
Abstract
This work investigates the melt spinning process of the metallocene cyclic olefins copolymer (mCOC), which had never been successfully developed before. The shear-viscosity examination reveals that the mCOC has a mild shear thinning tendency due to the presence of cyclic olefins, but is very sensitive to the temperature variation. The optimal melt extrusion temperature for the mCOC is found between 320 and 330°C. The mCOC is known to have high Tg, which would cause early solidification, seriously broken filaments, and winding interruption during the melt spinning process. Accordingly, the traditional spinning process employing an air-quenching system at 18°C for polyolefins, such as polypropylene and polyethylene, is inappropriate for the mCOC. Experimental results reveal that in melt spinning of the mCOC, it is necessary to install a heating board of 1.4 meters length and heated up to 180°C to assisting with the spin draw ratio of the mCOC. The elongation rheology of the mCOC was found to be greatly affected by the presence of cyclic olefins. The optimal spinning speed is 1500 m/min. In such a speed, the spin draw ratio of the mCOC is 90, which is higher than the literature value of 10[11], but still far smaller than 200–400 for typical linear polymers. Experimental results suggest that hot drawing, with a drawing ratio of 1.15 and godet temperature of 200°C, can yield yarn with optimal tenacity of 1.4 g/den. Birefringence observations indicate that mCOC yarn, even via melt spinning and hot drawing, does not exhibit any bulk orientation. The result of X-ray diffraction implies that hot drawing can enhance the formation of nano-crystals with an average size of approximately 6.5 nm. This takes place on the short linear olefin chains among the cyclic segments. The degree of crystallization increases slightly as the godet temperature increases.
Using polymerizing cyclic olefins monomers, such as norborene (NB), along with α-olefins monomers, such as ethylene, to form metallocene cyclic olefins copolymers (mCOC) (Figure 1),
1
–
5
has been developed for over 40 years. DuPont first attempted to copolymerizing α-olefins with cyclic olefins in 1954. In 1973, VEB Leuna and Montecatini developed a copolymer of NB and ethylene using the catalyst Ziegler-Natta TiCL4. However, the purity of the product was unsatisfactory due to low activity of the catalyst. Mitsui Petrochemical used (VO(OC2H5)Cl2) to produce Apel (COC product name) in 1984. Hoechst used the less expensive Metallocene to catalyze and produce COCs in 1993. Hoechst established Ticona in 1996, and began mass production of mCOC, while Mitsui Petrochemical began mass production of mCOCs in Japan in 1997. At this point, mCOCs entered the market of high-grade engineering plastic. Due to its excellent transparency and high glass transition point (Tg), the mCOC is currently used in the development of optical membranes. However, there have been no documented attempts at making mCOCs into a yarn. Due to its low dielectric constants, the mCOC is a good replacement for glass fiber in high-frequency printed circuit boards (PCBs). Therefore, this paper focuses on evaluating the processability of mCOC yarn by melt spinning.
The chemical structure of the metallocene cyclic olefins copolymer (mCOC) (x = 321, y = 375).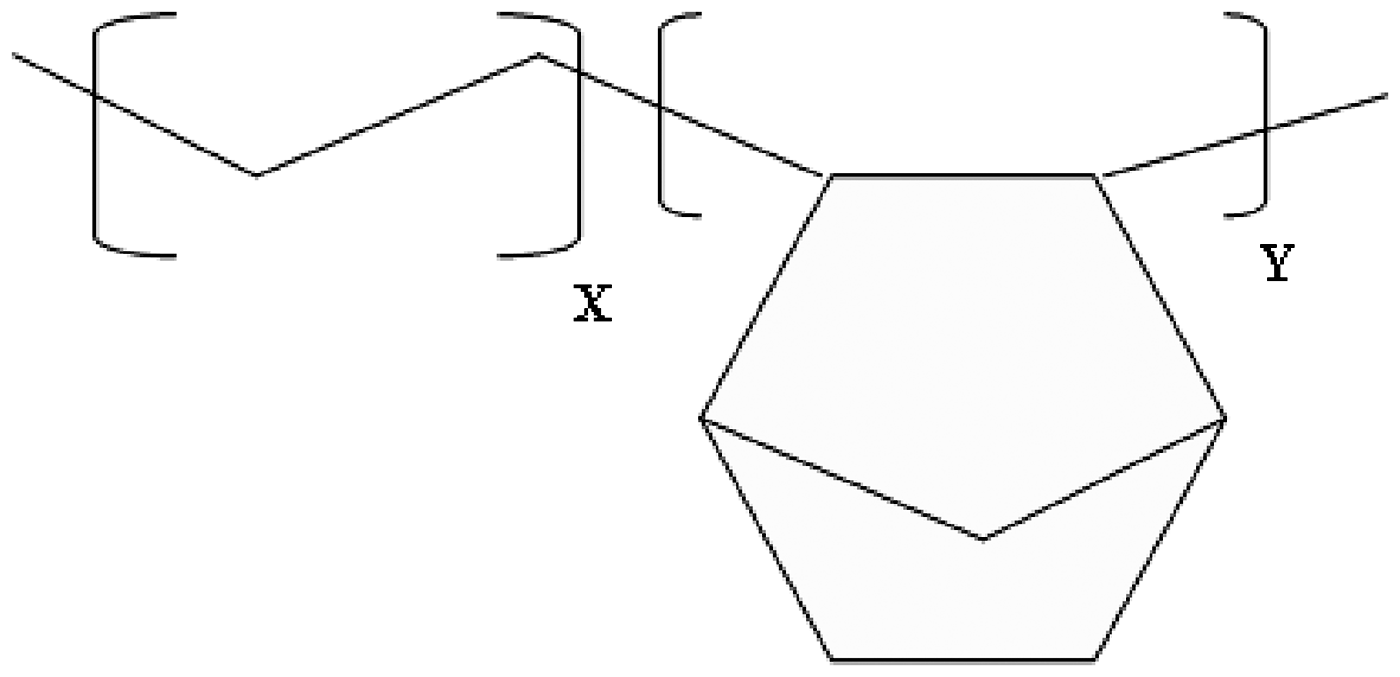
Linear olefin polymers generally have a spin draw ratio of approximately 200–400. However, the spin draw ratio of the mCOC is far smaller than this number. This causes problems such as melt fractures and broken filaments during melt spinning of the mCOC. Consequently, this study proposed a significant reduction in the spinning speed. In addition, since the mCOC has a very high Tg that accounts for rapid solidification, this paper suggests using delayed quenching to assist in silk formation of the mCOC. Furthermore, hot drawing is proposed herein to help the yarn achieve the desired mechanical properties.
