
Abstract
This study aims to compare different conditions in the three-step (cultivation, washing, and bleaching) production of white bacterial cellulose (BC) fabric to introduce it as a new type of fabric in the textile industry. The BC fabric was evaluated on the basis of its surface morphology and chemical structure. The “production BC” after the cultivation step was cultured using glucose as the carbon source in the Hestrin–Schramm (HS) medium. It was produced with the highest production yield (33.2 ± 6.85%), the highest thickness (0.35 ± 0.09 mm), and the flattest surface (211 nm). The bacteria remaining on “washed BC” after the washing step were washed out using 3% NaOH solution, and the nanoscale network structure maintained its integrity after washing. The white BC fabric after the bleaching step was bleached using 5% H2O2 solution. The white BC fabric with the highest white index (73.15 ± 1.09%) without a natural yellowish-brown color was produced. In the Fourier transform infrared spectroscopy (FTIR) spectra of the white BC fabric, the peaks of proteins and amino acids derived from the bacteria disappeared, while the cellulose I crystal structure was maintained. Also, X-ray diffraction analysis showed that the crystallinity of the white BC fabric increased compared to that of the control sample, and the highest crystallinity of 80.6% was obtained.
Bacterial cellulose (BC) is a high-purity cellulose produced by biosynthesis by Acetobacter (acetic acid bacteria). 1 BC has a three-dimensional nanostructure with high crystallinity, wettability, and excellent mechanical properties. In addition, BC does not cause harm to the human body, it is eco-friendly, and it has excellent formability. Therefore, interest in BC for applications in various industrial fields, such as medical, electronics, food, and cosmetics has been increasing. Also, it has been used as a fabric in the fashion textile field.2–4 However, the color of the BC fabric reported thus far in previous studies is a natural yellowish-brown.2–4 This yellowish-brown color results from protein, nucleic acids, and vitamin B derived from yeast extracts or bacterial cells during BC cultivation. 5 Moreover, in pre-testing of this study, we found that the color of BC fabrics darkened with time. Thus, a bleaching process is required to make BC fabric white. This process in fabric finishing is essential to ensure subsequent uniform dyeing and bright colors. 6 For this reason, a washing process to remove residual impurities, such as proteins and nucleic acids derived from bacteria, and a bleaching process to produce a white BC fabric by removing the natural color of the BC need to be established for producing BC as a fabric material. In this study, the bleaching process is conducted with a hydrogen peroxide (H2O2) solution, which is a substitute for sodium hypochlorite (NaOCl). The NaOCl solution has been reported to have an outstanding bleaching effect since it reacts with water to generate a strong base (OCl) and a weak acid (HOCl). 5 Due to its economic advantages, it has been mainly used as a bleaching agent to remove fabric stains, such as fats, waxes, and pectin impurities. 6 However, if subsequent dechlorination is not sufficient, the residual chlorine of NaOCl results in fabric damage and discoloration. Toxic substances, such as polychlorinated dioxin and furan, are detected in discharged water after bleaching with NaOCl.6,7 Thus, hydrogen peroxide is used and its effectiveness in bleaching BC fabric without decreasing the fiber strength is evaluated. 6
In a previous study, Gea et al. 5 reported a two-step BC purification process that involved washing with an NaOH solution and bleaching with an NaOCl solution. They reported that the natural color of the BC and the various impurities derived from bacteria were removed, and the mechanical behavior of the BC was improved. 5 However, previous studies have only been carried out to apply BC in other industrial fields, and not as a fabric material. Also, the analysis of the production conditions, surface morphology, and chemical properties of BC as a fabric material (such as production yield, thickness, surface roughness, structural characteristics, and crystallinity) have not been reported in much detail.
Therefore, the goal of this study is a comparison between different conditions in the three-step (cultivation, washing, and bleaching conditions) production of white BC fabric to introduce it as a new type of fabric in the textile industry.
First, in the cultivation step, the carbon source in the Hestrin–Schramm (HS) medium was determined by measuring production yield, thickness, and surface roughness. Second, in the washing step, the NaOH concentration was determined by scanning electron microscope (SEM) morphology and the whiteness index. Third, in the bleaching step, H2O2 concentration was determined by SEM morphology and whiteness index analyses. Also, the surface morphology and chemical structure of obtained BC fabric were compared under control, cultivation, washing, and bleaching conditions by SEM morphology analysis, whiteness index measurement, Fourier transform infrared spectroscopy (FTIR) measurement, and X-ray diffraction (XRD). Finally, the cultivation, washing, and bleaching conditions to produce white BC fabric were determined.
Experimental details
Materials
Commercially available BC gel (tea fungus, GET KOM-BUCHA.COM, Culver, CA, USA) was used. The BC gel was stored at 5℃ and fully washed with distilled water before use. 2 Four different carbon sources – glucose (C6H12O6, Duksan Pure Chemicals, Seoul, Korea), sucrose (C12H22O11, Junsei, Tokyo, Japan), D-fructose (C6H12O6, Samchun, Seoul, Korea), and D-mannitol (C6H14O6, Sigma, Saint Louis, USA) – were used. A mixture of yeast extract (Becton, Dickinson and Company, Sparks, USA) and peptone (Becton, Dickinson and company, Sparks, USA) was used as the nitrogen source. Sodium hydroxide (NaOH, Samchun, Seoul, Korea) and acetic acid (CH3COOH, Duksan Pure Chemicals, Seoul, Korea) were used to wash the BC fabrics, and hydrogen peroxide (H2O2, Samchun, Seoul, Korea) was used to bleach the BC fabrics.
Production of BC
Figure 1 shows the production process for white BC fabric. First, in the cultivation step, various types of carbon sources were prepared for BC cultivation using different HS media.
