
Abstract
This article reports the successful manufacturing of hybrid yarns from virgin staple CF (40 or 60 mm) or recycled staple CF (rCF) by mixing with polyamide 6 (PA 6) fibers of defined length. The hybrid yarns are produced using an optimized process route of carding, drawing, and flyer machine. Furthermore, the influence of CF length, CF type (i.e. virgin or rCF), CF volume content, and twist of the yarn are also investigated regarding the tensile properties of unidirectionally laid (UD) thermoplastic composites. The results show that CF length, yarn twist, and CF content of composites play a big role on the tensile properties of thermoplastic composites. From the comparison of tensile strength of UD composites produced from 40 and 60 mm virgin staple CF, it can be seen that the increase of yarn twist decreases the tensile strength. However, the effect of twist on the tensile properties of UD composites manufactured from 40 mm virgin staple CF is insignificant. The tensile strength of UD thermoplastic composites manufactured from the hybrid yarn with 40 and 60 mm virgin staple CF and rCF is found to be 771 ± 100, 838 ± 81, and 801 ± 53.4 MPa, respectively, in the case of 87 T/m containing 50 volume% CF.
Because of their excellent strength, rigidity, and damping properties, as well as low weight and high resistances to impact and corrosion, the demand and usage of carbon fiber reinforced composites (CFRC) is growing steadily, especially in aerospace and automobile applications. On the other hand, an estimated 3000 tonnes of CFRC scrap are already being generated annually in the USA and Europe, and additionally some 6000–8000 commercial airplanes are expected to reach end-of-life dismantlement by 2030. 1 Furthermore, a high volume of CF waste is produced through a number of different processes, starting from the manufacturing of fabrics by weaving or multi-axial knitting to the pre-forms of specific shapes for composites. Consequently, the disposal of waste CF or waste related to CF products has become an important environmental issue, as these products are not biodegradable. 2
Currently, the market for materials based on waste CF (recovered from process scraps) and recycled CF (rCF) (recovered from the end-of-life components) mainly consists of random mats (nonwoven) made from short fibers. The tensile strength of CFRCs manufactured from such random mats is 200 and 404 MPa in 0° and 90° direction, 3 respectively, compared to 570 MPa, for example, in the case of steel (AISI 1045 hot rolled) used for structural applications. 4 Therefore, CFRCs produced from random mats are characterized by low performance, and are only suitable for non-structural applications, such as in aircraft and vehicle interiors.
Against this backdrop, various efforts have been made to process waste CF and rCF into yarns to improve the performance of CFRCs. The detail on the state of the art and current progress of the spinning of staple CF is reported in Hengstermann et al. 5 The development of such yarns will facilitate the manufacturing of textile reinforced CFRCs. The advantages of textile reinforced CFRCs are the ease of producing preforms in the shape of 2D and 3D final components, and the scope to optimize part-specific material properties (unlike in isotropic construction materials)—for example, by aligning fibers precisely in the direction of stress. Furthermore, the variety of existing and potential applications for reinforcing textiles on the basis of innovative and economical textile manufacturing processes such as weaving, knitting, and braiding is immense.6–8
Considering the type of polymer matrix, CFRCs can be divided mainly into thermoset and thermoplastic composites. Though CFRCs are preferentially manufactured based on a thermoset matrix (more than 75% of all the composites), 4 thermoplastic composites have now been developed due to some distinctive advantages over thermoset composites. The advantages include lower density, unlimited storage of preformed, semi-finished products, delivered ready for use, thermoformability, a faster processing cycle, no solvent emissions during the processing stage, recyclability, improved shock/impact behavior, and environmental friendliness. 9 A large range of tough thermoplastic matrix materials is also available. As a result, textile-based thermoplastic CFRCs are attracting growing interest from the academic community and industry. 7
Therefore, extensive investigations are being carried out at the Institute of Textile Machinery and High Performance Material Technology (ITM) at Technische Universität (TU) Dresden for the development of hybrid yarns from rCF for the manufacturing of textile reinforced CFRC, especially for structural applications. As commercially available rCF usually contains fibers of varying lengths, virgin staple CF with defined lengths is used primarily to understand the extent of fiber damage occurring during different process steps for spinning. In Hengstermann et al., 5 the successful manufacturing of hybrid spun yarns from virgin staple CF of defined lengths (40 or 60 mm) by mixing with PA 6 thermoplastic fibers is reported. The hybrid yarns are produced using the process route of carding, drawing, and flyer machine. The card web and slivers produced with fibers of 60 mm length show better orientation of fibers due to the better carding effect compared to those produced from 40 mm fibers. The results of hybrid yarn strength tests show that the strength of hybrid yarns increases using 60 mm fibers, higher twist, and higher CF volume content due to higher fiber-to-fiber adhesion.
