
Abstract
This study develops polyester modified polypropylene (PP) with disperse dye dyeability. The thermal properties, rheological properties, and spectral properties are used for validation and differential analysis.
The optimum PP dyeable particle process uses polyester as the mixed copolymer. The melt temperature of polyester material is significantly different from PP, which may lead to a failure of the mixing process. Therefore, this study aims to develop low-melting co-polyester. Different proportions of adipic acid are used in the co-polyester molecular chain to reduce the melting point. The melting point has been controlled successfully, the thermal properties of the modified ester pellet are discussed, and the functional group is then verified by Fourier infrared spectroscopy. Afterwards, the low-melting co-polyester and PP are made into a composite through a dual-screw mixing process with PP grafting maleic anhydride compatilizer. The PP is endued with the dyeability of disperse dye through the molecular behavior of the co-polyester chain segment. The optimum process parameters of the made material are designed by using the Taguchi method, gray relational analysis, and fuzzy C means clustering algorithm, aiming at two quality characteristics: dyeing power and melt index (MI). The results show that the MI of the pure PP polymer is 35.78 g/10 min and the color strength is 100 K/S, while the MI of the PP/co-polyester is 37.63 g/10 min and the color strength is 211.20 K/S. The results suggest that the developed polymer exhibits good processing in circulation and color strength.
Keywords
Polypropylene (PP) has been extensively used in the artificial textile industry. It is a polymer with high resistance to wear, low gravity, high strength, and chemical resistance. 1 Traditional PP is dyed by mixing with color concentrate, but the dyed fiber after granulation spinning has the problem of color mending. The PP polymer chain lacks ionic bonds or polar groups, and so it is difficult for the dye molecule to bond the PP molecule by a hydrogen bond or Van der Waals Force. 2 In addition, PP crystallinity is very high, thereby reducing the ability of the dye molecules to enter the amorphous region of PP molecules and resulting in the dyeing effect.3,4 Therefore, PP dyeing has become an important research subject of PP fiber application. Conzatti et al. 5 combined PP with 20 wt% wool fiber, and used polypropylene grafted with maleic anhydride (PP-g-MA) as a compatibility agent to prepare the composite. They also discussed the fiber/matrix modified dye adsorption on the fiber surface. The silane coupling agents trimethoxy silane and octadecyl silane were used to oxidize or functionalize the wool fiber, so that the fiber could react with the polyolefine matrix. The results showed improvement in the composite fiber exhaustion, thermal stability property, and mechanical property. Ujhelyiova et al. 6 combined PP with polyester to produce dyeable blended fiber, and used the group of polyester to enhance the bonding of the molecular chain and disperse dye. Polyethylene terephthalate (PET), poly butylene terephthalate (PBT), and PP were used for melt mixing to prepare dyeable fiber. The results showed that the PP/PBT had a higher dyeing rate than PP/PET. Reddy et al. 7 used PP and polylactic acid for melt mixing to enhance the dyeability of PP. The results showed that the composite fiber had excellent resistance to hydrolysis and dyeing ability. Rabiei et al. 8 used PP and nano organic montmorillonite as composited, and added 0.5 wt% PP-g-MA as the compatibility agent. The results showed that the diffusion coefficient, activation energy, and fiber dye uptake could be increased effectively by temperature control.
Past studies have bonded PP and polyester by melt mixing, thus allowing PP to have the disperse dye dyeing effect. The Tm of PP is very different from that of PET, as it is likely to cause different flowabilities in the mixing process, thus resulting in agglomeration or cladding. This study prepares a copolymer by the condensation reaction of isophthalate and glycol, so that the Tm remains at 185–200℃ in order to replace PET at a high Tm. The compatibility agent is then added in the melt mixing, so that the copolymer and PP are mixed more uniformly for a good dyeing effect.
Dyeing theory
According to kinetic molecular theory,
9
the molecular chain in the amorphous region generates heat motion due to a temperature rise. When the temperature exceeds the glass transition temperature, the heat motion of the molecular chain turns from a frozen state into violent motion. The fiber expands, thus dilating the fiber gap, and allowing the disperse dye molecule to enter the compact fiber molecules. When the temperature decreases, the pores of material are restored, so that the dye molecules are fixed in the fiber. The disperse dye dyeing is generally based on polyester fiber. The group of polyester fiber and the amine or carbonyl of dyes form a Van der Waals Force between the hydrogen bond and benzene ring (Figure 1), which contributes to the bonding of the dye molecule and the fiber molecule.
10
The bonding mechanisms of polymer and disperse dye.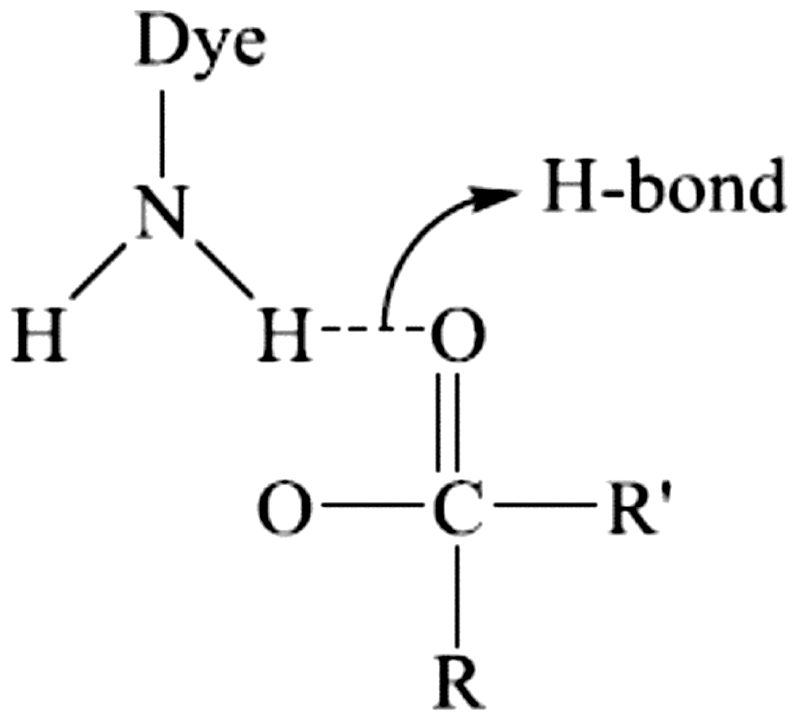
For a compact structure, high crystallinity and non-polarity, the dye molecule does not enter the PP fiber, thus resulting in poor dyeability. Since the fiber has very low hydrophilicity, its affinity to dyes and chemical additives is poor. Traditional dyeing and printing methods cannot achieve the coloring effect. Therefore, this study proposes blending low-melting co-polyester with PP material. From the microscopic view, the ester group of co-polyester and the amine or carbonyl of the dye form a hydrogen bond (Figure 1), and so the dye bonds the molecules. From the macroscopic view, the blended co-polyester can reduce the crystallinity of PP material, so that the PP fiber provides more gaps in heat motion, fixing the dye to the fiber. The dyeing method and conditions used in this study are described below.
