
Abstract
Chemically recycled polyester fibers consisting of a core and sheath layer were used to produce nonwoven fabrics for ecofriendly automotive interiors. The density and thermal shrinkage of the recycled polyester nonwoven fabrics were higher than in virgin polyester nonwoven fabrics, irrespective of the heat-setting temperature and time, but the air permeability was lower. The wicking property of the recycled polyester nonwoven fabrics decreased significantly above 180℃. The tensile stress and modulus of the recycled polyester nonwoven fabrics increased gradually with increasing heat-setting temperature. However, the strain at maximum stress of the recycled polyester nonwoven fabrics decreased rapidly. The abrasion strength of the recycled polyester nonwoven fabrics improved above a heat-setting temperature of 200℃. The impact strength of the recycled polyester nonwoven fabrics was higher than that of virgin polyester nonwoven fabrics. As the heat-setting temperatures used for the nonwoven fabrics were higher than the melting temperature of chemically recycled and virgin polyester fibers, thermal bonding occurred between fibers. The lightness of the recycled polyester nonwoven fabrics decreased with increased heat-setting temperature and time. The recycled polyester nonwoven fabrics also showed slight yellowing. The thermal bonding between the fibers in the recycled polyester nonwoven fabrics was generated at a lower heat-setting temperature than for virgin polyester nonwoven fabrics, and therefore it is considered that under more relaxed heat treatment conditions, the recycled polyester nonwoven fabrics would show a performance similar to that of the virgin ones.
Keywords
As polyethylene terephthalate (PET) has been widely used in textile fibers, nonwovens, films, and bottles for packaging, resource depletion has been caused. For conservation of the environment, waste recycling is needed. PET can be easily collected and recycled into useful end products, unlike other polymer material waste. The types of recycling methods used for PET are mechanical recycling, chemical recycling, and energy recovery from burning. As impurities such as polyvinyl chloride (PVC), sodium hydroxide (NaOH), and alkaline detergents, which are contained in the post-consumer PET flakes, are not removed completely during mechanical recycling, the physical properties of the mechanical recycled polyester fibers decrease. However, during the chemical recycling process, impurities are removed. Therefore, chemically recycled polyester fibers can be applied to high-value-added products. To promote the recycling of polyester fibers, it is important to expand the range of applications. With recent European environmental legislation, the recyclability of polymers in the automotive industry has become of greater concern. If the recycled polyester fibers are used in automotive interiors, it is expected that usage of the recycled fibers will be increased.1–7
The headliner in automotive interiors is composed of substrate, soft foam, and cloth. As polyurethane (PU) foams are lightweight and have excellent sound-absorption performance, they have been widely used in headliner substrates. However, PU foams for the headliner contain various materials such as glass mat and PET, and are thus difficult to recycle. If polyester fibers are used instead of PU foams, all components of the headliner can all be used only with PETs. Therefore, the recycling of the automotive headliner will be easier. Furthermore, as binding fibers are used in headliner substrates, they can reduce the amount of adhesive used. Therefore, environmental pressure could be reduced in the automotive industry by using recycled binding fibers.8–11
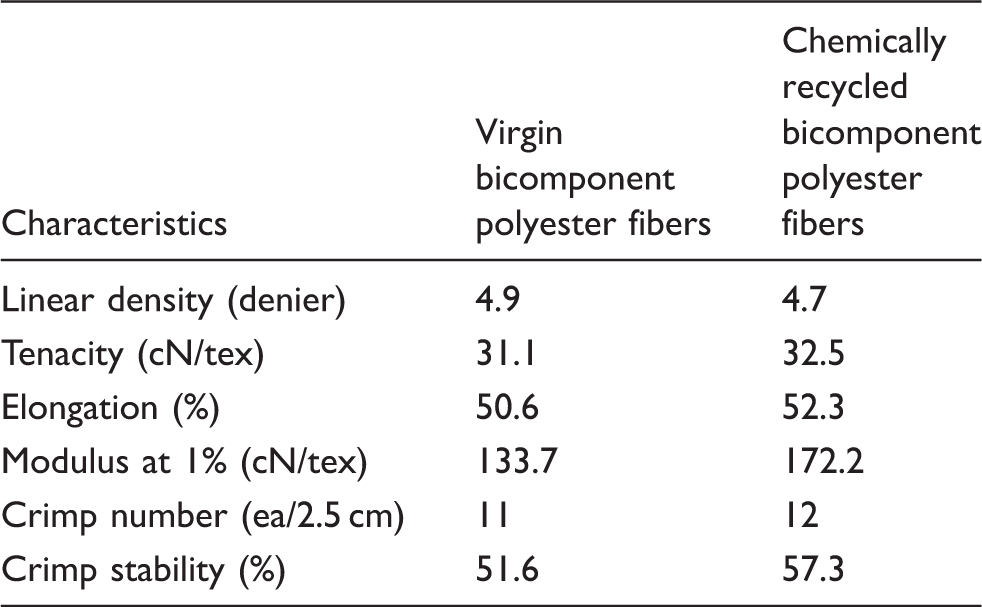
Recycled polyester fibers are made to have similar properties to virgin polyester fibers in order to substitute for them. However, as the characteristics of nonwoven fabrics might vary according to processing conditions, it is necessary to compare the difference according to the processing conditions of recycled and virgin polyester nonwoven fabrics. In this study, chemically recycled bicomponent polyester fibers were used to produce nonwoven fabrics. Virgin bicomponent polyester fibers were also used for the purpose of comparison. The physical properties of the recycled and virgin polyester nonwoven fabrics were compared according to their heat-setting conditions.
