
Abstract
Plain single jersey structured fabrics were knitted from 100% polysulfonamide (PSA) yarn, and from PSA85/Cotton15 and PSA70/Cotton30 blended and core-spun yarns. PSA and cotton were blended and core-spun to improve the processability and mechanical properties of PSA. The mechanical properties, including burst strength, abrasion resistance, air permeability, water vapour permeability, and flame retardant properties of the knitted fabrics were investigated and compared. The results showed a reduction in burst strength with decreasing PSA ratio. 70/30 core-spun fabrics recorded the lowest burst strength (295 cN/tex). In terms of air permeability, core-spun yarn fabrics recorded a minimum decrease of 9% and 15% for 85/15 and 70/30 blend ratios, respectively, compared with their blended yarn fabric counterparts. However, blended yarn fabrics showed the highest increase in abrasion resistance and water vapour permeability, 47% and 18%, respectively. Core-spun yarn fabrics had good flame retardant properties, with a limiting oxygen index between 26.3 and 33.5.
Keeping human beings safe from uncontrolled fires has become an important issue globally and has led to a vast range of new developments in fibres, fabrics and protective clothing. Major innovations in the development of heat-retardant fibres and flame-protective clothing have been carried out in the textile and allied industries to minimise the risks and losses posed by uncontrolled fires. Attempts have been made to develop thermal and flame-protective clothing which can be worn without discomfort, at the same time providing good flame retardancy (FR) and thermal properties.1,2
Some researchers3–10 have recently focused on the use of polysulfonamide (PSA) fibre, which is an inherently flame-retardant and high-temperature resistant fibre. PSA was first developed by the Shanghai Textile Research Institute and Shanghai Synthetic Fibre Research Institute of China in 1974.5,6,10 PSA fibre is an aromatic polyamide polymeric material. It contains conjugated aromatic rings and an additional sulfone group in its molecular chain. PSA fibre contains 75% para-linked and 25% meta-linked components. Its molecular structure, shown in Figure 1, is not easily destroyed by heat, even at high temperatures. In addition to good flame and thermal resistance, PSA has a low modulus, which imparts flexibility to fabrics.5,6,10
Chemical structure of PSA.
PSA has been employed in protective clothing due to its excellent flame- and fire-retardant properties. However, PSA fibre has its own limitations, in that the fibre accumulates a static charge during processing and this can cause difficulties. The static charge also leads to reduced cohesion between the fibres in the yarn, causing unwanted yarn hairiness,3,4,8 but the main factors that make PSA fibres difficult to process are its high volume specific resistance, low coefficient of friction, low initial modulus and low curl stability – indeed these limitations have been obstacles to the global industrialisation of PSA. Application of antistatic oil, or blending of PSA with other fibres, have been used in an attempt to control these limitations.3,7–9
In common with many other speciality fibres PSA is expensive and its processability is poor. In the present research PSA was blended with cotton to reduce its cost and improve processability. Cotton was chosen since when blended with inherently flame retardant fibres it has been demonstrated to improve fabric durability and comfort and to reduce costs.11–14 It was therefore anticipated that blending PSA with cotton would not only be cost-effective but might also improve processability, durability and fabric comfort.
Materials and methods
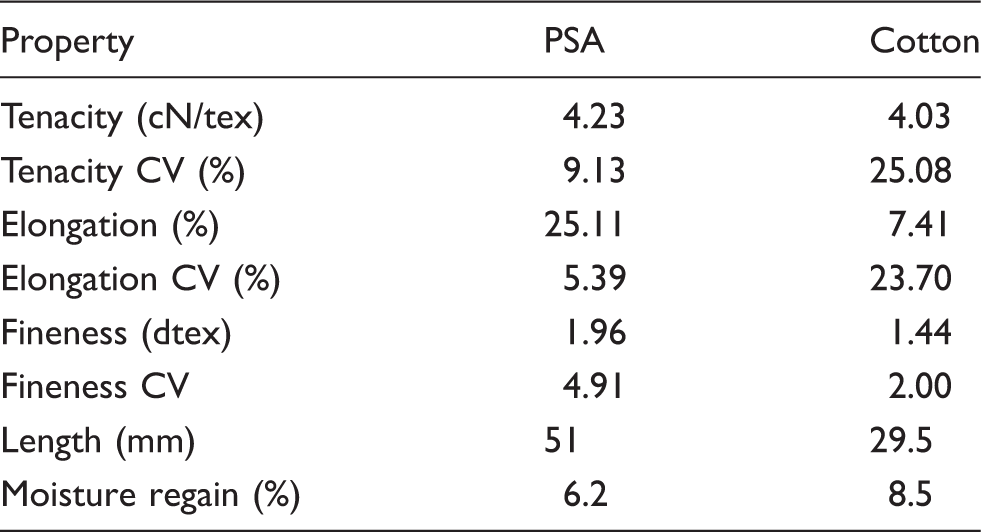
Fibre
Properties of PSA and cotton fibres
Yarn
Blends of 85/15 and 70/30 of PSA and cotton fibre were produced at the carding stage. The slivers were drawn, drafted and converted into rovings, with a count of 6.5 tex/10 m. 100% PSA fibres were similarly carded, drafted and converted into rovings. A DHU X–01 ring frame was used for spinning. The machine was set with a back draft of 1.1, a twist of 345 turns/m and a spindle speed of 8000 rev/min. The blended roving of PSA and cotton fibres was ring-spun to produce a yarn of 39 tex. Three different ratios of PSA/cotton fibres, 100/0, 85/15 and 70/30, were ring-spun to produce both core-spun and intimately blended yarns.
