
Abstract
The availability of a considerable amount of waste carbon fiber (CF) and the increased pressure to recycle/reuse materials at the end of their life cycle have put the utilization of recycled CF (rCF) under the spotlight. This article reports the successful manufacturing of hybrid yarns consisting of staple CF cut from virgin CF filament yarn and polyamide 6 fibers of defined lengths (40 and 60 mm). Carding and drawing are performed to prepare slivers with improved fiber orientation and mixing for the manufacturing of hybrid yarns. The slivers are then spun into hybrid yarns on a flyer machine. The investigations reveal the influence of fiber length and mixing ratio on the quality of the card web, slivers and on the strength of the hybrid yarns. The findings based on the results of this research work will help realize value-added products from rCF on an industrial scale in the near future.
With an increasing demand and usage of carbon fiber-reinforced composites (CFRC), the issue of end-of-life disposal assumes even greater significance. The demand of carbon fiber (CF) increases with a constant rate of 10% per year, and it is forecasted at around 89,000 t in 2020. 1 On the other hand, a high volume of CF waste is produced through a number of different processes starting from the manufacturing of fabrics by weaving or multi-axial knitting to the pre-forms of specific shapes for composites. These waste amounts could be as high as 30% of the total amount of CF required for the production of composites. 2
Different types of CF recovered by various waste streams and recycling processes can be categorized into continuous, discontinuous (fiber length: 1–20 cm), chopped (fiber length: 1–25 mm) and milled (fiber length: 100–500 µm).3,4 Discontinuous CF may be derived from process scraps such as recovered selvedges from the woven and bi/multi-axial stitch-bonded fabric. Chopped products are suitable for non-woven, short-fiber composites, in non-structural applications such as aircraft and vehicle interiors. Currently, the market for materials based on recycled CF (rCF) is characterized by low performance and value, mainly consisting of milled fibers for injection applications and random mats (non-woven) based on short discontinuous fibers. Furthermore, waste management is now an important priority within the European Union. Environmental concerns, both in terms of limiting the use of finite resources and the need to manage waste disposal, has led to an increasing pressure in the recycling and reusability of the materials at the end of their life cycle.
These circumstances have led to a focused attention on the need to find effective methods to recycle and reuse waste CF materials, which could be recovered from either the process scraps or the end-of-life components. The ability to manufacture yarns (from short rCF), which can be used for the production of prepreg or reinforcement structures would greatly expand the application of CFRC in vehicles and other structures, where reduced cost (from the perspective of raw material cost) is extremely important.
Due to the ease of manufacturing, the most widely used method to produce CF spun yarn is the stretch-breaking technique.5–11 In this technique, the CF fibers as the input materials lie in parallel form; hence, their further processing into yarn is relatively easy. However, rCF is usually supplied or available in un-oriented form. Therefore, a different approach is required in order to align the un-oriented fibers supplied as the feeding material for the processing of rCF.
Although, the spinning of short staple fibers using conventional textile fibers is an established method, the concept of spinning high performance short fibers, e.g. CF, is completely new. Due to the low elongation, the sensitivity to shear stress and the lack of natural crimp in CF, the manufacturing of slivers from short CF fibers by means of carding is a challenging task compared to working with conventional textile fibers. So far, little information can be found about the preparation of sliver starting from carbon staple fiber. In other research, the formation of fiber webs by carding using rCF has been described. It has been shown that CF of 50 and 100 mm fiber lengths can be used for the formation of webs to be used in non-wovens for non-structural components. 12 However, the queries about the effect of fiber shortening due to the carding process and the possibility of forming sliver and yarn from CF remain unanswered.
