
Abstract
Three novel vinyl sulfone reactive dyes of various metallic salts (Na, K, Li) have been synthesized by coupling 1-amino-phenyl-4-beta hydroxyethyl sulfone sulfate ester with 1-amino-8-hydroxynaphthalene-3,6-disulfonic acid (H-acid). The reactive dyes were then purified using ultrafiltration (UF). The ultrafiltrated dyes of the various metallic salts were characterized by their spectrophotometrical data using Ultra Violet-visible (UV-vis), Fourier transform infra-red and optical emission spectroscopy, X-ray diffraction, and elemental analysis. The purity of the dyes was checked by Thin Layer Chromatography (TLC). The solubility characteristics of the various salts of the ultrafiltrated reactive dyes were assessed and compared with the non-ultrafiltrated reactive dyes of the same salts. The dyes were characterized and applied to cotton, wool, and nylon 66 by exhaustion (dyeing).
Novel water-based reactive ink-jet inks were prepared with the ultrafiltrated reactive dyes of the various metallic salts. Their suitability for digital printing applications was examined by using a digital printer on suitably pretreated cotton samples. Color and fastness properties measurements were performed for both the dyed and digitally printed samples.
K/S values of the dyed samples were higher than those of the digitally printed ones, whereas K/S values of the samples dyed with the ultrafiltrated dyes were much higher than those of the non-ultrafiltrated dyes. The other coloristic co-ordinates L*, a*, b*, C*, and ho were in line with strength changes of the dyes before and after UF. The dyed and digitally printed samples had excellent wash and good light fastness properties. UF slightly improved the fastness properties of the dyed samples.
Keywords
Introduction
Reactive dyes are dyes capable of reacting chemically with a substrate to form a covalent dye substrate linkage. This covalent bond is formed between the dye molecule and the reactive groups of the fiber. These reactive groups are the terminal –OH (hydroxyl) group of cellulosic fibers and the terminal –NH2 (amino) group of polyamide or wool fibers.1,2 Due to the covalent bond formed between the dye molecule and the reactive group of the fiber, reactive dyes have good fastness properties, and are commonly used in dyeing of cellulosic fibers like cotton. Reactive dyes can also be applied to wool and nylon 66 under weakly acidic conditions.1–3
In continuation of previous work on the synthesis of azo dyes and their purification by using membrane technology (ultrafiltration UF),4–6 three new azo reactive dyes of different metallic salt (Na, K, Li) were synthesized in this work. The dyes were characterized and applied to cotton, wool, and nylon 66 fabric by exhaustion (dyeing) and by ink-jet printing.
UF technology is a separation technology applied mainly for the treatment of textile effluents, aiming at the desalination and the elimination of toxic pollutants in the discharged effluents.7–11 UF is a modern ecological separation method acting as a molecular separation method avoiding the use of chemicals. Usually, UF membranes are synthetic organic polymers such as poly(vinylidene fluoride), polysulfone, polyamide, poly(ether sulfone), poly(acrylonitrile), or poly(acrylonitrile)-poly(vinyl chloride) copolymers. The use of UF technology in dye synthesis represents a new application area of UF, which allows the production of highly purified dyes, with the elimination of inorganic salts either present in the raw materials or added during the synthesis process, and also low molecular weight by-products produced during the synthesis process.10,11 The ultrafiltrated purified dyes have higher coloristic yield, brighter shades, and higher solubility, thus allowing the production of high quality and high strength liquid formulations suitable for digital ink-jet applications.
Ink-jet printing is one of the fastest growing imaging technologies; compared to conventional printing methods it offers unique advantages, such as simplicity, lower production cost, reduced effluent waste, and less water and energy consumption, together with unlimited design combinations, which gives the possibility of producing innovative personalized finished articles.12–14 During the last decades there has been a growing interest in the preparation of water-based ink-jet inks for digital printing. Water-based ink-jet inks offer environmental advantages over their non-aqueous-based counterparts through reduced emission of volatile organic compounds that otherwise are present in solvent-based formulations. Water-based inks contain typically up to 80% water as a proportion of the total mass of the ink, together with a water-miscible organic solvent, such as monohydric alcohol, and the colorant. 13
This article describes the synthesis of novel and simple reactive red (RR) dyes in different salt formation. The use of different salts aims at the production of highly-soluble dyes which, with the use of UF technology, will further purify and increase the coloristic yield of the resulting novel reactive dyes. The production of high solubility, high purity, and high coloristic strength reactive dyes will allow the production of intense digital-ink-printed colors otherwise unachievable with common reactive digital printing inks
Water-based inks were prepared using the novel ultrafiltrated reactive dyes of the various salts synthesized, and their physicochemical properties, pH, conductivity, surface tension, and viscosity were studied. The inks were used for digital ink-jet printing of cotton, wool, and nylon 66 samples. Colorimetric coordinates of the dyeings and prints were also performed.
Experimental
Materials
Commercially available lightweight (140 g/m2) bleached knitted cotton, wool, and nylon 66 fabric was kindly supplied by Kyke Hellas (Greece) and was used throughout this work. The raw materials used for the synthesis of the dyes—1-amino-8-hydroxynaphthalene-3,6-disulfonic acid and 1-amino-phenyl-4-beta hydroxyethylsulfone sulfate ester—were provided by Meghmali Dyes and Intermediates Ltd (India).
The digital printing auxiliaries for cotton pretreatment, Infapret 7010 (an acrylic based agent used as an antimigrating agent) and Anoxid RS (antireducing agent), were supplied by Prochimica (Italy).
Synthesis of dyes
Methods and instrumentation
A Shimadzu UV-2101 Spectrophotometer (Shimadzu Europa GmbH, Germany) was used to obtain the absorption spectra. Melting points were determined using a Kofler hot-stage microscope. Fourier transform infra-red (FT-IR) spectra of the dye were recorded by FT-IR spectroscopy (FT-IR Spectrum One, PerkinElmer, USA; resolution 4 cm-1, 32 scans, 4000–600 cm-1).
