
Abstract
In this paper, the impact of short fiber content, yarn count and yarn delivery speed on the structure and properties of fine count cotton vortex yarns were investigated. The factors affecting the fine count yarn spinning on a vortex spinning system were determined on the basis of yarn structure and properties by using the linear regression technique. Moreover, the spinning limits of combed cotton vortex spun yarns were investigated. The results of the experiments revealed that the short fiber content in the cotton sliver is an important parameter in spinning fine count vortex spun yarns. The lower short fiber content in the sliver allows finer counts to be spun in the vortex spinning system. It was also observed that yarn delivery speed influences the yarn structure, and hence the yarn properties significantly, since it determines the residence time of the fibers in the yarn formation zone, and also affects the fiber control due to the air flow caused by the surface speed of the delivery rollers. In addition, the structure and properties of vortex spun yarns change significantly with regard to yarn count.
Keywords
As a fasciated yarn, vortex spun yarn comprises an untwisted core of parallel fibers held together by wrapper fibers. In vortex spinning, the leading ends of the fibers in the drafted fiber bundle form the yarn core, while the trailing ends of some fibers are separated from the fiber bundle by the air flow created in the twisting chamber and they form the wrapper fibers. 1 –5
Earlier studies carried out to investigate the air-jet spinning system concluded that fiber length plays an important role in determining the properties of air-jet spun yarns. The fibers with shorter length have less chance to be held in the yarn body and cause more fiber loss. Moreover, longer fibers result in increasing wrapping length. As a result, fiber length strongly influences the tenacity and evenness of air-jet spun yarns. Higher fiber length and lower short fiber content was observed to result in an increase in yarn tenacity, better yarn evenness and a lower number of yarn imperfections in pure cotton and cotton blended air-jet spun yarns; the improvements in yarn properties are more pronounced for finer yarns. 6 –9
Roller drafting systems used in the yarn spinning process influence the regularity and imperfections of the yarns due to lack of complete control of the movement of fibers in the fiber bundle, and therefore the variations in dynamic behavior of the fibers, depending upon the material properties and process conditions during drafting. The influence of the material parameters and process conditions on the roll-drafting dynamics was investigated by Huh and Kim,10,11 and Kim et al., 12 who proposed a mathematical model that describes the dynamic behavior of the fiber bundles during drafting relating to the linear mass density of the fiber bundle and variance of velocity of the constituent fibers. They measured linear density of the fiber bundle in different sectional positions in the draft zone of a draw frame with a three-line drafting system for varying draft ratios, feeding speeds of the material, thickness of the fiber bundle and delivery speeds, and estimated the mean velocity of the fiber bundle and velocity variance of the fibers. It was observed that the fiber bundle starts moving with a velocity almost equal to the feeding speed, it is attenuated continuously and almost reaches output thickness before it is delivered through the front roll. In the mean time, fibers are accelerated continuously, but as they near the front roll, the acceleration reduces and hence a discontinuity occurs in the slope of velocity. The increase in main draft ratio was found to increase the velocity variance, while the break draft ratio is kept constant and the same delivery speed is maintained. In addition, acceleration increases quickly as the main draft ratio increases. With regard to delivery speed, it was found that the discontinuity of the slope of the velocity at the nip point of the front roll becomes larger as the delivery speed increases and the behavior of the fiber bundle is disturbed more. Moreover, the velocity slope at the delivery roll was found to be more dependent on the delivery speed than on the draft ratio. On the other hand, sliver thickness does not have a significant impact on bundle dynamics.
The earlier studies regarding the effect of yarn delivery speed on the properties of jet spun yarns have showed that the air flow caused by the drafting rollers at a high surface speed of the front roller has an important role on yarn properties, since the air flow may disturb the fiber flow and cause loss of control. 13 The results obtained during the preliminary trials also gave some hints about the disturbing effect of high yarn delivery speed on the yarn properties.
From the above discussion, it is obvious that short fiber content, draft ratio and delivery speed affect the yarn properties significantly. The main purpose of this study is to examine the challenges of spinning fine cotton yarns on the vortex spinning system; therefore, a set of experiments combining three factors – draft (yarn count), yarn delivery speed and noil removal ratio – in sliver preparation were performed. In addition, spinning limits of combed cotton vortex spun yarns were investigated.
Materials and method
Yarn samples at a count of 36 Ne were produced from 100% carded
cotton sliver and combed slivers with two different noil removal percentages
−12% and 18% – under constant spinning conditions
with the delivery speeds of 300 m/min and 425 m/min. At the same
processing conditions, yarns were spun using a 50/50 cotton/polyester (CO/PET)
blend. It is again noteworthy to mention that the cotton used in spinning CO/PET
blended yarns is not the same cotton used in spinning 100% carded and combed
yarns. After investigating the effects of yarn delivery speed and short fiber
elimination on the properties of 100% cotton vortex spun yarns at a count of
36 Ne, combed cotton slivers were used to spin finer yarns by increasing the
draft gradually. The finest yarn count was determined by considering the performance
of the spinning machinery; in other words, spinning was carried on until yarn
breakage became excessive. The finest yarn that was able to be spun by using the
combed cotton slivers with the noil removal percentage of 12% was at a count
of 45 Ne, while it was possible to spin yarns at a count of 55 Ne
from the slivers with the noil removal percentage of 18%. The yarns were
tested for structural and physical properties according to the procedures explained
in an earlier study.
14
The yarn structural properties evaluated in this study
include the ratio of wrapper fibers to core fibers, and the classification of the
yarn structure in vortex spun yarns. In order to analyze any difference in the yarn
structure that may occur due to the change in yarn count, small pieces of yarn
samples were untwisted manually and the wrapper and core fibers were separated and
cut along the white dotted lines, as shown in Figure 1, then the pieces were weighed in
order to determine the ratio of wrapper fibers to core fibers. Four measurements
were taken, including 60 yarn parts for each, and 240 parts for each yarn sample
were weighed in total. In addition, a piece of each yarn sample was untwisted
manually and viewed under the scanning electron microscope (SEM). Untwisted yarn with separated core and wrapper
parts.
For classification of the vortex spun yarn structure, the consecutive images of the yarn samples were captured by a flatbed scanner, and the procedure adopted by Tyagi et al. 15 was followed. The length and the number of structural classes were measured for a total of eight 1 meter sections of the yarns, selected randomly for each sample, by using CorelDRAWX3 Graphics Suite.16,17
Cotton fiber properties used to produce carded and combed cotton vortex yarns

Spinning parameters used to produce carded and combed cotton vortex yarns
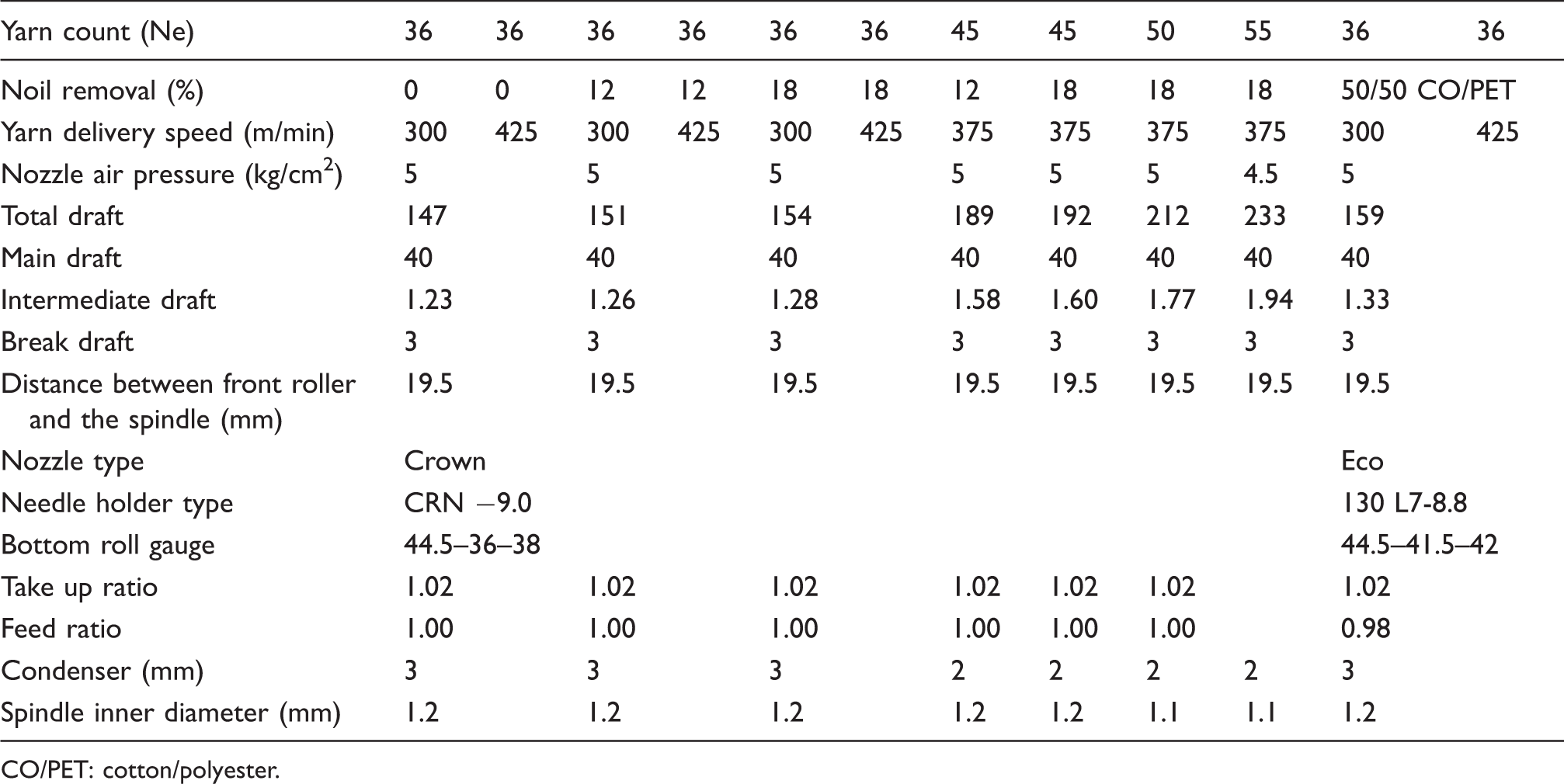
CO/PET: cotton/polyester.
