
Abstract
The use of appropriate protective clothing systems in high-risk environments is absolutely essential. Such protective clothing may not provide the desired wearer comfort due to the complexities associated with the system. These constraints are largely due to the multiple layers involved in the protective ensemble. Firefighters’ protective clothing systems, in particular, have limited or no water vapor permeability. This prevents evaporative heat loss and leads to thermal strain and sweat accumulation. This accumulated sweat on the skin and on the internal layer close to the body causes considerable discomfort to the user due to the sensation of wetness. Extensive research has been done to improve the comfort properties of such protective clothing. This research adds yet another dimension where a new inner-layer construction has been developed with high liquid and vapor-absorption capacity that could assist in keeping the moisture and vapor away from the skin and, in addition, retain a dry microclimate close to the skin. The developed materials were tested for their biophysical properties that included tests such as thermal and water vapor resistance, air permeability and moisture management properties. Experimental results in this study indicated that super-absorbent materials, when incorporated into a woven textile material, showed enhanced wearer comfort. It was observed that these super-absorbent materials have the capability to quickly wick the moisture away from the body and, in doing so, have the tendency to keep the skin dry.
Firefighters encounter a range of physical and chemical hazards, and therefore wearing appropriate protective clothing and equipment is essential to protect them from such exposures and life-threatening risks, and to minimize the heat stress.1,2 The standard protective clothing system in Australia is made as a multilayer construction consisting of a fire-retardant outer shell, moisture barrier (functional layer) and a next-to-skin thermal liner.1,3 The outer layer is designed to provide flame resistance, protect against radiant heat and prevent penetration of water (waterproof). The moisture barrier is intended to protect the firefighter from steam and harmful chemicals, while improving the thermal insulation.3,4
Even though the main requirement for protective clothing is thermal protection, the comfort properties of the clothing are also important factors needed for personal wellbeing. Physiological comfort can also affect the physical performance of the wearer. Physiological comfort of the protective clothing is mostly related to the heat and moisture transfer during normal wear and transient conditions.1,2,5 In a transient condition, sweating that is generated during work activities and exercise, or due to climate conditions, should be removed quickly from the skin to the outer layer of the clothing and then to the environment to prevent sweat accumulation on or next to the skin.3,6 Most of the protective clothing is semi-impermeable or impermeable to air and water vapor in order to provide good protection against chemical spills, but it blocks or slows down the passage of moisture out through the clothing to the environment. It results in saturation of the next-to-skin microclimate with high humidity, which leads to condensation of liquid on the skin or in the layers next to the skin, leading to a sensation of wearer discomfort.2,7,8
The internal layer currently used has a low sorption capacity; therefore, incorporating materials with high absorption properties can improve the sensation of comfort during transient conditions. These materials absorb liquid and liquid vapor, which helps to keep the skin dry. Bartkowiak9,10 showed that by incorporating super-absorbent non-woven cloth as an under-garment or inner layer for protective clothing, the comfort properties of the clothing can be improved. In this study, we investigated the advantage of incorporating super-absorbent materials (super-absorbent fiber – SAF) into the structure of the inner layer that has high-performance fibers in the matrix.9–11 The idea was to maintain a certain degree of thermal resistance while still improving physiological comfort. The newly developed fabric absorbed sweat and so kept it away from the skin even under the pressure of the outer garment layers. This fabric kept water vapor and perspiration within the fabric; therefore, it is better not to come in direct contact with the wearer’s skin, to avoid the sensation of wetness after sweat absorption. Due to the high water and vapor-absorption properties of this fiber, it is essential to incorporate an optimal percentage of hydrophobic fibers into the fabric structure next to the skin to transport vapor and liquid from the skin to the super-absorbent materials woven at the back of this inner layer
Materials
Kevlar® and super-absorbent/polyester (SAF/polyester) yarns were provided by DuPont Australia and Technical Absorbent, UK, respectively. The specifications of used yarns for preparing the woven fabric are listed in Table 1. The SAF material used in this study is made of a cross-linked acrylate copolymer that is partially neutralized by the sodium (Na) salt. It has three different monomers: namely acrylic acid (AA), methylacrylate (MA) and a small quantity of special acrylate/methylacrylate monomer (SAMM). The cross-links between polymer chains are formed as ester groups by reaction between the acid groups in AA and the SAMM. The chemical structure of SAF is shown in Figure 1. It is a high absorber of water vapor over the whole range of relative air humidity (>2000 g/m3 at relative humidity (RH) 100%) with good water absorbency.
