
Abstract
In this article, plain weave fabrics of polyester were functionalized by means of a polymeric coating synthesized for high conductivity, using the vapor phase polymerization method. The method is considerably more efficient and sustainable than traditional wet methods and has been previously applied to synthesize poly(3, 4-ethylenedioxythiophene) in yarns and fabrics, using oxidant agents with organic solvents. In this article, aqueous oxidant solutions were used in addition to those based in ethanol, providing textile substrates with high electrical conductance. The effect of the concentration of the oxidant solution on the electrical and mechanical characteristics of the samples was investigated and correlated to their morphology, analyzed by electron microscopy imaging. A strong decrease of the sheet resistivity of the samples with the concentration of oxidant increase was obtained, while the fabrics’ original mechanical tenacity remained unchanged. The sheet resistivity of the samples could be further decreased by a factor of 5 by the application of multiple polymerization layers and was a function of the conjugated polymer content. The effect of washing/drying cycles on the electrical conductance of the samples is presented. The electrical and mechanical characteristics obtained have potential for smart textile applications such as electromagnetic shielding and physiological sensing.
Since the pioneer works of Shirakawa in the early 1970s and his collaborative work with Heeger and MacDiarmid,1,2 conjugated conducting polymers have become an important field of research and development. Conjugated polymers consist of a backbone structure along which delocalized electronic states, resulting from π-orbitals’ overlap, provide charge mobility along the polymer backbone, consequently yielding electrical conductance. 1 Metallic conductivity can be achieved through charge injection onto the conjugated macromolecular chains, or doping, which is achieved with salts and redox chemistry. 1 In the 1980’s, Bayer introduced the poly(3,4-ethylenedioxythiophene) (PEDOT), a conjugated polymer that exhibits high chemical and physical stability and high electrical conductivity (500–1000 Scm−1). 3 PEDOT has the potential for a wide field of applications, from biomedical sensors4,5 to nerve tissue engineering,6–8 strain sensors,9–11 electrodes for organic field-effect transistors, 12 solar cells, 13 hydrogen catalysis, 14 and smart textiles.15–17
The synthesis of PEDOT can be performed by various techniques, 18 but concerning textile substrates, the main relevant ones are the wet polymerization, also referred to as liquid phase polymerization (LPP), and the vapor phase polymerization (VPP). In both methods, the oxidative polymerization is the most common, using either of the oxidants agents, the Fe (III) chloride (FC) or the Fe (III) p-toluene sulfonate (FTS). The oxidative polymerization mechanisms are well described elsewhere. 19
In the LPP method, liquid solutions of 3,4-ethylenedioxythiophene (EDOT) and of the oxidant agent are mixed together in a solvent, at a temperature typically below 8℃ to delay the polymerization process. 20 The textile substrates are then immersed in the solution for a certain period of time and are then submitted to a drying step, either at ambient conditions or in an oven, during which the polymerization of the PEDOT coating is completed. The electrical and mechanical properties of fabrics coated with PEDOT by the LPP method largely depend upon the type of oxidant agent, the concentration of monomer and oxidant, the organic solvents and the type of fibers constituting the yarns with which the fabrics are woven. 21 With the LPP method, fabrics with good electromagnetic interference shielding properties characterized by sheet resistivity values as low as 10 Ohm/sq were obtained with the oxidant FTS and multiple LPP applications.22,23
In the VPP method, the fabrics are firstly immersed in an oxidant solution and secondly are exposed to the monomer in the vapor phase. The exposure of the substrates to an atmosphere of monomer is typically performed in a reactor with controlled vacuum and temperature.16,18,24 Research works conducted with PEDOT coatings on fabrics 16 and yarns24,25 showed that the electrical and mechanical characteristics of the samples largely depend on the concentration of the oxidant solution, the type of fibers and the VPP method parameters immersion time, drying time and polymerization temperature.
The VPP method has important advantages over the LPP method; there is no need to use organic solvents due to the low solubility of EDOT in non-organic solvents; 26 it involves lower process complexity because there is no need to keep a low temperature bath (T < 8℃) for the synthesis of the coating on the textile substrates; it requires considerably lower amounts of monomer. Therefore, the method has higher economic and ecologic sustainability than wet methods as required for industrial production. In this investigation, the method was used to synthesize coatings of conductive PEDOT on substrates consisting of plain weave fabrics of polyester, using two types of solvents, ethanol and water. The method was optimized to provide the coated fabrics with the highest electrical conductance. Textile samples with various contents of PEDOT were prepared and electrically and mechanically tested. The electrical and mechanical results were correlated with scanning electron microscopy analysis. The effect of washing/drying cycles on the electrical conductance is presented. The synthesis method used proved to be suitable to prepare materials for smart textile applications such as electromagnetic interference shielding 23 and electrodes for the sensing of physiological signals. 27
Experimental details
Materials
The textile substrates consisted of plain weave fabrics of polyester, characterized by a thickness of 0.22 mm and a specific weight of 12.0 × 10−2 Kg m−2. A large piece of fabric was machine washed at 100℃ with a mild soap and dried. Small size textile substrates were obtained by cutting the fabric in rectangular samples with a length of 80 mm and a width of 5 mm, accurately obtained to more or less one thread. The substrates were washed in methanol for 20 min, rinsed three times in DI water, and left to dry at 23℃ in a room with ambient conditioning, for at least 24 h.