Dyeing method
The staining tester and disperse dyes are used for dyeing. Figure 2 illustrates the schematic diagram of the heating curve of the dyeing of disperse dyes.
Dyeing heating curve of this study.
Formulae and conditions
Dyeing and reductive cleaning formulae and conditions

Materials and dye
Polypropylene
PP is a thermoplastic polymer derived from addition polymerization of propylene molecules, made by tactic polymerization. PP fiber is made by melt spinning and is the lightest fiber among all synthetic fibers (specific gravity 0.9). PP is a hydrophobic fiber and has poor dyeability. 11 This study used spinning class PP polymer (Tm: 165℃, melt index (MI): 36 g/10 min) as the key substrate.
Polypropylene grafted with maleic anhydride
This study utilized PP-g-MA as the compatibility agent, which is the polar monomer in PP modification. The principle of the compatibility agent is that after melt mixing, PP and maleic anhydride are bonded by grafting. In other words, the acid anhydride group has polarity, thus generating a carboxylic acid functional group, so that PP has polar and reactive groups.
Low-melting co-polyester
This study has successfully developed a co-polyester material at a melting point of 185–200℃ by changing the proportions of adipic acid and terephthalic acid. The difference in the PP melt temperature of 160–175℃ is within the permissible range, ensuring that the working process is not affected by the modification result. Different polymers are added in the co-polyester development process. The adipic acid increases the carbochain, thus damaging the crystallinity and enlarging the amorphous area of the co-polyester. As a result, the Tm falls, and the workability and dye adsorption rate are enhanced.
Figure 3 presents the modified co-polyester reaction mechanism.
The modified co-polyester reaction mechanism.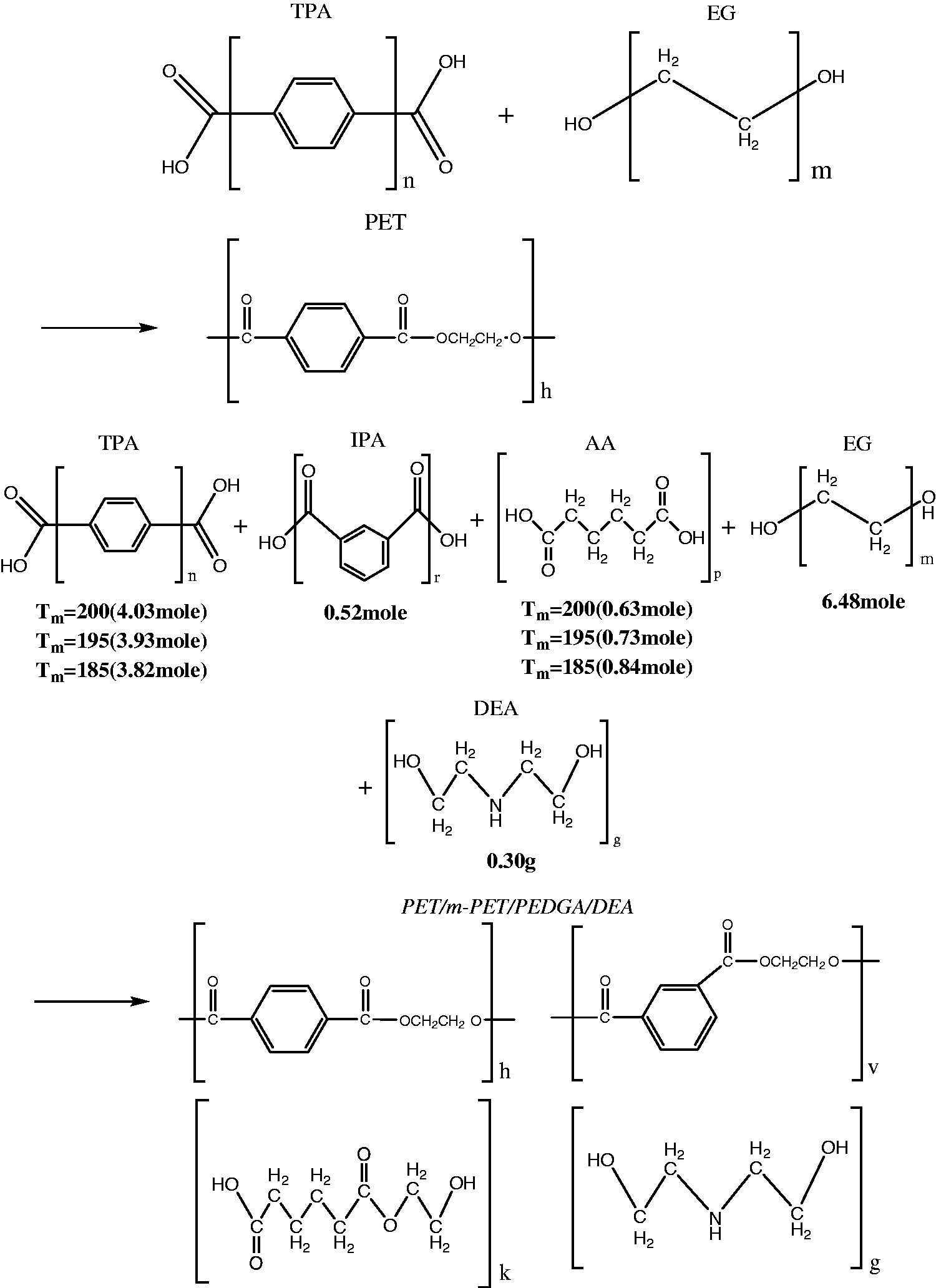
Disperse dyes
The model of disperse dyes used in this study is Navy Blue e-SE. The molecular formula is C14H9ClN2O4. For the dye test, the schematic diagram of the chemical structure is as shown in Figure 4.