Synthesis
Diazotization
56.26 g (0.2 mole) of 1-amino-phenyl-4-beta hydroxyethyl sulfone sulfate ester (C8H11NO6S2 MW = 281.3) was dissolved in 160 mL water at 5–10℃, under stirring for 2 h. The mixture was acidified with 212 mL hydrochloric acid 10 N. Ice was added to reach a temperature of 8–10℃. 27.6 mL sodium nitrite (NaNO2 50% in a water) (34 mL KNO2 50% in a water for the synthesis of potassium salt) was added dropwise under stirring (1 h) maintaining a reaction temperature <12℃. After the nitrite solution was added, the reaction mass was stirred for 1 h to complete the reaction. Then, the excess of sodium nitrite was destroyed by adding sulfamic acid to the reaction mass.
Coupling
65.7 g (0.2 mole) of monoazoic salt of the H-acid, 1-amino-8-hydroxynaphthalene-3,6-disulfonic acid (C10H10NO8S2 MW=359.31), was added over approximately 60 minutes, maintaining the temperature at 8–12℃. 26 g sodium bicarbonate (NaHCO3) (31 g KHCO3 for the synthesis of potassium salt,7.66 g Li2CO3 for the synthesis of lithium salt) was added to reach a pH of 4.5–5.0, the addition taking approximately 2 h under stirring. Stirring continued for another 2 h, maintaining the pH at 4–4.5, if necessary adding sodium bicarbonate. When the pH was stable at 4.5–5 the disappearance of the diazo component was verified by TLC (mobile phase: iso-butanol/n-propanol/ethylacetate/H2O 20/40/10/30). At this stage the reaction mass is soluble. After drying at 102℃, 144.1 g crude reactive red dye of no color index (there is no color index citation for this synthesized dye) was obtained (142.42 g as potassium salt and 141.98 g as mixed lithium/sodium salt). In the case of the sodium and potassium reactive dye salts, both the reduction agent and the neutralization agent were of the same salt, thus resulting in the formation of a single salt of either sodium or potassium, whereas, in the case of lithium, a mixed reactive dye salt of sodium (from reduction) and lithium (from neutralization) resulted.
The dyes synthesized were characterized by their UV-Vis and FT-IR spectrophotometrical data. Atomic absorption measurements in the UF-permeate and XRD analysis of the dyes synthesized before and after UF were also performed.
Ultrafiltration
A laboratory UF unit equipped with tubular polyamide-type membrane, AFC 40, supplied by PCI Membranes (UK) was used throughout this work. The selection of the AFC 40 membrane was based on laboratory testing of various types of membranes, where it was proven that color retention, permeate flux, and membrane fouling were far superior when using the AFC 40 membrane.
Aqueous dye solutions at 0.5% w/v for synthesized dyes RRX were prepared. An initial volume of 3 L of the dye solution was passed through the UF unit at a constant temperature of 40–50℃. 6 L of water at 40–50℃ was added to the unit to maintain the initial volume of 3 L constant, keeping diafiltration rate at 1:2 volumes. The flow rate was 40–70 L/h/m2, and the unit operated at 18 bar pressure constant for the whole duration. After the completion of diafiltration a concentration step was performed, reducing the dye volume from 3 L to 1.5 L.
Wide angle X-ray diffractometry
Wide angle X-Ray diffractometry (WAXD) was used for the identification of the crystal properties of the dyes before and after UF. X-ray powder diffraction (XRD) patterns were recorded on an XRD diffractometer (Richard Seifert 3003 TT, Ahrensburg, Germany) with CuKα radiation for crystalline phase identification (λ = 0.15405 nm for CuΚα). The sample was scanned from 5° to 60o.
Solubility test
The appropriate amount of synthesized reactive dye before and after UF was dissolved under stirring in 200 mL distilled water to give the desired concentration. The temperature was brought to 95℃ within 5 min, and kept at this temperature for 5 min. The solution was then placed in a thermostatically-controlled water bath at 25℃ and stirred constantly for two hours. The solution was then filtered at 25℃ under vacuum. The aspect of the filtered solution was examined in terms of insolubles and sediment left. The procedure was repeated for many concentrations of the dyes to find their maximum level of solubility. 15