For the polymerization of PEDOT, EDOT monomer (97%), Fe (III) chloride hexahydrate (97%), Fe (III) chloride (97%), poly(vinyl alcohol) with a molecular weight of 130,000 and methanol (99.5%) were purchased from Sigma-Aldrich, and ethanol (99%) was locally purchased from Manuel Vieira & Ca.
Oxidant solutions of various concentrations were prepared with either Fe (III) chloride hexahydrate (FeCl36H2O) or Fe (III) chloride (FeCl3) and dissolved in either ethanol or in DI water with the assistance of stirring at ambient temperature for at least 2 h. Aqueous solutions with 3 wt% of poly(vinyl alcohol) (PVA) were prepared with the assistance of stirring and a temperature of 85℃ until the solution changed its appearance from milky to crystal clear.
Polymerization unit and method
A schematic of the method is shown in Figure 1. The VPP method used three steps; firstly, a step of immersion of the substrates in an oxidant solution of specific concentration for a period of time timm; secondly, a drying step, at temperature Tdry and period of time tdry; thirdly, the polymerization step, in which the samples are placed into a reactor and exposed to an atmosphere of the monomer, at certain vacuum pressure and temperature Tpol and for a polymerization cycle timing, tpol.
Description of VPP method and schematic of reactor unit: OX SOL = oxidant solution, S = substrate, MVP = membrane vacuum pump, VV = vacuum valve, SH = sample holder, WCB = water circulating bath, CW = circulating water, M = monomer.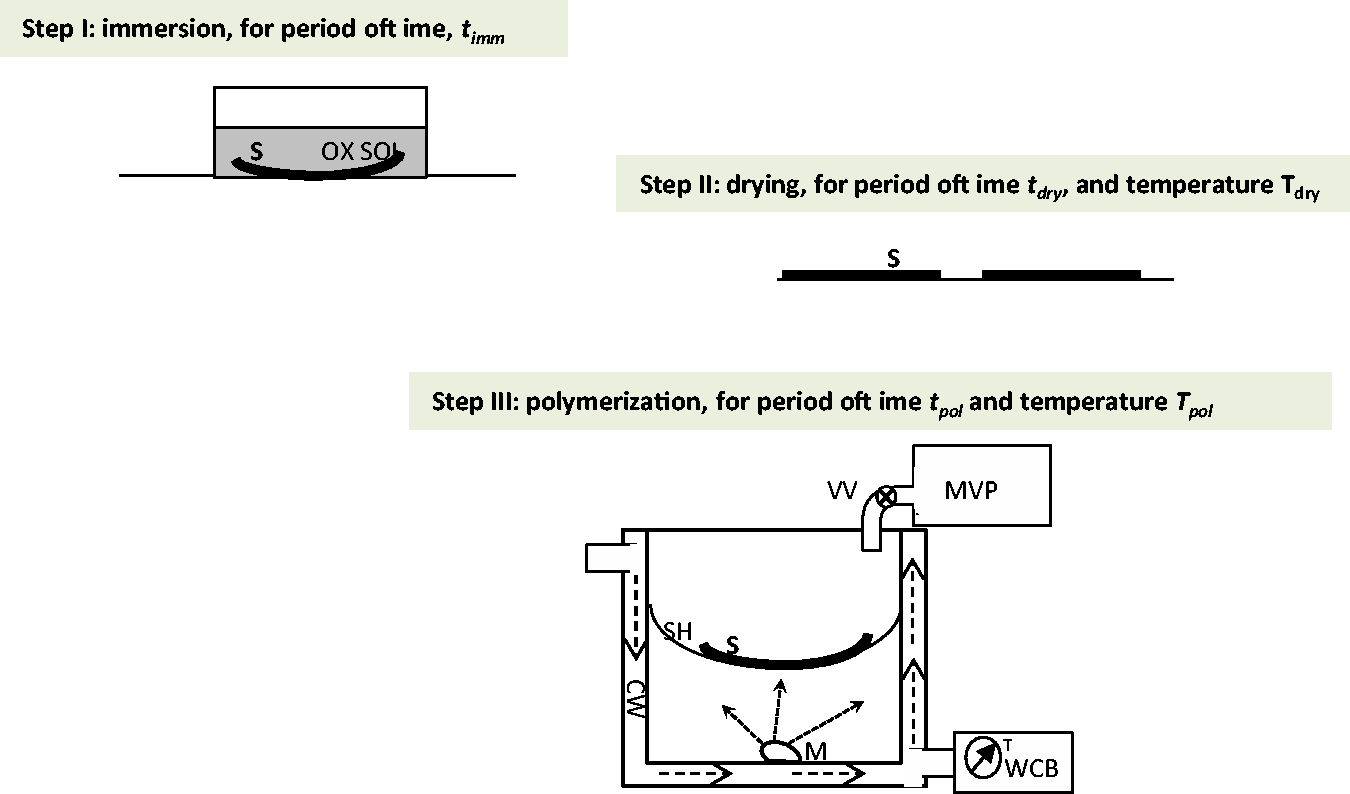
The reactor consisted of a double jacketed glassware unit with the outside wall connected to a water circulative bath (WCB) with a regulated temperature (T) stabilized within 2% and was sealed through a lead and an o-ring of rubber, connecting to a membrane vacuum pump (MVP). The polymerization process used a droplet of 15 µL of monomer, allowing two cycles of polymerization of 30 min each. The samples were placed on a sample holder and moved into the reactor, which was then sealed and pumped down to a vacuum pressure of 160 mTorr. Next, a vacuum valve (VV) was closed and the polymerization timer initiated. Once the time of the polymerization cycle was completed, the reactor was vented with air, and the samples removed and immediately washed in methanol and rinsed in DI water. The samples were next dried in an ambient conditioned room (temperature, T = 23℃, relative humidity, RH = 50%) for at least 24 h or in a convection oven at T = 30℃ for 50 min.