The test results were analyzed to identify the main effects and the interactions of the observed factors by using the general linear model (GLM) procedure in SPSS statistical software. Post hoc tests were utilized to identify the differences among sample means. The linear regression technique was used for assessing the relationships of processing parameters, yarn structure and properties.
Results and discussion
Yarn structure
Weight and ratio of wrapper and core fibers in carded and combed cotton vortex spun yarns
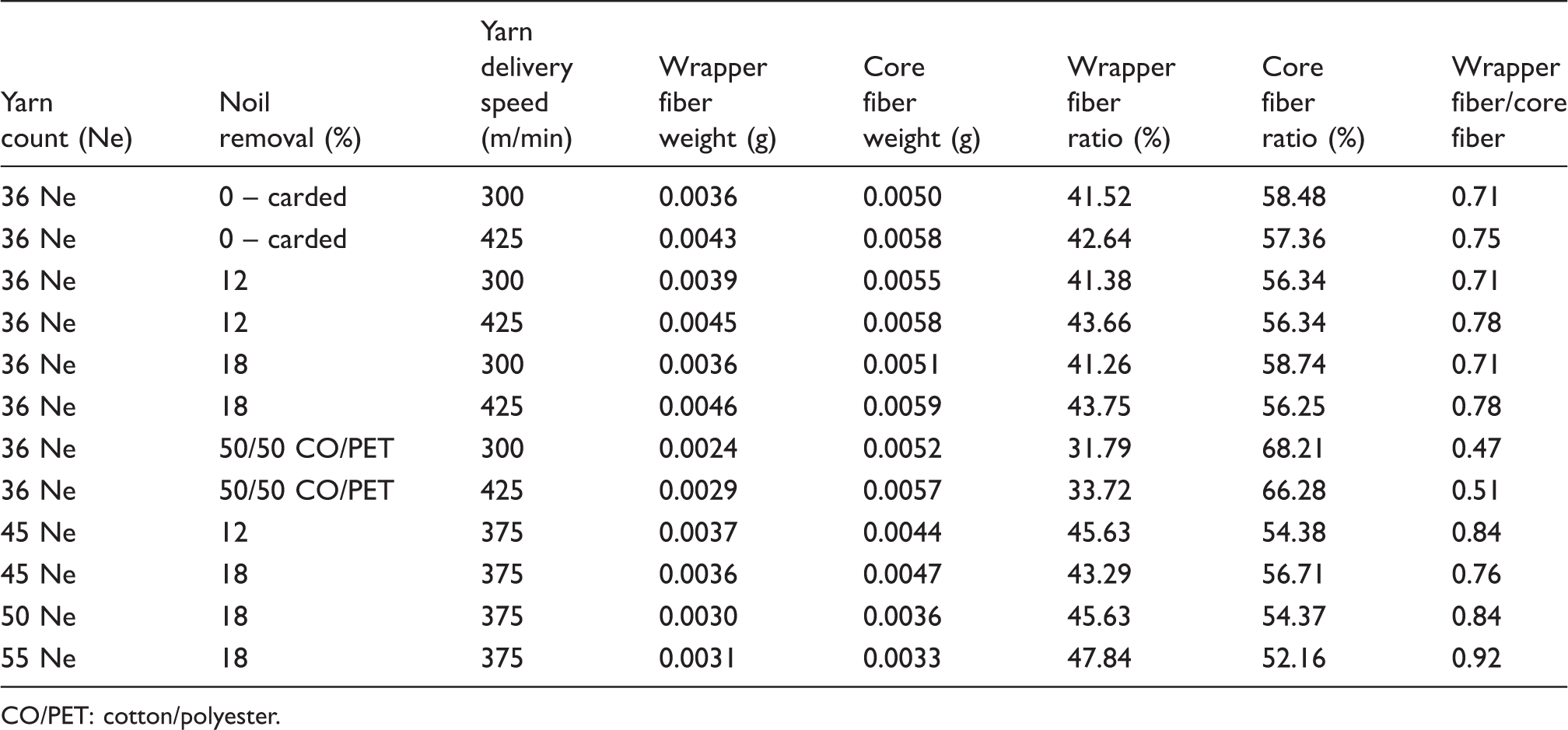
CO/PET: cotton/polyester.
It can be seen from Figure
2 that the wrapper fibers constitute an increasing proportion of the
fibers as the yarn becomes finer, which was also previously observed in carded
cotton vortex spun yarns.
14
This result is attributed
to the greater interfiber cohesion, because there are more fibers in the fiber
bundles with coarse counts, and this may restrain the separation of trailing
ends of the fibers, resulting in fewer wrapper fibers in coarse counts. In
addition, the whirling effect of the air stream is expected to be greater when
fewer fibers exist in the fiber bundle, which leads to more wrapper fibers. Wrapper fiber/core fiber ratio by
weight.
The proportion and average length of the structural classes for carded and combed
vortex spun yarn samples were calculated, as proposed by Tyagi et al.;
15
the
results are given in Table
4 and illustrated in Figures 3 and 4. Effect of noil removal, delivery speed and yarn
count on proportion of structural classes. CO/PET:
cotton/polyester. Effect of noil removal, delivery speed and
yarn count on average length of structural classes. CO/PET:
cotton/polyester. Structural characteristics of carded and combed
cotton vortex yarns CO/PET:
cotton/polyester.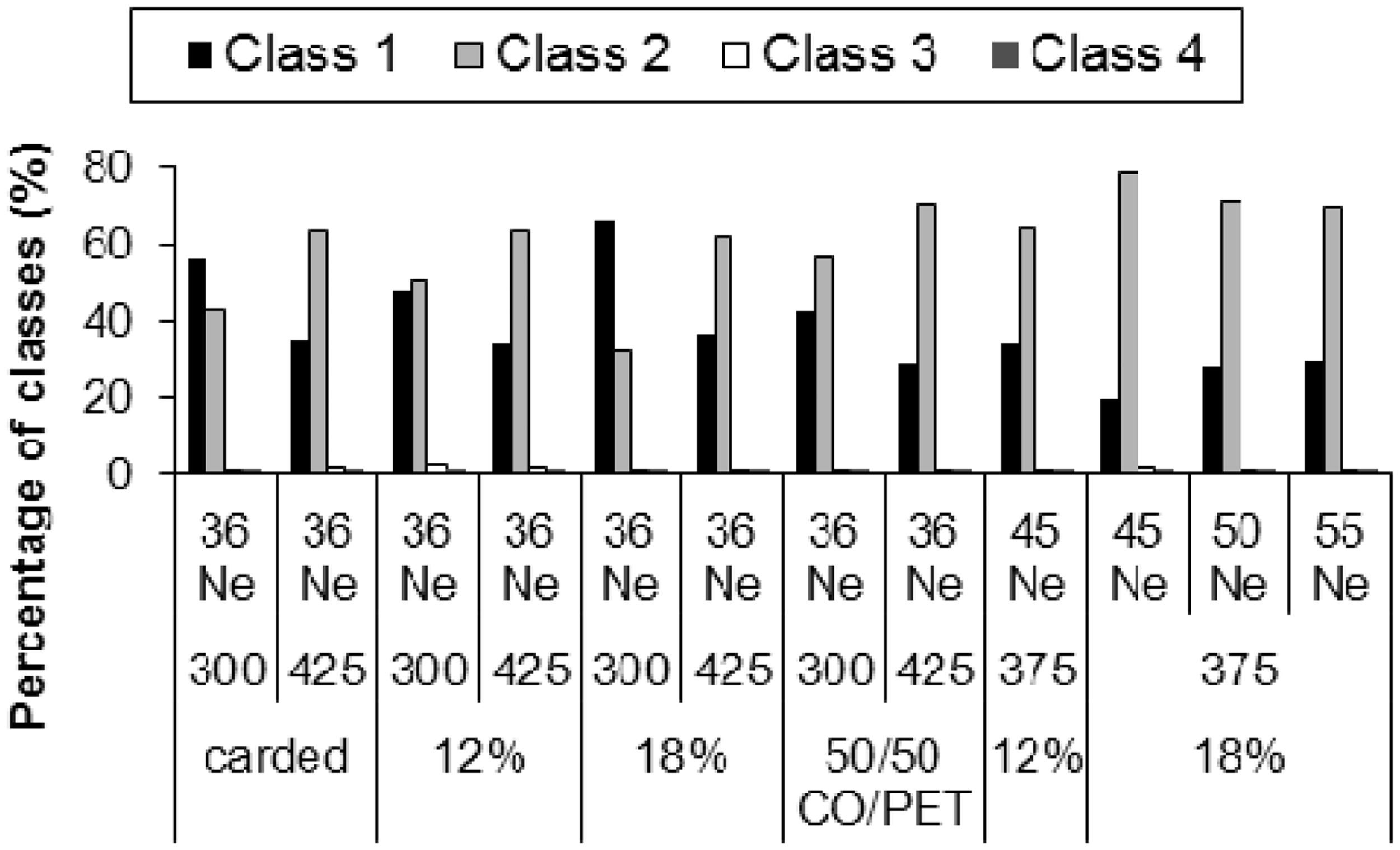
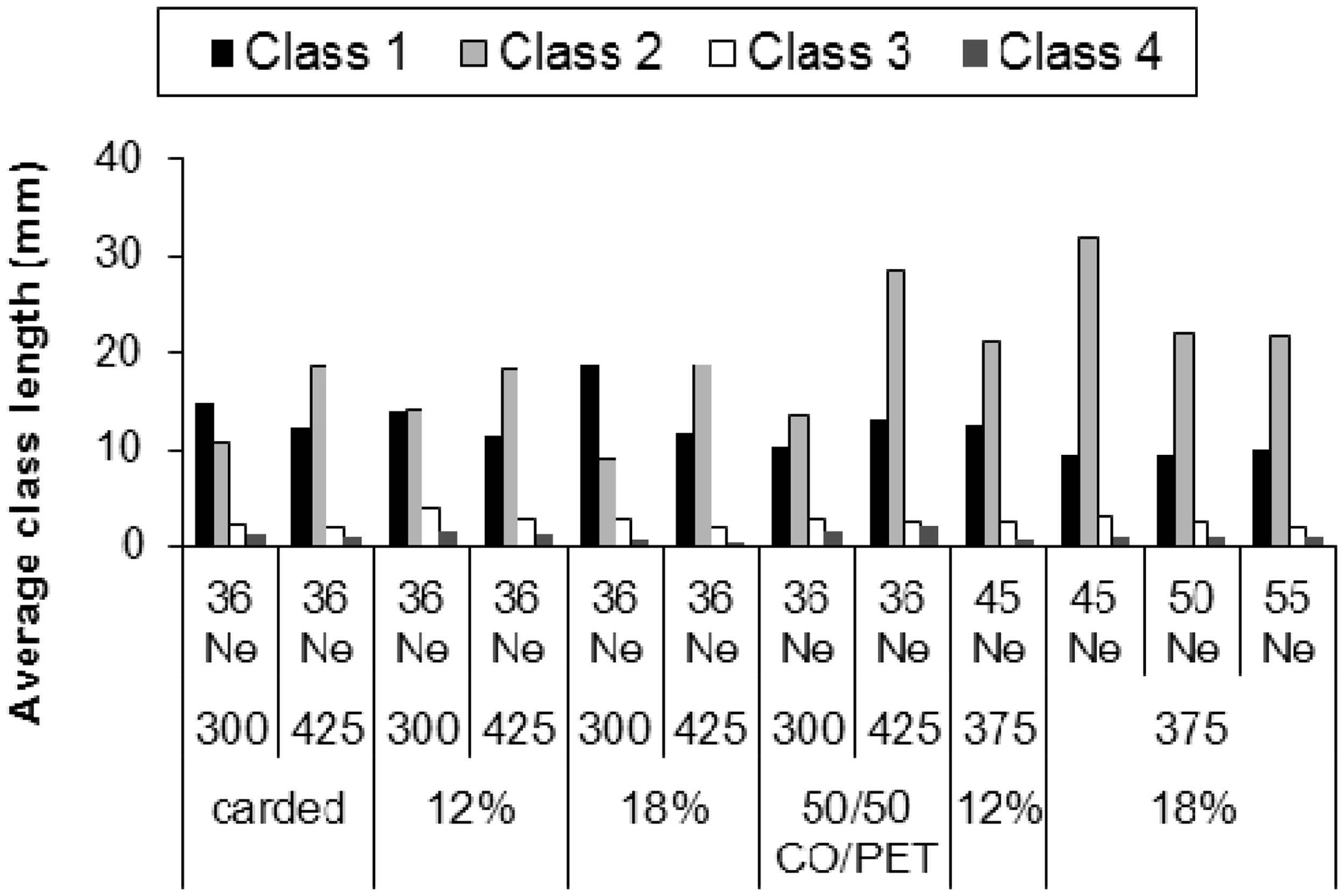
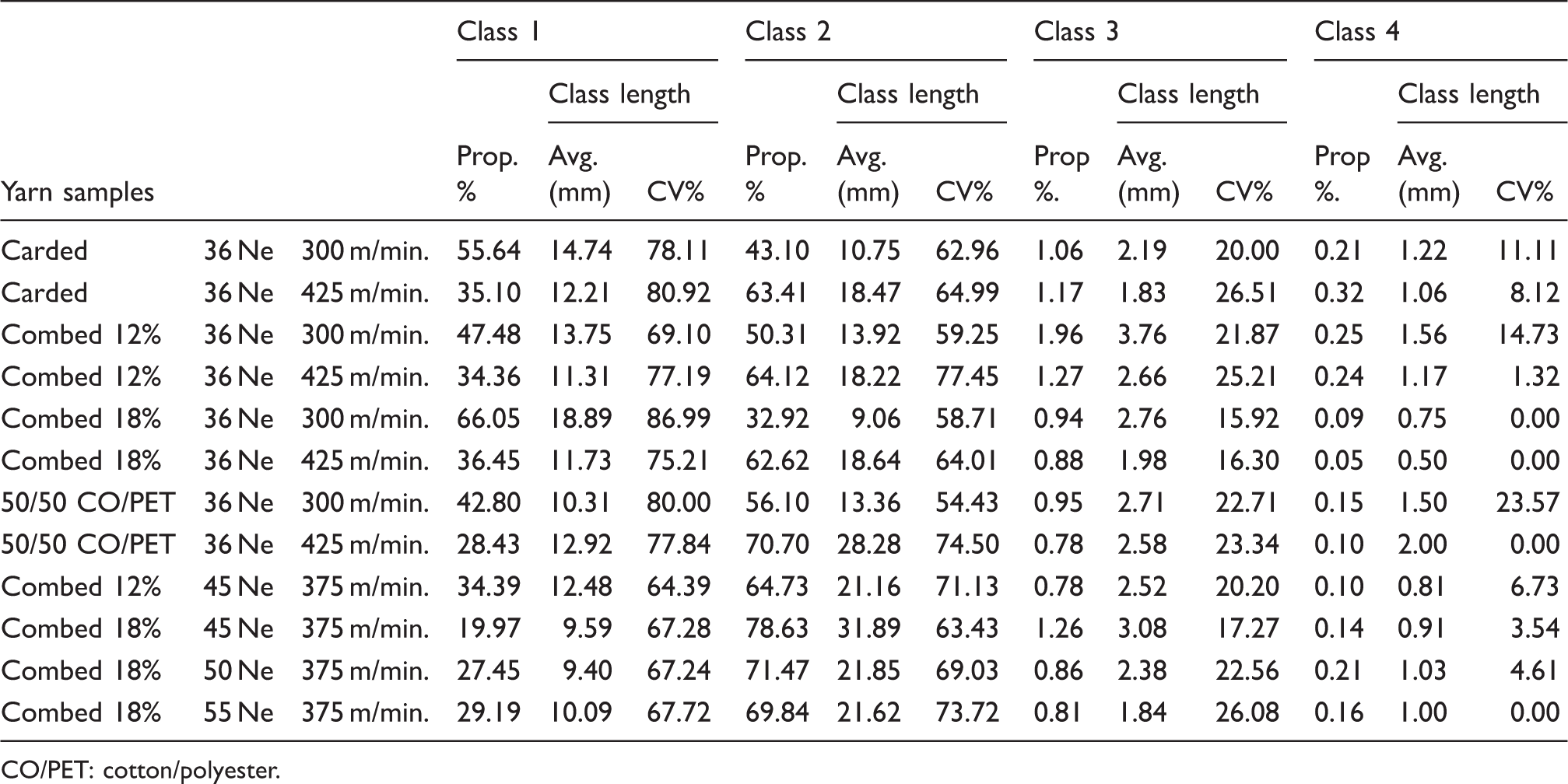