The ultimate aim of the intended research is the manufacture of thermoplastic CFRC using hybrid yarns from rCF. Therefore, we have extended our study on the manufacturing of hybrid yarns from rCF and PA 6 in this paper. Unidirectionally laid (UD) composites are manufactured from hybrid yarns consisting of rCF, and tensile properties are measured. Furthermore, the tensile testing of UD composites manufactured from hybrid yarns using virgin staple CF (staple length 40 or 60 mm) and PA 6 are also carried out. This will work as a reference to give a better understanding of the properties of composites manufactured from hybrid yarns using commercially available rCF. The aim of this article is to determine the influence of CF fiber length, CF type (virgin and commercially available rCF), fiber volume content, and yarn twist on the tensile properties of thermoplastic UD composites.
Experimental details
Fiber materials
Virgin staple CF or staple rCF is mixed with PA 6 staple fiber to produce hybrid yarns for the investigations. The used virgin staple CFs are obtained by cutting a continuous carbon filament tow SIGRAFIL C50 T050 EPY (SGL) into 40 and 60 mm staple length (with a tolerance of ±2 mm). The rCF used in this research work is collected from EGL Carbon Fibre Ltd, UK. The rCF is recovered by pyrolysis according to the patented method described by ELG Carbon Fibre International GmbH.10–13
The difference in the surface between virgin CF and rCF can be seen clearly from the scanning electron microscopic (SEM) images in Figure 1. Some residuals of resin still can be observed on the rCF after pyrolysis, while the surface of the virgin CF is relatively smooth.
Scanning electron microscopic images of rCF (left) and virgin CF (right).
The fiber length distribution of rCF is measured according to DIN 53808-1 using a forceps measurement method. 100 CFs are taken by means of a forceps and the length of the fibers is measured on a glass plate rubbed with paraffin oil. The average fiber length of rCF is found to be 65.5 ± 48.8 mm. The fiber length distribution of rCF is illustrated in Figure 2.
Fiber length distribution of rCF.
Tensile properties of virgin staple CF, rCF and PA 6 single fiber

Manufacture of hybrid yarns
Hybrid yarns produced using different CF type, fiber lengths and mixing ratios


Different hybrid yarns produced using 87 T/m.
Preparation of unidirectionally laid (UD) thermoplastic composite test specimen
Tensile strength, E-modulus, and elongation at break of UD composites produced from hybrid yarns using different CF types, fiber lengths and mixing ratios

com: composite specimen manufactured, e.g. from the hybrid yarn with the identification VCF-40mm-50V-87T (see Table 2).
The wrapping of the hybrid yarn is performed on a wrapping frame (IWT Industrielle Wickeltechnik GmbH, Germany), which is then consolidated by the Laboratory press machine P 300 PV (Dr. Collin GmbH, Germany). The consolidation is carried out by a computer-controlled cycle (under vacuum) comprised of a heating step from 30℃ to 280℃. A pressure of 5 bar is applied from the beginning and up to the limit of 280℃. This pressure is kept constant for 600 s at 280℃. Then the pressure is increased to 52 bar and finally, the temperature is reduced to 30℃. The course of temperature and pressure used during the consolidation is illustrated graphically in Figure 4.
Pressure and temperature during the consolidation of thermoplastic unidirectional composites.
