
Abstract
There are various test methods applied to measure mean linear density of PTFE split-film fibers. The measured results vary with respect to computation mechanisms, measurement parameters, and morphology and inherent properties of fibers. Five test methods and an assumption calculation were introduced to evaluate the linear densities of PTFE fibers. The experimental results show that the gravimetric method generated the highest linear density, followed by the cross-section method, theory calculation, airflow measurement, assumption calculation, and vibration method. Statistical analyses indicated that actual mean linear density of the PTFE split-film fibers is in the effective range between the maximum and minimum fineness obtained from the theory and assumption calculation, respectively. Linear density of the PTFE split-film fiber tested via the gravimetric method, cross-section method, and vibration operation were significantly different to the effective range. In the case of the airflow experiment, mean linear densities measured at high porosities are in high accordance with the actual fineness. The airflow method offers a short time to reliably measure mean linear density of PTFE split-film fibers under appropriate test conditions.
Due to excellent chemical and thermal stability, polytetrafluoroethylene (PTFE) split-film (staple) fibers (also called cotton-like materials or fibrous products) have experienced rapid growth as separation or purified materials, especially as the original fibers of various industrial filters used to capture airborne micron particles.1–4 The linear density of PTFE split-film fibers is of considerable importance in determining the filtration efficiency of filters. During working, filters composed of fine PTFE fibers with a high degree of entanglements purify industrial exhaust gas by capturing airborne particles to transfer cleaner air into the environment. 5 There are a variety of test methods to measure linear density of PTFE split-film fibers. Nevertheless, different testing methods usually report totally different linear densities of the same PTFE split-film fiber due to different computation mechanisms and measurement parameters between each method, as well as variable fiber morphology and inherent properties.
There are many examples of research using common methods (cut-and-weigh method, theory calculation, and vibration) for measuring mean linear density of split-film fibers.5–9 Krassig adopted the theory equation to calculate the average fineness of split-film fibers. This calculation was dependent on the splitting process parameters, mainly including the roller speed, needle arrangement, and the contact length between the sintered film and the splitting roller. Nevertheless, due to self-splitting behaviors, the actual mean linear density of split-film fibers was lower than the value from the theory calculation.7,8
Yamamoto and colleagues measured fineness of PTFE split-film fibers using an electronic fineness instrument vibrating the clamped fiber under the required resonance frequency. A wide range of linear densities varying from 2.22 dtex to 77.78 dtex was obtained. In addition, fibers with higher fineness (>77.78 dtex) were analyzed by the gravimetric method.5,6 However, the above vibroscope method ignored fibers with lower linear density (<2.22 dtex) because of the difficult measurement. Wang and colleagues established the distribution of linear density of PTFE staple fibers ranging from 2.09 dtex to 11.50 dtex, which was obtained from the vibration method. 9 Nevertheless, all of the vibroscopic measurements were not in agreement with notes described in the test standard, 10 meaning the vibroscope method may not be applicable to flat (ribbon-like) fibers. Although previous researchers obtained fineness of PTFE split-film fibers by combining cut-and-weigh and vibration methods, using only gravimetric measurements to measure linear density of PTFE fibers was not reported. Except for direct test methods, mean fineness of fibers with irregular cross-section shapes was represented by the term (width or diameter).5,11–14 Particularly, width was viewed as diameter in order to characterize fineness of polyethylene (PP) split-film fibers. 11 However, width or diameter is not proper to represent fineness of PTFE split-film fibers.
Although much attention has been paid to characterizing fineness of PTFE split-film fibers, few research works have been done on comparing accuracy of measured linear density obtained from different test methods. More importantly, the airflow and cross-section methods applied to analyze the average linear density of irregular fibers have been reported.13–23 However, almost no study has focused on measuring linear density of PTFE split-film fibers. The purpose of this study is to compare the accuracy of PTFE split-film fiber linear densities obtained from various test methods (gravimetric measurement, cross-section method, theory calculation, airflow measurement, assumption calculation, and vibration method). We demonstrate that the airflow measurement is an effective method to quickly obtain mean fineness of PTFE fibers under appropriate test conditions.
Experiment
Materials
High molecular weight (4.76 × 107) PTFE split-film fibers with the density and staple length of 1.90 g/cm3 and 70 mm, respectively, were purchased from Linflon (Shanghai, China) for the study. Fibers were manufactured by the paste extrusion process, which mainly included paste extrusion, preform, extrusion, rolling, hot-air stretching, splitting film mechanically, and winding.1,2 As shown in Figure 1, PTFE tape was delivered into the hot-air stretching area and then stretched uniaxially into a sintered (stretched) film at high temperature (≥350℃). Subsequently, a split-film roller equipped with needles in a comb-like form split the stretched film randomly into split-film fibers.
