
Abstract
The wet processing sector in the textile industry consumes a massive amount of water and energy. In addition, the textile industry generates significant amounts of effluents. Consumer awareness, environmental laws and regulations, water scarcity, and high energy costs have forced textile manufacturers to reduce their water and energy usage. An alternative way to minimize water and energy consumption in textile industries is to alter the chemical finishing processes from conventional water‐assisted systems to foam-assisted systems. This review focuses on the prospects of foam application in textile dyeing and finishing. Here, we summarize the foam application methods on cotton textiles from published peer-reviewed sources. We also analyze and compare the results of the dyeing and finishing parameters of the foam application approach over conventional padding methods. Finally, we propose some suggestions for further research on foam technology for textiles.
Clothing is regarded as one of the basic human needs. As a result, there is a massive demand for textiles worldwide. The clothing manufacturing industry is the sixth largest manufacturing industry globally by market size. 1 It was estimated at US$1000.3 billion in 2020 and is growing with a compound annual growth rate (CAGR) of 4.4%. 2 The clothing industry combines several interrelated processes, such as yarn spinning, weaving and knitting of fabrics, dyeing and finishing, and garment manufacturing. 3
The textile industry is considered a major contributor to environmental pollution. 4 According to the data of the Ellen MacArthur Foundation, 5 the global textile industry produces 1.2 billion tons of CO2-equivalent per year, which places the industry on the same level of emissions as the automobile industry. Among several processes involved in textile manufacturing, dyeing and finishing are particularly problematic, as these processes require a large volume of water to maintain product quality. Although water is an abundant natural resource, only 3% of it is fresh water. 6 In the textile industry, water is used as a medium for applying dye or finish to the textile and is discharged as effluent at the end of the process. 7 It was estimated that a dye house with a medium production capacity (∼20,000 lbs/day) uses approximately 36,000 liters of water daily, 8 which, on a global scale, results in the usage of 3.7 million liters of freshwater every day. 9
Apart from water, textile effluent contains dyes, pigments, heavy metals, surfactants, oils, greases, etc., which are harmful to human health. Although researchers in academia and textile manufacturers have been working on minimizing the use of harmful chemicals, the situation is still unsatisfactory. 10 It was reported that textile industries use about 3600 different textile dyes and around 8000 chemicals in various textile dyeing, printing, and finishing processes. 11
Due to consumers' awareness of environmental pollution, effluent treatment is necessary for manufacturers. However, textile effluent treatment is costly (about 5% of net production cost), 8 since most synthetic textile dyes have complex structures. As a result, conventional biological treatments are not suitable for effluent decolorization. 12 Nonconventional methods of removing dyes from colored wastewater include adsorption, chemical degradation, biodegradation, and electrocoagulation. These techniques are time-consuming, costly, and often create secondary pollution. 13 For instance, it takes 19 days to completely degrade indigo blue dye by biological methods. 14 Another way to reduce pollution is to use water conservation methods, such as modifying machinery and optimizing textile dyeing processes. For instance, recent innovations in textile dyeing include micelle dyeing, supercritical fluid dyeing, foam dyeing, and electrochemical dyeing. 15
Another important step in the overall process is drying. In the conventional textile dyeing and finishing processes (via, e.g., wet processing), the drying step is where wet textiles are passed over heated cylinders to remove water or other solvents. Generally, these cylinders are steam-heated 16 ; hence, the process requires a large amount of energy, 2.5–4.5 GJ/ton. 17
Overall, a traditional dyeing and printing unit consumes a 15% share of the thermal energy spent by composite textile mills, while drying alone uses 17.2% of this share. In 2009, Portugal's textile manufacturing industries consumed about 20.4% of their annual energy in the form of electricity or liquid and gaseous fuel. Boilers – necessary machines for textile dyeing and finishing plants – consume a large amount of natural gas. 18 This means that around 48% of the total thermal energy of a typical textile wet processing plant is being spent in the evaporation process. Therefore, reducing the amount of water that needs to be evaporated is regarded as a way to address the energy high-cost issue. 19
By selecting an alternative group of techniques, so-called low add-on techniques, one can perform the application of chemicals from a solution that is significantly more concentrated. Thus, energy consumption during drying can be minimized. 17 For instance, a recent study explained a new low add-on technology where a dye-jet ejector was used to dye cotton material with reactive dye at a low wet pick-up (WPU) range between 20% and 50%. Even though the authors did not estimate energy consumption, they suggested that potential energy savings make the overall process more environmentally friendly. 20 Foam finishing is even more promising: it was shown that the foam-finishing method could save as much as 70–80% energy. 21
Foam finishing (during applications of dye, pigment, or finishes) represents one of the potential water-saving processes22,23 because it requires lower WPU than conventional textile finishing. 24 Foam finishing is a lower WPU process because finishing agents are applied onto a textile surface through a foam medium. 25 The volume of a finishing solution is expanded 5–25 times in the foam-finishing process compared to traditional application methods, 26 resulting in a 25–35% lower WPU. 21 As a result, the method uses 30–90% less water than traditional processes such as padding. 27 Foam technology, including foam mercerization, foam dyeing, foam printing, and foam finishing, received a lot of attention in the 1970s and 1980s due to energy shortages and growing energy costs. 28
Apart from saving water, foam technology can reduce the uneven distribution of reagents on the fabric surface because of a more concentrated solution. 29 In addition, successive incremental application of color in foam-finishing machines has eliminated uneven fabric dyeing. 30 Furthermore, foam technology can be used for single-sided applications of dyes or finishes on either the face or backside of the fabric. 21 An extra advantage is that foam finishing can be used before or after padding with different finishes. 31
Despite all of the advantages mentioned above, studies of foam finishing are surprisingly limited. The search phrase “low wet pick-up” AND “foam,” AND “cotton,” OR “textile” in Google Scholar generated only 71 journal articles and patents in total related to foam application on textiles up to 17 December 2021 (Figure 1).
