
Abstract
The aim of the study was to investigate changes of water vapor resistance of coated fabrics with different knitted substrates. For the study different knitted structures were designed and produced, while the conditions for the coating process were kept constant. All structures were exposed to natural weathering in the summer and winter seasons. Thus, the experimental setup enabled the comparison of changes in water vapor resistance of various structures as a result of aging, as well as giving an insight into the differences in resistance after aging in different seasons. After exposure, changes in fabric mass per unit area, thickness and water vapor resistance were observed. The outcomes of the study gave a good insight into the behavior of coated fabrics and may be used when protecting coated materials in order to improve their performance.
Coated fabrics have a wide range of applications and may often be exposed to specific weather conditions. Therefore, information about changes in material properties after exposure is very valuable for overall evaluation of performance.
Natural weathering provides the basis for an investigation of material performance in a particular location. In some cases, it makes sense to design a product that will have satisfactory performance under global weather conditions. But, from experience, it has been shown that products can be made to perform in the majority of global conditions but may fail in some extreme conditions in which they are used. For the cases when the user needs a product with optimal performance in a certain climate, tests of material should be made in conditions that typify the climate in which the material is expected to perform. In such cases, an investigation of material exposed to natural weathering is a logical choice. The use of artificial weathering is feasible when it offers acceleration and control over conditions. It is used when there is a need to perform studies in the minimum possible time and under well-controlled and repeatable conditions. However, the selected conditions must produce degradation mechanisms that are identical to those that cause the material to degrade in natural conditions. 1
In a previous study, the influence of weathering in a tropical climate on properties of polytetrafluoroethylene (PTFE)- and polyvinyl chloride (PVC)-coated fabrics, such as dirt repellency, discoloration and coating condition, was evaluated. The comparison of results indicated that the dirt repellency of PTFE-coated fabrics is generally more superior. Morphological examinations revealed that cracking and peeling of the coatings were more evident on the PVC-coated fabric. It is also shown that hot and humid conditions, characteristic of a tropical environment, are very conducive for the growth of fungi, as well as severity of surface degradation. 2
The natural weathering of coated industrial fabrics conducted by Eichert 3 showed that, besides UV exposure, air pollution has the largest influence on fabric degradation.
In another study, the exposure of knitted fabrics that are used as a substrate for coating was carried out during a summer period in a moderate climate. The results indicated that exposure affected all investigated properties, i.e. structural properties, tensile properties and heat resistance. The most significant changes were a decrease of breaking force in both directions of up to 54% and a decrease of heat resistance of up to 18%. 4
In the investigation conducted by Deflorian et al. 5 natural and artificial weathering of polyester coil coatings was studied. The results indicated the great importance of coating thickness in the weathering processes, because the accelerated degradation acts mainly at the metal–coating interface, and therefore it is strongly influenced by the coating thickness.
The results of artificial weathering of acrylic polyurethane (PU) varnish coatings showed that the xenotest protocol has a significant effect on changes of thickness loss and gloss. Furthermore, yellow index measurements and low frequency impedance showed that greater degradation was caused by a UV exposure protocol. The results also showed that the low frequency impedance modulus of intact coatings decreased exponentially with an increase of aging time. 6
In another study, the aging of thermoplastic polyurethanes prepared with and without a hindered amine light stabilizer and UV absorber was performed at different humidities and temperatures for 720, 1440 and 2160 h. After only 720 h of UV exposure, neat PU showed a noticeable change in the chemical structure. However, the stabilized coating showed almost no change. Tensile strength of neat PU deteriorated by about 47% after 2160 h of UV exposure, while the stabilized polyurethane maintained almost of its original strength after the whole exposure time. 7
The durability of artificially weathered waterborne polyurethane coatings with different aesthetic properties has also been investigated. The obtained results highlighted the differences between transparent and pigmented coatings, as well as the influence of initial surface roughness and gloss properties on coating resistance. 8
In studies conducted by Yang et al.9,10 an epoxy primer with a high gloss polyurethane topcoat coating system was exposed to artificial weathering (Accelerated Weathering Tester - QUV, Q-LAB Corporation, USA). The study indicated that the development of blisters caused an increase of surface roughness and the loss of the initial gloss of the coating. Scanning electron microscopy (SEM) analysis showed that the QUV exposure is more damaging than QUV/Prohesion alternating exposure.
Boubakri et al. 11 observed the impact of aging on mechanical properties of thermoplastic polyurethanes. It was shown that degradation largely depends on both aging temperature and aging immersion duration. Degradation of mechanical properties seemed to be well correlated with observations obtained from SEM micrographs.
The aim of the study reported here was to investigate changes of water vapor resistance of polyurethane coated fabrics due to natural weathering in a moderate climate, during different seasons. Due to the experimental set-up, it is possible to observe the changes of water vapor resistance after a single season and to use the outcomes when considering fabrics for particular purposes. For the purposes of the investigation, it was necessary to design different knitted substrates and perform coating processes under carefully controlled conditions.
Experimental
Materials
Properties of the knitted fabrics produced for the study
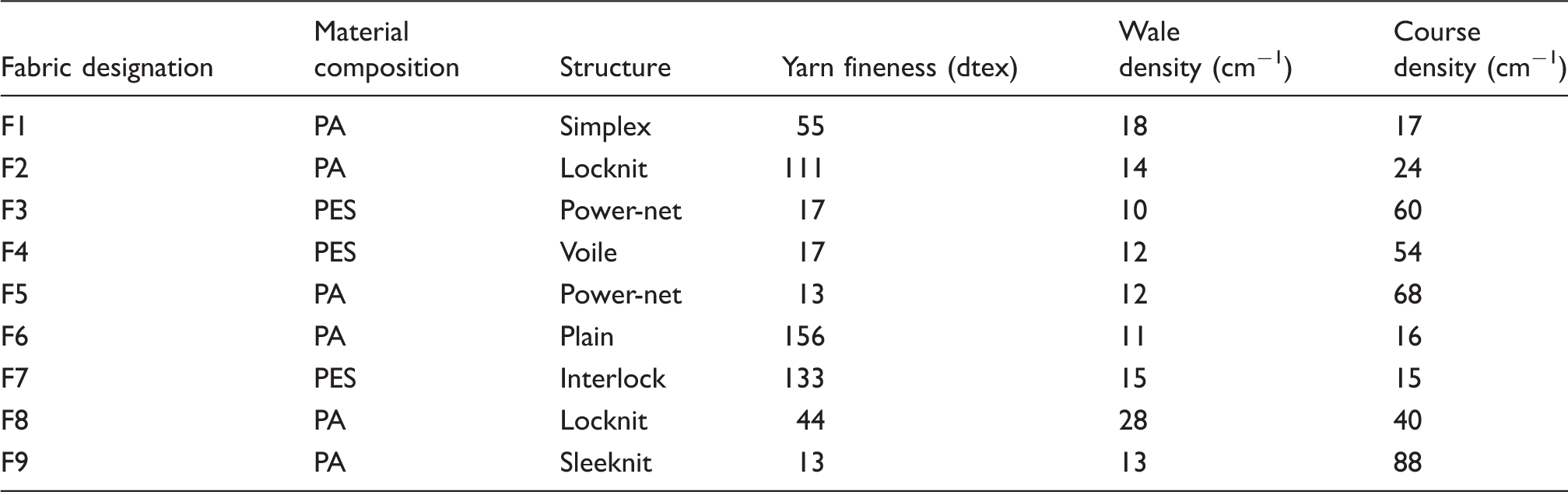
PA: polyamide; PES: polyester.