Electrical characterization
The electrical characterization of the samples was performed with the two-probe method by measurements of sheet resistivity, Rsq, given by the ratio of the electrical resistance by the geometric factor,
Nominal and experimental Rsq values of commercial samples
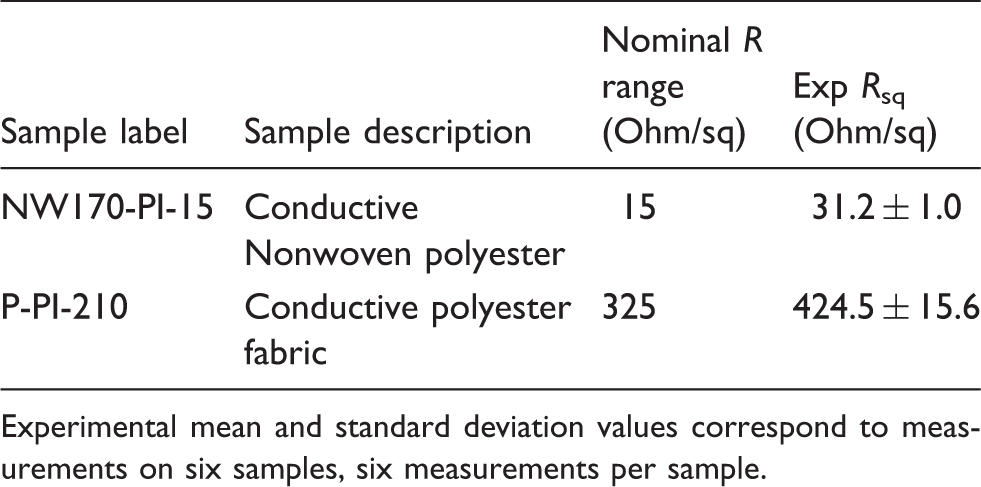
Experimental mean and standard deviation values correspond to measurements on six samples, six measurements per sample.
The electrical measurements were performed with a Hameg 8040-3 power supply, a Hameg 8012 programmable ampermeter and the data acquisition performed via a RS232 interface and a Labview program that displayed and recorded the sample’s I–V curves, from mean values of electrical current, I, for each applied voltage, V. For each VPP condition, 6–12 samples were measured. In order to graphically compare different samples, I*–V curves taking into account the geometric factor of the samples, GF, were used, with I* given by,

Tensile testing
Tensile testing was performed with a dynamometer Adamel Lhomargy DY35 of the French manufacturer MTS—Systèmes d’essais des matériaux, with a 1 kN loading cell. The mechanical tests were performed at ambient temperature, under a crosshead speed of 20 mm/min, and a built-in program traced the tensile force as a function of sample elongation and calculated the maximum force and elongation at break.
Scanning electron microscopy
The surface morphology and longitudinal sections of pristine and polyester samples coated with PEDOT were analyzed by scanning electron microscopy (SEM) with a Hitachi S2700 microscope. The samples were coated with gold and the images were performed with an accelerating voltage of 20 kV and magnifications in the range of 35× to 2000×.
Attenuated total reflection Fourier transform infrared spectroscopy
Pristine and textile samples coated with PEDOT prepared with various concentrations of oxidant solutions were analyzed by attenuated total reflection Fourier transform infrared spectroscopy (ATR-FTIR), using a Thermo Scientific NICOLET iS10 Smart iTR. The spectra were acquired in the range of 600 cm−1 to 4000 cm−1, with a resolution of 5 µm−1 and averaged over 32 scans.
Washing/drying tests
Washing fastness tests were performed with a Linitest machine following the guidelines of the ISO 105 of 1978. The tests consisted of machine washing cycles with cold water, a duration of 45 min and 1 g/l of mild soap and were completed with a rinsing step, followed by a drying cycle. Except if otherwise indicated, the drying procedure was performed in a convection oven at a temperature of 30℃ for 50 min.
Results and discussion
Optimization of the VPP method
An investigation of the effect of the VPP process parameters on the electrical conductance of the samples was performed. Such parameters were: immersion time, timm, drying time, tdry, polymerization temperature, Tpol and polymerization time, tpol. Samples prepared with oxidation solutions that used ethanol solvent and variable process parameters had their sheet resistivity monitored to obtain the VPP process parameters providing the samples with the lowest Rsq. Those process parameters corresponded to timm = 15 min, tdry = 15 min, and a polymerization temperature Tpol = 60℃. For samples prepared with aqueous oxidant solutions, the optimum drying procedure was obtained with a convection oven, at Tdry = 60℃ and tdry = 3 min. The polymerization time, longer than 15 min, also monitored by visual observation of the coloration of the sample, only little affected the electrical characteristics of the samples, confirming that the polymerization process was mostly completed in the first 15 min of the process.