8
Glucose, sucrose, fructose, and mannitol powders were used as the carbon sources (20 g/L). A mixture of yeast extract and peptone powders were used as the nitrogen source (5 g/L each). These were added into purified distilled water and mixed thoroughly until they dissolved. After boiling at 100℃ for 10 min, the cultivation medium was cooled to 25℃.2,9 The BC gel was added into the HS medium in a liquor ratio of 1:7 (relative to the weight of the BC gel) for static cultivation in an incubator (SI-600 R, JEIO TECH Co., Daejeon, Korea) at 26℃ for 8 days.10,11
Production process of white bacterial cellulose fabric.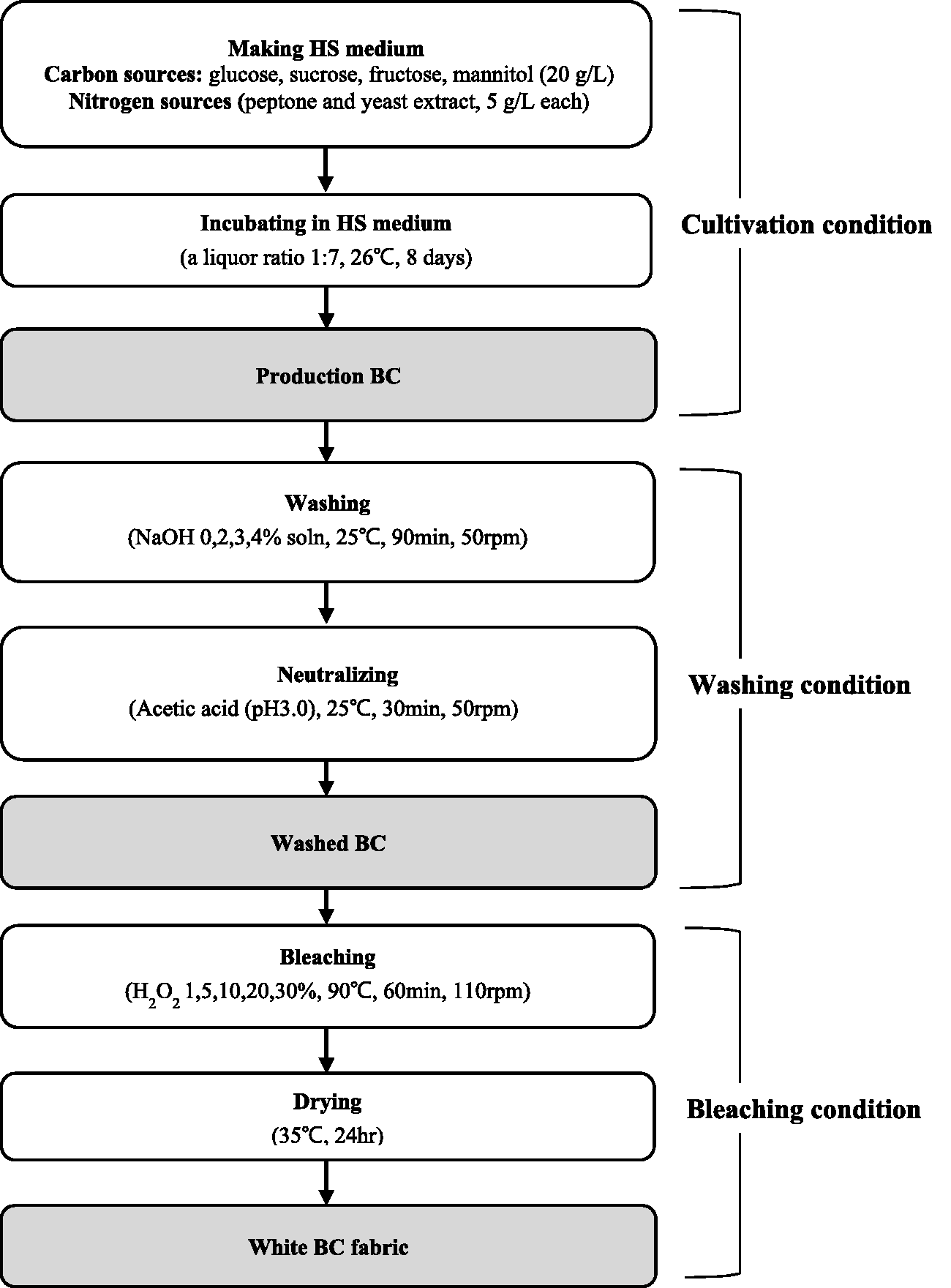
Second, in the washing step the BC was washed with an NaOH solution (0, 2, 3, 4% soln) at 25℃ using a shaking water bath at 50 rpm for 90 min (shaking water bath, BS-31, JEIO TECH Co.), neutralized with distilled water adjusted to pH 3.0 using acetic acid, and shaken at 25℃ and 50 rpm for 30 min.
Third, in the bleaching step, the BC was bleached with a H2O2 solution (1, 5, 10, 20, 30% soln) at 90℃ using a shaking water bath at 110 rpm for 60 min, and washed with tap water. After bleaching, the BC was dried in a drying convection oven (OF-21, JEIO TECH Co.) at 35℃ for 24 h. Finally, white BC fabric was obtained. This process was repeated 10 times for each of the four carbon sources.
Production yield and thickness of BC fabric
The production yield and thickness of the BC fabric were evaluated. The production yield was calculated using the ratio of the dry weight of the BC fabric to that of the carbon source weight under each condition (glucose, sucrose, fructose, mannitol).
12
The dry weight of the BC fabric was measured using a precision electronic balance (Explorer, E12130, OHAUS Corp., New Jersey, USA). The production yield of BC fabrics was calculated as shown in equation (1):
13

The thickness of BC fabrics was measured 10 times using a micrometer (No. 2046F, Mitutoyo Co., Tsukuba, Japan) in accordance with KS K ISO 5084. 2
Surface characterization of BC fabric
The appearance of the BC fabrics was evaluated by measuring the surface roughness, surface morphology, surface colors, and photos of BC fabrics. The surface roughness of BC fabrics was measured using a multimode atomic force microscope (XE-100, Park Systems, Suwon, Korea). The BC fabrics were viewed by applying the tapping mode. Image treatment was performed using Gwyddion software, and the topography and the roughness of the BC fabrics were analyzed for the different carbon sources. 2 The RMS roughness (Rq) of the membranes, defined as the standard deviation of the elevation z-values within the given area, was determined. 14
The surface morphology of BC fabrics produced with different conditions was analyzed by using a scanning electron microscope (JSM-7600F, JEOL Ltd., Tokyo, Japan). 2
The surface colors of BC fabrics were measured five times per specimen using a computer color-matching system (JX777, Color Techno System Co. Ltd., Tokyo, Japan). The mean values of L*, a*, b*, H V/C, and the whiteness index of the BC fabrics were recorded. The whiteness index of BC fabrics was calculated as shown in equation (2):
2

Structural analysis of BC fabric
The structures of the BC fabrics were evaluated by FTIR spectroscopy and XRD of the fabrics. To analyze the chemical structure of BC fabrics produced with different conditions, FTIR spectra were obtained using an FT/IR-670 Plus spectrophotometer (Jasco International Co. Ltd., Tokyo, Japan). Scans were completed between 4000 and 450 cm−1 at a resolution of 4 cm−1. Baselines for each sample spectrum were normalized using spectrum software. 15
The crystallinity of BC fabrics was investigated by XRD with a multi-purpose diffractometer (New D8-Advance, Bruker-AXS, Fitchburg, USA). XRD patterns were recorded at the CuKα radiation wavelength of 1.54180 Å, and generated at a voltage of 40 kV with a filament emission of 40 mA. Samples were scanned at 10–40° 2θ ranges at a scan speed of 1°/min. The degree of crystallinity was calculated as shown in equation (3):13,16,17

Results and discussion
Effect of carbon sources on BC production yield and surface characteristics
Figures 2(a) and (b) shows the production yield and thickness of BC fabrics produced using different carbon sources. As shown in Figure 2(a), the production yield of the BC fabric produced using glucose as the carbon source was the highest (33.2 ± 6.85%). Also, the highest (0.35 ± 0.09 mm) thickness was obtained using glucose as the carbon source (Figure 2(b)). With sucrose, fructose, or mannitol as the carbon source, the production yield and thickness values were not significantly different.