The fabrics produced were used as substrates for the coating process. Fabrics were coated in industrial conditions, i.e. on the same coating line and with the same settings for polyurethane coating. Polyurethane coating is prepared from the base of hydrophilic polyester. During preparation, polyester of molecular weight 800 to 2500 is mixed with di-isocyanates and diol. Polyurethane polymers are formed by the reaction of polyaddition of monomers containing two isocyanate functional groups with the diol (dihydroxy polyester) in the presence of a catalyst. Polyurethane is applied to the knitted fabric using the transfer procedure. The polyurethane paste is applied to a backing paper using a pump. The paper is directly introduced through the whole coating line and is used as an endless conveyor for applying polyurethane. The speed of the applied polyurethane paste and the paper is set to 10 m min−1, while the temperature is set to 80℃. At the dryer exit, there are cooling rollers to cool down the polyurethane coating. Subsequently, another coating of the same polyurethane paste is applied in the same way. The final coating is with a polyurethane binding agent on which the knitted fabric is laminated. The binder is cross-linked in the dryer at 160℃ for 3 min. 12
Exposure to natural weathering
Natural weathering of the coated fabrics produced is carried out in conformity with EN ISO 877-1/2.13,14 Fabrics are placed on a rack that is made of untreated wood, i.e. an inert material that does not affect the test results. Considering the location of exposure (latitude: 45° N, longitude: 16° E), the exposure angle was fixed at 45° facing the equator, which simplifies comparison with established results, and ensures good total solar radiation, since the tilt angle is the same as the latitude. Fabric specimens are exposed in an unstrained state that enables a free flow of air against the front and back of the specimen (so called “open exposure”). Regular inspection of the site for the purpose of refixing loose test specimens, particularly after storms, was performed.
Climatic conditions during the exposure period

After the described exposure period, the specimens were removed from the rack and tested for changes in thickness, mass per unit area, dimensions (shrinkage) and water vapor resistance.
Measuring methods
The mass per unit area of knitted fabrics (substrate) and polyurethane coated knitted fabrics (unexposed, exposed during season A and exposed during season B) was determined according to EN ISO 2286-2:1998 for coated surface fabrics. 15 This standard determines how to separate the coating from the substrate and weigh five samples with an area of 100 cm2. For the measurement an analytical balance was used (ALJ 220-4, KERN & SOHN GmbH, Germany) with a measurement accuracy of 10−4 g. The thickness was measured on a thickness meter with an accuracy of 10−2, according to EN ISO 2286-3:1998. 16 For each fabric, 10 measurements were carried out.
The fabric shrinkage is determined for each of the nine designed fabrics, separately for the fabrics exposed to season A and season B. The results are expressed as percentages in relation to the dimensions of unexposed samples.
The water vapor resistance was measured for polyurethane coated knitted fabrics (unexposed, exposed during season A and exposed during season B). For measurements a sweating guarded hotplate (model SGHP-8.2, Measurement Technology Northwest (MTNW), USA) was used, which simulates the transfer of metabolic heat and sweat, through the material, to the environment.17,18 Measurements were carried out in conformity with ISO 11092. 19 During the tests, the sweating guarded hotplate was placed into an air-conditioned chamber where the following conditions were established and maintained: air temperature of 35 ± 0.1℃ and 40% ± 3% relative humidity. The velocity of airflow was set to 1 m s−1 and the temperature of the test plate to 35℃.
The surface morphology of the polyurethane topcoat was monitored by SEM. For surface morphology characterization, the scanning electron micrographs were taken on a MIRA\\LMU (Tescan, Czech Republic) with 1000× and 10,000× magnification, with 10 images taken at different points on the fabric. For the procedure, fabrics were coated with Au/Pd in a sputter coater.