Quantitative determination of K+, Na+, SO4=, and Cl– ions
The K+ and Na+ ions were measured using a Prodigy 7 ICP-OES (Inductively Coupled Plasma with Optical Emission Spectroscopy) by Teledyne Leeman.
The SO4= ions were determined using a HACH DR 3900 Spectrophotometer. The Cl-ions were determined by standard titration with silver nitrate.
Dyeing
Dyeings were performed in a Zeltex Vistacolor dyeing machine (Zeltex Inc., USA) with 2 g fabric and depth of dyeing 3% omf in a liquor ratio 1:20. In Figure 1 the dyeing processes for the cotton (Figure 1(a)) and wool–nylon 66 (Figure 1(b)) fabrics, respectively, are presented
Dyeing process: (a) cotton; (b) wool and nylon 66.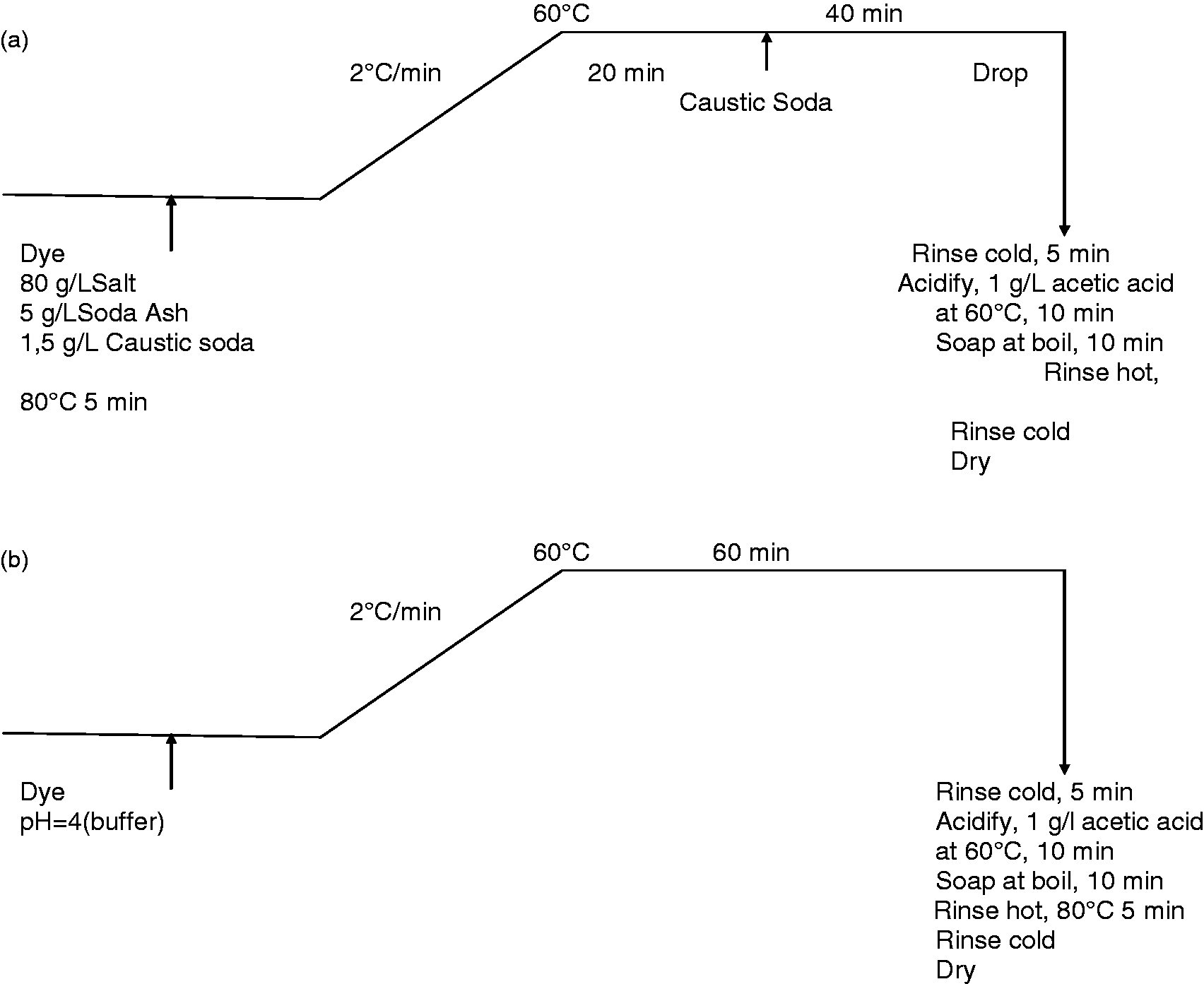
Fastness properties
Wash fastness tests were carried out according to BS 1006 1990 CO6.
Light fastness was determined according to BS 1006 1990 BO2 using a Q-SUN Xe-1-B xenon light fastness machine.
Color changes for all samples were assessed visually using a VeriVide D65 (UK) light cabinet. 16
Color measurement
Color measurements were performed using a Macbeth CE 3000 spectrophotometer under D65 illumination, 10o standard observer with UV and specular component included. The samples were folded twice, and four measurements were performed each time. 17
The K/S values were measured at the wavelength of maximum absorption using equation (1)

Ink-jet printing
Ink formulation
The water-based ink formulations containing 1% w/v dye, 80% v/v H2O, and 20% butoxy ethanol as the water miscible organic solvent necessary in the ink-jet emulsion were prepared using a Sonicator UP100H (Hilscher, USA) homogenizer at room temperature for 10 min.
Pretreatment of samples and digital printing process
The samples were padded (80% pick up) in a solution containing 150 g/L Infapret 7010 (acting as an antimigrating agent), 30 g/L sodium carbonate, 100 g/L urea, and 20 g/L Anoxid RS/T (as antireducing agent). The samples were then dried at 120℃, and left to cool down to room temperature for 10 min. The samples pretreated as above were then digitally printed using the ink-jet inks prepared as above.
Surface tension, conductivity, viscosity, and pH measurements of the ink formulations
Surface tension measurements were made using a KSV Sigma 70 tensiometer (KSV Instruments, Helsinki, Finland) fitted with a De Nouy platinum ring. Conductivity measurements were performed using a Crison Conductimeter Basic 30, Crison, Barcelona, Spain) and pH measurements were made using a WTW Microprocessor 535 pH meter (Los Angeles, USA); viscosity measurements were made using a Viscostar plus+ H (Fungilab, Barcelona, Spain) viscometer. The above properties were measured at room temperature and atmospheric pressure for 1, 4, 8, 11, 14, 30, 60, and 90 days.
Digital printing
Digital printing was performed on the above-described pretreated cotton samples using an Epson Stylus SX218 ink-jet printer.
Results and discussion
Synthesis of dyes RRX
The reactive dyes were synthesized successfully with a one-stage method as described in the experimental section. The synthesis required diazotization of 1-amino-phenyl-4-beta hydroxyethyl sulfone sulfate ester and coupling of the diazo compound with 1-amino-8-hydroxynaphthalene-3,6-disulfonic acid. The products derived from the coupling reactions of the two amines with a molar ratio 1:1 were monoazo reactive red dyes, while previous work 6 on coupling of the amines with a molar ratio 1:2 resulted in disazo reactive blue dyes. The synthesis of the mono functional vinyl sulfone reactive dyes as described above is novel in the sense that there are no commercially available CAS registered dyes of the above structure in any salt form, either Na or K and Li.
