
Abstract
The thermal-wet-comfort characteristic of fabrics is primary to clothing for human bodies. The comfort aptitudes in the fabrics increase the significance of attire and are gaining more interest in the global market. Therefore, the purpose of this study is to analyze the influence of finishing patterns and fabric structure parameters on the comfort performance, air permeability, wicking effect, one-way water transport properties and thermal-physiological properties of unidirectional water transport knitted polyester fabrics. Eight samples are developed by hydrophobic finishing, which possessed good moisture management properties. The result implies that with the intensity of pores, there is an increase in the capillary effect of moisture absorption and transportation in the fabrics. Further, the escalation of the hydrophilic area to a hydrophobic area and regularity in the finishing pattern make the fabrics better in performance for unidirectional water transmission and thermal-wet comfortability. The statistical analysis indicates that the fabric structure and finishing patterns have a significant effect (p = 0.01) on moisture management properties. The fabric with a rib air structure and finishing pattern with ratio (69%) of the hydrophilic area to the hydrophobic area has the best regularity and moisture management property.
Keywords
In recent years, with the growing concern of the people’s safety, health and environmental issues, textiles with comfort properties have gained more interest in the global market. 1 Therefore, the influence of textile fabrics and their interactions with human skin has been a renowned area for researchers.1,2 It has been verified that wrong thermal or moisture management and fabric abrasion minimizes the level of comfortability. 3 In addition, breeding bacteria, caused by excessive secreted sweat from the body, if not transported out, threaten human health. 4 Improving the moisture conduction of fabrics makes the clothing better in thermal-wet comfortability. 5 Therefore, it is important to develop unidirectional water transport clothing with the function of excellent moisture management, which keeps the body skin dry and comfortable.
Unidirectional water transport is the movement of moisture from one point to another point on the same surface side of the fabric (not to the opposite side). This function has wide applications, such as micro fluid flow, heat transfer, separation health-care, advanced fabrics,6,7 etc. Some researchers have used the method of hydrophobic/hydrophilic finishing to prepare unidirectional water transport fabrics. Wang et al.8,9 achieved a unidirectional water transport fabric using the hydrophobic/hydrophilic finishing method by sol–gel technology. They reported that the directional water transfer effect is affected by the wettability gradient. Similarly, Wu et al. 10 used the hydrophobic/hydrophilic fiber method to form the wettability gradient between two sides of the fabric so as to prepare unidirectional transport fabric. What is more, some researchers11–14 introduced these types of functional fabrics through designing a fabric structure with biomimetic networks. Recently, Chen et al.15–17 conducted work through the branching network of a plant, and larger loops were formed at the back side and smaller loops at the face side of fabrics. They mainly focus on achieving the unidirectional water transport function, but their researches lacked in analyzing the influencing factors. However, the fabric structures and finishing parameters have a significant influence on the novel function and thermal-moisture comfort properties.18–20 The type and structure of fabrics directly influence their thermal comfortability. Thermal resistance, water vapor resistance and air permeability are considered as crucial comfort-related properties of fabrics. 21 The thermal conductivity, absorptivity and diffusivity also influence thermal comfort of clothing. 22
The thermal and moisture management property plays a particularly important role in clothing fabrics.23,24 The literature review has shown that conventional test methods, including the vertical wicking test, wettability test, water absorbency test, drying test and water vapor permeability test, were often performed to examine their comfort ability.23–26 The unidirectional water transport properties of the clothing fabrics were often qualitatively evaluated by using a Moisture Management Tester (MMT).8–14,26–28 Although Tian et al. 7 used a simple long micro cylinder with an interval membrane to simulate the wettability gradient along the thickness direction, this could cause anisotropic liquid penetration behavior. Also, there is a lack of work conferred on the thermal-wet-ability factors to unidirectional water transport knitted fabric prepared by hydrophobic finishing with printing patterns.
The current paper compared eight hydrophilic-based unidirectional water transport knitted polyester fabrics with different hydrophobic printing finishing patterns to evaluate the thermal-wet comfortability on parameters such as fabric permeability, moisture management properties and thermal-physical properties. This paper further enriches the research of the hydrophobic finishing method and has introduced the factors of fabric structure and finishing effect to that function. The unidirectional water transport fabrics were mainly developed for the fundamental analysis of thermal-wet-ability factors through the hydrophobic/hydrophilic finishing technology method.
Materials and experimental work
The description properties and air permeability of samples

Air permeability
The density of the polyester fiber sample was 1.38 g/cm3. The fabric weight and thickness were measured according to the ISO 3801-1977 and EN ISO 5084-2002 standards. Porosity values of fabrics were calculated by Equation (1)
25

The air permeability of fabrics was determined by the flow volume of air passing vertically through a given area of fabric at a given pressure over a given time period. An automatic gas permeability tester was used according to EN ISO 9237-1999. The given area of testing fabric was 20 cm2 and the given pressure was 100 Pa.
Liquid water transport properties
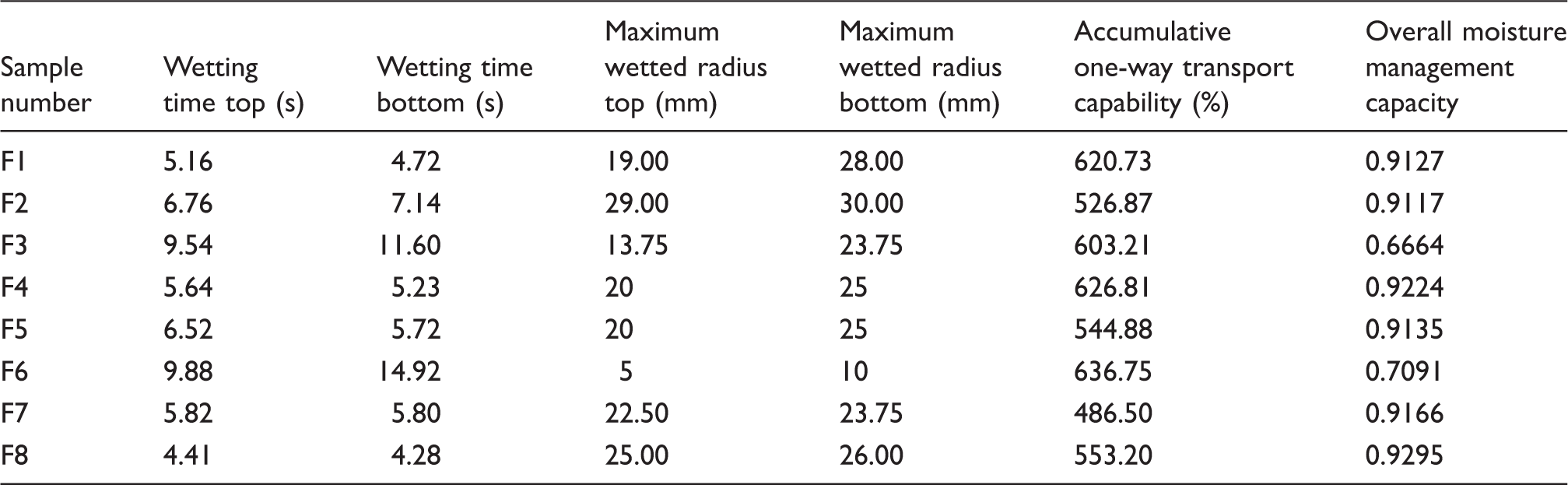
The moisture management properties of eight samples were evaluated using a MMT, according to the ASTM D1776-2008 standard. This MMT instrument contained upper and lower concentric moisture sensors. The fabrics being tested were placed in between the two sensors to measure and record the liquid moisture transport behaviors respectively. 29 The area of each testing sample was kept at 8 × 8 cm2. All specimens were washed and ironed to remove excessive water and wrinkles. Synthetic sweat was used to stimulate sweating. It was prepared by 1 L distilled water with approximate 9 g sodium chloride (0.21 ± 0.01 g). The sweat was dropped for first 20 s (of the 120 s test) on the top surface of the fabric. The inner layer (reverse side) of the tested fabric was kept up while the outer layer (lateral side) was kept down. The fabric measured indexes, tested from the inner surface to the outer surface, were as follows: wetting time top/bottom (WTT/WTB, s); absorption rate top/bottom (ART/ARB, %/s); maximum wetted radius top/bottom (MWRT and MWRB, mm); spreading speed top/bottom (SST/SSB, mm/s); and accumulative one-way transport capability (R, %). Furthermore, the overall moisture management capacity (OMMC), associated to the total fabric capability, for liquid moisture transport management, was determined by the ARB, R and SSB indexes. The OMMC value was kept between 0 and 1. In addition, it was observed that the fabric samples have better performance of water absorption and transportation with a value closer to 1. 29
Wicking effect properties
The wicking height was measured through the vertical wicking test method. The fabric strips (2.5 × 30 cm2) were suspended vertically in such a way that their lower ends were immersed in a reservoir of distilled water. The scale adjacent to the stripes was used to measure the wicking height in six intervals (each of 5 minutes) for 30 minutes. The wicking height indicated the degree of wicking effect.
Thermal-physiological properties
The thermal-physiological properties of fabrics were evaluated through sweat guarded hot plate apparatus, according to the ASTM D1776/D1776M-16-2008 standard. The thermal resistance (10–3 m2ċK/W) and vapor resistance [g/(m2ċhċPa)] of fabrics were tested under steady-state conditions. The thermal resistance indicated the heat flow transported through the given area of fabric under the condition of stable temperature gradient. Vapor resistance demonstrated heat flow evaporated through a given area of fabric under the condition of stable vapor pressure gradient. Moisture permeability was determined by vapor resistance and the temperature of materials, and it was calculated by Equation (2)

Thermal conductivity is the heat flow transported through the unit area and thickness of fabric when there was a difference of temperature between two sides of samples. It is equal to the reciprocal of the thermal resistance at unit thickness.
