
Abstract
Biomimetics of a plant branching structure in textiles can enhance the water transport property, being beneficial to wear comfort. In this work, a unique two-layered structure was developed, on a double-needle bed warp knitting machine. In this structure, two yarns are combined together in the inner layer to form loops and are separated into individual yarns to form two loops in the outer layer. Using different combinations of methods of transferring the yarns from the inner layer to the outer, four types of branching-structured fabrics were developed and the water transport properties of these structures were compared against those of the standard interchanging fabrics. The systematic measurements of various water transport properties, in terms of wicking rate and wetting area, demonstrated that warp knitted fabrics with branching structure absorbed water faster than the corresponding interchanged plain knitted fabrics. The plant-structured knitted fabrics also have lower values of air resistance, which is beneficial to summer wear. It is believed that the new developed fabrics have advantages for sportswear and summer casual wear.
Introduction
Under active physical exercise or hot and humid climate, a huge amount of sweat is dissipated by the human body to cool down the body temperature. The accumulation of sweat on the skin surface should be avoided to minimize discomfort. From a comfort point of view, clothing should quickly absorb and transport sweat away from the skin, making the skin dry, and sweat will evaporate at the outer surface of fabric to create a cooling effect. To this end, various moisture management fabrics have been developed.
Different techniques were used to make moisture management fabrics. For instance, the wicking property of synthetic fibers was enhanced by creating a non-circular fiber cross-section and by grafting a hydrophilic bond to long molecule chains. 1 Blended yarns combining hydrophilic and hydrophobic fiber were found to have better moisture management properties. 2 Fabric construction can also be optimized by creating multi-layered fabrics consisting of hydrophilic and hydrophobic materials. Tricot warp knitted fabrics contained hydrophilic yarn in the outer layer and micro-denier hydrophobic yarn in the inner layer.3,4 Raschel warp knitted fabrics had a multi-layered structure with hydrophobic fibers in the inner layer and hydrophilic fibers in the outer layer. 5 – 13 Peached surfaces, 11 piled surfaces, 13 and open mesh surfaces9,10 were also processed into these fabrics.
In addition to the above techniques, woven fabrics mimicking the plant’s branching structure have been developed to improve liquid water absorption and transport properties. 14 – 17
Woven plant-structured fabrics are, however, not stretchable enough for sportswear application. We have, therefore, extended the concept to develop plant-structured knitted fabrics. Circular knitting techniques such as plating and tuck stitch were used to emulate the plant branching structure. 18 – 20 However, these weft knitting plant constructions have limitations, as after forming one multi-yarned loop at the inner side, not all yarns can run to the outer side to form single-yarned loops. Therefore, using the Raschel warp knit technique, it is now possible to make all yarns run separately to the outer side to form single-yarned loops after forming multi-yarned loops at the inner side. In this way, the branching structure is better emulated. This paper reports the simulation of the branching structure in warp knitted fabrics by developing a novel warp knitting structure, and it avoided the limitation when weft knitting technique is used to simulate the branching structure.
Experimental
Knitting structure design
A double-needle bar Raschel warp knitting machine (gauge E22) was used to implement the idea that two yarns were combined together to form a two-yarned loop on every other needle on one needle bed, and the layer containing two-yarned loops was the inner side contacting to the skin. These two yarns individually run to form two single-yarned loops on every needle on the other needle bed, and this layer of fabric was the outer side, away from the skin. As shown in Figure 1, yellow and red yarn represented two yarns to form loops in two layers of fabrics.
The ideal 3D pictures of structures used in this study.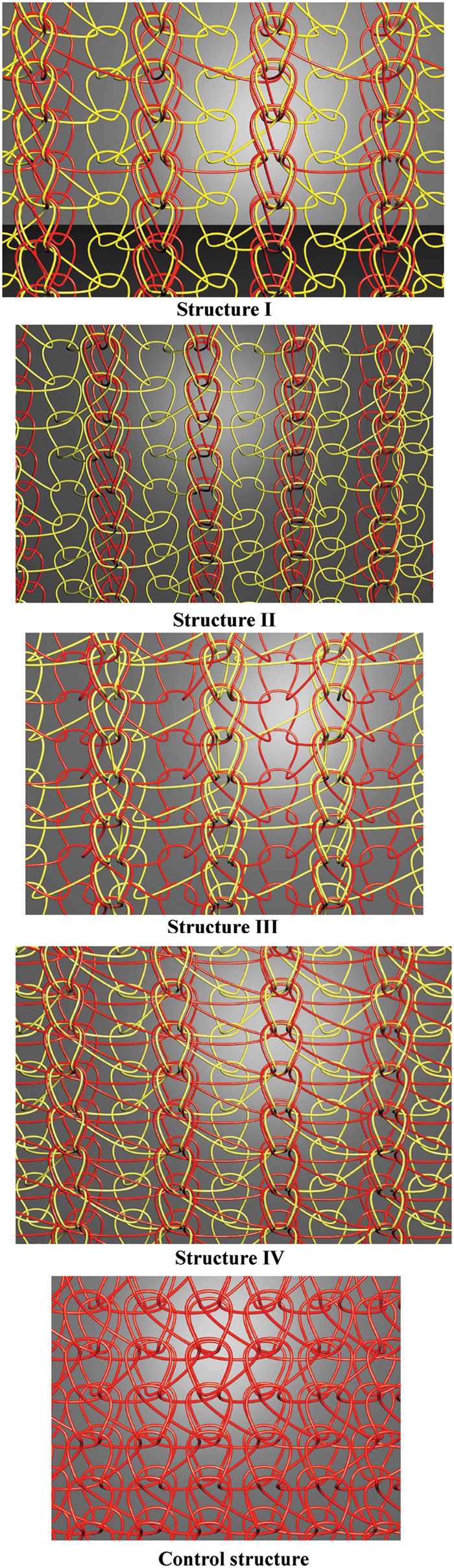
In this study, two guide bars, polyester and nylon yarn were used to knit five structures (four branching, Structures I, II, III, IV, and one control structure). These yarns used in this study have an irregular cross-sectional shape with a contact angle around 30°–36°.150D polyester yarn with three twists per inch is fully-drawn yarn containing 72 filaments; 150D nylon yarn with three twists per inch is drawn-textured yarn containing 72 filaments; and 75D polyester yarn with five twists per inch is fully-drawn yarn containing 100 filaments.