Bicomponent polyester fibers were coextruded in a sheath–core construction using two different polyester grades, comprising a high melting temperature regular polyester core and low melting temperature polyethylene terephthalate–polybutadiene terephthalate (PET–PBT) copolymer sheath. Because the sheath layer of bicomponent polyester fibers is melted during compression molding, no adhesive is required and thus the production process can be simplified. Therefore, bicomponent polyester fibers offer advantages in terms of reduced environmental pollution. Bicomponent polyester fibers are used in nonwoven fabrics for automotive interiors, in underpads for carpets, and as window coverings for home furnishings.12–14
Chemically recycled bicomponent polyester fibers consisted of a core and sheath layer. The melting temperature of the core layer produced with chemically recycled polyester was close to 250℃, and that of the sheath layer produced with chemically recycled PET–PBT copolymer was close to 165℃. Nonwoven fabrics, which were made with the chemically recycled and virgin bicomponent polyester fibers, were manufactured with the same conditions.
Heat-setting experiments were conducted with the chemically recycled and virgin bicomponent polyester nonwoven fabrics to determine their thermal stability.15,16 The purpose of heating was to melt the bicomponent polyester fiber sheaths and to bond the bicomponent polyester fiber cores together. The heat-setting temperatures were 180℃, 200℃, and 220℃, which were higher than the melting temperature of the chemically recycled and virgin bicomponent polyester sheaths but lower than that of the chemically recycled and virgin bicomponent polyester cores. The applied heat-setting times were 7.5, 10, and 12.5 min.
The density and thermal shrinkage of the nonwoven fabrics were measured with heat-setting.17,18 The wicking property of the heat-treated nonwoven fabrics was also measured to predict the void content. 19
The mechanical properties of the nonwoven fabrics were evaluated using tensile, abrasion, and impact tests, and their morphology was determined. The air permeability and the color parameter of the nonwoven fabrics were also investigated.
Experimental details
Materials
Specifications of the polyester fibers used for nonwoven fabrics
Specimen preparation
Multilayered webs with a web surface weight of 900 g/m2 for the R-RM and V-RM fibers were produced by subjecting raw materials to carding, and then they were cross-directionally layered. The carded webs were further subjected to needle punching with a needle penetration depth of 22 mm, a delivery speed of 1.2 m/min, a stroke frequency of 700 strokes/min, and a barb density of 10,000 needles/m2.
The manufactured nonwoven fabrics were heat-set to generate thermal bonding points between the fibers. 20 The heat-setting was performed at 180℃, 200℃, and 220℃. The heat-setting times were 7.5, 10, and 12.5 min.
Test methods
Prior to any testing, the polyester nonwoven fabrics were conditioned for at least 24 h in a standard atmosphere of 20 ± 2℃ and 65 ± 2% relative humidity.
The density of the nonwoven fabrics was calculated according to the following equation

The thermal shrinkage of the nonwoven fabrics was obtained by measuring their dimensional change (area based) before and after heat-setting. 21 The thermal shrinkage was measured three times.
The wicking property of the nonwoven fabrics was tested by measuring the absorption rate and the wicking height along the longitudinal direction of the specimens. Five nonwoven strips of 200 mm × 25 mm were prepared. Each specimen was dipped vertically in a water solution to a depth of 10 mm for 10 min. The absorption rate was measured with absorbed water contents for the dried weight of the specimen. The rising height was measured with the height that water rose along the specimen for 10 min. The wickability W (mm) was calculated according to the following equation

The tensile properties of the nonwoven fabrics were determined with MS (Material Standard) 300-35 using an Instron 5584 tensile testing machine. Three specimens of 50 mm × 200 mm were prepared. The nonwoven fabrics were tested with a crosshead speed of 200 mm/min. The gauge length used was 150 mm. The results were evaluated based on the ultimate tensile stress, strain, and modulus.
Abrasion testing was carried out with a Taber Abrasion Tester 5130, Taber Industries Ltd, USA, according to MS 343-11. Five specimens of 130 mm diameter were tested at a load of 1000 g. The nonwoven fabrics were rubbed against an H-18 abrasive medium for 50 cycles.
Impact testing was carried out with a drop-weight impact tester, Drop Tower Impact System CEAST9350, Instron Ltd, according to ASTM D 3763. Five specimens were used for each specification. Specimens were cut to a size of 100 mm × 100 mm. The hemispherical head fell from 250 mm. The weight of the hemispherical head was 5.131 kg.
Air permeability testing was carried out using the Frazier method, Textest FX 3300, according to MS 257-13. Three specimens were prepared. The area used for measurement was 38.3 cm2, and the air pressure passing through the nonwoven fabric was set to 125 Pa.
The specimen morphology was observed with a scanning electron microscope (SEM; JEOL JSM-6701 F) at an accelerating voltage of 15.0 kV. Prior to examination, the surface of the specimen was coated with a thin layer of carbon.
Differences in the color of the nonwoven fabrics were measured using a color spectrophotometer, Minolta CM–2022 Spectrophotometer, and the CIELAB color space method.
Results and discussion
Density
The thickness and density of the R-RM and V-RM nonwoven fabrics are shown in Figure 1. The weight of the specimens increased with increasing heat-setting temperature and time. The thickness of the R-RM and V-RM nonwoven fabrics decreased with heat-setting temperature and time, which could be explained by an increase in the number of thermal bonding points between fibers.
21
As a result, it is considered that compactness of the nonwoven fabrics changes due to the collapse of fibrous structure. The density of the R-RM nonwoven fabrics was higher than that of the V-RM nonwoven fabrics. The density increased with increasing heat-setting conditions.