Production yield (a) and thickness (b) of bacterial cellulose fabrics by different carbon sources (cultivation condition: carbon sources 20 g/L, peptone 5 g/L, yeast extract 5 g/L without pH adjustment for 8 days at 26℃).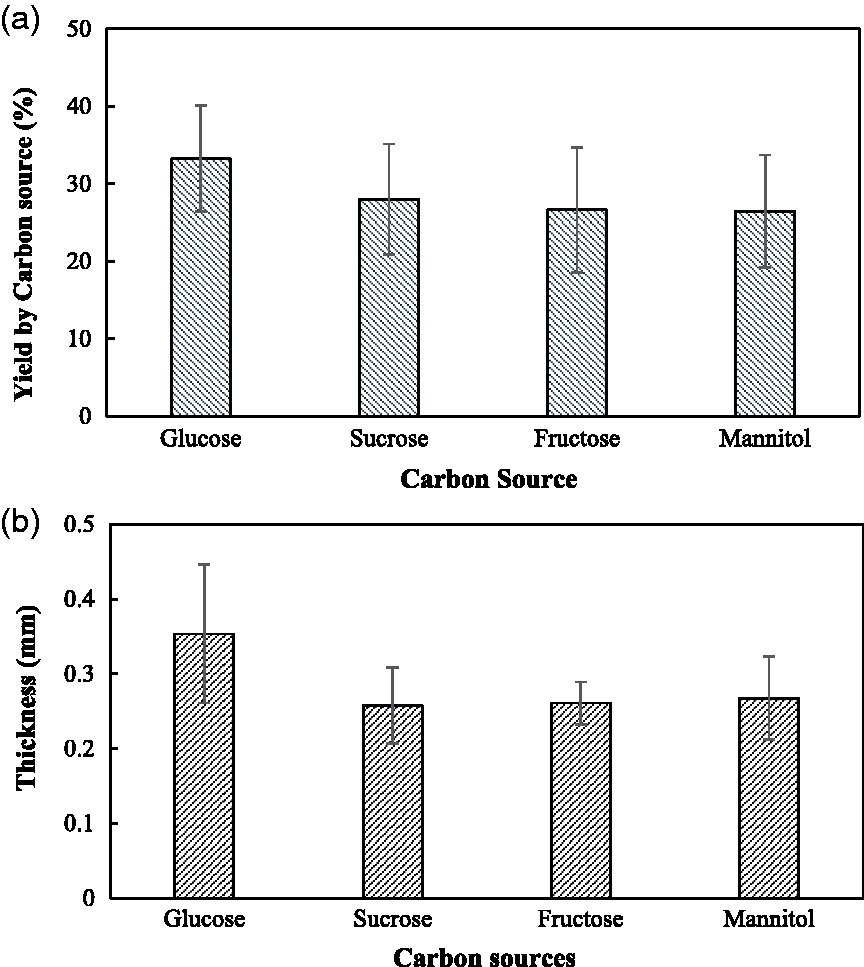
According to the results of a previous study, the main carbon sources in the HS medium for cellulose biosynthesis in BC fabric production have been reported as glucose or fructose. 18 Acetobacter prefers to consume small-molecule carbon sources (such as glucose and fructose) rather than relatively larger-molecule carbon sources (such as sucrose) during cultivation. 19 Glucose and fructose were the essential carbon sources for the acetic acid, gluconic acid, and cellulose production by Acetobacter. 20 In this study, glucose was the most effective carbon source for BC fabric production. Glucose is used as the energy source and nutrient for secondary biochemical activity in the BC fabric production process by Acetobacter to aid cellulose formation, and about 2% of glucose is converted to gluconic acid and metabolized for synthesis. 20 This result is similar to the result obtained by Trovatti et al. 21
Fructose is metabolized by yeast into ethanol and carbon dioxide. 18 Ethanol produces acetic acid that affects cellulose production after oxidation to acetaldehyde by Acetobacter. 20 Thus, fructose has an insignificant effect on cellulose production because it remains in the fermentation broth as the amount of fructose consumed by the microorganism is lower than the amount of consumed glucose. 20 Sucrose is a disaccharide that breaks down into glucose and fructose when metabolized by yeast. 20 Because it is not composed of glucose alone, it too does not have a significant effect on cellulose production. Unlike sugar-type glucose, sucrose, and fructose, the alcohol-type mannitol was also used, and its effect was not as significant as that of glucose in BC fabric production; this is because mannitol is usually converted to fructose during the BC fabric production process, and then metabolized by the organism to produce cellulose. 22 Thus, glucose was determined as the carbon source for BC fabric production since it exhibited the highest production yield and thickness among all carbon sources.
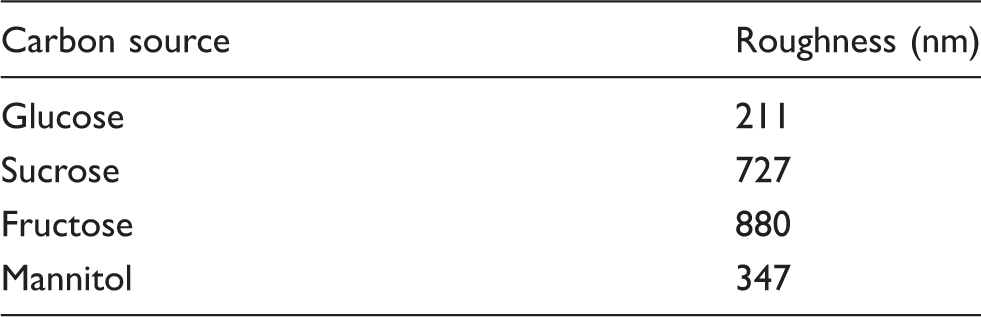
Figure 3 and Table 1 show atomic force microscopy (AFM) micrographs and surface roughness of the BC fabric produced using different carbon sources. As shown in Figure 3, the fructose sample had the roughest surface (880 nm), while the glucose sample had the flattest surface (211 nm). Thus, glucose was determined as the carbon source for BC fabric production since it resulted in the smoothest and the flattest surface among all carbon sources.
