
Abstract
A dual-function silk fabric possessing crease-resistance and hydrophobicity is obtained by one-step foam finishing. A system with a high foaming ratio, containing hydrophobic reagent, crease-resistant agent, and foaming agent, is achieved by optimizing the hydrophobic agent. The results show the foamability and foam stability of finishing solution are enhanced slightly with the increase of the foaming agent dosage. The hydrophobicity and crease-resistance of the treated silk fabric are significantly improved. The contact angle of the treated silk fabric is increased to 132.6 ± 0.7° with the hydrophobic agent addition; meanwhile, the crease recovery angle was improved from 212.5 to 230.3° compared with the silk treated by crease-resistant agent, resulting from the cross-linking reaction of hydroxyls between the hydrophobic agent and silk fabric. SEM images reveal that the surface roughness of the finished silk fabric exhibits an obvious enhancement, indicating a film is formed by the resin curing on the fabric surface, which also explains why the crease-resistance and hydrophobicity of silk fabric are improved. The tearing strength retention ratio is increased 160% after the one-bath finishing of crease-resistant reagent and hydrophobic agent, and the breaking strength of the silk fabric is well maintained. The one-step foam finishing is a facile and energy-saving technology to endow the silk fabric with crease-resistance and hydrophobicity dual-function.
Silk is one of the most luxurious and beautiful natural fibers, possessing excellent luster, wearing comfort, soft handle, good air permeability, superior draping quality, and aesthetic appearance among materials.1–4 The amino acid compositions of silk protein are close to that of the human skin; hence, it can be used in biomedical applications such as sutures, prosthetic arteries, and bandages. 5 However, unlike polyester or wool fabrics, 3 which maintain their appearance while being worn, silk fabrics suffer from certain disadvantages such as heavy creasing and staining, resulting in considerable inconvenience in the wearing of silk fabrics. 6 The silk fabric crease is attributed to the low crystallinity and high void content of fibroin and a number of hydrogen bonds and salt bonds between the polymeric chains. 7 Subjected to external force, the silk fibers slip and form hydrogen bonds in new positions, which leads to a decrease in the elasticity of fibers.
One of the most popular methods, crease-resistant finishing can effectively improve the elastic recovery properties of silk fabric due to the filling of the amorphous regions with crease-resistant resin. 4 According to cross-linking theory, 8 the crease-resistant resin establishes covalent bonding with the fibroin polymers and extends the cross-linking with fibers, which restricts the relative movement of the polymeric chains of the silk and resists the deformation of the fabric. 9 To obtain a low toxic and nonirritating modified fabric, a resin with low formaldehyde has recently been applied in the finishing process.8,10,11 The conventional crease-resistant finishing of silk fabric is realized by the dip-padding process in which the resin chemicals react on the fibers. 1 A large amount of water is required to prepare the finishing agent in which the silk fabric is dipped and a vast amount of energy is consumed to evaporate the water from the fabric later in the drying and fixation stage. 12 In addition, due to the pick-up of fabric reaching about 80%, the finishing liquid is prone to migration during the curing, which will result in an uneven distribution of finishing agent on the treated fabric and influence the crease resistance. So it is necessary for textile product manufacturers to modify the finishing process so that a process that is energy efficient, environmentally friendly, and consumes as little water as possible water can be realized.7,13
Foam finishing acts as a green and efficient method and has been applied widely in the textile process.12,14–16 The superiority of foam finishing over the conventional dip-padding process is associated with reducing water use and cutting down the fabric pick-up, which increase the production speed as well as saving on energy consumption for drying in the process. During the crease-resistant finishing, the metastable foam is used to replace the water as the carrier to apply chemicals evenly on the fabric surface, which avoids damage of the mechanical properties of the fabric due to the reduction of heat used to evaporate excess water. Hence, foam finishing is a possible alternative to the conventional process for improving the mechanical properties of the fabric during the crease-resistant finishing.
With the increase in people’s requirement for textiles and the improvement in quality of life, in recent decades, lots of research teams have devoted themselves to finding a novel fabric finishing that endows the fabrics with multifunctional properties,8,17–19 expanding their new uses in the textile industry. Therefore, a hydrophobic agent was added to the crease-resistant finishing to solve the discomfort of silk fabric becoming tightly adhered to the skin when the body was sweating. A foam coating was introduced to the finishing process to realize double-function finishing of the silk fabrics via a one-step method. In order to gain insight into the interaction of the hydrophobic agent and crease-resistant resin, the crease recovery angles (CRAs) of silk fabric treated with different compositions and contents of finishing agent were investigated. In addition, the resin reagent dosage and the curing conditions were optimized and the fabric mechanical properties were compared.
Experiments
Materials
Formaldehyde free resin (solid content 49.5%) is the product of Guangzhou Demei Fine Chemical Co., Ltd. Foaming agent (sodium dodecyl sulfate, SDS) was bought from Sinopharm Chemical Reagent Co., Ltd. Hydrophobic agent (solid content 33–36%) was purchased from Changzhou Skonia Trading Co., Ltd. Silk fabrics are commercially available. Deionized water was used in all experiments.
Foam finishing
Aqueous solutions (50 mL) containing the foaming agent (SDS), crease-resistant agent, and hydrophobic agent in a range of concentrations were stirred uniformly for 5 min to foam with a mixer (938 A, Guangzhou Qihe Electrical Appliance Co., Ltd, Guangdong, China) at room temperature. The foam was applied onto the silk fabrics using a control coater (R K Print-Coat Instruments, UK). Subsequently, the coated samples were dried at 80℃ for 5 min and then cured in a R-3 curing machine from Taiwan Reby Dyeing Tester Co., Ltd. The different cure conditions were tested and are discussed later in the paper. The cured fabrics were washed in a Kenmore Type 70 washing machine (Sear, Chicago, IL) at 50℃ with 2 g L−1 of AATCC standard detergent 124 (without brightener) and a liquor-to-goods ratio of 25:1 for 5 min and finally dried.
Foam properties
Foaming properties mainly include foamability and stability. Foamability and foam stability are reflected by measuring the foaming ratio and half-life. The foaming ratio (R) is defined as the ratio of the foam volume immediately after preparation to the volume of initial liquid. For example, a foaming ratio of 10:1 means that 10 mL foam is created from 1 mL initial liquid. Apparently, a higher foaming ratio represents better foamability. The foaming ratio is calculated as follows
20

The half-life of foam is defined as the time required for one-half of the liquid in the initial foam to separate out by self-drainage. The longer the foam half-life, the more slowly bubbles burst as they flow, meaning the foam is more stable. When the liquid volume discharging from the finishing solution was half of the total volume of the original solution, the volume and quality of foam in the measuring cylinder were observed and recorded. Each measurement was repeated strictly three times, and then the average value was calculated.