Chemical structure of super-absorbent fiber. (http://www.techabsorbents.com/en/saf/chemistry). Specification of Kevlar and super-absorbent fiber (SAF)/polyester yarns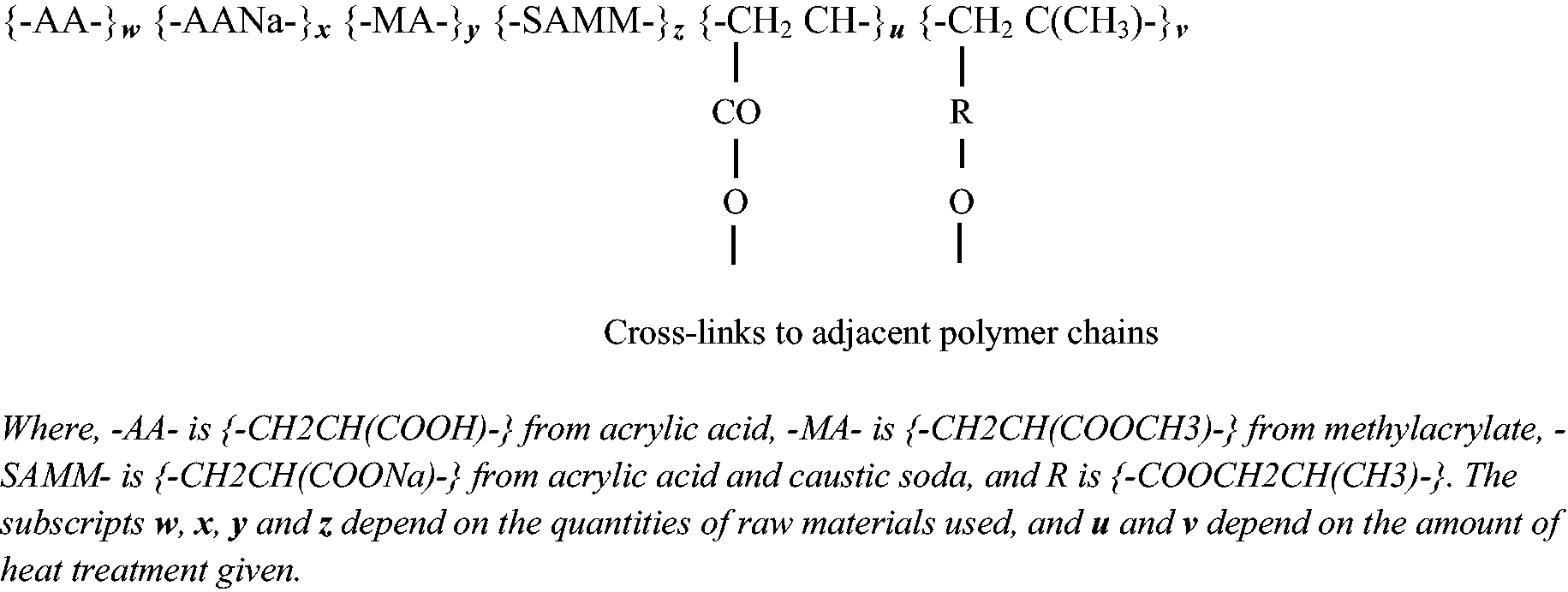
The tests were carried out on one-layer, inner layer, 1/3 twill fabrics (see Figure 2). Fabrics contain Kevlar yarn in the warp with various compositions of SAF/Kevlar yarn in the weft direction. In order to investigate the effect of the SAF content on the comfort properties of the final products, woven fabrics with low to high percentages of SAF were produced. The 1/3 twill fabrics with SAF yarns were produced at the RMIT University School of Fashion and Textile using a Studio CCI weaving machine. Specifications and details of the woven fabrics are listed in Table 2.