Schematic diagram of the chemical structure.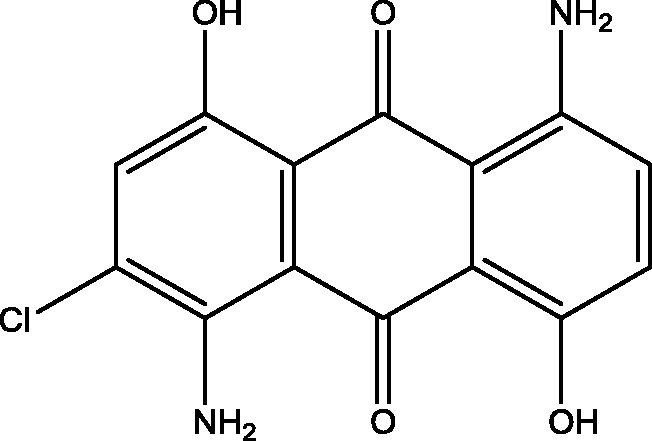
Dyeing assistants
This study used a dye leveler and acid releasing agent as the additives for the disperse dye dyeing process. The dye leveler could enhance the homodisperse of disperse dyes and prevent the dyes from agglomerating at a high temperature. The acid-releasing agent effectively controls the coloring rate and increases the dye level. The fabric dyeing with disperse dyes depends on Van der Waals Force and a hydrogen bond. The dye diffused in the fiber forms an ionic bond with the −NH− group.
Quality engineering theory
Taguchi method
This study used the orthogonal array of the Taguchi method as its experimental design. The orthogonal factor levels in the orthogonal array can reduce the number of required testing experiments. The influence of various factor levels on the end product quality is calculated by an orthogonal array. The signal-to-noise (S/N) ratio is used as the quality measurement unit. The signal represents the required element, indicating the mean value of quality characteristics. The closer the characteristic is to the target, the better. The noise is the variability measurement unit of quality characteristics, and a smaller value is better. The two objective function equations of the S/N ratio used herein are expressed as follows.
12
Nominal the Best (NTB)
Smaller the Better (STB)
Larger the Better (LTB)
where the S/N is signal/noise rate; n is the number of experiments; 


According to the results of the Taguchi experiment design, the main effector analysis 12 design is used to plot a corresponding response diagram and response table for various quality characteristics. It shows the influence of various factor levels on the quality characteristics and the optimum factor level for the quality characteristics.
Analysis of variance
The Taguchi method uses an analysis of variance (ANOVA) to calculate the variance and contribution of the factor level to quality characteristics. The variance represents the dispersion degree between the observation data and mean value. A smaller variance indicates that the data distribution is more concentrated and the experimental stability is better. The contribution represents the influence of the factor level on quality characteristics. A larger value indicates a significant factor of quality characteristics.
Gray relational analysis and fuzzy C-means algorithm
This study combined gray relational analysis (GRA) with the fuzzy C-means algorithm (FCM) for calculating the optimum proportion and processing parameters for PP dyeing modification. The coefficient of GRA is used as an initialization matrix of the FCM, and the cluster center calculated by the FCM is taken as a target value. The objective function value is calculated by the cluster center to obtain the optimal solution. This study adopted two quality theories to prevent local optimal solutions. The computing process is described below.
13
Generate the gray correlation grade sequence
The gray relational grade sequence is generated by Equations (4) and (5) from the experimental data of the Taguchi method. The quality characteristic MI is generated by NTB equation (4), and the color strength is generated by LTB equation (5)
Gray coefficient correlation

According to Equation (6) and the universal recognition coefficient of gray correlation grade (ξ = 0.5), the form created by difference sequence is used to calculate the coefficient
Initialize the fuzzy matrix
An initialization fuzzy matrix is created based on the gray coefficient result, and the value range is redefined as the weight sum of 1.
Calculate the Euclidean distance cluster center
The data obtained from actual experiment are used for Euclidean distance clustering by cluster center equation (7)
Establish the objective function
The objective function is established by Equation (8)
Multi-quality optimization analysis result
The objective function result is made into a response table and a response diagram by the main effect analysis. The optimum parameter combination is calculated.