These plant knitting structures shown in Figure 1 have different lapping movements (i.e. the direction and extension of the overlapping and underlapping movements) to have different fabric pattern appearance, openness, thickness and mass. Figure 1 presents the theoretical pattern of all warp knitted fabrics (developed by Catia 6.0). It helped to understand the structure with ideal loop conditions without consideration of deformation of loops. Even though there was only one warp knitting principle for plant-structured fabric formations, the combinations of movement of two guide bars can be varied. For instance, Structure II with shorter underlapping movements (0 needle distance and 1 needle distance) had a lower fabric weight; on the contrary, Structure IV with longer underlapping movements (1 needle distance and 2 needle distances) had a higher fabric weight.
For the purpose of comparison, the last one was a control structure which was similar to weft circular simple double-layered rib fabric. By using two full sets of threaded guide bar and knitting on the front and back needle beds alternately, the control structure possessed a technical face side comprising straight wales, but a technical back side comprising inclined stitches, where they were towards the right in odd courses and towards the left in even courses (see control structure in Figure 2).
The inner, outer and cross-section of plant and control structures.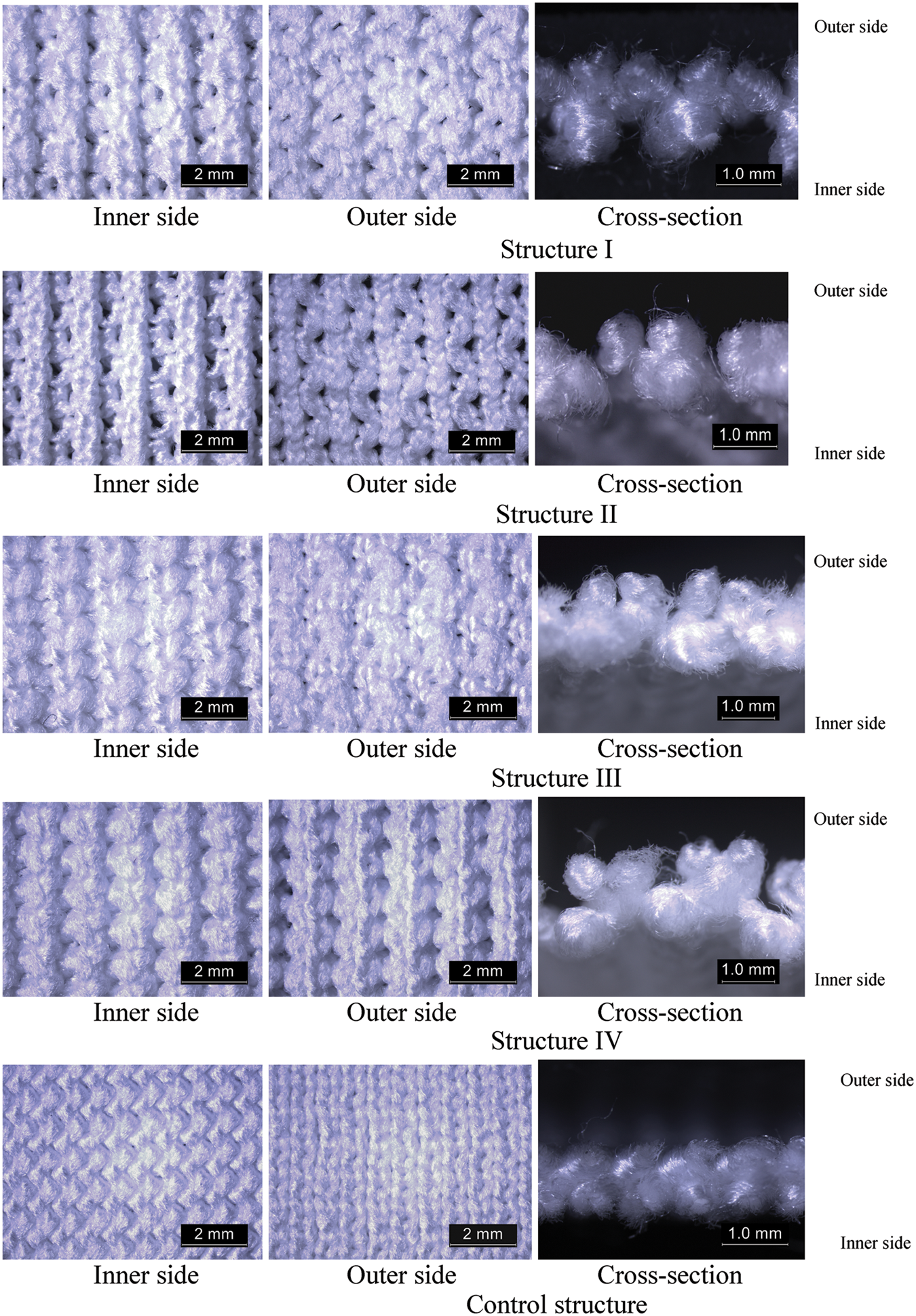
Figure 2 compares the inner, outer and cross-section of the plant and control structures. It can be seen that the inner sides of plant-structured fabrics have rougher surfaces than that of the outer sides. This feature will generate a smaller contact area between the skin and the inner fabric surface. In contrast, the control fabric has a smooth surface. From the view of the cross-section (see Figure 2), in plant-structured fabrics one loop at the inner side corresponds to two loops at the outer side like two branches generating out of one stem, while in the control fabric one loop at the inner side corresponds to one loop at the outer side. It is well known that the conventional warp knitted fabrics are not very elastic, but plant-structured fabrics possessed a better elasticity because half of the needles remained idle during the knitting process of the fabric back side.