Mechanism of the splitting process in the formation of PTFE split-film fibers.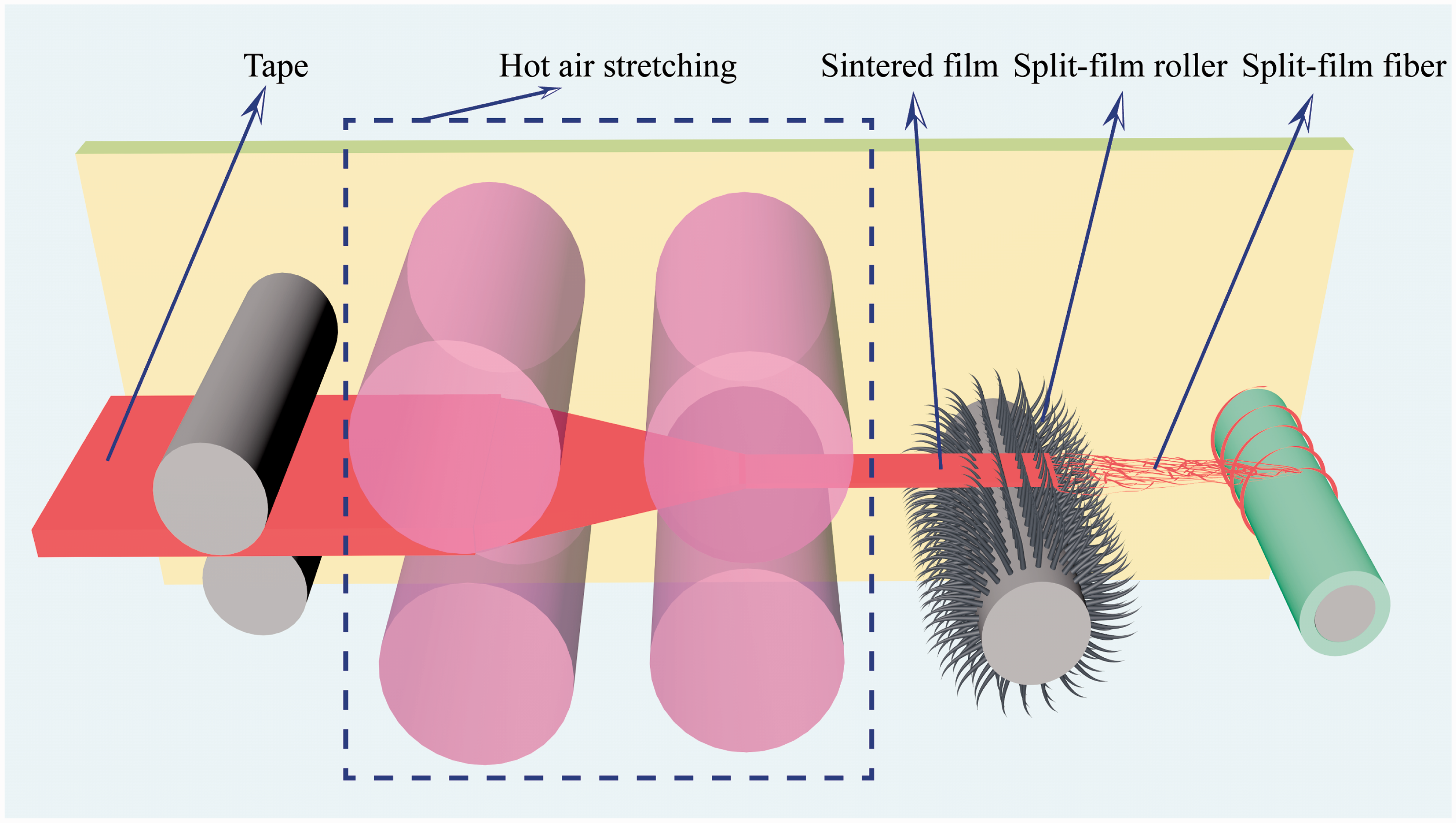
Methods to measure linear density of PTFE fibers
Theoretical fineness
According to processes exhibited in Figure 1, it is clear that theoretical fineness of PTFE fibers depends to a great extent on technical parameters in the splitting process. After collecting values of these parameters, theoretical linear density of PTFE split-film fibers was calculated by equation (1)7,8,24:

Gravimetric (cut-and-weigh) method
According to testing standards on weight of textiles,10,25,26 PTFE fibers are pretreated in the conditioning room with standard 65.0% RH and 20.0℃ for 24 hours to obtain balanced fibers.
Ten bundles were selected randomly from the balanced PTFE staple fibers used as test samples. During combing operations, one end of the bundle was fixed while the other end was free, and the comb, always starting from the fixed end, was moved toward the free end. Each sample was combed 50 times by the standard comb-sorter (10 rigid needles per centimeter) and then another 50 times in the opposite direction. When combing direction was changed, the states of fiber bundle ends were exchanged, keeping the starting point stable. Combing operations were repeated until reaching a point that allowed low practical error (less than 5%) in mass of a fiber bundle. These operations removed the floating fibers and parallelized fibers with each other. After combing, a 20 mm section was cut from the middle part of the combed fibers using a cutting device (Y171, Donghua University, Shanghai, China). Then this section was weighed using a sensitive electronic balance (FA2004N, Shanghai Jinghai Instruments Co., Ltd., Shanghai, China). The cut fibers were deposited between two glass slides and viewed under a projection microscope (BEION M3, Shanghai Beion Medical Technology Co., Ltd., Shanghai, China) to collect the number of fibers and branches. Over 1000 fibers in each bundle were required to improve test accuracy.
Subsequently, mean linear density of PTFE staple fibers was calculated based on the defined equation:

In addition, one extra bundle going through the above combing operations was needed to measure widths and collect optical images using the same microscope.
Cross-section area calculation
As reported elsewhere,13,15–17 cross-section area was used to calculate fineness of polymeric and natural fibers. In our work, several bundles of fibers treated by the above combing operations were cut into slices with clear cross-sections and imaged with scanning electron microscopy (SEM). A cross-section represented a single PTFE split-film fiber cut from the center point of the combed fiber bundles. Approximately 400 total samples were collected. Although most cross-sections corresponded to main fibers, some originated from branch fibers because of the fact that branches could not be removed completely from the main fiber. SEM images of the cross-section areas were obtained from Image Pro Plus and then used to calculate fineness according to the following relation:

Vibroscopic method
The vibroscopic linear density was adopted to characterize fineness of various fibers.5,6,9,27–29 In particular, researchers used the vibration method to measure linear density of PTFE split-film fibers.5,6,9 However, the effects of inherent properties (low rigidity and poor size stability) of PTFE fibers on vibration frequency were not taken into consideration in these studies. In addition, branches on the surface of the main fibers were ignored. Therefore, vibroscopic fineness showed a significant difference to the actual value of PTFE fibers. Although it was not accurate, we also collected vibroscopic linear density, using the XD-1 Fiber Fineness Instrument (Shanghai New Fiber Instrument Co., Ltd and Instrument Research Center of Donghua University, Shanghai, China), of some single PTFE split-film fibers that could reach the vibration frequency required in the international standard. 10 In addition, pre-tensioning force within the range (0.6 ± 0.06) cN/tex was necessary.
Airflow measurement
In published papers, average fineness of different irregular fibers (cotton, flax, jute, mesta, and wool fibers) were obtained using the airflow method.14,16,18–22 However, using this method to measure mean linear density of PTFE split-film fibers has not been reported. In this study, the micronaire instrument (Y145C, Changzhou Textile Device Co., Ltd., Changzhou, China), the mechanism of which is shown in Figure 2,was introduced and operated to measure airflow rates under different pressure drops to obtain the linear density of PTFE fibers. The relationship between fineness and rate of airflow (Q) through the fiber plug at the given pressure drop was determined using the Kozeny equation:
Schematic of airflow measurement.



Six samples of random intertwined split-film fibers with different mass (m) were prepared. Two necessary parameters (airflow rates and water volume height) were measured by micronaire under the standard environment (65.0% RH and 20.0℃). We introduced six pressure drops represented by the water column height (100, 120, 140, 160, 180, and 200 mmH2O) for each sample. Subsequently, mean linear density of PTFE staple fibers was calculated by equation (6).
