the concentration of collagen and the solution infusion rate. In addition, the solvent concentration and gas pressure are very important parameters to fabricate continuous fibers. Appropriate acetic acid concentration and gas pressure are prerequisite for proper volatilization of the solution to make fibers. Neither too high nor too low solvent concentrations or air pressure are not favorable for blow-spinning fibers.
Nanofibers are a very popular textile form in biomedical materials and tissue engineered scaffolds, which provide a favorable matrix for regulating cell behavior. 26 It is easier to make spongy bulk materials with large volume by using blow-spinning. In this study, the blow-spun collagen nanofibrous spongy membrane showed a fluffy structure with larger pores and higher porosity, which provided a 3D environment for cell growth and migration. The porous structure with high specific surface area is also an essential parameter for hemostatic dressings and barrier membranes.
In previous studies, blow-spun nanofibers show a good effect on wound healing.14,15,27,28 The relatively larger pores of the blow-spun nanofibers ensure rapid air–liquid exchange and prevent the accumulation of bacteria. 28 Moreover, blow-spinning can be used to spray nanofibers directly on the wound surface for wound treatment. 14 Therefore, it can be supposed that the blow-spun nanofibers materials have a great promise in a broad range of biomedical applications because of the outstanding advantages, including appropriate porous structure, controllable nanofibers, bulk material, and efficient production.
Conclusion
In this study, a blow-spinning method was developed to fabricate collagen nanofibrous spongy membrane by ejecting a collagen solution with constant airflow with precisely controlled diameter and alignment. The blow-spun nanofiber membrane had good fluffy and spongy structure, which showed the advantage for cell attachment and migration, and sufficient crosslinking as well. In general, blow-spinning is a facile and safe technique for large-scale production of collagen nanofibers with high efficiency in a mild condition.
Footnotes
Acknowledgment
The author would like to thank Wu Hui team of Tsinghua University for assisting in the construction of blow-spinning and giving many valuable suggestions and opinions.
Disclosure Statement
No competing financial interests exist.
Funding Information
This study was funded by the National Key R&D Program of China (no. 2020YFC1107601) and the Key R&D Program in Shandong Province (2019JZZY011106).
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.