Diagram for fabric assembly used for protective clothing. Cover factor calculation for Kevlar/super-absorbent fiber (SAF) fabric based on 26 ends/cm and 22 picks/cm 25/75 SAF/polyester yarn composition.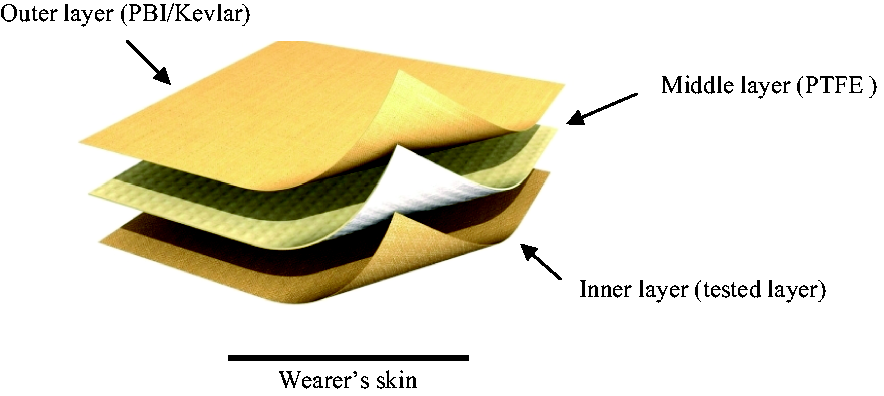

An analysis of variance (ANOVA) was carried out to test differences between the properties of the woven fabrics with various compositions.
Experiments
Physical and mechanical properties
All fabric samples were conditioned at least for 24 hours in a standard atmosphere with controlled humidity and temperature (ISO 139:2005) 12 and then tested in the same environment. The mean mass per unit area for five specimens (0.1 m × 0.1 m) was calculated following ASTM standard (D3776.90). 13 The thickness of the fabric was measured using an SDL Fabric thickness Tester, model IDU 25E. The pressure was applied to the sample was 1.96 × 103 N/m2. The thickness was then calculated as the mean of thickness of five specimens.
Five specimens of 0.2 m (l) × 0.05 m (w) were cut parallel to each direction, warp and weft, respectively. The samples were tested according to ISO 13934-1, 14 to determine load and strain at break, using an Instron Universal Testing Machine (3300 Single Column) under standard conditions. The mean of data for tensile strength, load and strain at break was calculated by Bluehill software and reported. Tests were done on both warp and weft directions.
Cover factor calculation
The cover factor was calculated to determine the area of the fabric that is occupied by the threads and gives a measure of the density of fabric in relation to the air space between the threads. It is calculated according to the following formulas:
15



Thermo-physiological properties
The transport properties of the fabrics, including thermal, moisture and vapor transfer through the fabrics, determine the thermo-physiological comfort of the wearer. In this research, four different properties were examined, namely thermal resistance, water vapor resistance, air permeability and moisture management properties.
To measure thermal and water vapor resistance of the fabrics, three specimens of 0.3 m × 0.3 m were cut from the fabric and tested in accordance with ISO 11092:1993
16
under steady-state conditions using an Atlas Sweating Guarded Hot Plate (SGHP). For the thermal resistance measurement, the specimen was mounted on a porous plate that was heated to a constant temperature of 35 ± 0.1℃, which represents the skin temperature. The environmental chamber has controlled the conditions to maintain the RH at 65 ± 5% and the temperature at 20 ± 0.1℃. After the system reached a steady state, total thermal resistance of the fabric was governed by
16



Moisture management properties
Five specimens were cut into samples of size 0.08 m × 0.08 m and conditioned for at least 24 hours in a standard atmosphere
12
and then tested on an SDL Atlas Moisture Management Tester in accordance with AATCC test Method 195-2009.
17
The specimen was placed horizontally on the lower sensor and a saline solution was injected as a droplet onto the upper (skin) face of the fabric. This then was absorbed through the fabric to the bottom (environment) face. To simulate the actual physiological process in usage, the saline solution was made of 0.9% NaCl. The dynamic liquid transfer process and data measurements were automatically monitored and recorded in the computer with the liquid moisture content of the sample versus test time plotted during the test. From the resulting curves, a set of indices were derived for determining the fabric moisture management properties as outlined below.
Air permeability test
To understand the porosity of the fabric, the air permeability of the fabric was recorded according to ISO 9237, 18 with an ATLAS air permeability tester for five specimens. The specimen was clamped over the air inlet orifice, with the outer face of the fabric facing toward the air inlet. Then the air flow was adjusted so that a steady pressure drop of 100 Pa was registered on the pressure gauge. The test area for the specimen was 5E-4 m2 ± 0.5% based on the air permeability of the fabrics. The rate of air flow was recorded in mL/s.