Mechanical properties of cotton yarns
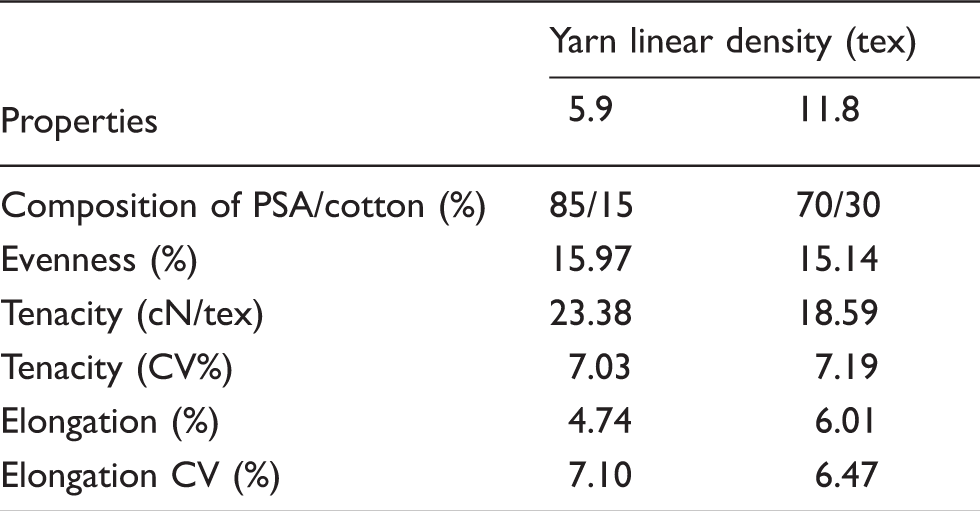
Yarn characterization
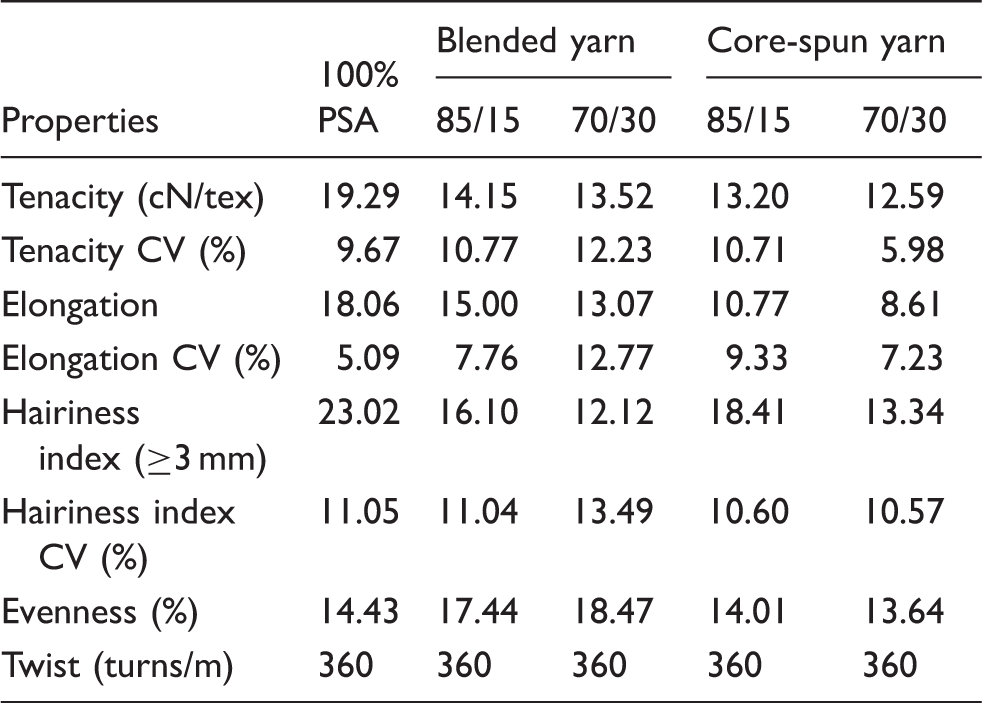
Yarn properties of blended yarn and core-spun yarn at different blend ratios
Yarn tensile properties
The tensile properties of blended yarns are a function of the blend ratio, the corresponding tensile properties of each component and interactions between the components themselves. A similar pattern is also seen in the elongation results (Table 3). The tenacity and breaking elongation for both core-spun and the blended yarns were reduced as the PSA percentage was reduced, indicating that the blending of the stronger PSA fibres and the weaker cotton fibres resulted in a loss of overall yarn strength. The tenacity of 100% PSA was 19.29 cN/tex. Comparing the PSA tenacity with the tenacity of the blended yarn, it is seen that the tenacity was reduced by 5.14 cN/tex and 5.77 cN/tex for 85/15 and 70/30 blends, respectively.
For core-spun yarns the reduction was 6.09 cN/tex and 6.7 cN/tex for 85/15 and 70/30 blend ratios, respectively. The loss of strength in the blended yarn was due to the difference in the breaking elongation of the cotton and PSA fibres. In the case of intimately blended PSA and cotton fibres in the blended yarn, the yarns work together to share and distribute the load throughout the yarn – hence its good strength and elongation properties. 13 Subjecting PSA/cotton yarn to an increasing load caused the cotton fibres, which had lower elongation, to break first, leaving the PSA fibres to bear the entire load. The remaining PSA fibres in the yarn were not sufficient to carry the entire load, which led to losses in the PSA/cotton yarn strength and consequently yarn breakage.