Electrical characteristics
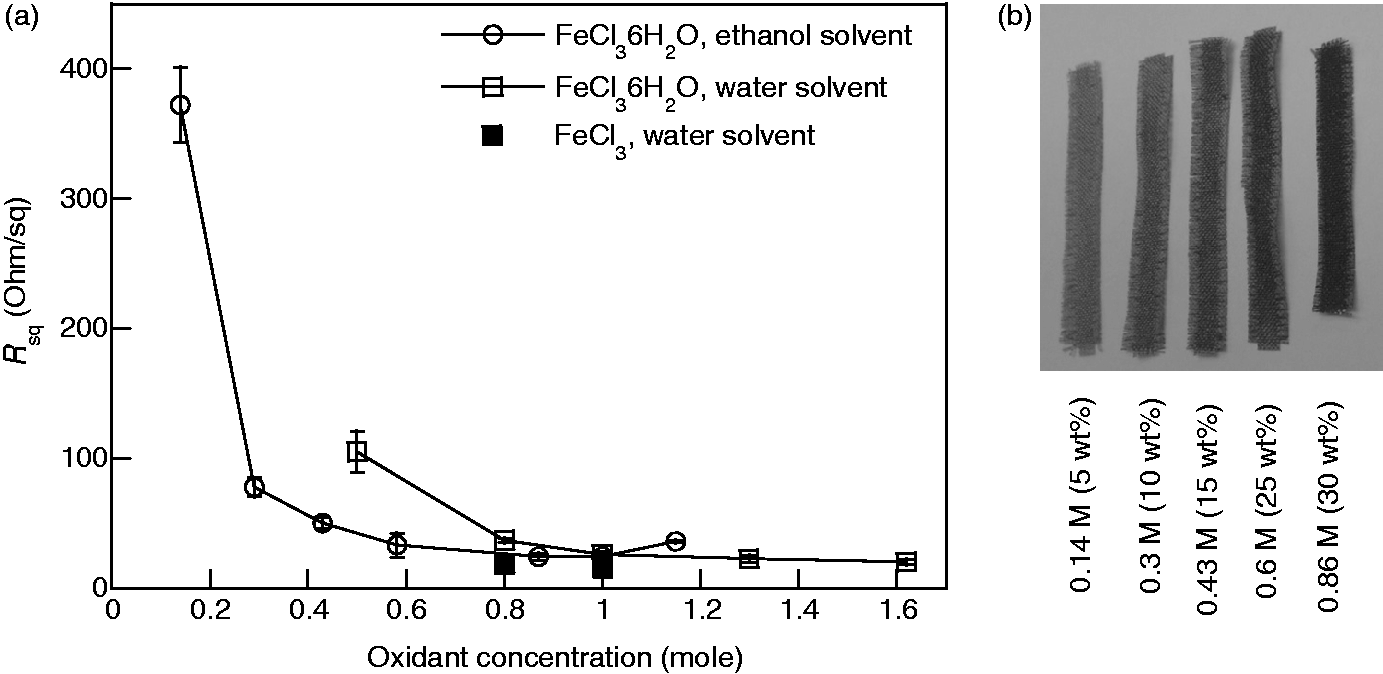
The dependence of the electrical characteristics of the samples on the concentration of the oxidant solution was investigated. Organic oxidant solutions of FeCl36H2O in ethanol with concentrations of 5 wt%, 10 wt%, 15 wt%, 20 wt%, 30 wt%, and 35 wt% were used and for each concentration 6–12 samples were coated with PEDOT by the VPP method. Representative experimental I*–V curves of the samples, characterized by a linear behavior corresponding to a Ohmic constant resistivity in the range of 1 to 10 V of applied cycled voltage, are shown in Figure 2. The sheet resistivity of the samples decreased with the oxidant concentration increase, as shown in Figure 3, for samples prepared with organic and aqueous oxidant solutions and the oxidant agents FeCl36H2O and FeCl3. The experimental data of sheet resistivity variation with oxidant solution concentration, correspondent to samples prepared with ethanol solvent, is illustrative of the typical behavior obtained, characterized by an accentuated decrease of Rsq for oxidant concentrations of 0.14 M (5 wt%) to 0.29 M (10 wt%). Beyond a concentration of 0.43 M (15 wt%), a moderate decrease was obtained. The lowest value of Rsq ≅ 25 Ohm/sq was reached at the oxidant concentration of 1.0 M (35 wt%) and had similar values for samples prepared with aqueous oxidant solutions. Hence, there is no gain in using ethanol solvent instead of water solvent. No significant difference was obtained between the oxidant agents FeCl36H2O and FeCl3. The important decrease of sheet resistivity with the oxidant concentration increase is a consequence of the higher concentration of oxidant available to react with the vapor of the monomer EDOT that produces coatings with higher content of PEDOT. The constancy of sheet resistivity for concentrations above 0.8 M is perhaps due to diffusion inhibition of the oxidant caused by the growth of the polymeric coating. This result is significantly better than that reported by other authors, where a sharp increase in resistivity occurs at higher concentrations of oxidant.16,21 The values of sheet resistivity obtained with the oxidant agents used are the best ever reported, to our knowledge, and also contrast significantly with the nearly null conductivity obtained with the LPP method.