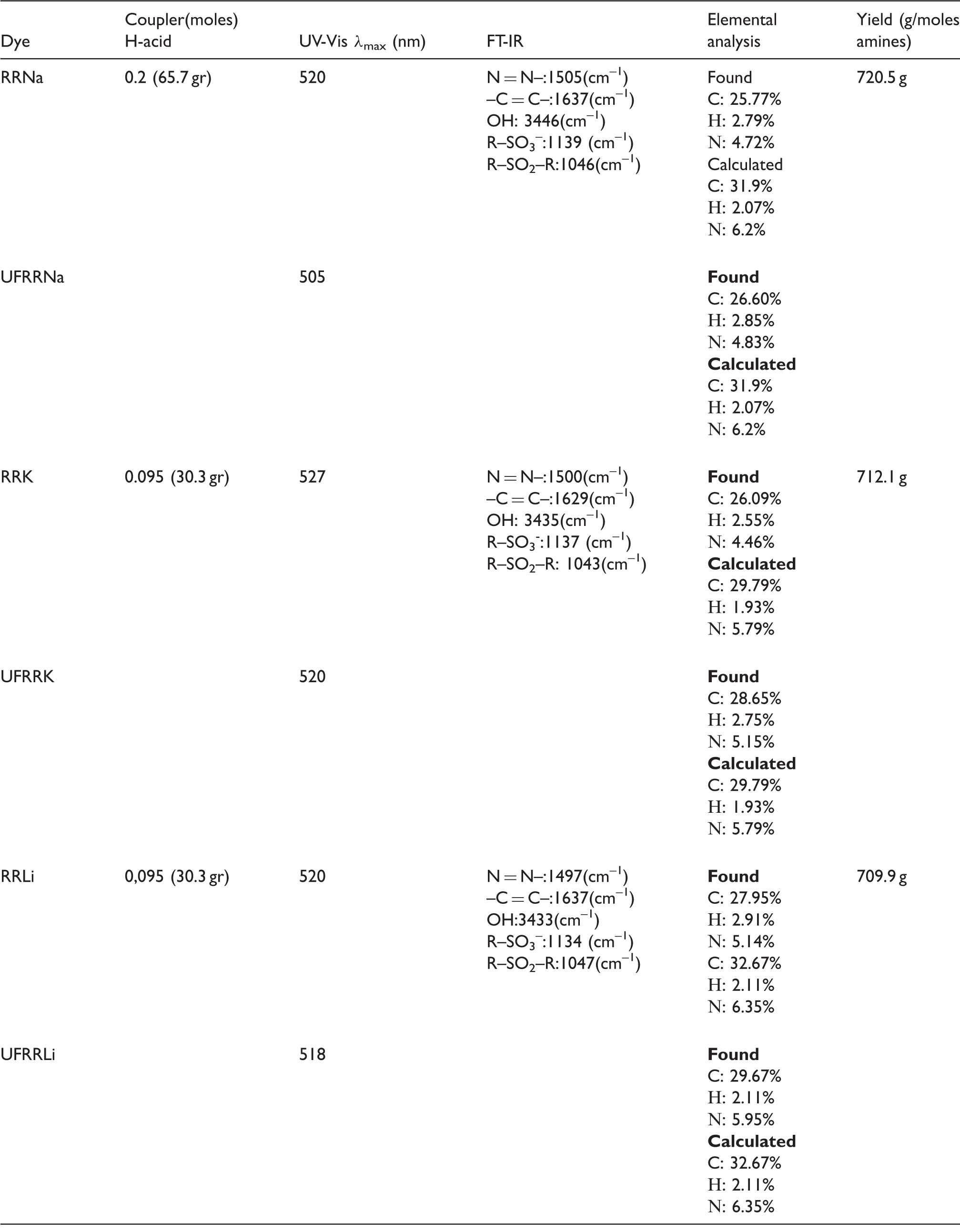
Table 1 shows the melting points, the spectrophotometrical UV-Vis and FT-IR data, and the elemental analysis of the dyes. The high melting points are in agreement with the melting points of dyes synthesized previously
6
and other reactive dyes of similar structure given in the literature.
18
FT-IR analysis clearly shows the presence of the main bonds formed during the synthesis of dyes, and is in line with theoretical expectations.
19
In Figure 2 a representative FT-IR spectrum is given. The λmax of the dyes remained within acceptable tolerances.
FT-IR spectra of (a) RRK and (b) UFRRK. Yield, melting points, spectrophotometrical data, and elemental analysis for the dyes RRX and ultrafiltrated RRX (UFRRX) Melting points >300℃ for all dyes.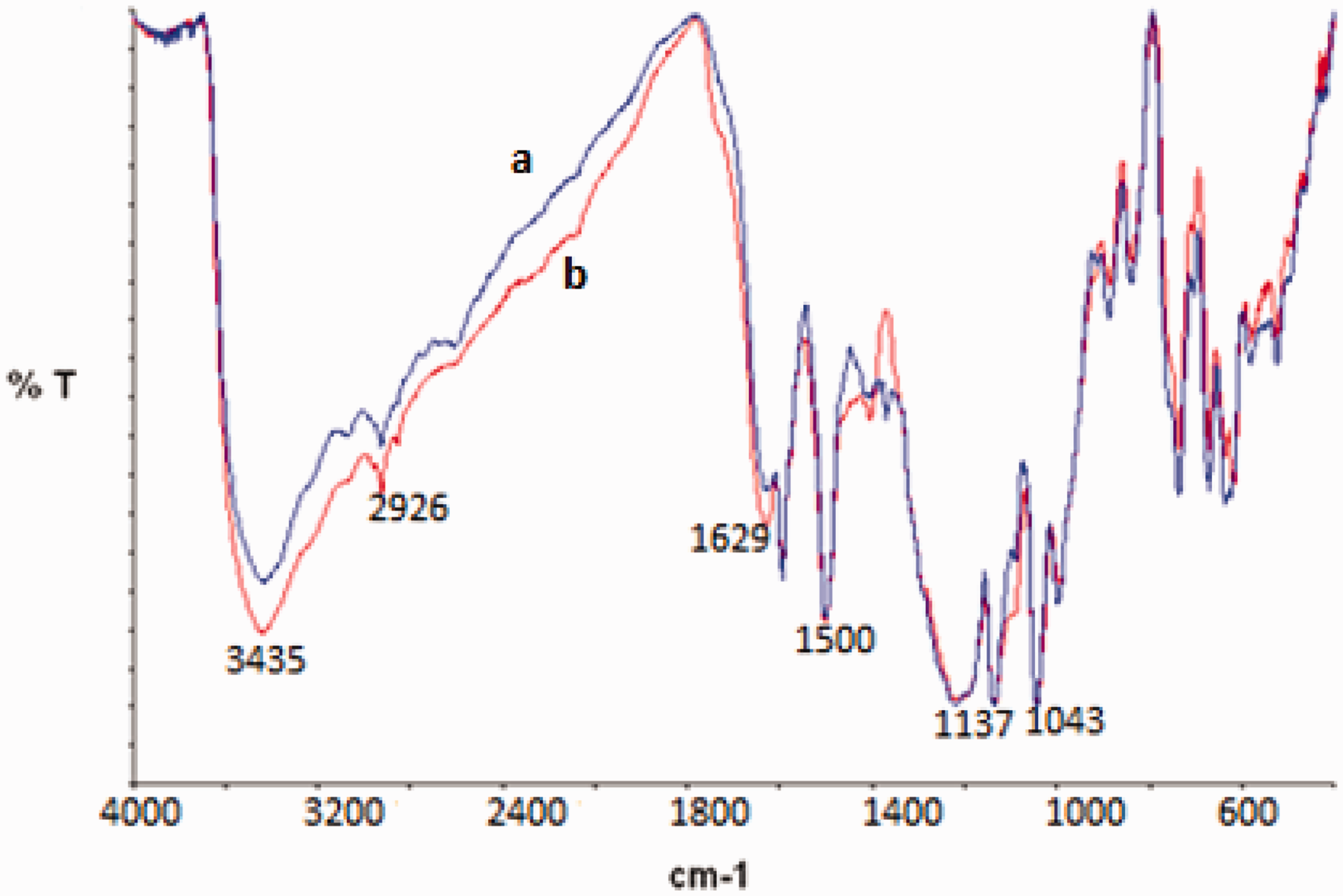
Ultrafiltration
The synthesized dyes RRX were passed through the UF unit housed with a PCI tubular AFC 40 polyamide membrane. The AFC 40 membrane is anisotropic with asymmetric pores. Anisotropic membranes present a thin film that avoids the entrapment of suspended solids in the membrane body, and are, therefore, less subject to aging, clogging, fouling, and flow rate reduction than symmetric membranes. 20 It is a molecular separation technique which does not require the use of chemicals, but forces the molecules of certain molecular weight to pass (or not) through the membrane.