The tensile properties of PSA/cotton core-spun yarns were generally lower than those of the blended yarns for 85/15 and 70/30 blend ratios. In a core-spun yarn the core contributes more to tensile properties since it carries more of the load than the sheath. 15 In the case of the PSA/cotton core-spun yarns, the lower strength cotton core gave a reduction in tensile properties. The strength and elongation for 85/15 core-spun yarn was 10.71 and 10.77 cN/tex, respectively. For the 70/30 ratio the result was reduced to 5.98 cN/tex and 8.61 cN/tex for strength and elongation, respectively. An increase in the cotton core ratio thus resulted in a reduction in tensile properties.
Yarn evenness
Evenness was recorded as 14.43% for 100% PSA yarn, and 17.44% for 85/15 and 18.47 70/30 blended yarns, respectively. For the core-spun yarn the evenness was 14.01 for a 85/15 ratio and 13.64 for a 70/30 ratio. It can be seen that there was only a slight change (0.73) in the evenness of the core-spun yarn. This can be attributed to the almost exactly similar evenness of the cotton cores used (Table 2). For the blended yarn the unevenness increased with increasing cotton ratio, a result of the difference in the nature of cotton and PSA fibres, and also due to mechanical constraints. Yarn evenness is a feature of fibre fineness. 16 In the present case the cotton and PSA fibres had different fineness, which in turn affected yarn evenness.
Fibre length, length variations and variations in the number of fibres in the yarn cross-section also affect yarn evenness. 17 This is explained by the floating fibre mechanism. The fibres which are not held by either nip point are not properly drafted, which decreases the evenness. 18 In the present study the drafting rollers were set to accommodate the longer PSA fibres, and the floating fibre mechanism was likely to occur due to the presence of the much shorter cotton fibres. The PSA/cotton blended yarn therefore had low uniformity along the fibre length and hence high unevenness. An increase in the cotton ratio thus means an increase in short fibre content, and hence an increase in yarn unevenness, confirmed by the results obtained.
Yarn hairiness
The hairiness index recorded for 100% PSA yarns was 23.02, whereas the core-spun yarns gave lower hairiness indices of 18.41 for 85/15 and 13.34 for 70/30. Blended yarns recorded even lower hairiness, 16.10 for 85/15 ratio and 12.12 for 70/30. These results show that the hairiness index was reduced with a reduction in the ratio of PSA fibres, for both core-spun and blended yarns. Hairiness is influenced by the characteristics of the fibres, for example by differences in fibre fineness and the length of the blended fibres. Most synthetic fibres are prone to static generation, and this generally results in yarns being more hairy due to repulsion between the fibres. This also accounts for the fact that most synthetic yarns are more hairy than those of natural fibres. 19
PSA yarns have been found to be more hairy than other synthetic yarns. The problem of yarn hairiness is one of the key factors that devalues PSA yarn quality. 3 During processing, PSA fibres tend to accumulate a static charge, which may cause some difficulties for the fibres to adhere on the yarn surface and hence causes hairiness. A higher ratio of PSA fibres in the yarn will thus give a higher hairiness index. 3 The 100% yarn and the core-spun yarn yielded higher hairiness due to the PSA fibres on the surface of the yarn. However for core-spun yarns the hairiness index was reduced with reduction of the PSA ratio in the yarn. On the other hand, intimate blending with cotton reduced the hairiness index of the yarn. This was because the blended yarn had both cotton and PSA fibres on its surface, and the cotton fibres on the blended yarn surface therefore decreased the hairiness index of the yarn.
Fabrics
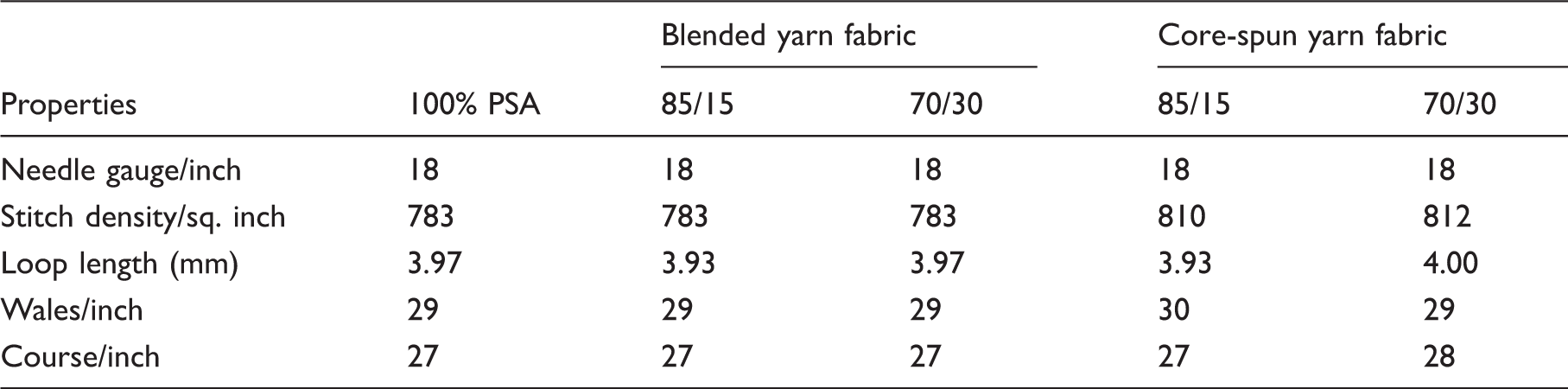
Properties of knitted fabric structures
Fabric finishing
The five different knitted fabrics were finished with a flame-retardant finish, and are thus described as finished fabrics. An environmental friendly phosphorus-based cationic flame-retardant finishing agent, FPK8001, was used. This agent has no influence on colour shade or fabric handle and is suitable for both cotton and synthetic fibres. The fabrics were treated with a solution of 50% (owf) FPK8001, as specified by the manufacturer. The treatment was conducted by dipping the fabrics at room temperature in a solution of FPK 8001 for 10 min and then drying.