Experimental details
Development of low-melting co-polyester
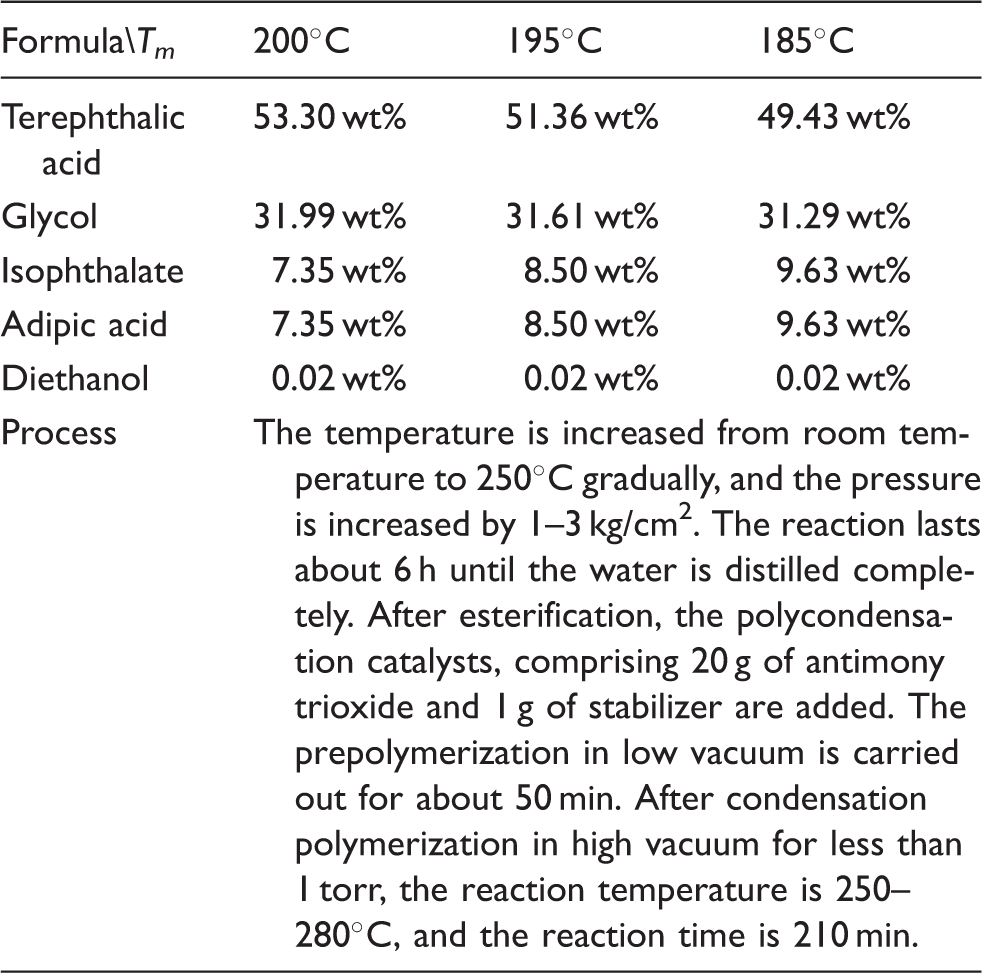
The material content of the esterification reaction

The material content of polymerization

Polymerization test material mix proportion
Development of dyeable polypropylene material
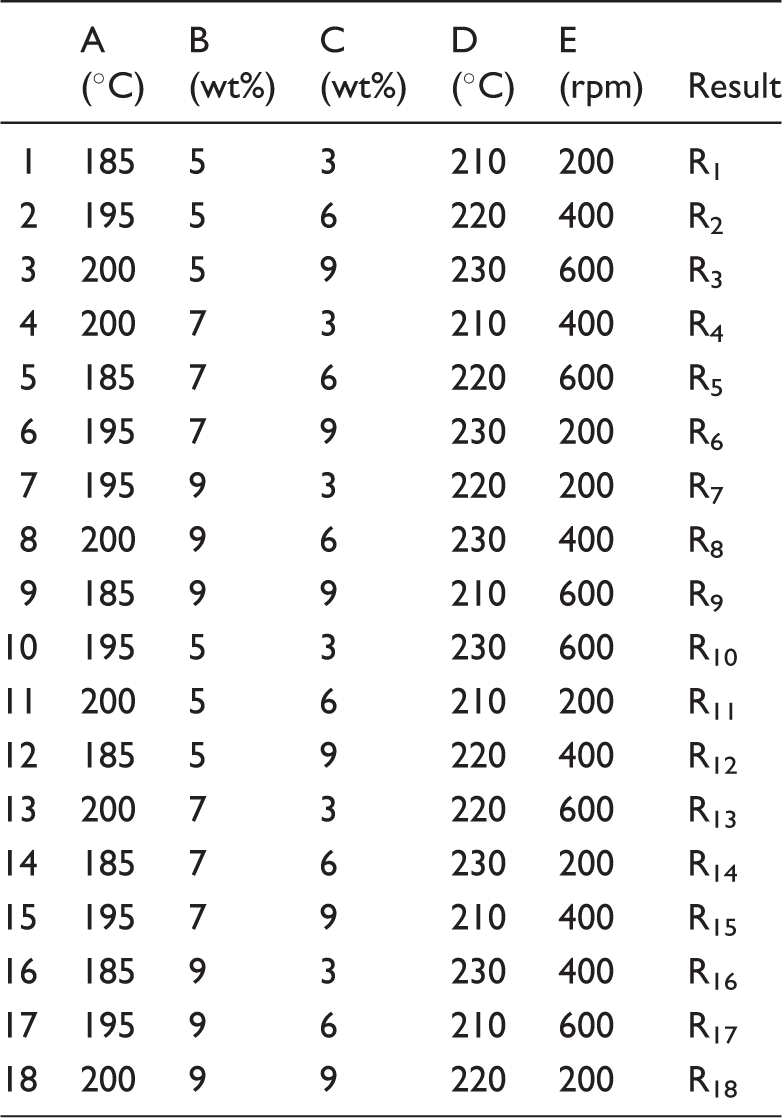
Factors and levels plan

L18 Taguchi experimental design
Results and discussion
Discussion about co-polyester material characteristics
As the melting point of PP material is quite different from that of polyester material, aliphatic adipic acid is added in order to change the symmetry and stiffness of the polyester molecular chain, bringing down the melting point. The proportions of terephthalic acid and adipic acid are controlled to keep the melting point of the modified polyester material at 185℃, 195℃, and 200℃. The effect of the mixing process of the modified polyester material and PP material at different melting points on the MI and dyeability of PP is discussed.
According to Table 2, the co-polyester material decreases linearly to some extent as the adipic acid addition increases. Because the adipic acid molecular structure is linear aliphatics, the molecular chain is relatively soft. In the polymerization process of co-polyester, adipic acid is used in the main chain of co-polyester, so that the carbochain length and quantity of co-polyester molecular chain are increased. The molecular chain is lengthened and becomes soft, while the ordered structure of polyester material is damaged, crystallinity is reduced, and the melting point can be controlled at 185–200℃, which is lower than for general polyester material.