In US Patent 0152906 A1, 13 a method for the production of hybrid CF spun yarn based on ring spinning is described. The hybrid CF spun yarn is comprised of a core region with CFs (length 5 m or longer) as the main component, and a surrounding region, which is also comprised of CFs (length 150–500 mm) and which covers an outer peripheral surface of the core region. In the other patent, 14 the process procedures of rCF spinning, particularly the carding process using a flat card have been reported. Furthermore, the properties of non-crimp fabric and composites produced from stretch-broken yarn using rCF are reported in Akonda, Lawrence, and Weager 15 and Akonda et al. 16 However, detailed information about the process steps, especially on a long staple carding, draw frame and flyer machine for the manufacturing of hybrid yarns is not found.
From the literature research, it is found that a multi-partner industry driven project in the UK, Fibrecycle, has developed yarns and fabrics from recycled/waste CF blended with polyethylene terephthalate (50:50 weight ratio). However, details about the manufacturing process or the length of fibers used as the starting material have not yet been disclosed. 17 Therefore, there is a lack of wide-spread fundamental knowledge on the processing of rCF into yarns for their application in composites.
Though fiber-reinforced composites are preferentially manufactured based on a thermoset matrix, thermoplastic matrix-based composites have now been developed due to some distinctive advantages over thermoset composites, such as unlimited storage, semi-finished products delivered ready for use, thermoformability, a faster processing cycle, absence of solvent emissions during the processing stage, recyclability and improved shock/impact behavior. 18 In the following research work, fundamental investigations regarding the production of hybrid yarns from virgin staple CF and thermoplastic polyamide 6 (PA 6) fibers are described in detail. The carding, drawing and spinning processes are investigated for different fiber lengths of CF and different mixing ratios with thermoplastic fibers. The aim is to mix the CF and thermoplastic components homogenously, so that the flow path of the matrix during the consolidation can be reduced and better mechanical properties of the composites can be achieved. Based on these findings, further investigations are being carried out at the Institute of Textile Machinery and High Performance Material Technology (ITM) of Technische Universität (TU) Dresden regarding the production of hybrid yarns from pyrolyzed rCF as well as the mechanical properties of produced composites, which will be discussed in the second part of the publication.
Experimental details
Raw materials
For the investigations in this work, continuous carbon filament tows SIGRAFIL C50 T050 EPY (SGL) are used. These continuous carbon filament tows are then cut into defined lengths using a gravity knife (with a tolerance of ±2 mm) to simulate the rCF obtained from the manufacturing processes of fabric/semi-finished products. Since, commercially available rCF usually contains fibers of varying lengths, virgin CF with defined lengths is used to understand the extent of fiber damage occurring during different process steps for spinning. Furthermore, the measured properties of yarns and composites, which will be available from virgin CF, can be used as the reference to compare with those from rCF. For this research work, 40 and 60 mm staple length of CF are used. The fineness and strength of the CF used is 0.67 dtex and 205 cN/tex, respectively.
Crimped PA 6 fibers with the same staple length as that of the CF are used as the matrix component. PA 6 fibers of 60 mm length GRILON P300 (Ems Grilltech) with a fineness of 3.30 dtex and a length of 40 mm (Barnet Europe, Germany) with a fineness of 2 dtex are used. PA 6 is selected for its good adhesion properties due to the available polar groups, and its growing importance in the automobile industry.
Carding
For the manufacturing of slivers consisting of CF and PA 6 fibers of defined length (40 and 60 mm in each case), both components are mixed and carded to form a card web with high fiber orientation. The carding is done by a laboratory long staple carding machine (Anton Gulliot, Germany) at the ITM (Figure 1). As the damage in CF plays a significant role on the tensile properties of CFRC, a long staple carding machine is used for the gentle processing of brittle CF in order to obtain higher mechanical properties in the final composites. To ensure a minimum level of fiber damage and the smooth running of the carding process, an optimized clearance between different rollers is used (Table 1). The optimization is done by trial and error.
Working principle of the laboratory long staple carding machine available at the Institute of Textile Machinery and High Performance Material Technology (ITM). Clearance between different rollers in carding machine.