As can seen from Figure 3, the proportions of Class 1 structures in carded and combed cotton yarns with noil removal ratios of both 12% and 18% spun by using a lower delivery speed (i.e. 300 m/min) are higher than the proportions of those structures of the above-mentioned yarns spun by using a higher level of yarn delivery speed (i.e. 450 m/min). On the other hand, the proportion of the Class 1 structure does not differ considerably according to the short fiber content of the yarn. The average length of the Class 1 structure shows the same trend as in the case of the proportion of the Class 1 structure for the cotton yarns at a count of 36 Ne. In other words, the yarns spun by using a lower delivery speed (i.e. 300 m/min) have a higher average length of Class 1 structures when compared to those of the yarns spun by using a higher level of yarn delivery speed (i.e. 450 m/min).
The proportion and average length of the Class 2 structure shows an opposing trend for the cotton yarn samples at a count of 36 Ne when compared to the behavior of the mentioned yarns in terms of the proportion and average length of the Class 1 structure. As can be seen from Figures 3 and 4, the proportion and average length of Class 2 structures are lower for the yarn samples spun by using a lower delivery speed (i.e. 300 m/min) when compared to those of the yarns spun by using a higher level of yarn delivery speed (i.e. 450 m/min). For 50/50 CO/PET blended yarns, the proportion of the Class 1 structure is higher and the proportion and length of the Class 2 structure is lower for the yarn samples spun by using 300 m/min delivery speed, which are in agreement with the results obtained in the 100% carded and combed cotton yarn samples.
There is no clear trend for the proportion and average length of Class 1 and Class 2 structures for the combed cotton yarn samples spun from the slivers with a noil removal ratio of 18% with regard to yarn count. On the other hand, the average length of the Class 1 structure is generally lower for the finer yarns. There seems to be only slight differences between the proportion and average lengths of Class 3 and Class 4 structures of different yarns.