Results and discussion
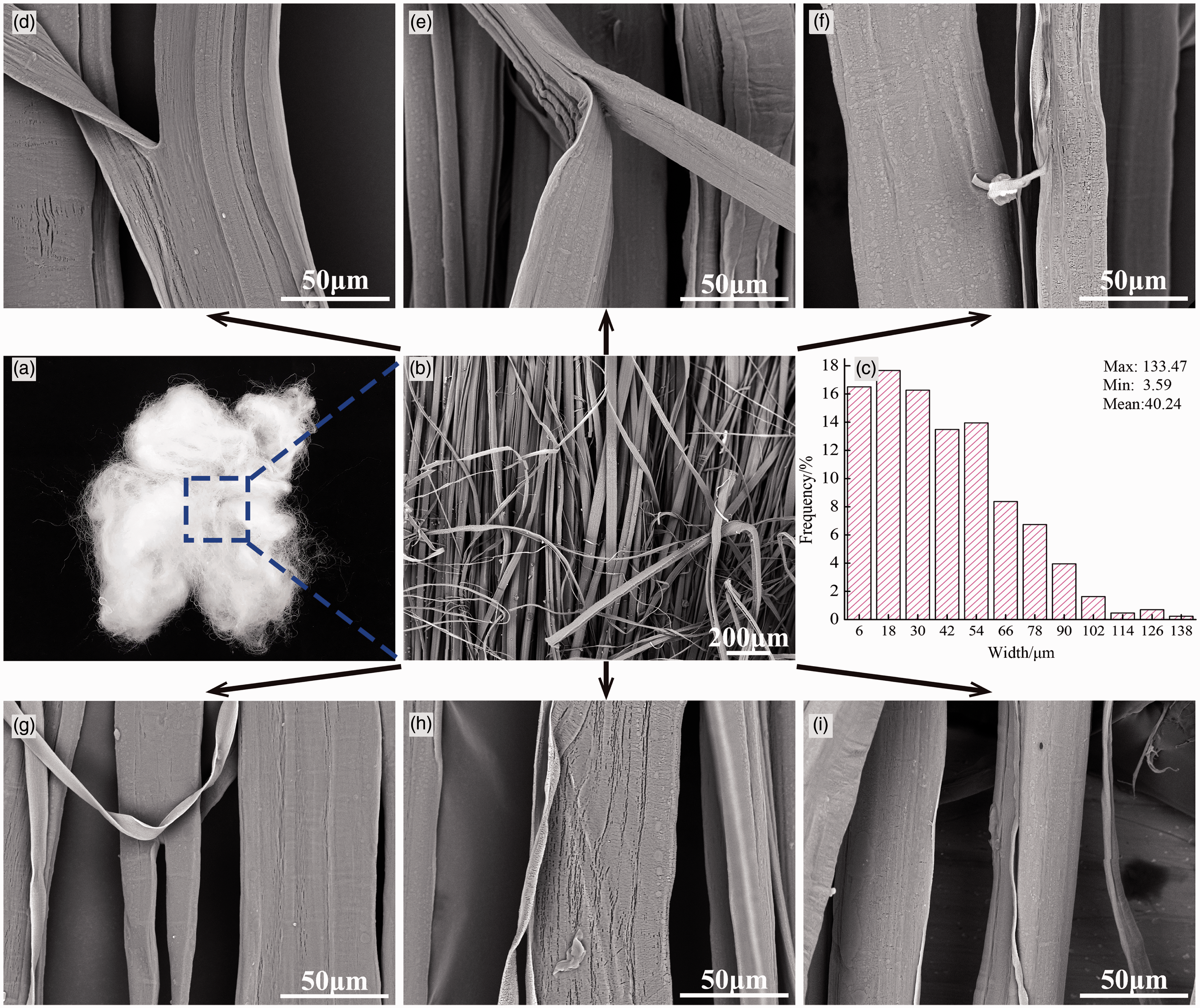
In the film-to-fiber process, due to random shear forces from needles, the sintered film was split into fibers with diverse cross-section shapes (such as rectangle, triangle, nearly round, heart, oval, and other irregular contours), as shown in Figure 3. This force resulted in protruding fibers (branches) attached on the surfaces of PTFE main fibers (Figure 4(b) and (d)–(i)). The intrinsic properties (such as density, crystal structure) of branches are identical to those of the main fibers. Non-uniform cross-sections and branches increase the difficulty of accurately measuring linear density of PTFE split-film fibers. The normal term, width or diameter, is not appropriate to characterize fineness of PTFE fibrous products, which is also supported by wide width distribution varying from 3.59 to 133.47 µm (Figure 4(c)). To compare accuracy of fineness obtained from different methods, five general methods and an assumption calculation were used to measure fineness of PTFE fibers, and the test results were analyzed.
Various cross-section shapes of PTFE split-film fibers. (a) Photo, (b) SEM image; and (c) width distribution of PTFE fibers, and (d–i) various branch fibers attached on the split-film fibers.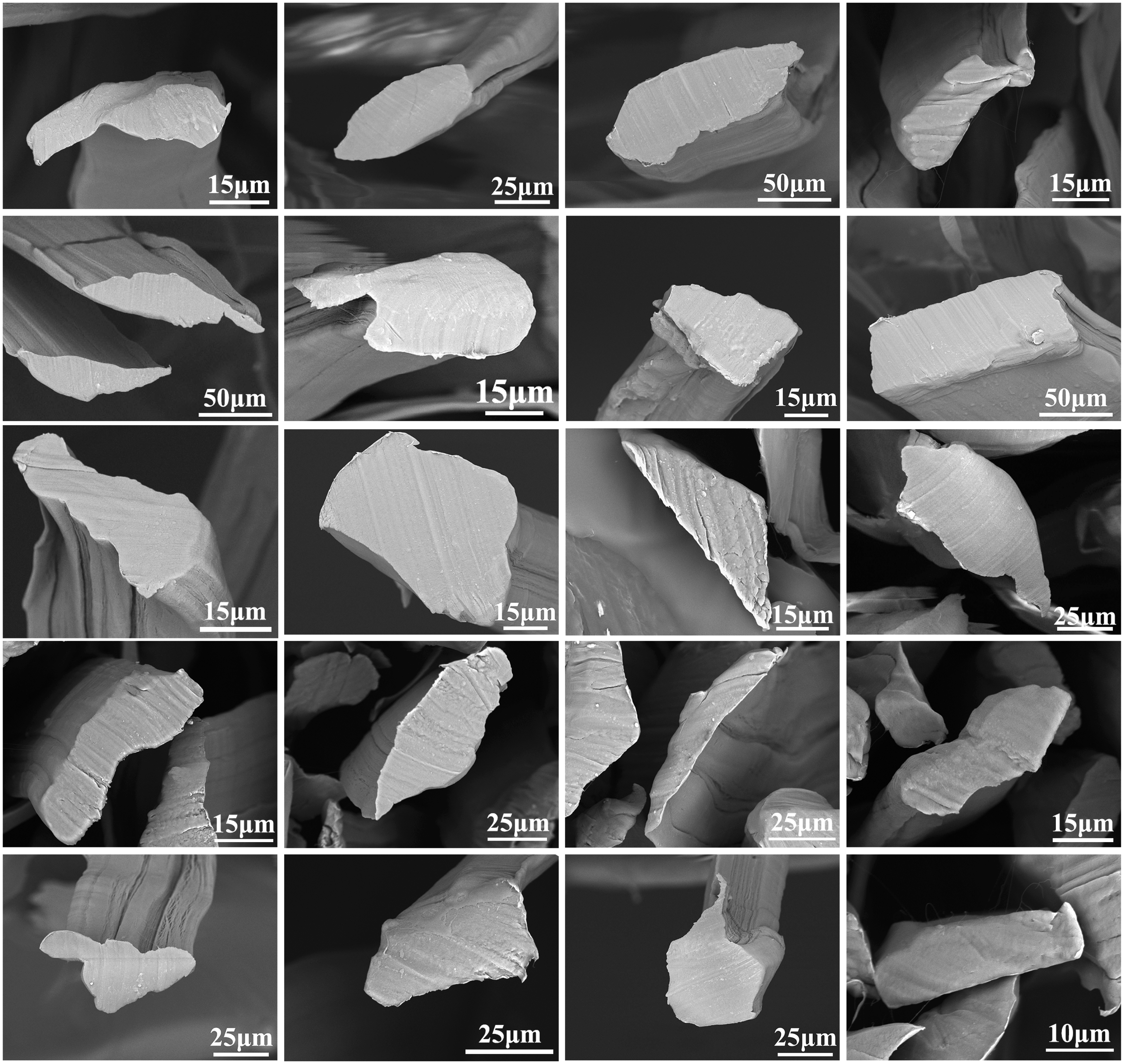
Theoretical fineness
Splitting the sintered film into microscale PTFE fibrous products is the most important process. According to process parameters mentioned in the experiment section (120 mm, 45 m/min, 20 m/min, 6 needles/10 mm and 8 needles/10 mm, respectively) and fineness of the sintered film with unit width (1038.01 dtex), theoretical