
Abstract
The textile industry is a sector completely dependent on water for its full functioning; on the other hand, water represents a very high cost in the production process. The textile chemical processing area is mainly responsible for the large consumption of water. On the opposite side of this high consumption there is an evident water crisis worldwide. That fact has led to many problems to textile companies, mainly for the preparation, dyeing and printing sectors. This present work focuses on an ecologically friendly alternative for cellulosic fiber dyeing processes using seawater. Dyeing cotton fabrics with reactive dye in three primary colors (blue, yellow and red) was performed, and the results compared with processes using distilled water. Samples dyed with seawater exhibit good uniformity, intense color (color strength – K/S) and excellent washing and rubbing fastness properties compared to the conventional process. It was possible to observe also that the use of seawater did not affect the mechanical properties of the substrate. Thereby, it was verified that the use of seawater presents as a potential and important alternative to applications in the textile dyeing process.
It is common knowledge that water has several important applications, from domestic and industrial use to energy generation in hydroelectric power plants, for example. 1 Moreover, water is an indispensable component for ecosystems and for various human activities.2,3 This natural resource is a representative element with high cultural and social values, and it is also an indispensable factor in the processing industry for various manufacturing products.4,5 Water is plentiful on our planet, but, of all the available water, more than 97% is salty (located in the seas and oceans), and the fresh water available on Earth is unevenly distributed to the world population.2,3
Seawater is a solution composed of one phase, formed by two components, pure water and a set of dissolved salts, mainly sodium chloride and sulfate, magnesium and calcium ions,6,7 containing several known natural chemical elements. 8
Brazil is considered the largest natural depositary of fresh water in the world. This fact further increases Brazilians' responsibility for available water resources. 2 In Brazil and worldwide there are many factors contributing to the water shortage, such as overpopulation, urbanization and industrialization, and the fact that water consumption has increased considerably. 9 The increase in agricultural production to meet the growing needs of the population, the modern lifestyle of the population and the increased use of electricity in industries have resulted in water scarcity in many parts of the world. This has reduced the availability of fresh water for human consumption.1,2 Obtaining alternatives to replace the excessive consumption of fresh water and the search for the development and implementation of water management mechanisms has become a necessary behavior. 10
Definitely, a large volume of water is needed to supply most industrial sectors. 11 Among them, the textile segment stands out, as it is one of the areas associated with the largest water consumers in the world. 12 An extensive water demand is associated with the chemical processing of substrates, such as yarn and fabric dyeing. In addition to high water consumption, textile dyeing is also a polluting activity, in which it is usually necessary to add several types as well as large loads of chemicals during this process 13 and, consequently, the dyeing effluents are extremely polluting.14,15
Among textile fibers, one of the most beneficial worldwide is cotton. Cotton fibers are natural hollow fibers; they are soft, known as breathable and are absorbent fibers. Cotton fibers are resistant, absorb dyes and resist abrasion and high temperatures. The dyeing of this fiber requires a large number of alkalis, mainly sodium chloride (a component present in seawater). 14
Despite a long search in the scientific literature, few studies related to the use of seawater in textile finishing processes were noted. In 1920, a study was published on the tensile strength of textile fabrics after immersion for different times in seawater. 16 Recently, in 2019, two research groups Bangladesh 17 and India 18 studied the influence of seawater in the textile dyeing process, considering aspects such as color strength and fastness properties using only one color.
Realizing this gap in science, considering the imminent scarcity of fresh water in the world and the high water demand in the textile industry, an alternative was proposed using seawater to dye cellulosic substrates with three types of reactive dyes. Thus, the objective of this work is to use an abundant natural resource and take advantage of the natural salts available in the seawater composition, especially sodium chloride, for dyeing cotton fiber.
Materials and methods
Textile substrate
For this study, a 100% cotton plain weave fabric of approximately 98.5 g/m2 and thickness of 0.025 mm was used. Before dyeing, the fabric was bleached according to the following recipe: hydrogen peroxide (30%) 20.0 mL/L; phosphorous-based nonsilicate stabilizer 2.0 g/L; sodium hydroxide (36 °Be – Baumé degree density) 12.0 g/L; and detergent/humectant 2.0 g/L. The bleaching process started at room temperature, approximately 20 ℃. It was heated to the temperature of 85 ℃ with a gradient of 2 ℃/min and remained at this temperature for 50 minutes.
Solvents
The solvents were distilled water and seawater from Barreira D'água beach, located on the Coastal Road of Natal, Rio Grande do Norte, Brazil. It should be noted that the seawater was used in its natural state, without any treatment.
Dyeing process
Dyeing equipment and parameters
All procedures were performed on a MATHIS® WT-B machine.
The dyeing started at room temperature, approximately 20 ℃. It was then heated to 50 ℃ with a gradient of 2.5 ℃/min and remained at this temperature for 20 minutes. Next, the dyeing solution was heated to 80 ℃ and remained at this temperature for 60 minutes.