Thickness and density of chemically recycled and virgin bicomponent polyester nonwoven fabrics: (a) thickness; (b) density. V-RM: virgin bicomponent polyester fibers; R-RM: chemically recycled bicomponent polyester fibers.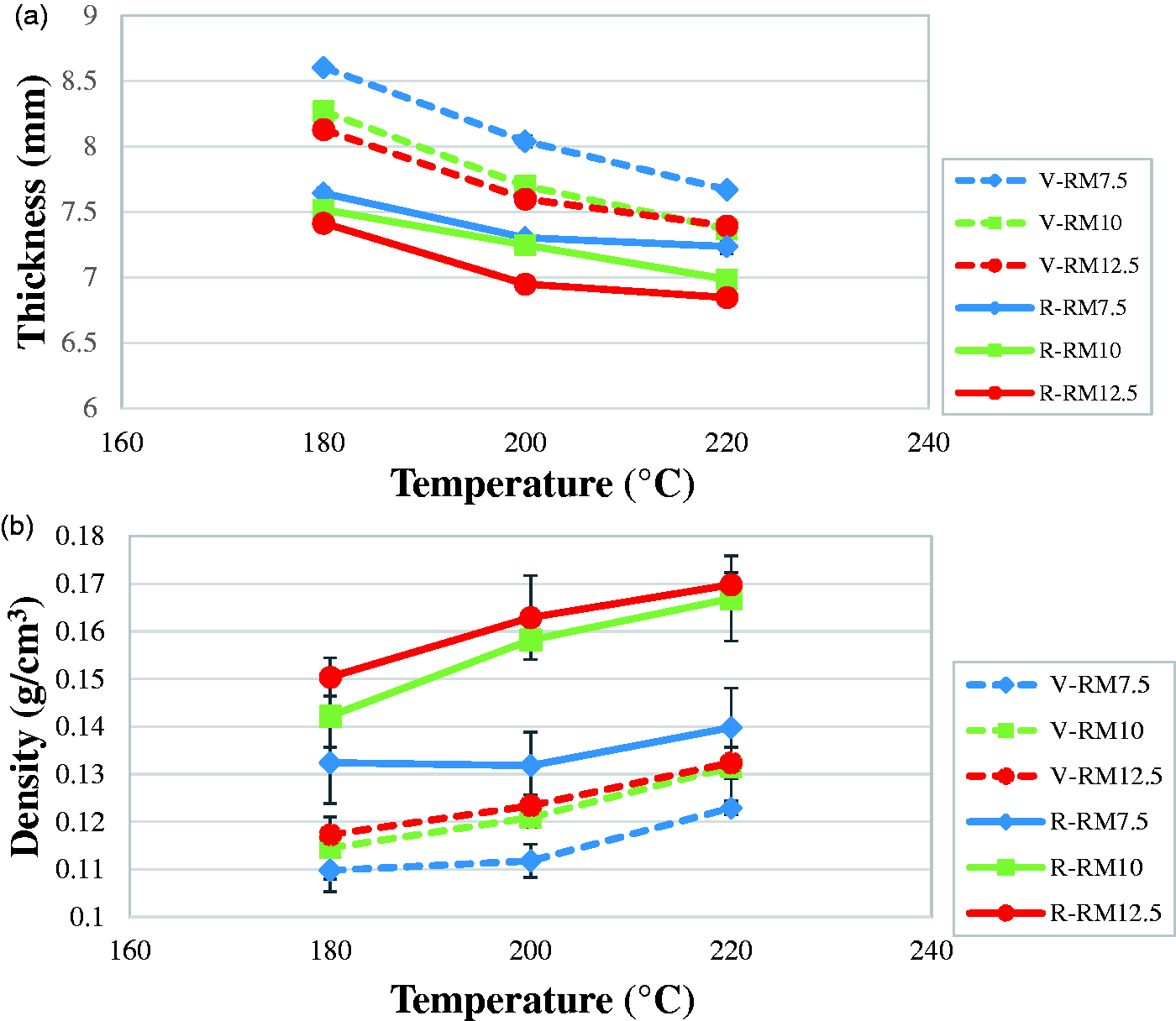
It has been reported that, generally, the thickness of bicomponent polyester nonwoven fabrics decreases with increasing the heat-setting temperature because of a decrease in viscosity and filling of the voids of the melted sheath copolymer; therefore, the density increases with heat-setting temperature. 13 Unlike the research of Shang and Peijs, 13 the bicomponent fibers, which were used in this work, did not fill the voids with the melted sheath copolymer. However, as the thermal bonding between fibers was generated with heat-setting, it was considered that void contents in the nonwoven fabrics would decrease. Therefore, as the weight of the specimens increased and their thickness decreased, the density increased with increasing heat-setting temperature and time. 22
Thermal shrinkage
Thermal shrinkage is an important factor in determining the dimensional stability of a manufactured polymer.
5
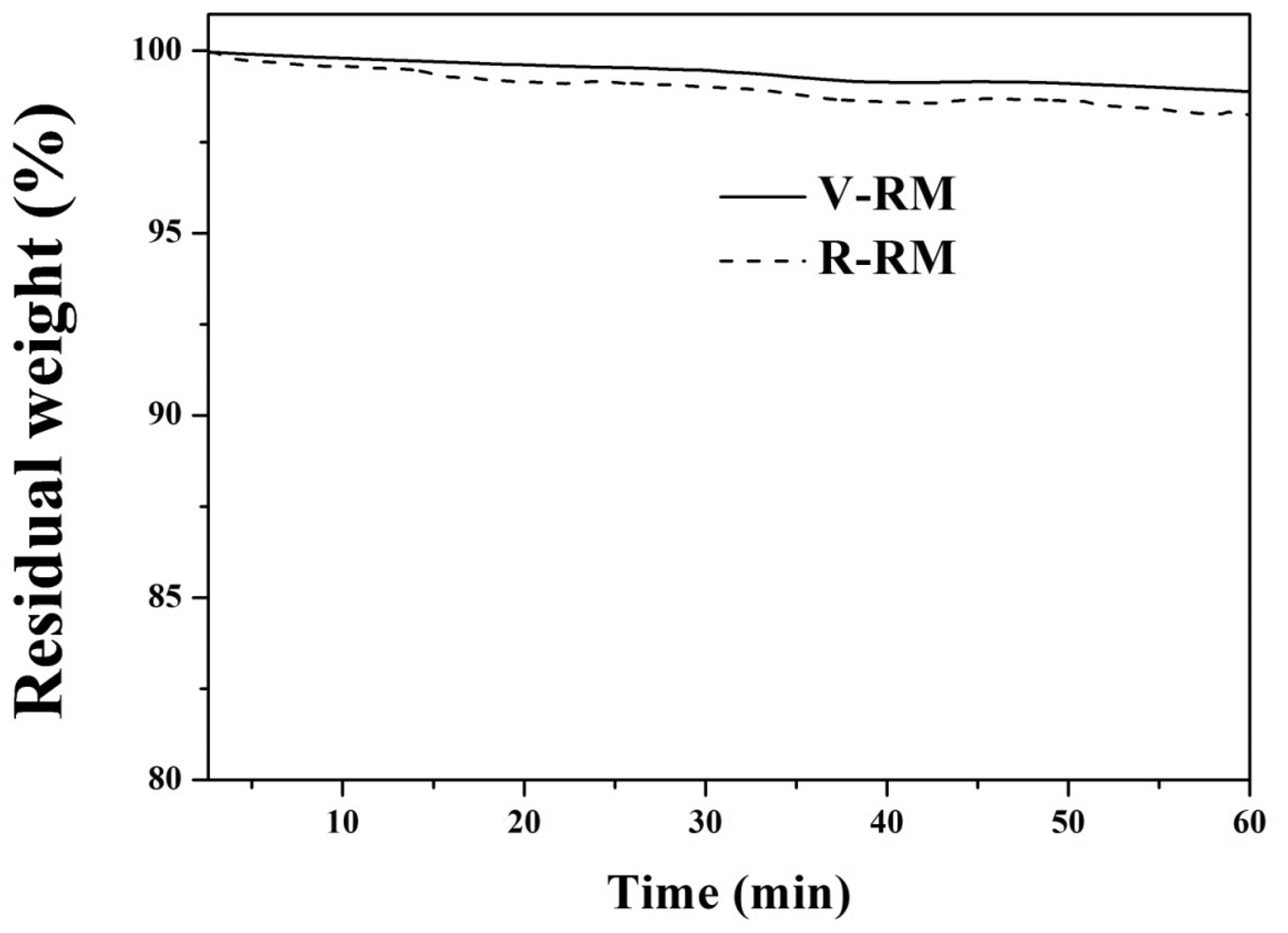
The thermal shrinkage of the R-RM and V-RM nonwoven fabrics with the heat-setting conditions is shown in Figure 2. The differences in the direction of the nonwoven fabrics are not shown. The thermal shrinkage of the nonwoven fabrics increased with increasing heat-setting temperature. Therefore, thermal shrinkage was more strongly affected by the heat treatment temperature than by the heat treatment time. The R-RM nonwoven fabrics showed higher thermal shrinkage than the V-RM nonwoven fabrics regardless of the heat-setting conditions. As the R-RM nonwoven fabrics were more sensitive to heat than the V-RM nonwoven