Fabric testing
Fabric durability, comfort and functionality are key characteristics of textile materials. It is therefore important to assess the properties that influence these characteristics. In the present research the properties affecting fabric characteristics were burst strength, abrasion resistance, air permeability, water vapour permeability and flame retardant properties. All the fabric types knitted from 100% PSA yarn, 85/15 PSA/cotton and 70/30 PSA/cotton, both blended and core-spun yarns, were tested.
The burst strength of each of the knitted fabric types was tested in accordance with ASTM D3787–01. Each fabric type was tested ten times and the burst strength noted for each sample.
The abrasion resistance of each fabric type was tested by ASTM D3884–01 using the rotary platform double-head abrasion tester. Ten tests were conducted for each fabric type and the results noted. The fabric sample was mounted on a platform and rotated on a vertical axis against two abrading wheels giving a rotary rubbing motion. Rotation was continued until a hole appeared in the fabric sample, and the number of cycles recorded.
Air permeability was measured according to EN ISO 9237:1997 using a YG461E numerical air permeability tester at a differential pressure of 100 Pa/mm H2O, a permeation rate of 50m3/s and a nozzle diameter of 10 mm. Ten samples of each fabric type were tested.
The water vapour permeability was tested using ASTM E96–00. Each fabric type was attached to a cup containing calcium chloride desiccant and placed in a controlled chamber. Each cup assembly was weighed periodically and the water vapour permeability calculated from the weight change. The test was carried out ten times for each fabric type.
To determine the fabric weight, the fabric was cut into 10 cm × 10 cm samples. The weight was determined using an electronic balance and converted to g/m2. Ten tests were conducted for each fabric type. Fabric thickness was assessed using a YG141N digital fabric thickness gauge, recording the average of ten different spots on the fabric.
Flame retardancy of the unfinished and finished fabrics was tested using the ASTM D6413–99 vertical test method, with ten tests for each fabric type.
The limiting oxygen index (LOI) was evaluated using the critical oxygen index tester (Model ATS FAAR, Italy), according to ASTM D2863–00. Fifteen tests per fabric sample were performed using a series of tests at different oxygen concentrations to determine the minimum oxygen concentration.
Results and discussion
Burst strength
The results shown in Figure 2 confirm that the burst strength of both blended and core-spun yarns were reduced with increasing ratio of cotton in the yarn. The 100% PSA yarn recorded the highest burst strength (397 cN), while for a PSA/cotton ratio of 85/15 the burst strength was reduced by 71 cN and 90 cN for blended and core-spun yarn fabrics, respectively. The 70/30 blend ratio showed a further reduction of 82 cN and 111 cN for blended yarn fabrics and core-spun yarn fabrics, respectively.
Burst strength of blended yarn and core spun yarn fabrics at different blend ratios.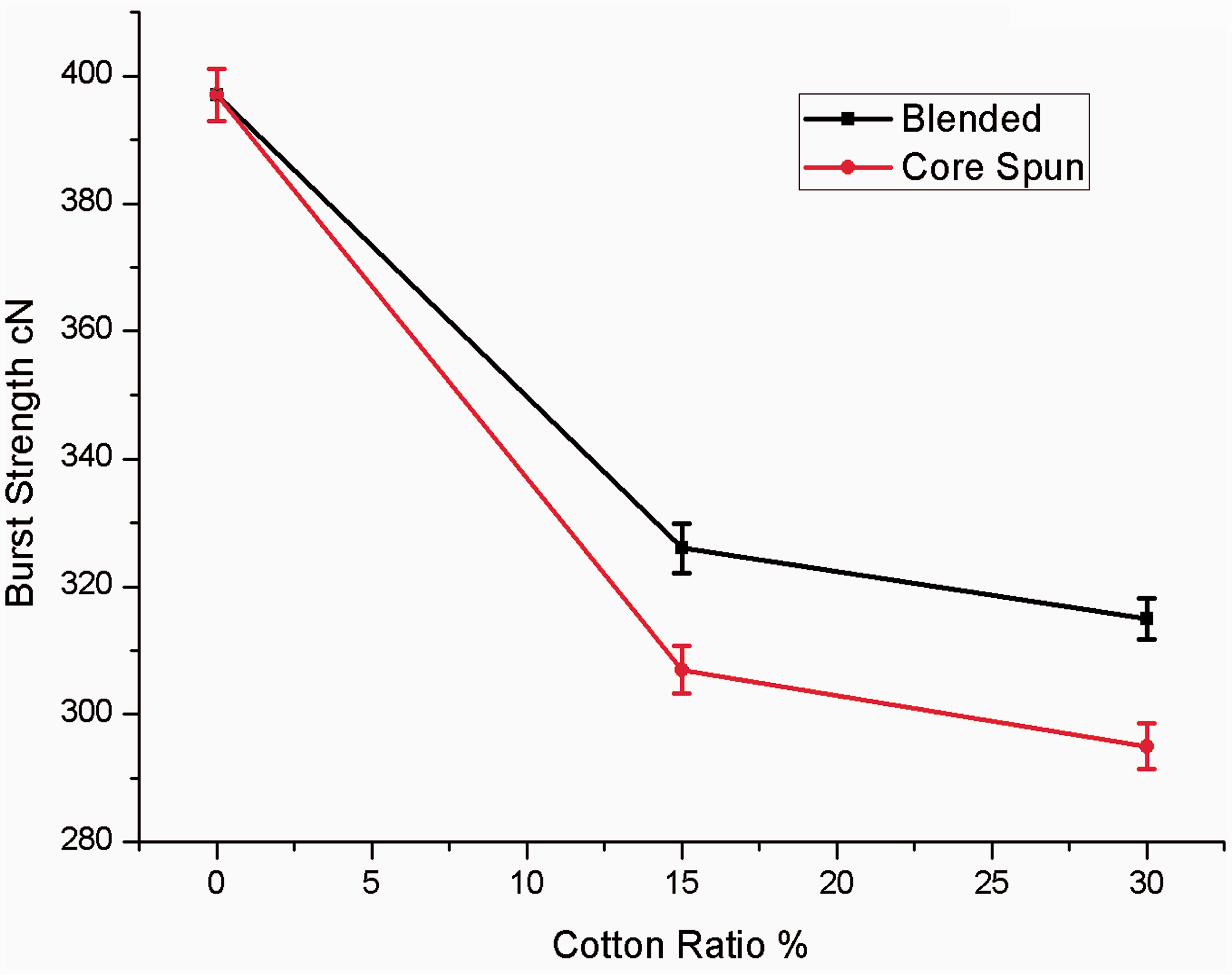
Since the fabric structure was unchanged, this therefore means that the burst strength was influenced by the tenacity of the yarn, and in turn by fibre tenacity. A higher ratio of PSA fibres contributed more strength to the fabric, since the strength of PSA is greater than that of cotton. As the PSA ratio decreased, the strength of the fabric therefore also decreased. The burst strength of blended yarn fabrics was higher by 20 cN than that of core-spun yarn fabrics at all blend ratios, since the core-spun yarn tenacity was lower than the tenacity of blended yarn (Table 3). Despite the decrease in strength with increase in cotton ratio, the blended yarn fabrics yielded better burst strength properties than the corresponding core-spun yarn fabrics.