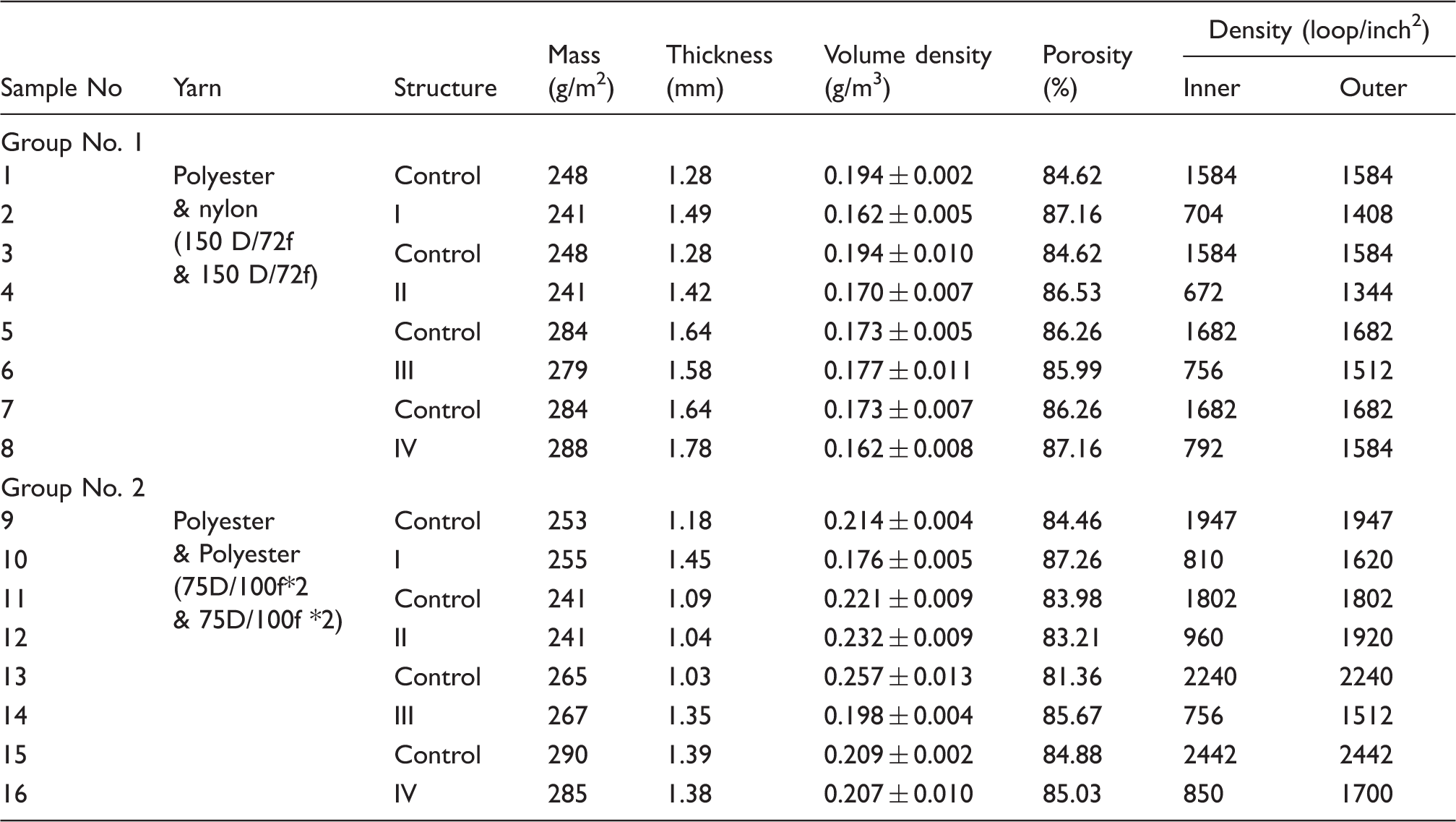
Fabric description
Testing methods
Transplanar water transport test (TWTT), vertical wicking test and wetting area test were employed in the project to measure the water transport behavior of different fabrics. Air resistance and water vapor permeability were also measured as it is also related to comfort. After exposure at 20 ± 2°C and 65 ± 2% RH for 24 hours, fabrics were tested in the conditioned room with the air velocity at about 0.2 m/s.
Transplanar water transport test (TWTT)
Recently developed TWTT was used to measure the initial water absorption rate under the simulated profuse sweating condition.21,22 The sweating condition was simulated by a perforated water bed with constant water level. The initial water absorption rate is the average amount of water per second in the first 10 seconds, which is absorbed by fabrics or is reduced in the instrument. The temperature of water was maintained at 20°C. The sample size was 18 × 18 cm2. Three individual tests for each fabric were conducted to obtain average values.
Vertical wicking test
In the vertical wicking test, a fabric strip of 30 mm wide and 250 mm long was hanged vertically from a clamp with the lower 25 mm of the sample immersed in the water container. The time to reach the 20 mm mark is recorded. Three specimens were tested in lengthwise or widthwise directions.
Wetting area test
During the test, the samples were mounted in an embroidery frame in a way that the inner side (which touches the skin) was upward. An amount of 0.2 mL color water was dropped by a burette from a distance of 2 cm above the fabric samples. The inner fabric surface was scanned by canon scan LIDE 80 at 300 resolution ratio, and images were used to calculate static maximum spreading area (cm2). Three specimens were tested.
Air resistance
Air resistance was measured using the air permeability tester (KES-F8-AP1, Kato Tech. Co.) developed by Kawabata. 23 The value of air resistance was directly indicated on a digital panel meter. The procedure was repeated five times for each fabric with the average values calculated.
The significance of difference between plant-structured and control fabrics was analyzed using one-way ANOVA (SPSS 16.0). When P value was equal or less than 0.05, the differences were considered to be statistically significant.
Results and discussion
Transplanar water transport test (TWTT)
The initial behavior of water transport occurs in the first ten seconds. The mean values and standard deviation are given in Table 2. As Figure 2 indicates, plant based fabric structures exhibited faster initial water absorption rate than corresponding controls, when comparing four pairs in Figure 3. Initial water absorption rates were accelerated by the branching structures with 12.3%, 14.8%, 21.2% and 23.2% increases respectively. Furthermore, the significances of differences between the control structure and branching structures were also tested, and the results confirmed the differences were significant (F(1,4) = 8.516, P = 0.043; F(1,4) = 13.051, P = 0.023; F(1,4) = 8.541, P = 0.043; and F(1,4) = 15.398, P = 0.017).