Experimental
Material
This study used mCOCs produced by the German company Ticona (model Topas6017, Tg: 184.1°C, Mn = 44,630, Mw = 107,909). Polypropylene (PP) used herein for comparison was purchased from the Taiwan Chemical Co. (S1040: MFI:38, Mw: 200,000, Tm: 159°C)
Melt spinning
Before spinning, the mCOC was dried under hot air until the water content dropped below 50 ppm. Asingle screw extruder (Haake Polylab System) was used to measure the viscosity of the molten mCOC. The spinning process was held in the Barmag Baby-ASW spinning machine, as shown in Figure 2. An extruder with a screw of 30 mm in diameter and L/D ratio of 30 was employed. The spinnerette was designed for the spinning of a single component with 48 holes of 0.2 mm in diameter, and the spin draw section was 2500 mm long. The quenching section can supply cool air at 18°C or can be installed with a heating board of 1400 mm in length, 500 mm in width, and 4 mm in thickness (temperature range 120–200°C). The solid drawing area had three sets of godets, and Sets 2 and 3 could be heated up to 220°C. The winding speed of the yarn varied from 500 to 2500 m/min. The linear density of the yarn was 150 d/48 f (1 d = 1 g/9000 m).
Scheme of the melt spinning machine.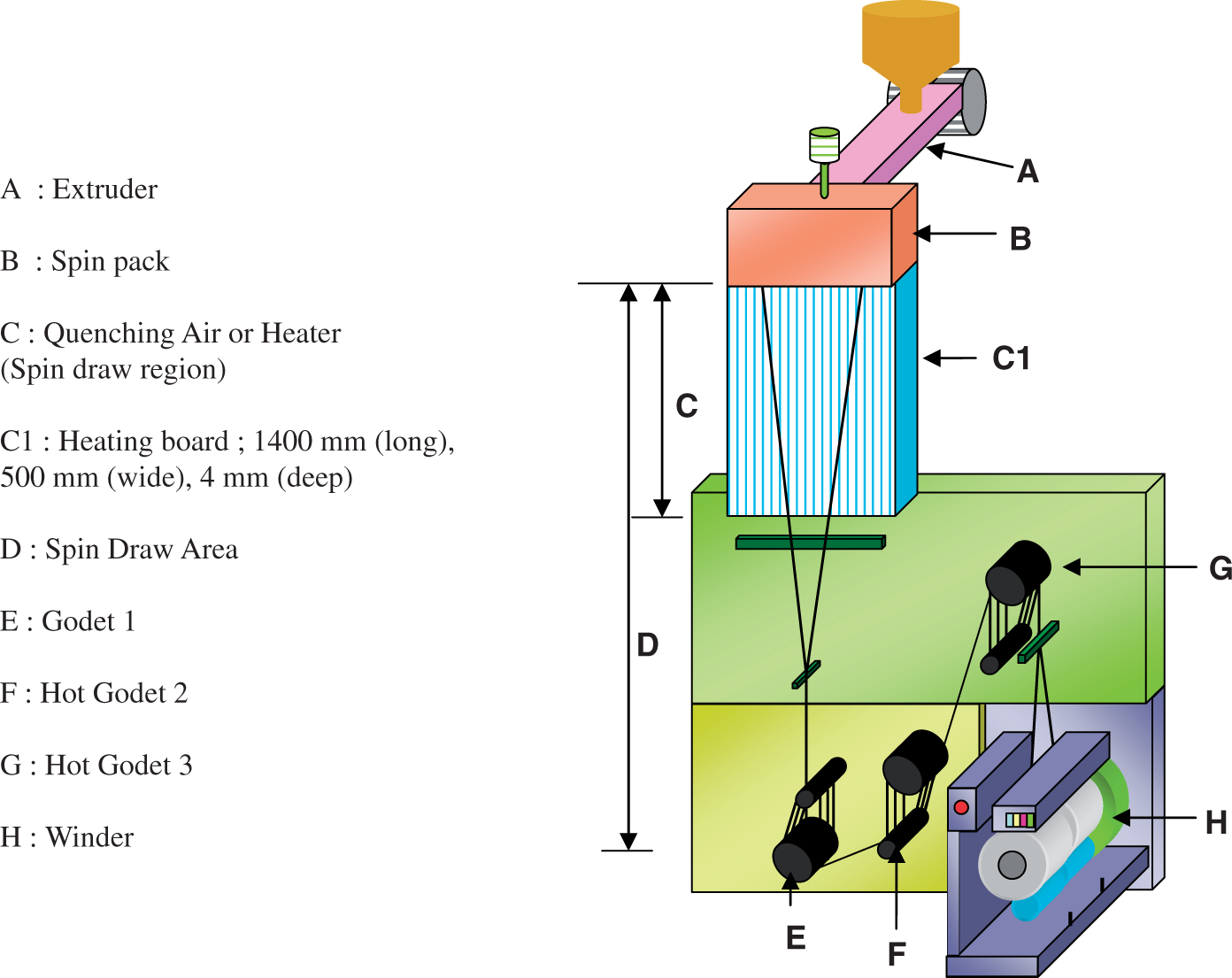
Yarn characterization
Instruments used for the morphology analysis included an X-ray diffractometer (XRD; RIGAKU DMX-2200), differential scanning calorimeter (DSC; SETARAM DSC131), and a polarized optical microscope (POM; Nikon LABOPHOT2). The mechanical properties of mCOC yarn were measured on the Tensile Test Machine (Textechno Statimat me type).