Surface tension measurement
The equilibrium surface tension of the solution was measured by a DSA100 drop-shape analysis system (Krüss GmbH, Hamburg, Germany), which was based on the fitting of the pendant drop shape of the solution with the Young–Laplace equation of capillarity, and the droplet volume was 5 µL. The measurements were recorded after 20 s under a temperature of 25℃, and the average value of the equilibrium surface tension was calculated after the measurement had been repeated strictly five times.
Structural characterization of silk fabrics
Scanning electron microscopy with energy dispersive X-ray spectroscopy (EDS) was utilized to investigate the element distribution on the silk fabric at × 1000 magnification and at an accelerating voltage of 5 kV. The samples were sputtered with gold particles for 40 s before SEM measurements. The treated fabrics and blank fabric were observed using an S-4700 cold field emission scanning electron microscope. The SEM images were taken in a vacuum at × 3000 magnification and at an accelerating voltage of 5 kV. The FTIR (Fourier Transform infrared spectroscopy) spectra of the samples were characterized using a NICOLET iS10 transform infrared instrument (Thermo Fisher Scientific, Co. Ltd, China). Measurements were carried out within the wavenumber range of 600–1800 cm−1 at room temperature.
Crease resistance
The crease elasticity was evaluated by the CRA, which was performed with a fully automatic laser fabric crease elasticizer obtained from Changzhou Dept Textile Technology Co., Ltd. and measured on the basis of AATCC 66-2008. The CRA was calculated by accumulating the CRA average value of 10 treated samples warp-wise and across warp.
Hydrophobicity
Measurements of the contact angle were carried out using a DSA 100 optical contact angle measuring device. The instrument was equipped with a fully automated dosing system, and deionized water was introduced drop-wise at a volume of 5 µL per drop. 21 This measurement method is based on an analysis of the drop shape. Contact angles at five different positions on each sample fabric were measured at ambient temperature and were reported as mean values with standard deviations.
Mechanical properties
The breaking strength and the tear strength of samples were performed according to GB/T3923.1-2013 and GB/T 3917.2-2009, respectively, using an YG (B) 026d-250 electronic fabric strength machine purchased from Wenzhou Dalong Textile Standard Instrument Factory. The measurements were recorded by taking the average value of each of the three samples both warp-wise and across warp. Breaking strength retention and tearing strength retention were calculated as follows


Washing durability
The washing durability was assessed on the basis of the AATCC Test Method 61-2006 standard with 5 g/L soap and 2 g/L Na2CO3 at 40℃ for 10 min using a washing fastness tester (Wenzhou Darong Textile Instrument Co., Ltd, China). The treated samples were separately washed for one cycle, three cycles, and five cycles with standard bleached cotton fabric as the staining fabric.
Shrinkage
The shrinkage of the silk fabric was tested according to AATCC 135-2003. The width of the samples was measured using a marking ruler at ambient temperature. The shrinkage of the fabric was calculated by taking the average value of each of three samples warp-wise and across warp, respectively.

Results and discussion
Foam properties
SDS was used for preparing the finishing solution due to its excellent foaming properties. To investigate the foamability and foam stability of the finishing solution, the foaming ratio and foam half-life were measured by adjusting the foaming agent concentrations with a range from 4–12 g L−1 and altering the foaming time with a mixer (the concentration of hydrophobic agent and crease-resistant agent were 40 and 300 g L−1 respectively). The results are shown in Figure 1(a): A slight increase of the foaming ratio is seen with the increase in concentration of foaming agent. This may be ascribed to the surface tension change, which is one of the important factors in determining foamability. Foam is produced when the air is injected into a solution containing surfactants due to the surfactants adsorption on the newly created surface.
22
The energy difference before and after foaming, ΔE, can simply be calculated using equation (4)
Foam properties of the foam finishing solution.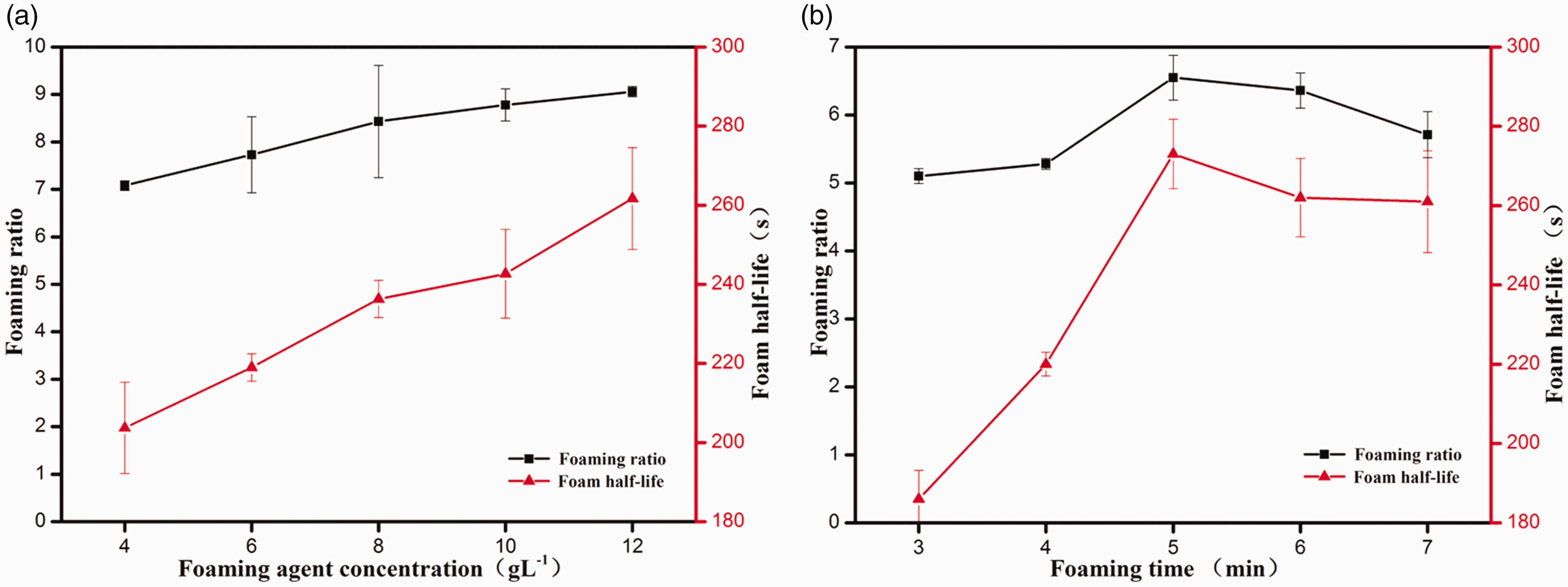

The foam half-life with a range of foaming agent concentrations (from 4–12 g L−1) was investigated. As displayed in Figure 1, the measured half-lives have a tendency to improve from 204 to 262 s, indicating that the higher the concentration of SDS, the better the foam stability. The foaming agent adsorption on the solution surface reaches the maximum, for the reason that the SDS concentration is higher than the CMC value, forming a dense interface film for improving foam stability. According to the characteristics of Marangoni convection to mass transfer, a further increase of the concentration makes no difference to promoting the Marangoni effect, so the foam half-life in Figure 1 tends to reach an equilibrium when the concentration of foaming agent was above 8 g L−1. In addition, the cross-linking of the crease-resistant resin may be the other factor that improves foam stability.