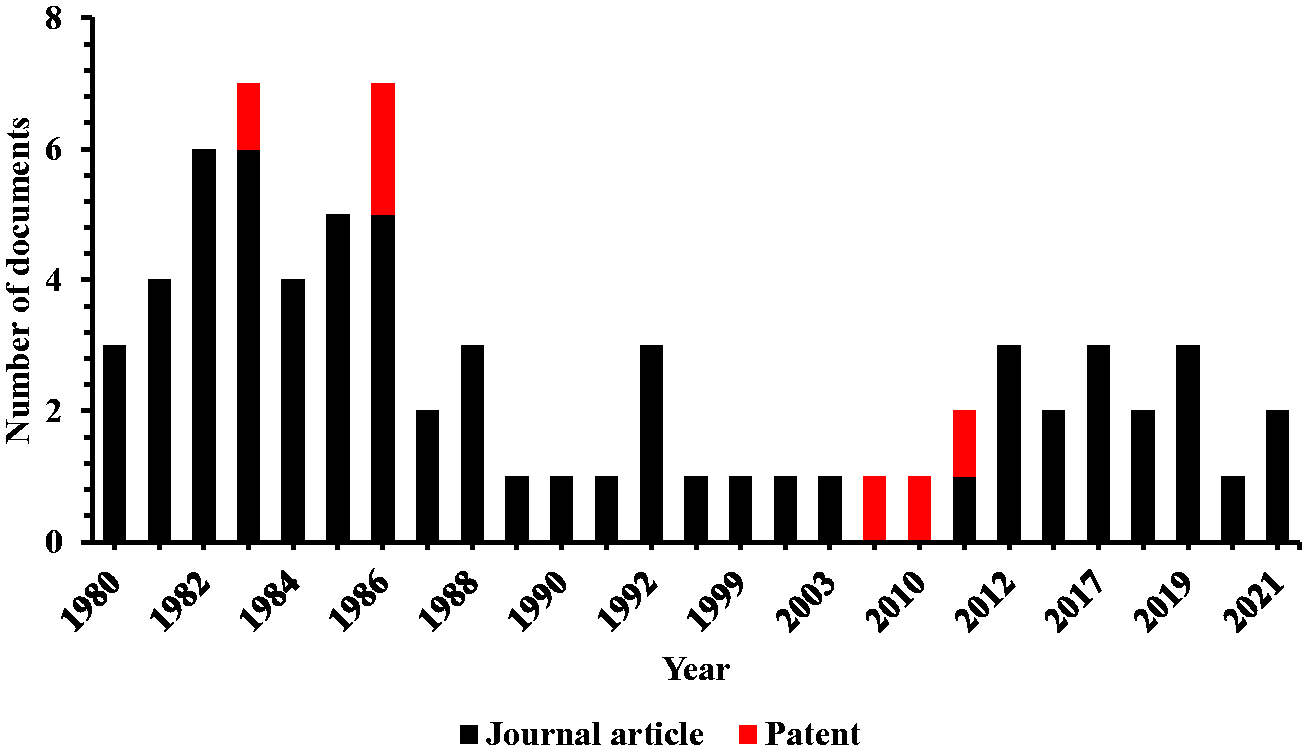
Historical plot of the number of available scholarly publications using “low wet pick-up,” and “foam,” and “cotton,” or “textile” as search keywords or phrase (using Google Scholar, December 2021).
Interest in foam applications started as early as 1907, and research in this field was cutting edge in 1984. However, the adoption of foam-finishing technology (FFT) in the textile industry is inadequate, 32 likely due to the lack of technological development and related limitations, such as low penetration of dyes or finishes into materials. 33 This review discusses a brief history of the development and challenges in the foam-finishing system, process variables, chemicals, and additives, and reports on industrial adoption. Because foam-finishing techniques are efficient methods for decreasing the effluent load while reducing water and energy consumption in the textile industry, this review focuses on the latest research findings related to foam-finishing systems as alternatives for the traditional padding methods of dyeing and finishing. A word cloud has been generated using the present paper, which embodies the essence of the whole text (Figure 2).
A word cloud based on the current article. The larger the term, the higher the frequency.
A brief history of foam-finishing technology
The available literature reveals that foam technology for textile treatment was introduced in 1906. A Swiss scientist passed pressurized air through heated soapy water to turn the liquor into a foam. This foam was used for silk degumming,34,35 the first step of silk yarn manufacturing where sericin gets removed from the silk fibroin. 36
After that, a group of researchers invented a process in which silk textile materials were degummed and dyed with a foamed composition containing the required chemicals. They used soap to produce bubbles of minimal diameter (less than 0.25 or 0.125 inches) and uniform size distribution. Their invented machinery could generate the foam, whose bubbles carried finishing chemicals onto the materials. 37 A study described textile printing using foam-based printing solutions. A foam printing paste was made by mixing a dye, a thickener, a stabilizer, and an emulsifier. The paste was then applied to the material surface using an engraved printing roller. 38 Nylon textile material was dyed with a dye liquor containing a foaming agent in a steam-jacketed drum. 39
In 1976, Union Carbide Corporation invented the FFT process, which employed high shear sensitive semi-stable foam that had sufficient stability to be transported from the foam generator to the applicator. However, this type of foam was not stable enough to withstand the shear force generated by the applicator, resulting in foam breaking and uncontrolled spreading over the material surface. 40 The Union Carbide Corp. and Gaston County Dyeing Machine Co. formed a joint venture a year later to design a foam application machine that could apply semi-stable foam to the fabric surface. Later, an efficient foam application equipment was designed by the Gaston County Dyeing Machine Co. 41 An anonymous textile mill made a prototype machine soon after that. The Union Carbide Corp. and Gaston County Dyeing Machine Co. announced in 1978 that they had developed a machine for applying chemicals to a moving textile substrate. The equipment was presented at the “48th Textile Research Institute annual research and technology conference” in 1978. 42
Industrial application of the foam technology started within a year. Some US textile mills, including Greenwood Mills (SC, USA), adopted the technology and ran the one-sided application (bottom applicator) of foamed finishing composition in various fabrics. Later on, Gaston County Dyeing Machine Co. incorporated a top applicator into its system for two-sided applications for the Greenwood mill management. 41
Gaston County Dyeing Machine Co. continued the research in foam application and patented at least six of its inventions.43–48 Two crucial problems that appeared when finishing the moving substrate were solved. A parabolic applicator for uniform foam application was incorporated by allowing the foam to travel the same path length, starting from its generation to the fabric surface. 31 In addition, in 2008, a multiple foam head unit or applicator that can apply dyes uniformly to produce level dyed fabric was invented by Gaston Systems. 30
Variables of a foam composition
Foam properties are very important for foam-finishing systems because foam characteristics can be different for various foam application heads.49,50 For example, stable foam and semi-stable foam together cannot be used in the same type of application nozzle or machine. 51 Some major foam properties are the blow ratio, foam density, foam half-life, foam viscosity, bubble size or diameter, shear sensitivity, and wetting rate. 49 In the following sections, a brief discussion of the important foam properties will be presented.
Foam stability and half-life
“Foam stability is defined as the time that foam will maintain its initial properties as generated.” 52 The stability of foam is required for its transportation and handling, but foams that are too stable provide poor penetration into the fabric. Foam stability is affected by many factors, such as the surface tension of the foaming solution, surface and solution viscosity, pressure and bubble size distribution, and an application temperature. 53 With time, small bubbles in a foam tend to either collapse or coalesce into larger bubbles through gas migration. Consequently, a flow of excess liquid occurs through the curved triangular junction of the fluid or plateau borders with the help of capillary action and gravitational force.54,55 In this case, foam can lose its structure and become unstable due to drainage, coalescence, disproportionation, and loss of a considerable amount of gas. 54 Temperature has an indirect effect on foam stability. It has been reported that foam stability is directly proportional to the viscosity of liquid film. Again, the viscosity of the liquid membrane is highly affected by the temperature. The viscosity of liquids falls rapidly at elevated temperatures. As a result, foam stability decreases with the increase in temperature. 56 Foam has varied stability at different pressures. Foam becomes more stable as more pressure is applied. The surface tension of the liquid film of smaller bubbles is lower, whereas the surface tension of the film of larger bubbles is greater. At elevated pressure, the Gibbs–Marangoni effect increases, which permits liquids to flow from a low surface tension area to a high surface tension area. Thus, the average bubble size reduces at high pressure, increasing the stability of foams. 57
The stability of foam is the time required to lose either 50% of the liquid or 50% of the volume from the foam (so-called half-life time) by self-collapsing. 58 Technically, if X mL of foam were prepared from 40 mL of liquid and let drain by itself, the half-life would be the time required to collect 20 mL of liquid from it (Figure 3). 33 Stability can be determined by either static or dynamic methods. In the static method, the stability of foam is measured after the foam has been made, using, for example, Ross and Clark static method. 59 In the dynamic method, the assessment is done while the foam is being made. Some dynamic ways of measuring the foam stability include the Bikerman method, Ostwald and Mischke method, Pankhurst method, etc. 59 It should be noted that foam drainage and instability increase with the increase in the temperature, 26 although this depends on a particular system.