Effect of noil removal ratio and yarn delivery speed on yarn physical properties
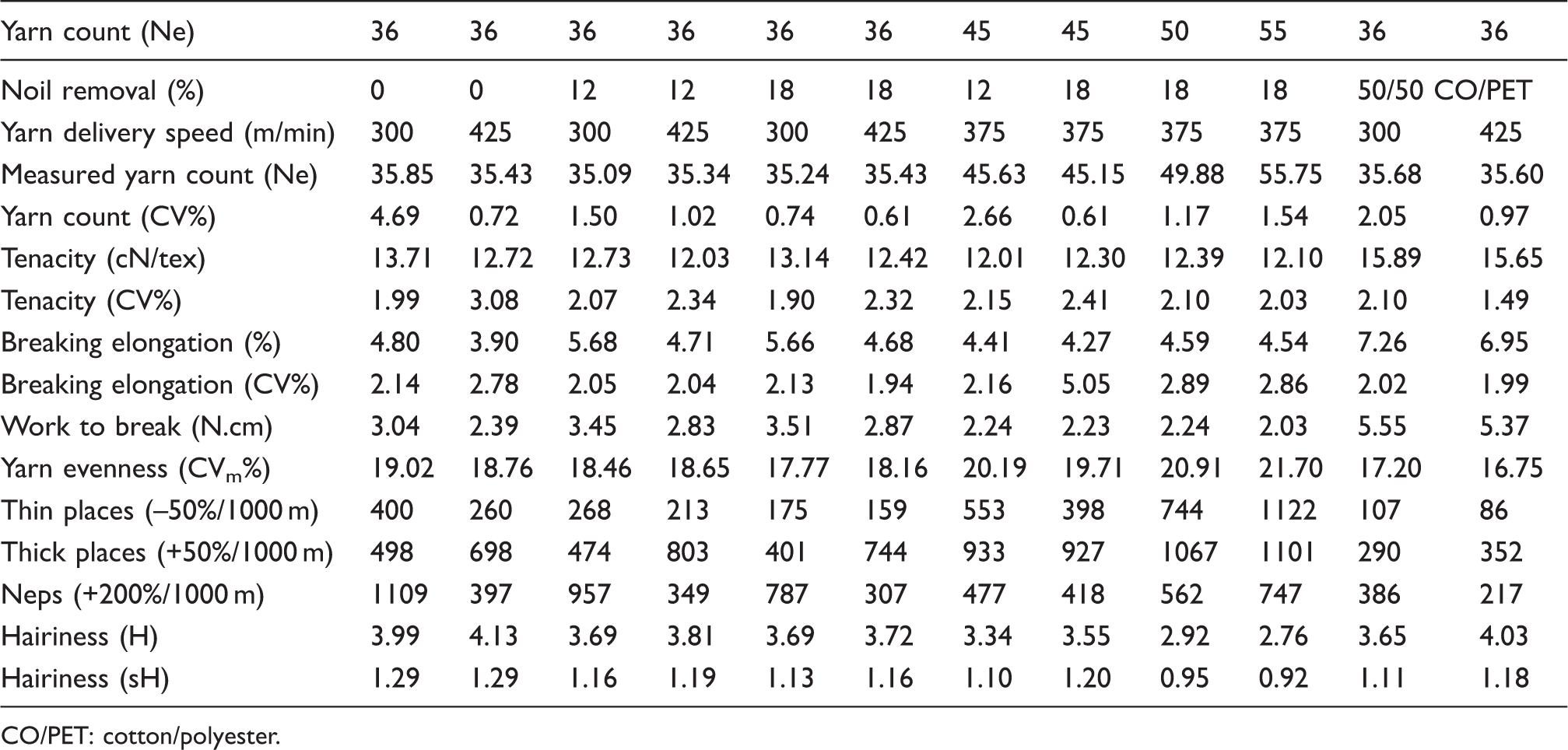
The measured properties of yarn samples in terms of evenness, imperfections,
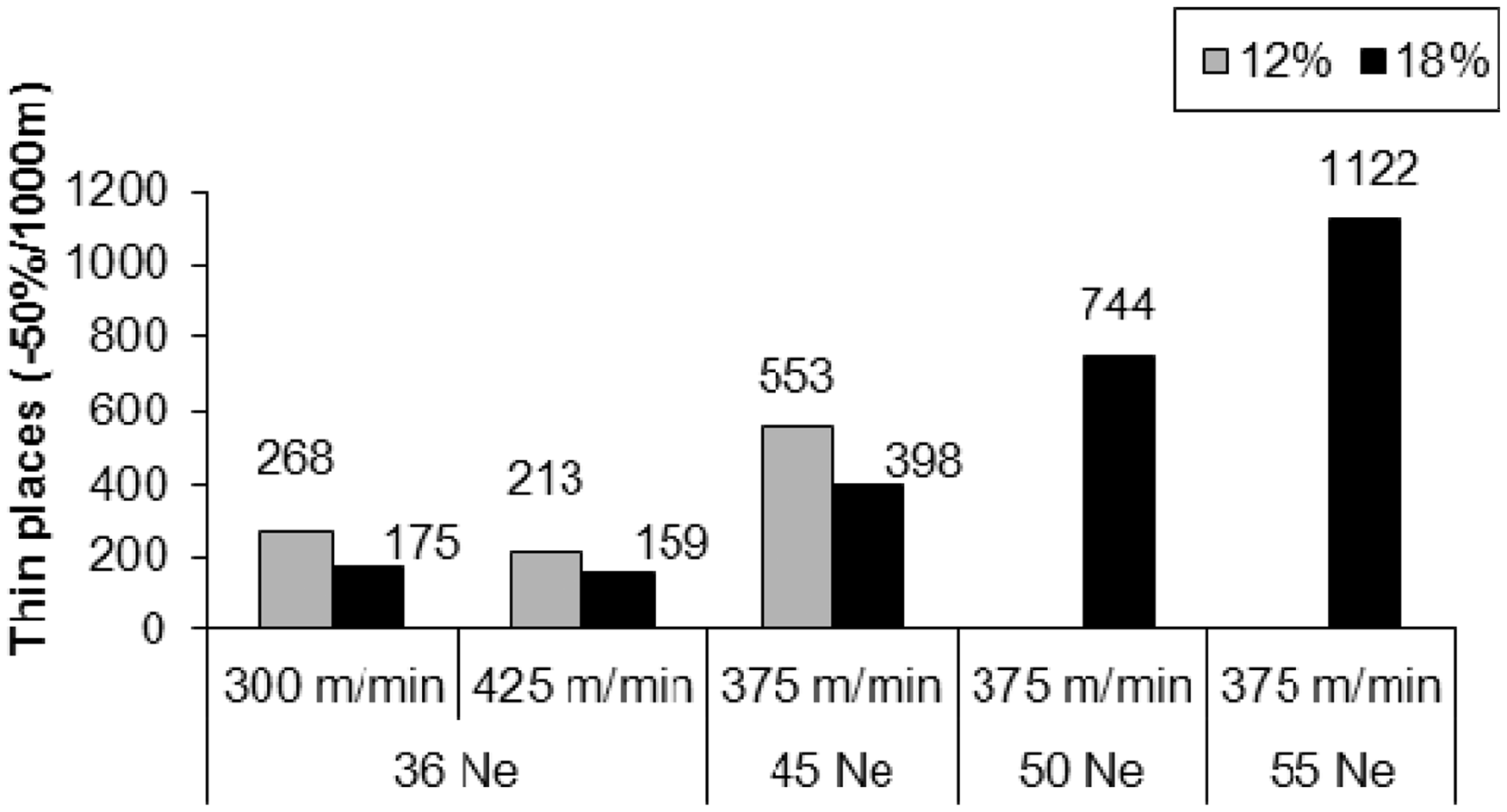
hairiness and tensile properties and twist are shown in Table 5 and demonstrated in Figures 5–12. Evenness of carded and
combed yarns. CO/PET: cotton/polyester. Thin places of carded and combed yarns.
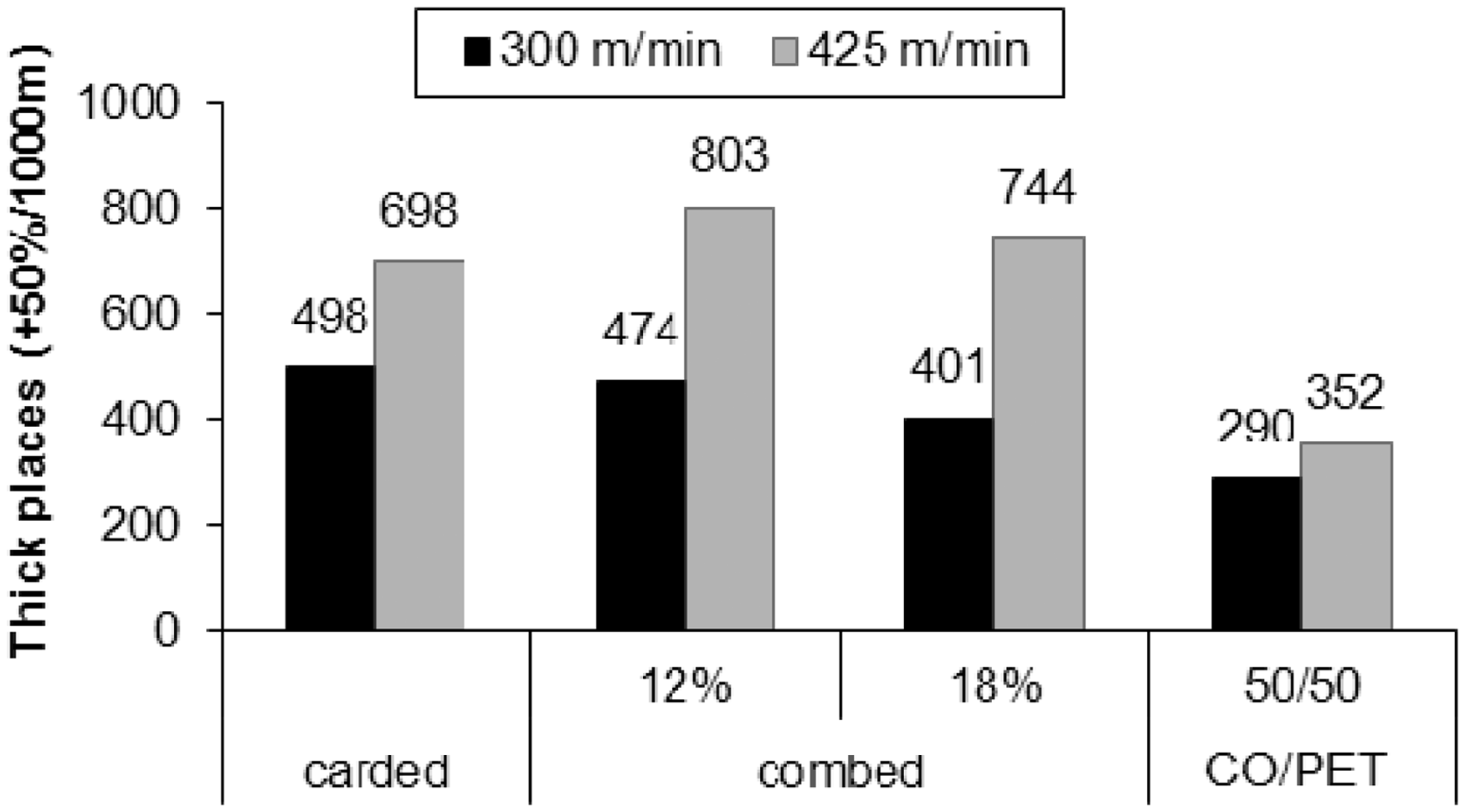
CO/PET: cotton/polyester. Thick places of carded and combed yarns.