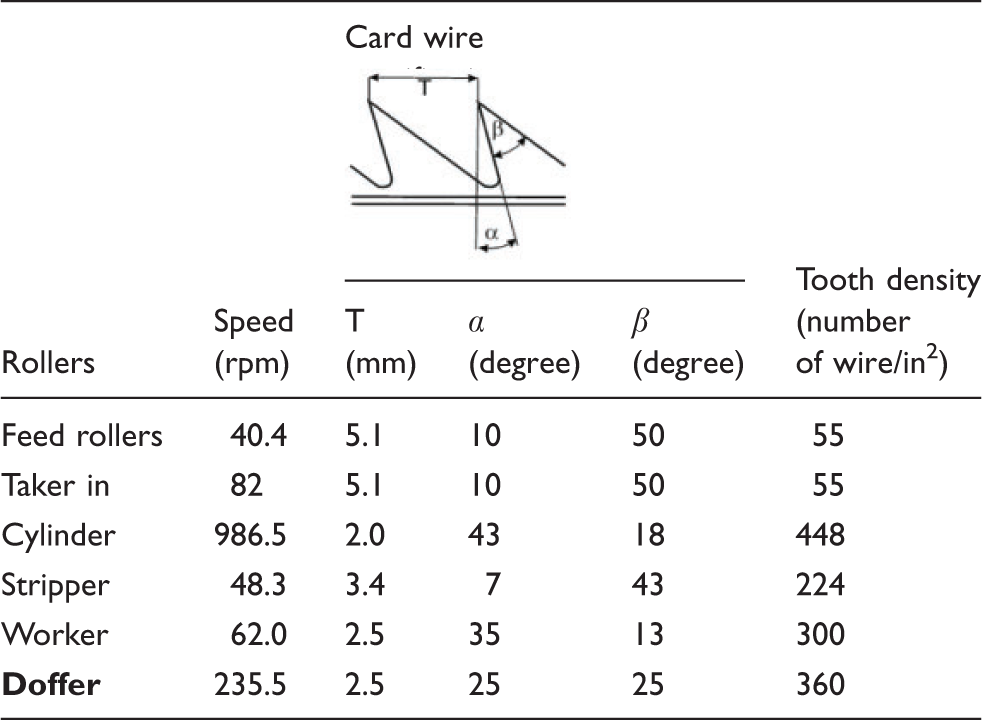
Card wire specifications (T = tooth pitch, α = carding angle and β = tooth apex angle) and speed of different rollers.

Plan of experiments (carding, drawing and spinning) for different fiber lengths and mixing ratios.

CF: carbon fiber; PA 6: polyamide 6.
The dimension of the produced card webs is kept at 150 × 650 mm, and the width of the card web is adjusted to the maximum width of the drawing zone in order to ensure a smooth feeding into the draw frame. The length of the produced card web corresponds to the circumference of the take-up roller of the carding machine. Due to the small width and maximum productivity of 1.5 kg/hour of the laboratory carding machine used for this research, it is not possible to make continuous card slivers, which can be used for the further processing on a draw frame. For this reason, card webs are firstly produced and fed discretely one after another to the drawing process and processed into a draw frame sliver.
Drawing
In order to produce slivers with higher regularity and improved mixing of the fibers, drafting is carried out on the card webs (as mentioned in Table 3) using a high performance draw frame RSB-D40 (Rieter, Ingolstadt, Germany). The machine is capable of processing fibers of up to 60 mm in length. For a gentle processing, the drawing is done at 50 m/min due to the small length of the produced card webs. Due to the electro-conductivity of the CF, the electronic components of the draw frame are encapsulated to avoid any short circuit during the processing of the card web into draw frame slivers.