Formulation
Formulation of the dyeing process

Dyes
Reactive bifunctional dyes were used in this research. The chemical structures of the dyes are presented in Figure 1.
Molecular structures of reactive dyes used: (a) CI Reactive Blue 05; (b) Reactive Yellow 160; (c) Reactive Red 239.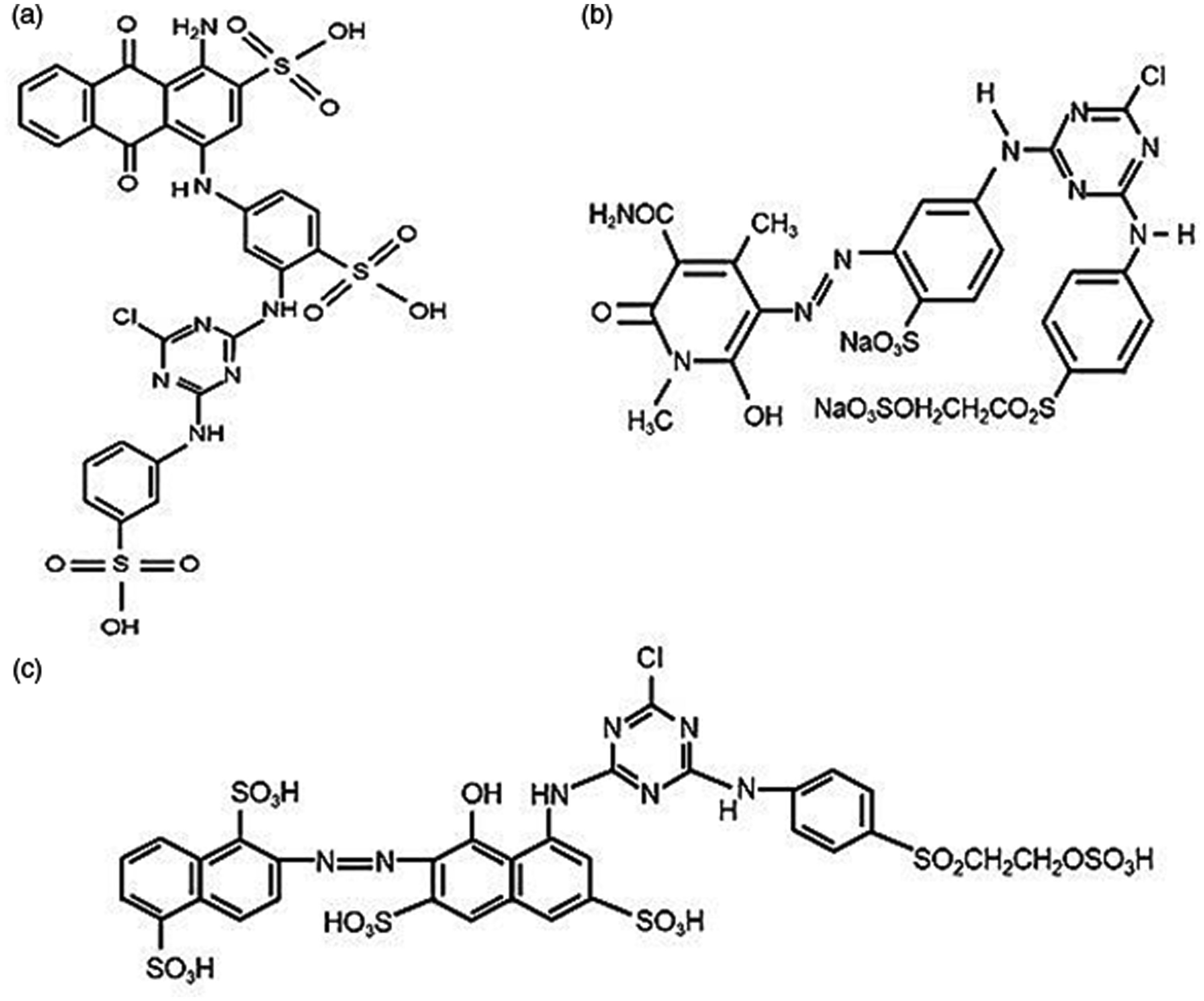
Post-dyeing
All samples were washed with non-ionic detergent (Spanscour Spark, 378012.0125, GRUPO ADI TANACHEM®) for 30 minutes at 95 ℃.
Characterizations
Solvent characterization
Solvent characterization was carried out by the Aquanalous Laboratory, located in Natal, Rio Grande do Norte. The methodology used was in accordance with the latest version of the Standard Methods for Examination of Water & Wastewater 22nd 2012 (SMWW).
Reflectance spectrophotometry
Colorimetric coordinates and color strength (K/S) were measured using a KONICA MINOLTA®, model CM-2600d spectrophotometer. Ten reflectance measurements, taken from different positions of specimens, were performed.
Washing fastness
For the analysis of washing fastness a MATHIS® model WT-B machine was used, according to the ISO 105-C06 standard.