Atomic force microscopy 3D micrographs of bacterial cellulose fabrics by different carbon sources (cultivation conditions: carbon sources 20 g/L, peptone 5 g/L, yeast extract 5 g/L without pH adjustment for 8 days at 26℃). Roughness (nm) of bacterial cellulose fabrics by different carbon sources (cultivation conditions: carbon sources 20 g/L, peptone 5 g/L, yeast extract 5 g/L without pH adjustment for 8 days at 26℃)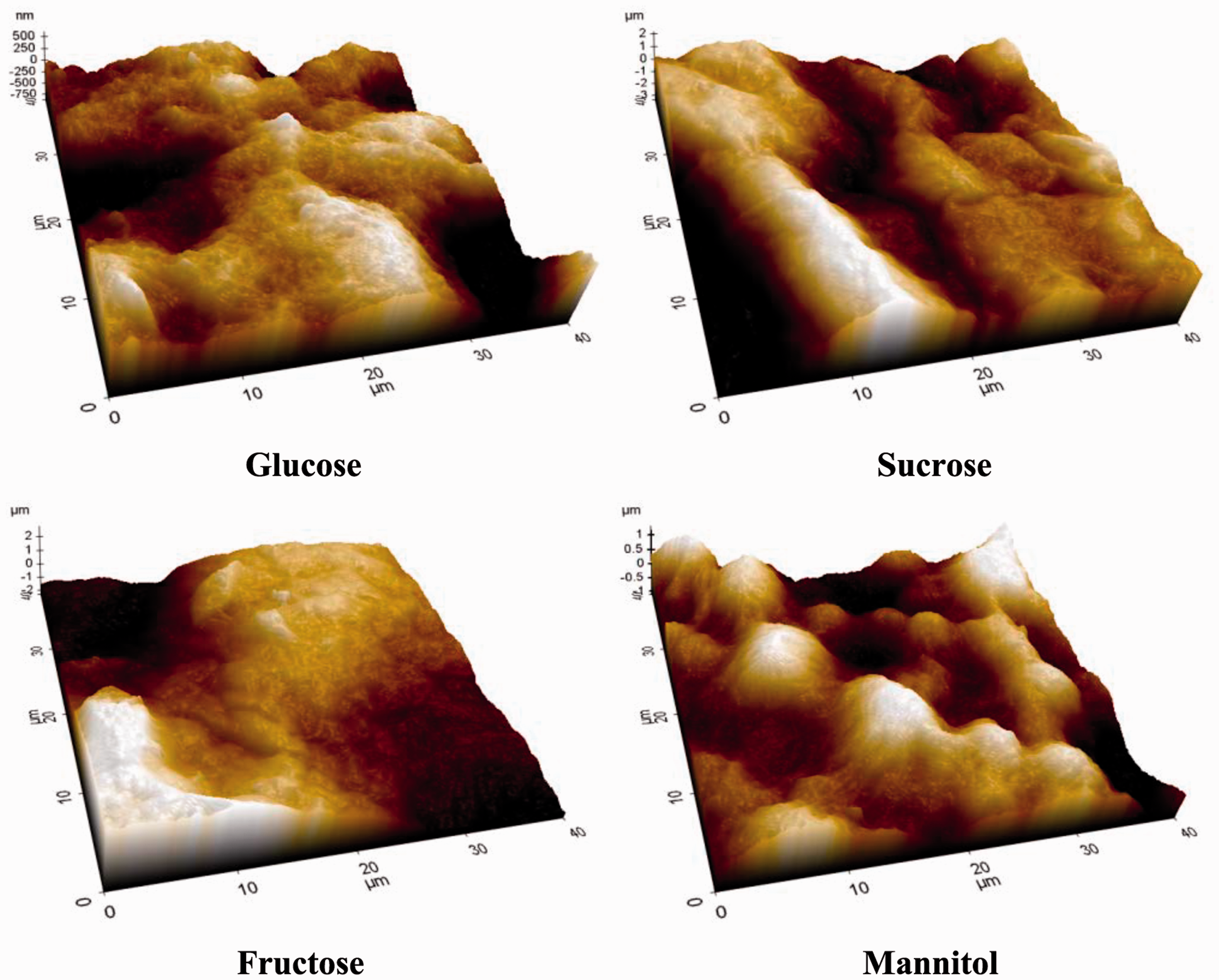
Degree of bacteria removal for different NaOH concentrations for washing BC fabrics
The NaOH concentration was considered to be a very important factor because NaOH should remove the bacteria on the BC fabric surface without deforming the BC nanoscale network structure. Alkaline agents such as NaOH have been widely used in the mercerization process of plant cellulose since they hydrolyze and remove impurities in cellulose. 5 According to the results of a previous study, 23 the NaOH effectively dissolves the remaining non-cellulosic components (NCCs), such as nucleic acids and proteins in BC. Also, it was reported that with increasing NaOH solution concentrations, increasing amounts of NCC were effectively removed. 23 However, a high concentration of an alkaline solution causes significant shrinkage and curling of the BC and is accompanied by the unwanted transformation of the crystal structure from cellulose I to cellulose II.5,23 When the polymorphic transformation of the crystal structure occurs, numerous primary inter- and intramolecular hydrogen bonds dissociate, resulting in a significant deterioration within BC. 5 Therefore, the NaOH concentration of the washing condition in BC fabric was controlled to 0, 2, 3 and 4% (soln), based on the results of previous studies.2,5,8,13,24,25
Figure 4(a) shows the SEM image of the BC fabric boiled with distilled water at 100℃ for 10 min without NaOH addition, according to Yim et al.
2
As shown in Figure 4(a), numerous bacteria with an oval shape were found between the network structures on the BC fabric surface. Thus, the residual impurities derived from bacteria in the BC fabric produced in the HS medium could not be effectively washed by heat treatment alone.
Scanning electron microscope micrographs of bacterial cellulose fabrics by different NaOH concentrations in washing conditions. (a) Boiled in distilled water, 100℃, 10 min; (b) NaOH 2% (soln), 25℃, 90 min, 50 rpm; (c) NaOH 3% (soln), 25℃, 90 min, 50 rpm; (d) NaOH 4% (soln), 25℃, 90 min, 50 rpm.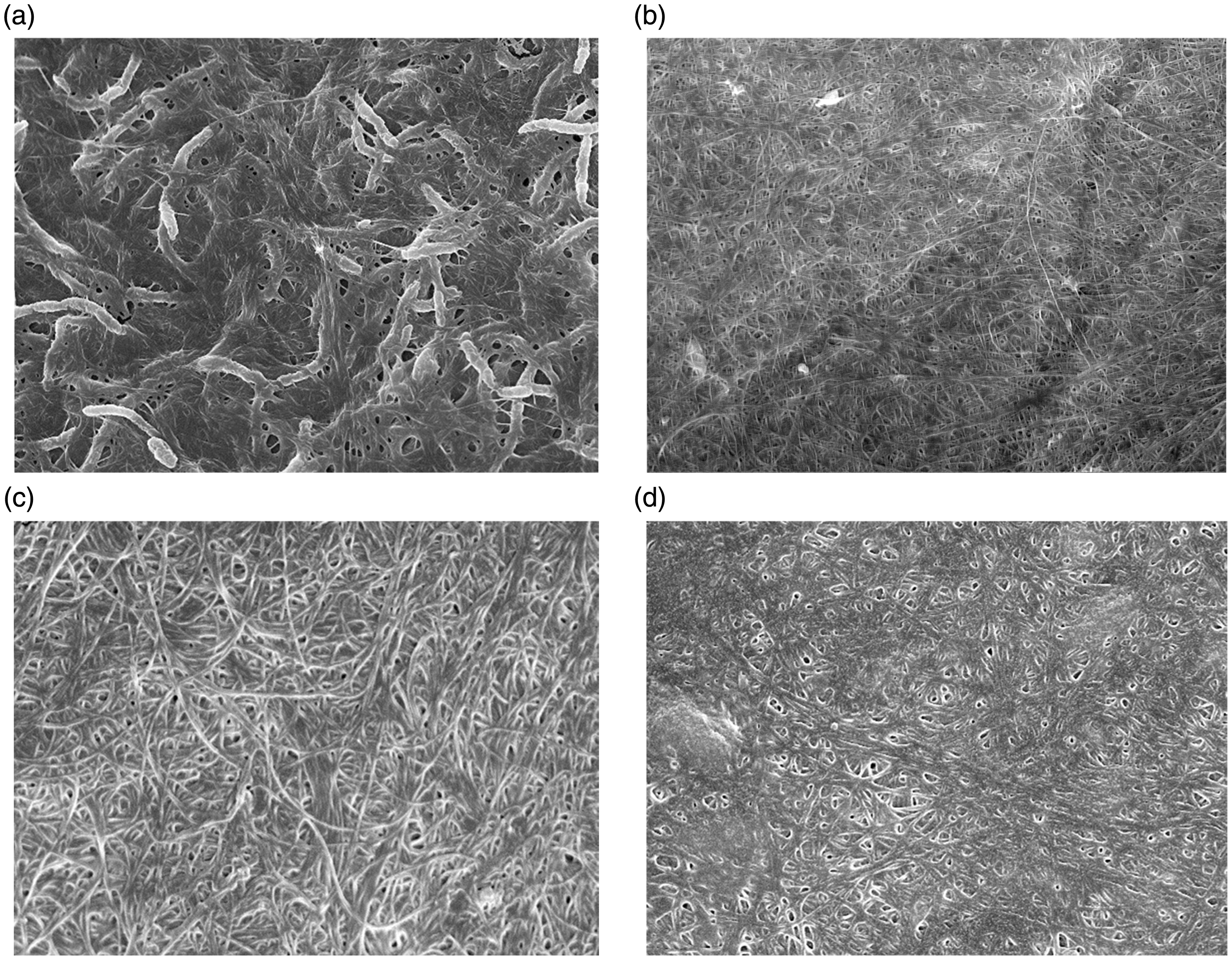
Figure 4(b) shows the SEM image of the BC fabric washed using the NaOH solution with a concentration of 2% (soln) at 25℃, with 50 rpm shaking for 90 min. Figure 4(b) shows incomplete removal of bacteria on the network structures of the BC fabric washed with 2% NaOH (soln).