Results and discussion
Shearing rheology of mCOC melt
The rheological property is the most important factor in polymer processing. Since the mCOC and PP both belong to the polyolefin category, this study analyzes and compares their rheological properties (Figures 3(a) and (b)).
6
Figure 3(a) reveals that at 300°C, the mCOC shows high viscosity and mild shear thinning behavior. Figure 3(b) demonstrates that PP has the same shear thinning tendency. However, two remarkable differences in rheology between PP and the mCOC were observed. Firstly, PP exhibited a pronounced shear thinning characteristic compared to the mCOC. This is because PP, with a linear conformation, results in more severe chain orientation at high shear rate than the mCOC with a partially ladder conformation. Secondly, the mCOC melt exhibited very sensitive responses in viscosity to the temperature increase, as compared to the PP melt. The viscosity of the mCOC at the shear rate of 200 s−1 decreased from 100 to 20 Pas when the temperature rises 60°C (from 280 to 340°C); in contrast, at the same shear rate and temperature increment, the viscosity of PP decreased only from 430 to 260 Pas (from 220 to 280°C). High temperature is believed to easily relax the chain interlocks caused by the mCOC’s cyclic olefins.7,8 The mobility of the mCOC melt hence increased greatly and the viscosity decreased significantly as the temperature increased. In short, both the PP and mCOC demonstrate the same shear thinning behavior. However, the shear viscosity of the mCOC, due to the presence of cyclic olefins, shows less thinning tendency but is very sensitive to the temperature variation.
The melt viscosity as a function of shear rate for the metallocene cyclic olefins copolymer (mCOC) and polypropylene (PP),
7
respectively.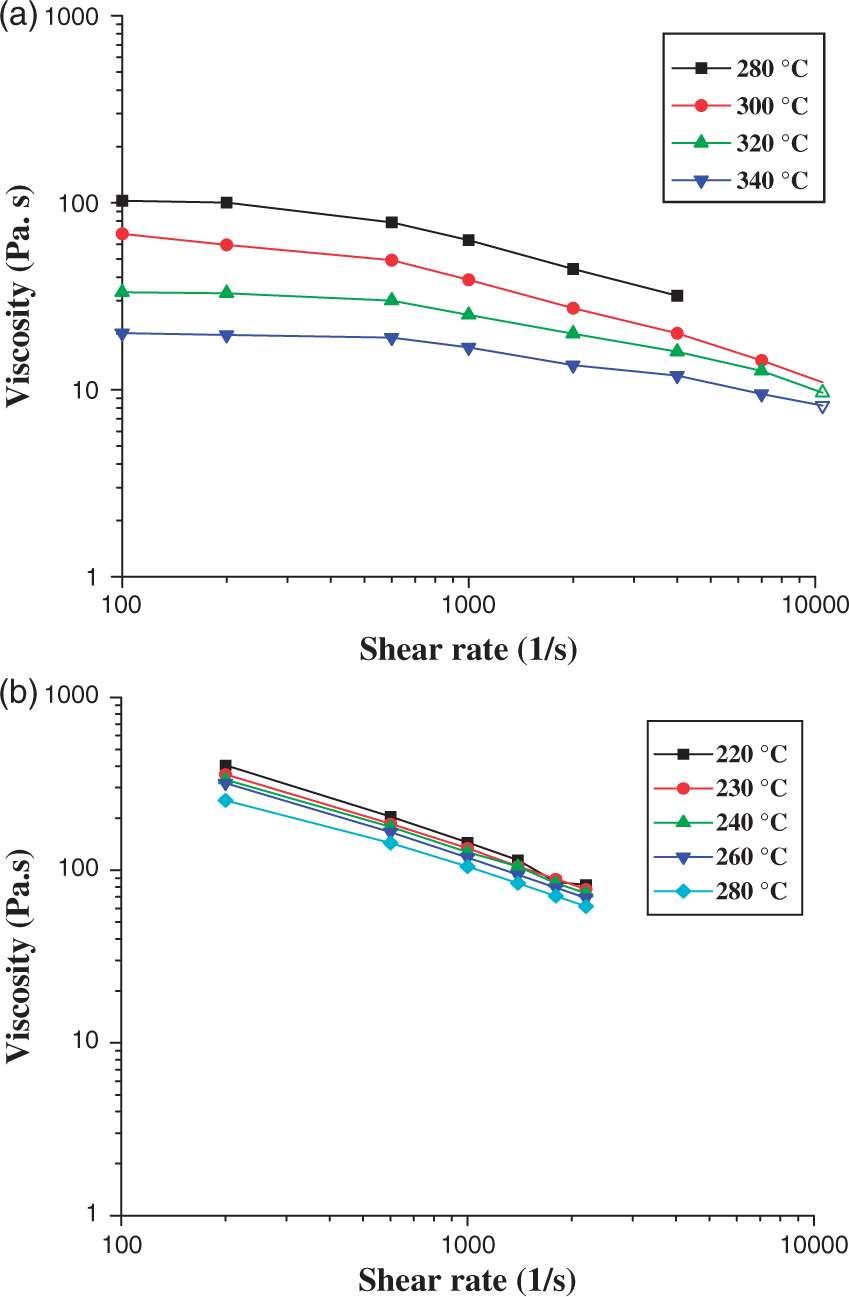
mCOC pellets were dried and extruded before spinning. When the spinning was performed at 280 or 290°C, the extruded yarn displayed a discontinuous hard head and dog leg (Figure 4). Filaments could be successfully formed as the spinning temperature was raised to 320°C (Figure 5). Once the temperature exceeded 340°C, melt drippings occurred, implying that the mCOC had begun to degrade. These results suggest that the best temperature for melt extrusion is between 320 and 330°C.
Typical hard head behavior of melt spinning of the metallocene cyclic olefins copolymer (mCOC). The photo of yarn packages of metallocene cyclic olefins copolymer (mCOC) yarn with 150 d/48 f × 2.