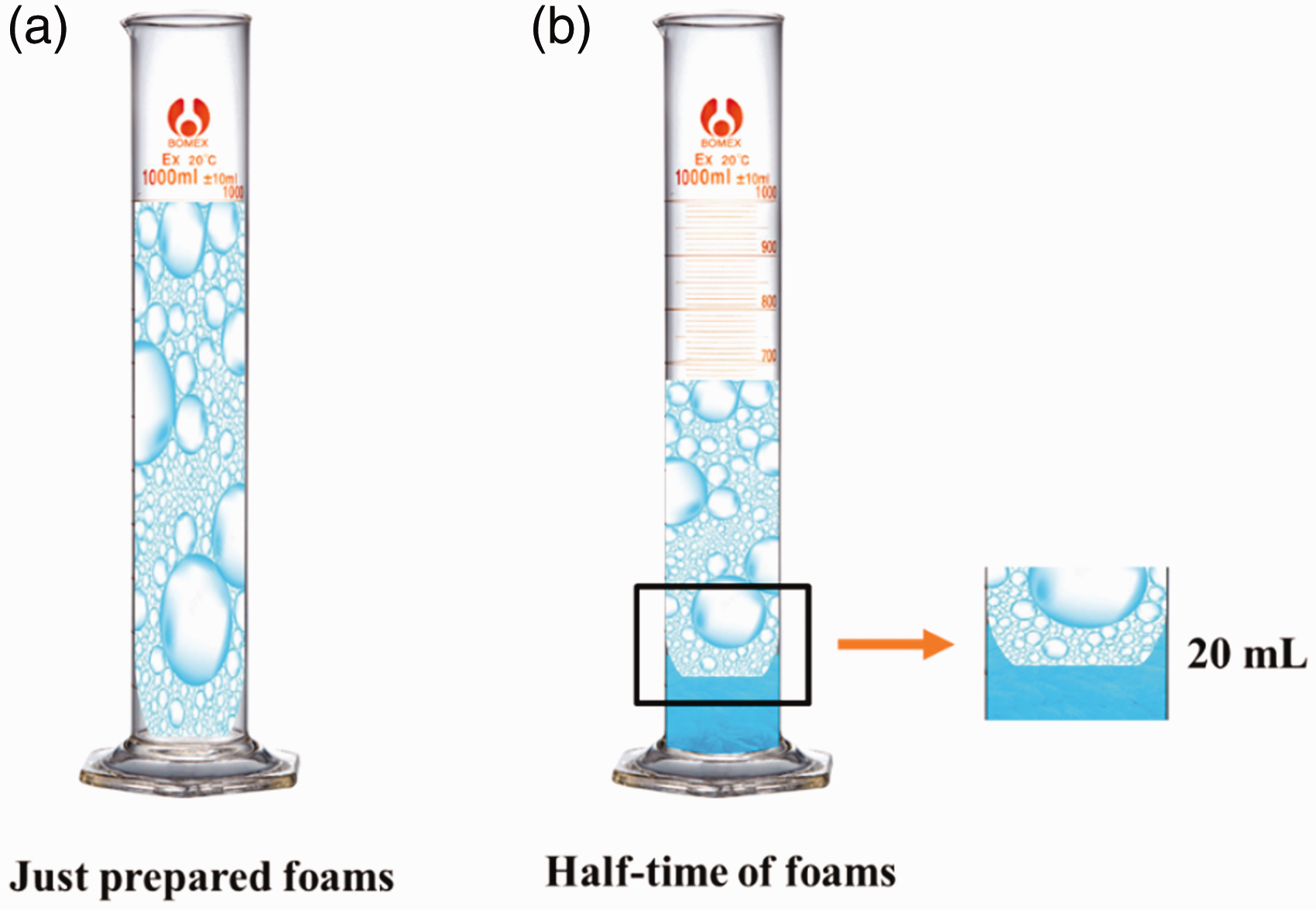
Schematic representation of foam stability through measuring foam half-life time: (a) initial foams and (b) half-time of foams.
Foam half-life can be different for various textile processing, for example, 30–45 min for finishing and 30–180 min for dyeing.51,60 Studies have shown that anionic surfactants have an average half-life of 48.5 min, which is the maximum among all other surfactants used in textile foam processing. 61
Foam expansion ratio or blow ratio
The blow ratio is another important variable when working with foams. It is defined as the ratio of the volume of foam formed to a volume of liquor (liquid) used to generate the foam. 58 For example, an expansion ratio of 20 means 20 mL of foam is produced from 1 mL of liquid. 62 Foams having an expansion ratio or foaming ratio in the range from 5 to 10 are preferable for textile applications. 60 In addition, the shape of the bubbles in a foam varies with the change in the blow ratio. 63 In textile finishing, the concentration of finishing agents in the foam decreases with the increase in the expansion ratio. 21 However, the blow ratio alone does not affect the dye fixation rate or the shade depth of the dyed fabric. 28
Density
The foam density is the mass of a freshly prepared foam divided by the foam volume. Foam density is measured simply by weighing a graduated cylinder filled with the foam or by collecting the foam in a paper cup and comparing the mass of the foam to the mass of an equal volume of water in the same cup. 60 For finishing and dyeing of textile goods, foam density is directly proportional to the mass per unit area of the goods because low foam density results in low WPU. 51 The density of foam used in textiles varies from 0.01 to 0.03 g/cm3. 49 Furthermore, the blow ratio and the foam density are inversely proportional to each other, and most of the time, the foam density is mentioned along with the blow ratio.21,58 If a liquid containing a foaming agent has approximately 1 g/cm3 density before foaming, then the density of the produced foam would be the inverse of the blow ratio. 64
Viscosity
The performance and stability of fabric coatings (i.e., the amount of coating delivered to the fabric, the uniformity of coating, its thickness, and spreading) are influenced by foam rheology. Thus, an understanding of viscosities across a range of shear conditions and temperatures allows for identifying optimal coating conditions. By definition, the foam viscosity measures the foam resistance to flow when the bubble walls are still in a liquid state. Generally, the viscosity of the foam for textile applications ranges between 2000 and 3000 mPa. 51 For textile finishing, where finishes are applied to achieve a surface coating or modification (such as sizing), it is crucial to maintain the required foam viscosity because a low viscosity results in a rapid liquid penetration into the material. 65 The viscosity increases with the increase in the expansion ratio. 21 The viscosity of the foam film can be measured by a Brookfield viscometer, Fann VG meter, and Epprecht coaxial-cylinder viscometer. 66 Figure 4 shows the relationship among the blow ratio, viscosity, and foam density.