Figure 4(c) shows the SEM image of the BC fabric washed using the NaOH solution at a concentration of 3% (soln) at 25℃ with 50 rpm shaking for 90 min. Figure 4(c) shows the clearly visible BC nanoscale network structure with no bacteria on the BC fabric.
Figure 4(d) shows the SEM image of the BC fabric washed using the NaOH solution with a concentration of 4% (soln) at 25℃ with 50 rpm shaking for 90 min. Although the bacteria were removed on the network structures of the BC fabric washed with the 4% NaOH solution (Figure 4(d)), the network structure was slightly damaged, unlike in the case when 3% NaOH solution was used (Figure 4(c)). Therefore, NaOH solution concentration in washing conditions was determined to be 3% (soln), since it resulted in effective bacteria removal from the BC fabric surface and did not deteriorate the BC nanoscale network structure (Figure 4(c)).
Degree of surface color change for different H2O2 concentrations for bleaching BC fabrics
Figure 5(a) shows the white index graph for the BC fabrics after bleaching using the H2O2 solutions with different concentrations. As shown in Figure 5(a(iii)), the highest whiteness index was obtained using the 10% H2O2 (soln) at 90℃ with 110 rpm shaking for 60 min. The whiteness index values are presented within acceptable error ranges according to increasing H2O2 concentrations.
Whiteness index (a) and scanning electron microscope micrographs (b) of bacterial cellulose fabrics by different H2O2 concentration. (i) H2O2 1% (v/v), 90℃, 60 min, 110 rpm; (ii) H2O2 5% (v/v), 90℃, 60 min, 110 rpm; (iii) H2O2 10% (v/v), 90℃, 60 min, 110 rpm; (iv) H2O2 20% (v/v), 90℃, 60 min, 110 rpm; (v) H2O2 30% (v/v), 90℃, 60 min, 110 rpm.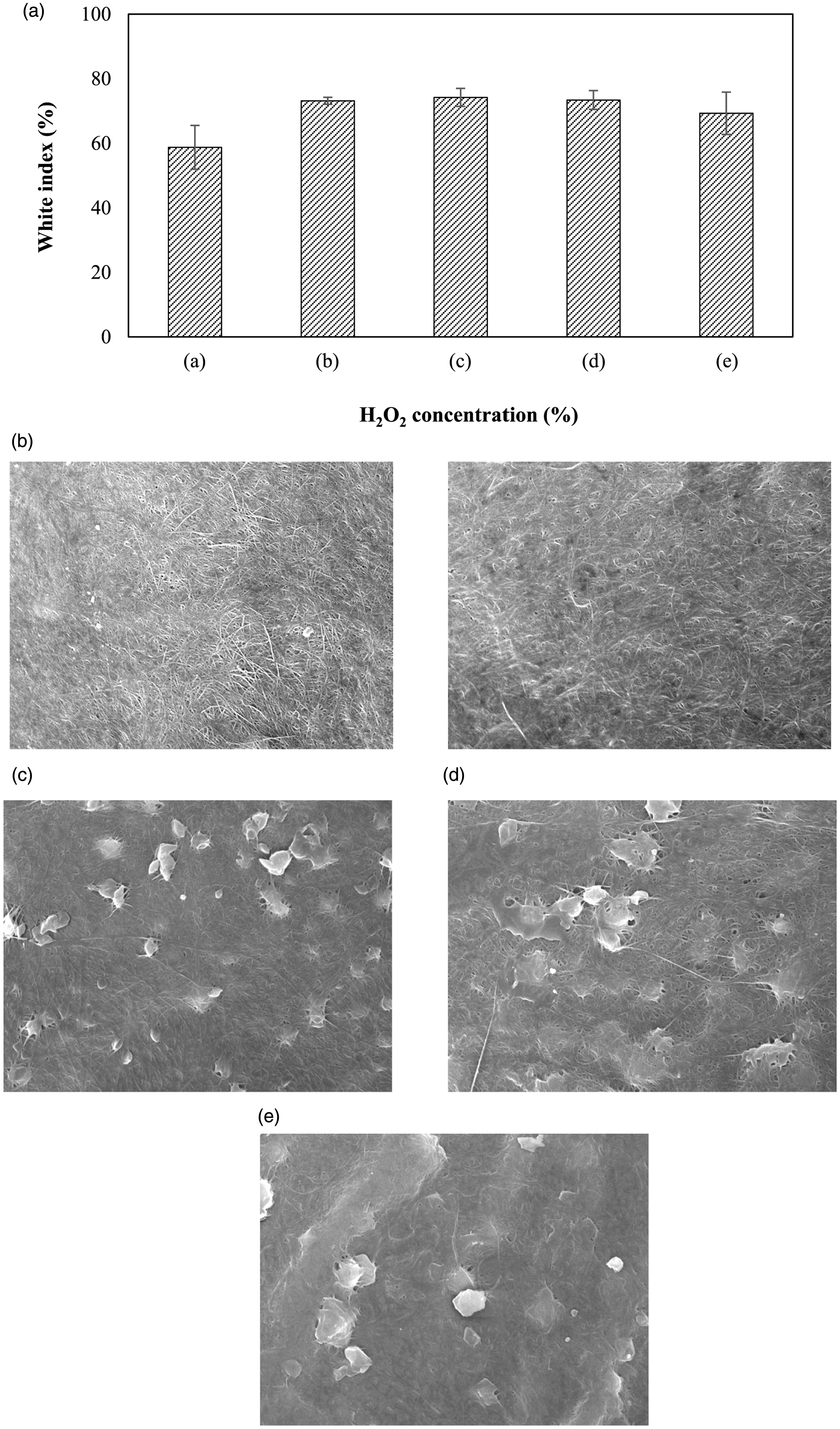
Figure 5(b) shows SEM images of the BC fabric after bleaching using the H2O2 solutions at different concentrations. As shown in Figure 5(b(iii)), the nanoscale cellulose structure of the BC fabric surface deteriorated due to the high concentration of bleaching solution when 10% H2O2 (soln) was used. This result was consistent with that of previous studies by Nishi et al., 23 who showed that high-concentration bleaching solutions destroy cellulose fibers. Thus, bleaching should be performed within a concentration that will not cause deformation of the BC cellulose structure.