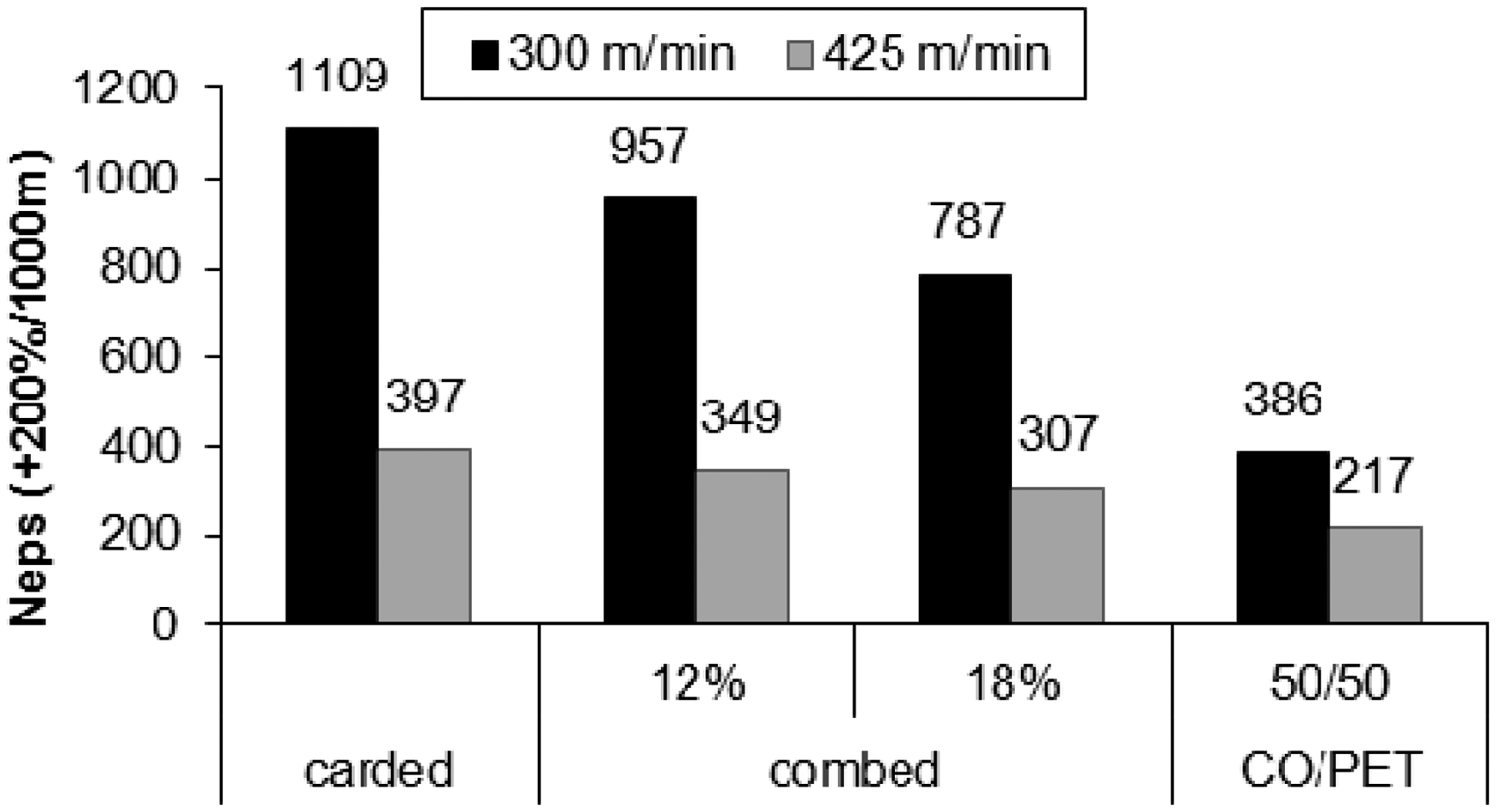
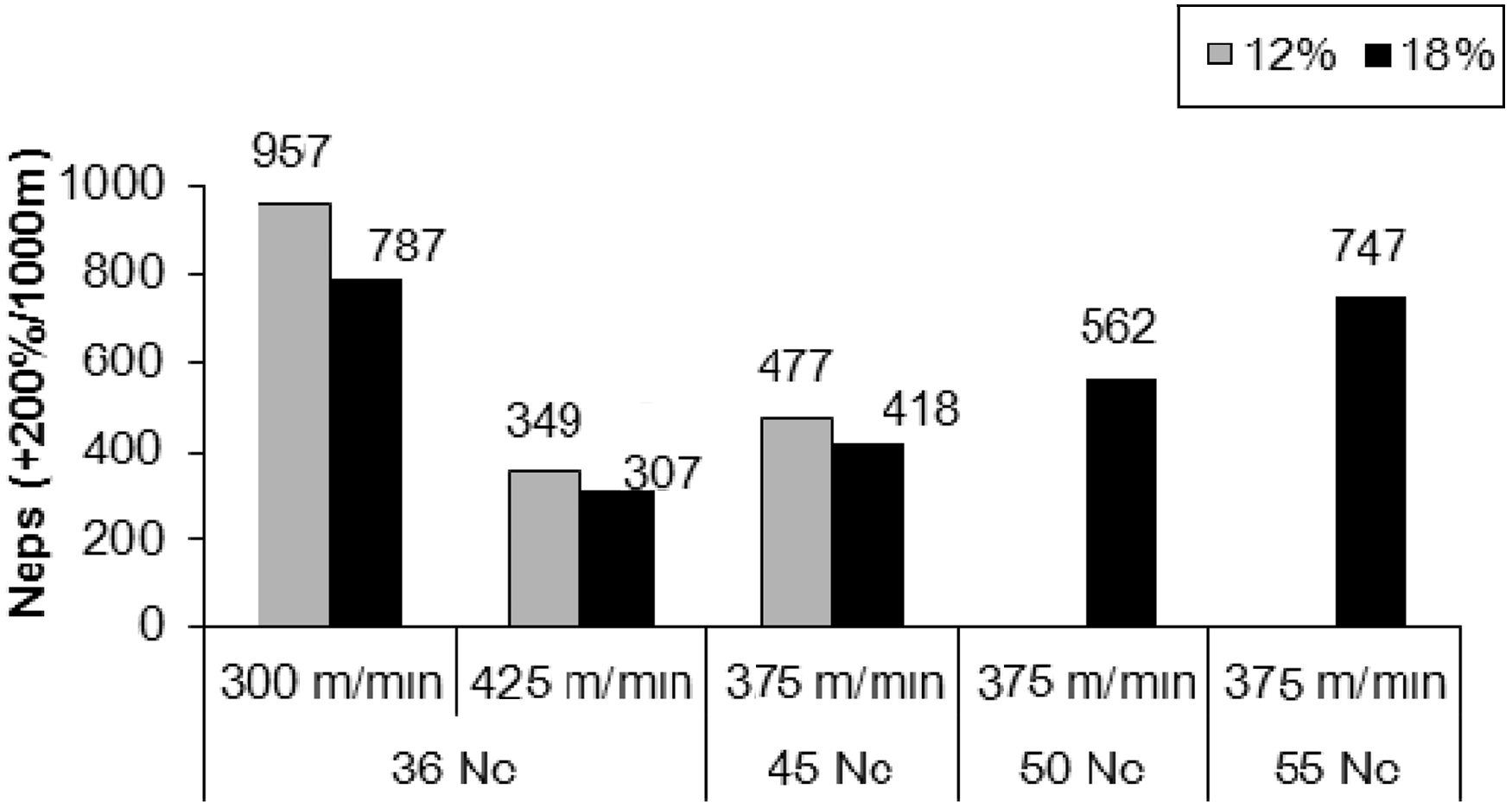
CO/PET: cotton/polyester. Neps of carded and combed yarns. CO/PET:
cotton/polyester. Properties of carded and combed cotton yarn
samples CO/PET:
cotton/polyester.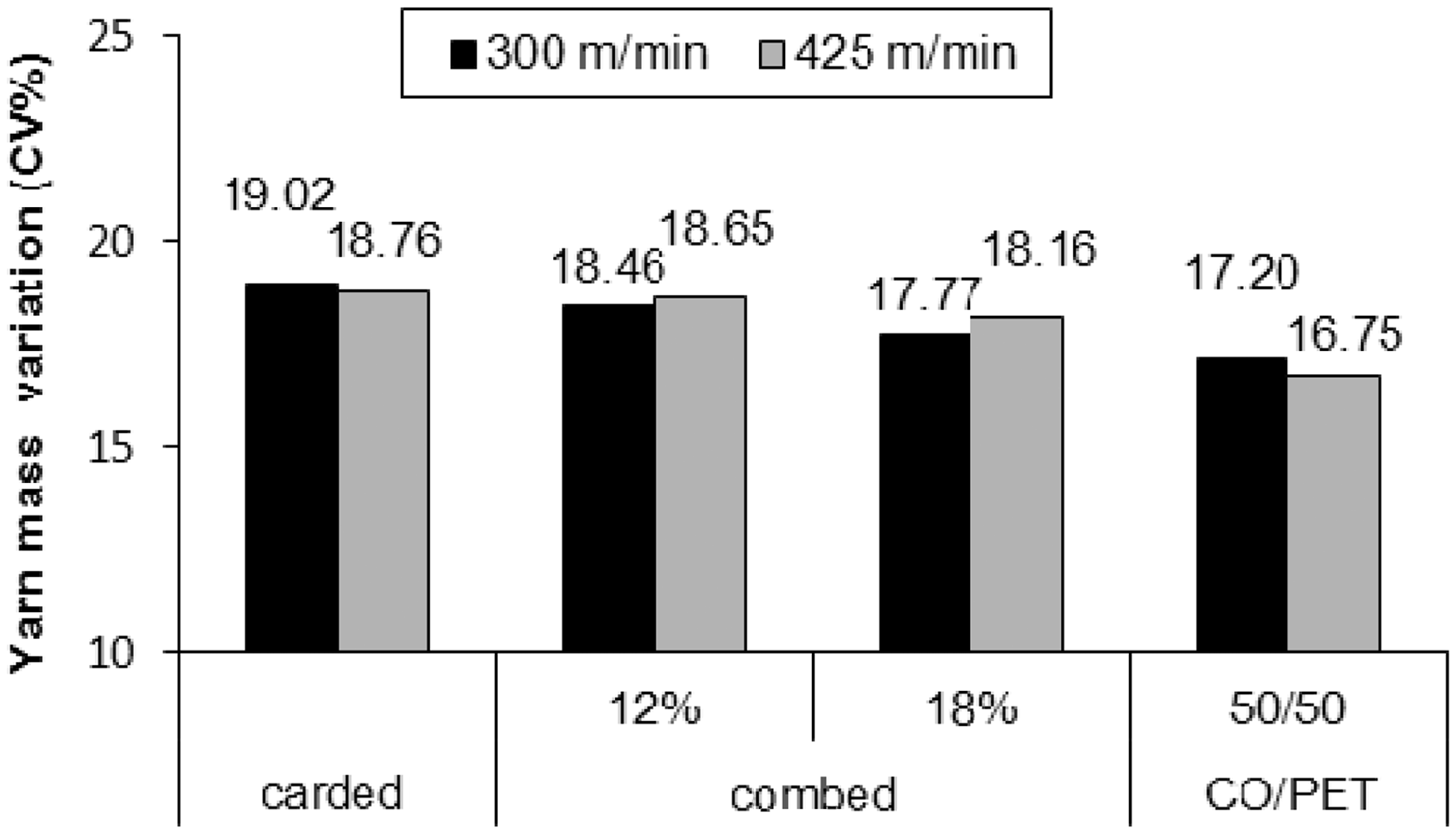

The results revealed that yarn evenness was not influenced by delivery speed for the carded and combed yarns of both noil removal percentages. On the other hand, more even yarn was obtained as the short fiber content decreased in the sliver with the delivery speed of 300 m/min, while no significant difference was observed with regard to evenness of the yarns spun at 425 m/min.