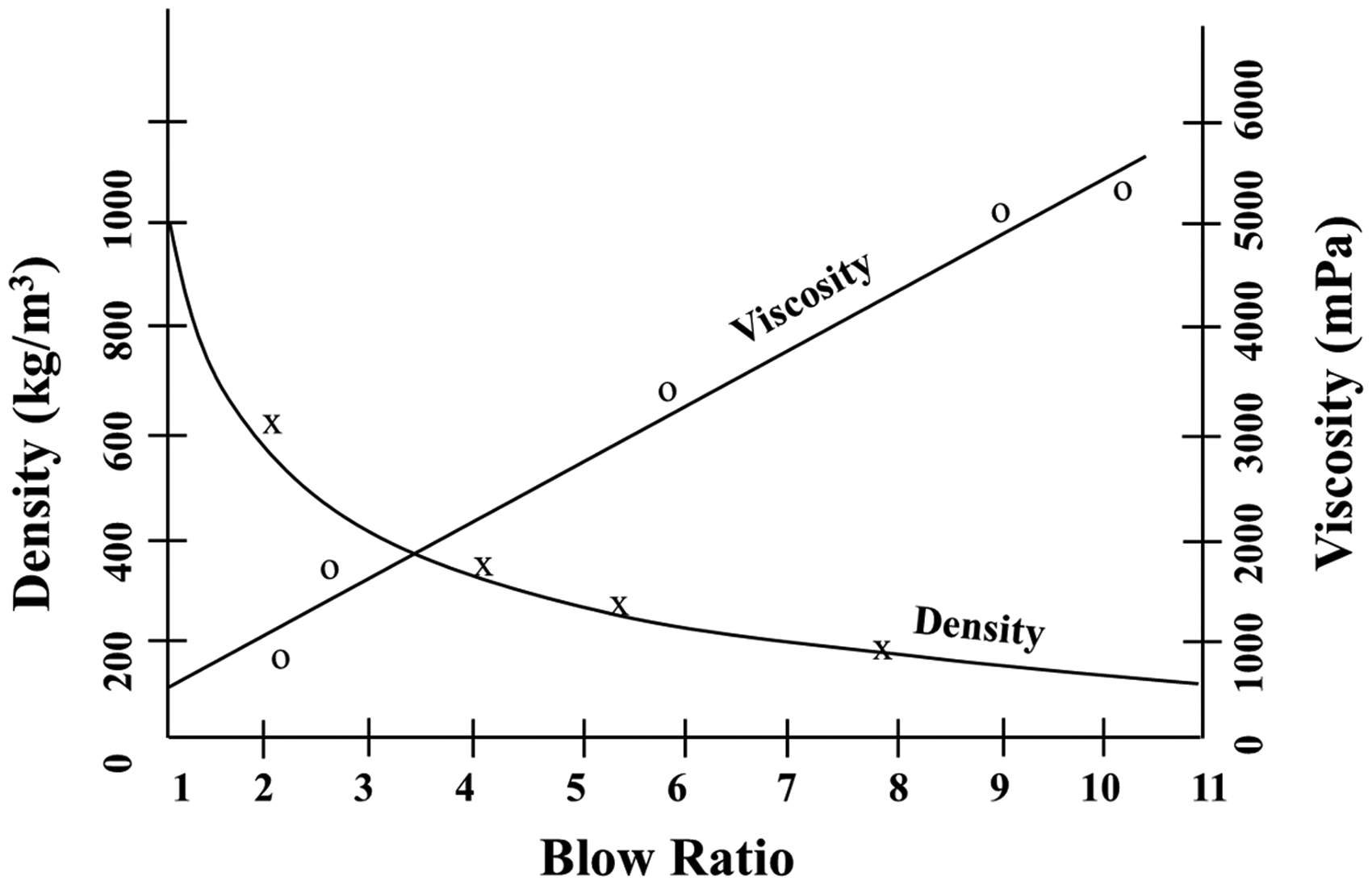
Foam density and foam viscosity as a function of blow ratio. Adapted from Namboodri and Duke. 21
Foaming ingredients
Foaming ingredients are essential chemicals required to prepare foam with the desired properties. Basic foam ingredients include surfactants, viscosity modifiers, stabilizers, etc. In addition, a foam for textile finishing or dyeing can contain resin, dye, pigment, etc. Because they impart some functional qualities to the applied substance, they are called functional ingredients. Moreover, the application requires catalysts, co-polymers, or binders to entangle the pigment into the fabric, softeners, pH modifiers, electrolytes, etc. All foaming ingredients should serve the purpose of forming a foam with the desired half-life, foam density, viscosity, shear sensitivity, wetting rate, etc. 51 In the following sections, we briefly discuss some of the required foaming ingredients.
Surfactants
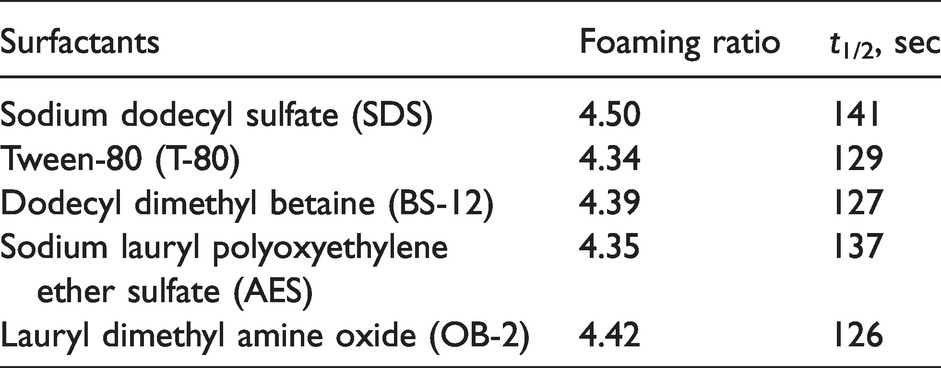
Surfactants, also known as surface-active agents, are molecules that self-assemble into micelles in a liquid and adsorb to the interface between the liquid and a different phase (gases or solids). 67 Their heads are hydrophilic (polar), whereas their tails are hydrophobic. Ionic (anionic, cationic, and amphoteric) and nonionic surfactants are the two types of surfactants. 67 Pure liquids (mainly water) produce bubbles but not foams because the thin liquid films between bubbles are fragile. Adding the appropriate foaming agent to a liquid increases the stability of liquid films and the production of foams. Surfactants are the most prevalent foaming agents. 68 Table 1 shows the foaming ratio and half-life of five commercial surfactants.