Before performing testing, all the samples were well conditioned for 48 hours, at temperature 20 ± 1℃ and relative humidity (RH) 65 ± 2%. Every single sample was tested five times to reduce experimental errors. Furthermore, the aggregate sum of values of thermal-physiological properties was taken for variance analysis.
Results and discussion
Analysis of fabric finishing patterns
Four different types of hydrophobic finishing patterns (shown in Figure 1) were examined for the assessment of thermal-wet comfortability. Each finishing pattern has dimensions of 3 × 3 cm2. The gray part in the patterns represents the hydrophobic regions, while the white lines denote the hydrophilic regions.
Hydrophobic printing pattern per unit area 3 × 3 cm2 (where Hylic A denotes the hydrophilic area in the unit pattern, Hybic A indicates the hydrophobic area in the unit pattern and R-a represents the ratio of the hydrophilic area to the hydrophobic area).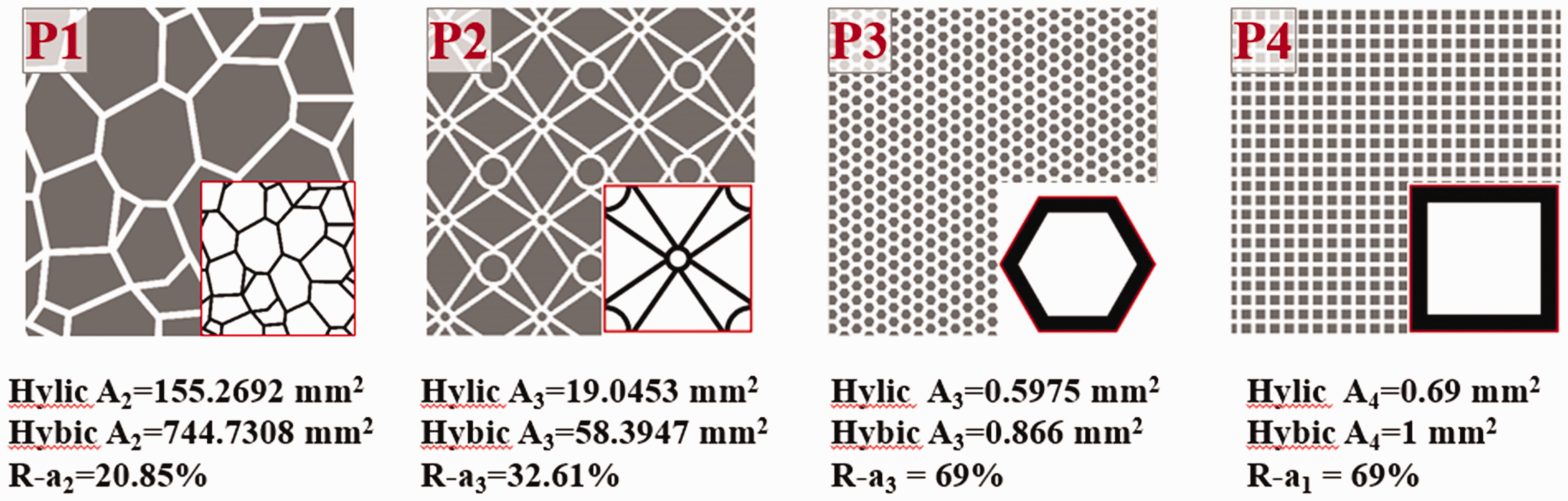
Pattern P1 illustrates the lowest ratio of hydrophilic area to the hydrophobic area. Furthermore, it has the poorest regularity and most loose distribution, and conversely most dense hydrophobicity. Therefore, the fabric with finishing pattern P1 has the least hydrophilic water transport pathway, and vice versa. With the increase in the ratios of the hydrophilic area to the hydrophobic area, as in the P2, P3 (P4) patterns, hydrophilic and absorbing water pathways increase more. Thus, it leads to the regularity and makes it easier to form more continuous water transport channels. Furthermore, if it is combined with the capillary effect then it makes it more favorable for the moisture absorption and transmission of fabrics.
Analysis of fabric structures
The experimental work also includes four kinds of fabric structures, that is, rib air layer (S1), interlock rib (S2), double-tuck with mesh (S3) and double-tuck with longitudinal stripe structure (S4). The knitted fabric structures (shown in Figure 2) were observed through a stereo microscope (20×). Fabrics with S2 have tight loop yarns with the smallest and greatest pore intensity (greater number of pores in a unit area of fabric), followed by S1. Moreover, fabrics with double-tuck stitch structures (S3 and S4) have loose loop yarns. These structures have a larger size of and the number of pores in the unit area of the fabric is also the least.
The structure appearance and knitting pattern of the fabric samples.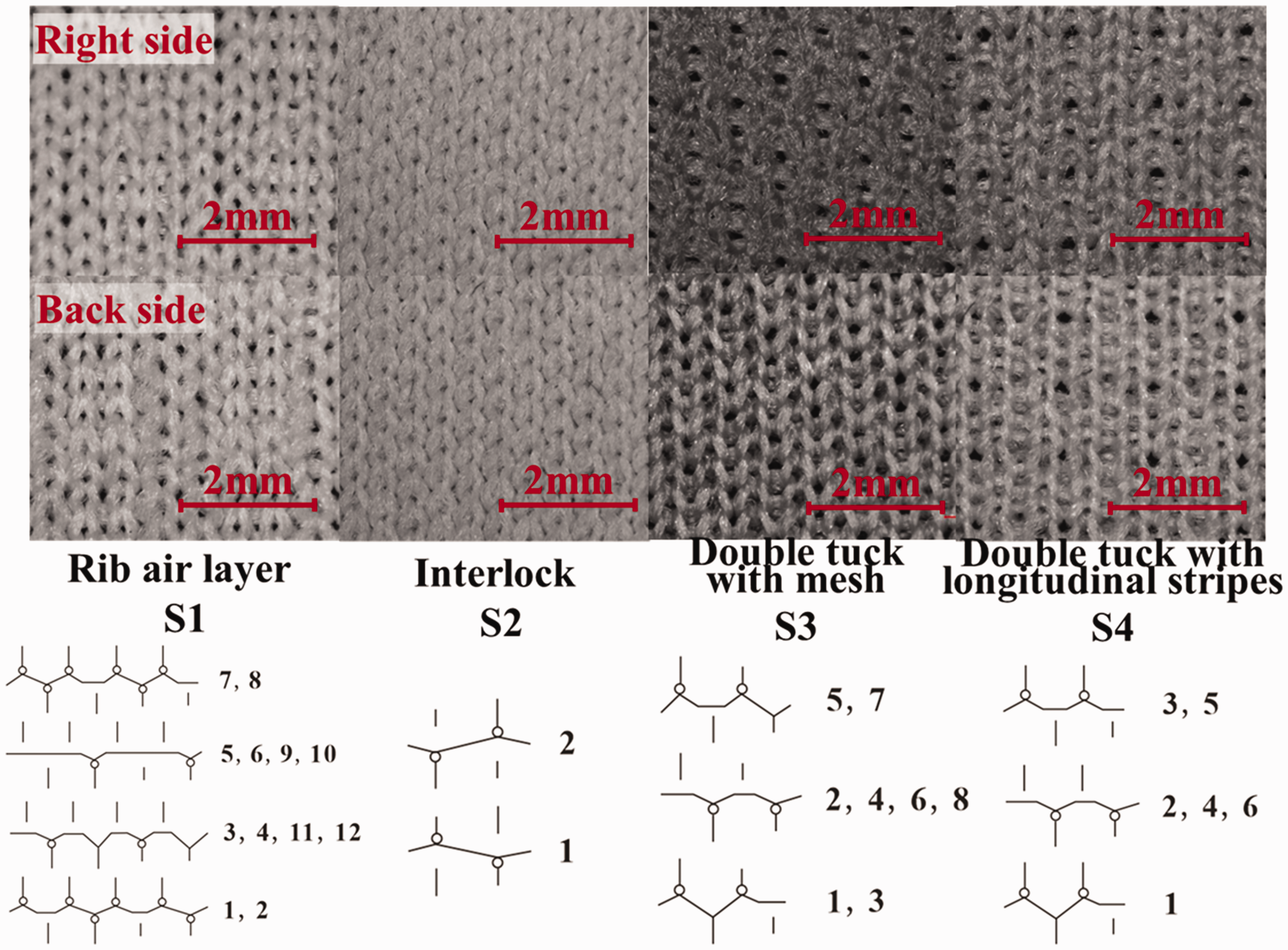
Wettability of fabrics
Figure 3 shows the movement of dropping droplets on hydrophobic (top row) and hydrophilic (bottom row) area of the back side (inner side) of fabric in real-time. It is measured through a contact angle meter. The figure demonstrates that the hydrophobic area has super-hydrophobicity, while another area is hydrophilic.