Spin draw ratio study of mCOC melt
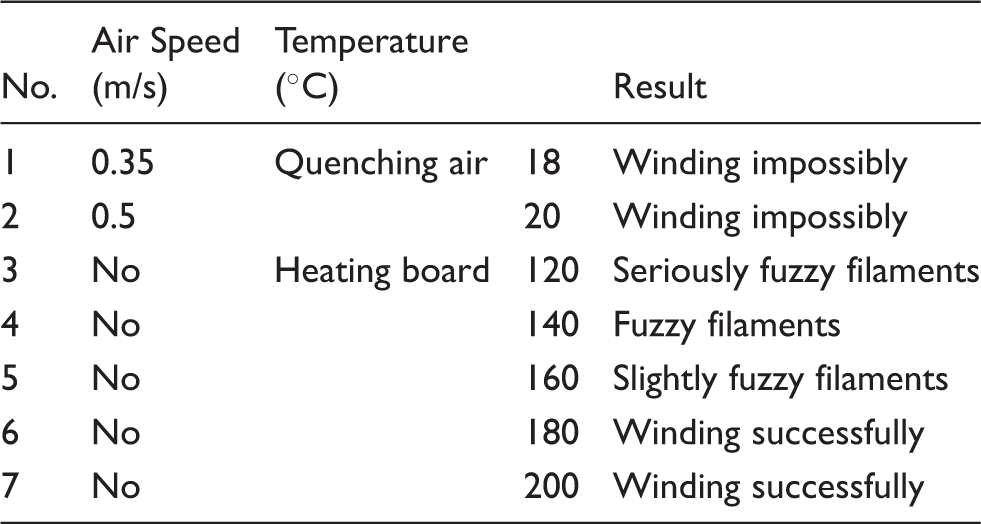
In a typical yarn-spinning process, quenching air is commonly used to promptly decrease the temperature of the extruded yarn in the spin draw area following the spinnerets. For example, in the spinning of PP yarn, the air is usually kept at 18–20°C and the air speed is about 0.3–0.6 m/s.9,10 The yarn solidifies about 1 meter under the spinneret, and is subsequently wound up thereafter (Figure 2). Nevertheless, since the Tg of mCOC is very high (184.1°C), the rate of solidification is fast enough to eliminate the aid of cool air for reducing yarn temperature. On the contrary, it is necessary to heat the spin draw area up to about 180°C to delay the solidificationof as-spun mCOC yarn. This process allows the moltenmCOC more time to perform spin draw before it fully solidifies, improving its spin draw ratio. Table 1 reports the melt spinnability of the mCOC under different temperatures. This table demonstrates that heating the spin draw area to 120°C in the absence of cooling air enabled the mCOC to be wound up. However, there were numerous fuzzy filaments present, which indicated poor product quality. Furthermore, when the heating area was approximately 180°C or above, which was close to the Tg of the mCOC, yarn could be spun and wound up with little trouble. A bundle of yarn with uniform cross-sections, indicating a good melt spinning condition, is shown in Figure 6. In short, this work demonstrates that the melt spinning process of mCOC yarn can be successfully performed by heating up the quenching area over the Tg of the mCOC (180°C) to delay yarn solidification.
The cross-section image of metallocene cyclic olefins copolymer (mCOC) yarn with 150 d/48 f × 2. The effect of spin draw temperature on metallocene cyclic olefins copolymer (mCOC) yarn formation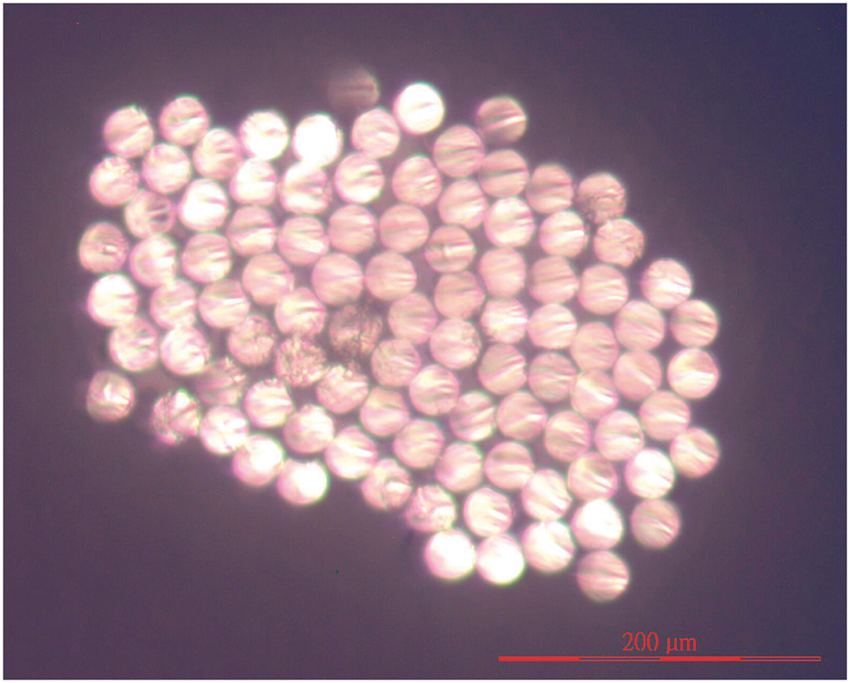
The ratio of spin draw during spinning is the speed of godet 1 divided by the speed at which the copolymer is extruded from the spinneret. The spinneret used in this experiment had 48 holes with the diameter of 0.2 mm per hole to produce the filaments with yarn fineness of 150 d/48 f. The extruded rate of each hole was fixed at 0.52 cm3/min, which was equivalent to the extruded speed of 16.6 m/min. The spin draw ratio can thus be calculated. Figure 7 shows the relationship between the spin draw ratio, yarn tenacity, and the remained elongation percentage. Yarn tenacity shown in Figure 7 ranges from 0.83 to 1.28 g/d, which is lower than that of typical yarn (3 g/d). This was primarily due to the steric hindrance formed by the cyclic hard segments of the mCOC, which hindered the bulk orientation of the yarn. Figure 7 shows that yarn tenacity is relatively high (1.28 g/d) when the spinning speed reached 1500 m/min (spin draw ratio = 90); such a speed might be high enough to induce the local orientation of the linear olefin chains. Moreover, as the spin draw ratio exceeded 90, melt fractures began to occur due to the damage of the molten mCOC. When the spinning speed reached 2000 m/min (spin draw ratio = 120), fuzzy filaments began to form on the yarn package. When the spinning speed reached 2500 m/min (spin draw ratio = 150), yarn were severely torn off and could not be wound up. The observations suggested that the optimal spinning speed for mCOC melt spinning was 1500 m/min to yield a spin draw ratio of 90. So, this ratio is higher than the value of 10 given by the material provider (Ticona Co.),
11
but it is still far smaller than the 200–400 range of typical linear polymers, such as poly (ethylene terephthalate), polyamide 6, and PP.12,13 This is primarily because the cyclic hard segments in the mCOC limit the elongation orientation of the yarn in a molten state. In short, the elongation rheology of the mCOC was found to be significantly affected by the presence of cyclic olefins.