Figure 5(b(ii)) shows the SEM image of the BC fabric after bleaching using the 5% H2O2 (soln). Compared to the 10% H2O2 solution (Figure 5(b(iii)), the 5% H2O2 solution shows no cellulose structure deformation. Also, the whiteness index of the BC fabric bleached with H2O2 5% (Figure 5(a(ii)) was 73.15 ± 1.09%, and did not show significant difference to that of the BC fabric bleached with H2O2 10% (Figure 5(a(iii)). Therefore, the H2O2 solution concentration in the bleaching condition was determined to be 5% (soln), since it did not cause cellulose structure deformation.
Surface characterization of BC fabric after the three-step process
L*, a*, and b*(CIELAB) values of bacterial cellulose fabrics by different treatment conditions. (a) Boiled in distilled water, 100℃, 10 min; (b) washed in NaOH 3% (soln), 25℃, 90 min, 50 rpm; (c) bleached in H2O2 5% (v/v), 90℃, 60 min, 110 rpm)

L*, lightness; a*, the red and green axis; b*, the yellow and blue axis.
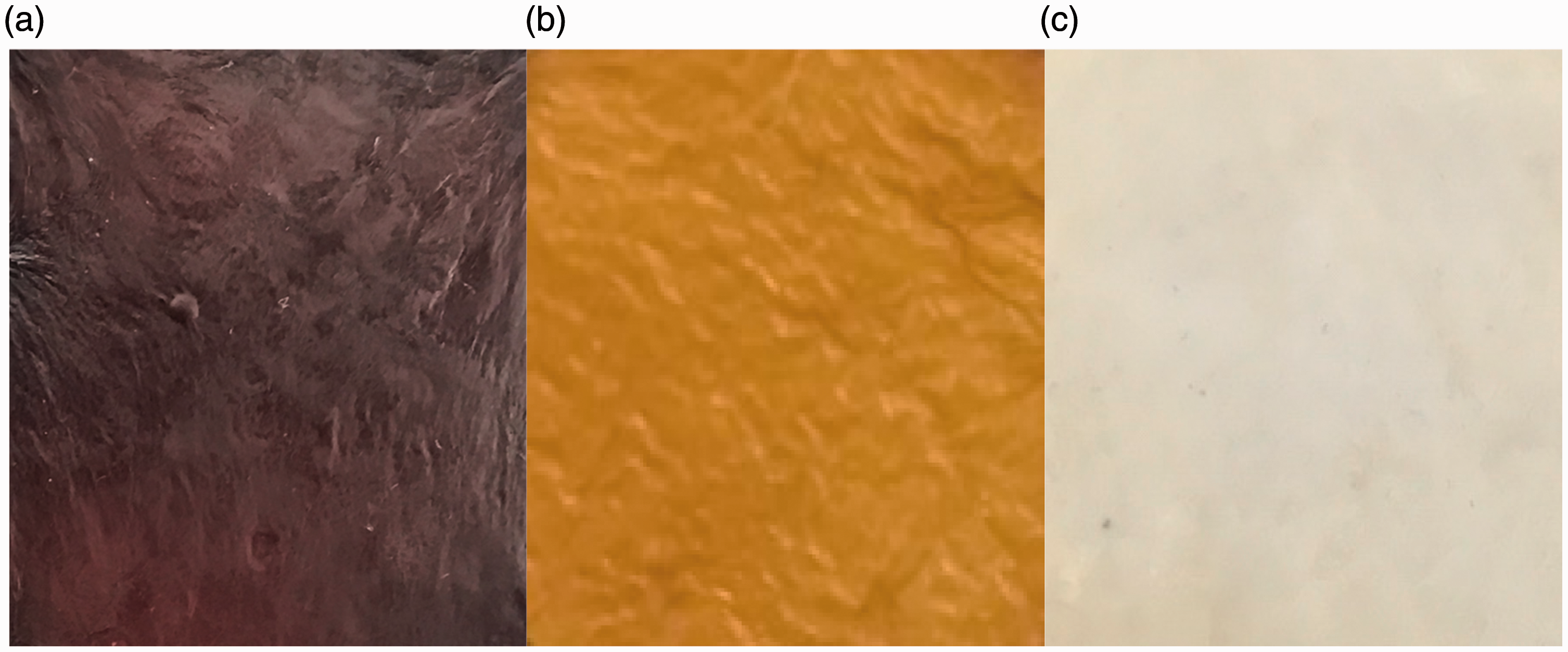
Photos of bacterial cellulose fabrics by different treatment conditions. (a) Boiled in distilled water, 100℃, 10 min; (b): washed in NaOH 3% (soln), 25℃, 90 min, 50 rpm; (c): bleached in H2O2 5% (v/v), 90℃, 60 min, 110 rpm.
Table 2(b) and Figure 5(b), respectively, show the surface color results and the appearance of “washed BC” after the washing step using the 3% NaOH solution at 25℃ with 50 rpm shaking for 90 min; the surface color analysis results indicate a yellow color with an H value of 3.35 Y and a whiteness index of 23.66 ± 3.51%, which is over five times higher than that of “production BC” after the cultivation step (Table 2(a)).
Table 2(c) and Figure 6(c), respectively, show the surface color result and the appearance of “white BC fabric” after bleaching using the 5% H2O2 solution at 90℃ with 110 rpm shaking for 60 min; surface color analysis showed that the whiteness index (Table 2(c)) was 73.15 ± 1.09%, which is over 17 times higher than that of “production BC” after the cultivation step (Table 2(a)). This is because H2O2 used as the bleaching solution removes the natural color of the BC via oxidation-reduction of H2O2. 6
Structural characterization of BC fabrics after the three-step process
Figure 7 shows the FTIR results of the BC fabric produced by the three-step process. The peaks at 1107–1109 cm–1 (CH2 symmetrical bending and C–O bond stretching) and 1055–1031 cm–1 (C–O of the C–OH of carbohydrates) are shown in Figure 7(a)–(c).5,26 These peaks demonstrate that the alkaline solution used in the washing and bleaching of the BC fabric did not transform into the cellulose II structure from the cellulose I structure (the natural cellulose crystal structure of the BC). Thus, the selected alkaline solution for washing and bleaching had appropriate concentrations that did not cause deformation of the BC crystal structure or destruction of primary inter- and intramolecular hydrogen bonds.