The short fiber content significantly influenced the number of thin places for all yarn samples. As the short fiber content decreased, the number of thin places also decreased. This is also true for the number of neps. When the yarns were spun with the delivery speed of 425 m/min., the number of thin places significantly decreased for the carded and combed yarns with the noil removal percentage of 12%. In contrast to the findings of Ortlek and Ulku, 18 the number of neps increased drastically for all yarn types when the delivery speed decreased.
Contrary to the trends in the number of thin places and neps regarding yarn delivery speed, it was observed that the number of thick places decreased when the delivery speed decreased, which is in accordance with the results obtained by Basal and Oxenham.19,20 However, there appeared to be no clear trend with regard to short fiber content.
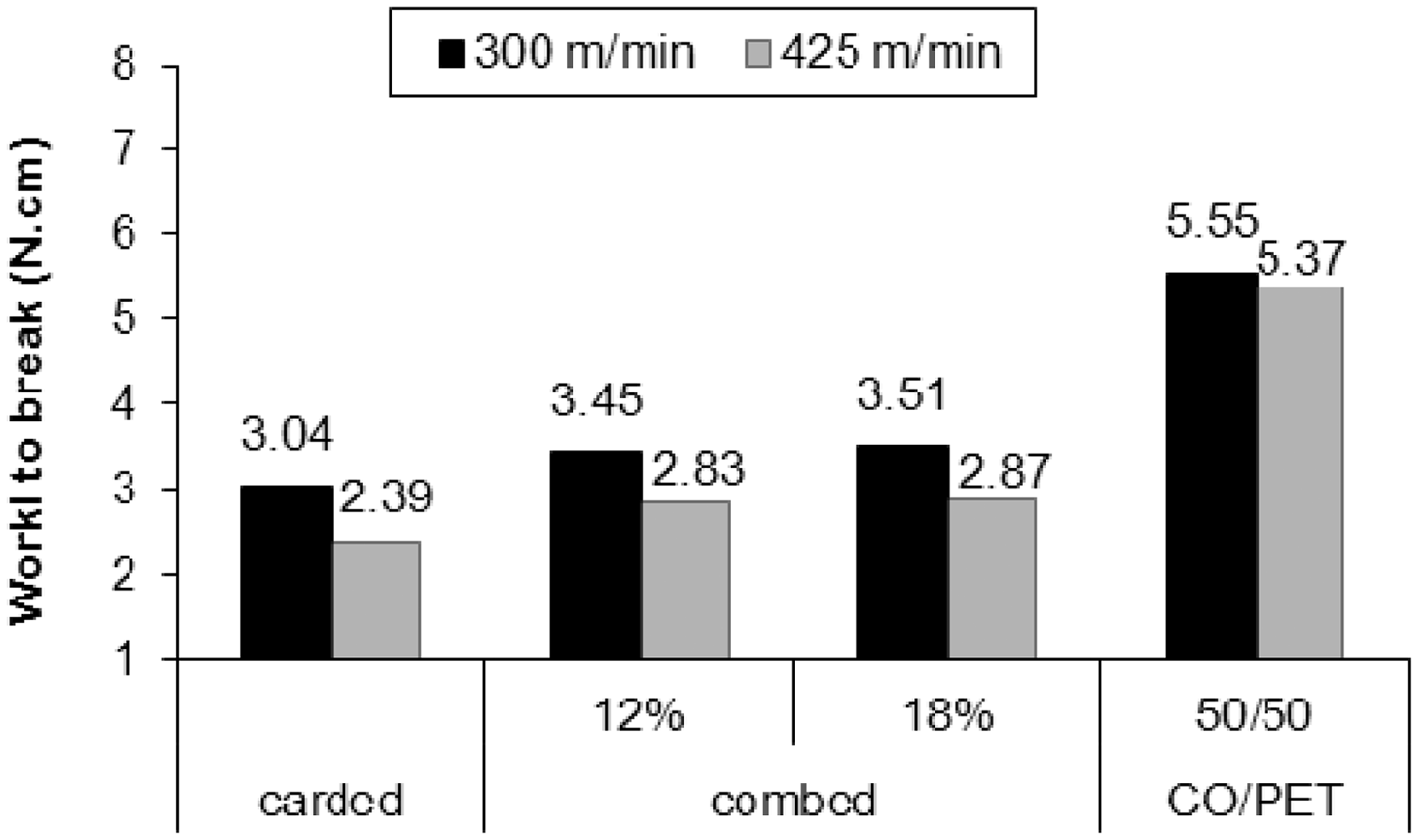
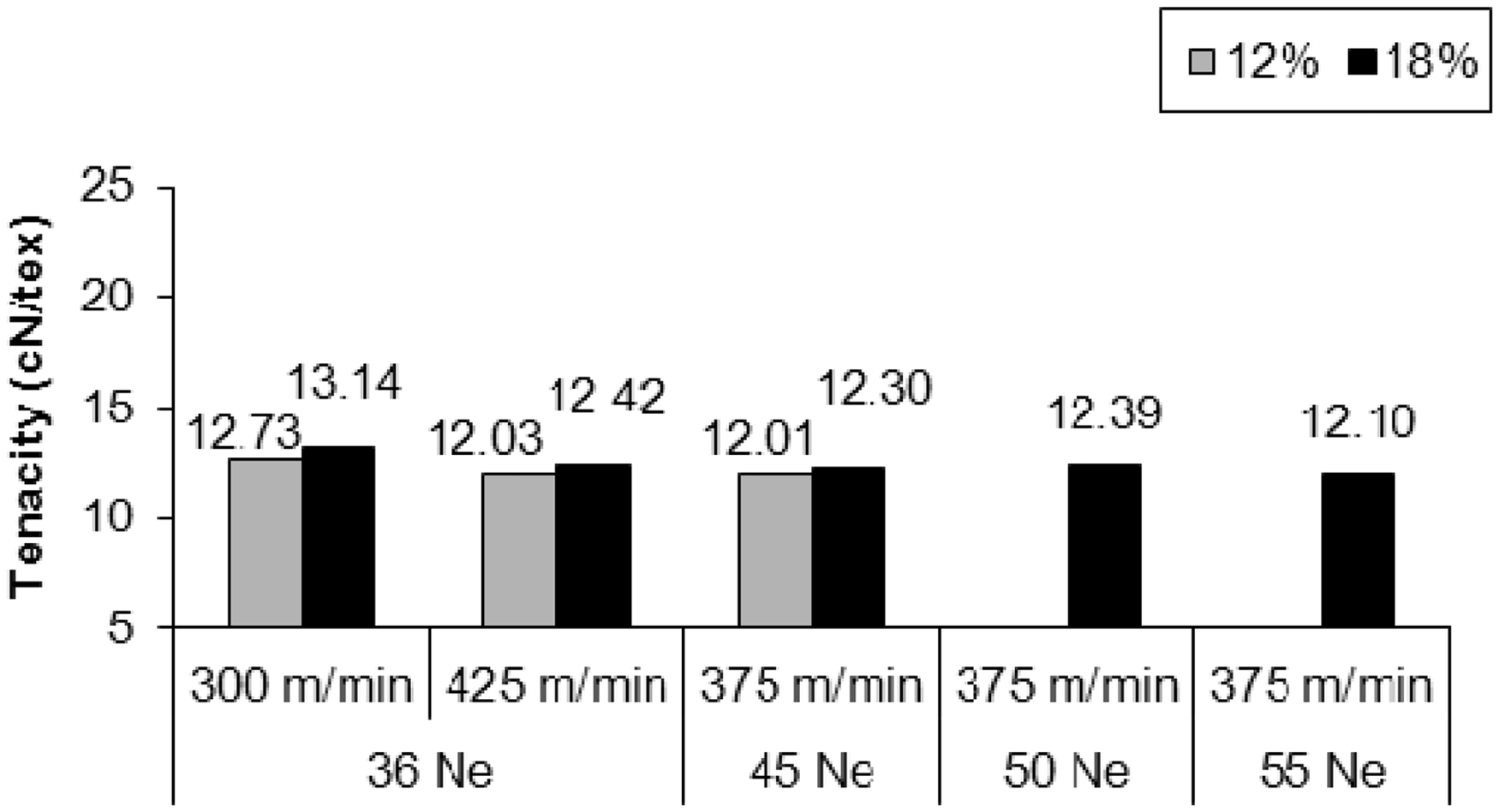
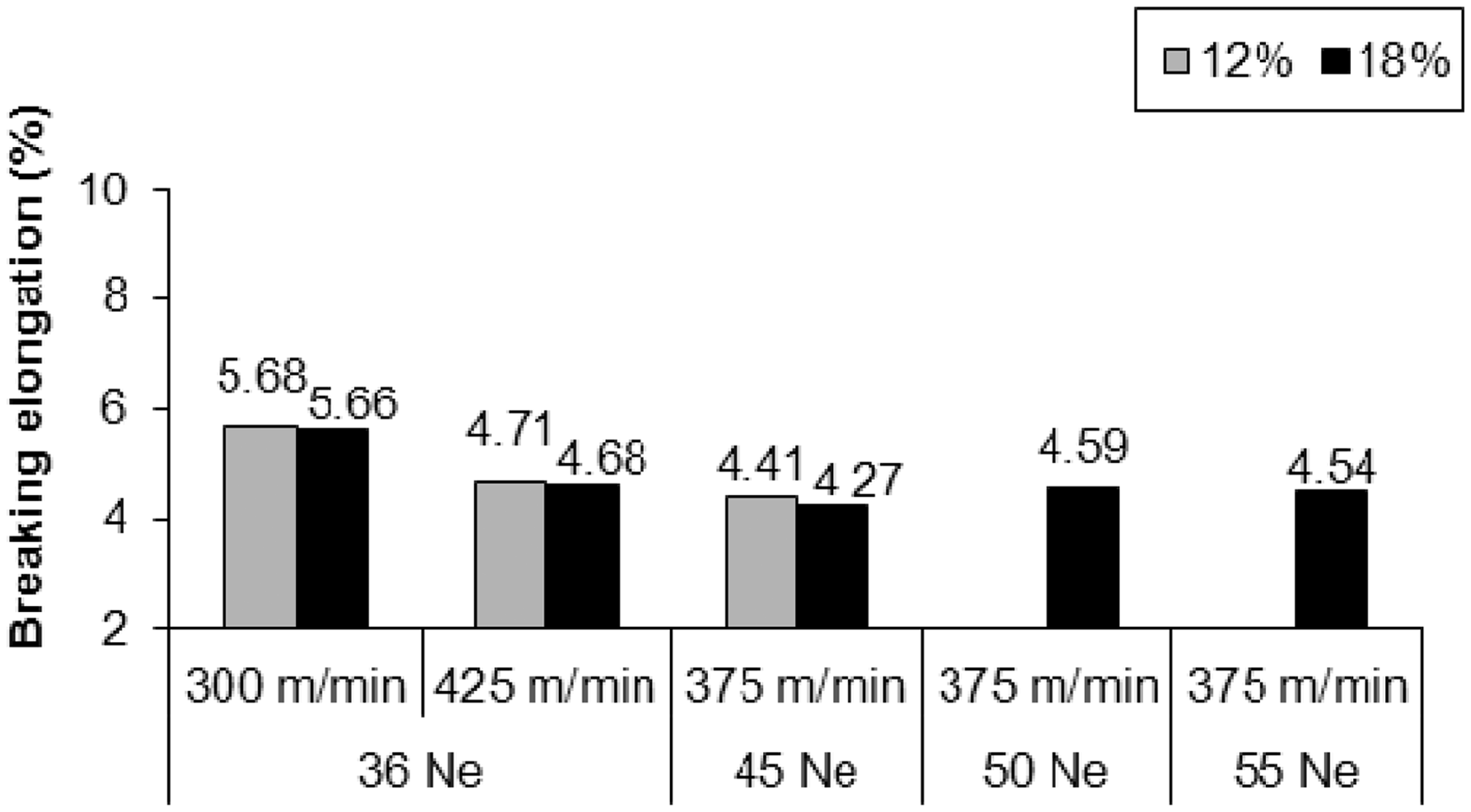
Tensile properties of the yarn samples are demonstrated in Figures 9–11. It was found that tenacity and
breaking elongation of the yarns slightly increased when the yarn delivery speed
decreased. This result is in accordance with the findings of Lawrance and
Baqui,
8
who observed improvement in tensile properties of acrylic
jet spun yarns with a decrease in yarn delivery speed. Moreover, combed yarns
had higher breaking elongation values than the carded yarns for both delivery
speeds, while the amount of short fiber content does not play a significant role
in yarn tenacity. Tenacity of carded and combed yarns. CO/PET:
cotton/polyester. Breaking elongation of carded and combed
yarns. CO/PET: cotton/polyester. Work to break of carded and combed yarns.