linear density (14.42 dtex) is calculated based on equation (1). Nevertheless, due to self-splitting behaviors, the actual fineness of PTFE fibers is lower than the theoretical value. Hence, the theoretical linear density (14.42 dtex) ought to be viewed as the maximum of PTFE split-film fibers.
Gravimetric linear density
Gravimetric and assumption fineness of PTFE fibers
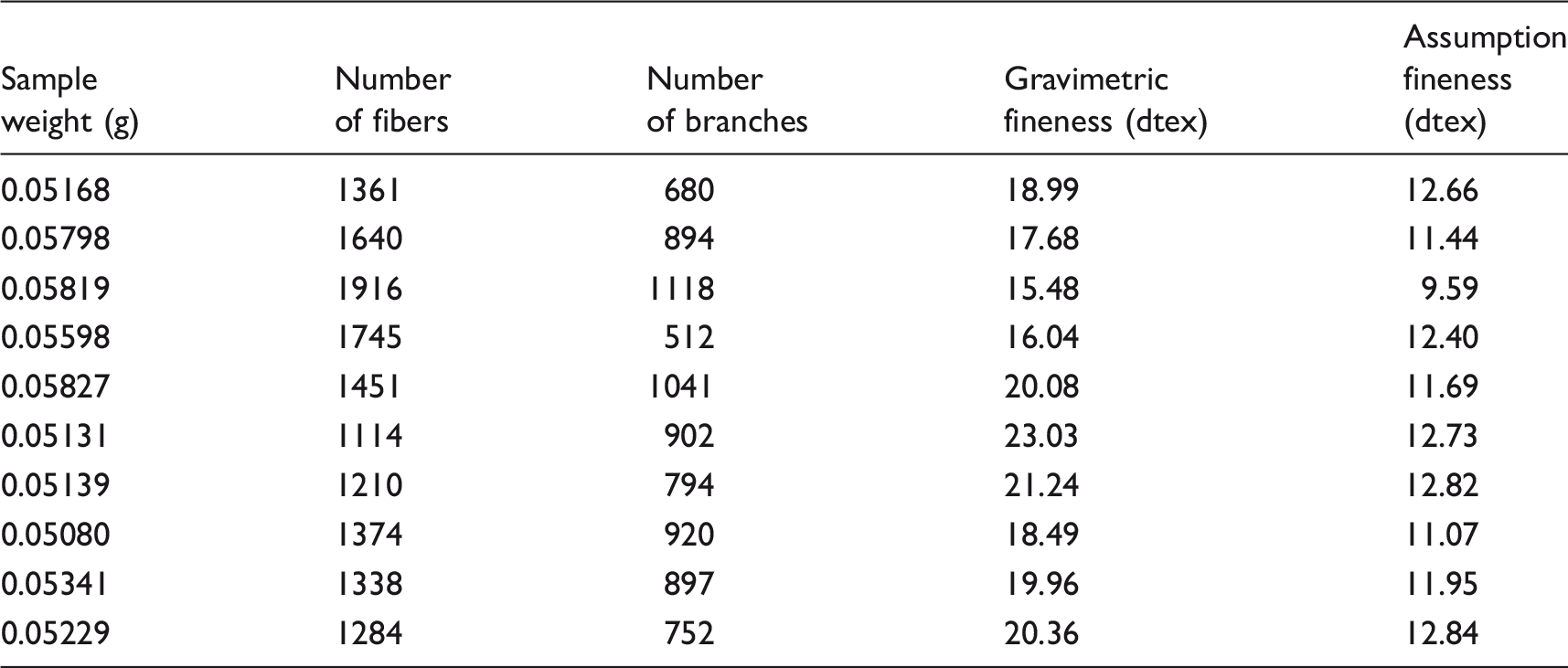
Due to the fact that branches could not be removed completely in combing operations, an ideal combing assumption is put forward that all branches separate from fibers into new single fibers in the cut-and-weigh experiment. Under this assumption, the combed PTFE fibers are classified into three types (shown in Figure 5) according to fiber ends (three-end, four-end, and five-end).30,31 The orientation of branches is defined as a direction starting from the joint end with the main fiber to the free end, which includes two typical types (leftwards and rightwards). For example, fibers shown in Figure 4(d)–(e) and (g)–(i) are assigned to the three-end part described in Figure 5. When combing along the direction shown in Figure 5, left ends of a fiber bundle were fixed, resulting in only leftwards branches being removed from main parts and forming new single fibers, and vice versa. Then linear density of the PTFE fibers can be calculated using an equation similar to equation (2), where N is replaced with the total number of fibers and branches. Mean assumption linear density (11.92 dtex) was obtained from 10 samples. Nevertheless, the actual linear density of PTFE fibers is higher than the assumption fineness because of inevitable branches.