Fourier transform infrared spectra of bacterial cellulose fabrics by different treatment conditions. (a) Boiled in distilled water, 100℃, 10 min; (b) washed in NaOH 3% (soln), 25℃, 90 min, 50 rpm; (c) bleached in H2O2 5% (v/v), 90℃, 60 min, 110 rpm.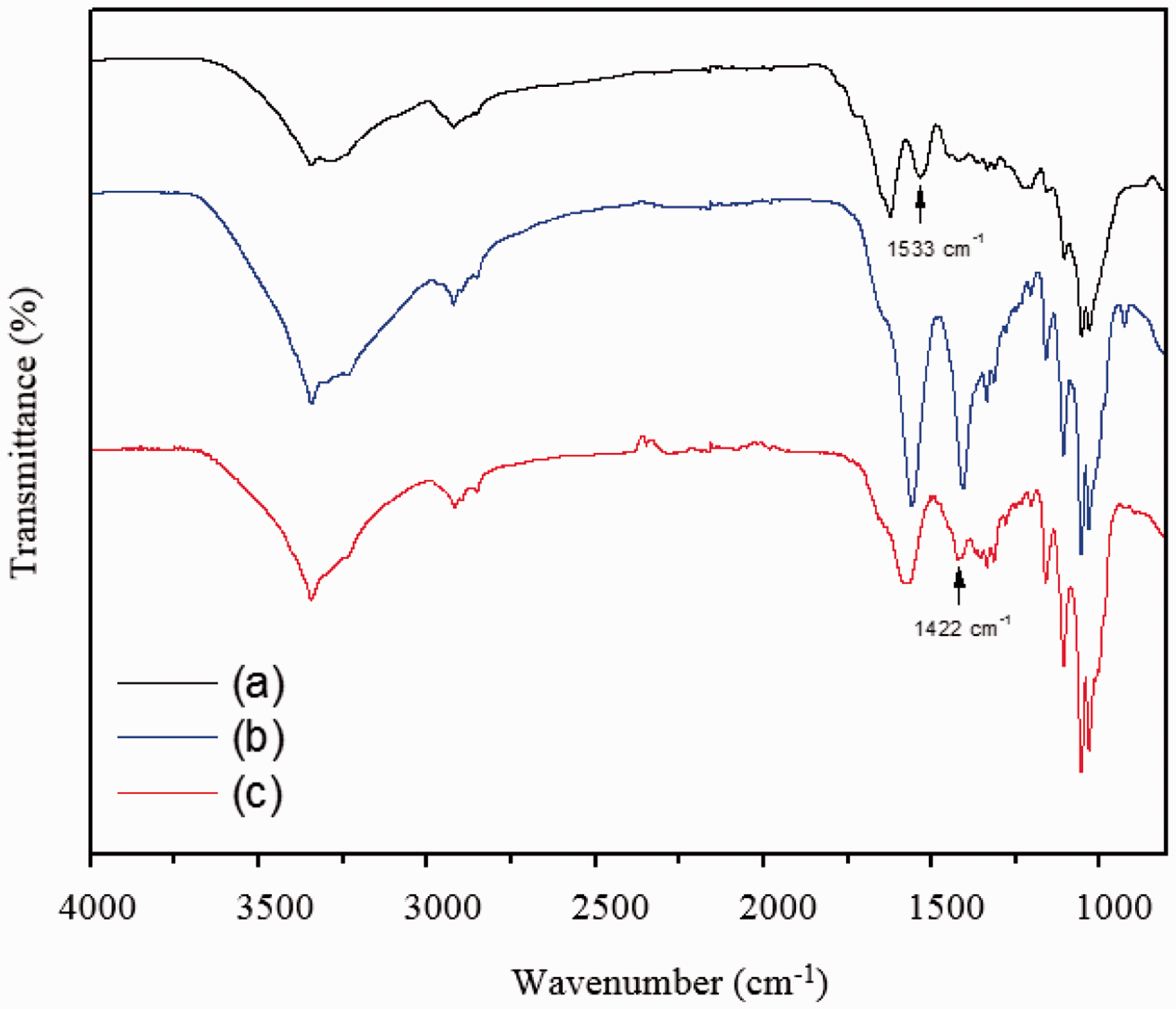
Figure 7(a) shows the FTIR analysis result of “production BC” after the cultivation step. A peak at 1533 cm–1 (protein amide II absorption) can be seen in Figure 7(a). This peak indicates the N–H stretching of proteins and amino acids derived from bacteria on the surface of “production BC” after the cultivation step. 5
Figures 7(b) and (c) show the FTIR analysis results of “washed BC” after the washing step and “white BC fabric” after the bleaching step, respectively. The peak at 1533 cm–1 in Figure 7(a) disappears, while the peak at 1422 cm–1 (CH2 bending or O–H in-plane bending) indicates the presence of cellulose I.27,28 This was the result of removal of the residual impurities derived from bacteria while washing and bleaching the BC fabric. Therefore, the washing and bleaching processes are considered to be effective to remove bacteria without the cellulose I crystal structure deformation.
Figure 8 and Table 3 show structure values and X-ray diffractograms of the BC fabric produced by the three-step process. Peaks in the vicinity of 2θ = 14.5° and 22.7°, which are the major peaks of the BC fabric indicating the cellulose I structure, can be seen in Figure 8(a)–(c). These peaks originated from the presence of crystalline and amorphous regions, respectively, of the cellulose constituent.2,29
X-ray diffraction analysis result of bacterial cellulose fabrics by different treatment conditions. (a) Boiled in distilled water, 100℃, 10 min; (b) washed in NaOH 3% (soln), 25℃, 90 min, 50 rpm; (c) bleached in H2O2 5% (v/v), 90℃, 60 min, 110 rpm. Structure values for bacterial cellulose fabrics by different treatment condition. (a) Boiled in distilled water, 100℃, 10 min; (b) washed in NaOH 3% (soln), 25℃, 90 min, 50 rpm; (c) bleached in H2O2 5% (v/v), 90℃, 60 min, 110 rpm)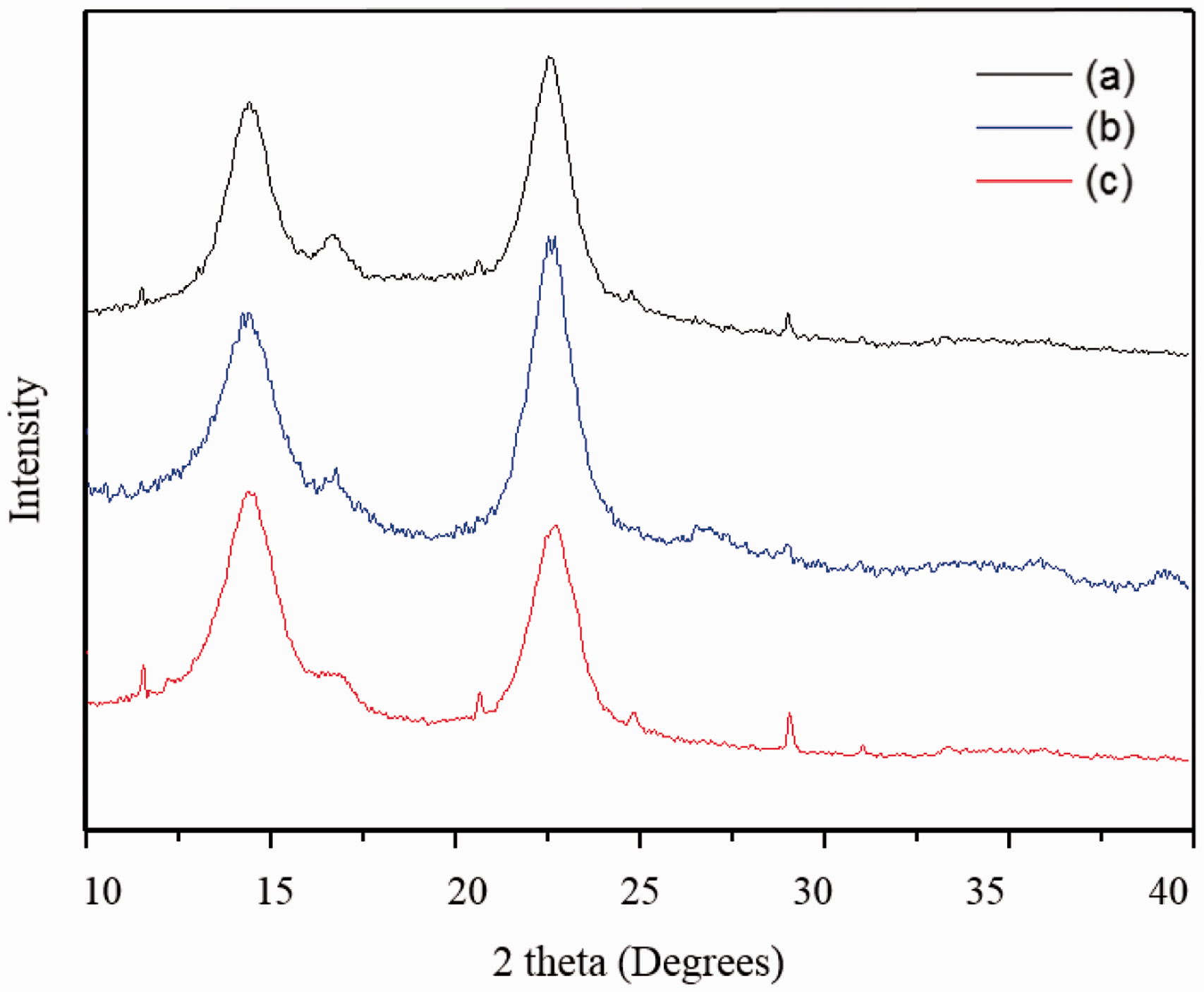
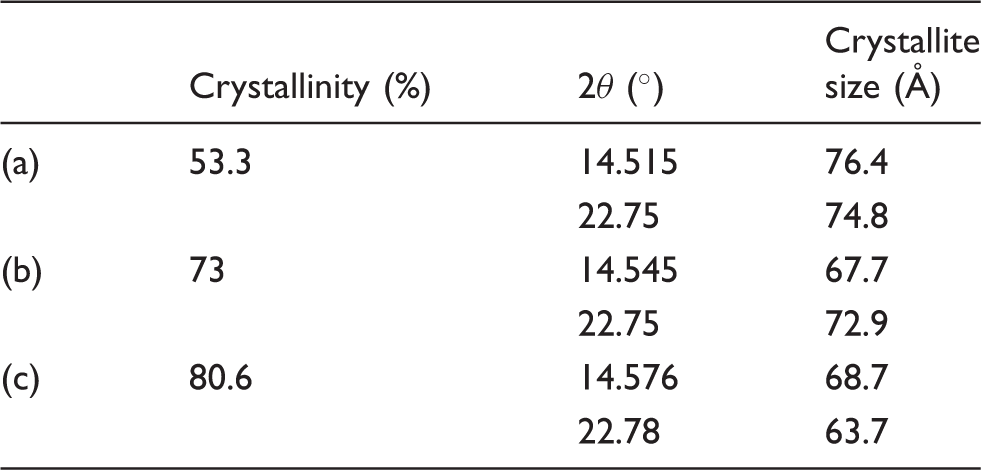
Crystallinity is known to be closely related to the chemical reactivity of cellulose. 7 The crystallinity of “white BC fabric” after the bleaching step was 80.6%, as shown in Table 3(c). This crystallinity is about 27% higher than that of “production BC” after the cultivation step (Table 3(a)). This is because the microfibril crystal structure of the BC was reoriented by the removal of the residual impurities during the washing and bleaching processes. 5 Therefore, the washing and bleaching processes are considered to be effective to remove the residual impurities and increase the internal crystallinity by changing the crystal orientation.
Conclusions