Moreover, as depicted in Figure 1(b), the foaming ratios and foam half-life show a slight increasing trend with the increase of foaming time (from 3–5 min), and further prolonging of the foaming time displays a mild variation in foamability. The slight improvement of the foamability (from 5.1 to 6.55) is attributed to the increase of the force that the foam encounters, indicating that the surface tension decreases and the liquid films increase, and the decrease of the foam stability (from 186 to 272 s) can be interpreted as an increase in the finishing solution viscosity due to stirring. The foam half-life depends on three interrelated mechanisms: 25 foam drainage caused by gravity, the coarsening caused by the air transfer between bubbles that is induced by capillary pressure differences, and the bubble coalescence caused by the rupture of liquid films between neighboring bubbles. Prolonging the foaming time, the speed of foam drainage and coarsening decreases; thus, the foam stability is improved.
In order to further analyze the finishing solution, the foam diameter distribution was investigated at a range of crease-resistant resin concentrations (from 0–400 g L−1). As displayed in Figure 2, the foam diameters (nearly 50%) at a concentration of 400 g L−1 were in the range of 100–150 µm, while the foam diameters (nearly 36%) at a concentration of 300 g L−1 were in the range of 100–150 µm with a narrow and uniform distribution. This can be interpreted as the finishing solution viscosity being enhanced with the resin concentration increase, resulting in the diminution of the foam diameter at a concentration of 400 g L−1.24 Nevertheless, a further increase of the resin concentration may rapidly decrease the foam diameter, influencing the uniform distribution of the foam, for the reason that the diameter is too small for the coating wire rod to crush. Compared with the concentration of 400 g L−1, the bubble diameter distribution at a concentration of 300 g L−1 is more uniform and the bubble diameter is suitable for foam finishing. Considering the foam properties and finishing effect, a resin concentration of 300 g L−1 is appropriate in the foam finishing.
The uniformity of foam after foaming for 5 min. (a) Image of foam at a concentration of crease-resistant agent of 300 g L−1. (b) Image of foam at a concentration of crease-resistant agent of 100 g L−1. (c) Foam diameter distributions at a range of crease-resistant concentrations from 0 to 400 g L−1.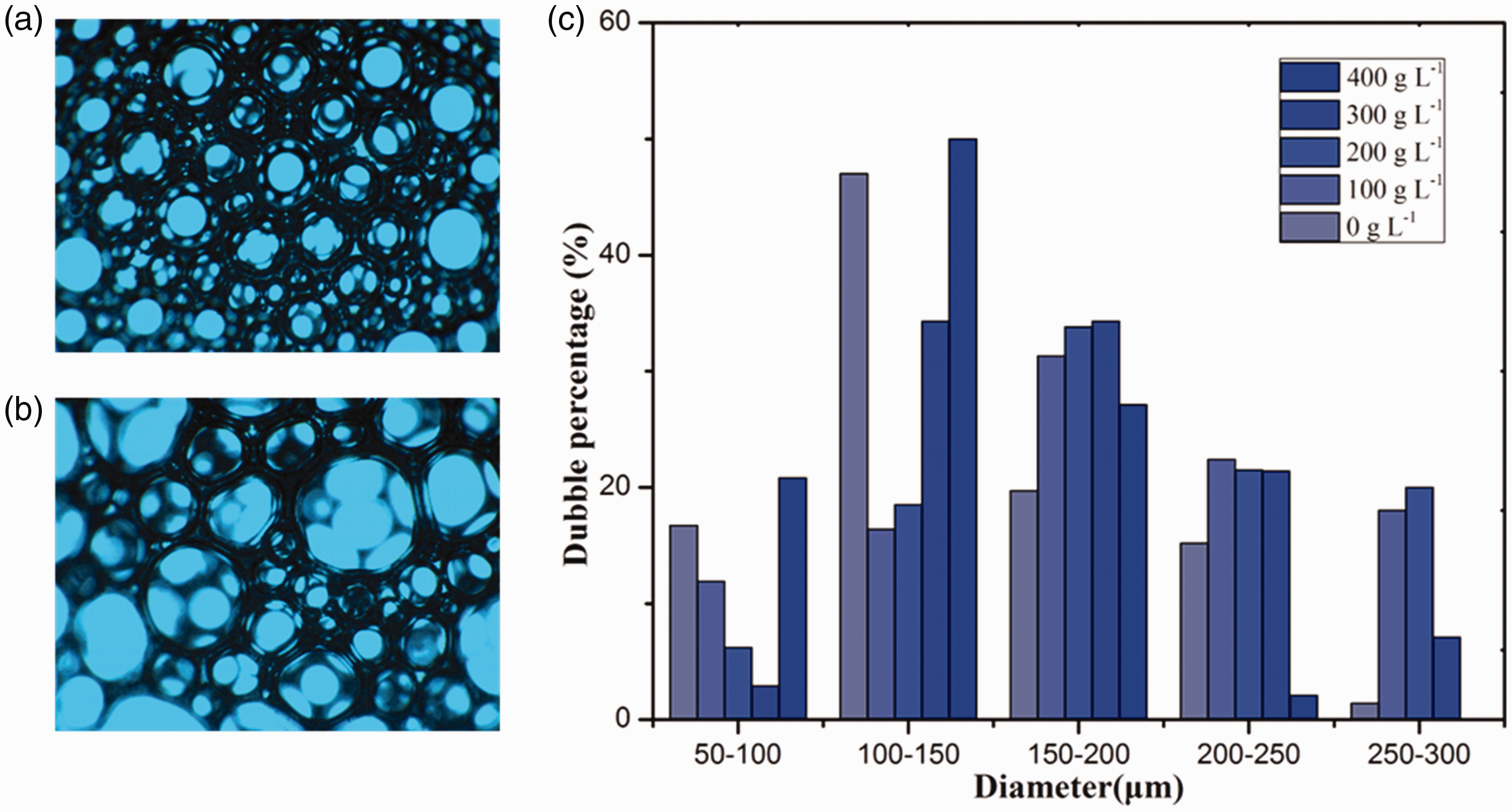
Optimization of the foam finishing process parameters
The silk fabrics were finished at various curing times and curing temperatures to investigate the optimum curing conditions for foam coating where the solution was prepared using 300 g L−1 crease-resistant agent, 8 g L−1 foaming agent SDS, and 40 g L−1 C6 hydrophobic agent. It can be observed in Figure 3(a) that as the curing time is extended, the CRA of the silk fabric increases, showing a positive correlation with the curing time. The CRA of fabric cured for 4 min reaches a maximum 233.6° and the fabric contact angle is improved to 139.87° compared with other sample fabrics cured.