Rubbing fastness
Tests were performed using electronic Crockmeter equipment, model 198b by MESDAN®, according to the Standard Norm ISO 105 X12:2016.
Scanning electron microscopy
Morphological analyzes of the textile surfaces were carried out using an HITACHI TM-3000 scanning electron microscope.
Energy dispersive spectroscopy
Chemical analyses were performed by the energy dispersive spectroscopy (EDS) technique using an EDS SWIFT ED3000 model with voltage acceleration of 15 kV.
Mechanical behavior: tensile test
The tensile strength and elongation of the samples before and after the dyeing process were measured on a TENSOLAB 3000 MESDAN® dynamometer, following the standard ASTM D 5034, with ambient conditions of 20 ℃ ± 1 and 65% ± 2 relative humidity. The results were compared in the weft and warp directions.
Results and discussion
Water analysis
Water characterization

The results obtained showed that pH values for both waters are close to the neutral range. Due to the natural composition of seawater, the values for electrical conductivity, alkalinity and salinity are higher than those of distilled water. Salinity is an important aspect, which is defined as the concentration of dissolved inorganic solids in the water. 19 It should be noted that the seawater salinity used in this study corresponds to 37.80 g/L of dissolved salts. According to the literature, of the total of salt in seawater, approximately 84% is composed of Na+ and Cl−. 7 Therefore, the seawater used contains nearly 31.75 g/L of NaCl.
The presence of NaCl for the cellulosic dyeing process using reactive dyes is indispensable. The amount of salt in the reactive dyeing increases the affinity of the dye toward the cellulosic substrate. Salt increases the exhaustion rate of reactive dyestuffs. As reactive dyestuffs have a lower affinity, more inorganic salt is required when using reactive dyestuffs in order to accelerate absorption. 14 However, excessive amounts of calcium and magnesium in the seawater (463.61 and 1423.78 mg/L, respectively) are undesirable in the process, as these compounds increase the hardness of the water. 20
Reflectance spectrophotometry
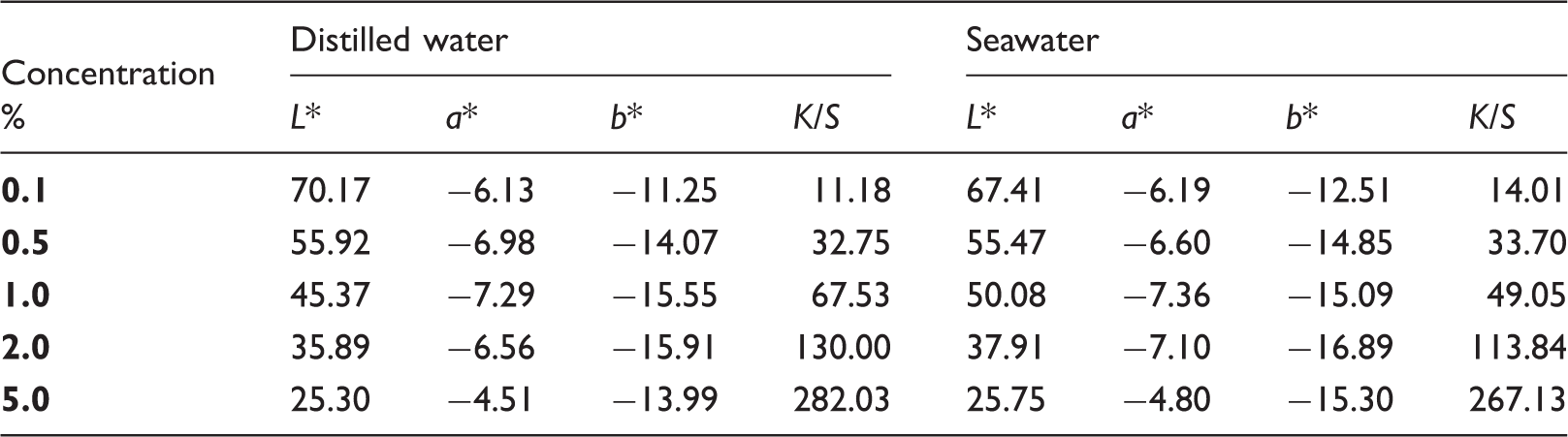
Colorimetric coordinates and K/S of the samples using blue dye
Colorimetric coordinates and K/S values of the samples using red dye
According to the results shown, we could observe that when increasing the concentration, the samples dyed with seawater presented lower color strength than the samples dyed with distilled water. However, visually, the difference of color between the specimens resulting from the two processes is barely noticeable. Furthermore, the difference between the processes is acceptable, mainly considering that seawater has a number of calcium and magnesium ions, which naturally tend to damage the dyeing, because it increases the hardness of the dye solution. However, for the blue color, the two processes were very close, especially when samples viewed with the naked eye. Figure 2 illustrates the comparison between the samples.