Test specimens with dimensions of 250 mm × 15 mm × 1 mm are then cut out of the consolidated composite plates to carry out tensile tests in 0° direction according to DIN EN ISO 527-5.
Tensile testing of composite test specimen
The testing of the tensile properties of the UD thermoplastics composite specimen is performed on the testing device Zwick type Z 100 (Zwick GmbH and Co., Germany) in accordance with DIN EN ISO 527-5. A cross head speed of 2 mm/min and a test length of 150 mm are used for the tensile test. The elongation is measured using an optical sensor. A minimum of ten measurements are taken to obtain the average value.
Determination of fiber matrix ratio of UD thermoplastic composites
The actual CF content of the UD thermoplastic composites produced from the hybrid yarns is determined with a muffle furnace (Nabertherm Controller B170) in accordance with DIN EN ISO 1172: 1998. The UD composite test specimen is weighed, heated at 450℃ for one hour to burn off the PA 6 matrix completely from the specimen, and weighed again. For this purpose, a composite specimen of about 1 g is used. From the loss of weight, the CF volume percentage of the composite specimen is determined from the known densities of CF and PA 6, 1.75 g/cm3 and 1.14 g/cm3, respectively.
Microscopic analysis of composites
For the analysis of the mixing properties of both components in the UD thermoplastic composites manufactured from the developed hybrid yarns, the UD composite specimens are embedded in an epoxy resin matrix followed by curing at ambient temperature. The specimens are polished perpendicularly to the hybrid yarn axis. After cleaning, the polished samples are analyzed using an optical microscope; Axio Imager M1m (Carl Zeiss, Germany). Furthermore, in order to understand the type of composite breakage, the scanning electron microscopic (SEM) image of the fracture zone after tensile testing is analyzed.
Results and discussion
Influence of yarn parameters on CF content of UD thermoplastic composites
The results of the determination of the fiber matrix ratio of UD thermoplastic composites manufactured with different hybrid yarns having 50 volume% CF are illustrated graphically in Figure 5. The CF content decreases generally with the increase of yarn twist observed for UD thermoplastic composites manufactured from 60 and 40 mm CF. The reason for this is higher damage due to higher twist during hybrid yarn manufacture on the Flyer machine. Consequently, a greater loss of CF is observed because of the damage and shortening of CF with increased twist in hybrid yarns.
CF volume content of UD thermoplastic composites.
Furthermore, the CF content of the UD thermoplastic composites manufactured with 60 mm CF is higher than that produced from 40 mm CF using a similar yarn twist. This can be attributed to the comparatively higher loss of CF as observed during carding because of lower fiber-to-fiber adhesion as a result of shorter fiber length. The weight loss of fiber material after carding in the case of 50 volume% CF content is found to be 9.9% and 7.9% for 40 mm and 60 mm CF, respectively. 14
Moreover, the CF content in the case of the UD composite manufactured from staple rCF is found to be the lowest compared to those produced from 40 and 60 mm virgin CF. The reason is the presence of a greater number of shorter CF (the amount of CF shorter than 50 mm is approximately 40%), as illustrated in Figure 2. Consequently, higher loss of rCF occurs during carding (about 12%) and spinning.
In order to produce hybrid yarns with exactly the desired CF content, extra CF can be added during carding in order to balance the CF loss in the case of spinning with CF of 40 mm length or with higher twists.
Influence of CF length and yarn twist on tensile strength and E-modulus of composites
The test results of tensile strength and E-modulus of UD thermoplastic composites with 50 volume% CF content produced from virgin staple CF by varying the CF length and yarn twist are illustrated graphically in Figure 6(a) and (b), respectively. Figure 6(a) clearly shows the effect of yarn twist as well as the CF length on the tensile strength of thermoplastic composites.
Average tensile strength (a) and E-modulus (b) of UD thermoplastic composites made from hybrid yarns by varying CF length and yarn twist at 50 volume% CF content.
By comparing different UD specimens manufactured with 40 mm virgin staple CF by varying yarn twist, a weak tendency could be observed that the tensile strength decreases slightly with the increase of yarn twist. However, it is statistically insignificant (P-value = 0.63) observed from the analysis of variance (ANOVA) of tensile strength values, as P-value is greater than 0.05.