In order to avoid damage in the CF or to keep the extent of the shortening of fiber length as small as possible, the force exerted by the top rollers is set to a level where no slippage of fibers can occur between the top and bottom rollers. From initial investigations, the force which fulfills these conditions for the processing of card web is found to be 150 N. Instead of grooved steel rollers used usually as the bottom rollers, steel rollers with a smooth surface are used for the drafting to reduce the rubbing between the CF and the rollers during the drafting process (Figure 2).
Drawing process for the processing of carbon fiber (CF) from card web into draw frame sliver.
Length and draft of break and main draft setting used in the draw frame and flyer.

Spinning of hybrid yarns
Hybrid yarns are spun using the draw frame slivers on a Flyer F 15 (Rieter, Winterthur, Switzerland). For the production of hybrid yarns consisting of CF and PA 6, the flyer is selected for two reasons:
Firstly, regarding the productivity and mechanical properties, the use of virgin CF-filaments yarns with fineness values between 600 and 3,300 tex is standard practice for the production of semi-finished textile products. The aim of this research work is to make coarser hybrid yarns with comparable yarn fineness values used for the manufacturing of CFRC. The intended use of such hybrid yarns will be the production of textile-reinforced thermoplastic composites for applications, e.g. in automobile parts. Secondly, it is necessary to be able to insert low twist during the hybrid yarn formation in order to avoid damage in the CF due to twisting. In this way, the mechanical properties of thermoplastic composites do not deteriorate.
For the processing of brittle CF on the flyer machine (and in the draw frame), adjustments/modifications are also performed. These adjustments include the encapsulation of the electronic components and the optimized set-up of the drafting and machine parameters.
As the grooved steel bottom rollers damage the CF to a great extent, a smooth roller is used. A constant drafting of 5.02 is used for the processing of all the draw frame slivers to obtain hybrid yarns with fineness values between 500 and 650 tex (Table 3). The length of different draft settings and the draft for different fiber lengths used in the flyer is shown in Table 4.
A slower revolution of the flyer (800 rpm) and a decreased feeding speed (8 m/min) are selected in order to keep the damage of the CF to a minimum. To reduce rubbing, the feeding of the slivers is done in a way that requires the smallest possible number of deflection points. Three different twist levels with which a stable spinning can be guaranteed are selected for the production of hybrid yarns (Table 3).
Characterizations
Fiber length distribution and orientation in card web and draw frame slivers
As the shortening of the fiber and the orientation of the CF in the length direction play a large role on the mechanical properties of the final composites, the fiber length distribution of the CF in the card web and the draw frame sliver are characterized. The orientation of the CF in the card web and the draw frame sliver is evaluated visually.
For the evaluation of fiber damage after the carding process, the fiber length distribution in the card web is measured according to DIN 53808-1 using a forceps measurement method. From each variation, 100 CFs are taken by means of forceps, and the length distribution of the fibers is measured on a glass plate rubbed with paraffin oil. Similarly, the fiber length distribution of the draw frame slivers is also measured.
Fiber–fiber cohesion in draw frame sliver
The cohesion between the fibers in a fibrous assembly, or in other words the fiber–fiber friction, plays an important role in determining the material behavior during the drafting operations in spinning. Without a sufficient force of cohesion, it is not possible to pull the slivers, for example, from cans or to draft them. For this purpose, a Rothschild cohesion meter R-2020 is used to simulate the actual drafting as it happens on the draw frame. The tests indicate, first of all, qualitatively, the suitability of the slivers for further processing into a draw frame (i.e. the frequency of interruption due to breakage) and, secondly, quantify, the exact force of cohesion. The measurements are done at a speed of 5 m/min for 1 min with a draft of 1.5 using 52 and 78 mm lengths of drafting for 40 and 60 mm length fiber, respectively.