Properties of different surfactants or foaming agents; adapted from Zhu et al. 69
Stabilizers
To create foam from a liquid, the lamellae around the air bubble must have the least elasticity or resilience so that an opposing force can counteract any tension imparted to the foam. 70 This physical property of the foam is known as elasticity. Stabilizers are used to enhance the elasticity of the film. The foam used in the foam dyeing process must be sturdy enough to be distributed through the applicator tip without collapsing. 28 It was reported that when sodium dodecyl sulfate (SDS) is employed alone in the foam dyeing liquid, the formed foam is unstable (bursts within minutes). Dodecanol acts as a good stabilizer when used with SDS. 71 The addition of dodecanol to the SDS can increase the density of the surfactant at the air–liquid boundary, increase the strength of the foam film, and improve the foam properties. 28
Thickeners
Thickeners are used to increase the viscosity of the lamellae or film separating the bubbles. They slow down the draining of the inter-lamellar compound when applied to the material surface. Hydroxyethylcellulose (HEC) is a widely used thickener for foam processing of cotton textiles. 26 Some other suitable thickeners for textile foam applications are guar gum, sodium alginate, sodium carboxymethylcellulose, polyvinyl alcohol, etc. 51 Stable and homogeneous foam was achieved by using 1.5 g/L thickener with 35 g/L of foaming agent for an easy-care finish of the textile. 72 By introducing a thickener, higher stability and foam viscosity can be attained. The stability of the foams produced from the solution having 2 g/L of SDS and 2.5 g/L of different thickeners is shown in Figure 5. Guar gum outperformed other thickeners in terms of foam stability. Moreover, the composite system of dodecanol and guar gum (3:4) resulted in the highest foam stability (Figure 6). 28
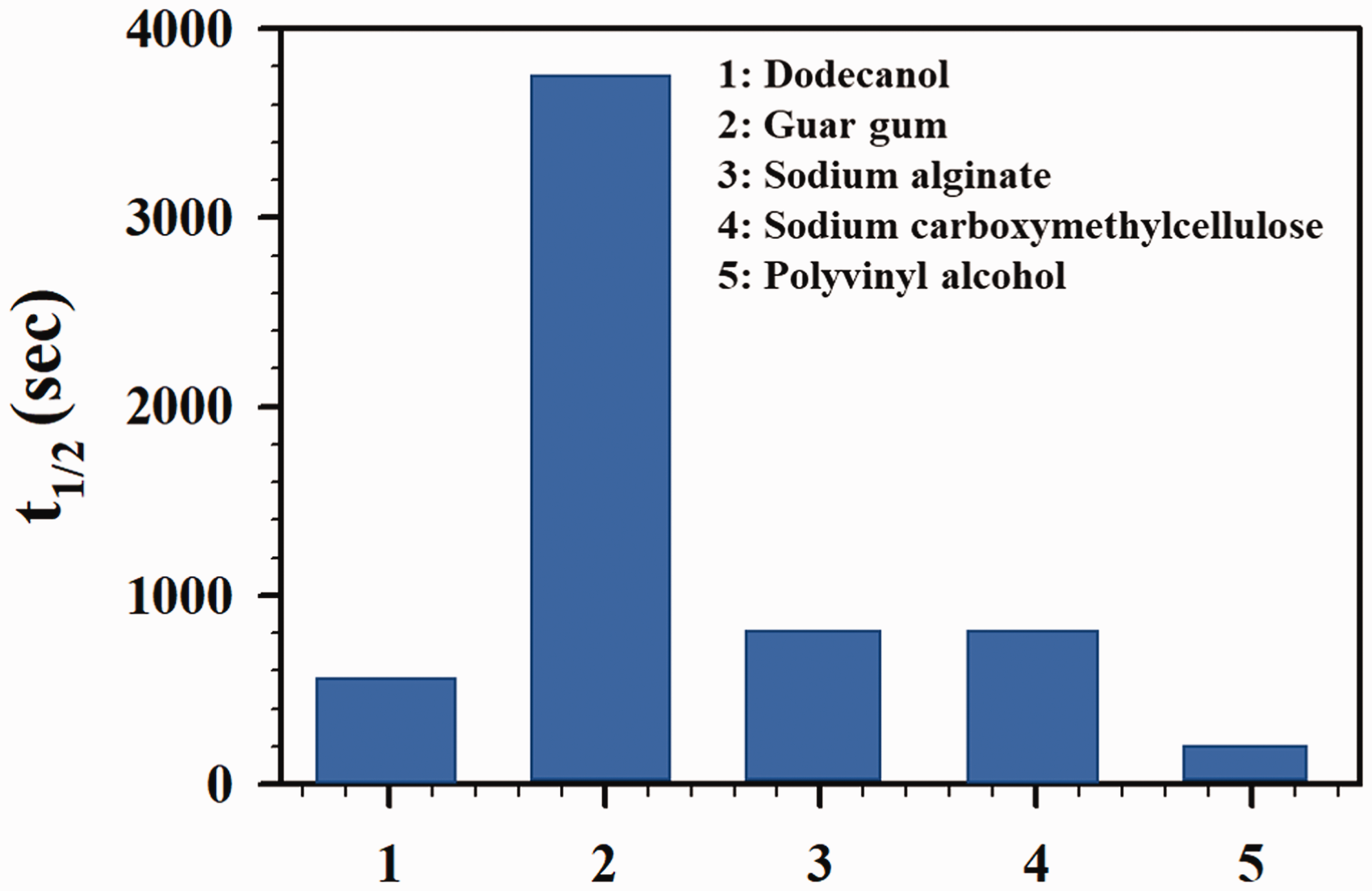
Foam stability (measured in half-life, t1/2) of different thickeners. Adapted from Yu et al. 28
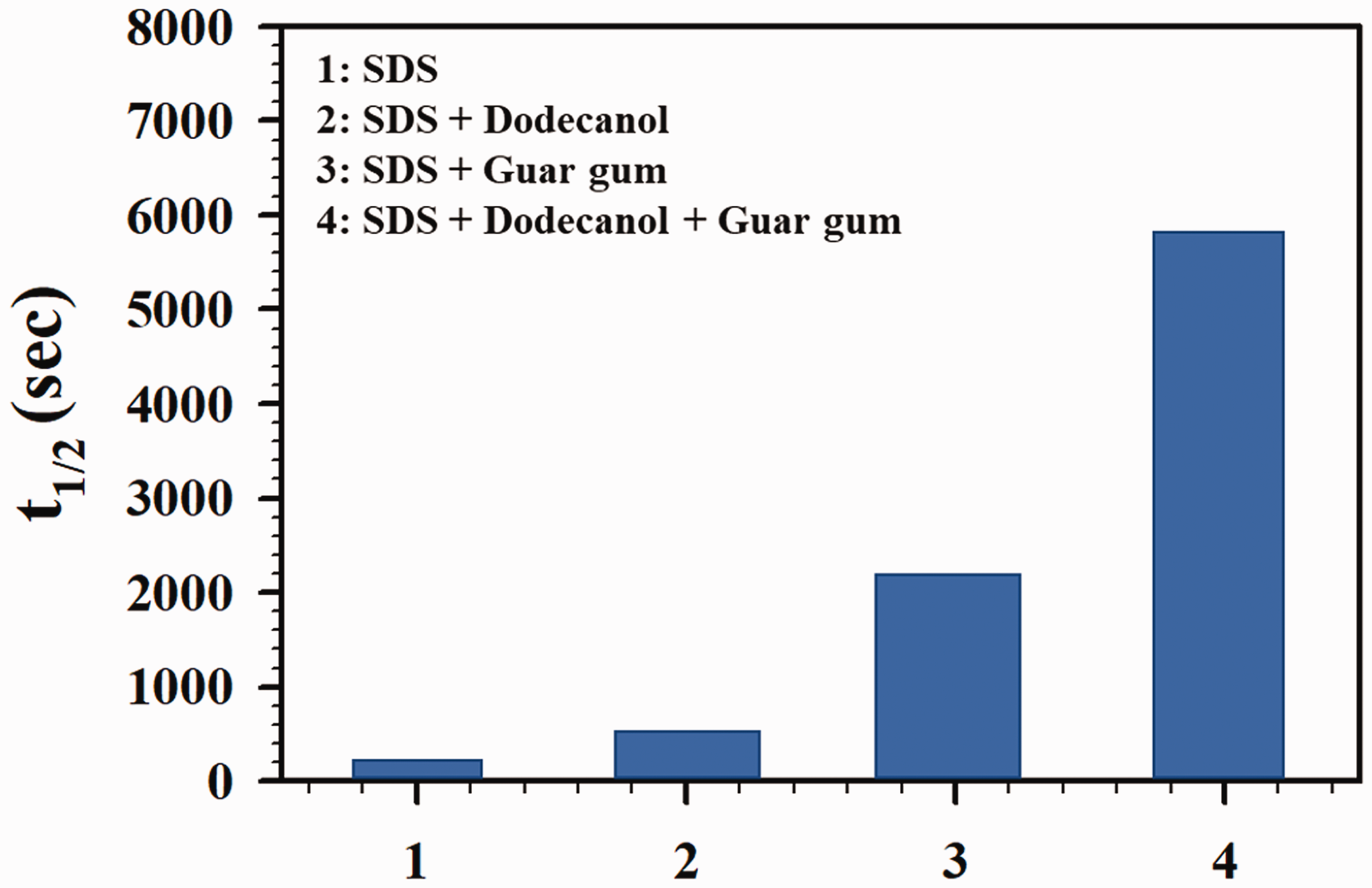
Foam stability of dodecanol–guar gum composite stabilizing system. Adapted from Yu et al. 28 SDS: sodium dodecyl sulfate.