Effect of curing time and curing temperature on the properties of the silk fabric.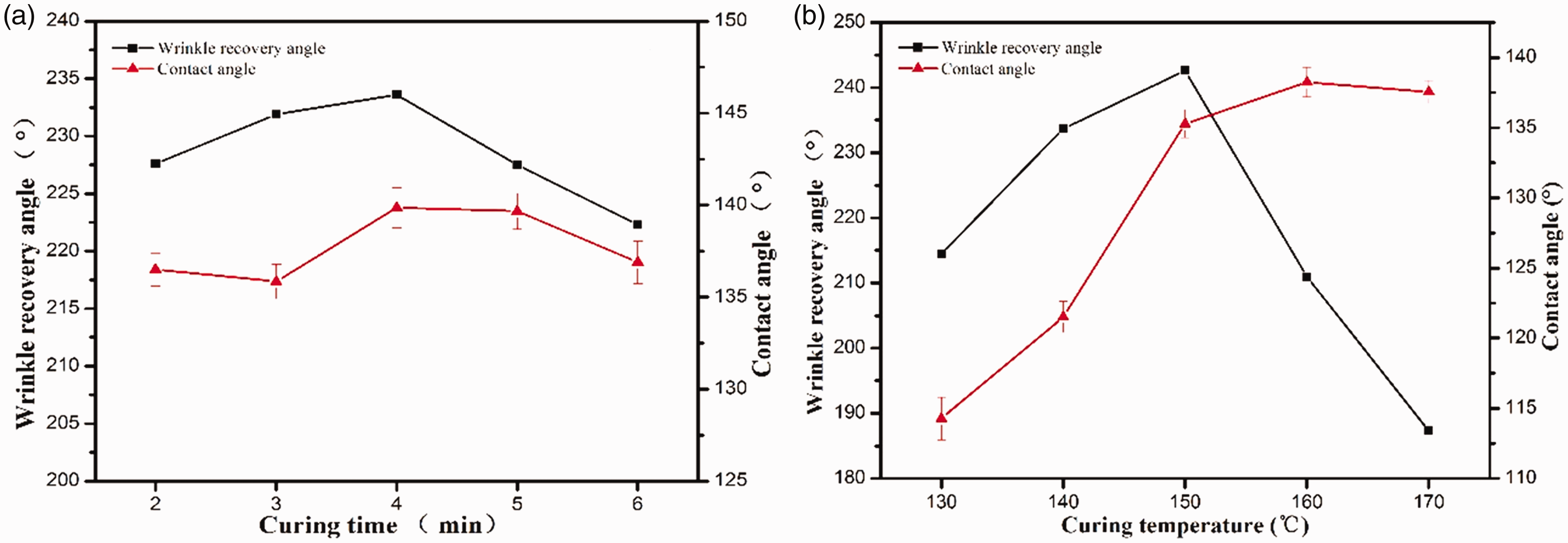
With further prolonging of the curing time, the crease resistance and hydrophobicity of the treated silk fabric both decline slightly, and the CRA of fabric cured for 6 min is reduced by around 10° in Figure 3(a), indicating the curing time has a great influence on the fabric crease elasticity at a certain curing temperature. When the samples are cured for a shorter time, the cross-linking of crease-resistant resin and fibers is not sufficient; thus, the macromolecule chains of fibers subjected to the external force still slip relative to each other and the hydrogen bond is formed in a new position which reduces the fabric crease elasticity. Simultaneously, the CRA of a sample cured for more than 4 min presents a tendency to decrease, indicating that the fabric crease elasticity is affected during curing at 150℃. The diminution of the CRA is attributed to the fracture of the fibers when subjected to external forces, resulting from a weakening of the breaking strength and tearing strength of the fabric due to prolonging the curing time. The crease elasticity of the sample cured for 6 min decreases obviously. Moreover, during the curing process, the longer the baking time, the more sufficient the reaction of the crease-resistant resin and the fibers and the higher the degree of cross-linking between them, but the hand feel of the fabric becomes hard.
As depicted in Figure 3(b), with the gradual elevation of curing temperature, the CRA has a tendency to increase first and then decrease, while the contact angle is improved slightly. At a temperature of 150℃, the CRA is a maximum 242.6° and the fabric contact angle rises substantially to 135.3° compared with the other samples cured. With a further increase of the curing temperature, the CRA of the samples declines sharply while the contact angle remains stable. This is because the resin finished by foam on the fabric is not fully cross-linked to form the film when the curing temperature is low and relative slip still occurs between the fibers. The fabric crease elasticity declines and fibers subjected to external force can’t return to their original position. The cross-linking of the resin and the fibers is enhanced when the curing temperature is raised, restricting the slip of the macromolecular chains and improving the fabric crease resistance. In contrast, the CRA of fabric cured at 170℃ is only 187.3°, which is smaller than that of the blank sample, indicating that the fabric is seriously damaged. To enhance the crease resistance and hydrophobicity of the silk fabric, the fabric is cured at 150℃.
Reaction characterization of the silk fabric
The FTIR spectra of the blank sample and the fabric treated with foam are depicted in Figure 4. The peaks at 1627, 1513, and 1228 cm−1 in the spectrum of the blank silk fabric can be ascribed to the stretching vibrations of amide I (C=O), amide II (N–H), and amide III (C–N), respectively.
5
In addition to these characteristic peaks, two new absorption peaks are also observed in the treated silk spectrum. Upon treatment with the resin, the peak intensity at 1700 cm−1 in the treated silk fabric becomes enhanced slightly, which can be attributed to the appearance of the pentacyclic lactam carbonyl stretching vibration, suggesting that the crease-resistant resin exists on the fabric surface. The absorption peak around 1126 cm−1 is associated with the asymmetrical stretching vibrations of C–O–C, indicating that the hydroxyls of the resin and silk fibers react to form H2O via the foam coating.