Preliminary laboratory trials with a number of membranes showed that the most suitable membrane for the synthesized dyes RRX was the PCI polyamide type membrane AFC 40 in terms of inorganic salt separation and dye purification. 6 The selection of the UF membrane is of crucial importance. Membrane characteristics—such as pore size, chemical nature, and surface charge—are critical in order to achieve selective separation with minimum dye loss.
Spectrophotometrical data and elemental analysis for the ultrafiltrated dyes, UFRRX, are given in Table 1.
Solubility of dyes RRX and UFRRX
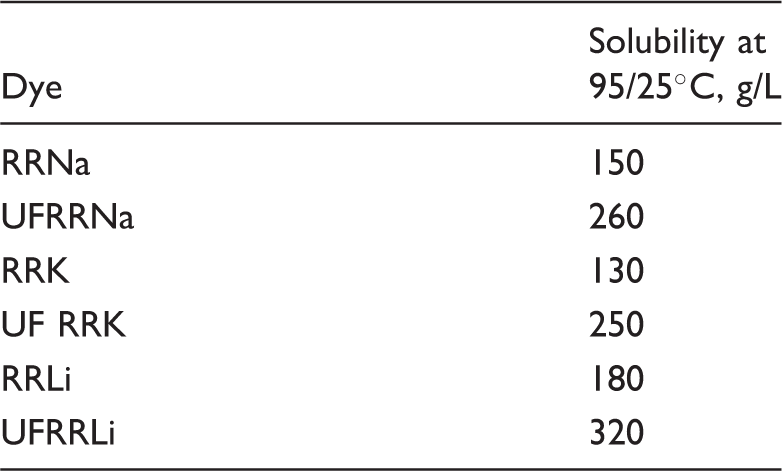
UF also results in a significant improvement of the dye solubility, which is related to the dye crystallinity before and after UF, as well as to the elimination of inorganic salts present in the dye after synthesis. The much purer dyes resulting after UF show much higher solubilities, allowing the potential use of synthesized dyes in the production of highly stable, high coloristic value ink-jet formulations. The highest solubility increase has been observed with the Li salt dye, and this can be explained by the small molecular size of the lithium salts. It is also known that lithium salts are preferred to the commonly-used sodium salts in the production of high strength and high stability liquid formulations (R&D Communications, Yorkshire Colors) Dye crystallinity was evaluated using WAXD (Figure 3).