Overview of the foam technology for cotton textiles
Foam technology for textiles has been extensively studied since 1979.21,73,74 Since then, textile industries have been trying to adopt this newer technology to achieve environmental and economic advantages over conventional processes. Foam technology was reported as one of the viable approaches to reducing water usage in the textile industry.15,32 The poor adoption rate of this technology can be attributed to its technical limitations, such as low chemical penetration and distribution, dyeing inconsistency, failure to apply particular finishes, and limited applicability of the technology for tubular knitted fabric. 75 The next section will briefly review the research and industrial adoption of foam finishing and dyeing of cotton textiles.
Pretreatment
Cotton fabric is typically pre-treated before being subjected to chemical modification (i.e., desizing, scouring, bleaching, and mercerization). 76 Stage-wise, warp cotton yarns normally undergo a process called yarn sizing. During this process, warp cotton yarns are coated with a thin film of adhesive to bind the yarn by adhering the fibers together and improving yarn strength before weaving. It is necessary to remove the sizing agent before dyeing or printing by desizing. 77 Then, an alkaline scouring removes oil, wax, or other natural impurities and increases fabric absorbency. 78 Bleaching removes the natural grey color of cotton and improves the luster of the cotton fabric or yarn surface. 79 Finally, cotton is mercerized using concentrated sodium hydroxide to improve its strength, luster, and dyeability. 80
Researchers at Auburn University have been looking at using foam in sizing. They used a modified Callaway slasher to size 50/50 polyester/cotton 27 tex single yarns. The knife-over-roll coating and horizontal pad coating techniques were tested (Figure 7). Foam sizing of polyester/cotton yarns resulted in properties comparable to or better than yarns sized by traditional techniques. Techno-economic analysis revealed that US$27,000 per slasher per year could be saved in the foam sizing process. 81
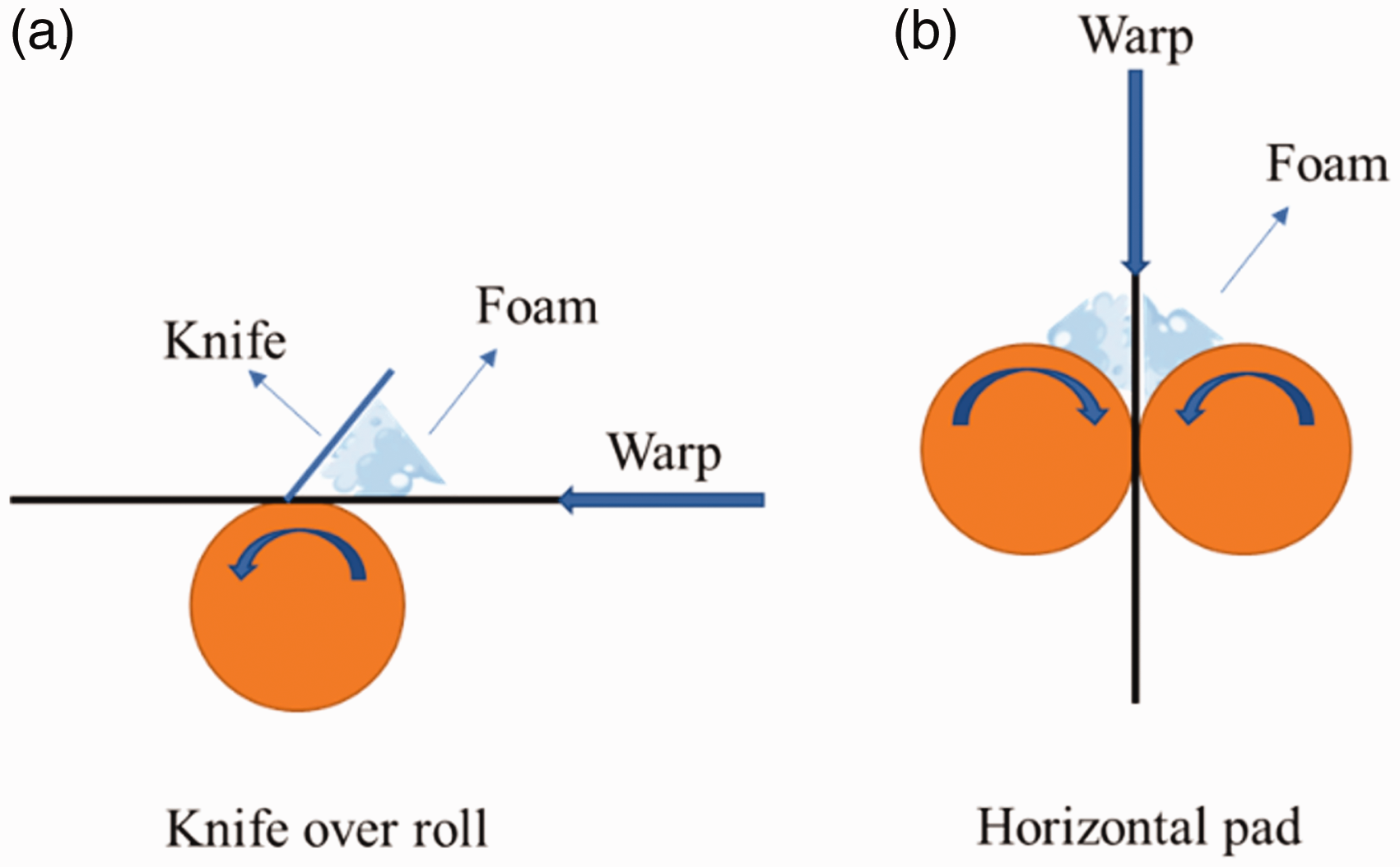
Schematic representation of foam applicators: (a) knife over roll and (b) horizontal pad foam applicators.
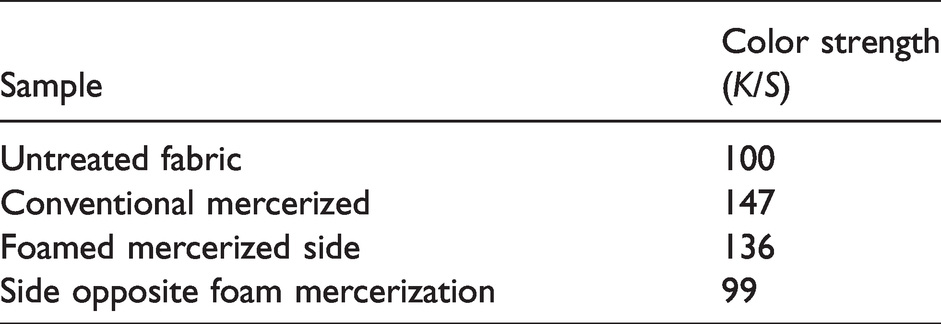
Another process for applying foams is foam-assisted mercerization. Typically, cotton fibers are mercerized by soaking them in a strong sodium hydroxide solution. In a foam-assisted process, sodium hydroxide was applied to a particular side of the cloth while the opposite side of the cloth remained unmercerized. As shown in Table 2, the foam-mercerized side produced an almost identical shade to the ordinary mercerized sample. In contrast, the opposite side produced a shade comparable to the untreated sample. 82
Relative color strength (K/S) of dyed samples; adapted from Turner et al. 82
The Reed-Chatwood size applicator (schematically shown in Figure 8) was used to perform large-scale sizing experiments using spun polyester/cotton warp yams. The encapsulation of the yam was consistent, and scanning electron microscopy (SEM) micrographs of the cross-section of foam-sized yarn revealed no excessive penetration. The structure of the unit was based on the notion of horizontal padding. 83
Schematic diagram of the Reed-Chatwood foam applicator unit.