Results
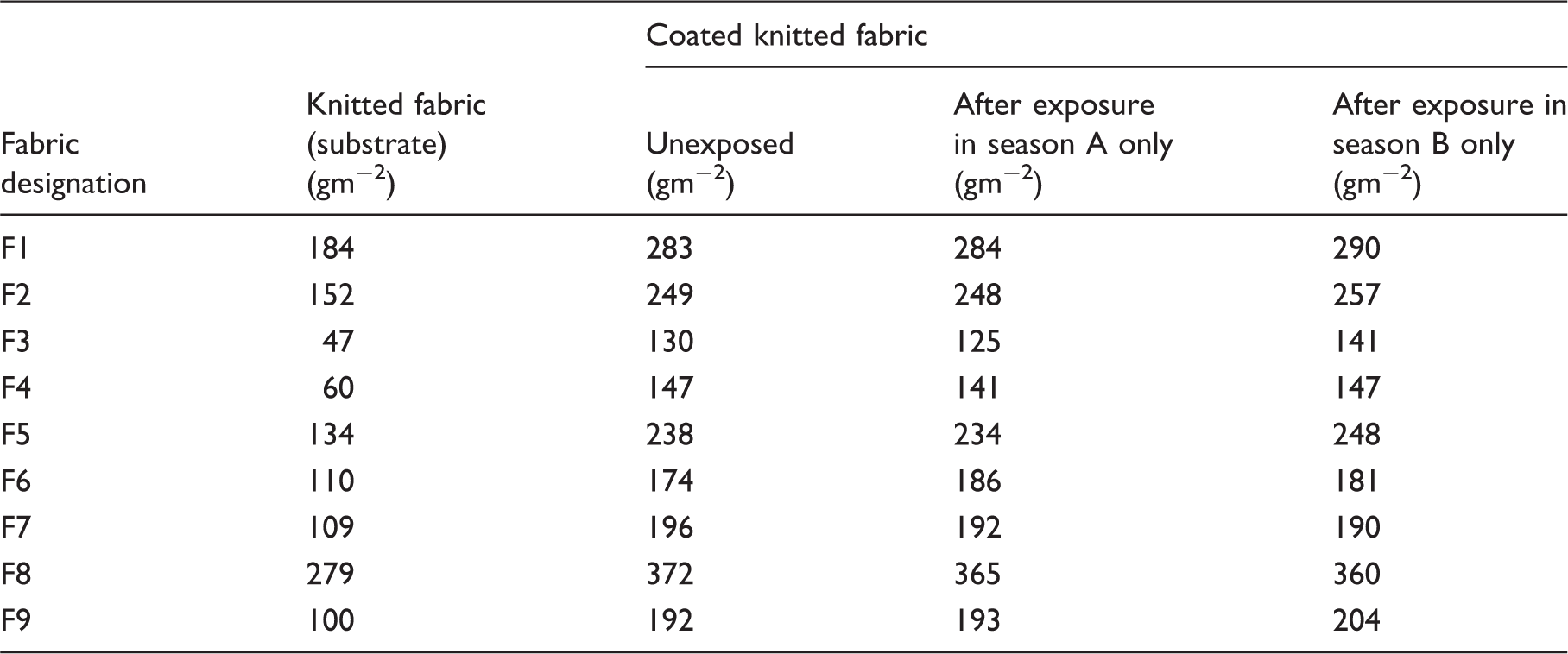
Fabric mass per unit area
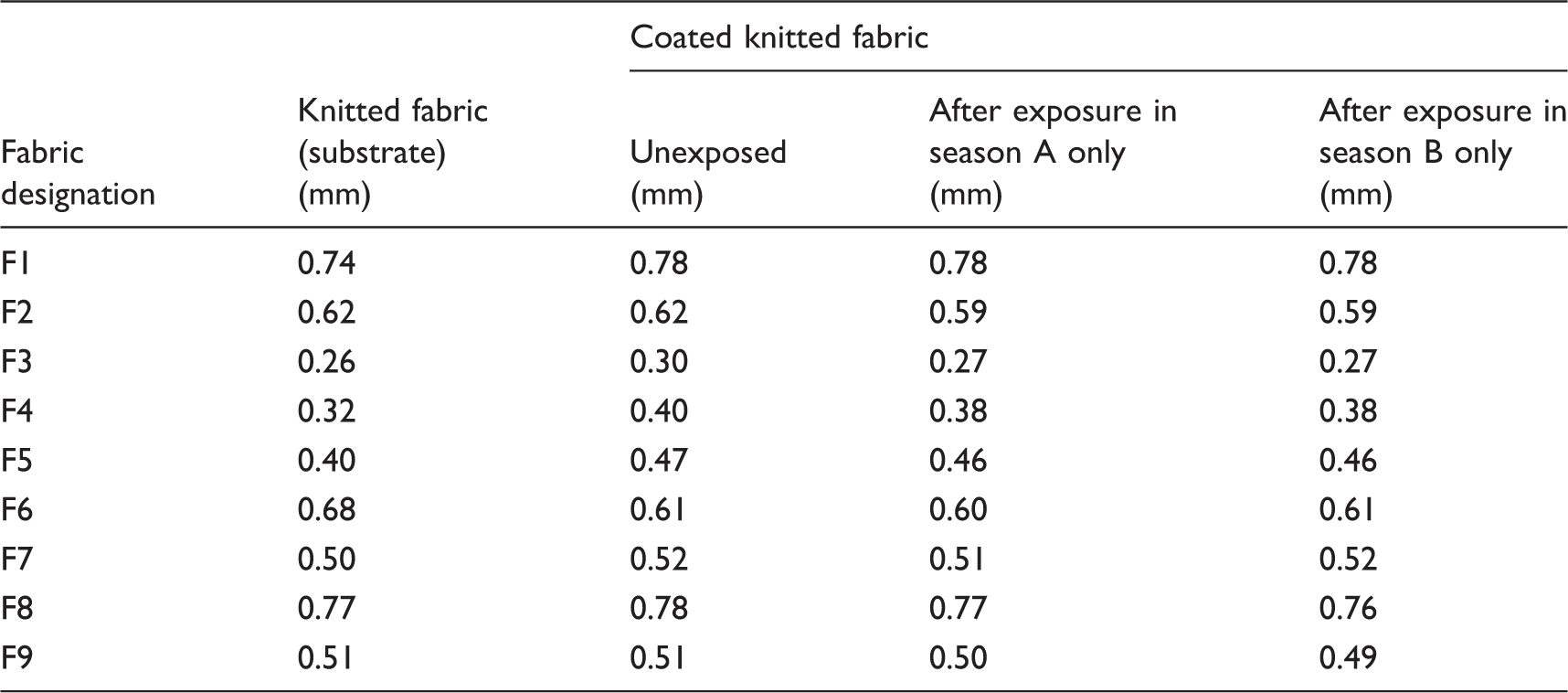
Thickness

Shrinkage of samples after exposure in a single season (season A or season B).