The FTIR spectra of the blank silk fabric and the treated sample within the range of (a) 500–4000 cm−1 and (b) 600–1800 cm−1.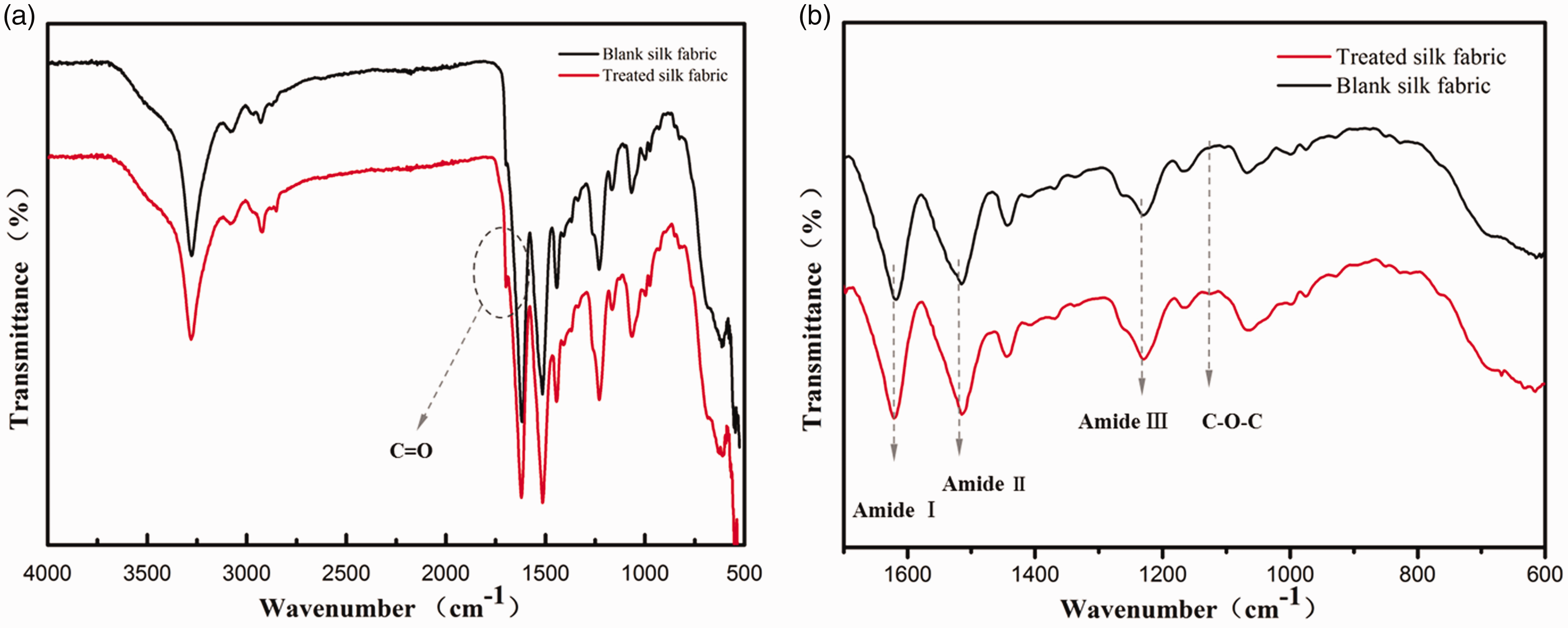
The fabric was modified by one-step foam coating with the crease-resistant resin. As shown in Figure 5, the fabric surface morphology was observed by SEM. It can be seen that the blank sample surface is smooth and the interstitial space between the fibers is wide, while the treated fabric surface is covered with a large amount of resin and displays a slight roughness. This is attributed to the deposition of finishing agent on the fabric surface and the formation of a cross-linked network structure by reaction amongst the hydroxyls of the resin and fibers. It enhances the mechanical friction of the fibers, restricting the relative slip of the macromolecule chains; consequently, the fabric crease elasticity is effectively improved. In addition, the fabric surface tension is decreased by enhancing fabric surface roughness, increasing the fabric hydrophobicity.
(a) The blank silk fiber; (b) the silk fiber treated with foam coating; (c) SEM image of silk fibers; (d) the EDS mapping of the F element.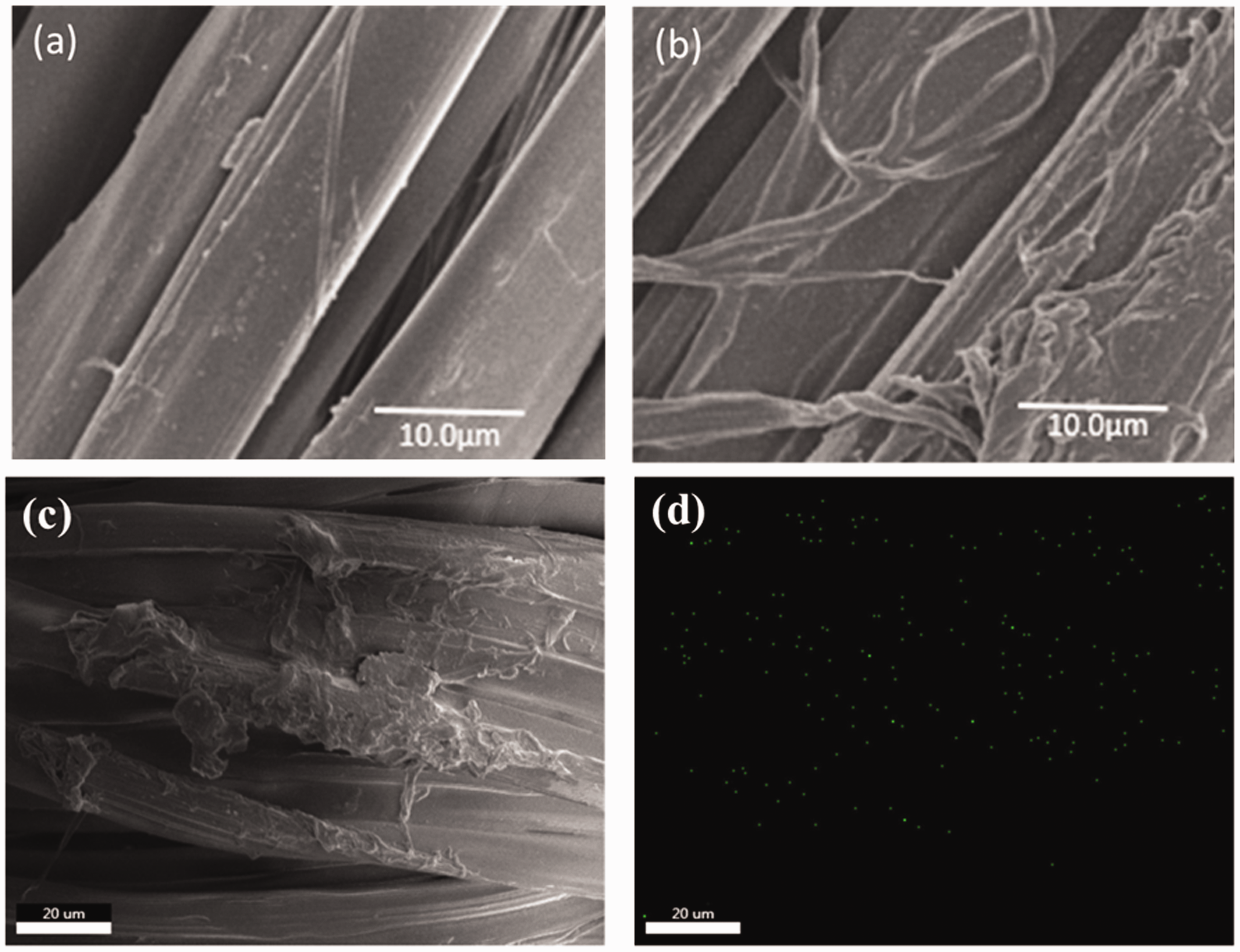
Moreover, to characterize the effect of the hydrophobic reagent on the fabric surface, the element distribution was analyzed by map scanning EDS. Figure 5(c) and (d) display the SEM images of the fabric treated with the hydrophobic agent and the EDS mapping of the F element, respectively. The results shows that the F element is evenly distributed on the surface of the fabric, which is consistent with the distribution of the hydrophobic agent on the fabric surface in the SEM. This can be attributed to the formation of a network structure by the self-cross-linking reaction of the hydrophobic agent.