Water drop test on the inner side of sample F2, measured by a contact angle meter.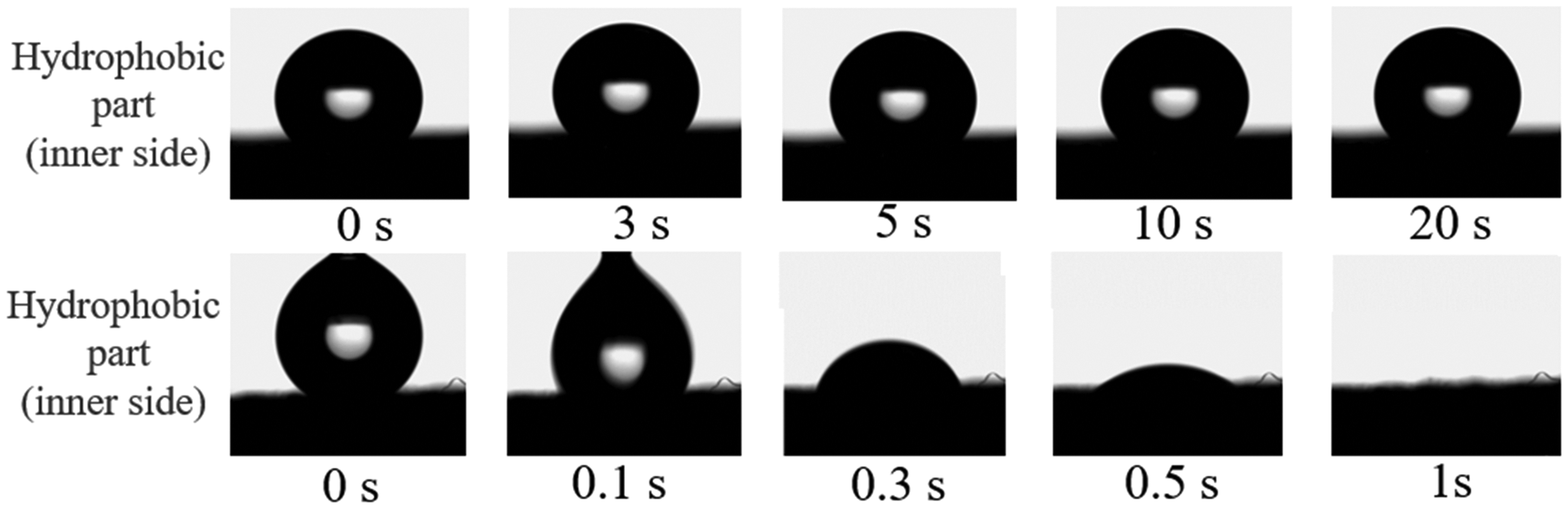
Figure 4 shows an obvious water transfer through the thickness direction from the back side to the right side of the fabric (top row) and from the right side to the back side of the fabric (bottom row). When a water droplet was dropped on the back side of the fabric, it had significant water permeation from the back side to the right side of the fabric. However, when a droplet was dropped on the right side of the fabric, water was diffused over the surface. It could not be transported to the other side. Thus, there exists a significant wettability gradient and a unidirectional water transport phenomenon between the inner and outer layers.
Wetting degree stages of the water droplets on the two sides of sample F2.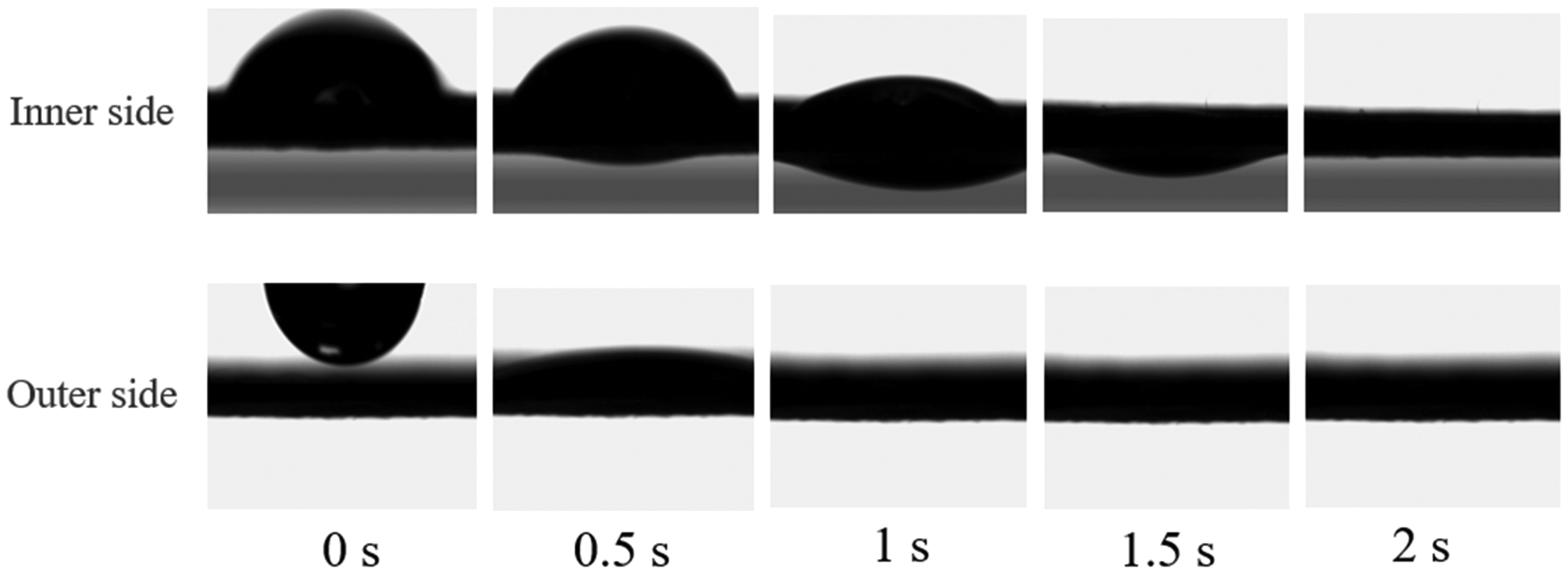
Air permeability properties
Through the analysis of variance (ANOVA), SIG = 0.016 < 1.267E-12<< 0.01, the fabric structure has a significant influence on air permeability, while the hydrophobic finishing pattern does not have a significant influence (SIG = 0.692). Figure 5 illustrates the results of the regression analysis, which verified the significant linear correlation between the porosity and the air permeability of the fabrics. For instance, the porosity value of fabric sample F7 has the lowest value and its air permeability also has minimum value among all eight samples. Fabric sample F5 has the highest porosity value and maximum air permeability. Since pores have dominated the pathways for air to pass through fabric, with a greater number of pores, the air permeability increases. The Pearson’s r-value of 0.772 also proved that the porosity is an important factor in the air permeability of fabric. Our results have also been verified in accordance with Bedek et al.’s results.
25
Air permeability versus porosity.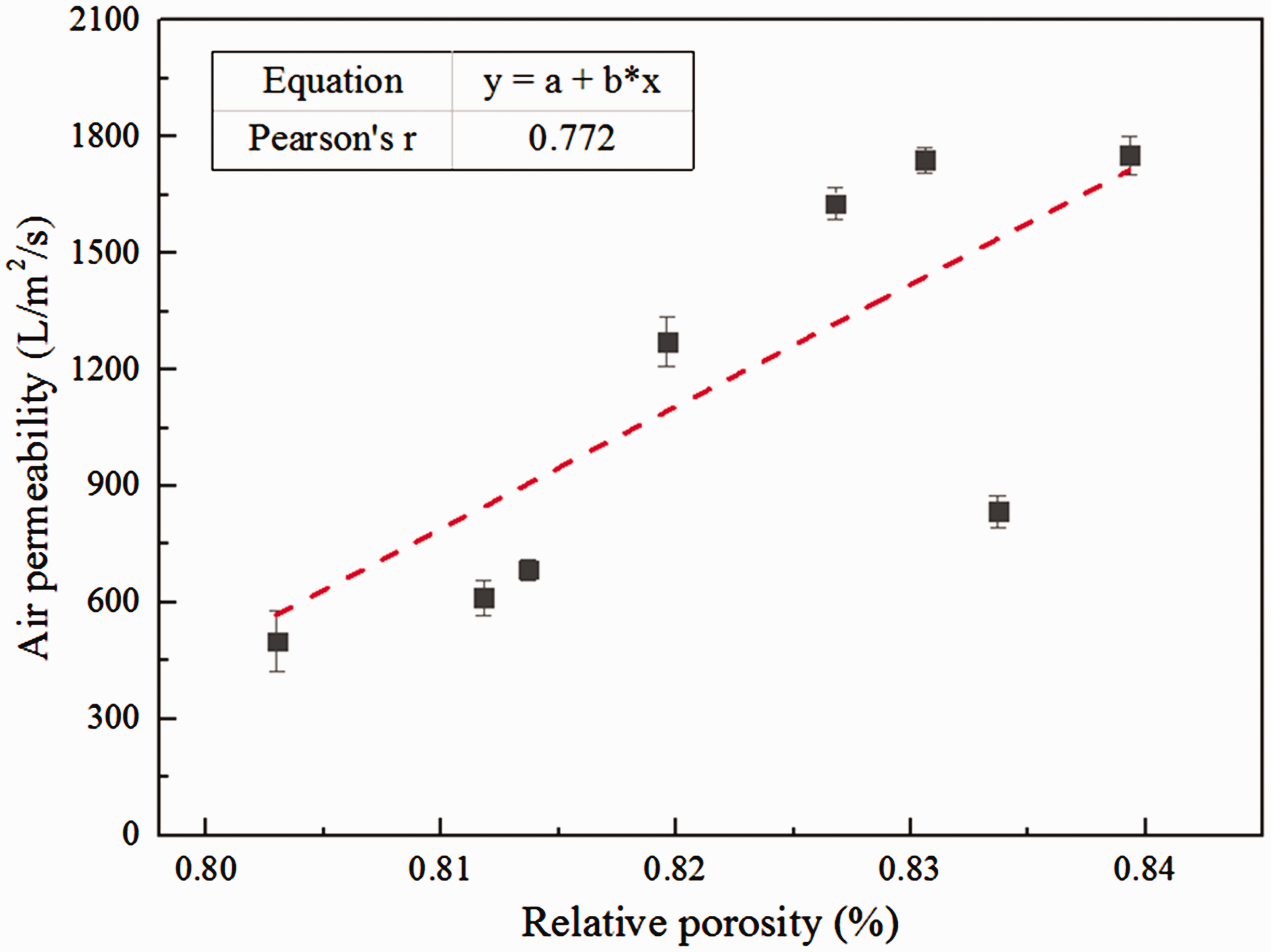
Figure 6 illustrates that the fabrics with structures S3 and S4 have good air permeability consequences, while the fabrics with structure S2 have the poorest. This indicates that the porosity and fabric structure are the two important factors for the air permeability of fabrics. Moreover, the air permeability results of fabrics with structure S1 lie in the middle. Fiber density, fabric structure and thickness also have an influence on the porosity. The increase in fabric thickness and deterioration in the air permeability leads to the poorest comfortability in fabrics. Thus, the finishing process of unidirectional water transport fabrics has no significant effect on the air permeability. However, the fabric structure, porosity and thickness factors have major effects on the air permeability.