The tenacity and remained elongation percentages are functions of spinning speed for melt-spun metallocene cyclic olefins copolymer (mCOC) yarn without solid elongation.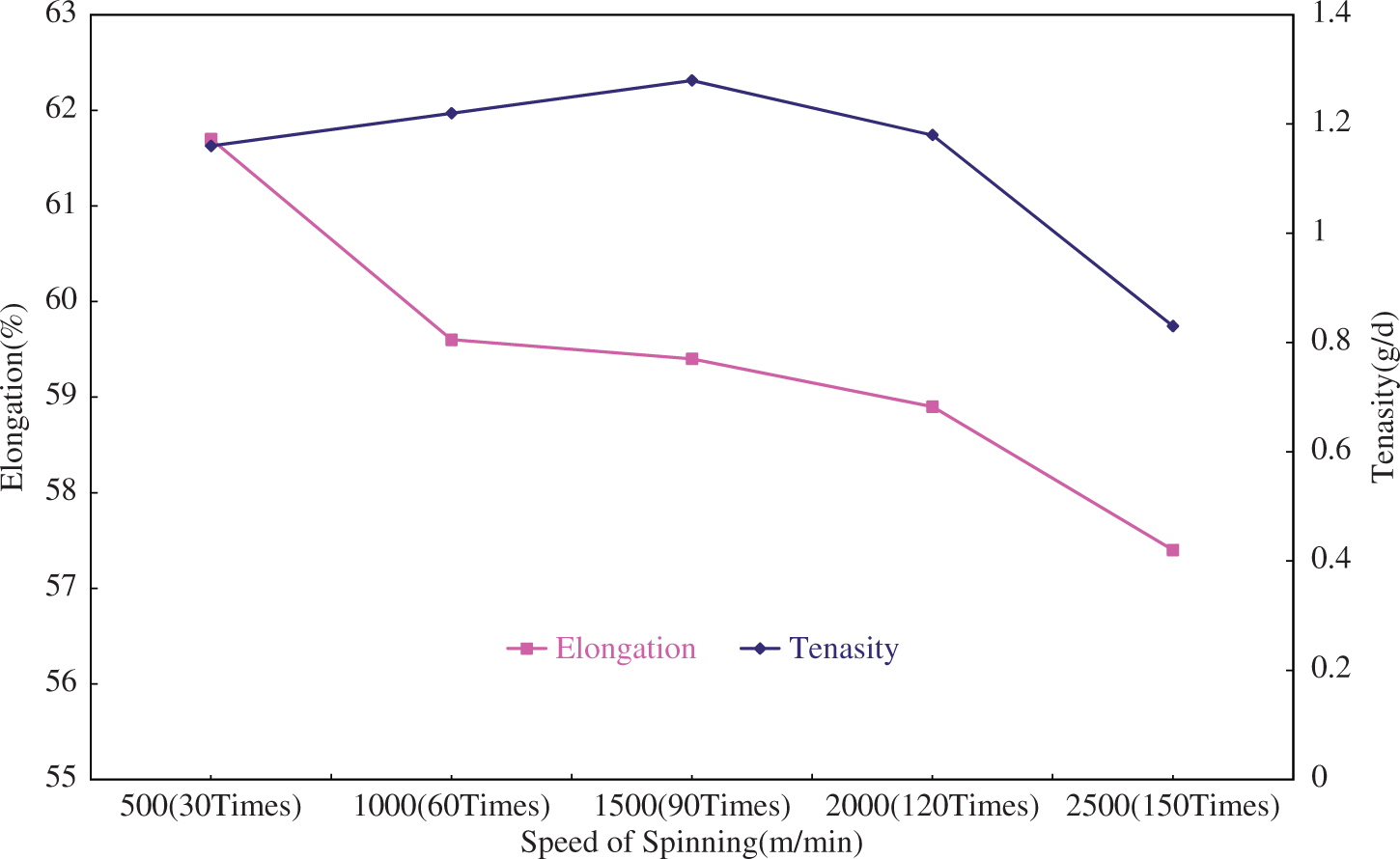
Analysis of solid drawing
Figure 8 shows the effects of solid drawing ratio and godet temperature on the mechanical properties of the mCOC as-spun yarn. This figure reveals that the tenacity increases as the solid drawing ratio increases from 1to 1.15, and reaches the optimal condition at 1.15. However, once the drawing ratio reached 1.2, broken filaments began to appear, which reduced the tenacity of the yarn. When the godet temperature (80–120°C) was far lower than the Tg of the mCOC, its effect on yarn tenacity was insignificant. Once the godet temperature approached the Tg of the mCOC (160–200°C), the tenacity of the yarn significantly increased. Figure 1 demonstrates that optimal yarn tenacity, 1.41 g/d, can be obtained when the temperature and ratio in hot drawing process reaches 180°C and 1.15, respectively.