Properties of the treated silk fabric
The surface of raw silk fibers is abundant in amino and hydroxyl, meaning that it is hydrophilic and the contact angle is 0°. To investigate the hydrophobicity of the treated fabric, the contact angle of samples treated with a range of crease-resistant resin concentrations (from 0 to 400 g L−1) were measured, as shown in Figure 6. With the resin concentration increase, the fabric contact angle varied slightly, indicating that the resin concentration has less impact on the fabric hydrophobicity. It was found that the fabric contact angle decreases from 139.4 ± 0.5° to 130.7 ± 0.9° at a range of resin concentrations from 100 to 400 g L−1, and the minimum is similar to that treated only with hydrophobic agent (130 ± 0.7°). Compared with the sample treated with hydrophobic agent only, the hydrophobicity of fabrics treated by one-step foam coating with both crease-resistant resin and hydrophobic agent is enhanced, indicating that the addition of crease-resistant resin in finishing solutions increases the fabric surface roughness. Moreover, the other reason for this is that the synergistic effect of hydrophobic agent and crease-resistant resin improves the fabric hydrophobicity.
Contact angles of the treated silk fabrics.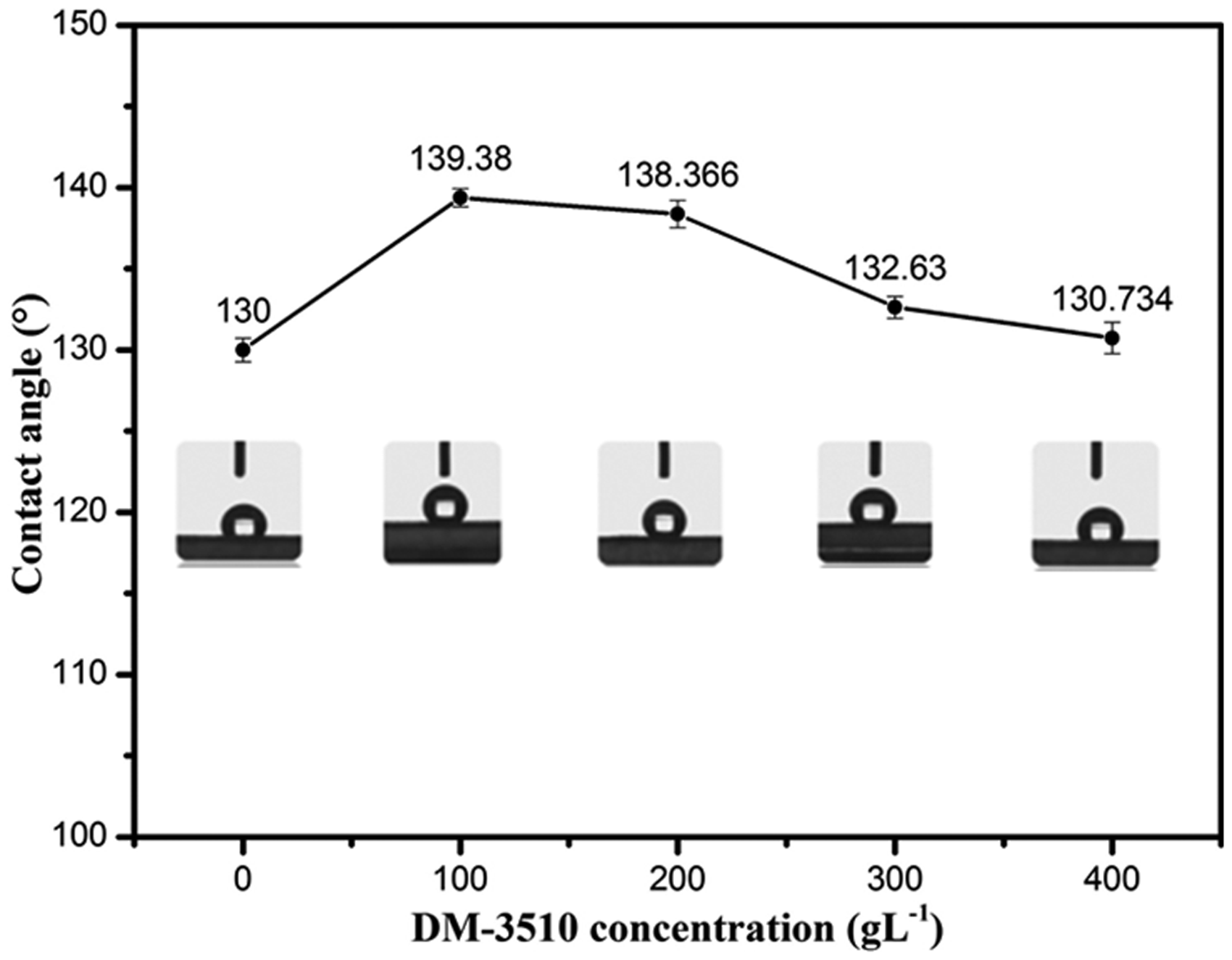
Effect of the crease-resistant agent concentration on the crease resistance of silk fabric
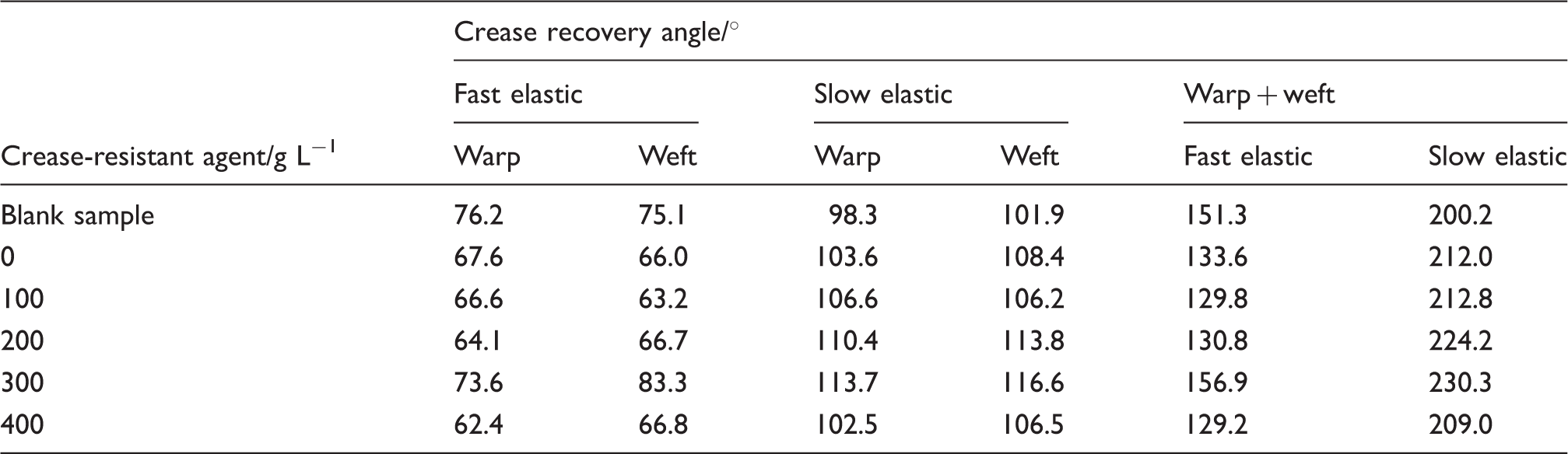
As depicted in Table 1, the CRA of the treated fabric slightly increases at crease-resistant resin concentrations below 100 g L−1, which is interpreted as the fabric pick-up in foam finishing being about 40% less than the padding finishing, i.e. resin adsorption is lower on the fabric surface. It is hard to form cross-linking between the fibers, so the fibers slip when the fabric is exposed to external force. The sample CRA is 230.3° at a resin concentration of 300 g L−1, which is attributed to the enhancement of cross-linking between the fibers with the addition of resin. During the curing progress, a network structure is formed on the fabric surface via the addition reaction of hydrophobic agents and the dehydration condensation reaction of crease-resistant resin, respectively, which is physically adhered on the silk fibers or entangled in the fabrics and greatly hinders the macromolecule slip, as shown in Figure 7. In addition, the improvement of the fabric crease resistance is attributed to the dehydration condensation reaction of the resin and the fibers. The fabric CRA reduces to 209° when the resin concentration is 400 g L−1. The reason for this is that the cross-linking of the resin is reinforced with the increase of the resin dosage, while the interaction of the resin and the fibers declines. On the whole, a resin concentration of 300 g L−1 is an advantage to endow higher crease resistance to the fabric.