Different ends of branches in PTFE split-film fibers. Gray parts are main fibers and green parts are branches.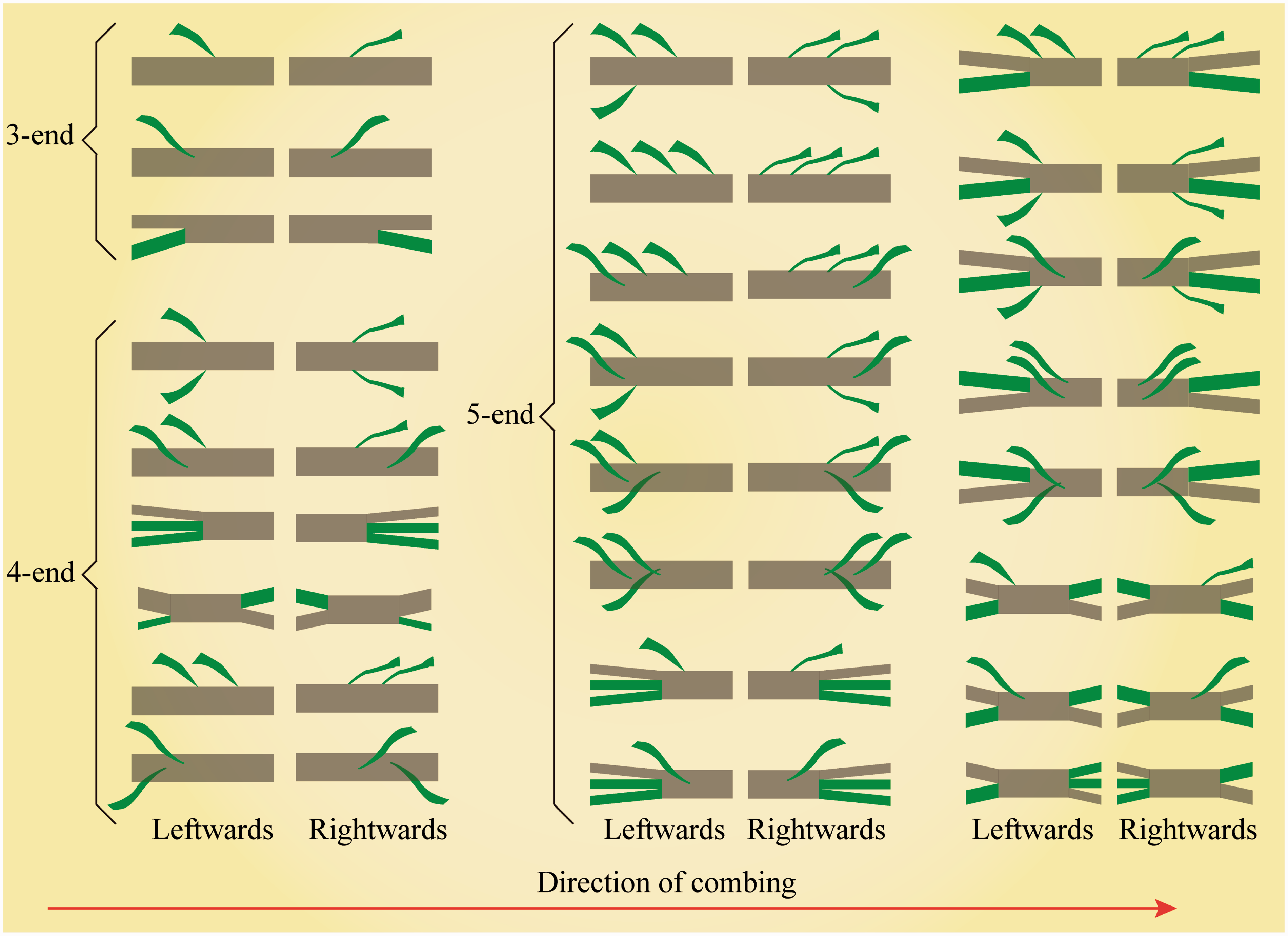
Cross-section linear density
In this work, the distribution of cross-section areas from approximately 400 single PTFE fibers was established (shown in Figure 6(a)) and applied to calculate the fineness of PTFE fibrous products (Figure 6(d)) according to equation (3). Also, distributions of cross-section perimeter and circularity of PTFE fibers were obtained (Figure 6(b) and (c)). Cross-section areas varying from 193.00 µm2 to 2778.00 µm2 resulted in the wide linear density range 3.67–52.78 dtex, and mean cross-section linear density (16.24 dtex) was calculated. This fineness is slightly higher than the theoretical linear density (14.42 dtex), which is attributed to difficulty in the remaining cross-section frames of PTFE split-film fibers during cutting operations due to low glass temperature (–100∼–72℃)35,36 and initial modulus.
Distributions of (a) area, (b) perimeter, (c) circularity, and (d) linear density from the cross-section frames of PTFE fibers.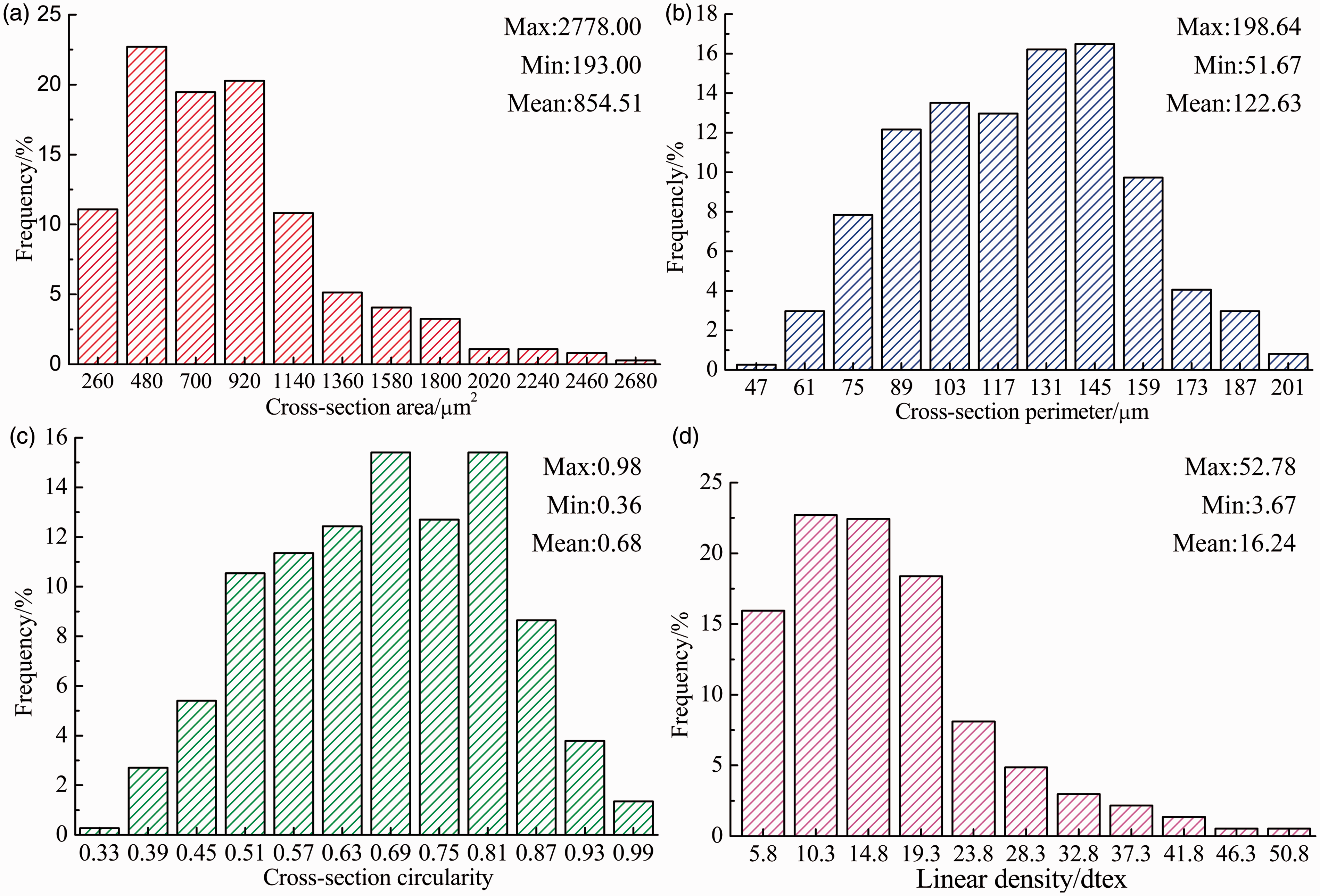
Circularity ranging from 0.36 to 0.98 (Figure 6(c)) were analyzed based on data on the cross-section area and perimeter of PTFE fibers. Particularly, some near-round fibers with high circularity (>0.95) were found, which is due to the fact that shear force from the cutting device resulted in deformation of microscale cross-sections. The wide circularity range is consistent with the characteristic of cross-section morphology (Figure 3) and confirms the point that width or diameter are not appropriate to characterize fineness of PTFE split-film fibers.