Comparison between samples dyed with blue dye. Comparison between samples dyed with reactive yellow dye. Comparison between samples dyed with reactive red dye.
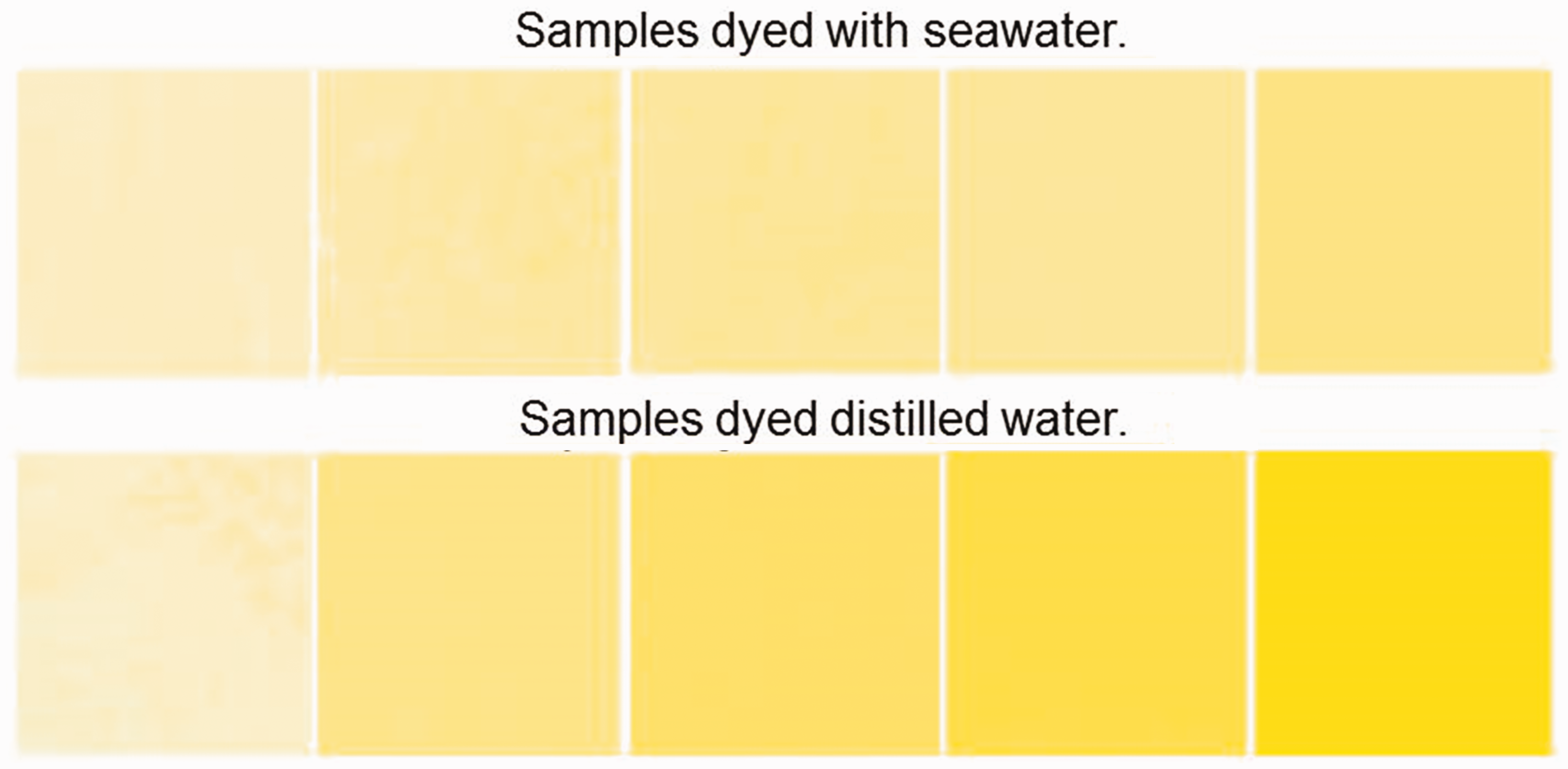

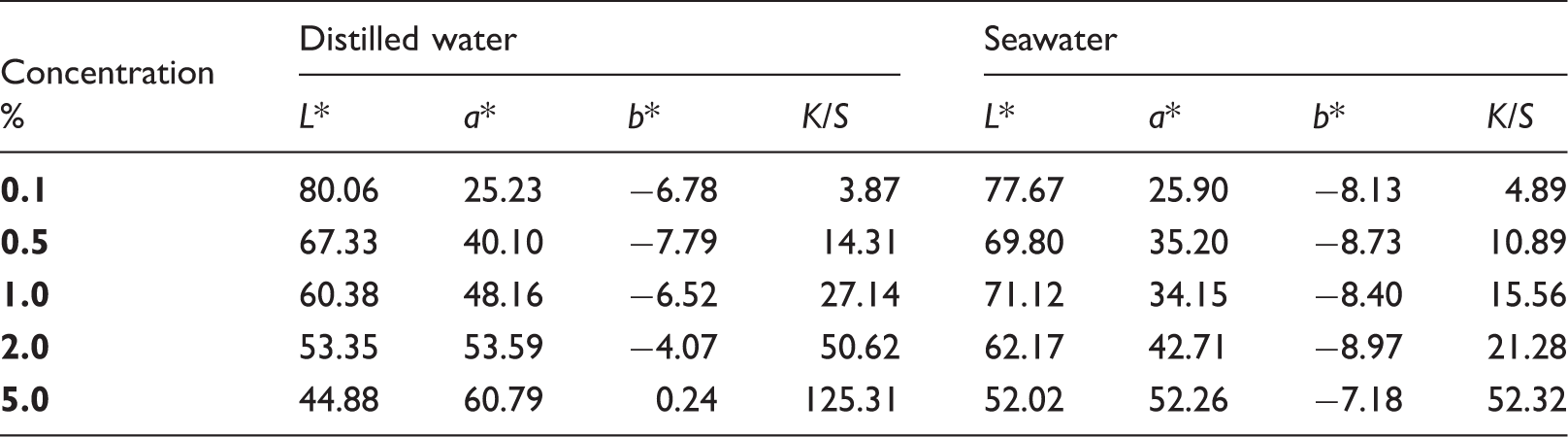
According to the results shown for the samples dyed with yellow and red dyes, the seawater dyeing presented lower K/S values than those for distilled water, especially for higher concentrations. Apparently the elements present in the seawater impaired the dye–fiber interaction, interfering in the K/S results.
Table 5 illustrates the colorimetric coordinates and the K/S values for the red samples.
The results obtained for the red color dye, in relation to the coloristic strength, are similar to those achieved with the yellow color. Figures 3 and 4 present a comparison between the samples dyed with yellow and red colors, respectively.
For all three colors studied, the results of colorimetric analysis are very interesting. The blue dye seawater dyeing results were shown to be practically equivalent to the process with distilled water. The dyeing results with seawater for the yellow and red dyes showed lower coloristic strength values, mainly at the highest concentrations (1.0%, 2.0% and 5.0%), when compared to distilled water dyeing. The reactive dyes general formula consists of four parts (solubilizing, chromophore, bridging and reactive groups). 22 As different colors were used, the dye groups are different. Consequently, their absorption and reflection regions vary.