Cross-linking reaction of crease-resistant resin and hydrophobic agent on silk fabrics.
Synergistic effect of hydrophobic agent on the crease resistance effect of crease-resistant resin on the fabric

The breaking strength retention and the tearing strength retention of the treated fabrics in different processes of foam finishing are presented in Figure 8, in which sample 1 is the blank fabric and samples 2 to 6 refer to the fabrics treated with the finishing solutions containing the different concentrations of hydrophobic agent (0, 40, and 80 g L−1, respectively) and the quantitative crease-resistant resin. As show in Figure 8(a), compared with the blank fabric, the breaking strength retention of the samples only treated with the resin or hydrophobic agent has a tendency to improve. On the contrary, the samples finished with crease-resistant resin and hydrophobic agent in one bath are subjected to slight damage of the breaking strength, with a breaking strength retention of 90%. The breaking strength decrease can be interpreted as the fiber load being asymmetrical, and the mobility of the fiber is restricted, resulting from the introduction of covalent bonds between the basic structural units and macromolecules.
(a) The breaking strength retention and (b) the tearing strength retention of the silk fabric in different processes of the foam finishing technique. The concentrations of hydrophobic agent were 0, 40, and 80 g L−1, respectively. The concentration of crease-resistant agent was always 300 g L−1. The samples coated were cured at 150℃ for 4 min.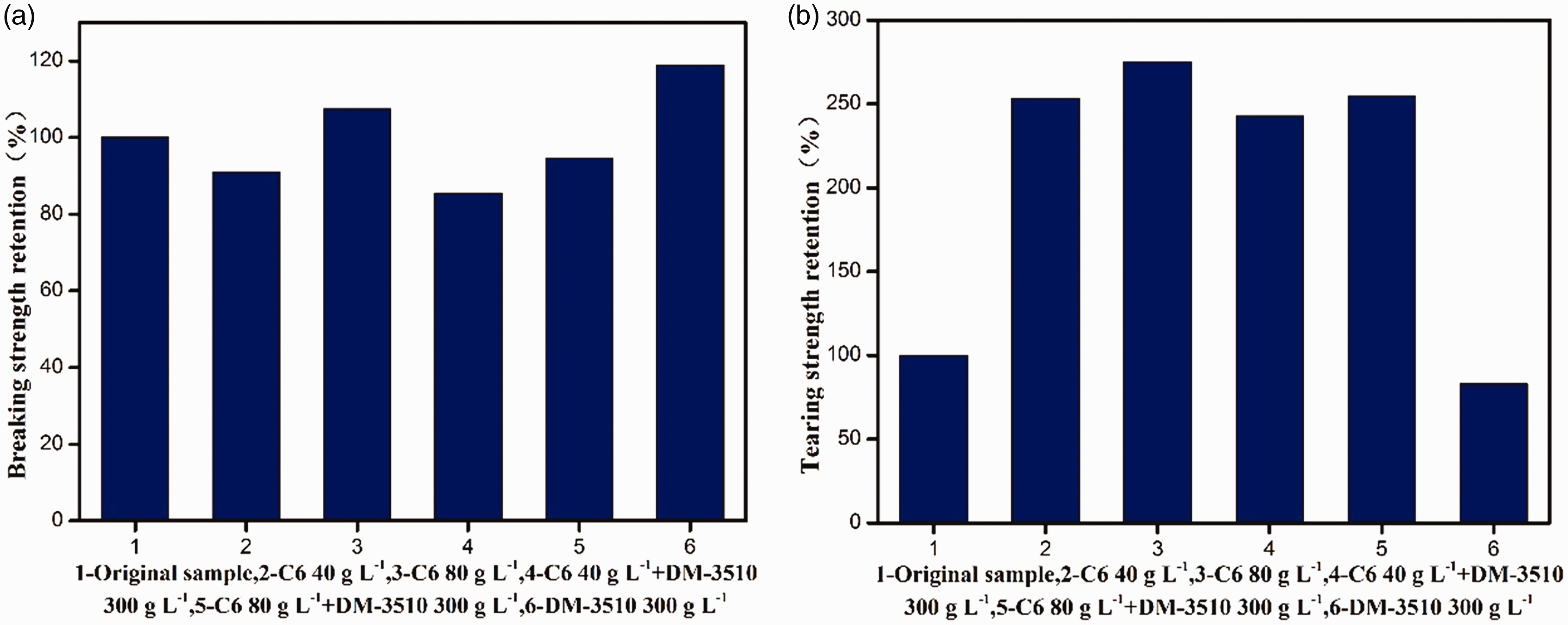
As displayed in Figure 8(b), the tearing strength retention of the fabric only treated with crease-resistant resin shows a slightly declining trend (from 100 to 82.9%) compared with the blank fabric. This is ascribed to the hardening of the fibers on account of the cross-linking of the fibers and the resin. It can be observed from the results of the samples 2 to 4 that as the hydrophobic agent dosage increases, the fabric tearing strength has a significantly improvement tendency. The tearing strength retention of the fabric is up to 275.2% at a hydrophobic agent concentration of 80 g L−1. Furthermore, the samples finished with the resin and hydrophobic agent in one bath show a similar finishing effect to those treated only with hydrophobic agent, and the tearing strength is improved by 160% on average. The reason for this is that the hydrophobic agent deposited on the fabric surface crosses into the film, which results in a decrease of the friction resistance of the fibers. Therefore, it is easy for the fibers to slide when they are subjected to an external force, indicating that the force triangle area has been extended.