Air permeability versus fabric structure.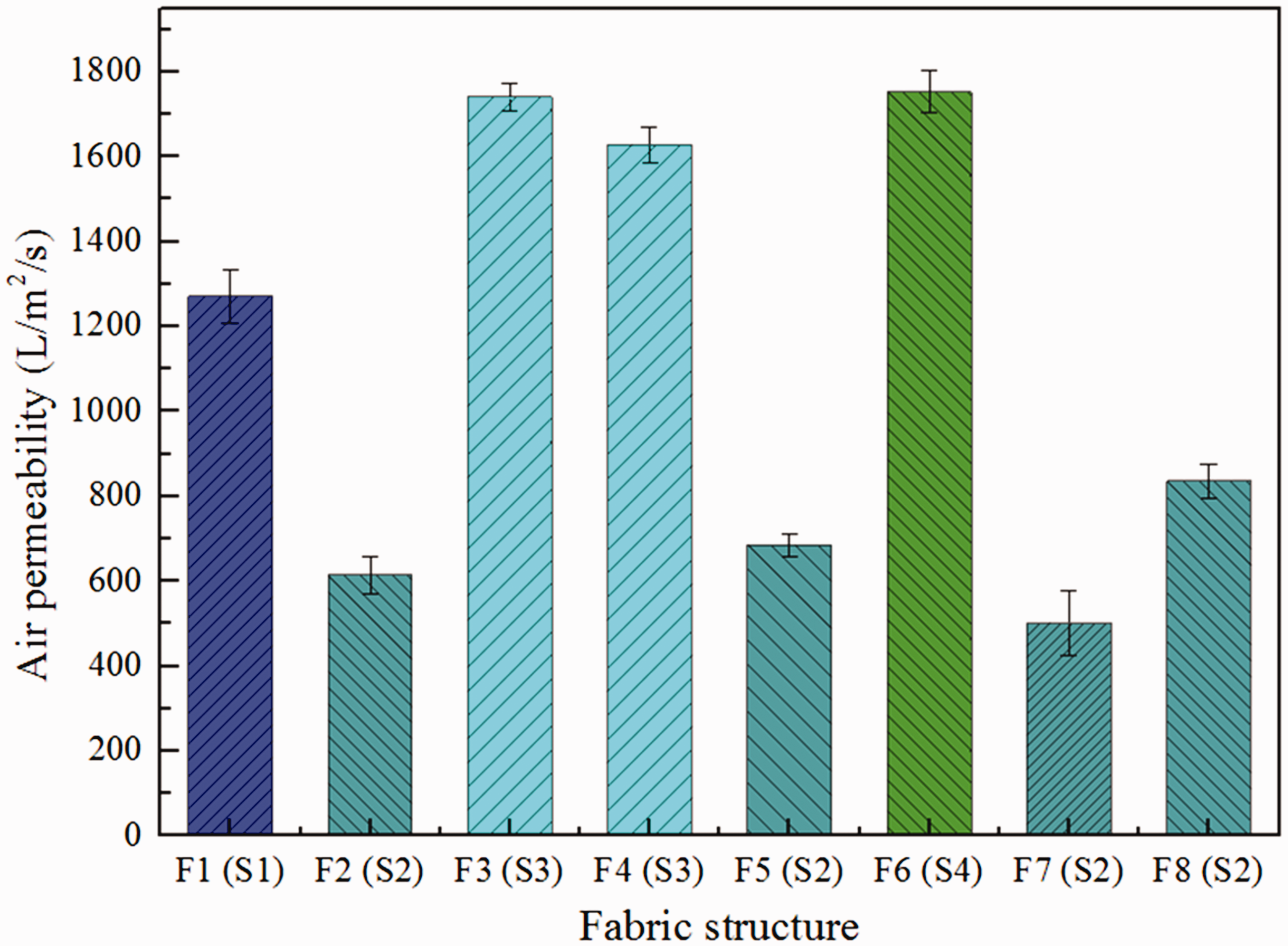
Water transport properties
Wicking height
The results of wicking height variation with time
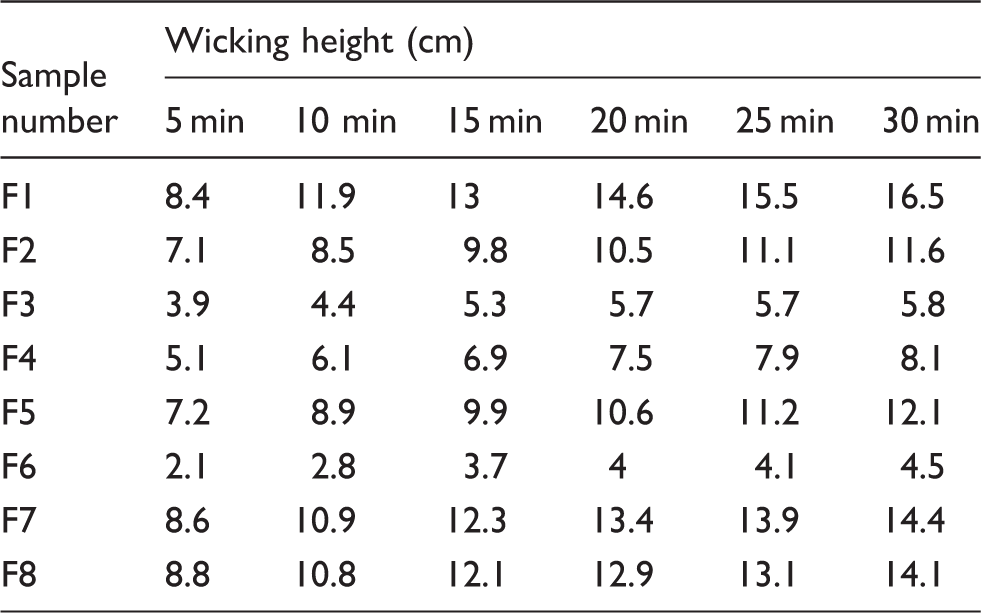
Samples F7 and F8 with structure S2 and finishing patterns P3 and P4 have the maximum value in the first time interval, but sample F1 with structure S1 and finishing pattern P1 has the maximum value in the last time interval. This illustrates that samples F7 and F8 possess a great ability for water absorption from the body when perspiring. The pores of fabric sample F7 were the most intensive and smallest; therefore, they performed better in the formation of fine capillaries to trigger the wicking effect. Moreover, finishing patterns P3 and P4 in samples F7 and F8 have the maximum, intensive and continuous hydrophilic area to absorb water, which is useful for the wicking effect.
Figure 7 displays the variations in wicking height with time of the eight different fabric samples. The samples with structures S1 (F1), S2 (F2) and S3 (F3) have the same hydrophobic printed patterns. Sample F1 with structure S1 has the highest wicking height, followed by sample F2 with structure S2. The wicking height of sample F3 is the lowest. Samples F4, F5 and F6 also have the same finishing pattern P2. In the figure, samples F5 (S2) and F4 (S3) have a significantly higher wicking height comparative to F5. Moreover, all samples (F2, F5, F7 and F8) with structure S2 have a better capillary effect than samples with structures S3 (F3 and F4) and S4 (F6). Thus, in order of highest wicking height are the rib air layer, interlock, double tuck with mesh and double tuck with stripe. This verifies that structures S1 and S2 have more advantages to transform liquid water through fabrics than the other samples. Therefore, they are more conducive to water transport properties.