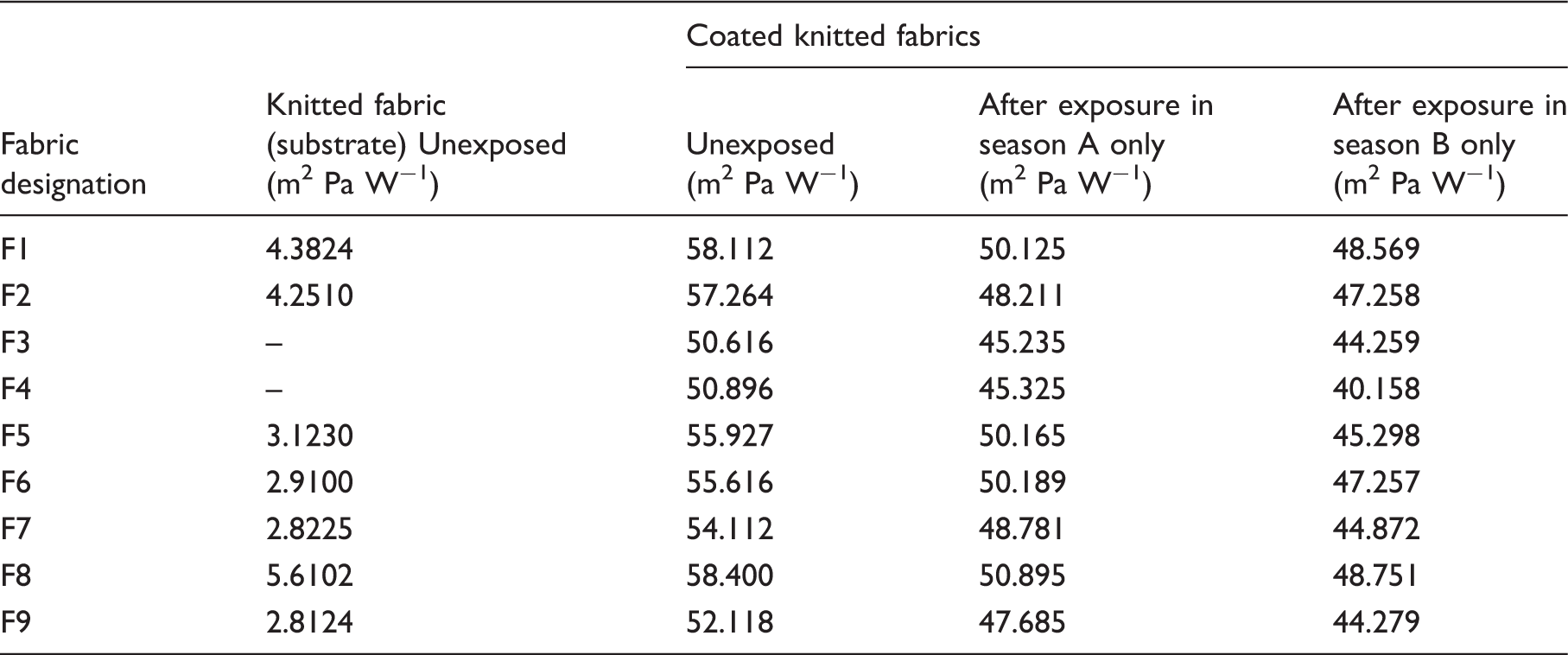
Water vapor resistance of fabrics
A statistically significant difference for the measured samples after aging is confirmed using the t-test. The t-test is applied because there are pairs of dependable results before and after aging. Since the direction of change was indicated, a one-way t-test is used. With a significance level of p < 0.01, it can be concluded that the water vapor resistance of the coated fabric after season A (p = 8.88 × 10−7), as well as after season B (p = 2.57 × 10−8) is significantly reduced. According to the results of the F-test, unexposed samples and samples after exposure in seasons A and B have approximately the same variance, so the values are not given in details.
As the study conducted by Yang et al.9,10 indicated that the development of blisters caused an increase of surface roughness and the loss of the initial gloss of the coating, it was necessary to perform surface morphology characterization using SEM and to correlate changes in the coating to the design of differently knitted substrates. The SEM images taken at magnifications of 10,000× are presented in Figure 2. Additionally, in order to illustrate the changes to the PU coating diameter due to weathering, SEM images from fabric cross-sections are given in Figure 3. The images are taken at a magnification of 925× from sample F1.
SEM images of PU-coated surfaces at magnification of 10,000×. Example of the changes in the diameter of PU coating for sample F1: (a) before exposure; (b) after exposure in season A; (c) after exposure in season B.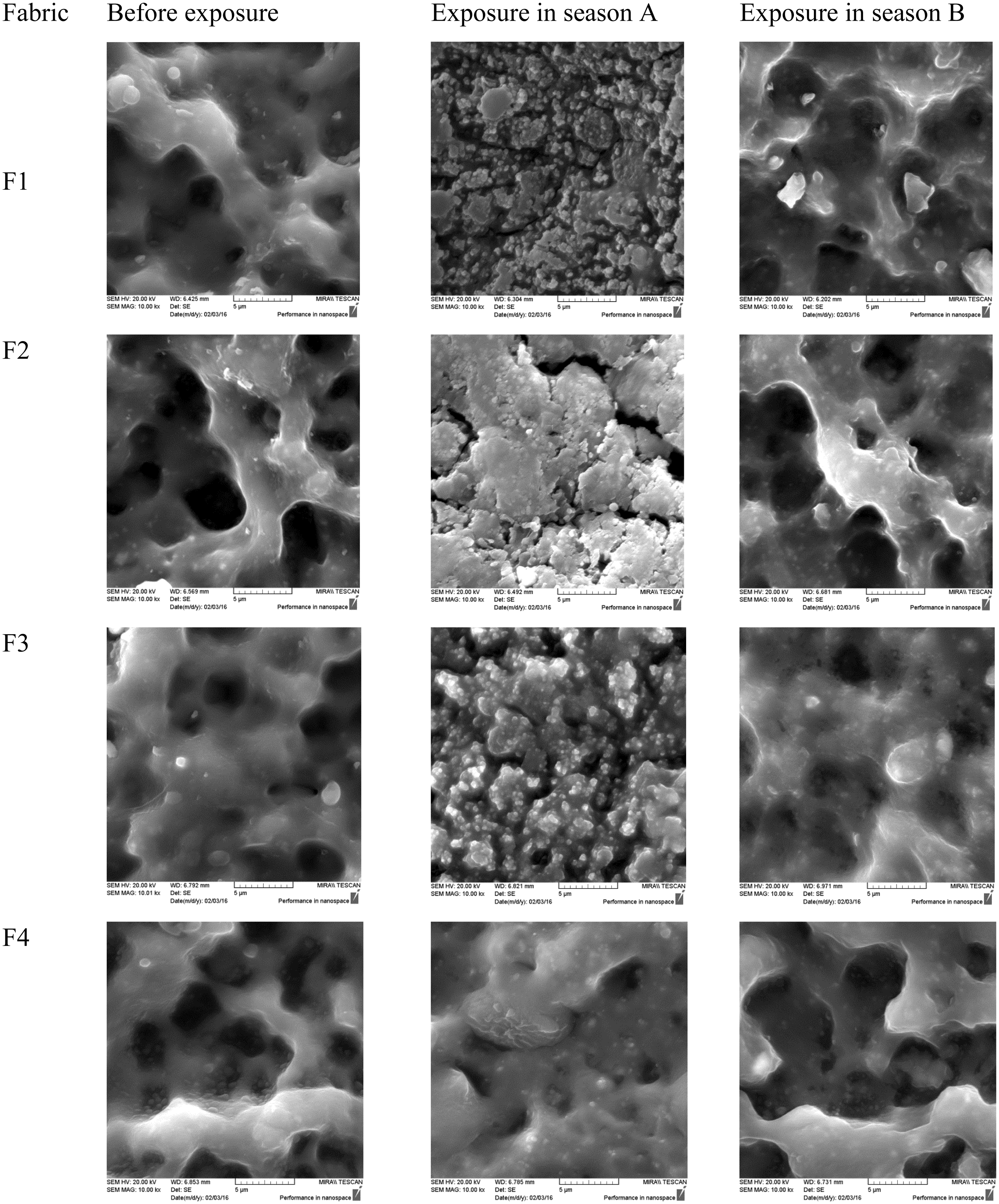

Discussion