X-ray diffraction patterns for the dyes: (a) RRNa and UFRRNa; (b) RRK and UFRRK; (c) RRLi and UFRRLi.
Solubility of the synthesized reactive dyes before and after UF
Dyeing strength of dyes RRX and UFRRX
UV-Vis absorbance (Abs) of the dyes RRX and UFRRX

The dye strength increase (Figure 4(a)–(c), Table 3), coupled with the dye solubility increase, clearly shows that the UF has dramatically improved the quality of the dyes. The dye quality improvement resulting from this membrane technology opens new areas of application for the ultra filtrated dyes, such as in ink-jet digital printing, where dye purity and solution stability are of paramount importance
(a) UV-Vis RRNa and UFRRNa; (b) UV-Vis RRK and UFRRK; (c) UV-Vis RRLi and UFRRLi.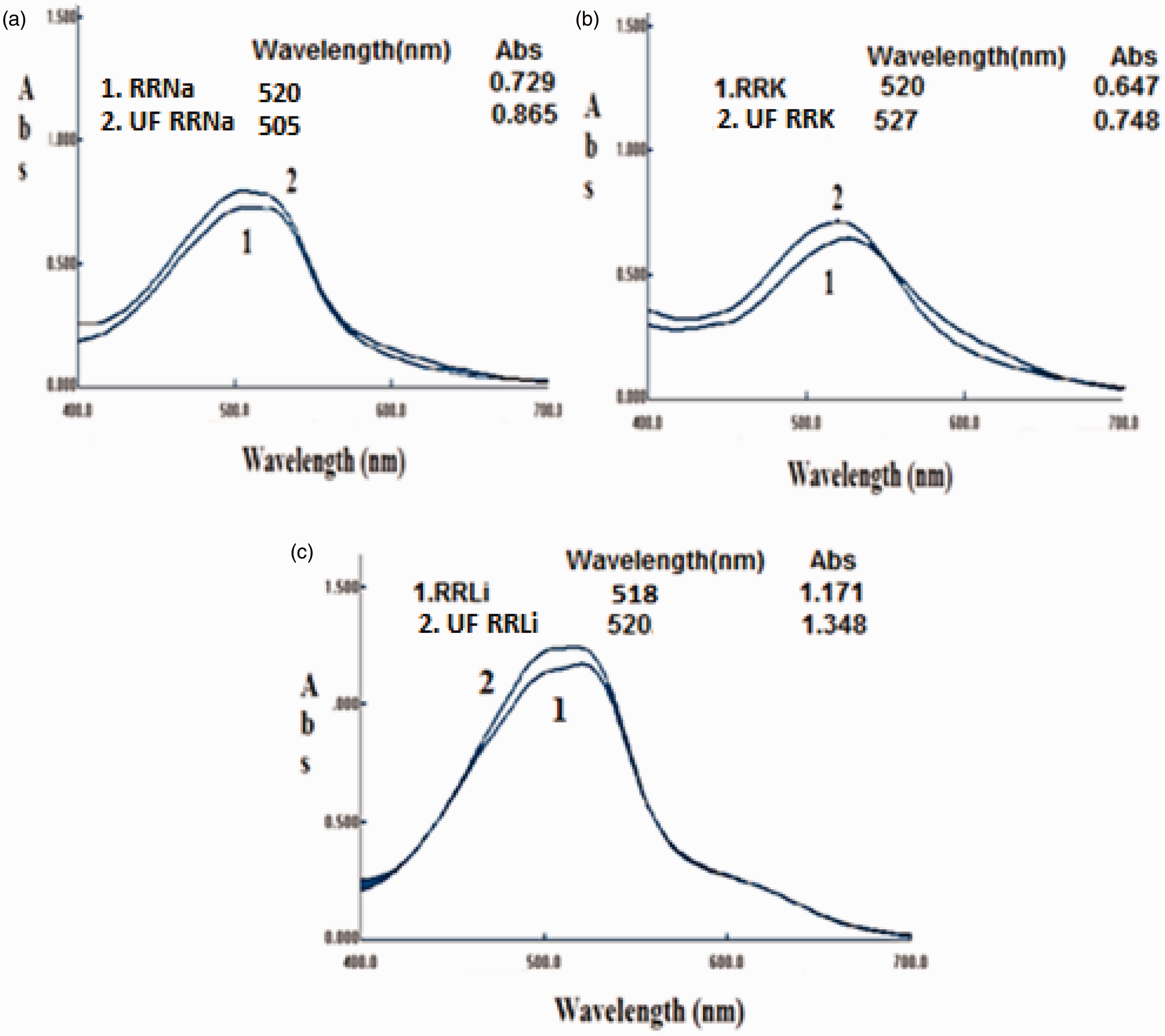
As observed in Figure 3(a) and (c) the peaks, and consequently the crystallinity, of RRNa and RRLi were significantly decreased or disappeared after UF. Decrease of crystallinity enhances solubility. In Figure 3(b) the peaks of RRK almost disappeared after UF, meaning that the crystallinity of the ultrafiltrated dye was further decreased. The above findings are in agreement with the increased solubility observed with the ultrafiltrated dyes, which is due to the elimination of inorganic salts and by products, and also to the less crystalline structure of the dyes.
Elimination of inorganic salts
Ion content in the permeate solution of the dyes RRX

R% (% rejection) of inorganic Na+, K+, SO4=, and Cl– ions present in the dyes RRX achieved by UF