21
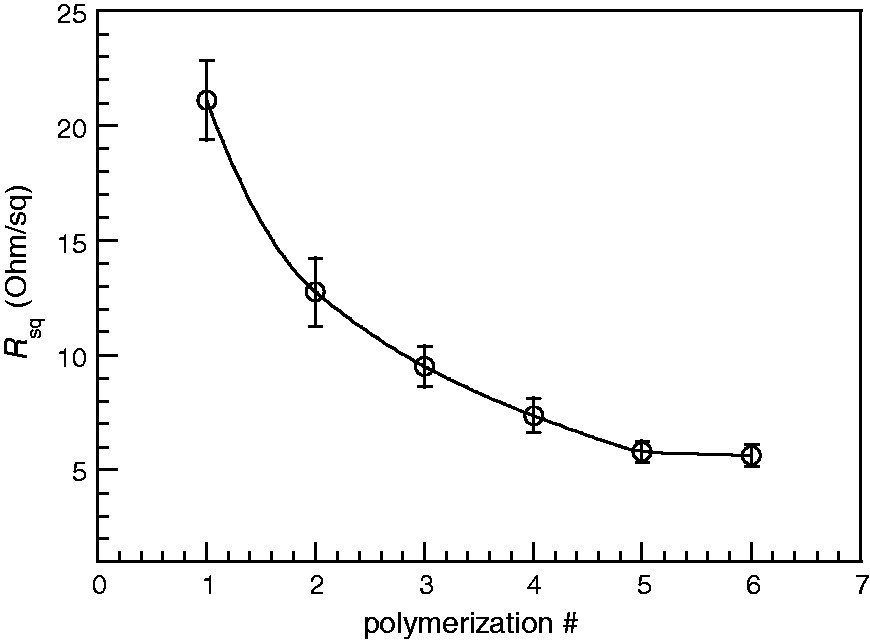
The reported highest electrical conductance was typically attained with the oxidant agent FTS, considerably more expensive than those used in this work. A good correlation between the color of the samples and their electrical characteristics was obtained as shown by the photo in Figure 3, confirming that the increase in electrical conductance was caused by an increase of PEDOT content. The darkest grey colored samples exhibit the lowest Rsq = 24 ± 1 Ohm/sq, while samples of light grey–bluish color exhibit the highest Rsq = 374 ± 23 Ohm/sq, corresponding to organic oxidation solutions with concentrations of 30 wt% and 5 wt%, respectively. The conductance of the samples was further enhanced by applying several layers of polymerization as shown in Figure 4. The minimum value of Rsq = 5 Ohm/sq was attained after five cycles of polymerization. These results are comparable to those reported in the literature with the application of multiple polymerizations in the LPP method but using the oxidant agent FTS and a monomer solution with dimethylacetamide.
23
Characteristic I*–V curves of PEDOT coated samples prepared from various concentrations of organic oxidant solutions. (a) Plot of variation of sheet resistivity with oxidant concentration, for samples prepared with aqueous and organic oxidant solutions of FeCl36H2O and FeCl3; (b) photo of samples prepared with organic oxidant solutions of various concentrations. Variation of sheet resistivity with the number of polymerization layers, for organic oxidant solutions with a concentration of 35 wt%.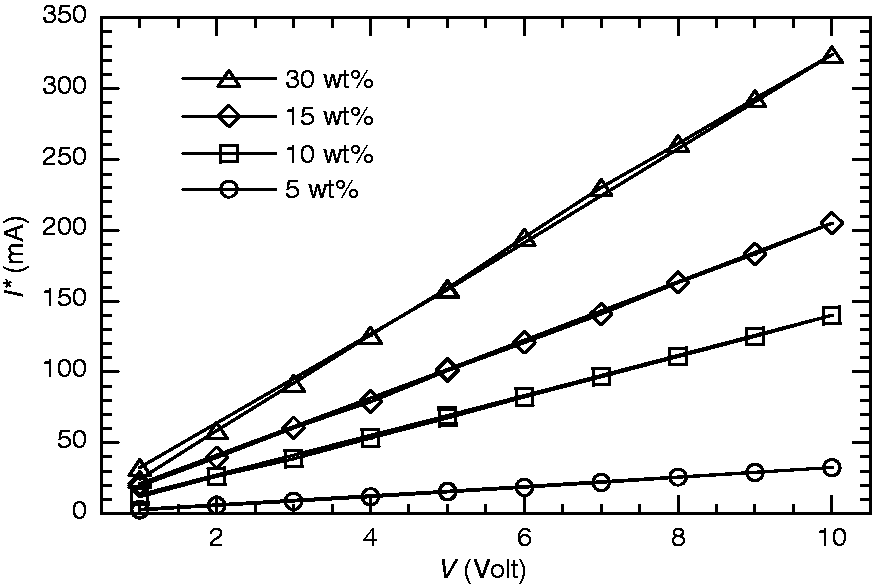
Morphological characteristics
The analysis of the morphological characteristics of samples prepared with organic oxidant solutions of various concentrations was performed with the SEM imaging technique. SEM images of the plain weave polyester fabrics and correspondent longitudinal sections of the fibers are shown in Figure 5, for pristine samples and samples prepared with organic oxidant solutions with concentrations of 15 wt% and 30 wt%. Pristine samples (Figure 5(e)) and samples coated with PEDOT prepared with an oxidant concentration of 5 wt% (not shown) exhibit very similar morphology, characterized by fibers of polyester with regular cylindrical shapes and diameters in the range of 10 to 14 µm. Samples prepared with oxidant concentrations of 15 wt% and 30 wt% show fibers interconnected through PEDOT. The images of the latter indicate that considerably higher content of PEDOT is present, characterized by higher density of globular clusters. From high magnification imaging, it is estimated that the thickness of the polymer interconnecting the cylindrical fibers is in the range of hundreds of nanometers to 1 µm as shown in Figure 5(f). SEM images also show no visible signs of fiber degradation. Mechanical tenacity test results presented next corroborated that no fiber degradation was present in the samples, even in those prepared at the highest concentration of oxidant (35 wt%).