14
The tenacity is a function of godet temperature at various solid drawing ratios for metallocene cyclic olefins copolymer (mCOC) yarn spun at a spin draw ratio of 90.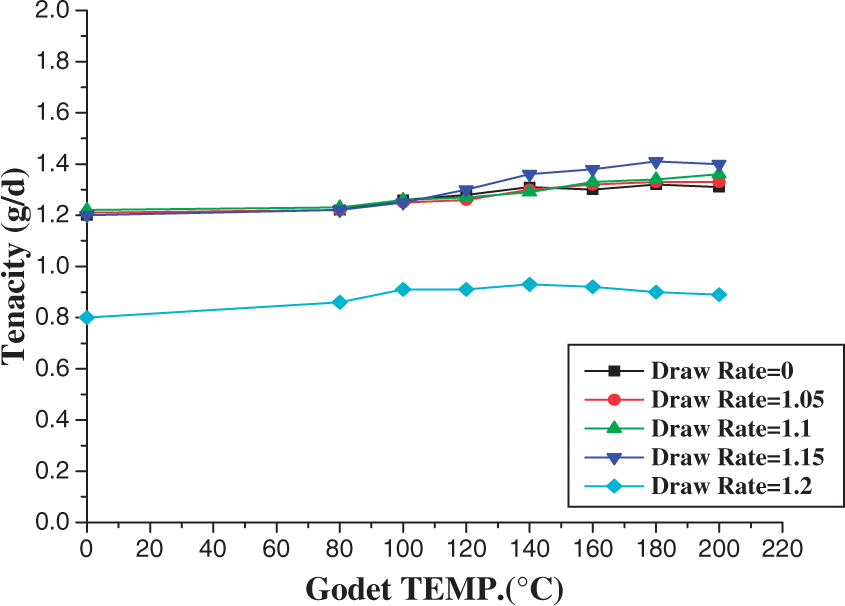
Analysis of physical properties of mCOC yarn
Figures 9(a) and (b) illustrate the polarization images of mCOC yarn, which were oriented with the drawing ratio of 1.15 and drawing temperatures at 25 and 200°C, respectively. Birefringence (ΔN) measurement
15
shows that the ΔN of both images approaches 0, indicating that the mCOC chain conformation was not bulkily oriented regardless of different hot drawing processes. Figure 10 shows a typical oriented polarization image of PP yarn with ΔN of 43. When ΔN exceeds 20, the yarn begins to crystallize due to orientation. In general, PP yarn produces the best orientation when ΔN reaches 45.
16
In short, birefringence measurements indicate that mCOC yarn does not have bulky orientation.
The polarization images of metallocene cyclic olefins copolymer (mCOC) yarn, which were oriented with the drawing ratio of 1.15 and drawing temperatures of 25 and 200°C, respectively. The polarization images of a typical drawn polypropylene (PP) yarn.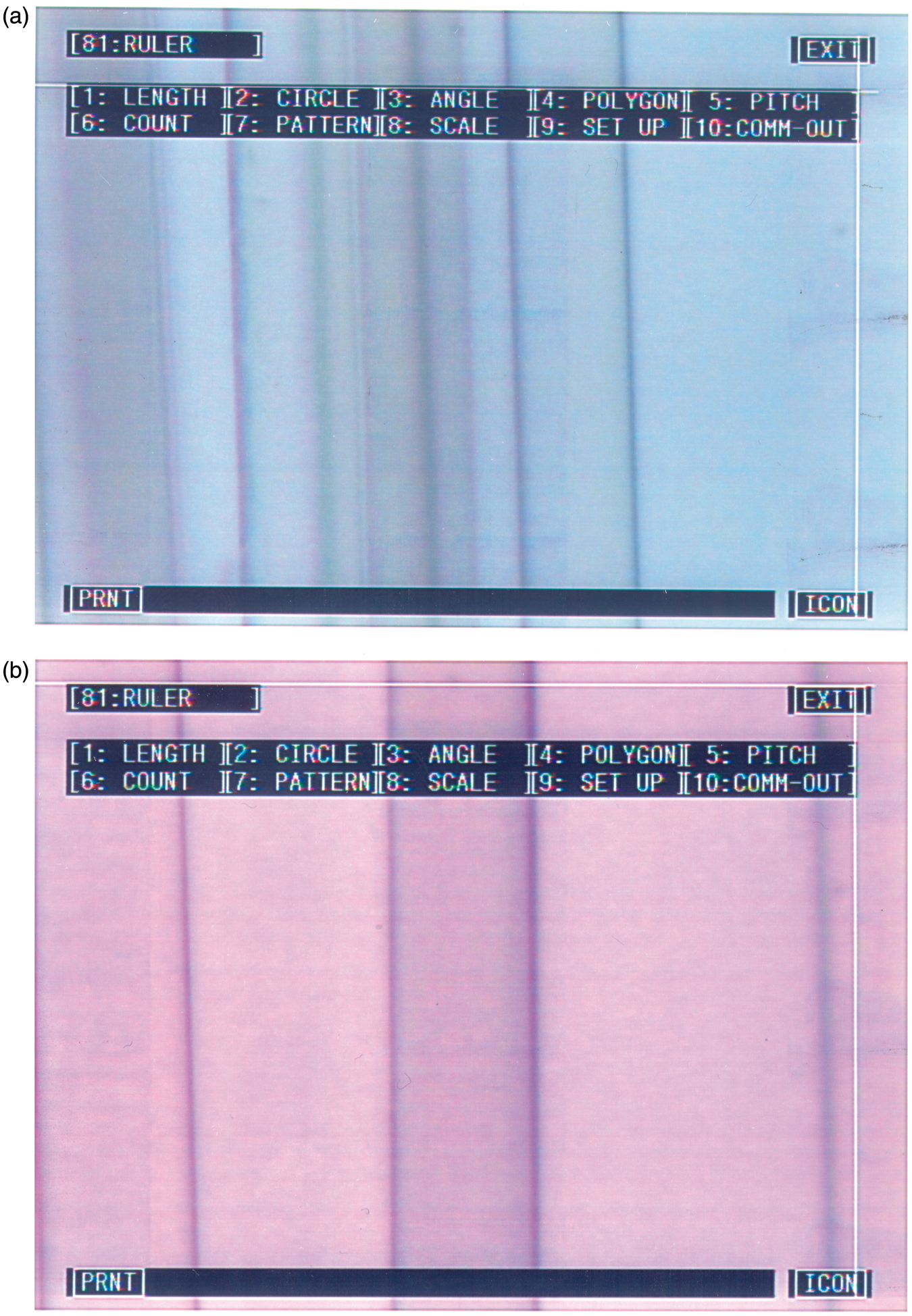

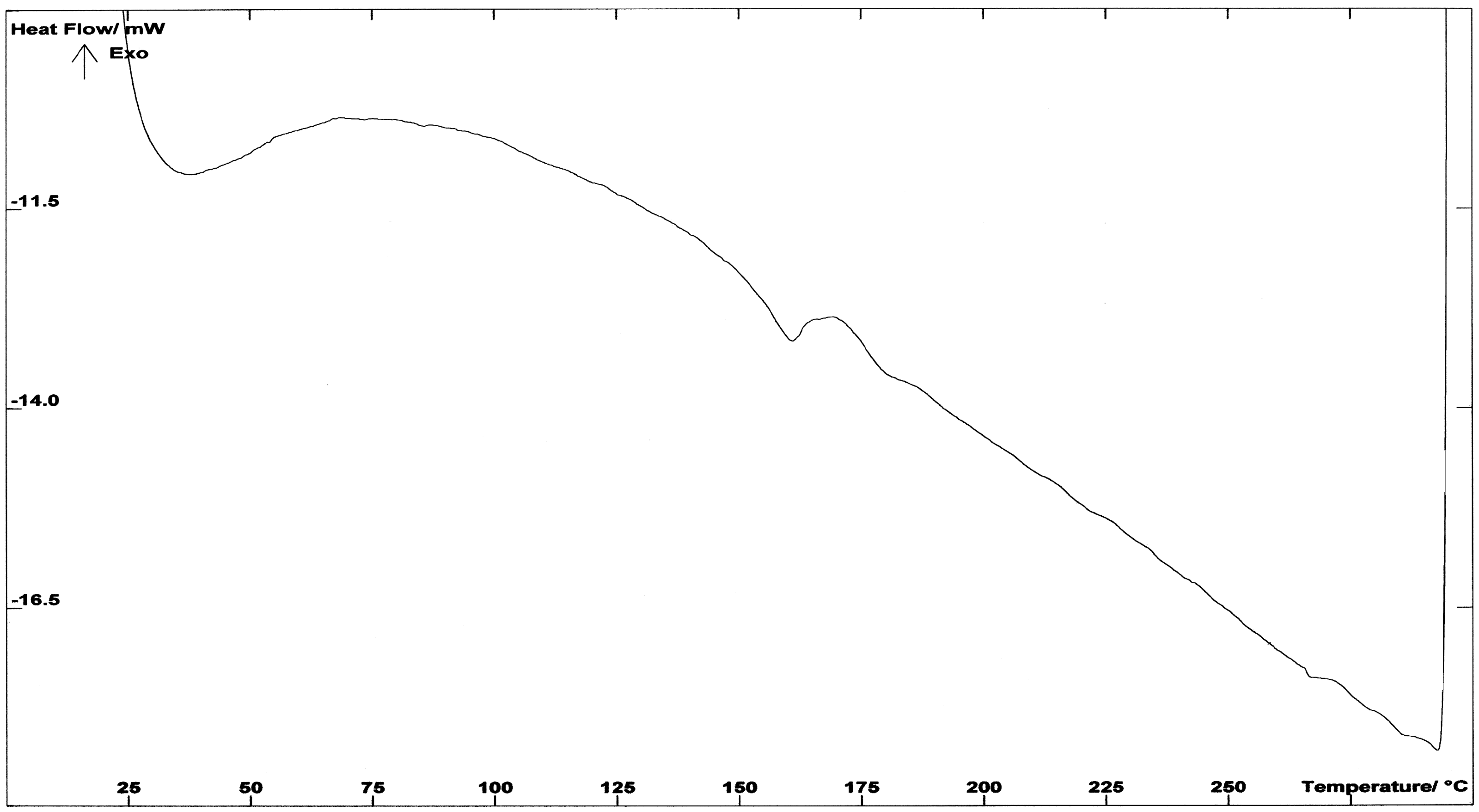