Influence of the structural parameters of substrate on water vapor resistance of coated fabrics
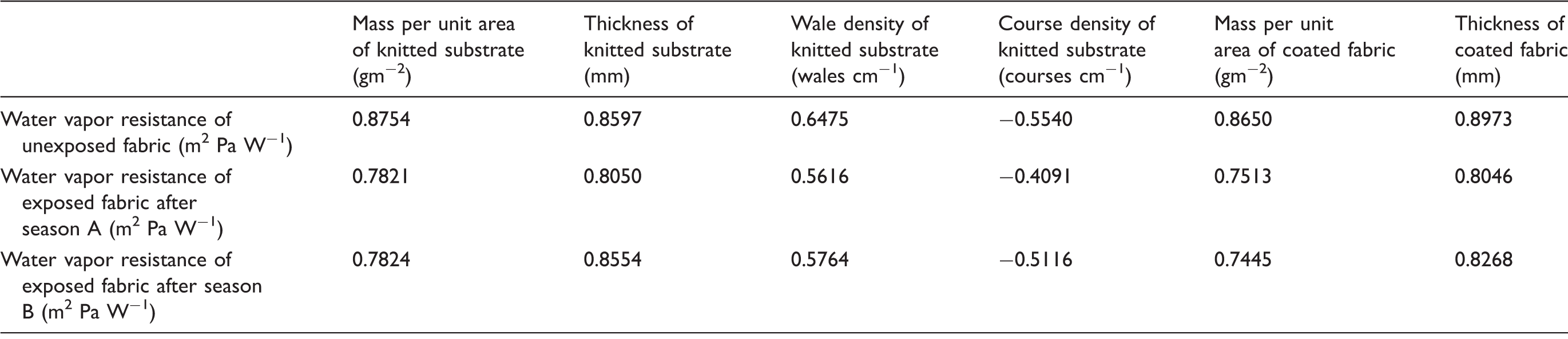
Correlation coefficients of the structural parameters of knitted substrate and water vapor resistance of coated fabric
Adjusted R2 is 0.9979, with p < 0.01; significance F = 0.0016.
The observed good correlation of water vapor resistance of unexposed fabric and thickness of knitted substrate (coefficient of correlation r = 0.8597, p = 0.0029), may help in the construction of PU coated fabrics with the required properties (Figure 4).
4
The regression model y = 14.141x + 47.242 explains the relationship of variables water vapor resistance (y) and thickness of knitted substrate (x).
Relationship between the water vapor resistance and thickness of knitted substrate.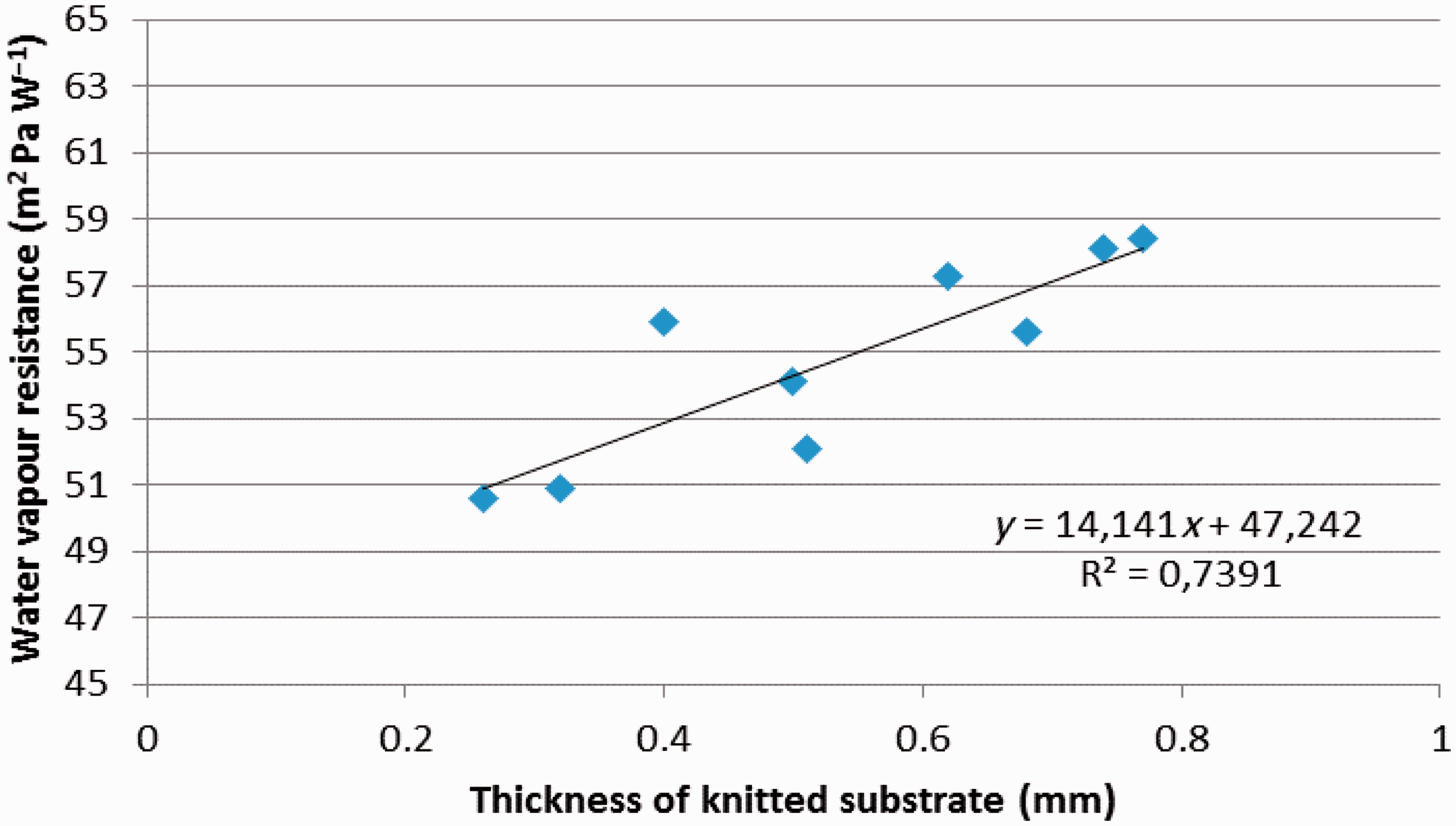
The results of water vapor resistance of unexposed knitted fabrics (substrates) are in the range 2.8124–5.6102 m2 Pa W−1. For two of nine observed fabrics, the results are not given in Table 5, due to the fact that the variations in the values are too high. This refers to the power-net fabric (substrate for fabric F3) and voile fabric (substrate for fabric F4). The reason for such behavior of these fabrics is high porosity. Therefore, almost all water vapor produced by the sweating guarded hotplate passed directly through the holes in the structure to the environment and it was not possible to record the fabric resistance. Regarding the influence of fabric structure (i.e. the type of knit) to the water vapor resistance. The results indicated that the highest resistances, among observed fabrics, are from those knitted in