SEM images of pristine and functionalized samples: oxidant concentration 15 wt%, (a) magnification 35×, (b) magnification 250×); oxidant concentration 30 wt%, (c) magnification 35×, (d) magnification 250×; (e) pristine sample, magnification of 600 ×; (f) same sample as (c) and (d) but with magnification of 450×.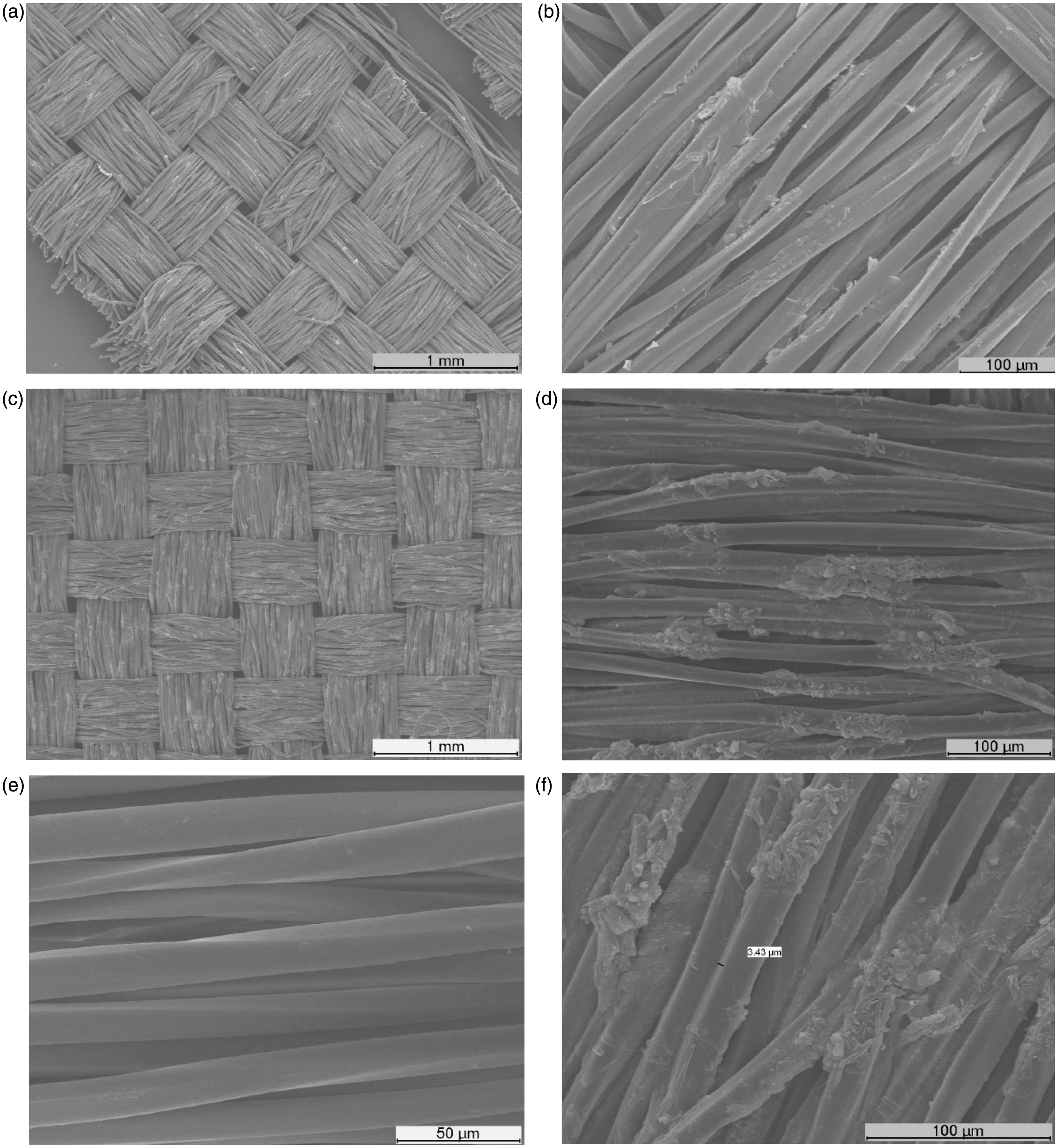
Mechanical tenacity
Mechanical tests were performed with samples functionalized with PEDOT prepared with organic oxidant solutions having concentrations of 5 wt%, 10 wt%, 15 wt%, 20 wt%, 30 wt%, and 35 wt%. Two samples of each batch of PEDOT coated and pristine samples were tested. For all samples, no significant variation of tensile force at break and of maximum elongation were detected as shown in Figure 6. The samples were characterized by maximum tensile forces and percentile elongations at break of 125 N ± 10 N and 60% ± 5%, respectively. The mechanical tenacity of the samples was independent of the PEDOT concentration in good agreement with the results obtained with the SEM analysis, indicating that no fiber degradation was present even in samples exposed to the highest concentration of oxidant.