Vibration linear density
As shown in Figure 7, the distribution of vibroscopic fineness from nearly 400 fibers was created. Vibration fineness was in a range from 1.16 dtex to 16.10 dtex, and a large proportion of fibers have low linear density (≤10 dtex). Mean vibroscopic fineness was 8.08 dtex, which was much lower than the assumption value (11.92 dtex). This significant difference is mainly ascribed to PTFE’s inherent properties (low modulus, poor shape stability, and low frictional coefficient).
29
The effect of vibration frequency, depending on uniformity and rigidity of the test fiber, on linear density of PTFE fibers is significant. Low initial modulus (6.73 cN/dtex) of PTFE fibers increases difficulty in reaching the required vibration frequency. Besides, potential deformation of the vibrating fiber caused by poor morphological stability enlarges the frequency error. Moreover, owing to the low friction coefficient (∼0.04), relative movements result in vibration variation, decreasing accuracy of measured vibroscopic linear density of PTFE fibers. Hence, it is reasonable to believe that vibroscopic fineness of PTFE split-film fibers is underestimated.
Distribution of vibrational fineness of PTFE fibers.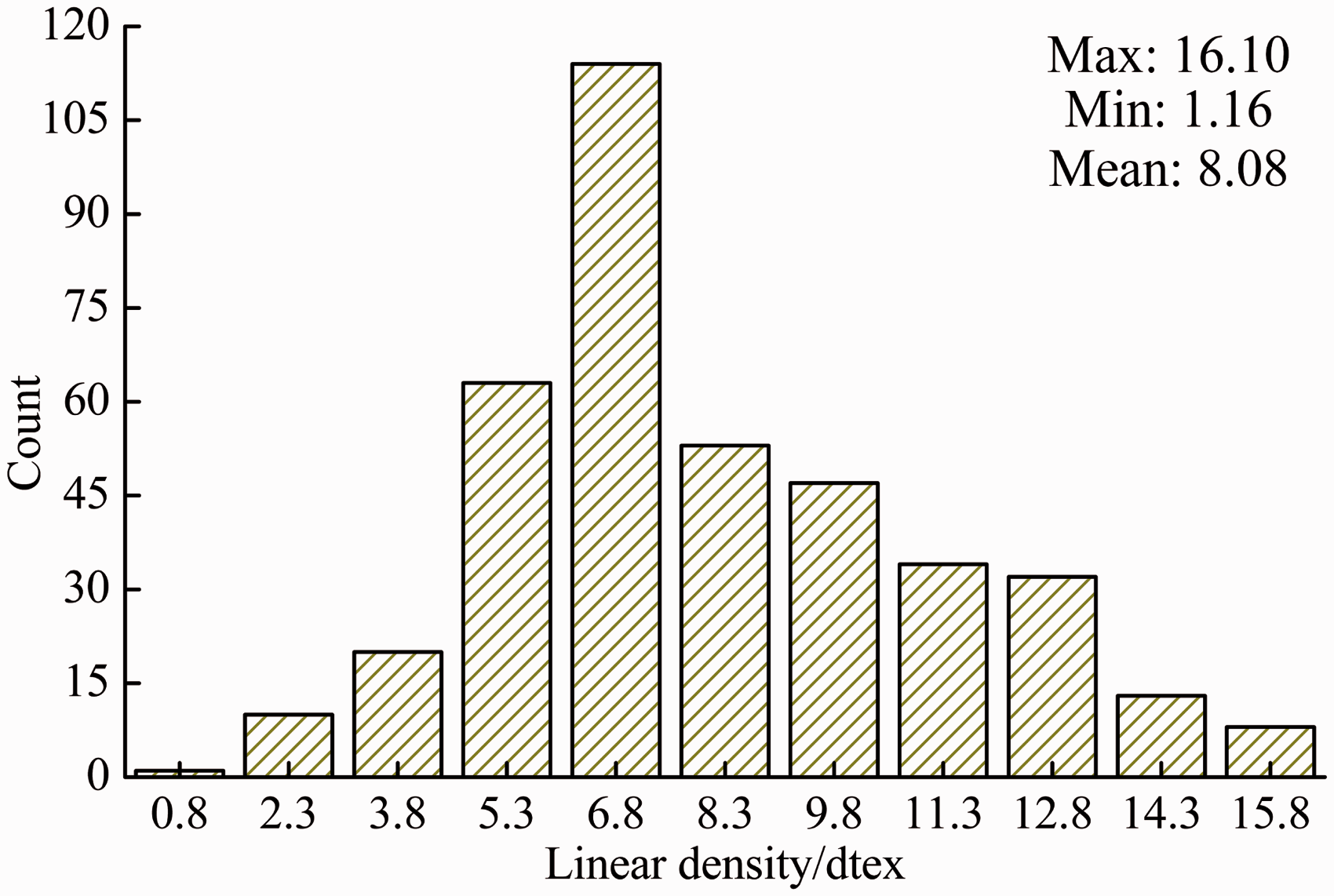
Airflow linear density
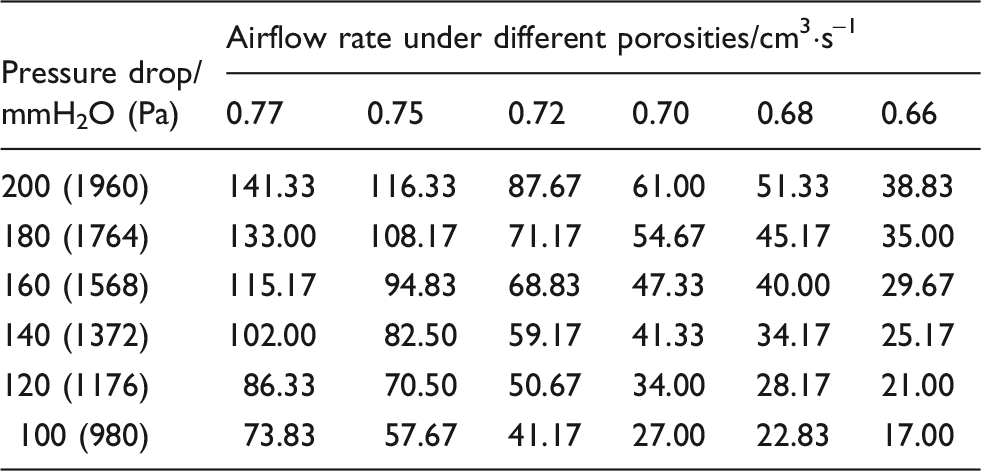