Wicking height versus time of eight samples.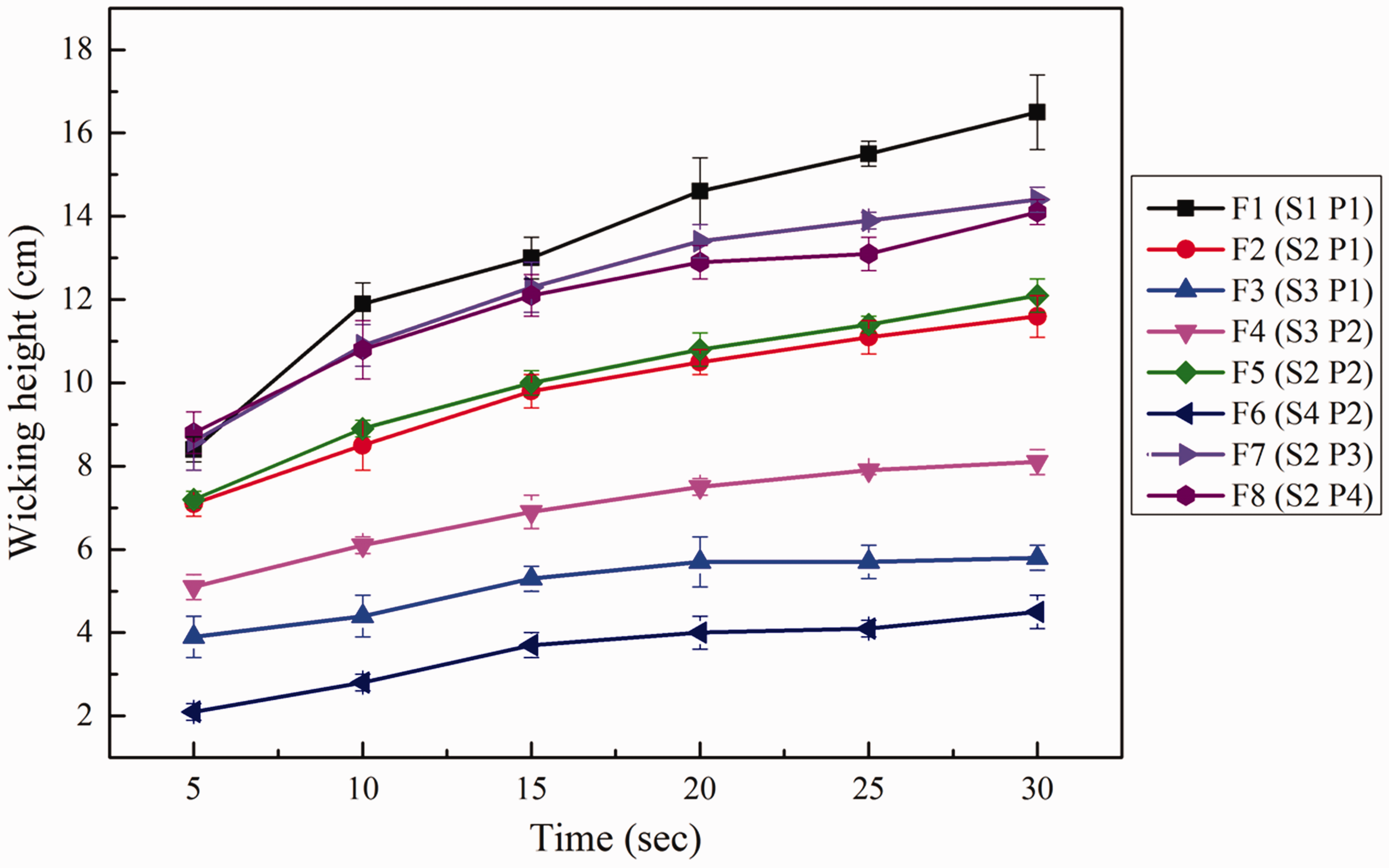
To determine the wetting and wicking performance, the pore amount, size and their distribution in the structure are important.31,32 Smaller pores are filled first and influence the liquid front movement. 29 Samples F2, F5, F7 and F8 with structure S2 had extremely similar smaller pore size and distribution. Therefore, they have higher values of wicking height than the other fabric samples, besides sample 1. The liquid water has movement toward the larger pores, as soon after the smaller pores of the specimen sample are filled completely. Sample F1 has more and larger pore size than samples F2, F5, F7 and F8, and therefore its wicking height increases with the increase in time. Contrarily, samples F3, F4 and F6 have superior porosity and larger pore size, which adversely affect the formation of fine capillaries for the wicking effect. Therefore, they have relatively lower values of wicking height.
The samples in similar fabric structures, namely F2, F5, F7 and F8 with finishing patterns P1, P2, P3 and P4, have a good wicking effect. In these four samples, samples F7 (P3) and F8 (P4) with the same ratio of hydrophilic area to hydrophobic area have a better wicking property, followed by sample F5 with P2, and sample F2 with P1 (lowest). Thus, samples with intensive printing patterns have a greater area ratio of hydrophilic to hydrophobic and make more water transport channels for moisture transmission. Hence, the finishing pattern and fabric structure are influencing factors on the wicking effect, because the capillary force could be produced by the function of pores between the fabric and the water. 33 In addition, with more intensive finishing patterns, there is better continuity of wettability gradient between the fabric inner and outer sides, and better promotion to the wicking effect.
Unidirectional water transport properties
Moisture management properties of various fabrics
Results of the analysis of variance