This study aimed to compare different conditions in the three-step (cultivation, washing, and bleaching) production of white BC fabric. The BC fabric was then evaluated based on the surface morphology and chemical structure during the three steps.
First, in the cultivation step, the carbon source for the HS medium was determined to be glucose by analyzing the production yield, thickness, and surface roughness. When the BC fabric was cultivated in the HS medium with 20 g/L glucose, 5 g/L peptone, and 5 g/L yeast extract without pH adjustment for 8 days at 26℃, the highest production yield of 33.2 ± 6.85%, the highest thickness of 0.35 ± 0.09 mm, and the flattest surface of 211 nm were obtained.
Second, in the washing step, the NaOH solution concentration was determined to be 3% (soln) by SEM morphology and whiteness index analyses. When the BC fabric was washed with 3% NaOH (soln) at 25℃ for 90 min at 50 rpm, residual impurities were removed from the surface of the BC fabric without deformation of the nanoscale network structure.
Third, in the bleaching step, the H2O2 solution concentration was determined to be 5% (soln) by SEM morphology and whiteness index analyses. When the BC fabric was bleached with the 5% H2O2 (soln) at 90℃ for 60 min at 110 rpm, the yellowish-brown color of the BC was removed due to the oxidation-reduction of H2O2. “White BC fabric” after the third step had a 17-fold higher whiteness index (73.15 ± 1.09%) compared to “production BC” after the first step.
The change in the chemical structure of the BC fabric was analyzed using FTIR measurements. The peaks of proteins and amino acids derived from bacteria in “production BC” after the first step disappeared in “white BC fabric” after the third step. Thus, the washing and bleaching process of the BC fabric removed the residual impurities derived from bacteria while maintaining the cellulose I crystal structure. The change in the crystal structure of the BC fabric was analyzed by XRD analysis. The crystallinity of “white BC fabric” after the third step was 80.6%, which was 27% higher than the crystallinity of “production BC” after the first step. Thus, the washing and bleaching process of the BC fabric removed the residual impurities and increased the internal crystallinity by changing the crystal orientation within the BC.
In conclusion, the different conditions in the three-step (cultivation, washing, and bleaching) production process were compared to produce white BC fabric. The white BC fabric is expected to have various applications after further treatments (e.g., dyeing and finishing). These applications and commercialization will be researched as a follow-up study.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the Basic Science Research Program through the National Research Foundation of Korea (NRF), funded by the Ministry of Education (2015R1D1A1A01060747 and 2017R1D1A1B03031959).