Abrasion resistance
The abrasion resistance results in Figure 3 show that an increase in the proportion of cotton improved the abrasion resistance of the fabric. The 100% PSA fabrics thus showed the lowest abrasion resistance (263 cycles). The blended yarn fabrics exhibited a large increase in abrasion resistance, recording 350 cycles for the 85/15 blend ratio and 387 cycles for the 70/30 blend. On the other hand, core-spun yarn fabrics showed only a slight increase, the 85/15 blend recording 279 cycles and the 70/30 blend 286 cycles.
Abrasion resistance of blended and core spun yarn fabrics at different blend ratios.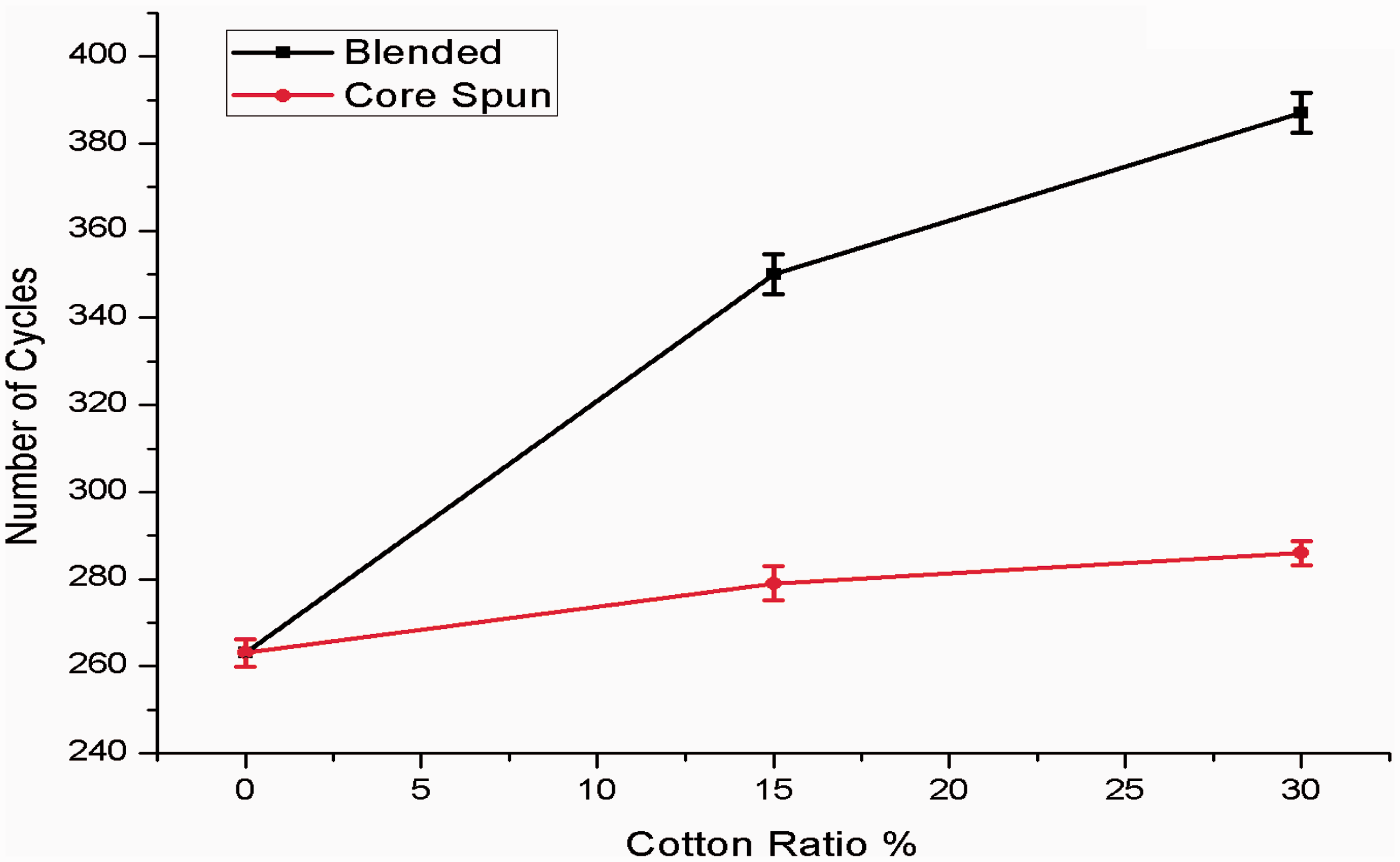
Mechanical properties such as fibre type, length, fineness and toughness are the main parameters which affect abrasion resistance. It was therefore expected that PSA, which has longer and tougher fibres than cotton, would give higher abrasion resistance. However, the results showed that a higher ratio of PSA to cotton in the yarn gave a reduction in abrasion resistance in the fabrics, which can be explained by the hairiness of the yarns (shown in Table 3). Hairiness reduces the abrasion resistance of the fabric, and a high degree of hairiness thus yields significantly lower abrasion resistance. 20 Moreover, PSA fibres develop a static charge during processing, causing repulsion between the fibres and creating difficulties in fibre adhesion in the yarn strand. 3 These fibres protrude and can therefore be easily abraded from the surface of the yarn. More PSA fibres on the yarn sheath give less fibre cohesion, higher hairiness and hence lower abrasion resistance. This explains the fact that core-spun yarn fabrics had lower abrasion resistance than the blended yarn fabrics, which had both cotton and PSA fibres on their surface.