Figures 8 and 9 show the outcomes of the moisture management properties of the fabric samples. Figure 8 illustrates the influence of the wetting time/max wetted radius on the fabric samples. The wetting time of sample F1 with structure S1 has the lowest value, similar to hydrophobic finishing pattern P1. Sample F2 with structure S2 is the succeeding fabric that has utilized the wetting time. The wetting time of samples with structure S3 has the highest value. This was due to the relatively more and larger pores on the fabric surfaces, which overcame the gravity and infused through the fabric. The results verified that for the fabrics, after being wetted by liquid droplets, the water transporting rate in samples F1 and F2 was more rapid to the outside environment than that for sample F3. In addition, samples F1 and F2 had a greater wetted radius than F3. The rib structure of the upper and lower side of samples F1 and F2 has many fine pores that form the capillary effect. As more liquid is diffused on the fabric along the surface direction, this verified that F1 and F2 have better properties of moisture absorption and transference. In addition, the top maximum wetted radius of F1 and F2 is lower than that of the bottom maximum wetted radius. A lesser value of top maximum wetted radius indicates the faster rate of water transport from the upper to the lower side. Consequently, water transport became easier from the upper side to the lower side through sample F1. Nevertheless, in wetted sample F2, the top maximum wetted radius and bottom maximum wetted radius have almost similar consequences, which illustrates the non-significant difference of moisture absorption between the two sides.
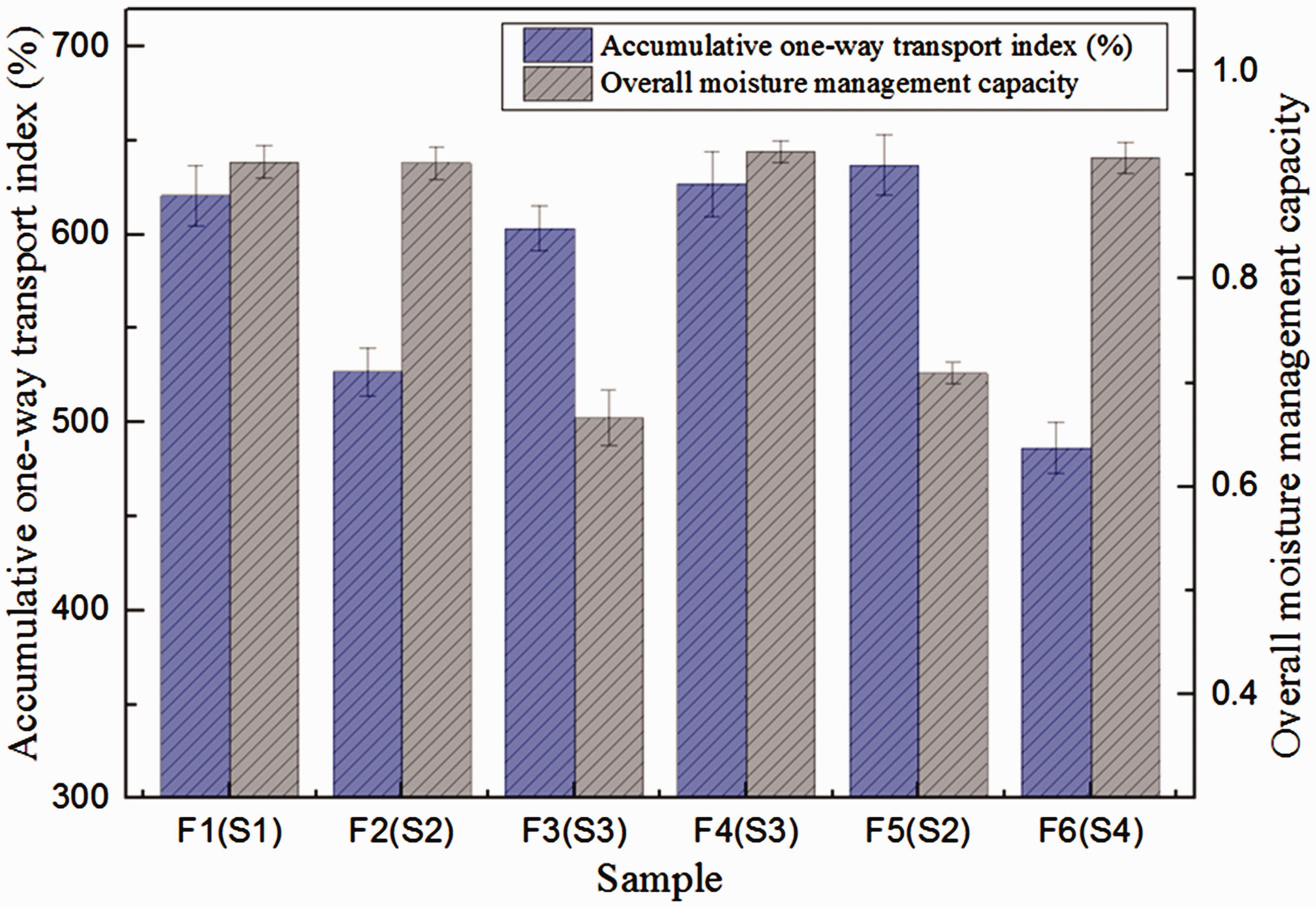
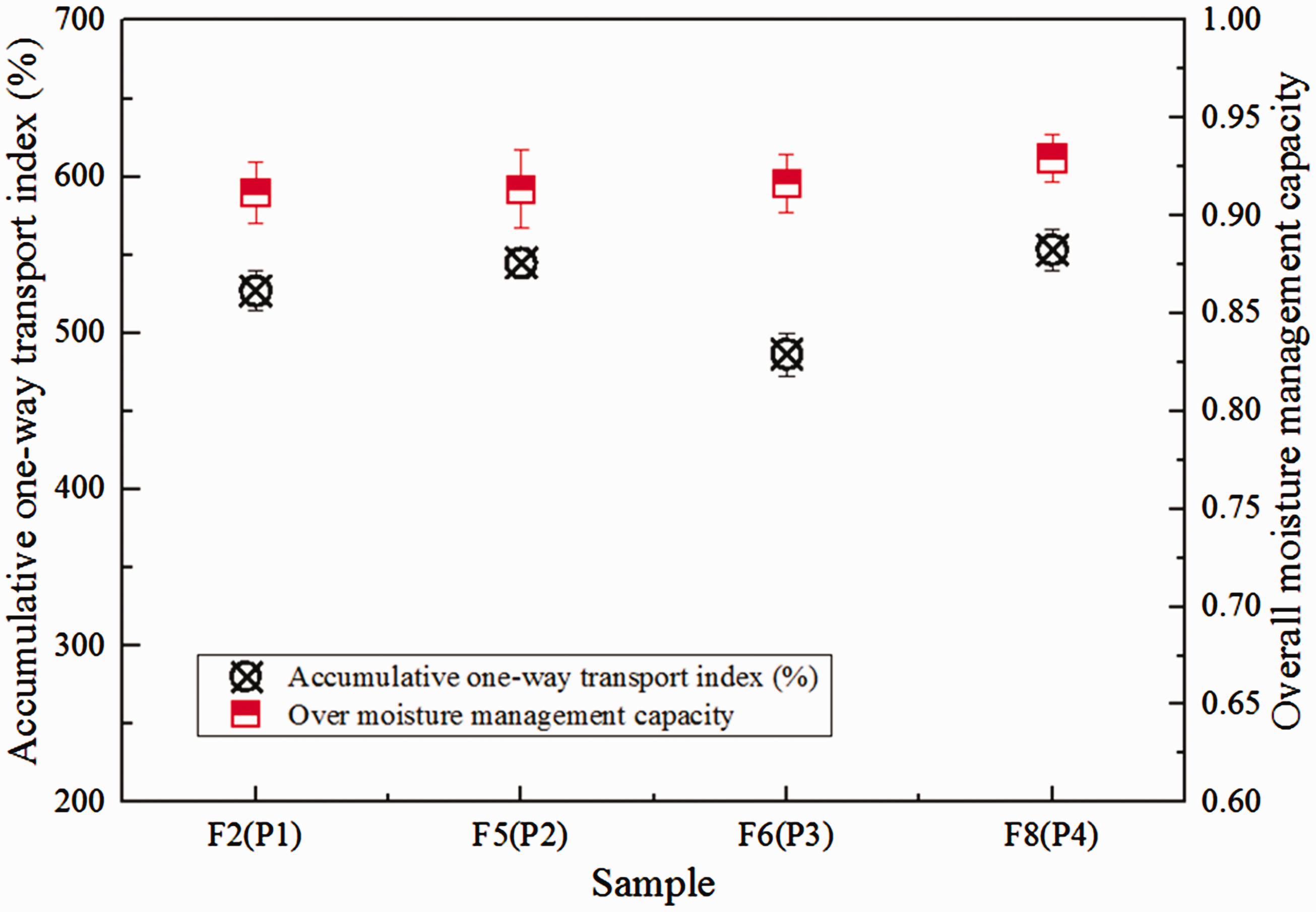
(Wetting time/max wetted radius) versus sample. (One-way transport index/overall moisture management capacity) versus sample.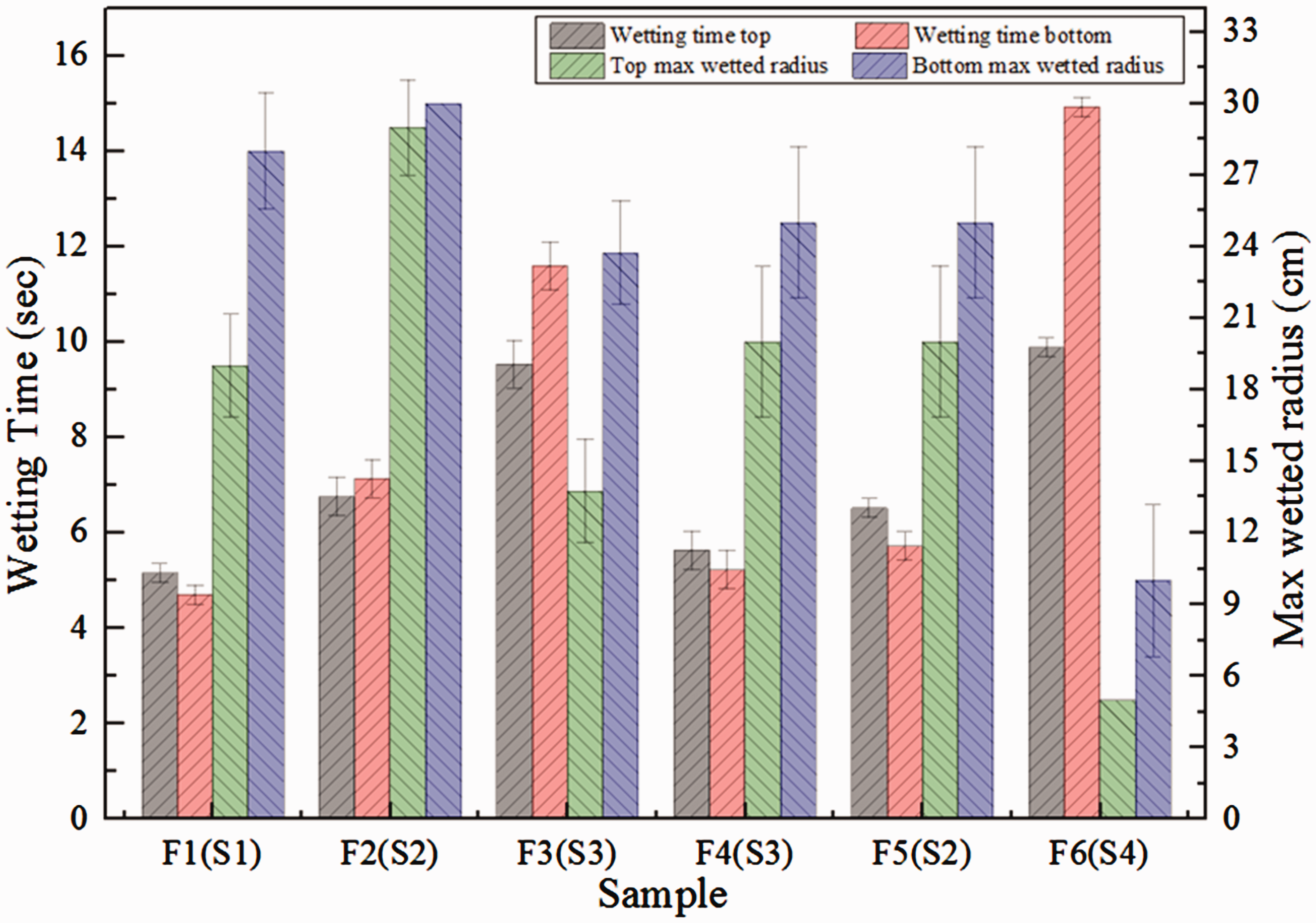
For samples with a similar finishing pattern P2, that is, F4 (S3), F5 (S2) and F6 (S4), the wetting time of F6 is longer than that of F4 and F5, and the maximum wetted radius of F6 is less than that of F4 and F5. This is because the rib air layer and interlock structures are more conducive than double tuck with mesh and stripe structures to spread water and transport. Thus, as the water transport rate increases, the moisture retaining time reduces in the fabric, which proliferates the comfortability level.