However, in case of 60 mm fiber length, the composite strength decreases significantly with the increase of yarn twist (P-value = 0.03). This can be attributed to the possibility of higher distortion in CF to the yarn axis (i.e. in 0° direction) with the increase of yarn twist in case of 60 mm fiber length compared to that of 40 mm fiber length.
At this point, the aspect of the effect of yarn twist on CF content also needs to be addressed. Though, the CF content is reduced with increased yarn twist for composites manufactured from both 40 and 60 mm CF (see Figure 5), significant loss of tensile strength is observed in case of 60 mm fibers. Therefore, the higher loss of tensile strength of composites in the case of 60 mm fibers could be explained by the anticipation that longer CFs are susceptible to higher damage/distortion as a consequence of increased twist.
Though the hybrid yarn strength increases with the increase of twist due to increased fiber–to-fiber adhesion, 5 the tensile strength of the composite manufactured from hybrid yarns is influenced greatly by the orientation and length of fibers in the composite. Therefore, if the fibers are shorter and disoriented, the strength will be lower. As a result, the effect of twist on tensile strength of composites is more significant in case of 60 mm virgin CF than that of 40 mm virgin CF.
By comparing the tensile strength of composites manufactured with 40 and 60 mm virgin staple CF at different yarn twists, a slight tendency of higher average tensile strength can be observed in the case of 60 mm virgin CF. However, the difference in tensile strength of composites with 102 and 118 T/m is comparatively lower compared to those with 87 T/m. With increased fiber length, the force introduced in the composite can be better transferred and consequently the tensile strength is higher. However, the effect of higher fiber length seems to be reduced due to an increase in damage in CF as a consequence of higher yarn twist, as mentioned above. The composite specimen with 60 mm virgin staple CF, having 50 volume% CF, exhibits the highest tensile strength of 838 ± 81 MPa. Therefore, there is a scope to increase the composite strength by using CF with higher length as the input material.
The results of E-modulus tests show the same tendency as found for tensile strength tests (see Figure 6(b)). With the increase of yarn twist, E-modulus decreases for both the CF lengths because of higher twisting angle of CF to the 0° direction of yarn axis, as it is known that the higher deviation of the reinforcement fibers to the direction of loading leads to a higher reduction in stiffness of the composite component.
Influence of CF content on tensile strength and E-modulus of composites
In Figure 7(a) and (b), the influence of CF volume content on the tensile strength and E-modulus of UD composites manufactured from 60 mm virgin staple CF is illustrated graphically. From the comparison of the tensile strength of composites with varying CF content, it becomes clear that UD composites with 50 volume% CF have higher tensile strength compared to those produced with 30 and 70 volume% CF (Figure 7(a)). With 70 volume% CF content, the fibers are not completely impregnated with matrix and as a result composite strength is significantly lower. Though the composite with 30 volume% CF is completely impregnated with matrix, the strength is found to be lower than in 50 volume% CF because of the lower CF content.
Influence of CF content on the tensile strength (a) and E-modulus (b) of UD composite manufactured from 60 mm virgin staple CF and PA 6 fibers.
The results of E-modulus tests show that the E-modulus increases with an increase of the CF content in the composite as expected (see Figure 7(b)). The highest E-modulus value of 73.8 GPa is found in the variant produced with 87 T/m yarn twist with 60 mm virgin CF, having 70 volume% CF.
Influence of CF type tensile strength and E-modulus of composites
Based on the results of tensile tests of UD composites manufactured from virgin staple CF, the UD composite is produced from rCF with 87 T/m and 50 volume% of CF. Although, the average fiber length of rCF is higher than in the virgin staple CF used for the investigations, the average tensile strength of composites manufactured from rCF is lower than in those manufactured from 60 mm virgin staple. The average tensile strength of UD composites manufactured from rCF is found to be 801 ± 53 MPa. Other tensile properties of the UD composite manufactured from staple rCF are detailed in Table 3. The reason could be the incompatibility of the resin still remaining on the rCF after pyrolysis (see Figure 1).