Water vapour permeability, fabric thickness and areal density
Water vapour permeability, fabric thickness and areal density of knitted fabrics

Values in parenthesis are standard deviations
These results also demonstrate that the water vapour transmission for blended yarn fabrics is higher than that of core-spun yarn fabrics. This behaviour is best explained in terms of moisture vapour transmission. During water vapour transmission through a textile material, diffusion and sorption–desorption occur. The diffusion can occur through the air spaces between the fibres and yarns. 21 The rate of diffusion depends on the porosity of the material and the water vapour diffusivity of the fibre. On the other hand the water vapour diffusivity is affected by the moisture regain of the fibre, and the material diffusivity increases in turn with moisture regain. 22 In addition, the rate of the sorption–desorption process also increases with the hygroscopic nature of the fabric. The water vapour permeability of a hygroscopic material is higher, due to the combined processes of diffusion and sorption–desorption. 23 In the present case, the cotton fibres increased the moisture regain of the fabric, thereby increasing its diffusivity and hygroscopic properties. The core-spun yarn fabrics had lower water vapour permeability than the blended yarn fabrics, since the sheath of PSA fibres had lower moisture regain than cotton, causing a lower rate of water vapour absorption into the fabric.3,22 The blended yarn with both PSA and cotton fibres on its surface had a higher rate of water vapour absorption, and hence better water vapour permeability.
The fabric thickness results show that 100% PSA fabrics recorded the highest value (1.62 mm). The core-spun yarn fabrics had greater fabric thickness than their blended yarn fabric counterparts. The core-spun yarn fabrics gave figures of 1.58 mm and 1.55 mm, while the 85/15 and 70/30 blended yarn fabrics recorded 1.46 mm and 1.42 mm, respectively.
The fabric thickness result can be correlated to the yarn hairiness results shown in Table 3. It can be seen that the blend ratios with high hairiness index also had higher fabric thickness. Hairy yarns produce fluffy fabrics, which in turn influence fabric thickness. Table 5 indicates that there was also a relationship between fabric thickness and water vapour permeability, the latter increasing as the fabric thickness was reduced. The 100% PSA, which had the highest thickness (1.62 mm), thus recorded the lowest water vapour transmission, 6709.13 g/m2/24 h. On the other hand, 70/30 blended yarn fabrics with a thickness of 1.42 mm recorded the highest water vapour transmission, 7898.09 g/m2/24 h, since water vapour naturally moves more rapidly through a thinner fabric. The areal density results showed only small changes between the fabrics, between 1 g/m2 and 2 g/m2.
Air permeability
Air permeability is one of the most important factors influencing fabric comfort, since it plays a role in transporting moisture vapour from the skin to the outside atmosphere. The assumption is that moisture travels mainly through spaces in the fabric by diffusion in air from one side of the fabric to the other.24,25 In Figure 4 it can be seen that the air permeability reduced with increasing cotton ratio. Consequently, a higher PSA ratio increased air permeability, in fact 100% PSA fabrics recorded highest value, 1518.02 mm/s. The air permeability of blended yarn fabrics was lower than that of 100% PSA fabrics by 12% in the case of a blend ratio of 85/15 and 19% for a 70/30 blend ratio. In the case of core-spun fabrics the reduction was 9% and 15% for 85/15 and 70/30 blends, respectively. Air permeability was thus influenced both by the type of fibre and by the yarn structure.