Colorimetric coordinates and K/S values of the samples using yellow dye

The reduction of salt added to the process, as well the results obtained at the lowest concentrations (0.1% and 0.5%), were positive for all samples studied. However, for higher concentrations of dyes (1.0%, 2.0% and 5.0%), it may be necessary to supplement the amount of salt in order to obtain better results. Initially, for light shades, the results were good. Therefore, it is possible to suggest that the use of seawater in lighter shades (lower dye concentrations) is more viable. However, it is important to report that due to the difficulty in obtaining fresh water during some periods of the year or due to the drought in determinate places, the use of seawater can be an effective alternative to be applied in the cotton dyeing process.
Washing fastness
This is a very important property of textile materials, because during their life cycle or usage time, these materials go through numerous washing process cycles.
For the test was used one sample of each color at a concentration of 5.0%owf. Washing fastness was evaluated qualitatively, through the gray scale grade
23
and according to the color difference calculation, known as color difference (ΔE) as follows
24

Washing fastness results
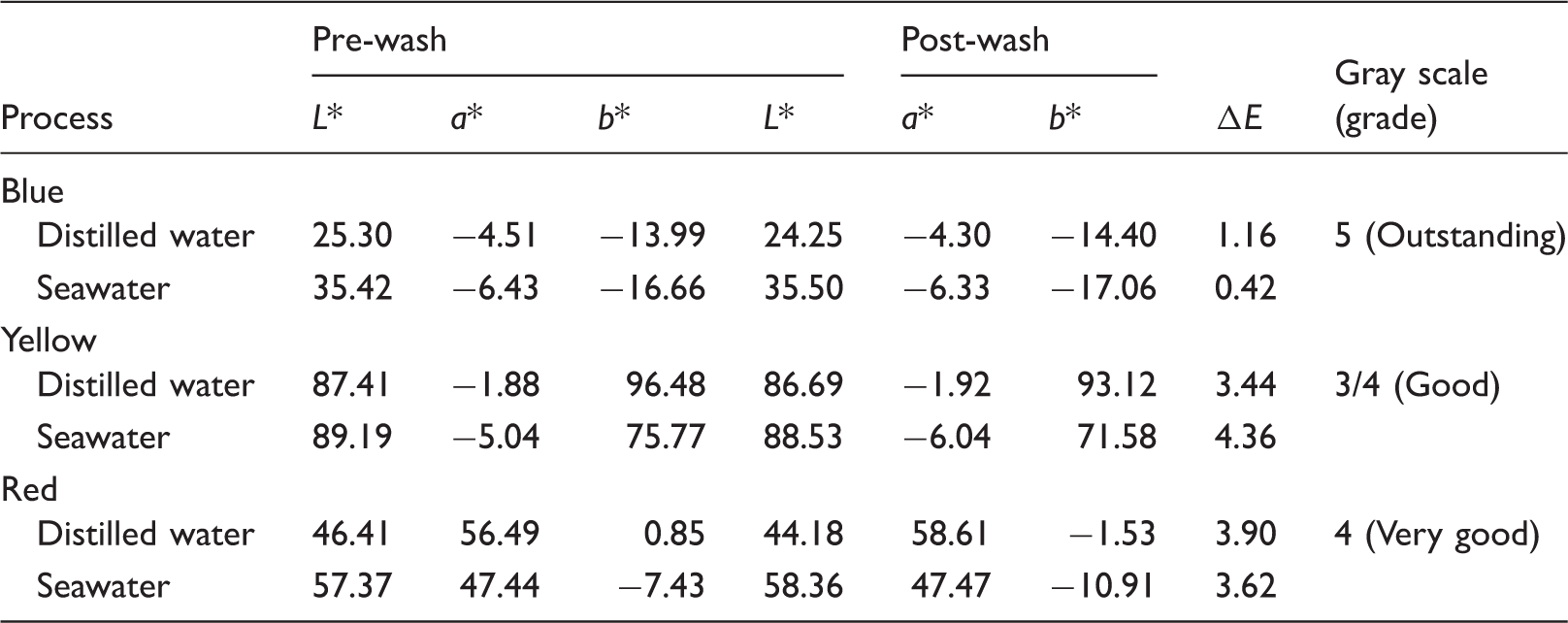
According to the results obtained, it is possible to observe that for those samples dyed with blue dyestuff, the washing fastness test showed exceptional results, and lower values obtained by calculating ΔE could prove this positive result. For the results obtained for yellow and red samples, the ΔE was slightly higher and represent a greater color difference after the washing process. Although samples dyed with blue color have shown better results when considering the low values for ΔE in the three colors studied, the washing fastness indexes were satisfactory for all the samples studied. Finally, the qualitative gray scale assessments were in accordance with the numerical values obtained by calculating ΔE. Therefore, it can be stated that the use of seawater as a solvent in the dyeing process does not affect the dyed fabric washing fastness.
Rubbing fastness
Rubbing fastness results

All rubbing fastness results indicated that both processes (dry and wet) had great levels of resistance. This result was probably due to the fact that the used dyes were reactive and penetrated the cotton fiber well. 25 It is important to note that all the colors studied were evaluated in this test. Despite excellent results, these values can still be optimized with the use of fixing agents during dyeing process.
Scanning electron microscopy