TWTT results of sample group No. 1. Testing results of TWTT, vertical wicking test, wetting area, air resistance and water vapor permeability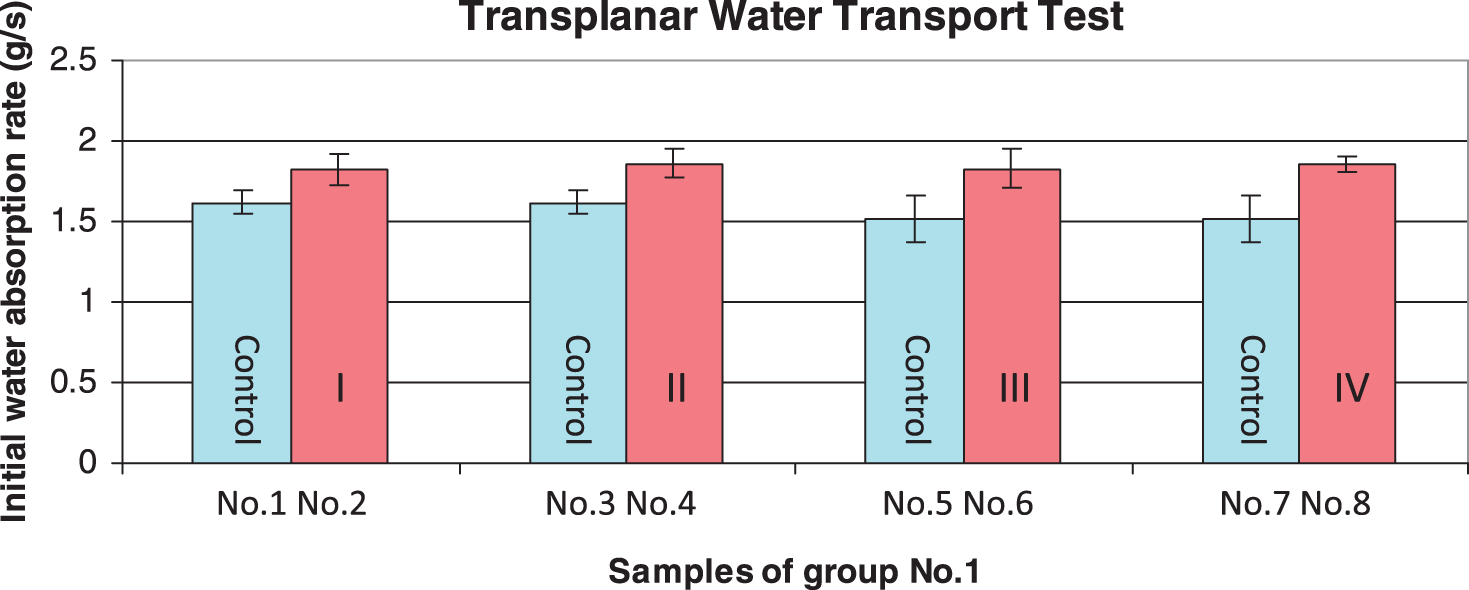

As shown in Figure 4, sample group No. 2 had the similar trend as observed in sample group No. 1. Significant increases of 16.8%, 18.7%, 12.6% and 10.5% were observed in the initial water absorption rate of plant-structured fabrics in comparison with the corresponding control fabrics (F(1,4) = 11.338, P = 0.028; F(1,4) = 12.289, P = 0.025; F(1,4) = 16.505, P = 0.015; and F(1,4) = 8.024, P = 0.047).
TWTT results of sample group No. 2.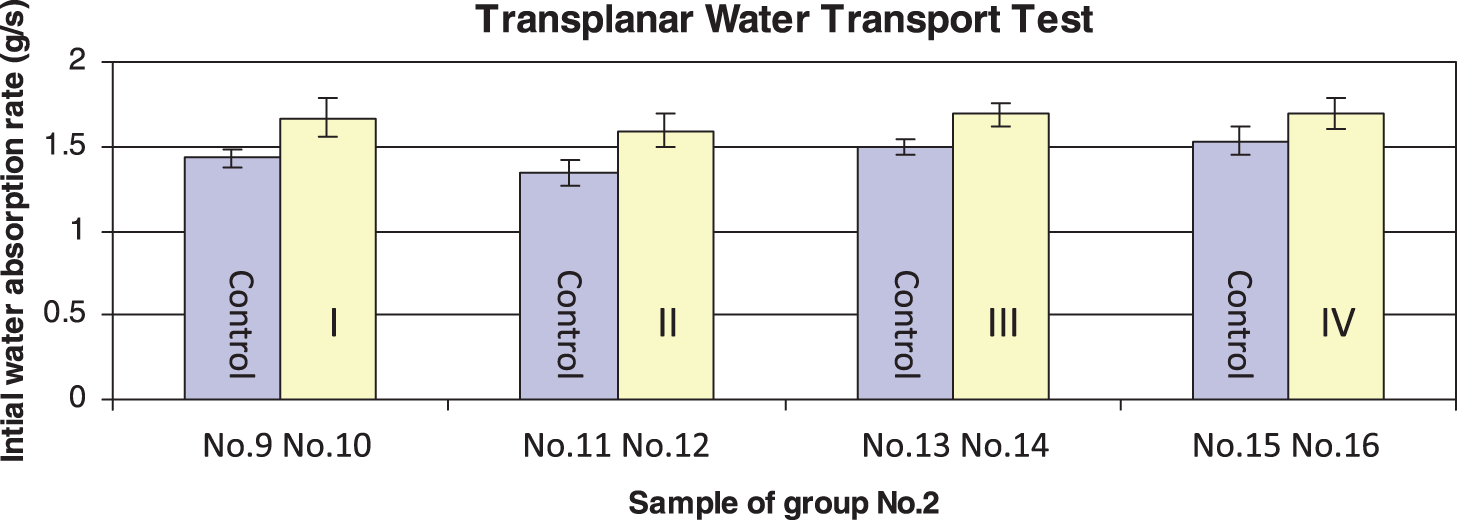
The faster initial water absorption rate in plant-structured fabrics could enhance a dry touch feeling at the skin, and promote the quick transport of water from the skin to the outer surface for evaporation. Slightly higher initial water absorption rates observed in Structures III and IV might be due to longer underlapping movements of the yarns, higher fabric weight and denser construction of the fabrics.