Results and discussion
Physical properties of the woven fabrics
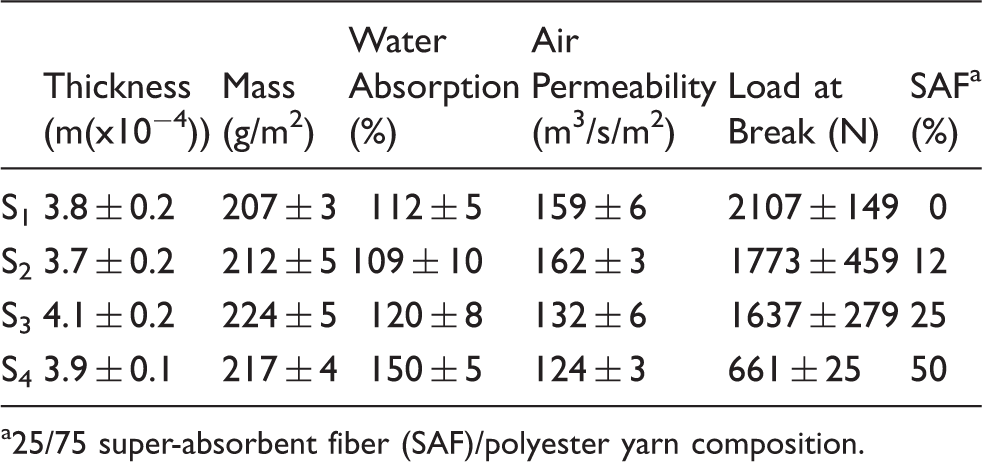
25/75 super-absorbent fiber (SAF)/polyester yarn composition.
Thermo-physiological properties of the woven fabrics

The differences in mechanical properties were statistically significant (tensile strength; ρ = 6.1E-5 < 0.05 and strain at break, ρ = 3.2E-13 < 0.05), as shown in Table 3 and Figure 3. There is an approximate 68% reduction in tensile load at break for the samples with highest SAF content (S4), while the fabric with 25% less SAF (S3) content has only a 22% reduction in load at break. These differences between S3 and S4 were statistically significant (tensile strength, ρ = 4E-5 < 0.05 and strain at break, ρ = 7E-7 < 0.05) and indicate that the addition of too much SAF material into the structure of the fabric and eliminating Kevlar yarns from the weft direction of the fabric will affect the mechanical and physical properties of the final fabric.
Tensile strength and elongation at break in weft direction for Kevlar/super-absorbent fiber fabrics.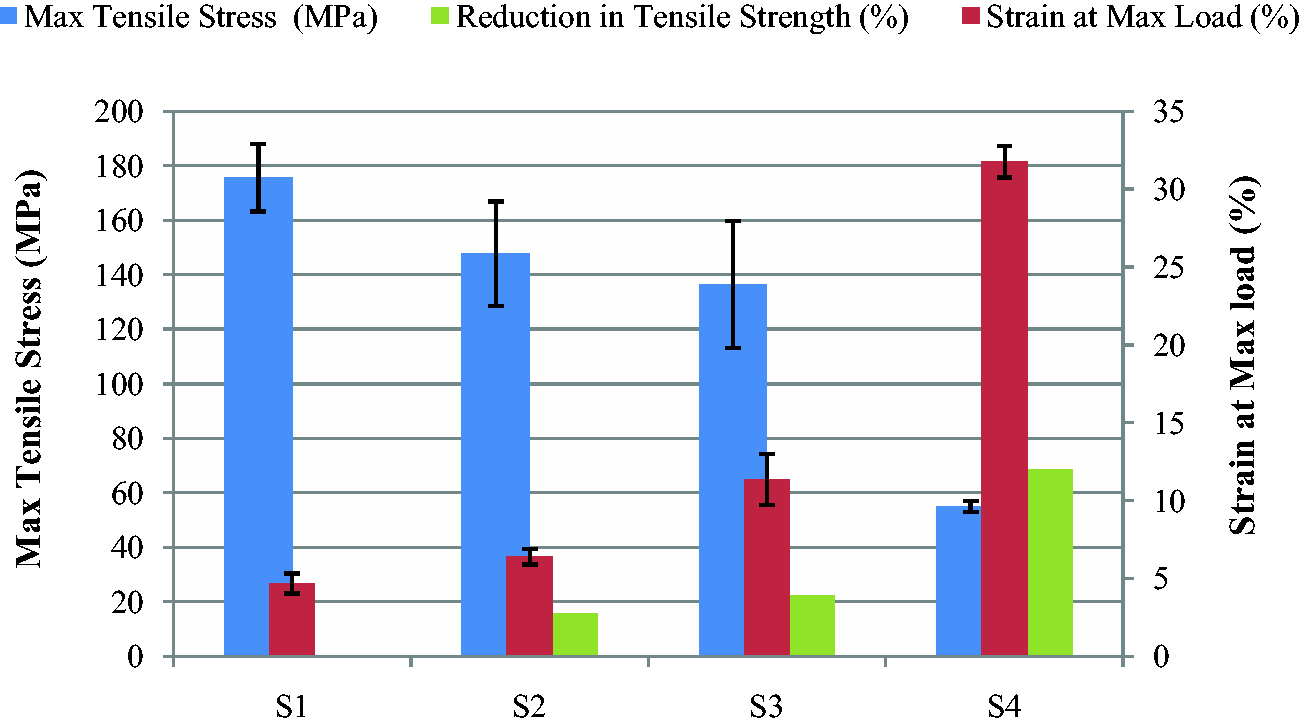
Another fact that should be considered is that SAF yarn contains a high percentage of polyester fibers (∼50%). The addition of more SAF yarn into the woven structure resulted in the addition of more polyester to the fabric as well, which may cause the degradation of the mechanical properties of the final fabric. A fabric with a 25% SAF concentration has the optimal properties in comparison with the rest of the fabrics as regards their physical and mechanical properties; however, the thermo-physiological properties of the fabrics must be considered to select the optimal fabric composition.