High levels of electrolyte rejection in the permeate of the order 95%–99% were achieved. The significant rejection in free metal achieved for the dyes can be attributed to the efficiency of the membrane in allowing the permeation of the free metal ions through the membrane, thus achieving a cleaner dye in terms of free metal content in the final dye after UF.
The removal efficiency of the membrane is generally expressed by the percentage rejection (R), defined by equation (2)20–23

Table 5 clearly demonstrates the effectiveness of the UF system employed to drastically eliminate the free metal, together with the inorganic ions, present in the dyes.
Dyeing
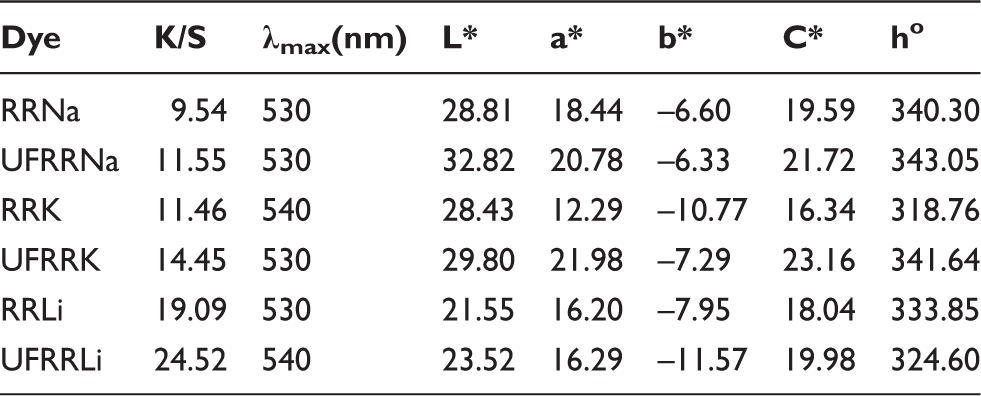
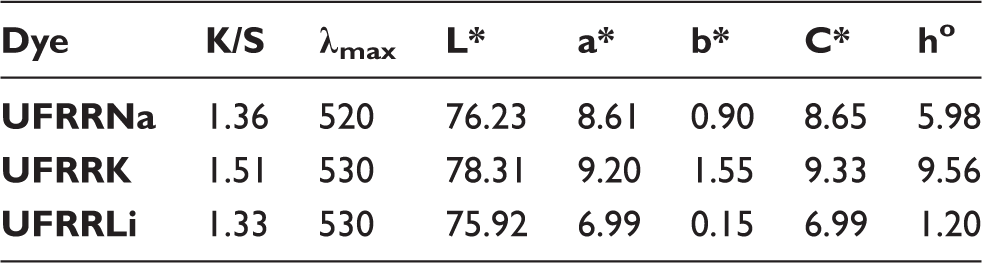
Colorimetric data L*, a*, b*, C*, ho, and K/S values of the cotton samples dyed (60℃) with the dyes RRX and UFRRX

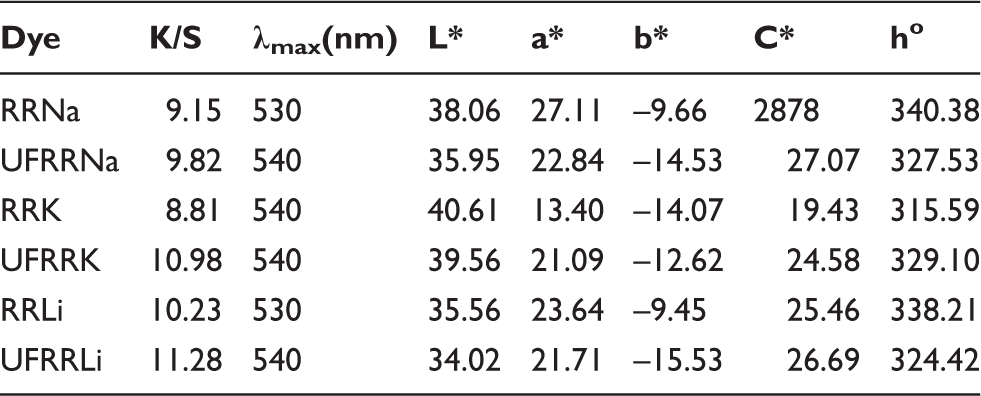
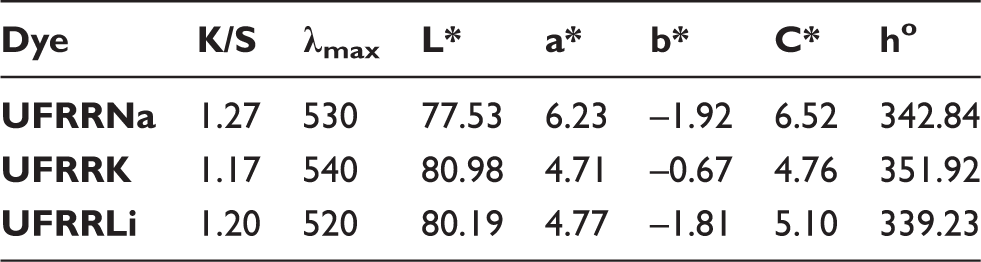
Colorimetric data L*, a*, b*, C*, ho, and K/S values of the wool samples dyed (60 ° C) with the dyes RRX and UFRRX
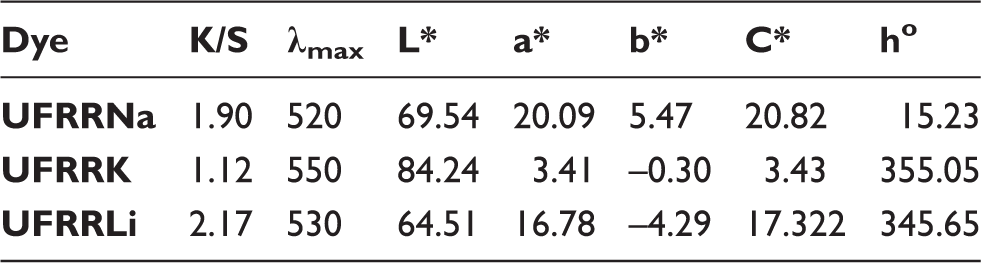
Colorimetric data L*, a*, b*, C*, ho, and K/S values of the nylon 66 samples dyed (60 ° C) with the dyes RRX and UFRRX
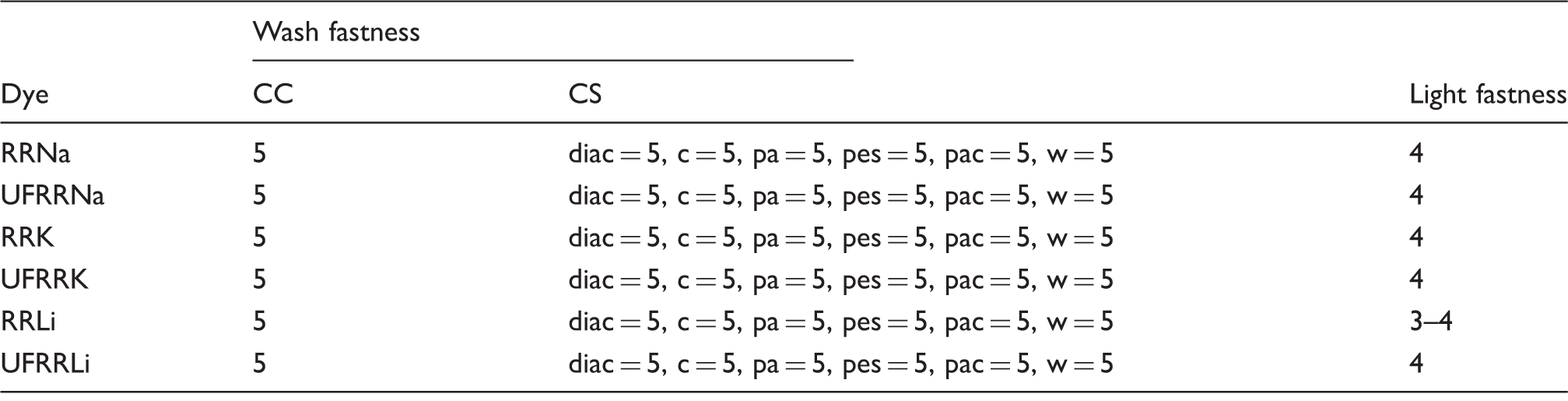
Wash and light fastness of cotton samples dyed (60℃) with the dyes RRX and UFRRX
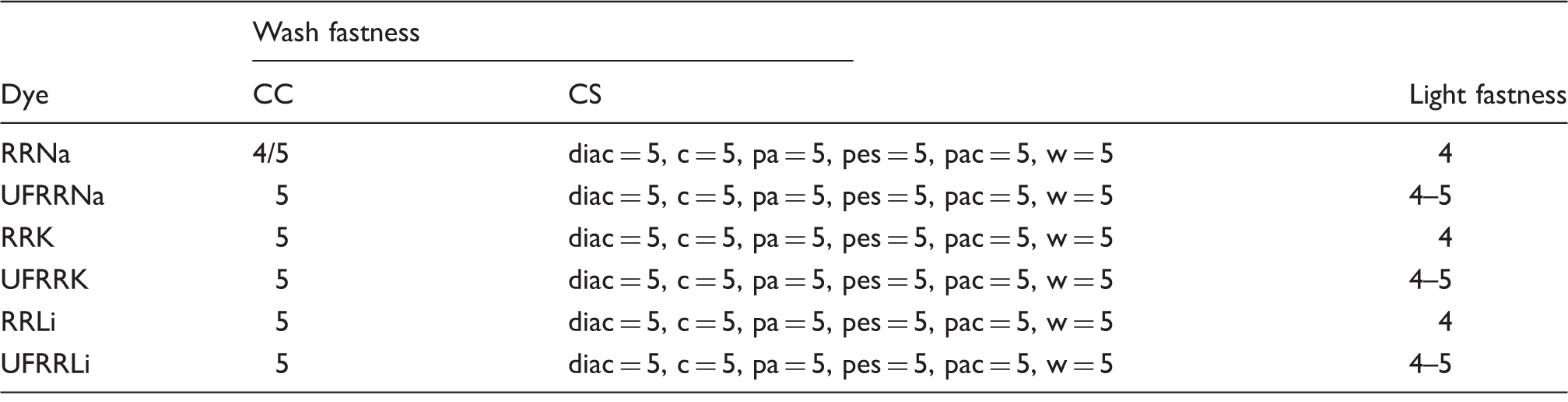
CC: color change; CS: color staining; diac: diacetate; c: cotton; pa: polyamide; pes: polyester; w: wool.