It is worthwhile to note that although plant-structured fabrics had less number of loops at the inner side than control fabrics, initial water absorption rate did not reduce with the decrease of contact area between water and the inner side of the fabric. While yarns act as capillaries, their relative position in respect to the water source can influence water absorption. In plant-structured fabrics, yarns were arranged in a branching network. This reduces the resistance to liquid water transport and contributes to the faster initial water absorption in the tranplanar direction. Three observations were made, as follow. Firstly, two yarns in plant-structured fabrics form loops both at the inner side and outer side. This characteristic of design creates two continuous conduits for transporting liquid water from the inner side to the outer side. In the branching structure, the loop number of the outer side is twice as much as that of the inner side. In other words, the surface area is greater at the outer side than the inner side. This could promote fast water evaporation at the outer side, creating the cohesion-tension force which hastens water transport from the inner side to the outer side. 24 It is believed that there is a pulling force due to the evaporation of water from leaves and stems. Water molecules adhere to capillary walls and cohere to each other, creating a certain amount of tension. As transpiration takes place, it creates a ‘pull’ or tension on water columns, drawing water from one molecule to another all the way through an entire system. Secondly, two yarns are combined together to form two-yarned loops at the inner side. These two yarns are separated to form single-yarned loops at the outer side, which imitates branching. As a result, a branching shape at the cross-section is established to reduce water resistance in this system. 25 Additionally, the greater number of loops at the outer side and less number of loops at the inner side result in smaller-sized loops at the outer side, and larger-sized loops at the inner side. This creates a net capillary force pulling liquid water from the inner side to the outer side. 26
Wicking rate
As Figure 5 reveals, plant-structured fabrics produced in sample group No. 1 exhibited significantly faster warp direction wicking rates than the corresponding control fabrics. In warp direction, Structure I can significantly wick 74.2% faster (F(1,4) = 26.670, P = 0.007), Structure II is 71.7% faster (F(1,4) = 22.062, P = 0.009), Structure III is 65.6% faster (F(1,4) = 1937, P = 0.000), and Structure IV is 54.3% faster (F(1, 4) = 298.086, P = 0.000) against their corresponding controls. The similar trends were observed in the weft direction results. The significant 89.4%, 124.5%, 73.8% and 101.9% increases in weft direction wicking rate were observed in Structures I, II, III, and IV relative to the corresponding control fabrics (F(1,4) = 54.552, P = 0.002; F(1,4) = 101.622, P = 0.001; F(1,4) = 1688, P = 0.000; and F(1,4) = 1328, P = 0.000). The faster wicking rate means quicker dispersion of water for evaporation, which may be because of the reduced loop density of plant-structured fabrics.
Wicking rate results of sample group No. 1.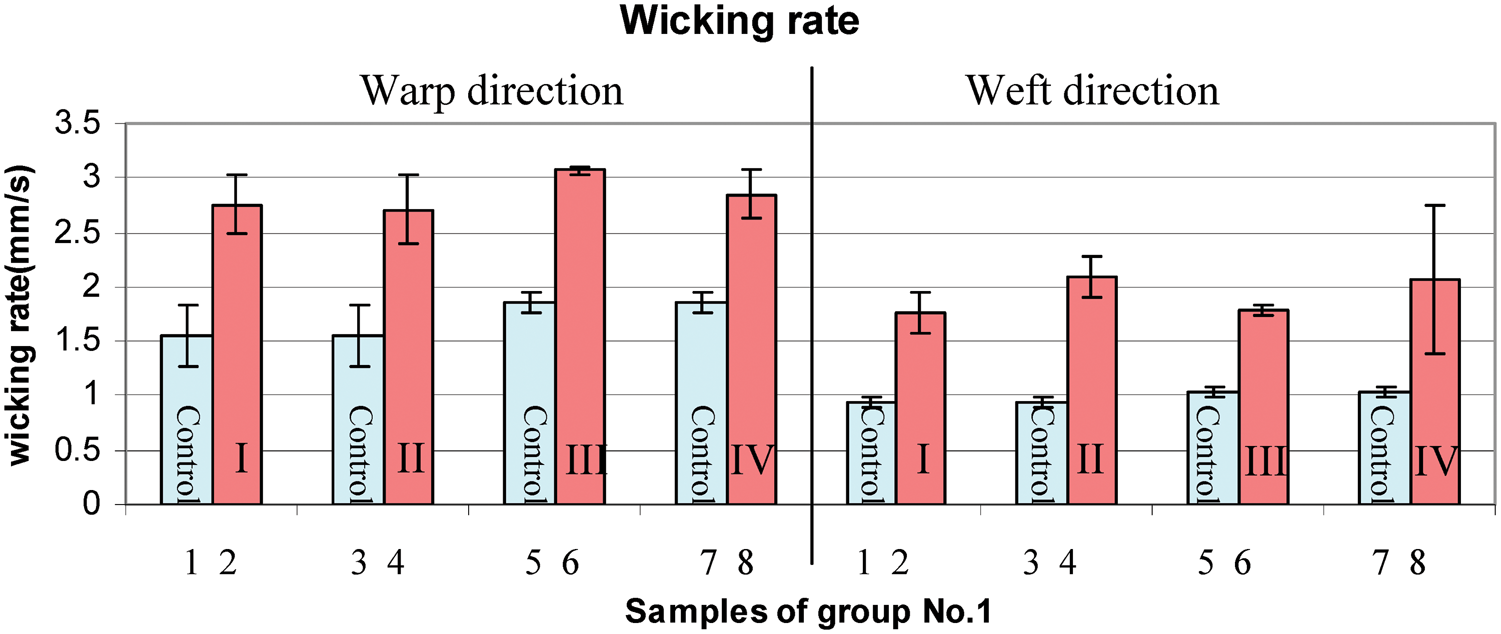
With regards to the fabrics in group No. 2 (see Figure 6), Structures I, III, and IV exhibited significantly faster warp direction wicking rates than the corresponding control structure, except for Structure II (F(1,4) = 10.210, P = 0.033; F(1,4) = 0.434, P = 0.546; F(1,4) = 7.016, P = 0.047; and F(1,4) = 25.450, P = 0.007). In the weft direction, only Structure III containing polyester filaments can wick water faster than the control structure. However, Structures I and IV were a little different from their respective controls in terms of weft direction wicking rate. The Structure I fabric exhibited 34.6% faster wicking rate in warp direction than the control structure, corresponding values for Structures II, III and IV fabrics, being 6.7%, 28.7%, and 74.8% respectively. The relatively lower wicking rate observed in Structure II was possibly due to the fact that many large pores, created by short lapping movements, imparted water transport through yarn connections.
Wicking rate results of sample group No. 2.
It is noted that no direct proportional relationship can be observed between the results of the TWTT and the vertical wicking test, which means the increase of initial water absorption does not necessitate the increase of the vertical wicking rate. It is understandable as they were associated with the different aspects of water transport behavior. This is because the transplanar wetting process is a sequence of spreading, quasi static wetting and horizontal capillary; on the other hand, vertical wicking is primarily due to capillary between yarns. A fast vertical wicking rate presented a greater length wetted by water along the plane direction at a certain period of time, while fast initial water absorption rate presented a large amount of water transport by fabrics at the transverse section at a fixed time interval.
Wetting area
From the results of group No. 1 (see Figure 7), it is found that fabrics with Structures I, II, III, and IV exhibited wetting areas that were significantly larger than those of corresponding controls containing nylon and polyester filament (F(1,4) = 246.404, P = 0.000; F(1,4) = 142.331, P = 0.000; F(1,4) = 178.029, P = 0.000; and F(1,4) = 57.242, P = 0.002, respectively). Water can spread 61.8%–143.6% more in plant-structured fabrics than in corresponding control fabrics. It was observed that Structures III and IV, and their controls, had much lower wetting area than Structures I and II, and their controls, This is because the fabrics in Structures III and IV, and their controls, have higher mass. When the fabrics become tight, it will weaken the water spreading in fabrics.