Sinha and Bandyopadhyay measured linear density of jute and mesta fibers using the airflow method and reached the conclusion that the Kozeny equation was generally regarded as the true relationship under appropriate packing density (0.4–0.6 g/cm3). 22 Packing density was the proportion of fiber plug weight to volume of chamber in micronaire. Due to their morphology being similar to jute and mesta fibers, PTFE split-film fibers with six different weights (10, 11, 12, 13, 14, and 15 g, respectively) were measured with the airflow method. Correspondingly, porosities (0.77, 0.75, 0.72, 0.70, 0.68, and 0.66) of PTFE fibers in the test chamber were calculated.
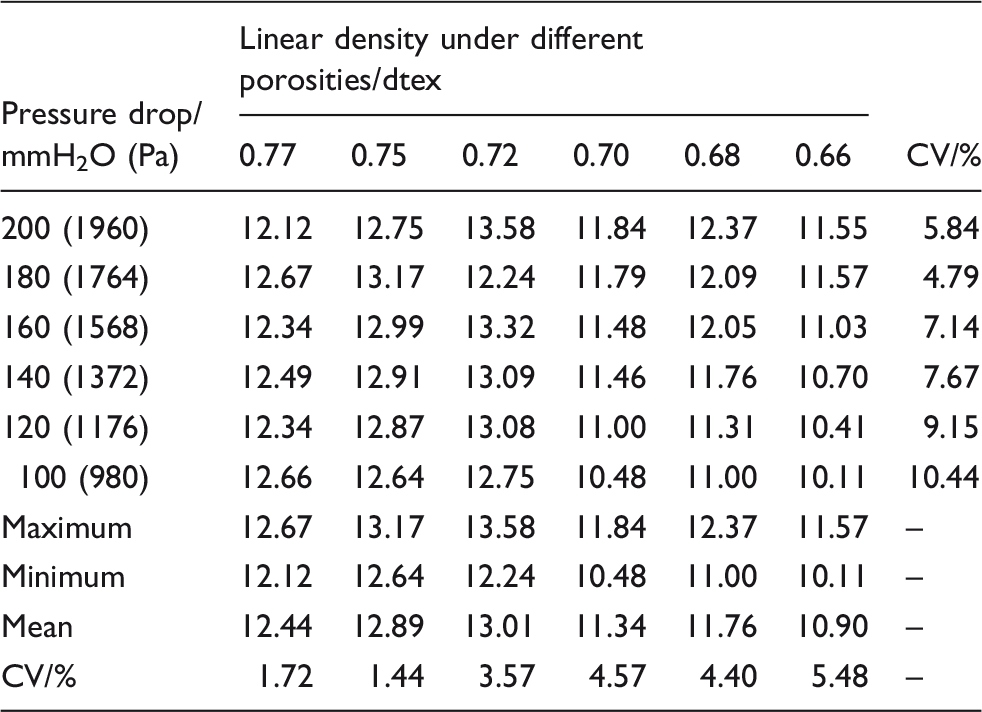
Dependence of airflow rate on the pressure drop and porosity
Linear density of PTFE fibers at the fixed k (0.612) according to equation (7)
Analysis of four different measurements
Different linear densities from the above measurements are displayed in Figure 8(a). Average linear density obtained from the gravimetric method is the highest, followed by the cross-section method, the theoretical calculation, the airflow measurement, the assumption calculation, and the vibration method. This is mainly ascribable to whether branches are taken into account during calculating the fiber fineness, resulting in the distinctive primary data in each method. In general, measurements of the maximum and minimum fineness are reliable because of the accurate process parameters or purely physical operations, indicating that actual mean linear density of PTFE fibers is within the effective range (11.92 dtex and 14.42 dtex), which is highlighted as a parallel green–yellow area in Figure 8(a).