fabrics, the thermal bonding between the fibers in the R-RM nonwoven fabrics was generated faster than that of the V-RM nonwoven fabrics. Therefore, it is considered that the thermal shrinkage of the R-RM nonwoven fabrics increased. The results for density were similar. The R-RM fibers exhibited thermal stability similar to the V-RM fibers, as shown in Figure 3. To consider the effect of heat on fibers, thermal stability was measured at 300℃, which is above the melting temperature. After production of the nonwoven fabric, however, the thermal dimensional stability of the R-RM nonwoven fabrics decreased. Therefore, improvements are needed to use the R-RM nonwoven fabrics in a process where thermal dimensional stability is required.
Thermal shrinkage (%) of chemically recycled and virgin bicomponent polyester nonwoven fabrics. V-RM: virgin bicomponent polyester fibers; R-RM: chemically recycled bicomponent polyester fibers; MD: machine direction; TD: transverse direction; RM PET: rapid melting polyethylene terephthalate. Residual weight of chemically recycled and virgin bicomponent polyester fibers at isothermal condition of 300˚C. V-RM: virgin bicomponent polyester fibers; R-RM: chemically recycled bicomponent polyester fibers.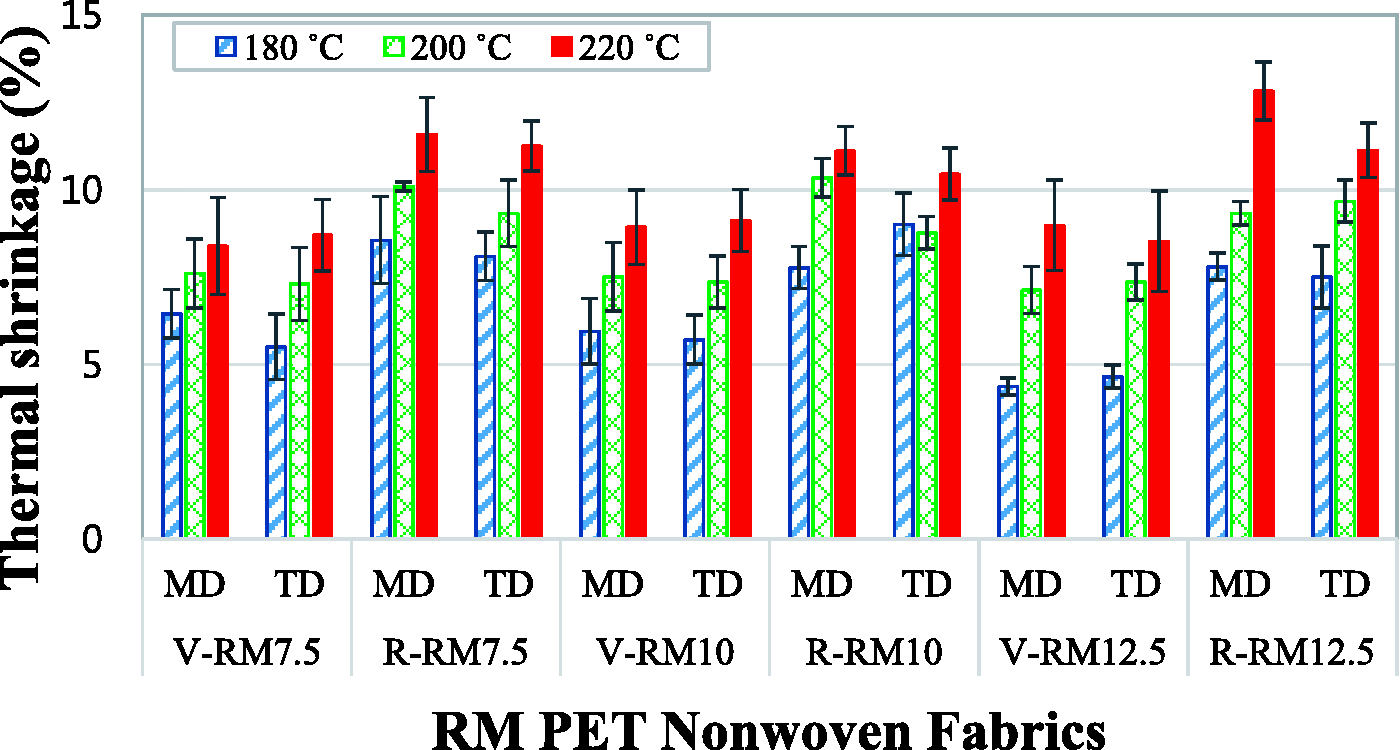
Wicking property
The specimens for the wicking test were heat-set over a period of 10 min from 160℃ to 240℃. To investigate the effect of the heat-setting temperature, the wickability at the different heat-setting temperatures, 160℃ and 240℃, was also measured. The wickability of the R-RM and V-RM nonwoven fabrics is shown in Figure 4. Wicking is the moisture transportation as a result of the capillary action of the fibers. It generally takes place when liquid travels along the surface of the fiber; however, it is not absorbed into the fiber.