Tensile properties of hybrid yarns
Tensile tests of the manufactured hybrid yarns are carried out according to ISO 3341 using a tensile strength testing device Zwick type Z 2.5 (Zwick GmbH and Co., Germany) with special return clamps and external strain measuring. Samples of 250 mm length yarn are used. The test velocity is set to 100 mm/min, and the initial load is kept at 0.5 cN/tex. The tensile force versus deformation is recorded and 20 measurements are taken to get the average value for each type of hybrid yarn. The stress–strain behavior is evaluated using testXpert® software. The instrument is located in a temperature and relative humidity-controlled laboratory maintained at 20 ± 2 ℃ and 65 ± 2%, respectively.
Cross-sectional image of hybrid yarns
For the analysis of the mixing properties of both components in the manufactured hybrid yarns, the hybrid yarns are embedded in an epoxy resin matrix followed by curing at ambient temperature. The specimens are polished perpendicularly to the hybrid yarn axis. After having been cleaned in water and dried, the polished samples are analyzed using an optical microscope.
Results and discussion
Influence of carding and drafting on fiber length distribution and fiber orientation
The fiber length distribution in the card web and draw frame sliver produced from V40-30 and V60-30 is illustrated exemplarily in Figure 3. From the analysis, it is found that while the length of 82% of the CF in the card web produced from 40 mm fibers lies between 30 and 40 mm, the length of 80% of the CF in the card web produced from 60 mm fibers ranges between 45 and 60 mm. The average fiber length in the card web produced from 40 and 60 mm fibers is 33.0 and 49.3 mm, respectively. After the drawing process, the average fiber length of the CF in the slivers produced from 40 and 60 mm fibers is found to be 31.4 and 48.2 mm respectively.
Fiber length distribution of (a) V40-30 and (b) V60-30 after carding and drawing.
From the visual evaluation and repeated observations during the experiments, it is revealed that the orientation of the CF in the card web as well as the draw frame sliver produced from a length of 40 mm is worse than that produced from a length of 60 mm (Figure 4). This situation can be attributed to the fact that the 40 mm length is not optimal to be completely seized by the card wires. Hence, a complete orientation of the fibers is not possible.
(a) Fiber orientation in a card web for the case of 30 volume % of carbon fiber (CF) and (b) comparison of hybrid draw frame slivers produced with different mixing ratio from 40 and 60 mm fiber.
In essence, the processing of 60 mm fibers results in card webs as well as draw frame slivers with better average fiber orientation and longer average fiber length compared to 40 mm fibers. Therefore, the mechanical properties of thermoplastic composites produced from hybrid yarns using 60 mm fibers are expected to be better when compared to the mechanical properties of those made from 40 mm fibers.
Influence of fiber length and CF volume content on fiber–fiber cohesion in draw frame slivers
Principally, from the test of fiber–fiber cohesion, it is revealed that the produced slivers can be processed in the draw frame without frequent breakages and their suitability for processing in the flyer is indicated. Furthermore, the results show that the draw frame slivers produced from 40 mm fiber possess significantly lower cohesion force compared to that of sliver produced from 60 mm fiber (Figure 5). This can be attributed to the higher adhesion caused by longer fibers in the sliver, and indicates greater suitability of the slivers produced from 60 mm fibers for their processing on a draw frame than those produced from 40 mm fibers. Furthermore, it can be seen that the slivers with higher CF content possess tendentially lower cohesion forces for both fiber lengths. With the increase of crimped PA 6 fiber volume content in the sliver, the force of cohesion also increases significantly.
Comparison of the average force of cohesion of the draw frame slivers versus the carbon fiber (CF) volume content.
Influence of fiber length on visual appearance and mixing of both components in hybrid yarns
From Figure 6 (left), it can be seen that the hybrid yarn produced from V40-50 with 102 T/m has higher hairiness compared to that produced from V60-50 with 102 T/m. The same results can also be found in case of other hybrid yarns produced by 87 T/m and 118 T/m. This situation is caused by the higher orientation and better carding effect for 60 mm fibers as already discussed. From the cross-sectional images Figure 6 (right), a homogenous mixing of both components can be found for both types of hybrid yarns. Therefore, a homogenous impregnation of the CF by the matrix component will be possible during the manufacturing of thermoplastic composites using such hybrid yarns.