The results from the measurements of the thermal resistance, water vapor resistance and water permeability index of the woven fabric are listed in Table 4. On the basis of the results for thermo-physiological properties of the fabrics in Figure 4, increasing the percentage of SAF in the composition of the fabrics leads to an increase in the thermal resistance and thermal insulation of the fabric, while reducing the water vapor resistance value is due to the variation in fabric composition from 100% Kevlar to 50% Kevlar. The fabric with the highest percentage of SAF showed the highest thermal insulation, water permeability index and lowest water resistance. SAF yarn is bulkier than Kevlar yarn; therefore, by increasing the SAF composition in its structure, the fabric gets thicker with higher thermal insulation. However, the thickness of the fabric does not reduce its breathability, since the water permeability index of the fabric was increased by introducing more SAF into the fabric composition, since it is known that the thermal resistance of a fabric has a direct relation with its bulkiness and thickness. Thus, adding bulkiness to a fabric by incorporating SAF into the structure is one of the reasons for the observed thermal resistance improvement in these fabrics.
Mean thermal resistance (Rct), water vapor resistance (Ret) and water permeability index (imt) for Kevlar/super-absorbent fiber fabrics.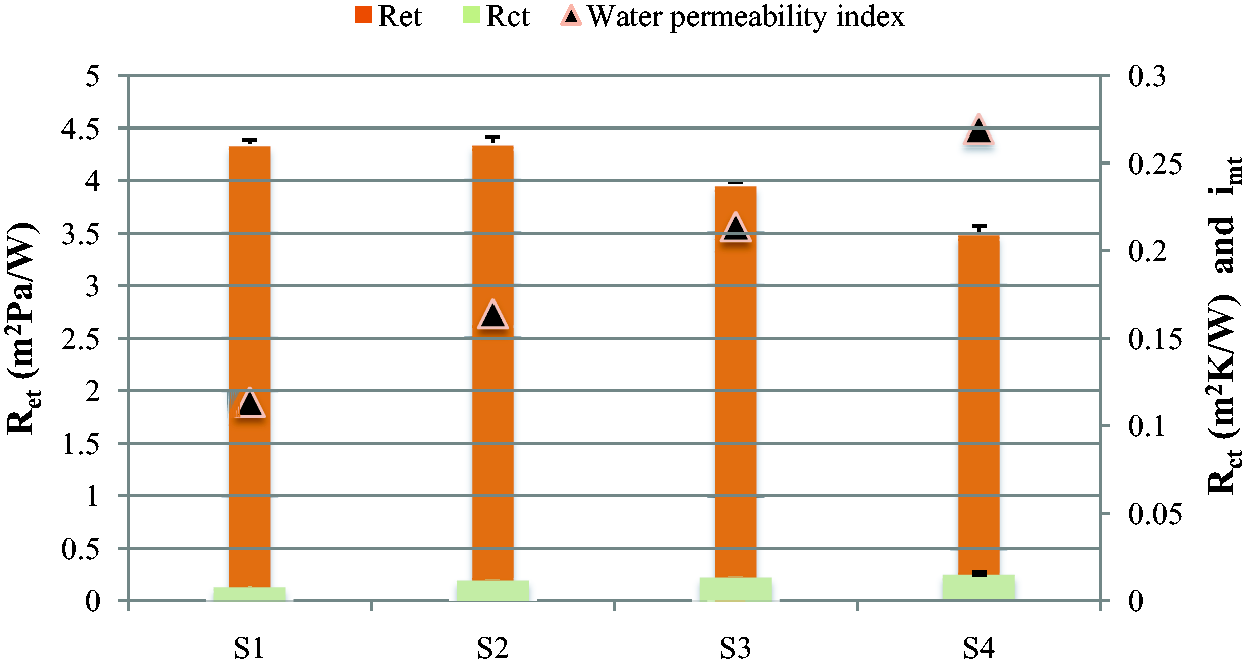
SAF absorbs more water and vapor, which could affect the water vapor resistance of the fabric, and it confirms the results from air permeability tests, with the exception of S4. It should be noted that water vapor permeability of the fabrics increased after the inclusion of SAF; therefore, it is not adding any barrier for sweat evaporation. Its addition promotes