Figure 9 shows the results of the OMMC and accumulative one-way transport index (%). Among samples F1, F2 and F3, samples F1 and F3 have a better one-way transport capacity than F2 with interlock being stricter. Meanwhile, in samples F4, F5 and F6, F4 and F6 have a better one-way transport capacity than F5 with interlock being stricter. This showed that the rib air layer and double tuck with mesh and stripe are more beneficial to form water directional transport. This is because the two sides of the fabric with interlock structure are the same and balanced, so the wettability of the two sides is similar. However, fabrics with rib air and double-tuck structures have different numbers of and sizes of pores, which is good for forming a wettability gradient along the thickness direction so as to contribute to trigger water directional transport. The figure also shows that sample F3 has the lowest OMMC compared with the remaining samples with P1, which verified that their moisture management comprehensive ability was lower than that of F1 and F2 samples. In addition, sample F6 with structure F4 has the lowest OMMC in samples with P2. Therefore, the sample with S1 (F1) has the best moisture management performance, followed by the sample with structure S2 (F2) and sample F3with S3, while sample F6 with S4has the poorest. In short, samples with a rib air structure have the best water directional transport capacity and overall moisture management property. The double-tuck structure is conducive to form water directional transport, but the sample with an interlock structure has a better overall moisture management property.
So, within the structures of the rib air layer, interlock and double tuck with mesh, the structures of the rib air layer and interlock have more advantages for moisture transmission. Compared with other structures, the rib structure has more fine pores to form more effective capillaries to trigger water absorption. The wettability gradient can be formed between the air layer and the outer side after the fabric with the rib air layer structure absorbs moisture. The fabric with interlock has a balanced structure and moisture can be directionally transformed under the gravity of water. However, the inner side of fabrics with double tuck with mesh is homogeneous rib and its outer side shows different sized mesh or holes, which are better for forming the wettability gradient.
Figure 10 shows the different patterns of wetting radius on the fabric samples. The colors (black to blue) represent the low water content to high water content. Fabric sample F2 has the chief value of the top maximum wetted radius and bottom maximum wetted radius. The succeeding sample was F8, and sample F7 has the lowermost value. The hydrophilic line of pattern P1 was scattered, while those of P2 and P3 gradually became larger and regular, and water transformed along the hydrophilic area along the surface of the fabric inner side. So, there existed a significant trend of the wetted radius becoming smaller when dropping a certain amount of water. Patterns P3 and P4 have the same ratio of hydrophobic area to hydrophilic area. However, sample F8 with P4 was of larger wetted radius than sample F7 with P3. This was because water transport ways are straight, which was better for water transfer than curved paths, like P4 possessed. In addition, due to the transport force triggered by the continuous difference of wettability between the two sides of the fabric,8,9,34 compared with F5, F7 and F8, sample F2 with P1 is not good for forming an effective one-way transport pathway along the thickness direction. In addition, the gradient of wettability was the key force to trigger one-way transport movement. Thus, sample F2 was favored for moisture transmission and diffusion along the thickness direction of the fabric.
Wetting radius of fabrics with the same structure but different patterns. (Color online only.)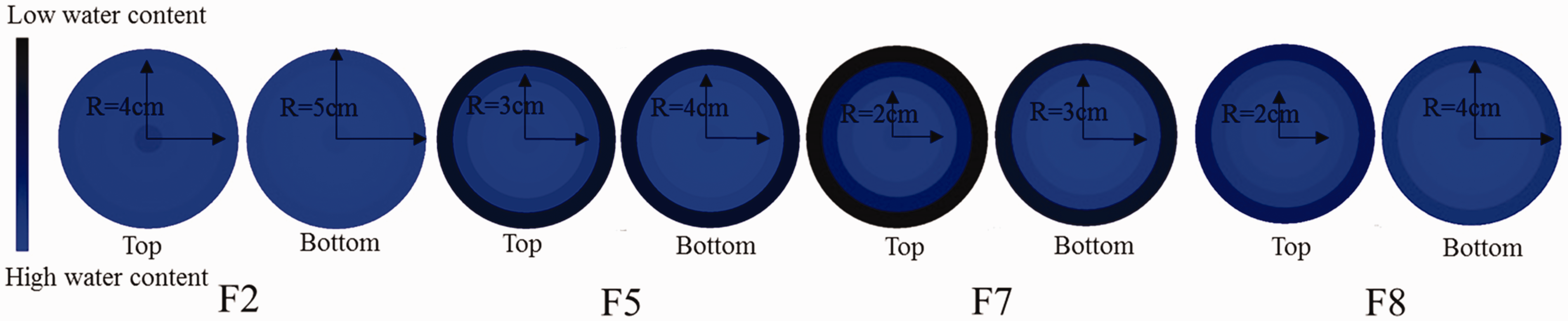
Figures 11 and 12 show that sample F8 has the lowest wetting time, while its one-way transport index and OMMC index are the highest. Therefore, it has the best unidirectional transport ability due to the fast water transportation rate. The short time for water transmission at P4 gives fabric better thermal comfortability. Sample F2 with hydrophobic finishing pattern P1 has the poorest, whereas fabric sample F6 with P3 has the same fabric structure and a similar ratio of hydrophilic area to hydrophobic area, but is subsequent to sample F8. There are four channels at the crossing of lines in P4, while there are three channels in P3. Water transports of pattern P4 have straight paths along the horizontal and vertical directions. Pattern P4 is conducive to water transport. It shows that better regularity of the finishing pattern and more hydrophilic water transport channels are better for water transfer. Therefore, for fabrics with the same fabric structure, with the increasing density and regularity of pores and increasing ratio of hydrophilic area to hydrophobic area, there has been more water transport channels formation for moisture transfer. Thus, the fabrics have better moisture management properties. This also makes fabric have better thermal comfortability, since there is a certain proportion relation between wetting time and the OMMC. The shorter the wetting time, the better the moisture management capacity.