Air permeability of blended yarn and core spun yarn fabrics at different blend ratios.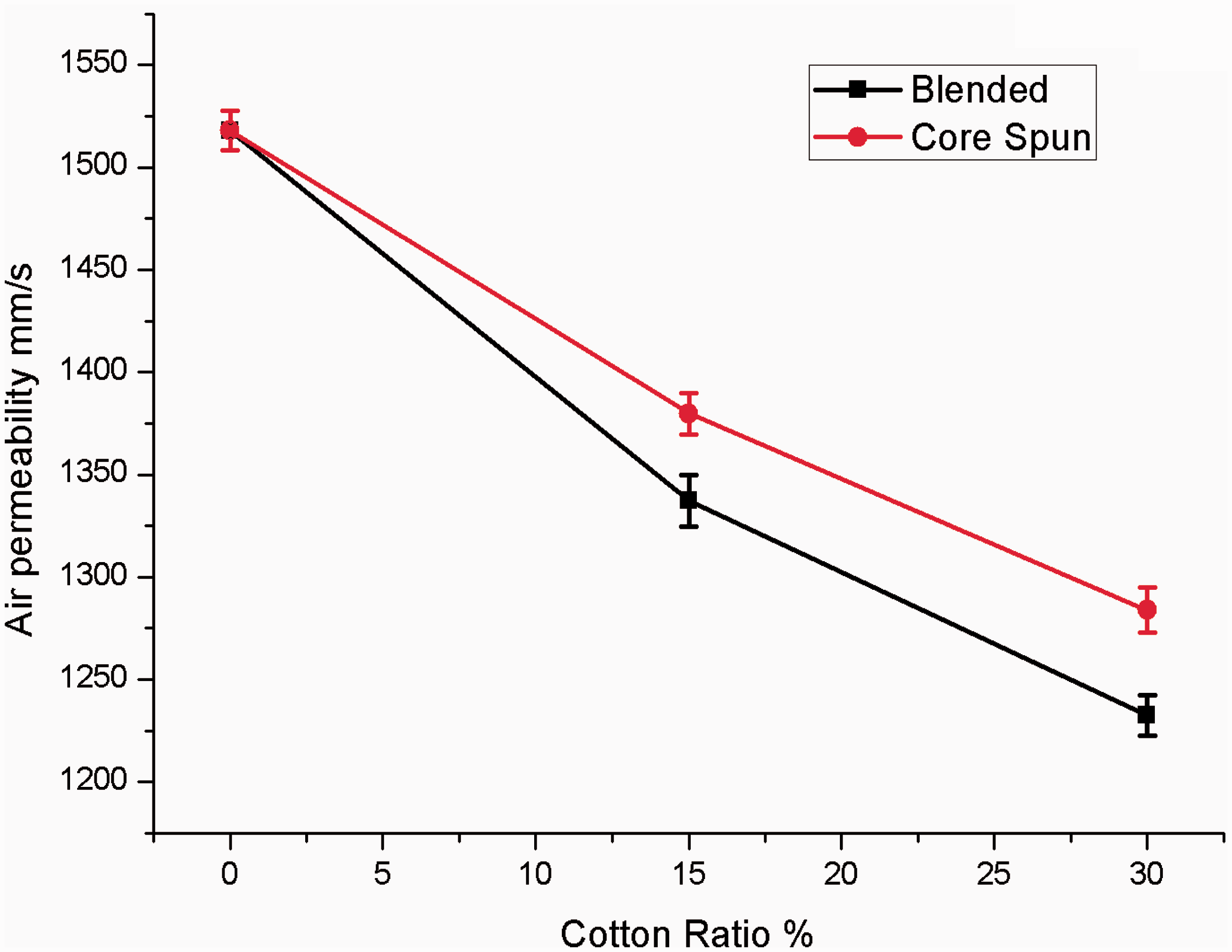
Other studies have shown that the presence of a static charge leads to repulsion between PSA fibres, and there is therefore less cohesion and more space between PSA fibres, 3 allowing air to pass more freely through the fibres. Blending PSA and cotton reduces the space between the fibres, thereby reducing air permeability. Fabrics based on core-spun yarn showed higher air permeability than those on blended yarn fabrics, the reason being that the PSA sheath of the core-spun yarns increased the space between fibres, allowing air to pass through. Some studies have confirmed than air permeability is also influenced by fabric thickness,24,25 thicker fabrics not surprisingly showing lower air permeability than thinner fabrics. On the other hand this was not the case in the results shown in Figure 4 and Table 5, and it can therefore be concluded that the nature of the yarn and the ratio of the constituent fibres also have a significant influence on air permeability.
Flame retardant properties
Flame retardant properties of knitted fabrics
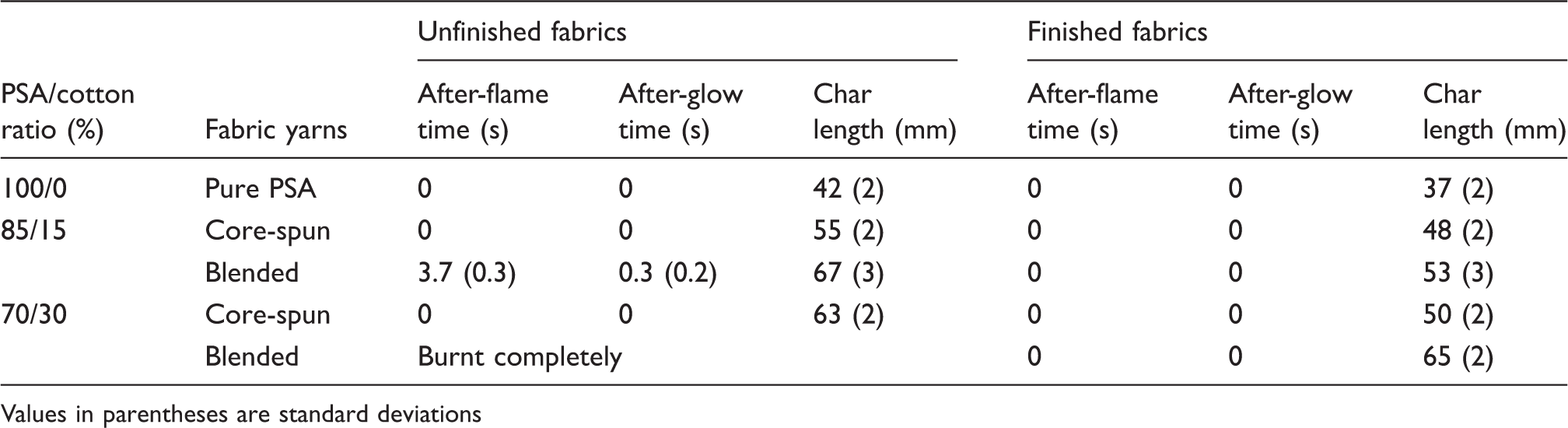
Values in parentheses are standard deviations
The core-spun yarn fabrics provided better flame retardant properties than the blended yarn fabrics, and char length is thus recorded for both unfinished and finished fabrics at all blend ratios. The use of PSA fibres as the sheath naturally provided core-spun fabric with good flame retardant properties since PSA is an inherently flame-retardant fibre. A decrease in the PSA sheath therefore reduced the self-extinguishing character of the fabric, and an increase in the fabric damage length was thus observed; for instance, the 85/15 blend ratio for the unfinished core-spun yarn fabrics recorded a damage length of 55 mm, which is 8 mm less than for fabrics of 70/30 blend ratio. It can be therefore concluded that the higher the PSA sheath ratio, the better the flame retardancy.