Wetting area results of sample group No. 1.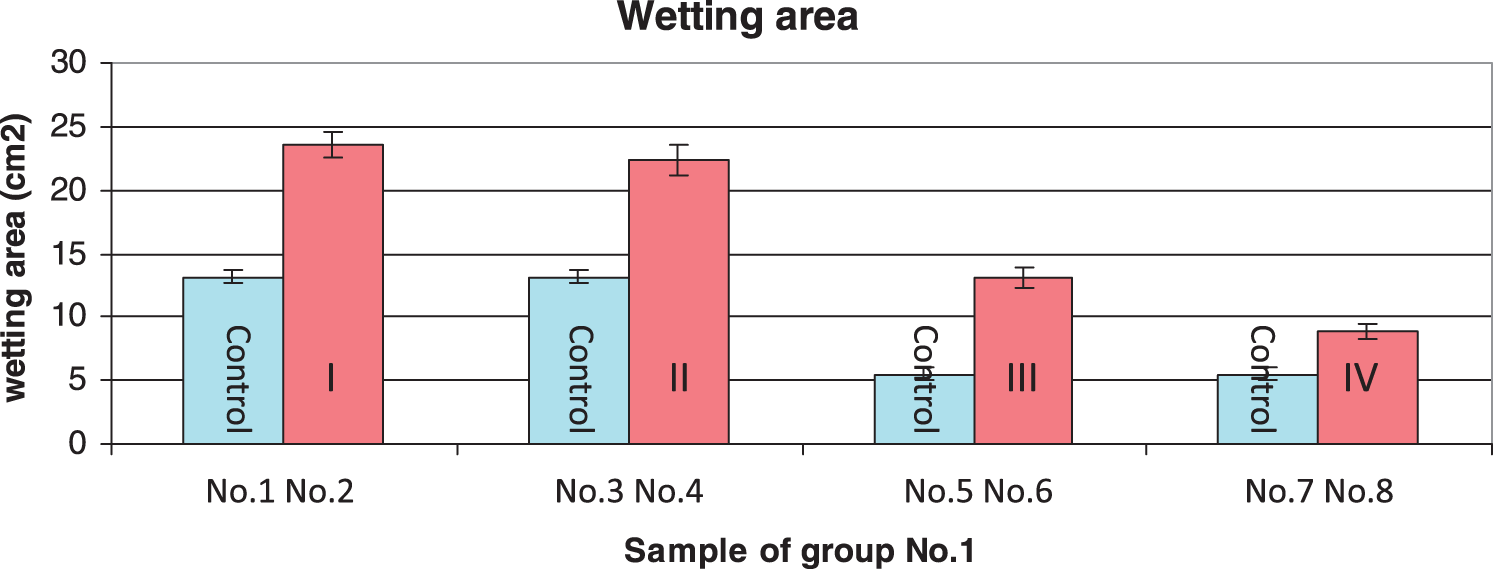
Figure 8 shows that most plant-structured fabrics had significantly larger wetting areas than those of the control fabrics except for Sample No. 10 (F(1,4) = 1.281, P = 0.321; F(1,4) = 13.615, P = 0.021; F(1,4) = 666.050, P = 0.000; and F(1,4) = 76.928, P = 0.001, respectively). The increase of wetting area was about 7.9%–36.1%. This might be because of the difference in inner surface properties of plant-structured and control fabrics. In plant-structured fabrics, the inner side contained larger-sized loops, the tension in the yarns of these loop become low. Eventually, water can spread a longer distance. Structure III (No. 14) shows an equivalent wetting area to the control for Structure I (No. 9). This is because Sample No. 9 had a lower thickness; it can facilitate water spreading in the plane direction instead of the transplanar direction. A larger area wetted by an identical amount of water could result in a higher evaporation rate. In this manner, the comfort level of the garment to wearers was improved.
Wetting area results of sample group No. 2.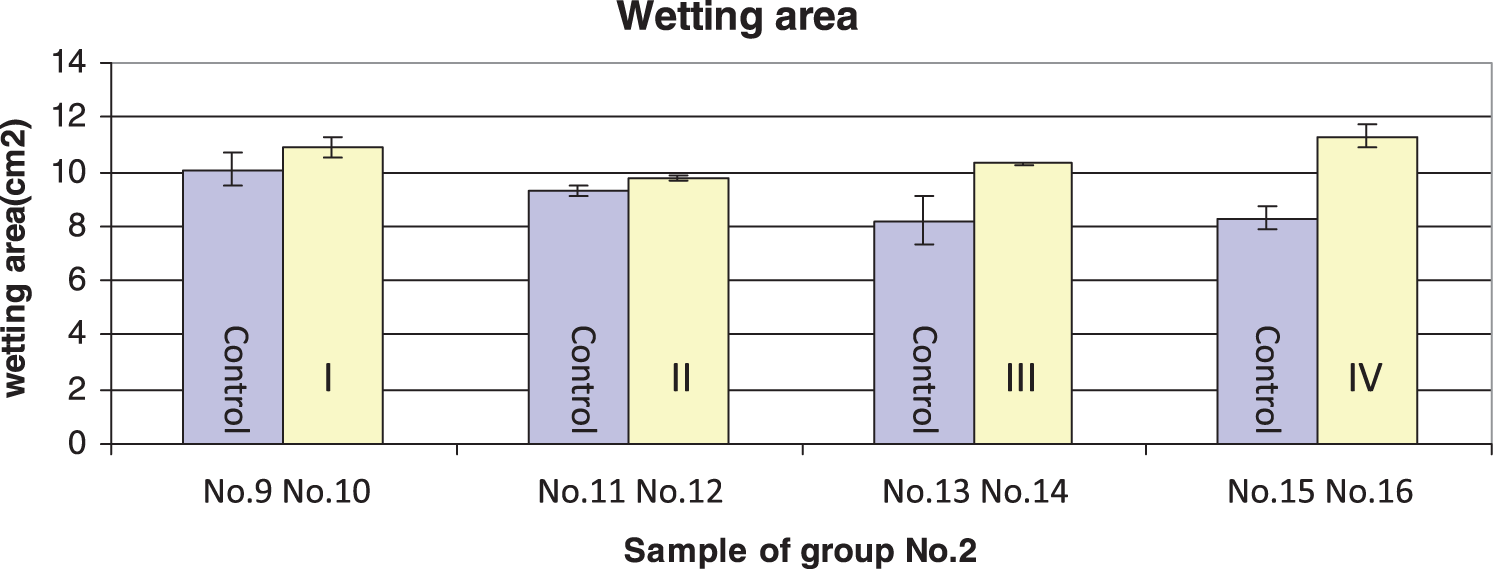
Air resistance
It can be identified from Figure 9 that all plant-structured fabrics possessed much lower air resistance than the corresponding control fabrics. Sample No. 2 gave a significant 58.9% reduction against Sample No. 1, and in other three pairs, the reduction were significant 48%, 38.8%, and 41.9% respectively (F(1,8) = 2212, P = 0.000; F(1,8) = 756.039, P = 0.000; F(1,8) = 56.466, P = 0.000; and F(1,8) = 384.013, P = 0.000). It is observed that plant-structured fabrics had a higher thickness than control fabrics based on a similar mass. This resulted in the higher porosity of plant-structured fabrics compared to control. Hence, lower air resistance was found in plant-structured fabrics.