The structure of the dyed samples was visually compared by using scanning electron microscopy. As can be seen in Figure 5, there was no degradation on the fiber surfaces dyed regardless of the solvent used.
Scanning electron microscopy analyses of the fabrics dyed using seawater (a) and distilled water (b) under 100×, 200 × and 500 × magnification, respectively.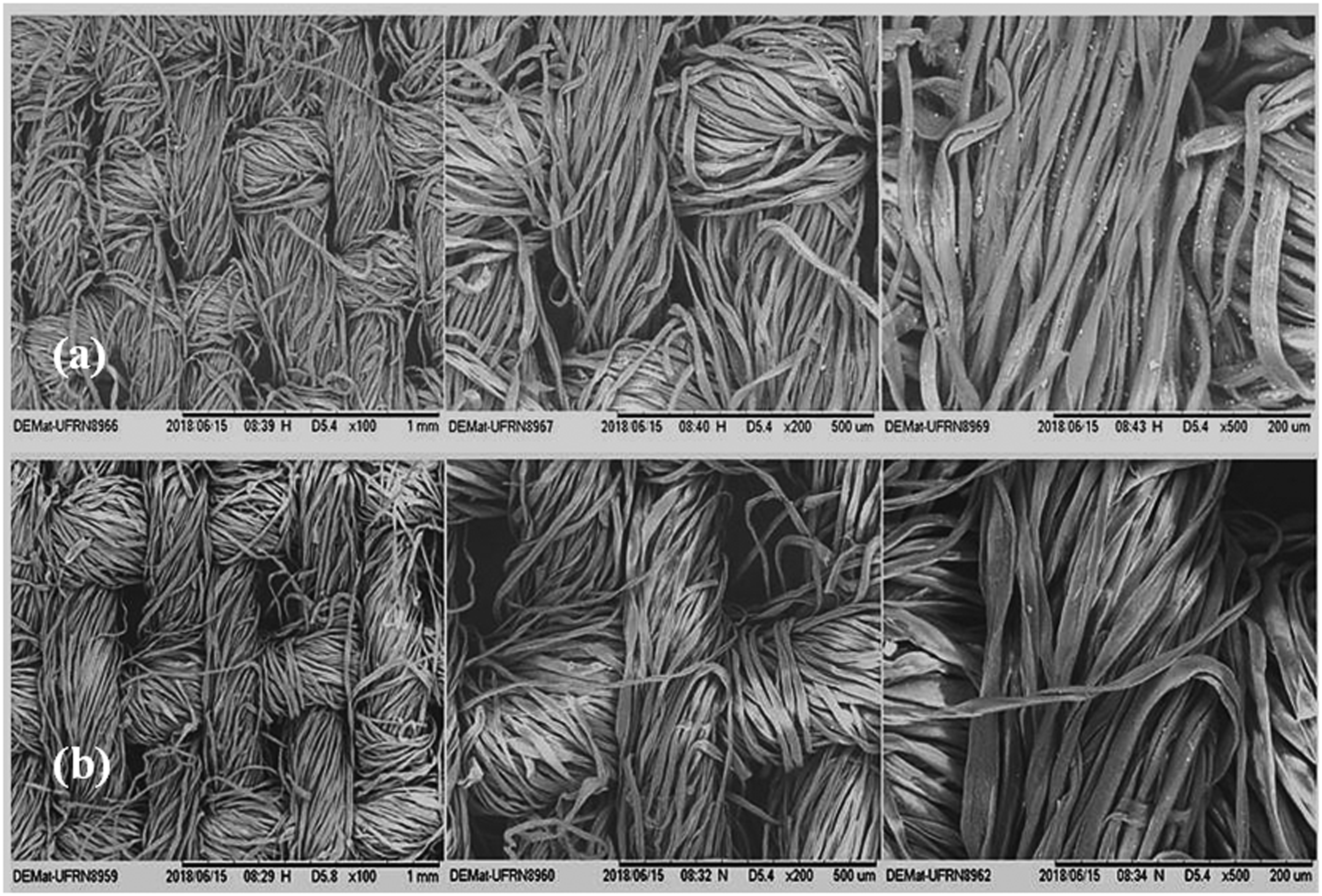
From the images shown in Figure 5, it is possible to observe some impurities (material deposited), which were not visible through naked eye, deposited on the fibers of the sample dyed with seawater (a) with 500 × magnification.
Energy dispersive spectroscopy
To identify which elements were deposited on samples dyed with seawater, EDS analysis was performed and the results are shown in Figure 6.
Energy dispersive spectrum results.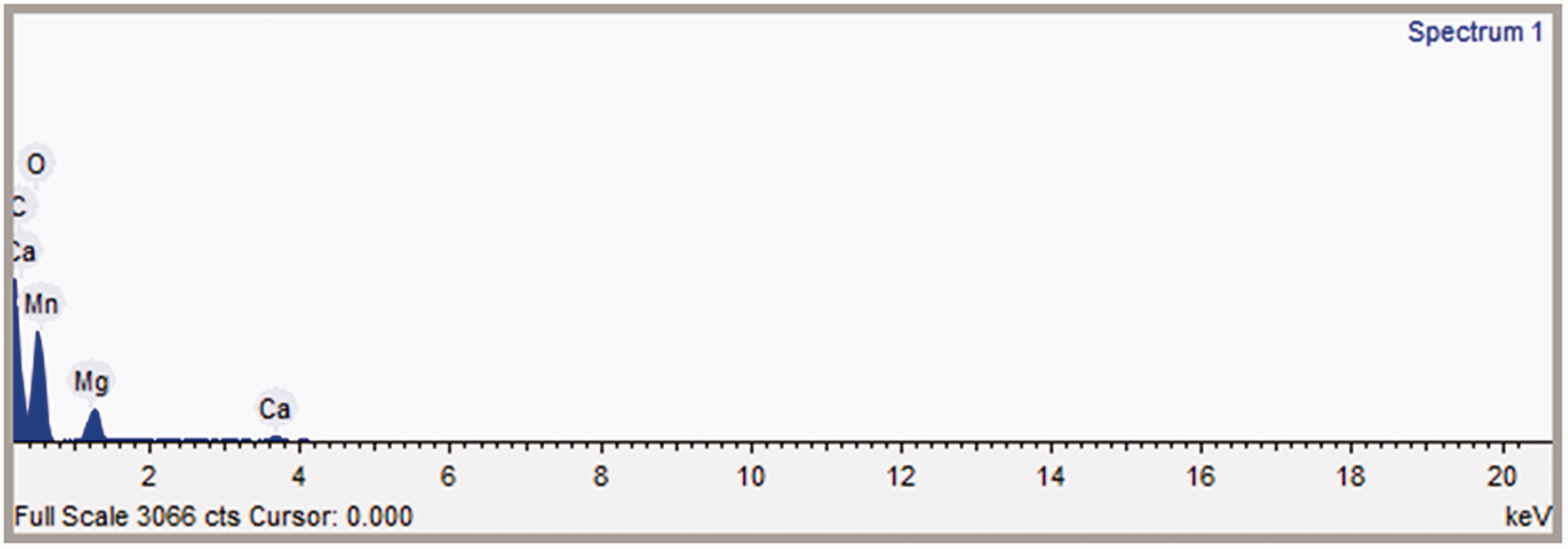
According to the EDS analysis, it was found that the deposited material observed in Figure 5 is composed mostly of the elements of calcium and magnesium. In the alkaline dyeing conditions, there is always a risk of precipitation during the process, due to the calcium and magnesium ions, and by water hardness. 26 These elements are abundant in the composition of seawater used in the dyeing process, as presented in Table 2. Due to the use of the sequestering agent in the dyeing formulation, these elements did not affect the visual result of the dyeing.