CO/PET: cotton/polyester. Hairiness of carded and combed yarns. CO/PET:
cotton/polyester. Evenness of combed cotton vortex
yarns. Thin places of combed cotton vortex
yarns. Thick places of combed cotton vortex
yarns. Neps of combed cotton vortex
yarns. Tenacity of combed cotton vortex
yarns. Breaking elongation of combed cotton vortex
yarns. Work to break of combed cotton vortex
yarns. Hairiness of combed cotton vortex
yarns.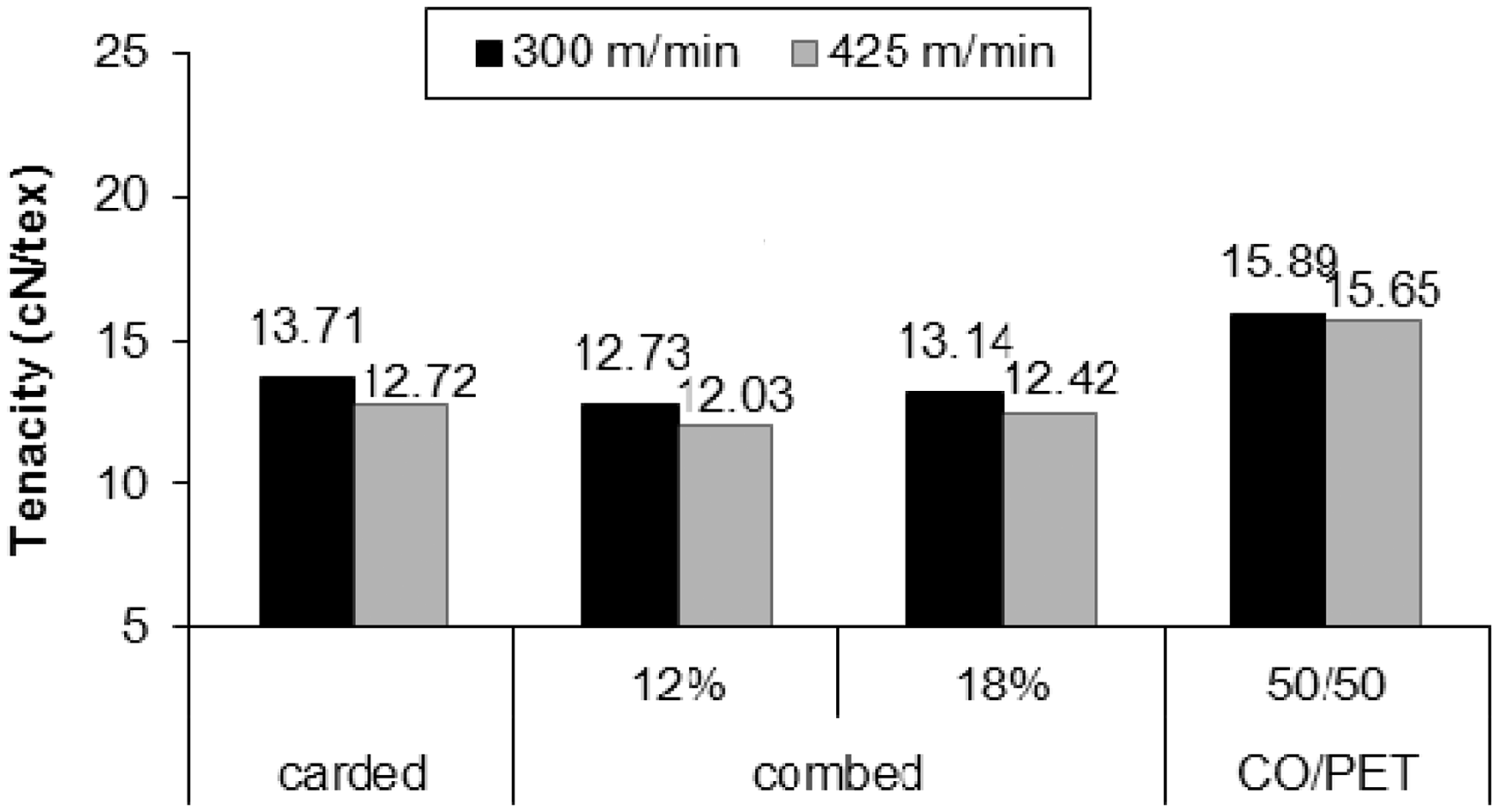




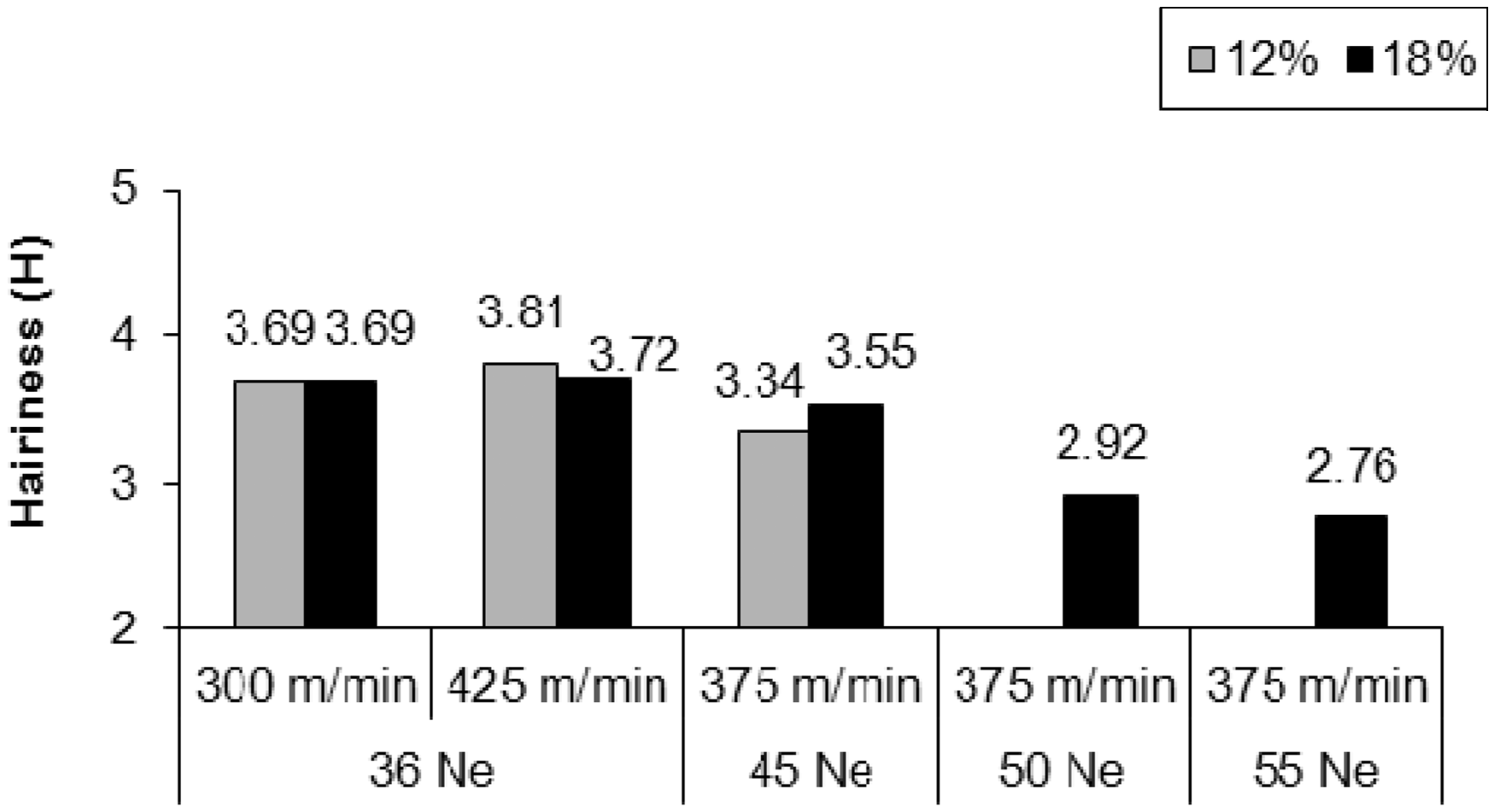
With regard to yarn hairiness, it can be concluded that yarn delivery speed does not have a significant impact; however, combed cotton yarns have a slightly lower hairiness. This may be attributed to the longer mean fiber length, resulting in better wrapping and preventing fiber ends protruding from the yarn body.
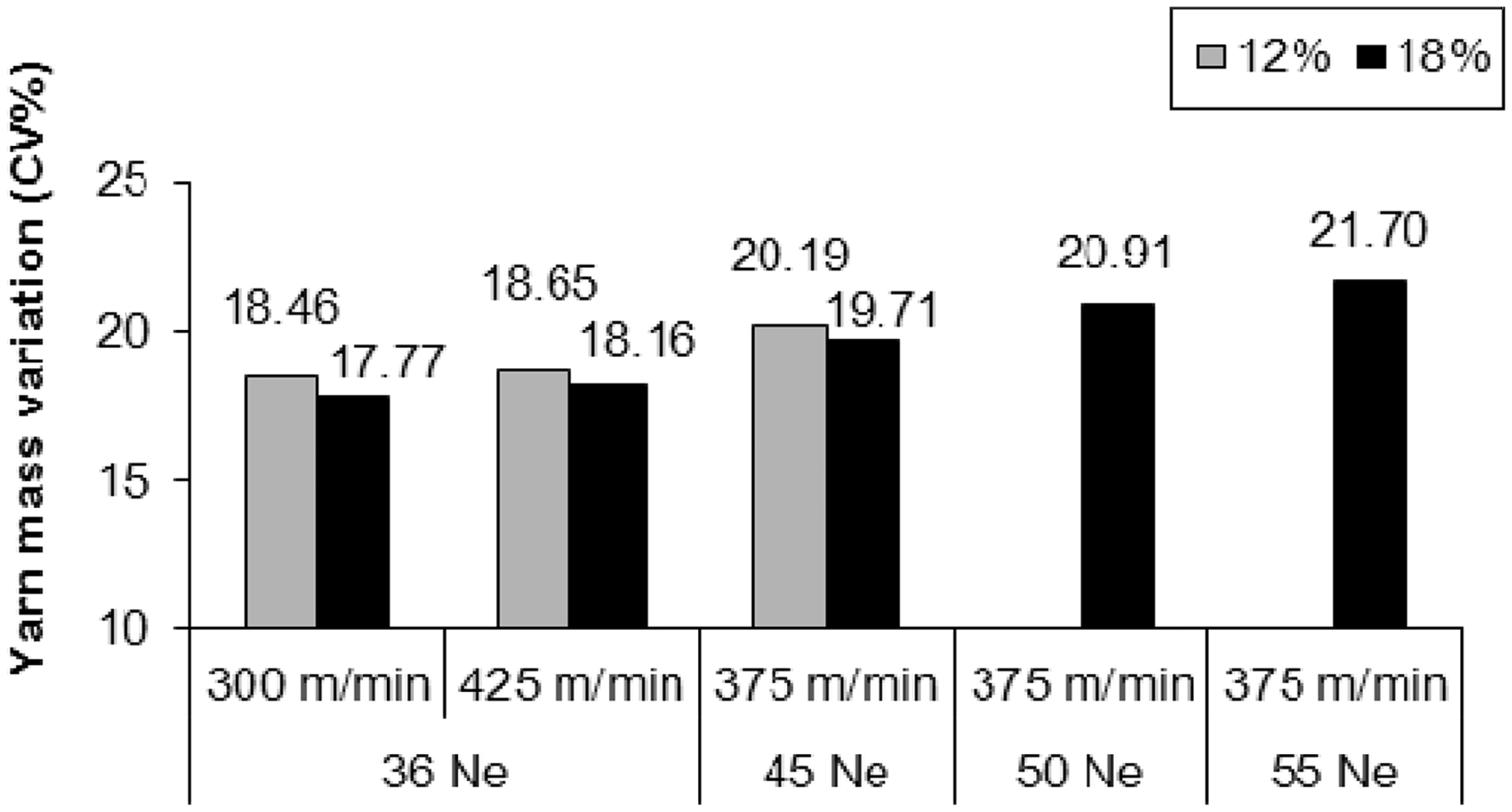
Spinning limits of combed cotton vortex spun yarns
As observed previously for 100% carded cotton vortex spun yarns, evenness and imperfections of the yarns are dependent of the yarn count. All values follow an increasing trend as the yarn becomes finer as seen in Figures 13–16. Tensile properties of combed cotton vortex yarns are demonstrated in Figures 17–19. The examination of Figure 17 reveals that there is virtually no influence of yarn count noticeable on the tenacity of combed cotton vortex spun yarns. Moreover, only a slight decrease was observed in breaking elongation in finer yarns. As far as the hairiness of the combed cotton vortex spun yarns is concerned, it can be said that it tends to decrease as the yarn becomes finer as shown in Figure 20.
Conclusions
The overall objective of the research reported in this paper was to investigate the impact of short fiber content, yarn count and yarn delivery speed on the structure and properties of fine count cotton vortex yarns.