the passage of sweat and absorption to the back of the fabrics (where the SAF fibers are) and keeps dry inside the fabric. In summary, the addition of SAF yarn into the composition of a fabric results in thicker and more comfortable fabric assemblies due to the higher absorption of sweat, which does lead to a drier microclimate inside the garment.
Moisture Management Test (MMT) results for a single layer

The spreading area on the inside surface is smaller for the fabric with high SAF content (S3 and S4) compared with the one without it (S1) (see Figure 5). It means that the SAF material retains liquid inside and transfers it to the back of the fabric quickly, not to the surrounding area.
Kevlar/super-absorbent fiber fabrics after Moisture Management Testing S1, S2, S3 and S4.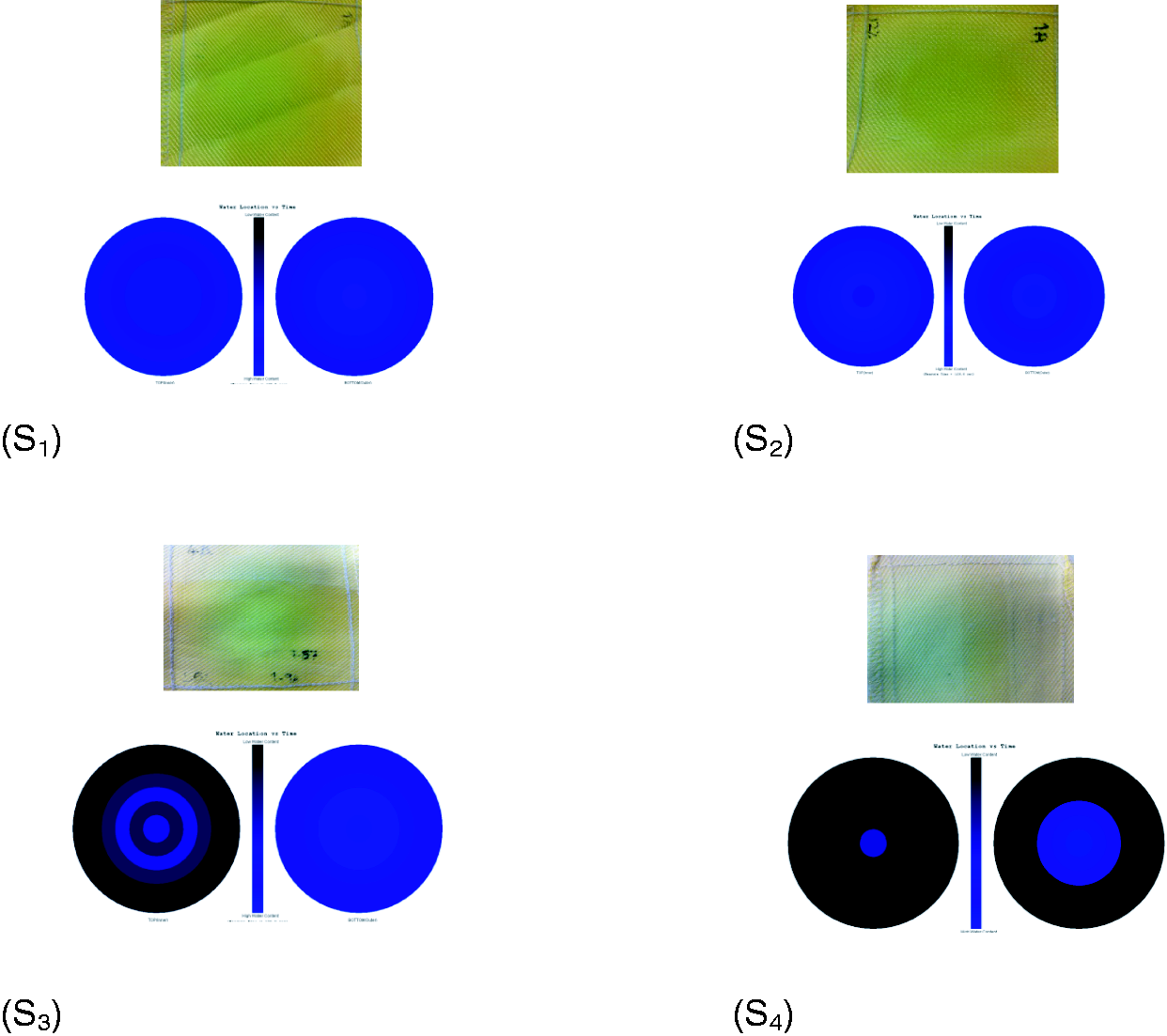
As Bartkowiak9,10 mentioned, the reasons for absorbing the liquid by SAF materials are either by direct contact of fiber with liquid or by the transport of liquid deeper inside the back of the fabric by Kevlar fibers. Kevlar fibers transfer the liquid to the SAF materials. They transport liquid by a capillary mechanism along the hydrophobic Kevlar fibers to the SAF materials situated on the other side of the fabric. In these fabrics, SAF can absorb more sweat from the skin, resulting in less sweat accumulation on its surface and thus reduces the wet clinginess. By absorbing water and water vapor, the SAF retains the liquid inside. This in turn results in the improvement of the hygienic properties of the ensemble due to the high sweat absorption rate away from the skin. The perception of comfort was positively related to the skin temperature, whereas it was non-linearly and negatively related to the RH in the clothing microclimate. 