The finished fabrics, on the other hand, showed good flame retardant properties, the damage length of all fabrics being reduced by the finish applied. This means that applying the finish to the fabric caused the fabrics to self-extinguish more rapidly. However, the finish played a more important role in the blended yarn fabrics, particularly the 70/30 blend, than it did in the core-spun yarn fabrics. It can therefore be concluded that the finish is a more important factor in blended yarn fabrics with a higher cotton/PSA ratio.
Limiting oxygen index
Limiting oxygen index (LOI) values of knitted fabrics
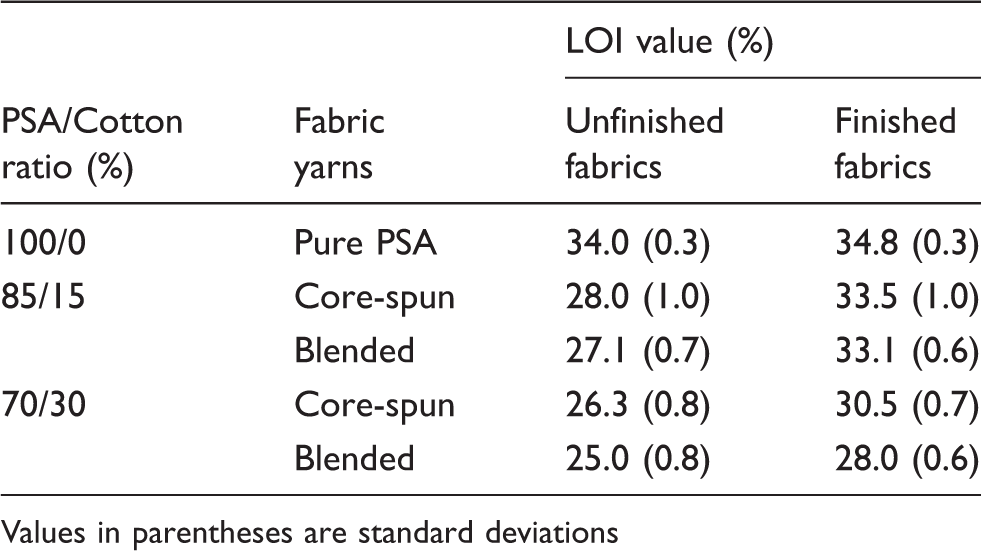
Values in parentheses are standard deviations
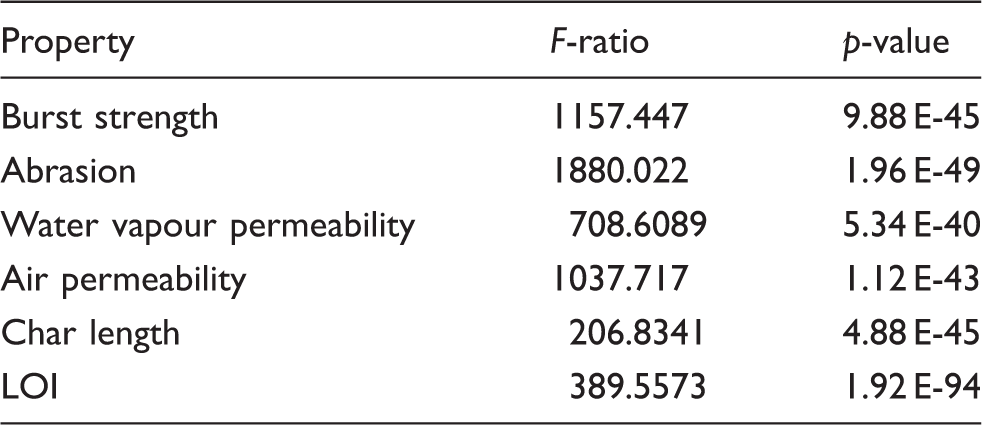
Statistical analysis of the mechanical properties of knitted fabrics
Statistical analysis of properties of knitted fabrics
Conclusions
Blending PSA with an increasing ratio of cotton, either by core spinning or by intimate blending, improved the water vapour permeability of fabrics. Abrasion resistance was also shown to improve with increasing cotton ratio, and hence the durability of the fabric. A reduction in the PSA ratio reduced burst strength and air permeability, although these remained high and at an acceptable level. Intimate blending provides easy processing and better yarn performance. An unfinished intimately blended yarn with a lower cotton ratio gave good flame retardancy. On the other hand, both finished and unfinished core-spun yarns had good flame retardancy, demonstrating that flame-retardant finishing in itself had an insignificant effect on FR properties. These findings have confirmed that cotton plays a major protective role in blends with an inherently flame retardant fibre such as PSA, at the same time providing comfort and durability in use.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.