Wetting time versus sample. One-way transport index and overall moisture management capacity versus sample.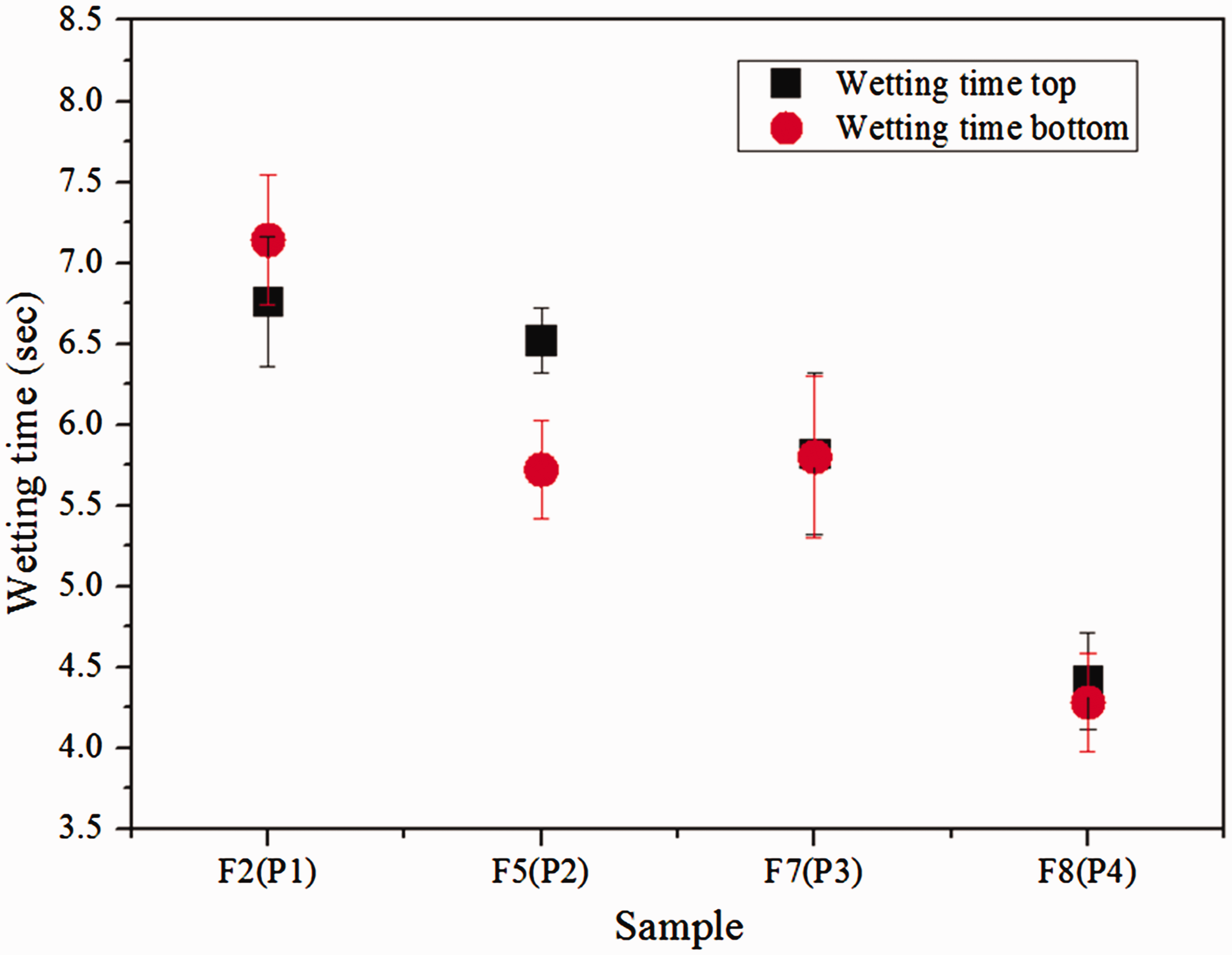
Thermal-physiological properties
Testing value of thermal-physiological properties
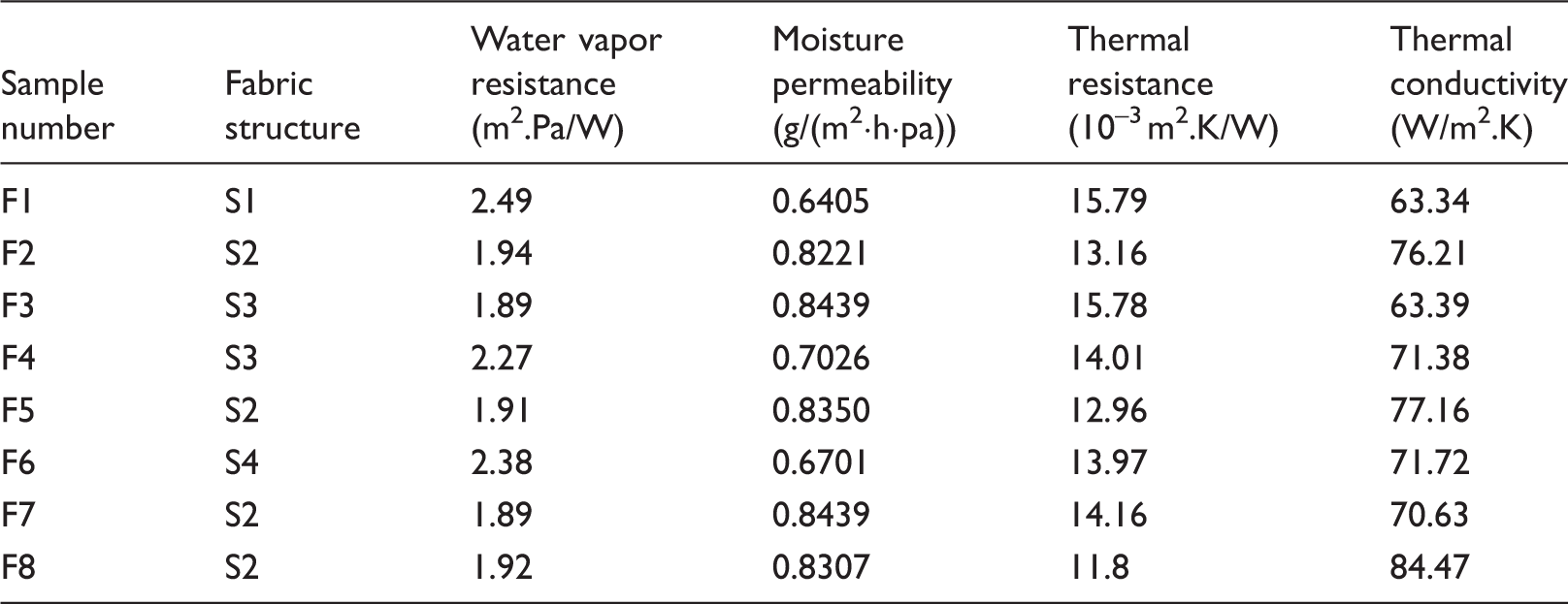
Figure 13 demonstrates the water vapor and thermal resistance results. Samples F1, F2 and F3, similar in finishing patterns but different in fabric structures, have significant differences in magnitudes. Thus, it is indicated that fabric structures have influence on the fabric moisture permeability and heat dissipation (see Table 5). Sample F2 with the interlock structure has the minimum thermal resistance and relatively lower vapor resistance, which was advantageous to moisture transmission and heat dissipation. The thermal comfort of sample F2 with S2 is better than that of samples F1 and F3 with S1 and S2, respectively. However, for samples F4, F5 and F6, which are finished by similar printing patterns, thermal resistances of sample F5 with S2 is worse than samples F4 and F6 with a double-tuck structure. This is due to the minimum thickness and porosity in sample F5, as shown in the Table 2. This result is exactly matched with the previous findings. It is verified that in expressing the thermal insulation of textile fabrics, thermal resistance largely relies on the static air and materials in fabric. Generally, thicker fabrics possess more thermal resistance, since increasing the fabric thickness increases the amount of air within the fabric, and the thermal insulation ability of air is much better than that of fibers.
Water vapor and thermal resistance versus sample.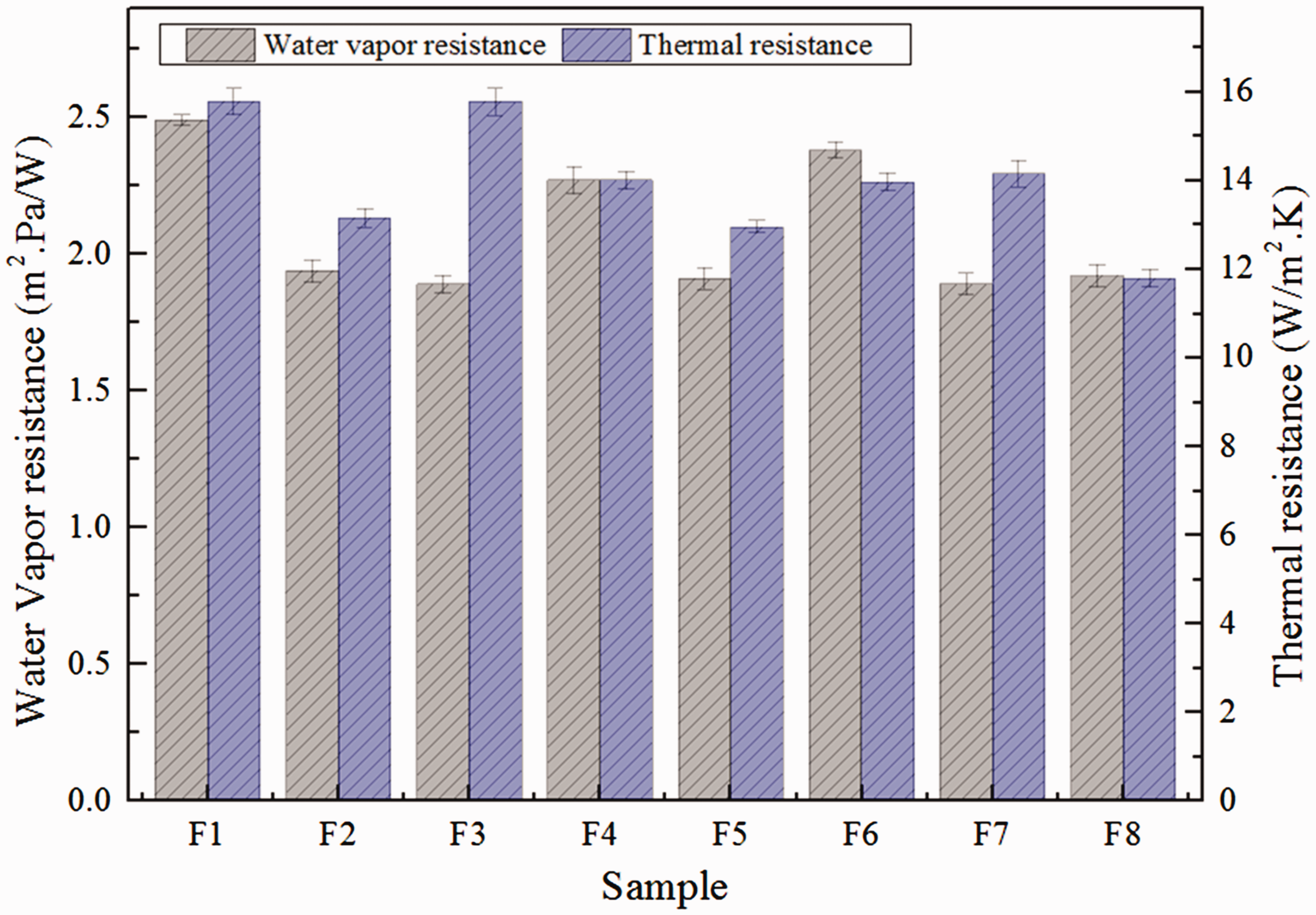
Thus, the hydrophobic finishing has no significant effect on the vapor and thermal transmission, and the thickness and porosity depend on the fabric structure design. It has an important role in the thermal-physiological properties of fabrics with the same fibers. Finer pores are beneficial for vapor diffusion, but are obstructed by more thickness. Thermal resistance mainly depends on fabric thickness and pores within the fabric.
Conclusion
In this study, the water transport, breathability and thermal-physiological properties of unidirectional water transport knitted fabrics were investigated using eight different fabric samples. The fabric structure and hydrophobic finishing with printing pattern are important factors for the thermal-moisture management of fabrics. The hydrophobic finishing has little effect on the fabric air permeability and the vapor and thermal resistance, but has a greater influence on the wicking height and one-way transport properties. It was observed that the unidirectional water transport performance of the fabric increases with the increase in intensity of the printed patterns. A similar effect was noticed with the regularity and the ratio of the hydrophilic area to the hydrophobic area. Fabric structures have a significant effect on air permeability, wicking height and thermal-physiological properties. The increase of pores (intensity and quantity) on the fabric structures improves the capillary effect to absorb the moisture.
The wettability gradient along the fabric thickness and difference in the water breakthrough pressure on the two fabric sides were formed by hydrophobic finishing and knitted structures between two layers of fabric, which helped to produce power for water directional transport and the formation of more continuous water transport channels through increasing the ratio of the hydrophilic area to the hydrophobic area, and regularity of the printing pattern and difference of two fabric layers makes the fabric have better performance of unidirectional water transmission and thermal-wet comfortability.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Key R&D Program of China (Grant Number 2017YFB0309100) and “the Fundamental Research Funds for the Central Universities (Grant Number CUSF-DH-D-2018024)”, College of Textiles, Donghua University.