Wash and light fastness of wool samples dyed (60℃) with the dyes RRX and UFRRX

CC: color change; CS: color staining; diac: diacetate; c: cotton; pa: polyamide; pes: polyester; w: wool.
The K/S values of the dyed samples with ultrafiltrated dyes are higher than the corresponding K/S values obtained with non-ultrafiltrated dyed samples. This is in agreement with previous findings (Table 2), showing the percentage dye strength increases measured from the dye solutions before and after UF, and can be explained in the same terms as above, with the removal of inorganic salts and other impurities in the permeate solution (Table 5). 6 The other coloristic co-ordinates, such as the L*, a*, b*, C*, and ho, values are in line with strength changes not showing significant color changes before and after UF.
Wash and light fastness of nylon 66 samples dyed (60℃) with the dyes RRX and UFRRX
CC: color change; CS: color staining; diac: diacetate; c: cotton; pa: polyamide; pes: polyester; w: wool.
The dyes RRX have excellent wash fastness (Gray Scale 5, Color Change) in all cases, as should be expected for reactive dyes. UF slightly improves the light fastness properties, which can be attributed to the elimination of by-products which affect fastness to light.
Ink-jet printing
Ink-jet ink formulations were prepared using the ultrafiltrated dyes RRNa, RRK, and RRLi. The elimination of inorganic salt impurities and the increased coloristic yield, coupled with the higher solubility of the ultrafiltrated dyes, make them extremely suitable for the production of high quality digital printing inks avoiding nozzle damage and blockages.
Measurement of ink-jet inks properties
Monitoring a digital ink formulation over a period of time is a widely accepted method for evaluating the stability of ink-jet ink.12,13 In this study the pH, conductivity, surface tension, and viscosity of the ink-jet ink formulations prepared with UFRRX dyes were monitored over a period of 90 days.
In Figure 5 the plots of the pH values against time are given for the dyes UFRRX.
pH values vs time for the dyes UFRRX ink formulations.
The pH stability of the ink-jet inks remains relatively constant over the period of 90 days, which is a good indication regarding the suitability of the inks for digital printing applications. According to the literature, commercial ink-jet ink formulations should have pH values in the acid or near the neutral region.12–14 No adjustments of pH were made for the ink-jet inks prepared.
Figure 6 shows the conductivity values of three digital printing inks over a period of time. Ink-jet inks of UFRRX show high conductivity values, which can be attributed to the presence of four ionizable sulfonic acid groups present in the dye molecules.
Plots of conductivity values vs time for the dyes UFRRX ink formulations.
Conductivity values of all inks remain stable over the period of 14 days, which is a good sign regarding the inks stability and suitability for digital printing application within this period of time, being increased sharply afterwards, until 90 days, which can be attributed to the complete ionization of the sulfonic acid groups.
Surface tension values of commercial ink-jet inks for textile printing are in the ranges 21–48 or 30–60 mN m-1.8,15 As Figure 7 shows, the surface tension values of the inks are of this range, and remain relatively stable over 90 days. The surface tension values of the various dye metal salts remain within very close limit deviations (29–30.5 mN m-1), showing that the metal used does not affect the surface tension of the resulting ink-jet ink.
Plots of surface tension values vs time for the dyes UFRRX ink formulations.
Acceptable viscosity values for ink-jet ink formulations are said to be between 2.2 and 3.4 cp14 for digital printing application, although it is not unknown for such inks to have a viscosity up to 3–5 cp.14,25 Viscosity values of the inks UFRRX are within these limits over a period of 20 days, increasing slowly over a period of 90 days (Figure 8).
Plots of viscosity values vs time for the dyes UFRRX ink formulations.
Textile printing
Colorimetric data L*, a*, b*, C*, ho, and K/S values of the wool prints
Colorimetric data L*, a*, b*, C*, ho, and K/S values of the nylon 66 prints
Colorimetric data L*, a*, b*, C*, ho and K/S values of the cotton prints
The K/S values of the prints were in all cases significantly lower compared to the K/S values of the dyeings (Tables 6–8). This can be attributed to the low quantity of the colorant reaching the surface of the sample (droplets through the fine nozzles at high speed) and the possible low dye solution concentration employed for the preparation of digital printing inks.
Conclusions
Three novel azo monofunctional vinyl sulfone reactive dyes have been synthesized by coupling 1-amino-phenyl-4-beta hydroxyethyl sulfone sulfate ester with H-acid (1-amino-8-hydroxynaphalene-3,6-disoulphonic acid) as coupling component. The synthesized dyes were ultrafiltrated using AFC 40 polyamide type membranes. The dyes were characterized by their UV-Vis and FT-IR spectrophotometrical data, optical emission spectroscopy, and elemental analysis. The UF resulted in the production of high solubility and purer dyes, as can be seen from the dye strength increase of the dyes after the UF process, and the elimination of inorganic salts present in the dye after synthesis. Ultrafiltrated digital ink-jet printing inks were prepared, and their properties—such as pH, conductivity, surface tension, and viscosity—were monitored over a period of time. The ultrafiltrated and the non-ultrafiltrated counter parts were used to dye and digitally print cotton, wool, and polyamide samples. Color measurements and quality fastness tests were performed for the dyed samples. These exhibited high levels of washing fastness and medium light fastness. The implementation of the UF process on the synthesis of the three reactive dyes allowed the production of purer dyes with increased coloristic yield, and the production of stable water-based digital printing inks. UF technology opens up new areas of dye applications in the high-added-value digital printing industry.
Footnotes
Acknowledgment
We would like to thank Yorkshire Colours for their kind support throughout our work, and their useful suggestions and recommendations, especially in the implementation of the UF technology at our facilities.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.