simplex and locknit, i.e. substrates for fabrics F1, F2 and F8. The results for water vapor resistance for unexposed substrates and unexposed coated fabrics show that the substrate has a significant impact on the behavior of coated fabrics. Namely, the lowest values of water vapor resistance are obtained for coated fabrics F3 and F4, which have highly porous substrates (values for water vapor resistance are 50 m2 Pa W−1). On the other hand, coated fabrics with the highest water vapor resistance are those produced using simplex and locknit substrates, which have the highest resistance among all observed substrates.
Influence of natural weathering on water vapor resistance of coated fabrics
After outdoor exposure in season A or B, the water vapor resistance of all tested materials decreased (Figure 5).
Water vapor resistance after season A and season B.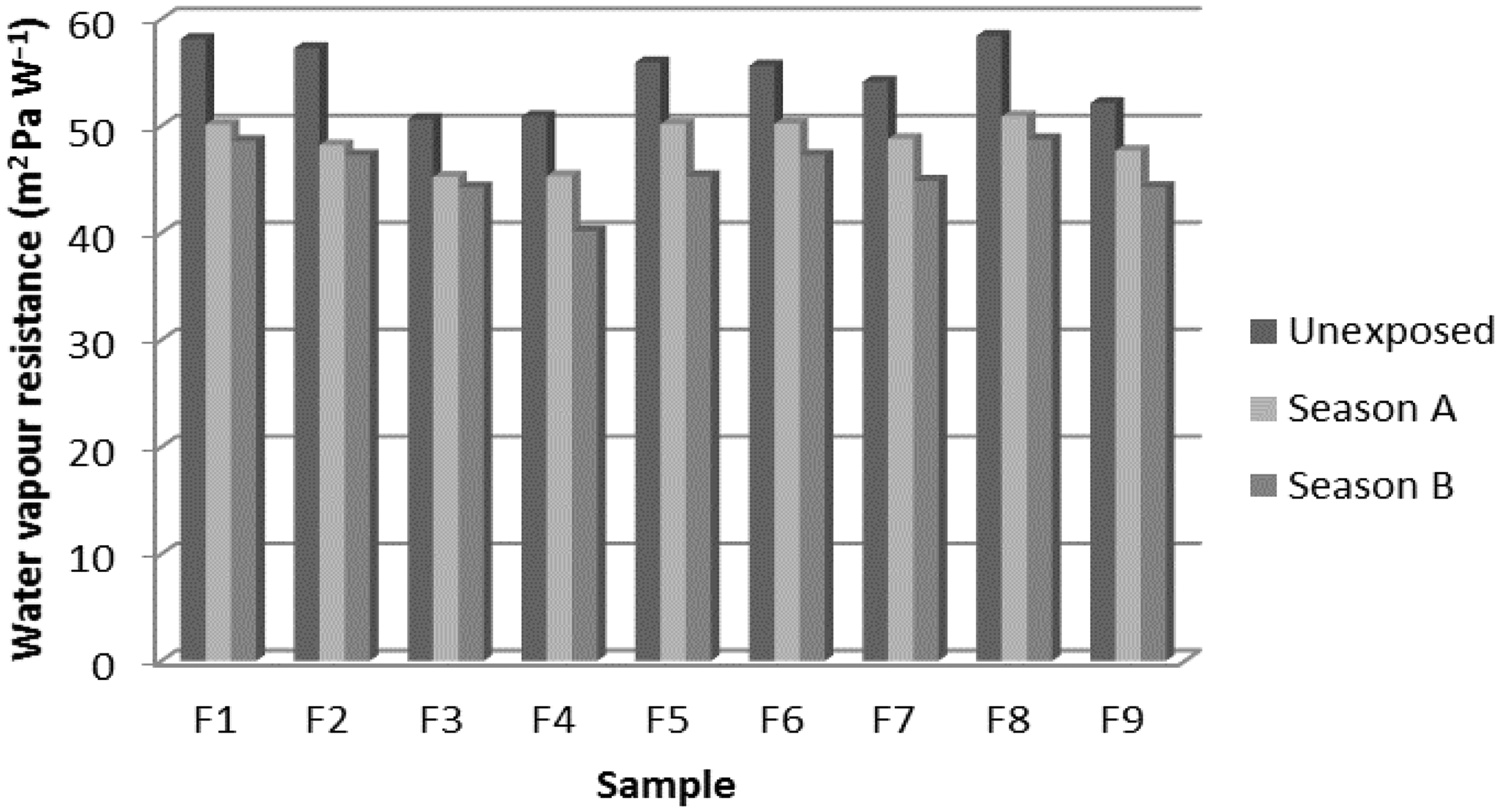
Decrease in water vapor resistance was expected due to deterioration of the material, but it is interesting to observe the extent to which the decrease occurred after exposure during different seasons. After exposure in season A, the measured water vapor resistance of the fabrics was in the range 45.2 m2 Pa W−1 to 50.9 m2 Pa W−1, while after exposure in season B it was in the range 40.2 m2 Pa W−1 to 48.8 m2 Pa W−1. Correspondingly, the average reduction of water vapor resistance after exposure to weathering, in relation to the water vapor resistance of unexposed coated fabric, is 11.4% (season A) and 16.7% (season B). Reduction of thickness after exposure to weathering in season A is 3.2%, and after season B the thickness is reduced by 3.16% (Table 4).