19 Therefore, reducing the humidity of the microclimate within the clothing ensemble by introducing materials with high water-absorption capacity will improve the comfort level for the wearer. Therefore, the incorporation of the super-absorbent materials into the structure of the garment can improve the comfort level for longer periods, without compromising the performance of the garment.
Conclusion
Fabrics containing super-absorbent materials (SAF) were found to be good candidates to replace the internal layer currently in use in the firefighters’ protective clothing to improve their thermo-physiological comfort properties. These super-absorbent materials hold higher amounts of sweat and facilitate rapid evaporation, which can reduce the sensation of wet clinginess and keep the micro-climate next to skin drier. The results demonstrated that the degree of comfort depends on the existence and composition of this layer. The best absorption and liquid-holding properties were achieved by the fabric assembly with 25% SAF composition in its structure. However, the percentage of SAF should be optimized to achieve the required absorption and transport properties without holding sweat and vapor for a long time, which could result in scalds and heaviness of the fabric. Further investigations using a manikin have been done by testing micro-climates under protective clothing with improved inner layers to confirm these initial results. The results of these investigations will be presented in forthcoming publications.
Acknowledgment
We wish to thank Technical Absorbents Ltd for providing samples and valuable information and assistance.
Footnotes
Funding
This work was supported by the Commonwealth government under the Strategic Capability Program (SCP).