This study also used an XRD to analyze the local micro structures of mCOC yarn. Figure 11 presents a clear diffraction peak at the angle of 16.5°. According to Bragg’s Law, this implies that micro crystals had been induced inside the mCOC yarn. A hypothesis was therefore proposed that olefin chains between cyclic hard segments arranged regularly when they were affected by hot drawing. Consequently, nano-crystals were formed. Figure 11 reveals that the strongest intensity of diffraction peak appears at 200°C and the weakest appears at room temperature. These results confirm our previous finding that yarn tenacity reached the strongest value, 1.41 g/d, when the hot drawing ratio was 1.15 at a temperature of 180°C. Scherrer’s estimation based on the XRD width at full weight at half maximum (FWHM) reveals that hot drawing can enhance the formation of nano-crystals with an average size of approximately 6.5 nm. Figure 12 shows the DSC thermal analysis of the optimally drawn yarn. Surprisingly, no melting peaks Tm were observed, neither at 120°C, which represents the crystal fusion of the polyethylene (PE) block, nor at 267°C, which represents the melting of the repeated mCOC structure. The crystal size of the mCOC might be too tiny to be sensitively detected by the DSC. However, the XRD results suggested that the micro crystals do exist, which is attributed to the PE block between the cyclic olefin as discussed earlier. In short, during hot drawing, the soft segments between the cyclic olefins of the mCOC can produce local nano-crystalline domains, which accounts for further increase of yarn tenacity.