Maximum tensile force and elongation at break of pristine and functionalized samples prepared from organic oxidant solutions of various concentrations.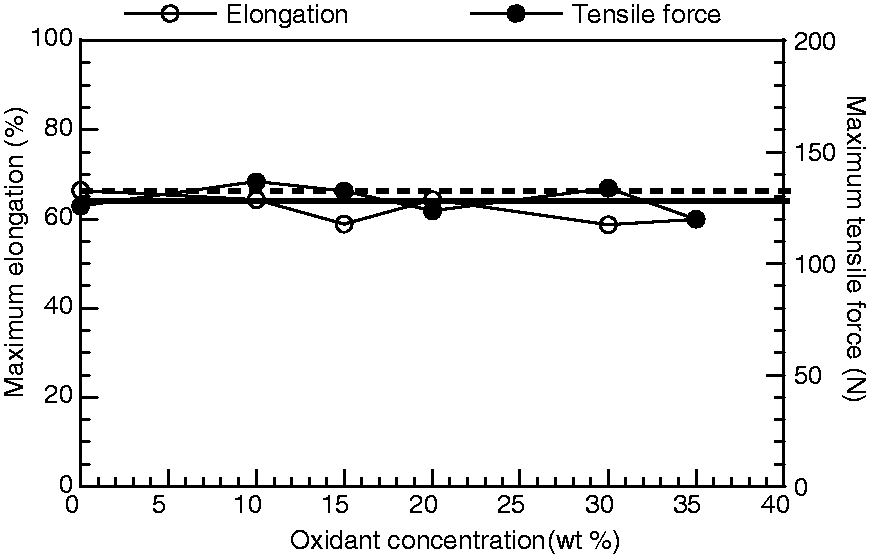
ATR-FTIR analysis
ATR-FTIR spectra presented in the literature indicate that the characteristic peaks of PEDOT occur in the region of 700–1600 cm−1.25,28,29 In this region, the characteristic peaks of polyester also occur;25,30 the broad peak of the ester link at 1730 cm−1, corresponding to the C=O vibrational stretching mode, and the peaks at 1100 cm−1 and 1240 cm−1, corresponding to the stretch modes of C–O–C and C–H. A partial view of the spectra for wavelengths in the range of 1300 cm−1 and 1800 cm−1 is presented in Figure 7 for samples pristine and with low, medium, and high content of PEDOT. The spectrum of the sample with higher content of PEDOT has the lowest signal intensity with the signal from the substrate considerably less visible. The spectra of the samples coated with PEDOT exhibit a structure of small peaks in the region between 1400 cm−1 and 1700 cm−1, not present in the spectrum of the pristine sample. The peaks at 1460 cm−1, 1540 cm−1 and 1555 cm−1 are attributed to the vibration stretch modes of C = C and C–C of the thiophene ring.25,28,29
ATR-FTIR spectra of pristine and PEDOT coated samples prepared with oxidant solutions with concentrations of 5 wt%, 15 wt% and 30 wt%, corresponding to low, medium, and high contents of PEDOT, respectively.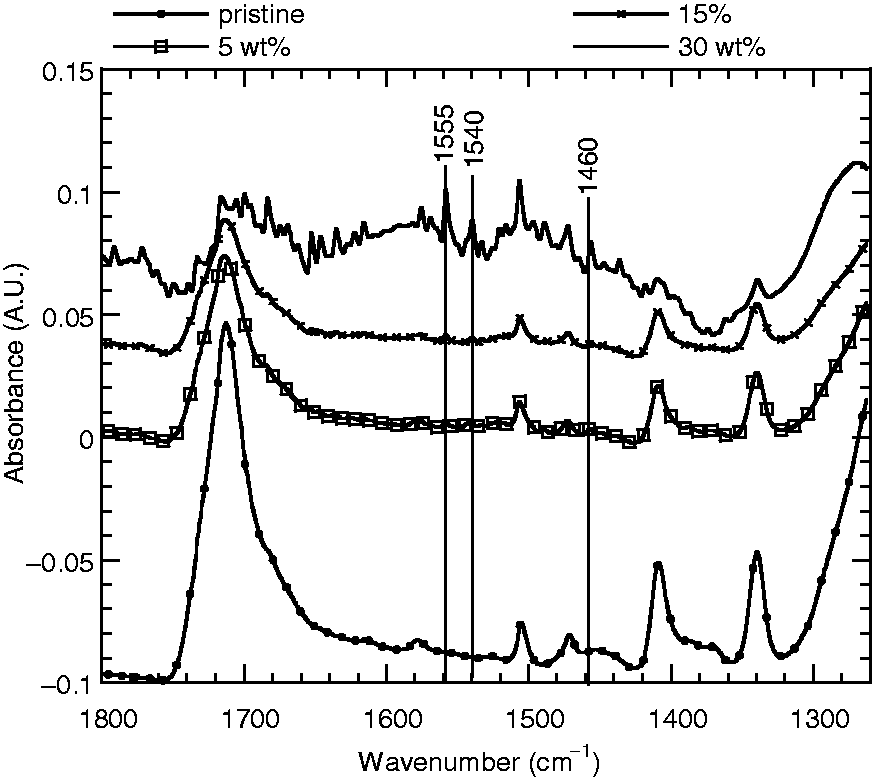
Washing/drying resistance
Samples coated with PEDOT with high electrical conductance were submitted to several washing/drying cycles and had their sheet resistivity monitored. In an attempt to enhance the washing resistance of the electrically conducting textiles, samples prepared with aqueous oxidant solutions that used the binder PVA (at 3 wt% in water) and samples prepared with several polymerization layers, NP = 2 and NP = 3, were also tested. Nevertheless, as shown in Figure 8, all samples showed similar behavior, characterized by an increase of sheet resistivity, by a factor of nearly 2 after the first washing cycles, and nearly 2.5 after 10 washing cycles. Nevertheless, the range of sheet resistivity remained the same, may be because the washing cycles were performed in cold water and a mild soap. A factor of a few orders of magnitude in sheet resistivity increase were reported with washing cycles at temperatures of the order and above 40℃ and a commercial detergent.