The experimental results revealed that the lower short fiber content in the sliver allows finer counts to be spun in the vortex spinning system. On the other hand, it does not have a significant impact on the ratio of wrapper fibers to core fibers. However, a higher yarn delivery speed results in a slightly higher ratio of wrapper fibers to core fibers, due to the greater disturbing effect of air flow on the fiber bundle. In addition, the wrapper fibers constitute an increasing proportion of the fibers as the yarn becomes finer. The proportion and average length of the crimped yarn structure with tight regular wrappings increase at lower yarn delivery speed, and as a result it was found that tenacity and breaking elongation of the yarns slightly increase when the yarn delivery speed decreases. Moreover, combed yarns had higher breaking elongation values than the carded yarns for both delivery speeds, while the amount of short fiber content does not play a significant role on yarn tenacity. Combed cotton yarns have also slightly lower hairiness. Finally, there is virtually no influence of yarn count noticeable on the tenacity of combed cotton vortex spun yarns, while evenness and imperfections of the yarns are dependent on the yarn count. All values follow an increasing trend as the yarn becomes finer.
Footnotes
Acknowledgements
The authors wish to express their thanks to Muratec USA for providing their facilities, and Terry Bame, laboratory manager at Muratec USA, for his valuable help and assistance, and acknowledge Tim Pleasants, spinning laboratory manager at NCSU College of Textiles, for all his kind help during sample preparation and production.
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.