Correlation coefficients of coated fabric parameters and water vapor resistance after weathering
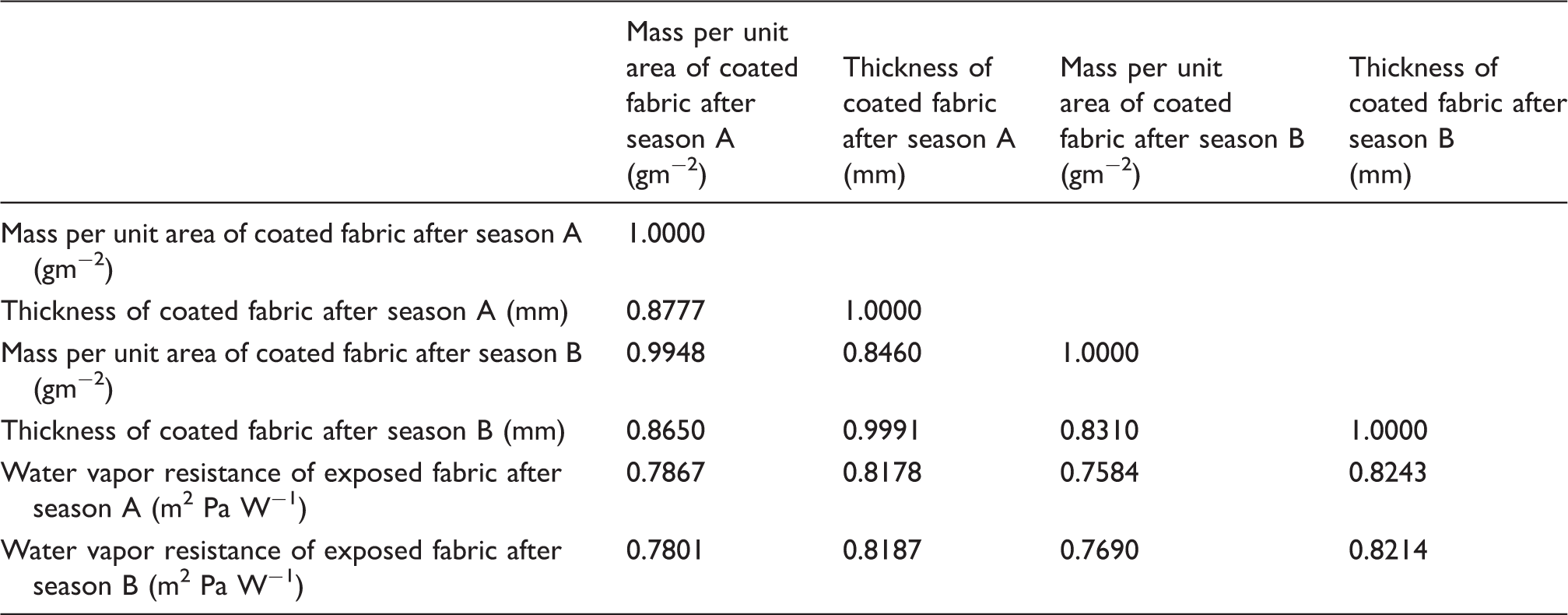
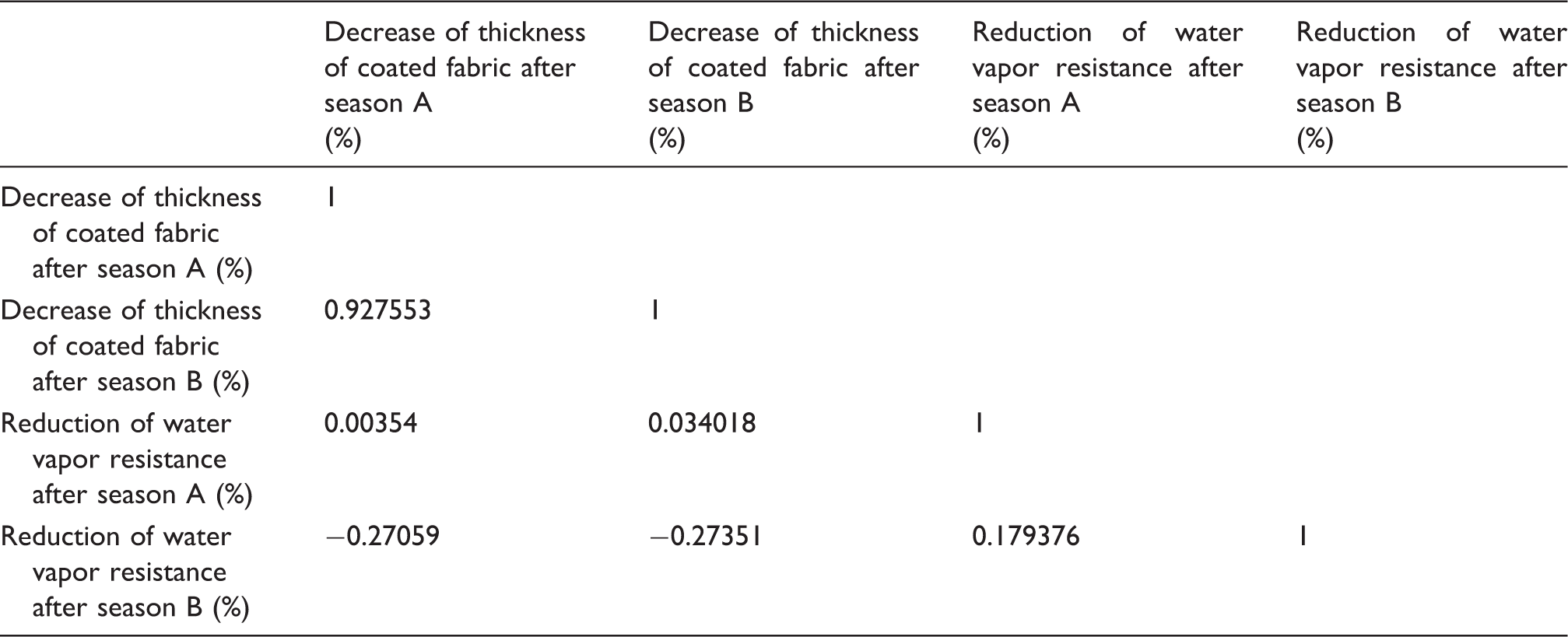
Correlation coefficients of the decrease of thickness of coated fabric and reduction of the water vapor resistance
Regarding the influence of the substrate upon the results for water vapor resistance after exposure in season A, it can be seen that the values are still high for coated fabrics that have simplex and locknit substrates (F1 and F8). Additionally, high values are preserved even better for the fabric with a plain structure (fabric F6). After exposure in the winter season, the highest values for resistance are again obtained for fabrics with simplex and locknit substrates (F1 and F8). The lowest measured values for water vapor resistance after exposure in both summer and winter season are recorded for samples with porous substrates, i.e. fabrics F3 and F4.