Generally, sizing materials of the CF material are removed after pyrolysis. However, it is not possible to differentiate the influence of the removed sizing material from the residual resin on the rCF used in this investigation. Typical stress–strain curves of UD thermoplastic composites manufactured from hybrid yarns with virgin and rCF with 50 volume% CF content are shown in Figure 8.
Typical stress strain curves of UD thermoplastic composites made from hybrid yarns with virgin staple CF and rCF with 87 T/m yarn twist.
The elongation at break of the composite manufactured from rCF is 1.65% is significantly higher than in those manufactured from virgin staple CF (which is around 1% in case of 40 and 60 mm virgin staple CF). The higher elongation properties of the composite can be reverted to the higher elongation at break of rCF single fibers (see Table 1). One reason for lower E-modulus of composites produced from staple rCF compared to virgin staple CF could be the presence of remaining resin on the rCF surface. Furthermore, because of higher amount of shorter rCF available already in the input material, higher CF loss can be observed during different processing steps of rCF for the production of hybrid yarns. As a result, the lower fiber content in the composite could be the another reason for lower E-modulus in UD composites manufactured from rCF hybrid yarns compared to that from virgin staple CF.
Microscopic analysis of fracture zone and composite cross-sections
Generally, a good bonding between CF and matrix can be observed in the UD composites manufactured from hybrid yarns with 50 volume% CF. This is evident from the SEM image of fracture zones of the composites, as shown in Figure 9 in case of the 87 T/m hybrid yarn manufactured from virgin staple CF with 50 volume% CF. The failure occurs largely by fiber breakage and less by fiber pull out from the PA 6 matrix.
SEM image of the fracture zone of the UD thermoplastic composite made from virgin staple CF with 87 T/m.
Furthermore, a high degree of mixing between CF and matrix can be observed in microscopic images of composite cross-sections (see Figure 10) as shown exemplarily for 60 mm virgin CF and rCF with 50 volume% CF content. Moreover, no void is evident, which is an indication of the suitability of temperature and pressure used during the consolidation of the thermoplastic composites.
Cross-sectional images of UD thermoplastic composites manufactured from hybrid yarn using virgin staple CF of 60 mm and rCF with 50 volume% CF content.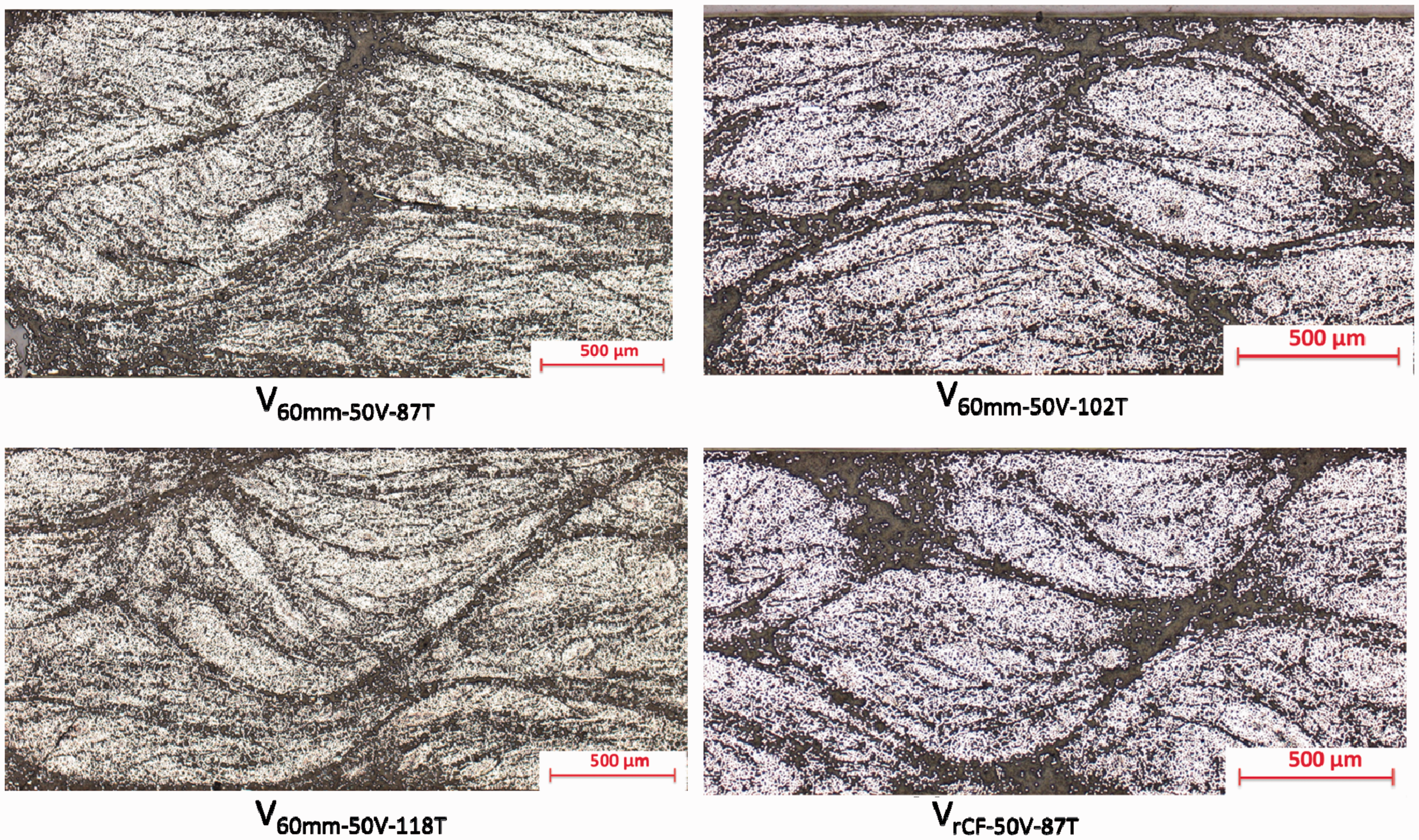