Mechanical behavior
Figure 7 shows the tensile (a) and elongation (b) tests of the samples of raw fabric and that dyed with seawater and distilled water in the warp and weft directions. In regard to tensile strength values, samples dyed with seawater presented similar results compared with those for distilled water.
Mechanical properties.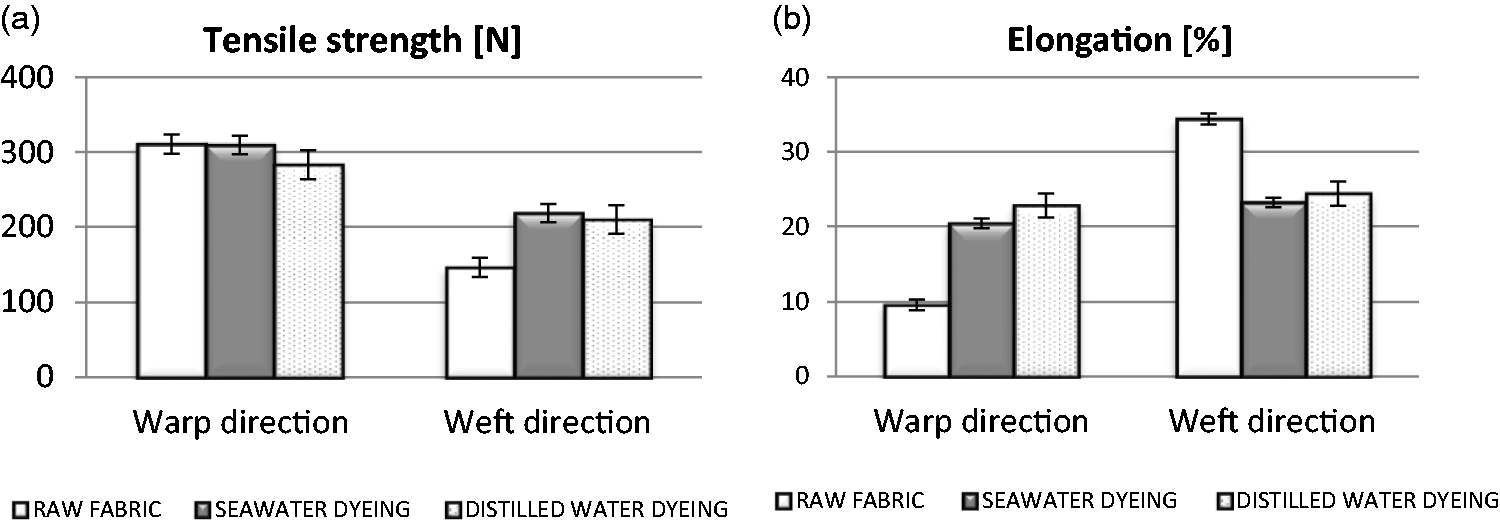
Through Figure 7 it is possible to observe that the use of seawater did not affect the mechanical properties of the substrate. Tensile strength and the elongation of the samples in both directions of the fabric (warp and weft) showed satisfactory values. Therefore, seawater use does not cause structural damage or any degradation in the fabric.
Conclusions
Cotton textile substrates can be easily dyed with reactive dyestuff using seawater as a solvent, obtaining bright and uniform colors. In addition, as seawater is a natural, abundant resource and has salt in its composition, it is viable to reduce the sodium chloride amount added to the process. Dyeing with low dye concentrations or light shades with seawater did not require salt addition.
According to the results obtained in the reflectance spectroscopy, it was possible to observe that the dyeing process using seawater presented better results for the navy blue dye, which are almost the same compared with the samples dyed with distilled water. The color strength results in the yellow and red color samples were positive, but it was verified that it is still necessary to improve the processes to obtain better results.
The results of washing and rubbing fastness were very satisfactory. Scanning electron microscopy analyses showed that the structure of the fibers was not damaged during the dyeing process with seawater. With the results of mechanical behavior, it was verified that the cotton fabrics dyed with seawater presented tensile strength and elongation similar to those processed with distilled water.
Finally, the use of seawater may be a viable alternative for the textile industry in the cotton dyeing process, mainly when the amount of fresh water is compromised or is not available.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship and/or publication of this article: This work was supported by the CAPES Foundation, Ministry of Education of Brazil, Caixa Postal 250, Brasília – DF 70040‐020, Brazil.