MI optimization analysis
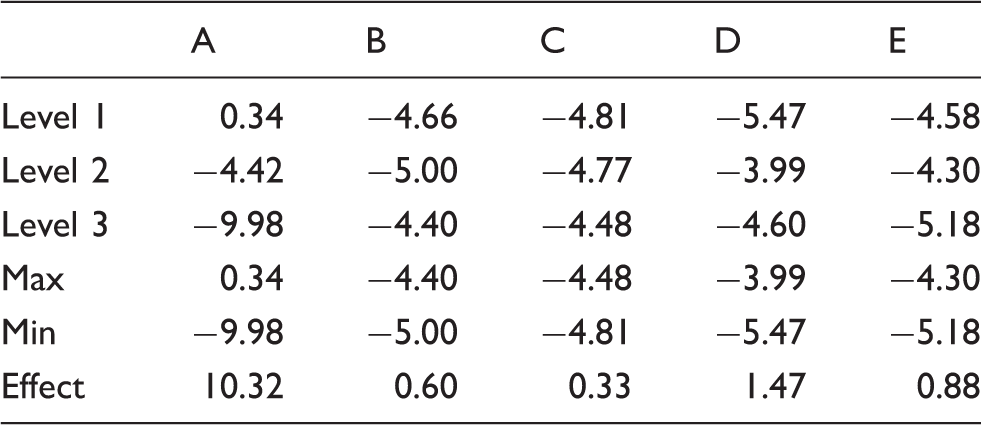
Response table of the melt index
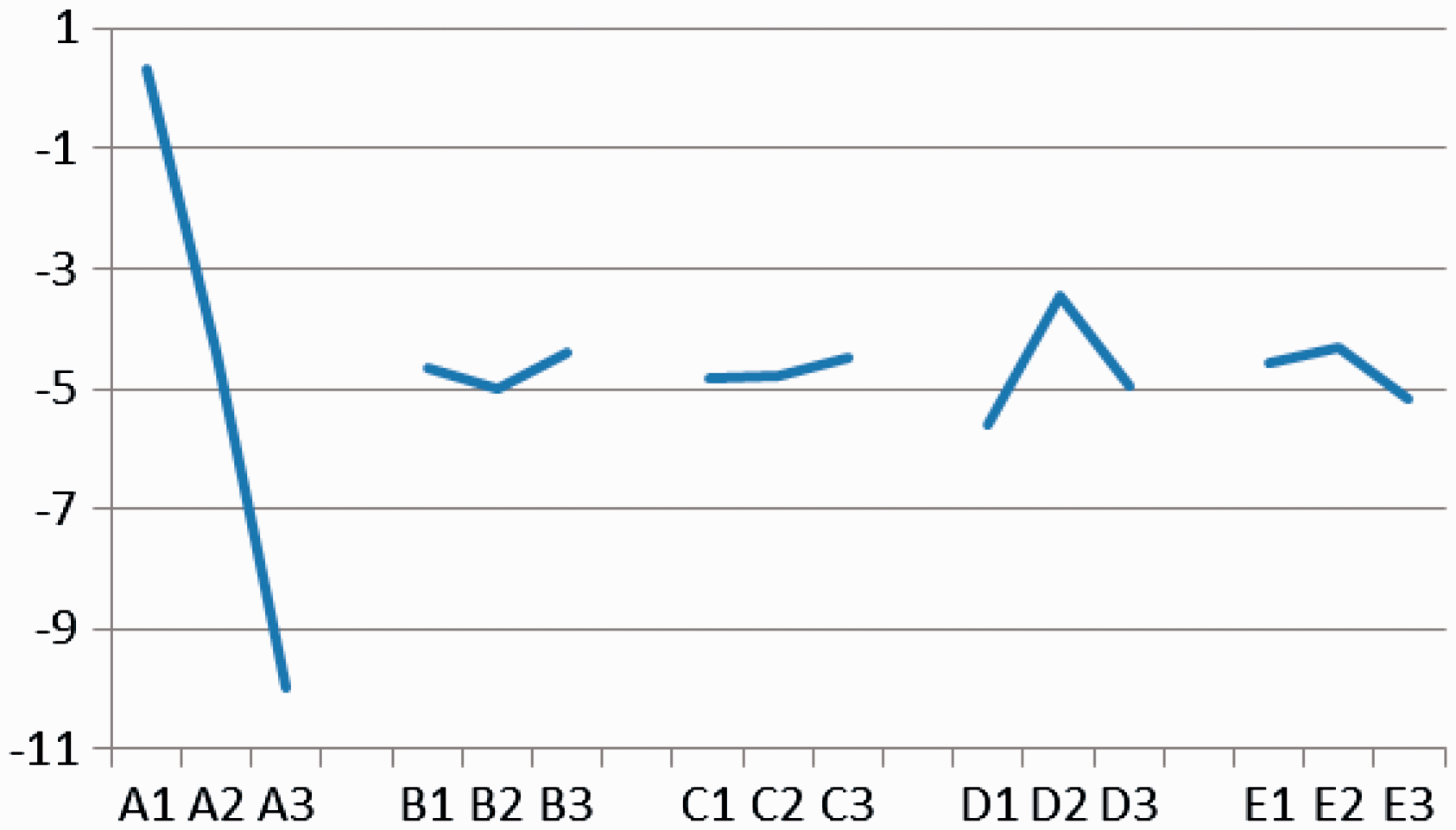
Response figure of the melt index.
Table 7 and Figure 5 show that the optimum factor levels are A1, B3, C3, D2, and E2, which are modified co-polyester Tm 185℃, modified co-polyester content 9 wt%, compatilizer content 9 wt%, dye temperature 220℃, and screw speed 400 rpm, respectively.
Analysis of variance of the melt index

DOF: degree of freedom; SS: sum of square; MS: mean square.
As can be seen, the modified co-polyester Tm has the greatest effect on the MI, meaning that it has the greatest influence on the MI quality characteristic, followed by dye temperature, screw speed, modified co-polyester content, and compatilizer content.