Shrinkage of the blank sample and the treated silk fabric

As depicted in Table 3, the shrinkage of the treated fabric decreases significantly compared with that of the blank sample, which is interpreted as being due to the use of water being drastically decreased during the process of foam finishing, i.e. when encountering force, the deformation of fibers is reduced in the wet state. In addition, the interaction between the fibers is strengthened after the foam finishing, resulting in an improvement of the fabric dimensional stability.
The washing durability of the treated fabrics, which were washed for one, three, and five cycles and then dried at room temperature were comparatively analyzed, as shown in Figure 9.
(a) The washing durability of the finished silk fabrics. (b) Comparison of properties between foam finishing and pad finishing.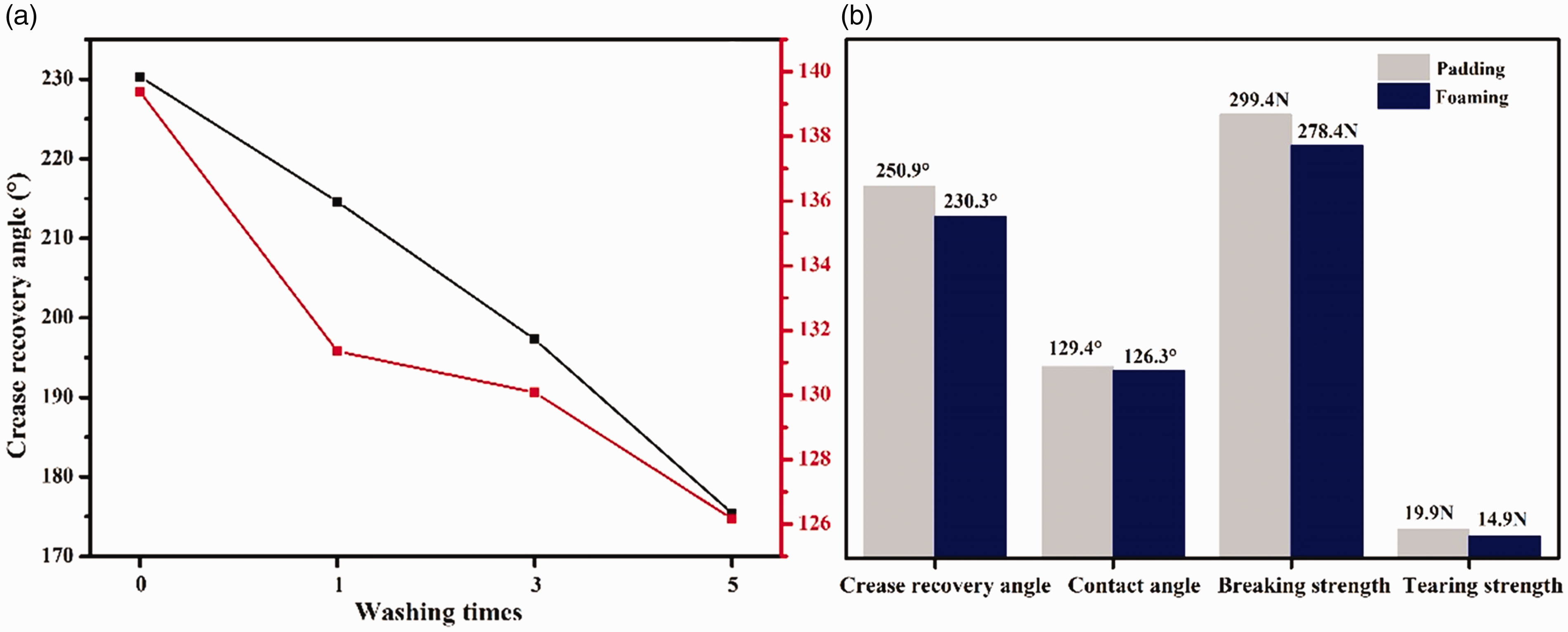
It was found that the CRA of the samples treated by foaming decreases from 230.3 to 175.4°and the contact angle of the finished fabric reduces from 139.4 to 126. 2°with an increase in the number of washing cycles. The poor washing durability of the treated fabric can be attributed to the fracture of the chemical bond between silk fibers and the crease-resistant resin. With a further increase in the number of washing cycles, the films that were cross-linked by the resin are damaged, indicating that the slip recovery of the macromolecular chains is seriously affected.
The crease resistance, hydrophobicity, and mechanical properties of the silk fabric treated with the foam were compared with those of the padded silk fabric. As shown in Figure 9, the CRA, contact angle, breaking strength, and tearing strength vary very slightly, meaning that the foam finishing has little effect on the crease resistance, hydrophobicity, and mechanical properties of the fabric. These results demonstrate that the silk fabric properties are maintained well during the foam finishing, which reduces the use of water, cuts down the pick-up of the treated fabric, and reduces the energy consumption for drying.
Conclusions
Aimed at endowing silk fabric with multifunctional properties, a dual-function silk fabric possessing crease-resistance and hydrophobicity has been achieved by a one-step foam finishing. The natural silk fabric is treated with a finishing solution containing formaldehyde-free crease-resistant resin, hydrophobic agent, and foaming agent, resulting in an increase of fabric crease resistance compared with that finished with a single reagent. The foaming ratio remains stable and the foam half-life is prolonged due to the cross-linking of the crease-resistant resin. The contact angle is around 132.6° with the increase of the resin dosage. It is demonstrated that a synergistic effect of hydrophobic agent on improving the crease resistance and hydrophobicity of silk fabric is achieved. The surface roughness of the treated silk fabric exhibits an obvious enhancement, demonstrating that a film is formed by the curing of the resin finishing agent on the fabric and improving the crease resistance and hydrophobicity of the silk fabric. Furthermore, the tearing strength retention ratio of the silk fabric treated with the one-bath method is increased 160% and the breaking strength is well maintained. This is a facile and energy-saving methodology to endow silk fabric with dual-function crease resistance and hydrophobicity.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China (21975107), the Fundamental Research Founds for the Central Universities (JUSRP51724B) and the Postgraduate Research & Practice Innovation Program of Jiangnan University (JNKY19_030).