Air resistance results of sample group No. 1.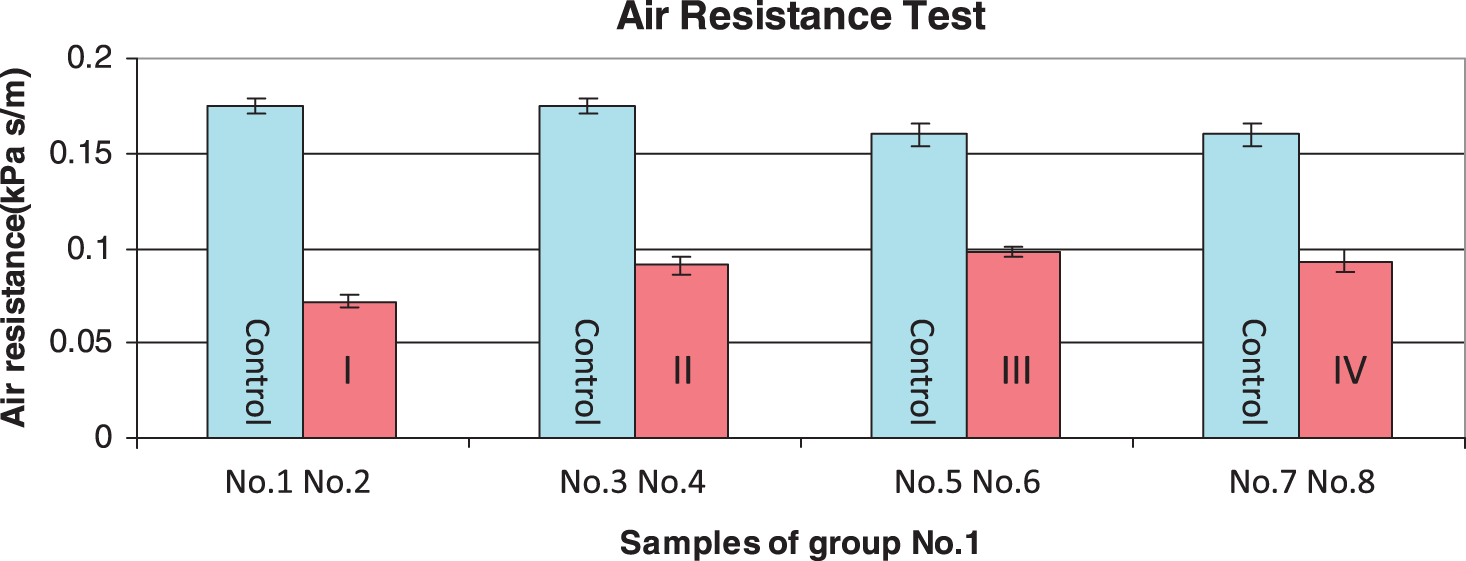
The similar observation was made within group No. 2 (see Figure 10). Again, branching structures were significantly better to pass air through fabrics than conventional structures (F(1,8) = 1389, P = 0.000; F(1,8) = 1954, P = 0.000; F(1,8) = 18.236, P = 0.003; and F(1,8) = 525.619, P = 0.000). The 10%–94.6% reductions were observed in pure polyester fabrics. The plant-structured samples show lower air resistance although they had slightly higher thicknesses. That might be due to the fact that these branching structures had some visibly large pores which can be easily passed through by air (see Figure 2).
Air resistance results of sample group No. 2.
Structures I and II with higher openness exhibited lower air resistance than Structures III and IV. This is likely attributed to the fact that the distance of underlapping motion of guide bars is shorter in Structures I and II than in Structures III and IV. Air resistance is negatively correlated with porosity, but the correlation is not very strong (as correlation coefficient = −0.501) although statistically significant (P < 0.05).
Water vapor permeability
For the fabric samples produced in group No. 1 and No. 2, no significant differences were found between plant-structured fabrics and controls. This is because the water vapor permeability much depends on fabric thickness. Although branching structures were more porous, as indicated by much lower air resistance as compared to control fabrics, they were relatively thicker than the controls, under the same weight, due to the bulkier structure. As a consequence, the differences between branching structures and controls in terms of water vapor permeability were not significant in most cases.
The cooling effect with 2 and 4 mm air layers was lower than the cooling effect with direct fabric-skin contact. 27 In realistic wear condition, some parts of the body will contact the skin. As a result, better water transport properties will accelerate the cooling effect. In other parts without contact with the skin, water vapor permeability will dominate evaporation heat loss because moisture should evaporate directly from the skin. Although plant-structured fabrics did not show better performance in terms of water vapor transmission, greatly lower air resistance will speed up the water evaporation under windy conditions.