23
Wicking property of chemically recycled and virgin bicomponent polyester nonwoven fabrics after 10 min heat treatment at the relevant temperature.
The capillary pressure equation is as follows

Tensile properties
The tensile properties of the R-RM and V-RM nonwoven fabrics are shown in Figure 5 and Table 2. The stress–strain curves of the nonwoven fabrics were plotted for heat-setting temperatures at times of 10 min and are shown in Figure 5. The tensile properties of the nonwoven fabrics with heat-setting conditions are listed in Table 2. As the sheath layers of fibers were melted during heat treatment and the thermal bonding was generated between fibers, the density of the R-RM and V-RM nonwoven fabrics increased, and the fabrics hardened. Therefore, the tensile strength and modulus of the nonwoven fabrics increased; however, the strain at maximum stress of the nonwoven fabrics significantly decreased with increasing heat-setting temperature and time.
13
In the previous work, the tensile strength and modulus of the nonwoven fabrics heat treated at 160℃ showed a gradual increase. However, the tensile strength and modulus increased sharply when treated at a higher temperature than the melting temperature of the sheath layer. The melting temperature of the sheath layer was 167℃. There were large differences in the tensile strength and modulus with heat-setting time at 180℃ but not at 200℃ and 220℃. The change in the strain at maximum stress with heat-setting conditions was not large.
Stress–strain curves of chemically recycled and virgin bicomponent polyester nonwoven fabrics in the machine direction. V-RM: virgin bicomponent polyester fibers; R-RM: chemically recycled bicomponent polyester fibers. Tensile properties of chemically recycled and virgin bicomponent polyester nonwoven fabrics in the machine direction V-RM: virgin bicomponent polyester fibers; R-RM: chemically recycled bicomponent polyester fibers; () is coefficient of variation.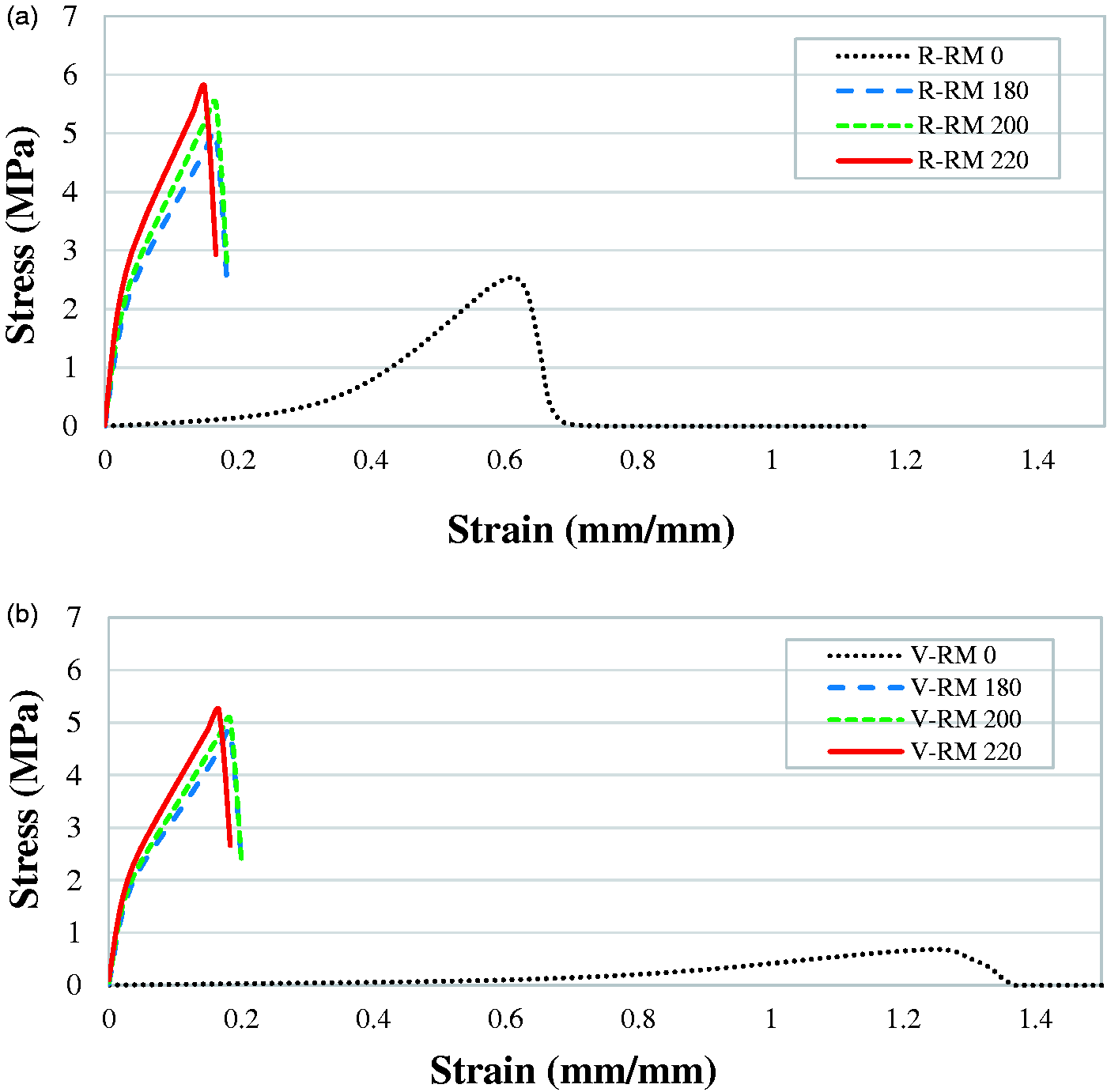
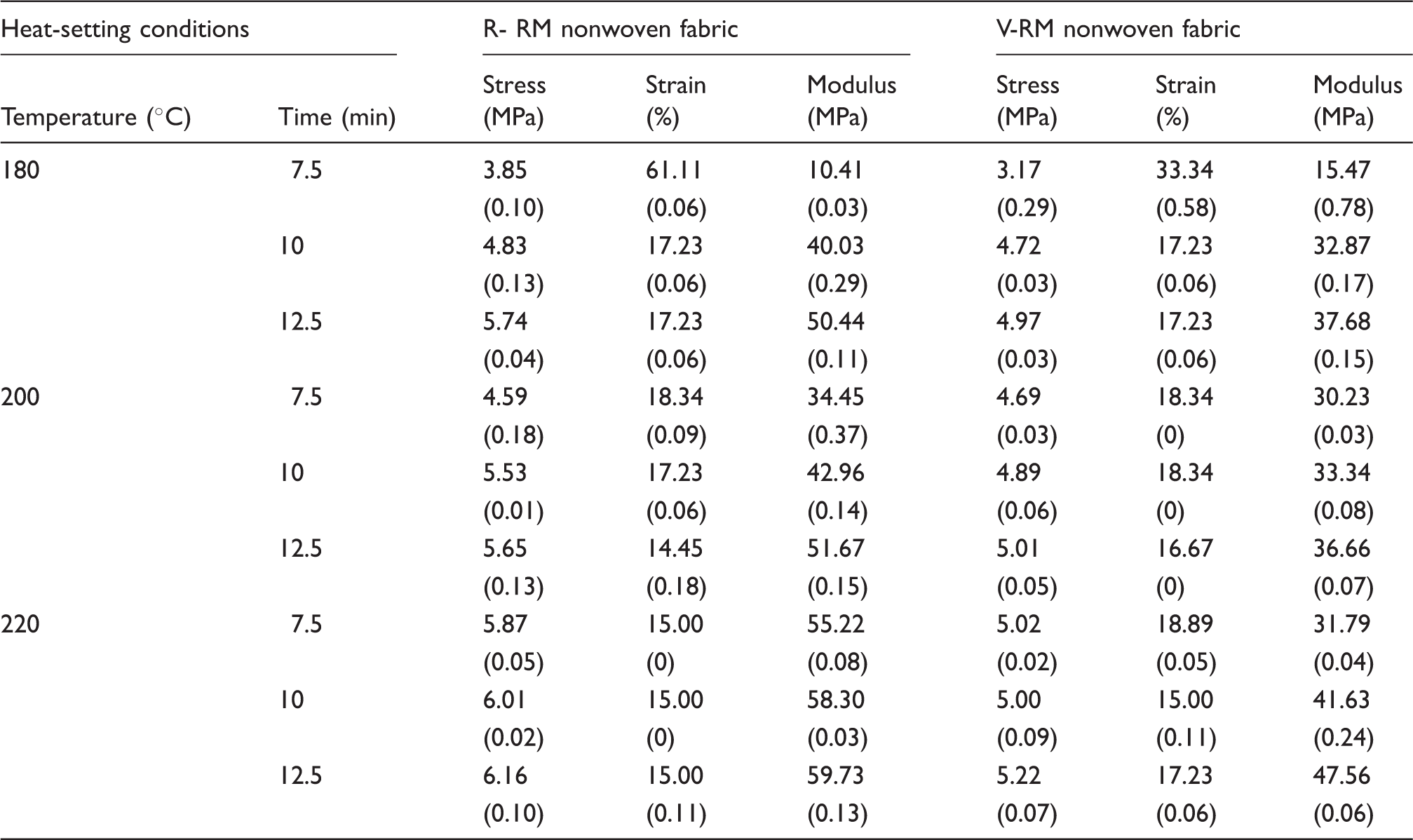
The tensile strength of the R-RM nonwoven fabrics was higher than that of the V-RM nonwoven fabrics. This could be attributed to the increased compaction that resulted from the heat treatment. The R-RM nonwoven fabrics showed a larger reduction in the strain at maximum stress than the V-RM nonwoven fabrics. The nonwoven fabrics became stiffer with heat-setting, and more so in the case of the R-RM nonwoven fabrics.