A composite foaming agent and stabilizer can be used in foam sizing. Zhu et al. 65 reported on an oxidized starch/polyacrylic acid composite sizing agent. They optimized the concentrations and blending ratios of the composite sizing material, composite foaming agent, and composite foam stabilizer. According to their report, the foam properties reached an optimal point (8%, 2%, and 5% increase in foaming ratio, stability, and viscosity, respectively) when composite ratios and concentrations were as indicated in Table 3.

SDS: sodium dodecyl sulfate.
To compare yarn characteristics, oxidized starch and polyacrylic acid were mixed 50:50 and sized to cotton yarns at a 10 wt% concentration. The same sizing agents were used for the foam-sizing of cotton yarns. As a result, at optimal conditions (see Table 3), the foam sizing yarn qualities outperformed traditional sizing (Table 4).
Mechanical properties of foam-sized and conventionally sized yarns; adapted from Zhu et al. 69

Dyeing
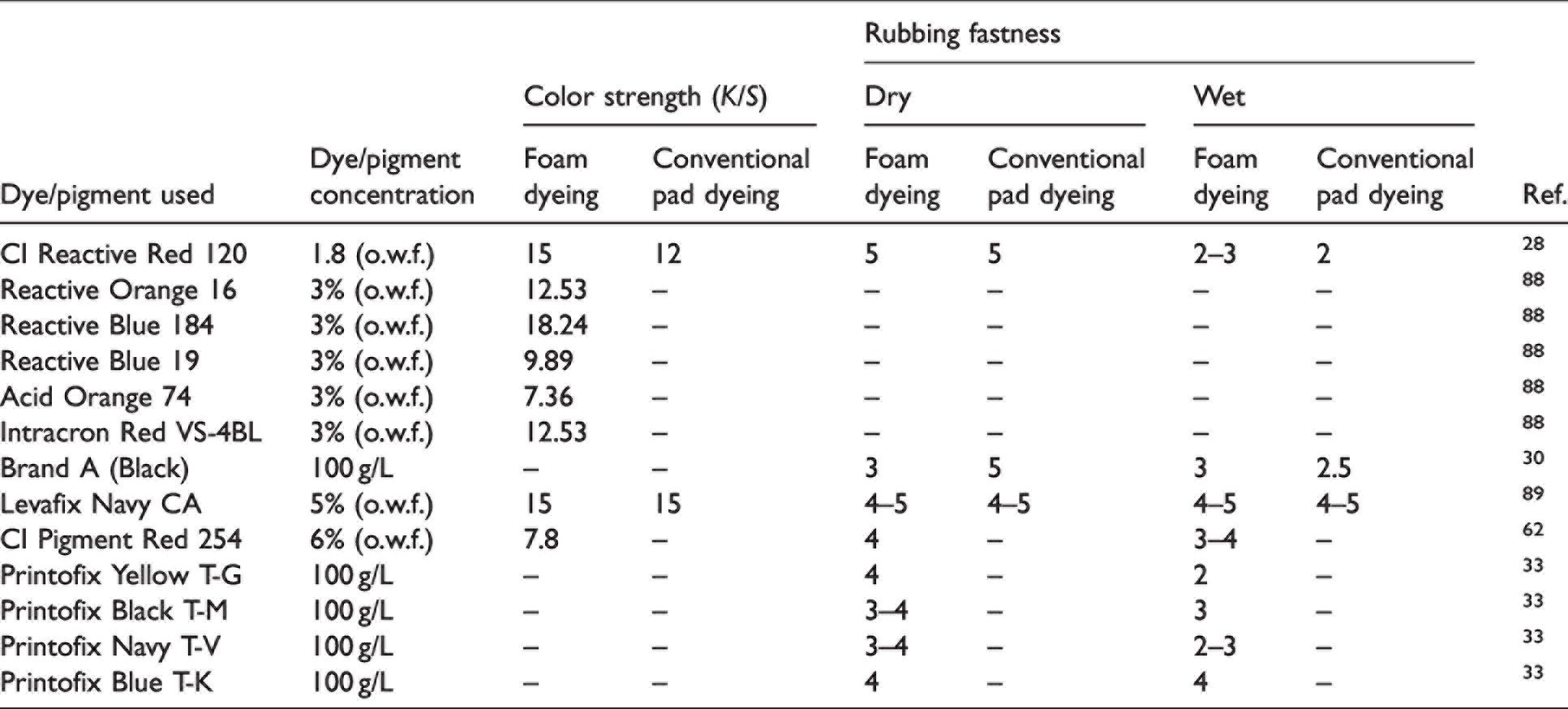
Dyeing is a value-added treatment for textile materials, which transfers the dye molecules from an aqueous medium onto the material surface, then diffuses them into the material. 84 There are at least eight dye classes – direct, vat, sulfur, azoic, reactive, acid, disperse, and basic dyes. 85 Among them, reactive dyes are very suitable for cellulosic materials, such as cotton, as they are easy to apply and can impart long-lasting brilliant shades on the material. 86 On the other hand, vat dyes are a special type of colorant because they are insoluble in their pure or original form and need a reduction step to turn into water-soluble colorants (reduced condition) before the actual dyeing. 87 Several attempts have been made to dye cotton textiles by a foam medium instead of the conventional aqueous solution. In most cases, foam-dyed cotton fabrics have excelled over traditional pad-dyed materials in color parameters. Comparisons of color strength and rubbing fastnesses of foam-dyed and conventional pad-dyed cotton fabrics are given in Table 5.
Comparison of color parameters of foam-dyed and conventional pad-dyed cotton fabrics
The indigo dyeing of cellulosic textile material by a foam medium, foamed by an inert gas, started in the mid-1980s. Berendt H-U and Schafer P 90 described preparing a foamed composition by mixing indigo dye, acrylamide polymer, foaming agent, alkali, and reducing agent, followed by foaming with nitrogen gas. The oxidation procedure was carried out after dyeing to impart the actual color. However, the dyeing was not conducted in a closed environment, resulting in the dye's premature oxidation to some extent.