Color strength optimization analysis
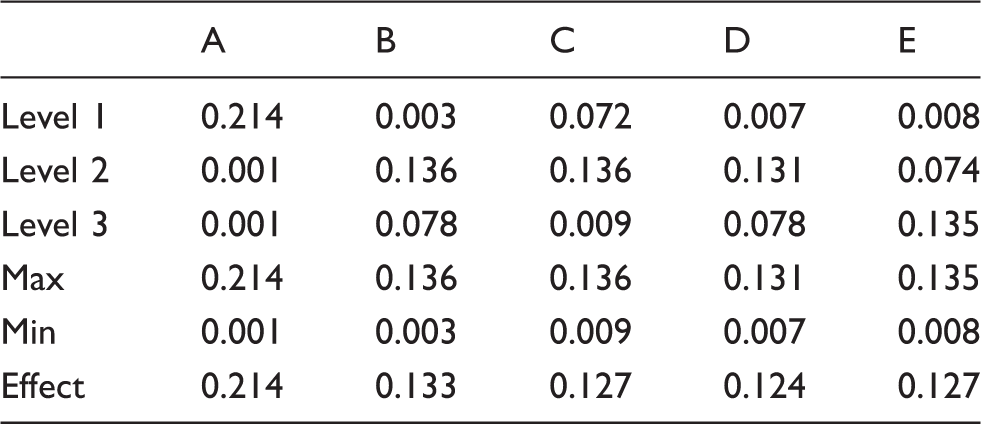
Response table of color strength

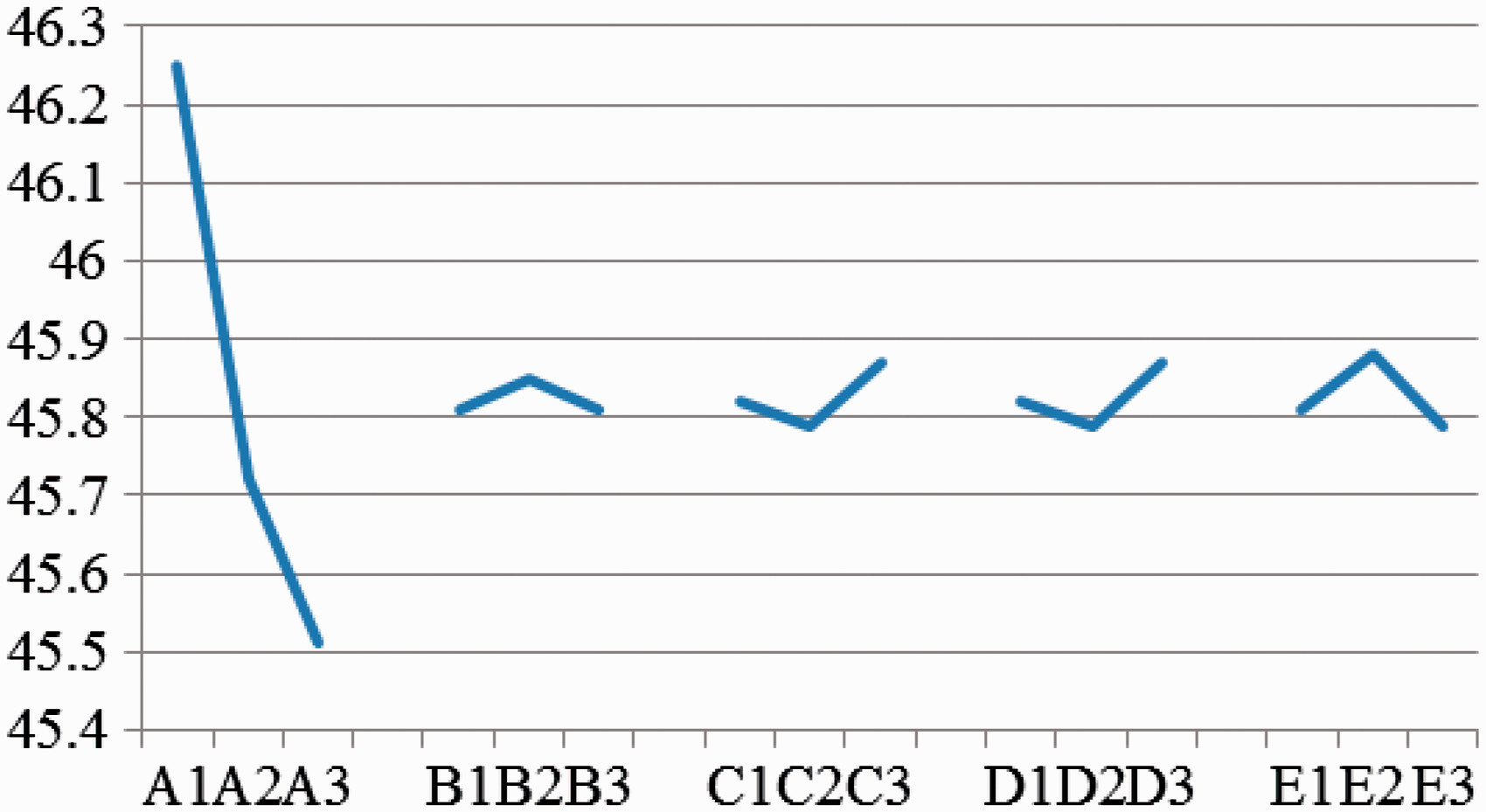
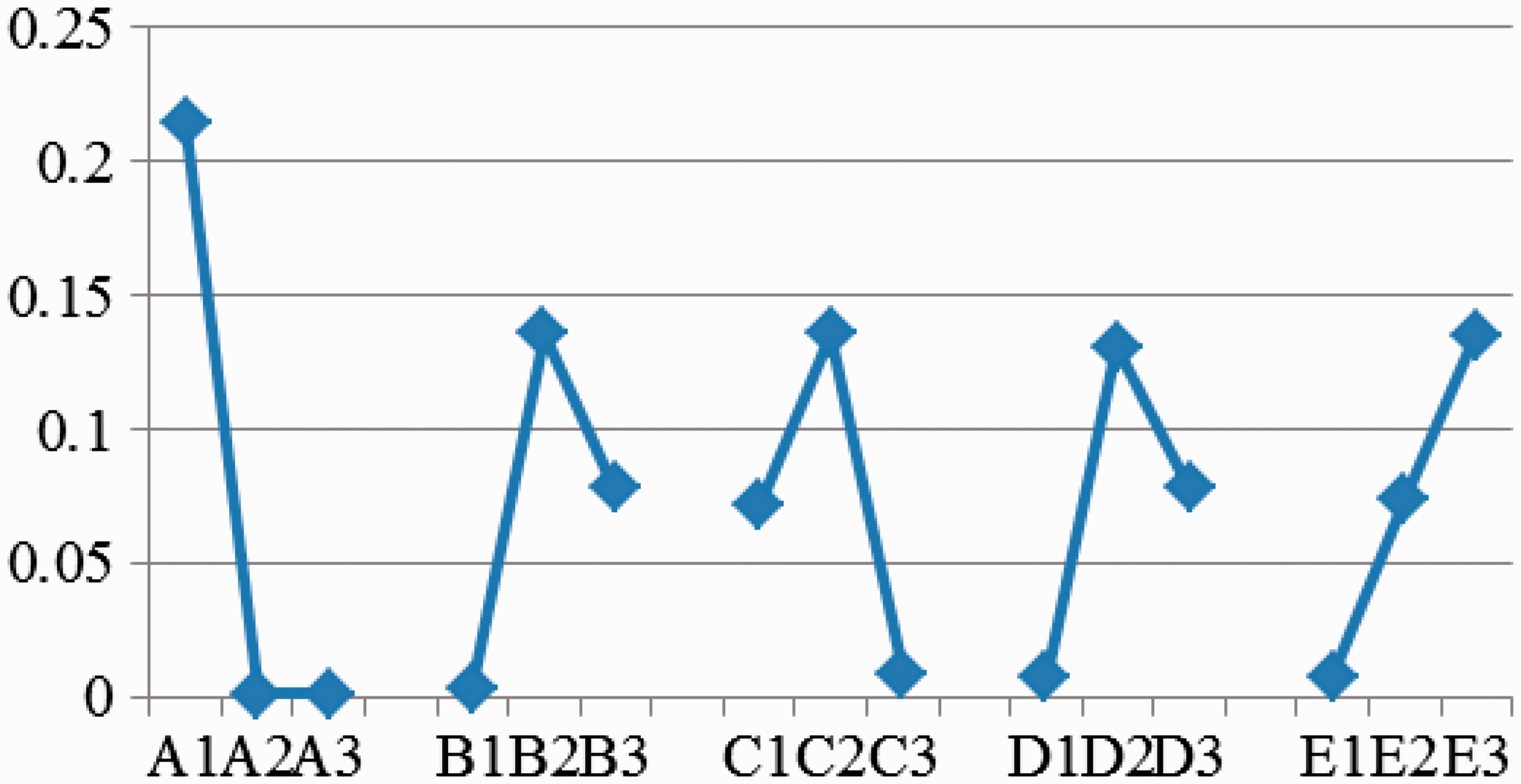
Response figure of color strength.
Table 9 and Figure 6 show that the optimum factor levels are A1, B2, C3, D3, and E2, which are modified co-polyester Tm: 185℃, modified co-polyester content: 7 wt%, compatilizer content: 9 wt%, dye temperature: 230℃, and screw speed: 400 rpm, respectively.
Analysis of variance of color strength
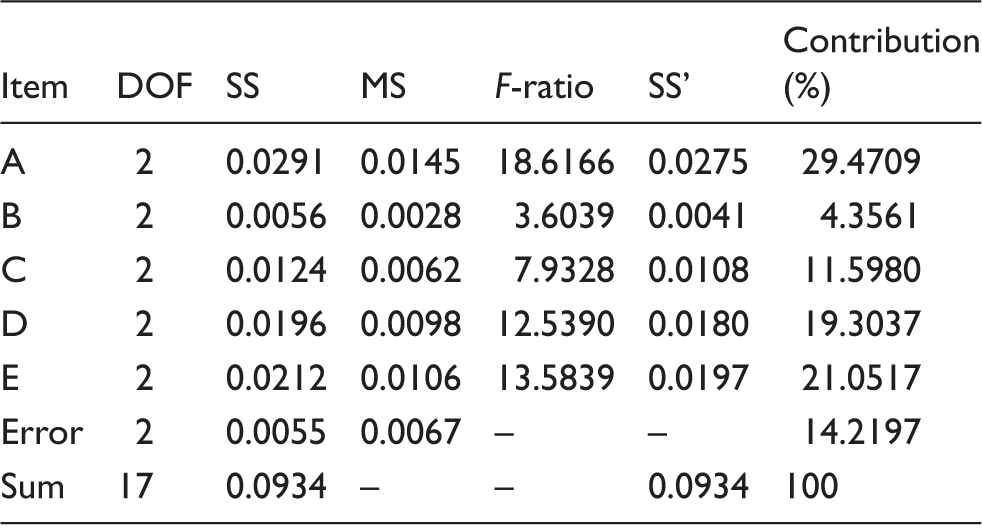
DOF: degree of freedom; SS: sum of square; MS: mean square.
Materials optimization analysis
Response table of multiple characteristics optimization
Response figure of multiple characteristics optimization.
Modified polypropylene (PP) compared with pure PP

Table 12 shows that the MI of pure PP is 35.78 g/10 min and the color strength is 100 K/S, while the MI of modified PP is 37.63 g/10 min and the color strength is 211.20 K/S. The result clearly shows that modified PP is closer to our target.
Thermogravimetry analyzer
Thermogravimetry analysis of polymer in this study

PP: polypropylene; PET: polyethylene terephthalate.
According to Table 13, the modified PP and pure PP have similar pyrolysis points, which can be processed below 270℃. The pyrolysis temperature of the low-melting co-polyester is higher than 350℃, and it can be processed at the tested processing temperature.
Differential scanning calorimetry analysis
Differential scanning calorimetry analysis of polymer in this study

PP: polypropylene; PET: polyethylene terephthalate.
Table 14 shows that the Tm of the modified PP is similar to that of the pure PP, but the crystallinity of the modified PP is slightly lower than that of the pure PP. This suggests that the modified PP has a better dyeing effect in the amorphous region than the pure PP. The Tm of the low-melting co-polyester can be accurately controlled within the preset Tm ± 2.5%.