Abrasion resistance
Abrasion strengths of chemically recycled and virgin bicomponent polyester nonwoven fabrics
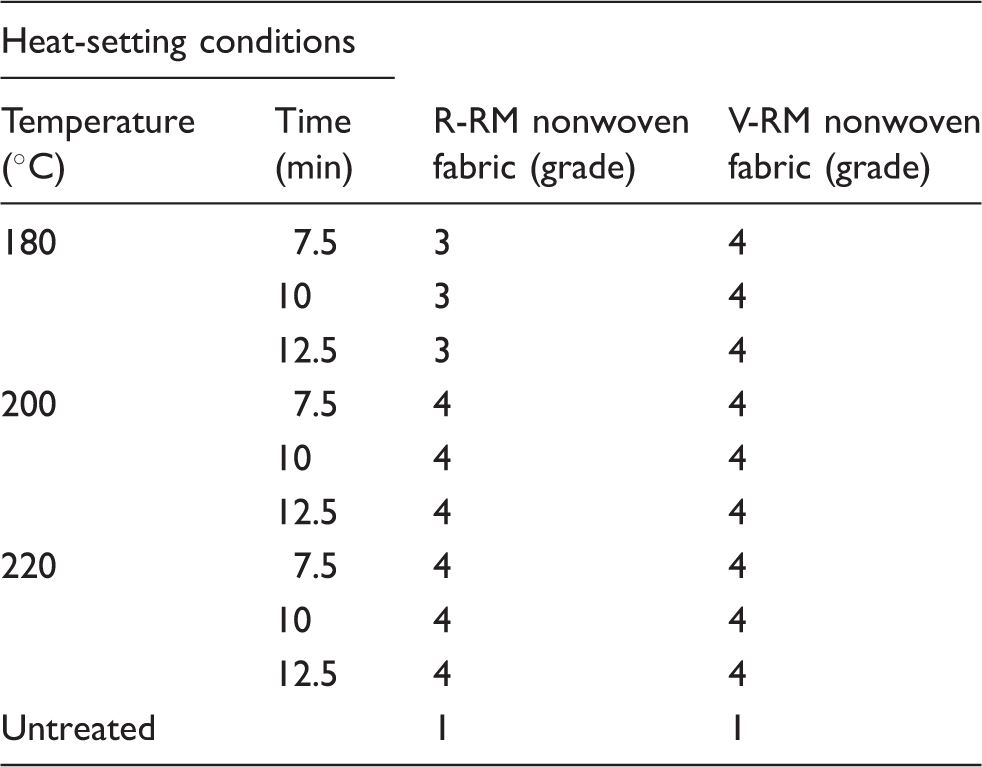
V-RM: virgin bicomponent polyester fibers; R-RM: chemically recycled bicomponent polyester fibers.
The nonwoven fabrics had a very low abrasion resistance before heat-setting. However, the thermal bonding caused adherence between fibers after heat treatment, and the abrasion strength of the fabrics proved to be excellent. The V-RM nonwoven fabrics exhibited higher abrasion strength than the R-RM nonwoven fabrics at 180℃. However, in all cases, abrasion strength was improved above 200℃.
Impact strength
Impact resistance is an important property for nonwoven fabrics used in automotive interiors. The specimens for impact testing were heat-set over a period of 10 min at 200℃ and 220℃. The maximum load was 2000 N. The impact strength of the R-RM and V-RM nonwoven fabrics is shown in Figure 6. The impact strength was measured by load over time. The R-RM and V-RM nonwoven fabrics exhibited brittle behavior.
Impact strength of chemically recycled and virgin bicomponent polyester nonwoven fabrics. V-RM: virgin bicomponent polyester fibers; R-RM: chemically recycled bicomponent polyester fibers.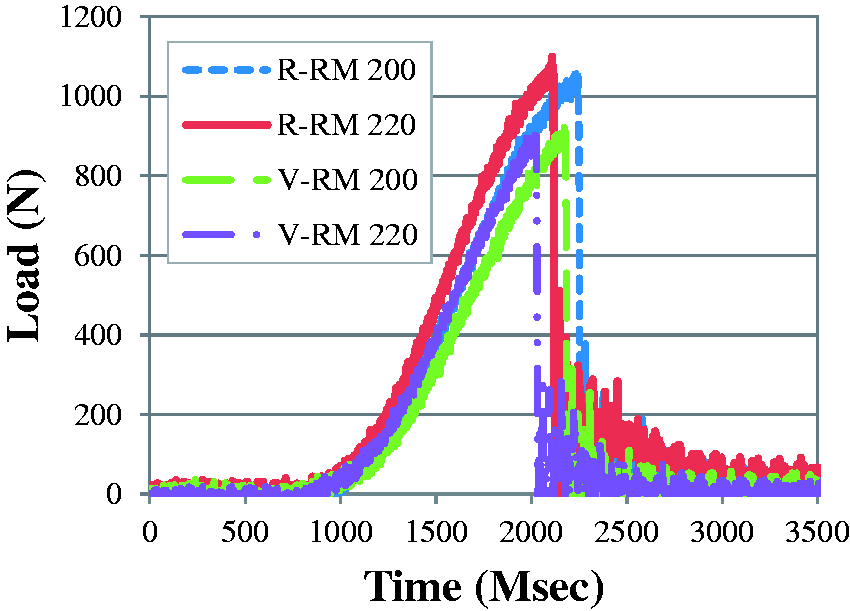
Impact properties of chemically recycled and virgin bicomponent polyester nonwoven fabrics

V-RM: virgin bicomponent polyester fibers; R-RM: chemically recycled bicomponent polyester fibers.
As the heat-setting temperature increased, the peak force and energy of the nonwoven fabrics increased. The R-RM nonwoven fabrics exhibited better impact performance than the V-RM nonwoven fabrics. The normalized values of the impact properties also showed tendencies similar to those of the peak force and energy of the nonwoven fabrics. As the thermal bonding between the fibers in the R-RM nonwoven fabrics increased with heat-setting more than for V-RM nonwoven fabrics, the density and strength of the former were superior to those of the latter. Therefore, it is proposed that chemically recycled nonwoven fabrics are tighter than virgin nonwoven fabrics.
Air permeability
The air permeability of the R-RM and V-RM nonwoven fabrics is shown in Figure 7. As the sheath layers of the fibers in the nonwoven fabrics were melted by heat-setting, voids in the nonwoven fabrics were reduced, and their surface was smooth.