From the results shown in Figure 1, it can be seen that the shrinkage of exposed fabrics is in the range 1–6.5%. It can be pointed out that, for each of the nine designed fabrics, the shrinkage is more pronounced during season A, i.e. the hot season. It is possible that a shrinkage of the coating occurred during the long exposure to hot summer air, presumably because of dehydration. Considering this observation, it can be concluded that shrinkage may take an important role in an explanation of the differences between the measured values of water vapor resistance in different seasons. Namely, the values for water vapor resistance for all fabrics are lower after exposure during season A than during season B, as was the case with the results for fabric shrinkage. It can be concluded that shrinkage of the fabric caused a greater resistance to the transfer of water vapor (i.e. the fabric shrank), but measurements made on the sweating guarded hotplate were prepared using samples that were of the size specified in the ISO standard; this means that the exposed samples were of the same dimensions as the non-exposed samples. The greater resistance to the transfer of water vapor due to shrinkage is revealed by the higher values measured for samples from season A.
From the SEM images shown in Figure 2 (magnification 10,000×) it can be seen that the PU coating was performed under carefully controlled conditions. Since the PU coatings contain dye pigments (the PU coating is blue), it is not smooth. However, it has a uniform surface morphology regardless of the design of knitted fabric used as the substrate. After the exposure of the coated fabrics to natural weathering during season A (July–October) and season B (December–March), it is quite evident that season A (i.e. the hot season) had a greater influence upon PU degradation. The reason for this lies in the characteristics of the climate in which the weathering was performed. The fabrics were weathered in a Mediterranean climate in which during hot summer days the UV index is very high (>10), meaning that >98% UVA and <2% UVB radiation reach the Earth’s surface. Similar results were noticed by Yang et al.9,10 in the QUV chamber, where UVA radiation and water condensation simulated degradation. Additionally, Aglan et al.20,21 claimed that UV aging caused more severe degradation of PU than that of hydrothermal aging, indicating that the high-humidity conditions did not significantly affect the chemical structure of the polymer as UV did. As already found, deterioration of the PU layer caused by weather conditions was evident, but no cracks were observed. The PU coating was still coherent, with some small evidence of pigment exposure on the surface. The pigments on the coating surface can be attributed to degradation of the binder, and/or dehydration. In that case some pigments were separated from the binder, causing the formation of small voids and cracks in the coating bulk. This phenomenon is observed for all season A fabrics and for F7–F9 for season B. Season B is characterized by winter weather conditions (reduced level of solar radiant exposure, far lower temperatures and higher humidity (Table 2)), in which should be sought the causes of the reduction of water vapor resistance. A little less rain was measured than in the summer season, but the textile materials stayed wet longer, because of the low temperatures and the higher humidity in the air. Also, the snow appeared and remained for 20 days and consequently melted slowly on the materials, providing additional moisture. Larger amounts of snow were regularly moved from the materials only to ensure more accurately simulated conditions of wearing protective clothing.
The SEM images of fabric cross-section confirmed the degradation of the PU layer during both seasons (Figure 3). For the sample illustrated (i.e. sample F1), the thickness decreases from 60 µm (unexposed sample) to 40 µm (weathered samples in either season A or season B). But these images serve as an important indicator that confirms that degradation affected the surface layer alone (i.e. one-third of the PU coating), while the rest of the PU coating and substrate are unaffected. Considering the results for water vapor resistance, it can be assumed that the chemistry of the PU coating, as well as the main part of the structure, was still intact.
Conclusions
This investigation of coated fabric water vapor resistance, and its dependence on the knitted fabric substrate as well as environmental conditions, gives a good insight into the behavior of coated fabrics. The investigation outlined the following.
From among the structural properties of the substrate, mass per unit area and thickness influence the water vapor resistance. The results did not indicate the influence of wale/course density. Regarding a recommendation for the use of particular knits for the design of coated fabrics, the following knits should be used: power-net and voile allow maximal transfer of water vapor to the environment; and simplex/locknit decrease water vapor transfer. After outdoor exposure, water vapor resistance of all the tested materials decreased. Correspondingly, the average reduction of water vapor resistance after exposure to weathering in the summer season was 11.4%, and after the winter season 16.7%. Water vapor resistance of coated fabrics after both seasons continues to correlate well with a reduced thickness of coated fabric (r = 0.8), while the values of correlation between the mass per unit area of coated fabric and water vapor resistance are less significant. Reduction of the water vapor resistance after outdoor exposure does not correlate with the decrease of coated fabric thickness. The SEM analysis showed that exposure during the hot season had a greater influence upon PU degradation, and the shrinkage of fabrics during this season is more pronounced.
Polyurethane coated fabrics are widely used for different outdoor purposes, and therefore exposed to natural weathering that may intensively effect changes in their properties. The information about the intensity of these changes should be useful when considering coated materials in order to improve fabric properties and to ensure better water vapor resistance of the final product. The experiment described in this paper was carried separately during winter and summer seasons, so the outcomes of the investigation can be applied for the design of specific products that are only used in a single season.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Ministry of Science, Education and Sports of Republic of Croatia (grant number 117-0000000-2984) and University of Zagreb (support for research in 2016).