Fourier transform infrared spectroscopy analysis
The functional groups contained in the pure PP and modified PP were analyzed by Fourier transform infrared spectroscopy (FTIR). The results appear in Figures 8 and 9.
Fourier transform infrared spectroscopy of pure polypropylene (PP). Fourier transform infrared spectroscopy of modified polypropylene.
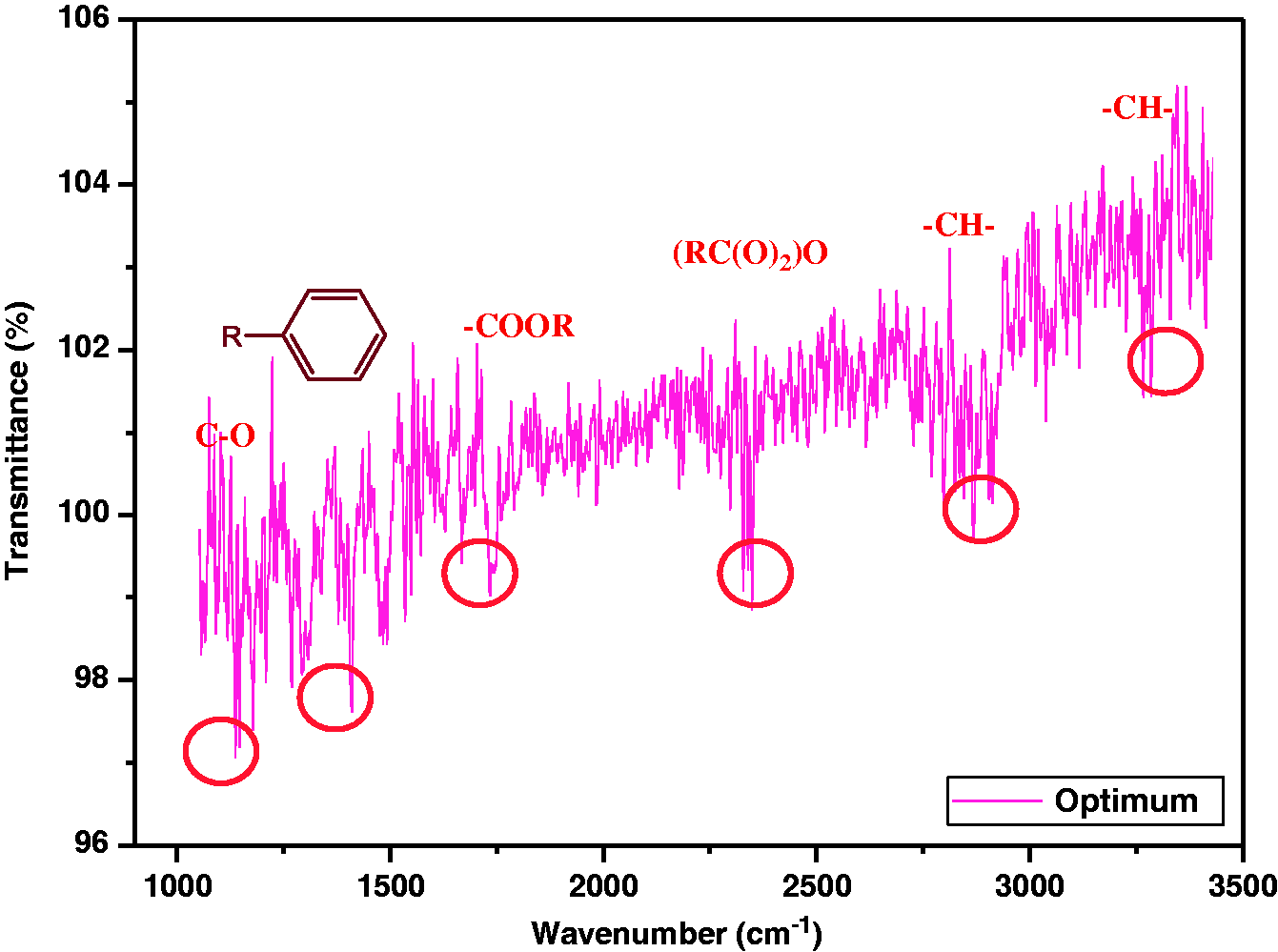
According to Figures 8 and 9, the pure PP only contains −CH−, –CH2−, and –CH3− non-polar groups. There is no functional group for bonding dyes during dyeing, and thus the dyeing effect fails. There is a characteristic absorption peak of the benzene ring functional group at wavelength 1246–1257 cm−1 of the modified PP. There is a characteristic absorption peak of the ester functional group at 1708–1716 cm−1. There is a characteristic absorption peak of the acid anhydride functional group at wave number of 2360–2364 cm−1. This suggests that the modified PP has successfully mixed the PP and low-melting co-polyester, so that the PP contains the polar group, forming a hydrogen bond with disperse dyes in order to achieve the dyeing effect.
Conclusions
The optimum PP dyeable particle process in this study used polyester as a mixed copolymer. The PP, the low-melting co-polyester, and the PP-g-MA compatilizer were utilized to produce a composite through twin screw blending. The disperse dye dyeability was achieved by the molecular behavior of the co-polyester chain segment. The conclusions are described below.
The color strength test results showed that the low-melting co-polyester developed in this study has good dye uptake. After copolymerization mixing with PP, the color strength increased greatly. When the co-polyester Tm is 185℃, the color strength is relatively high, and the color strength increases with the co-polyester addition level. For the development of the multi-quality optimized PP fiber, GRA was combined with the FCM to obtain the multi-quality optimization parameters: modified co-polyester Tm: 185℃, modified co-polyester content: 7 wt%, compatilizer content: 6 wt%, dye temperature: 220℃, and screw speed: 600 rpm. The results proved that the MI of the pure PP polymer is 35.78 g/10 min and the color strength is 100 K/S, while the MI of the PP/co-polyester dyeable particle of the optimum process is 37.63 g/10 min and the color strength is 211.20 K/S, suggesting that the developed polymer has good circular processing characteristics and color strength.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Ministry of Science and Technology of the Republic of China (grant no. MOST 104-2221-E-011-156).