31
Percentile increase of sheet resistivity with the number of washing/drying cycles for samples prepared with various oxidant solutions and number of polymerizations, NP.
The effect of the drying conditions was investigated by comparing the trend of sheet resistivity with the washing/drying cycles for variable drying procedures. The experimental data are shown in Figure 9 for the following drying conditions: conditioned room (T = 22℃) for 24 h; convection oven at temperatures and periods of time of 30℃, 40 min and 60℃, 20 min. The samples dried at 60℃ exhibited a considerable increase in sheet resistivity in comparison to samples dried at lower temperatures, indicating that temperatures as low as 60℃ will significantly decrease the electrical conductance of the PEDOT coatings.
Variation of sheet resistivity with washing/drying cycles for various drying procedures.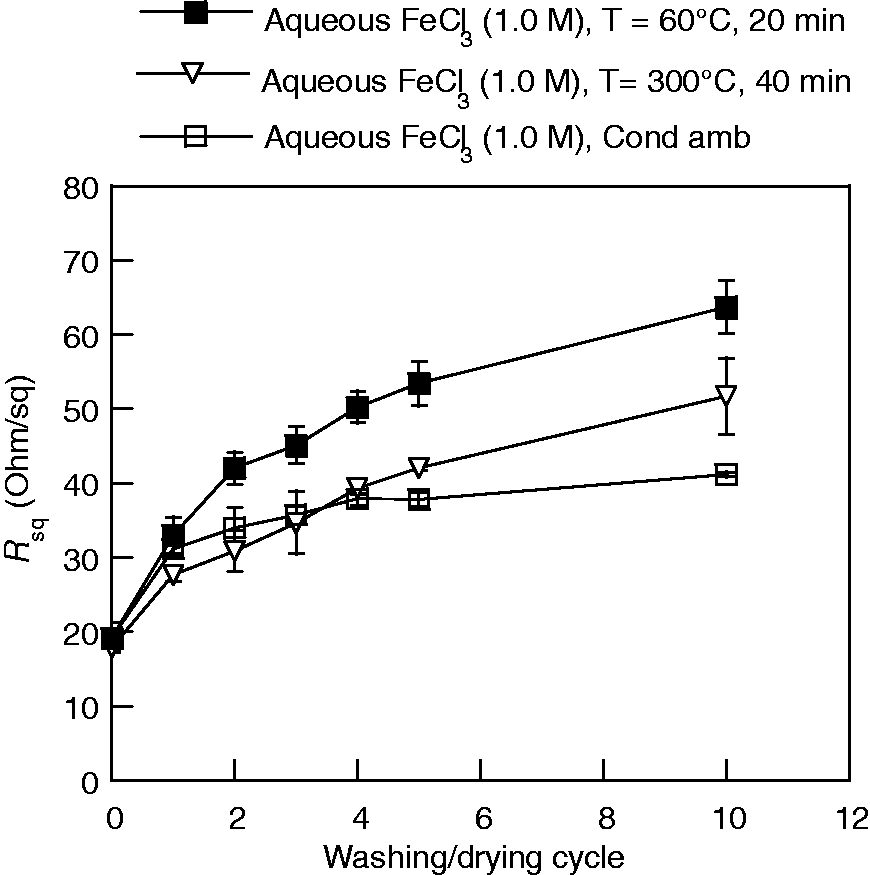
Conclusions
In this article it was demonstrated that aqueous oxidant solutions based on Fe (III) chloride are suitable to synthesize plain weave fabrics of polyester PEDOT coatings with high electrical conductance. The low sheet resistivity values obtained of the order or less than 10 Ohm/sq have potential for electromagnetic shielding and physiological sensing applications. The high conductivity samples exhibit mechanical characteristics of tenacity strength and modulus of Young similar to those of pristine samples. The washing resistance tests obtained with a mild soap detergent indicate an increase in sheet resistivity by a factor of 2, which can be critical if the lowest resistance values are required. Nevertheless, the main issue shown in this experimental work concerns the fast decrease of electrical conductance with temperature, especially with a relatively low temperature of 60℃.
Footnotes
Funding
This work was supported by the National Strategic Reference Frame, Operational Program Factors of Competitiveness (QREN) (grant number FCOMP-01-0202-FEDER-013848, “PT 21 – Powered Textiles 21st Century—PPS High-tech Fashion/Fashion Fabrics”) and by FCT and co-financed by FEDER, through COMPETE, under the grant “Projecto Estratégico da Unidade de Materiais Têxteis e Papeleiros”.
Acknowledgment
J Matos would like to thank FCT and the Ministry of Economy for scholarship funding.