Air permeability of chemically recycled and virgin bicomponent polyester nonwoven fabrics. V-RM: virgin bicomponent polyester fibers; R-RM: chemically recycled bicomponent polyester fibers.
The air permeability of the R-RM nonwoven fabrics was lower than that of the V-RM nonwoven fabrics, because the former fabrics had higher density than the latter. The differences in heat-setting conditions were not significant. The air permeability of the V-RM nonwoven fabrics increased from 180℃ to 200℃ and then decreased at 220℃. These results corresponded with the wicking results. Materials with low air permeability values do not change substantially in the vehicle internal temperature. Therefore, the chemically recycled nonwoven fabrics are expected to be more advantageous than the virgin nonwoven fabrics in terms of maintaining a constant temperature in the car.
Morphology
Morphologies of chemically recycled and virgin bicomponent polyester nonwoven fabrics: (a) R-RM nonwoven fabric (×800); (b) V-RM nonwoven fabric (×800)

V-RM: virgin bicomponent polyester fibers; R-RM: chemically recycled bicomponent polyester fibers.
The melting temperatures of the R-RM and V-RM sheaths were 167℃ and 165℃, respectively. In the previous work, the nonwoven fabrics heat treated at 160℃ began to generate the thermal bonding between fibers after 12.5 min. On the other hand, the nonwoven fabrics heat treated at 180℃ started to show the thermal bonding between fibers even after 5 min treatment. Because the heat-setting temperatures used in this study were above 180℃, thermal bonding between fibers occurred with heat treatment and increased with increasing heat-setting temperature and time. The voids of the heat-treated nonwoven fabrics decreased due to the thermal bonding between fibers. However, it was difficult to quantitatively measure the void contents of the nonwoven fabrics with heat-setting conditions in the SEM, because the nonwoven fabrics were thick and composed of multiple layers.
The bicomponent polyester fibers are adhered to the thermal bonding between fibers with heat treatment. Therefore, the coating process, which is harmful to health, could be omitted in the manufacturing process. This may contribute to solving an environmental problem, as no adhesive is now required.
Color measurement
Difference in colors was measured to investigate the thermal stability of the surface of the nonwoven fabrics with heat-setting. A spectrophotometer was used to determine color differences between the R-RM and V-RM nonwoven fabrics with heat-setting. Color was measured according to the CIELAB color scale. Measurements are expressed as L* (lightness), a* (red-green), and b* (yellow-blue) coordinates of the CIELAB color scale, which are used to measure lightness, redness, and yellowness, respectively.
24
In this study, the lightness (L*) and yellow-blue (b*) parameters were measured for considering the lightness and yellowing of the heat-treated nonwoven fabrics. The L* and b* parameters of the R-RM and V-RM nonwoven fabrics are shown in Figure 8. The lightness of the R-RM nonwoven fabrics decreased with an increase in heat-setting temperature and time. The extent of the decrease in lightness was greater than for the V-RM nonwoven fabrics. The lightness of the R-RM nonwoven fabrics decreased by 6.1%, although that of the V-RM nonwoven fabrics decreased by 4.3%.
Color parameters of chemically recycled and virgin bicomponent polyester nonwoven fabrics: (a) lightness; (b) yellow-blue parameter. V-RM: virgin bicomponent polyester fibers; R-RM: chemically recycled bicomponent polyester fibers; RM PET: rapid melting polyethylene terephthalate.
According to the b* parameter, although the yellowing of the R-RM nonwoven fabrics increased five-fold with increasing heat-setting temperature and time, the difference in data was not large. Yellowing did not appear in the V-RM nonwoven fabrics.
The color difference of the virgin nonwoven fabrics was smaller than that of the chemically recycled nonwoven fabrics. This could be related to degradation and contamination of the recycled fibers. 3 However, it is thought that the lightness and yellowing of the R-RM nonwoven fabrics do not affect considerably the overall quality of the fabrics in the case of the headliner substrates, because the substrates are used inside the headliner.
Conclusion
As resource depletion and ecological destruction problems have grown worse, it has become necessary to promote ecofriendly industry and to recycle waste. PET has been widely used and can be recycled into useful end products. Because chemically recycled polyester fibers contain fewer impurities than mechanical recycled polyester fibers, the potential applications of chemically recycled polyester fibers can be expanded. If the chemically recycled polyester fibers are used in automotive interior materials, it is expected that usage of the recycled polyester fibers will be increased.
Chemically recycled bicomponent polyester fibers are composed of a core and sheath layer. The core and sheath layer are produced with chemically recycled PET and chemically recycled PET–PBT copolymer, respectively. Because the sheath layer is melted during heat-setting, bicomponent polyester fibers can be used in binding fibers.
As current automotive interiors contain various materials, they are difficult to recycle. When automotive interior materials only use polyester fibers, it is possible to recycle easily. Furthermore, the dimensional stability is superior to that of the formerly used binding fibers because chemically recycled bicomponent polyester fibers are crystallized polymer.
In this study, the chemically recycled bicomponent polyester fibers were made to have similar properties to virgin bicomponent polyester fibers in order to substitute for them. As the chemically recycled bicomponent polyester nonwoven fabrics were more sensitive to heat than the virgin bicomponent polyester nonwoven fabrics, the thermal bonding between the fibers and thermal shrinkage in the recycled nonwoven fabrics were generated faster than that of the virgin nonwoven fabrics at the same heat-setting condition. Therefore, density and strength of the recycled nonwoven fabrics increased, but wickability and air permeability of them decreased with heat-setting. Difference in color was larger in the recycled nonwoven fabrics.
As this work is a basic research to find useful process conditions of the recycled polyester fibers for automotive interiors, it is considered that it is necessary to measure the sound-absorption performance and void contents of the recycled nonwoven fabrics in subsequent studies.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Basic Science Research Program through the National Research Foundation of Korea (NRF) funded by the Ministry of Education (NRF2016R1A6A1A03013422).