(a) Linear densities from different methods and (b) significant difference between the assumption and airflow linear density.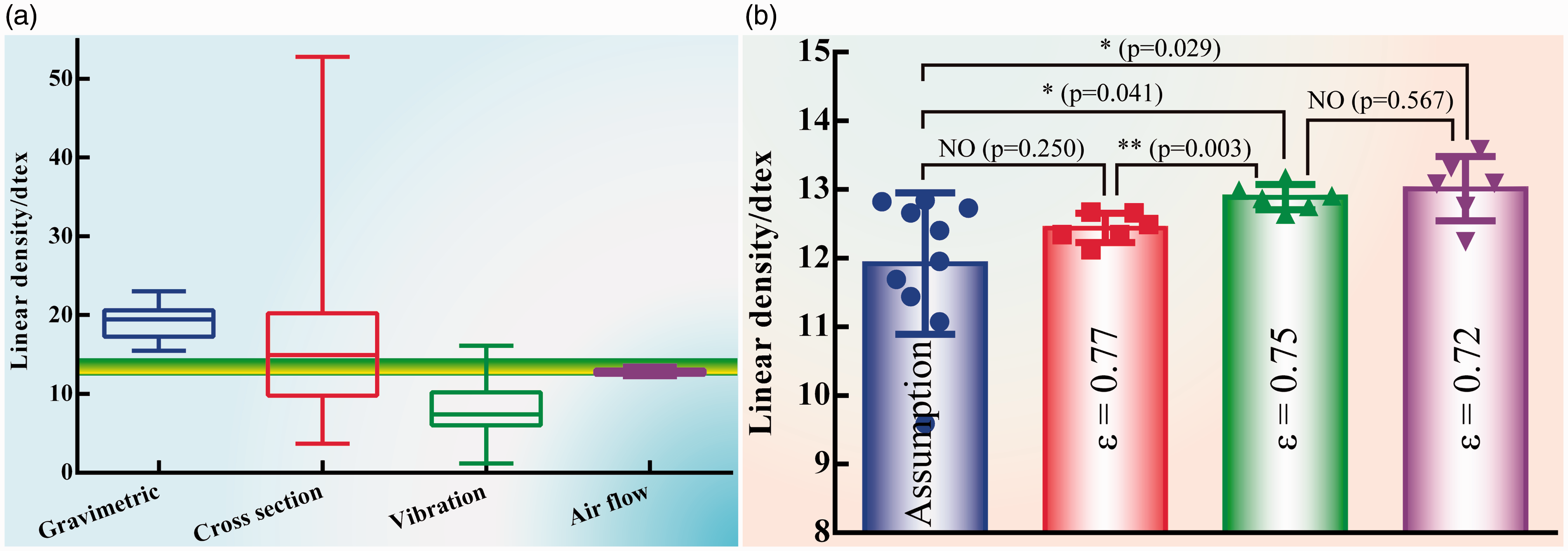
In case of the gravimetric measurement, mean linear density is much higher than the maximum due to ignoring branches. As shown in Figure 9, there are various branches on fibers, although fibers go through enough combing, and the effect of branches on the fiber weight is significant. Particularly, some enclosed circle branches are observed, which ought to be attributed to non-uniform shear forces from the splitting roller. In the splitting film process, relative sliding behaviors between smooth stretched film moving at high speed and the splitting roller could not be avoided, resulting in splitting film incompletely in these sliding points and then forming enclosed circle branches on the main fiber. Hence, although this method measures fiber fineness directly by counting a large number of single fibers, it is not suitable for PTFE split-film fibers with many branches. With respect to cross-section calculation or vibration measurement, mean linear density is calculated by averaging all single fibers. Nevertheless, except for branches, inherent properties (low modulus and poor size stability) significantly affect the cross-section area or vibration frequency of PTFE fibers, resulting in large difference between measured and actual fineness. In the cross-section measurement, data on the cross-section area from hundreds of PTFE fibers, including both main fibers and branches, are collected and used to calculate mean linear density of fibers, indicating that the effect of branches on fineness is taken into account. But deformation of cross-section shapes of fibers in cutting operations is inevitable and this measurement is time-consuming for one set of measurements. The vibration method is convenient and the test can be completed within a short period of time.
Optical microscope images of combed PTFE split-film fibers.
In addition, since the fiber is fixed by two clamps, it reduces errors from manual operations. Nevertheless, vibroscopic linear density is affected significantly by the intrinsic properties of fibers, which is not representative of the actual fineness of PTFE fibers. In view of the airflow measurement, it is clear that all values from high porosities (ɛ = 0.77, ɛ = 0.75, and ɛ = 0.72) are in the effective area shown in Figure 8(a), which is due to the fact that these experiments are only dependent on two factors (pressure drop and airflow rate), avoiding the effects from branches and non-stable morphology. The airflow method permits us to measure fineness of PTFE fibers in a short interval and provides reasonable airflow fineness at high porosity. Therefore, it is reasonable to believe that the airflow measurement is an effective method to obtain mean linear density of PTFE split-film fibers.
In order to estimate the prior order for airflow linear density, significance of the assumption fineness with effective airflow linear densities from high porosities (Figure 8(b)) are analyzed comparatively. Differences between assumption fineness and the airflow linear density from the porosity of 0.77 is not significant due to a high p value (0.250). However, differences become significant when lowering porosity to 0.75 or 0.72. As branches could not be removed completely by combing operations, it is proper to adopt a porosity of 0.75 or 0.72 in the airflow experiment to measure mean linear density of PTFE fibers, which is further supported by a high p value (0.567) between data corresponding to these two porosities. From the perspective of the variation coefficient, when compared with data from the fixed porosity (ɛ = 0.72), the results with lower coefficient of variation (1.44%) measured under a porosity of ɛ = 0.75 is more appropriate to apply to characterize fineness of PTFE fibers. In particular, the corresponding porosity, ɛ = 0.75, has a good consistence with the results of a wool study.18,37
At a given porosity (ɛ = 0.75), fineness (12.87 dtex and 12.91 dtex measured under 120 and 140 mmH2O, respectively) exhibits no difference with mean linear density (12.89 dtex). Moreover, due to lower coefficient of variation (7.67%), the pressure drop (140 mmH2O) is more approximate for measuring linear density of PTFE fibers. The above discussion demonstrates the point that mean fineness of PTFE split-film fibers can be determined by the airflow method in a short time under an optimized pressure drop (ΔP = 140 mmH2O) and porosity of fiber plug (ɛ = 0.75).
Conclusions
There exist different methods for measuring mean linear density of PTFE split-film fibers. Five different methods and an assumption calculation were used to obtain average fineness of PTFE fibers, and the test results were analyzed and compared. Mean linear density calculated according to gravimetric measurement is the highest, followed by the cross-section method, theory calculation, airflow measurement, assumption calculation, and vibration method. Due to existing self-splitting behaviors, fineness (14.42 dtex) from the theoretical calculation is regarded as the maximum, while linear density (11.92 dtex) calculated by the assumption equation is considered as the minimum, indicating that the actual mean fineness of PTFE split-film fibers is within the range 11.92–14.42 dtex. Results from the gravimetric method, the cross-section calculation, and the vibration measurement are not in the effective range, and are not appropriate to use to characterize fineness of PTFE fibers. Airflow mean linear density shows good consistency with the actual value; moreover, this measurement allows us to obtain effective mean fineness of PTFE split-film fibers in a short time under an appropriate pressure drop (ΔP = 140 mmH2O) and porosity of fiber plug (ɛ = 0.75).
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors thank the Doctoral Fund of Ministry of Education of China (CUSF-DH-D-2015012), Shanghai Economic and Information Technology Commission (HUCXY-2014–025), and the Special Excellent PhD International Visit Program by the Donghua University (China), for funding the test analysis and raw materials for experiments.