The good tensile properties of the composites as a result of good bonding as well as good mixing between CF and matrix, which are evident from the discussion above, show the suitability of the thermoplastic composites manufactured from the hybrid yarns for structural applications.
Conclusions
In this research work, the manufacturing of hybrid yarns from virgin staple CF or pyrolized rCF by mixing with staple PA 6 are reported. The results show that CF length, yarn twist, and CF content of composites play a big role on the tensile properties of thermoplastic composites. From the comparison of tensile strength of UD composites produced from 40 and 60 mm virgin staple CF, it can be seen that with the increase of yarn twist, the tensile strength decreases in the case of 60 mm virgin staple CF. However, the effect of twist on the tensile properties of UD composites manufactured from 40 mm virgin CF is not significant. The tensile strength of UD thermoplastic composites manufactured from the hybrid yarn with 40 mm and 60 mm virgin staple CF and rCF is found to be 771 ± 100, 838 ± 81, and 801 ± 53.4 MPa, respectively, in cases with 87 T/m containing 50 volume% CF.
Comparing the tensile strength of the composites manufactured from hybrid yarns with that of conventionally used materials for structural components as mentioned before, it can be concluded that the thermoplastic composites made from rCF can be applied for structural applications. Based on the results, further investigations can be carried out in order to further improve the mechanical properties of hybrid yarns. for example, by reducing the twist level of the yarn and increasing the input CF length. Moreover, it should be mentioned here that investigations were also carried out to produce yarns purely with rCF. The investigations show that it is possible to make card webs and draw frame slivers using commercially available rCF. However, the good quality of the draw frame slivers cannot be guaranteed because of the higher brittleness of fibers and the lack of fiber-to-fiber adhesion after pyrolysis. In order to overcome these difficulties, further investigations still need to be undertaken.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This article presents parts of the results from the research program of the German Research Foundation (DFG CH 174/34-1) at the Technische Universität Dresden.