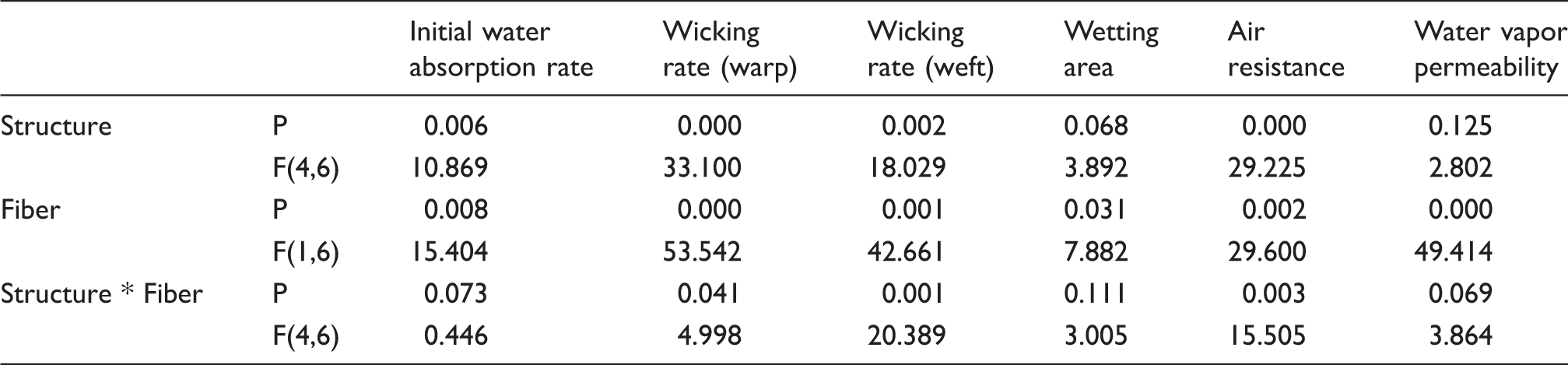
MANOVA test
F and P values of MANOVA test
Correlations among these tests
Correlation coefficient and P values of correlation among different testing
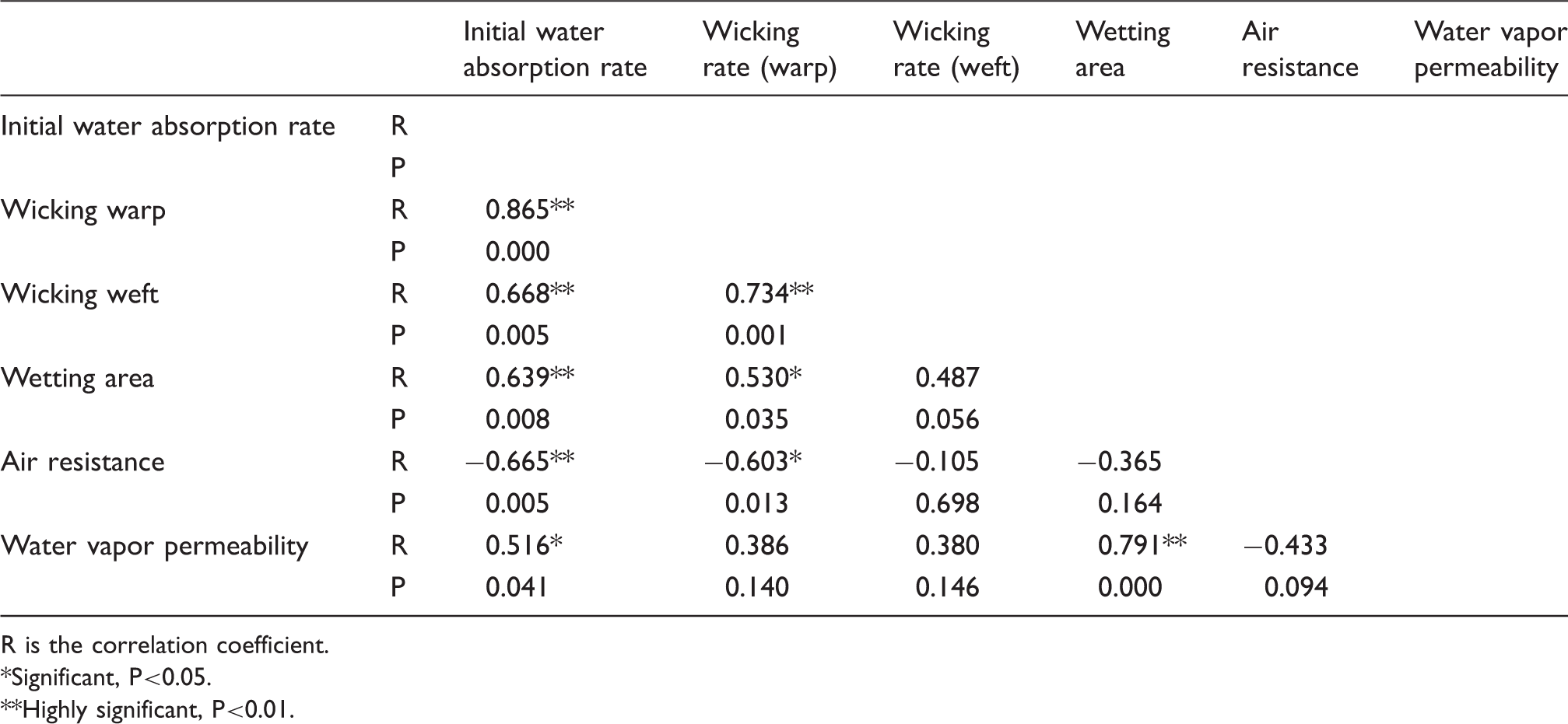
R is the correlation coefficient.
Significant, P<0.05.
Highly significant, P<0.01.
Because of P > 0.05, there is no correlation between water vapor permeability and wicking rate (warp and weft) or air resistance; between air resistance and wicking rate (weft) or wetting area; between wetting area and wicking rate (weft).
Conclusion
The findings of this study demonstrated warp knitted fabrics with branching structure had significantly faster initial water absorption rate and wicking rate than conventional control fabrics with a similar mass and made of the same material. Furthermore, improved water spreading performance measured by wetting area test was also observed. Faster water transport and lower air resistance were of importance to facilitate higher water evaporation causing a humidity difference which is a driving force of water movement in fabrics under windy conditions.
From this study, it is observed that the branching structure built at the transverse section can facilitate water transport properties due to its lower water flow resistance. The loop size in the inner surface should be greater than that in the outer surface, while loop number in the inner surface should be less than that in the outer surface. In other words, the porosity of the inner side should be lower than that of outer side. In this way, this capillary force will pump water upward from the inner to the outer side. Furthermore, relatively loose fabrics tend to spread water to a larger area and enhance the speed of vertical wicking because of lower yarn tension. These factors should be taken into account when developing knitted fabrics for improving water transport.
Footnotes
Acknowledgements
The authors would like to acknowledge the support for the research studentship from Hong Kong Polytechnic University granted to Ms Qing Chen. The authors would also like to thank Mr. Jinyun Zhou and Mr. Yuifat Ng who helped to do machine adjustments.