Hybrid yarns produced using 102 T/m from (a) V40-50 and (b) V60-50; left: yarns on spool and right: cross-sectional images (dark points with larger diameters are polyamide 6 (PA 6) fibers and brighter points with smaller diameters are recycled carbon fiber (rCF)).
Mechanical properties of hybrid yarns
In Figure 7(a) and (c), the tenacity of the produced hybrid yarns depending on CF content, fiber length and twisting are illustrated. It can be seen that the tenacity of hybrid yarn increases significantly with the increase of CF content for both types of fiber length. For example, with the increase of CF content from 30 volume % to 70 volume % in case of 118 T/m, the tenacity increases by 65% (from 10.2 cN/tex to 17.2 cN/tex) and 97.7% (from 18.0 cN/tex to 35.6 cN/tex) for 40 and 60 mm length fiber respectively.
Tenacity of hybrid yarns depending on the twist and carbon fiber (CF) volume content for (a) 40 mm and (c) 60 mm length fibers and the stress–strain behavior of hybrid yarns produced by 102 T/m for (b) 40 mm and (d) 60 mm length fibers.
Furthermore, the tenacity of hybrid yarns can be increased with the increase of twisting. For example, by increasing the twist from 87 T/m to 118 T/m in the case of V60-70, the tenacity increases by 8.7% from 32.7 cN/tex to 35.6 cN/tex.
Tensile properties of the manufactured hybrid yarns (σ = standard deviation).

From Figure 7, it can be seen that the hybrid yarns with 30 volume % and 50 volume % CF exhibit ductile behavior. It indicates that they do not break under loading; rather, the breakage occurs gradually. From 70 volume % CF content, the hybrid yarns become more brittle. Furthermore, the hybrid yarns with 60 mm length fiber exhibit less elongation compared to those of 40 mm length fiber with a similar CF content. This finding can be attributed to the higher fiber–fiber adhesion caused by the longer fiber length. The tensile strength of the hybrid yarns generally indicates their suitability for further processing by different textile techniques such as weaving and knitting. However, a comparison of the tensile strength of the produced hybrid yarns with virgin CF filament yarns is not noteworthy on the yarn level due to the different yarn construction and fiber length. Such comparison in a unidirectional composite will be shown in the next part of the publication.
Conclusions
In this research, the successful realization of the manufacturing of hybrid spun yarns from staple CF of different lengths (40 and 60 mm) by mixing with PA 6 thermoplastic fibers is reported. The results show that the fiber length and mixing ratio of CF and thermoplastic fibers play a significant role on the carding process as well as the orientation of fibers in the card web. The card web produced with fibers of 60 mm length shows better orientation of fibers due to the better carding effect. Consequently, the sliver quality produced from 60 mm fibers is also found to be better due to the superior orientation of fibers.
The results of hybrid yarn strength tests show that the strength of hybrid yarns increases using 60 mm fibers, higher twist and higher CF volume content. From the cross-sectional image of hybrid yarns, it can be revealed that the mixing of the components (i.e. CF and PA 6 fibers) is homogenous for both types of fiber length.
It has already been mentioned that the intended use of the developed hybrid yarns is the manufacturing of thermoplastic CFRC. Therefore, investigations regarding the influence of hybrid yarn properties (e.g. due to twist, fiber length and CF volume %) on the mechanical properties of composites is of utmost importance. Further investigations regarding the manufacturing of yarns consisting of 100% rCF suitable for thermoset matrix are also being carried out. In this context, the results of the properties of thermoplastic and thermoset composites produced from pyrolyzed rCF will be presented in a further publication.
Footnotes
Declaration of Conflicting Interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This article presents parts of the results from the research program of the German Research Foundation (DFG CH 174/34-1) at the Technische Universität Dresden.