The wide-angle X-ray diffraction spectrum of metallocene cyclic olefins copolymer (mCOC) yarn drawn at the ratio of 1.15, but with different drawing temperatures. The differential scanning calorimeter thermogram of metallocene cyclic olefins copolymer (mCOC) yarn drawn at the ratio of 1.15 and drawing temperature of 180°C.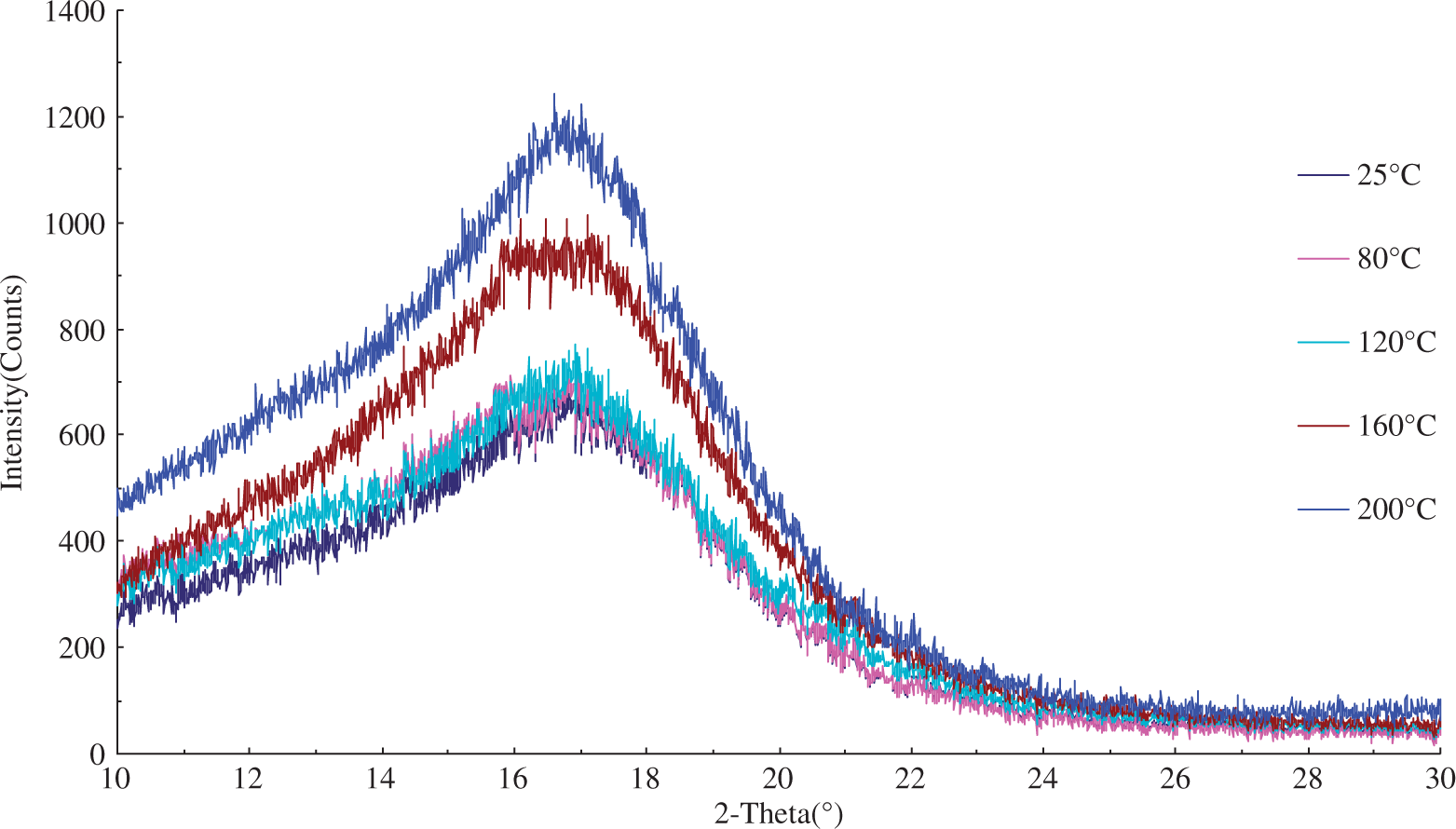
Conclusions
The experimental results in this study prove that mCOC yarn can be produced through the melt spinning process. However, it is necessary to change the air-cooling process to a heating board process to heat the spun yarn above 180°C to delay its solidification. The experiments in this study confirm that the best melt excursion temperature for the mCOC is between 320 and 330°C. The optimal spinning speed is 1500 m/min. At such a speed, the spin draw ratio is 90, which is much lower than linear olefin PP with the ratio of 200–400. This result indicates that the steric hindrance of the cyclic olefin existing in the mCOC greatly affects the performance of the spin draw ratio.
Experimental results indicate that the highest tenacity occurs when the hot drawing ratio is 1.15 and the drawing temperature at 180°C. Birefringence results show that the mCOC is unable to achieve any bulk orientation. Further yarn characterization, including the XRD and DSC thermal analysis, imply that hot drawing can enhance the nano-crystallization that occurs onthe short linear olefin chains among the cyclic segments. The degree of crystallization increases slightly as the godet temperature increases. The crystal size ofmCOC yarn is approximately 6.5 nm based on Scherrer’s estimation method.
Footnotes
Funding
The authors would like to thank the National Science Council of the Republic of China, (NSC) Taiwan, for financially supporting this research under Contract No. NSC 98-2221-E-027-004-MY3.
Conflict of interest statement
None declared.
Acknowledgements
The authors would like to thank the National Science Council of the Republic of China, (NSC) Taiwan, for financially supporting this research under Contract No. NSC 98–2221–E–027 - 004-MY3.