To overcome the limitations of Ciba-Geigy's work and prevent the dye's premature oxidation, Gaston Systems designed a sealed chamber dyeing unit capable of delivering the foamed composition of leuco vat dye; the foaming was done with nitrogen. 47 The Gaston system used a sealed chamber, giving room to the moving cellulosic textile material, containing a parabolic-shaped multiple head applicator (Figure 9). Researchers argued that multiple head applicators facilitated the development of deeper shade in the dyed substrate. 47

Parabolic foam distribution chamber. Adapted from Basyigit et al. 31
In another study, the dyeing was conducted by immersing a pure cotton fabric into a foamed bath containing vat dye, followed by padding. The dye was then reduced with a reducing agent and oxidized by environmental oxygen. The authors compared the properties of the dyes to retain their characteristics under exposure to light and washing (so-called fastness properties) for a foam-dyed fabric with the fabric dyed by a conventional method and found comparable results between the two. 91
Later on, Indigo Mill Designs, LLC, developed a continuous system to dye a cotton yarn sheet with pre-reduced foamed indigo dye in an oxygen-free environment. The material was allowed to pass through three subsequent anaerobic purge chambers. The second chamber was equipped with foam applicators to apply the foam to the passing sheet of yarns. The last chamber, the dwell chamber, provided the necessary moisture to diffuse the dye molecules. The dyed yarns then passed into an oxidation chamber where the dye molecules were oxidized to develop a blue color. 92
In another study, researchers dyed 100% cotton fabric using a reactive dye, immersing the material into a foamed medium containing a foaming agent and a dye. Then, alkali was added to the solution and padding was carried out, followed by washing, soaping, and drying. The treated cloth showed similar colorfastness compared to the conventionally dyed fabric. 93
Researchers aimed to make a single-sided reactive dyed cotton fabric in yet another work. They treated the face side of the fabric using dimethyl dihydroxy ethylene urea (DMDHEU) cross-linker added to the foaming liquor. When dyed with reactive dye in the exhaust system in acidic conditions, the foam pre-treated fabric exhibited high color contrast between the two sides. The face side was dyed well, while the rear side remained almost undyed. The authors claimed that garments made with this kind of cross-linked fabric have the potential for further aesthetic finishing in their garment forms, such as garment dyeing and acid washing. 88
Farias 30 successfully carried out the foam dyeing of woven fabric with bi-functional reactive dyes. In this study, cotton fabric was dyed using the foam-dry-bake and foam-batch methods. The foam was applied using a multiple foam head applicator apparatus from Gaston Systems (USA) to achieve a uniform distribution of dyes. The foam-dyed fabric did not show better colorfastness results than traditionally dyed fabric. However, the author claimed that foam dyeing was more energy-efficient. Moreover, the author argued that the foam-dry-bake process eliminated the steaming process required for traditional reactive pad dyeing, thus eliminating dye migration. 30
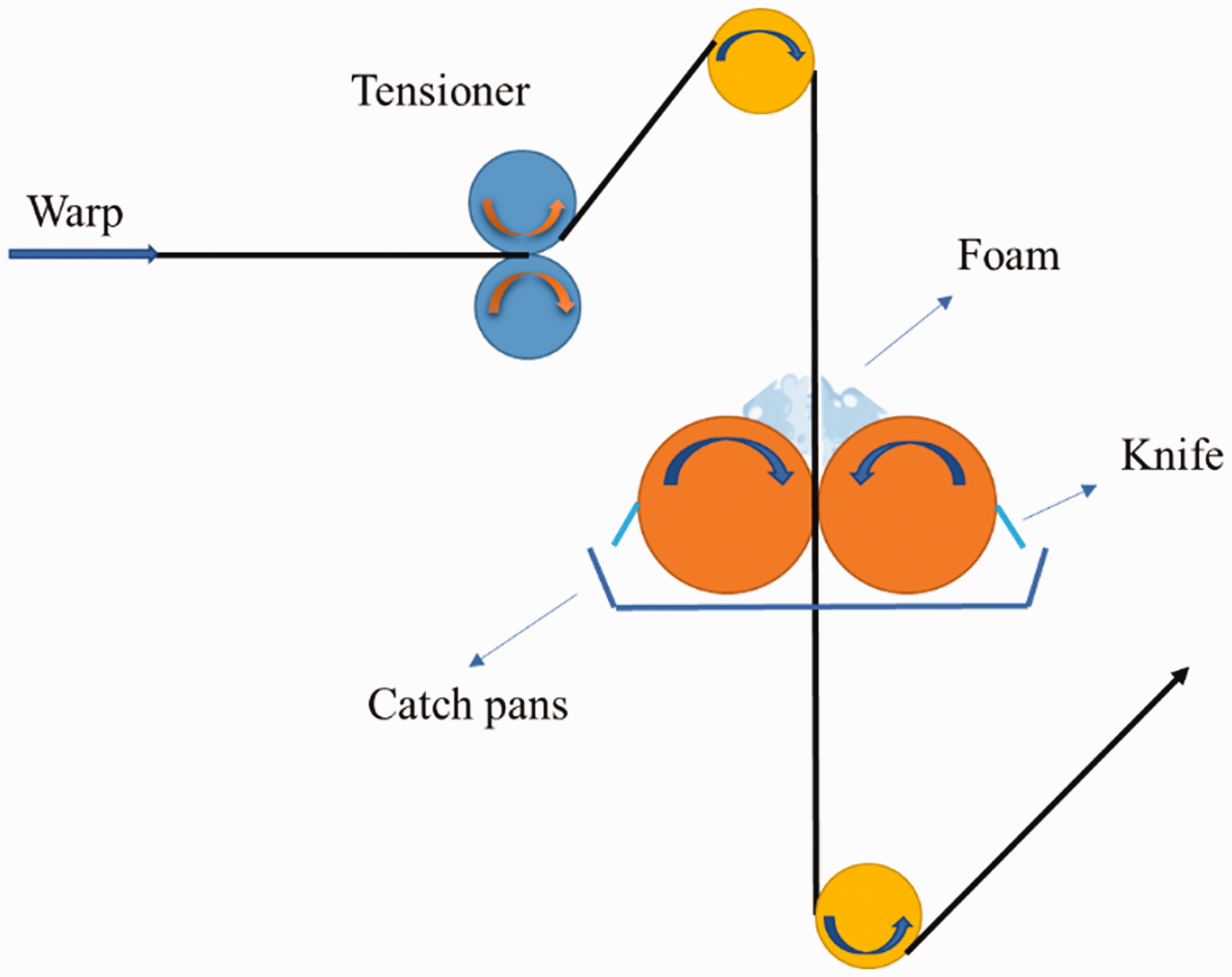
The system developed by Neowin Chemicals Co., Ltd, China (“Neovi-foam system”), has been used to develop a novel method for foam dyeing of cotton fabric using a reactive dye; Figure 10 illustrates the foam dyeing process. Two-bath pad-steam dyeing of cotton fabric with CI Reactive Red 120 (WPU 80%) was used compared to foam dyeing (WPU 30%). 28
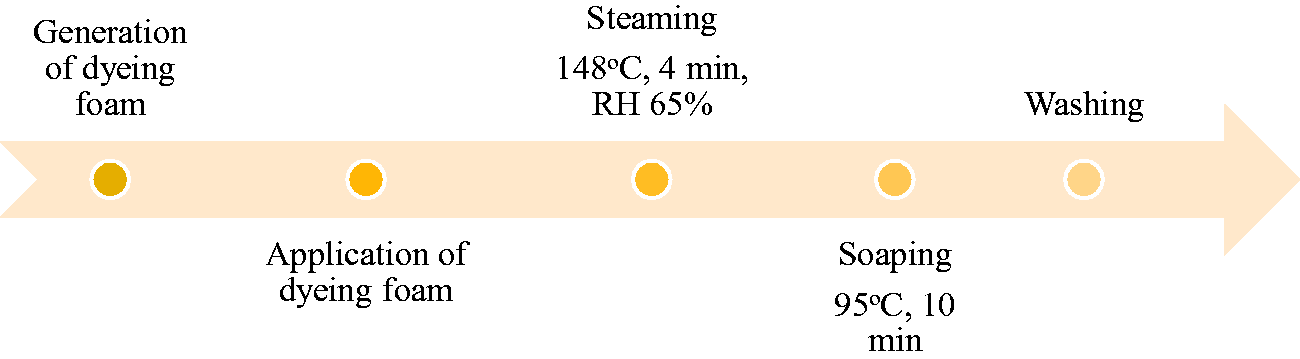
Foam dyeing process. Adapted from Yu et al. 28 RH: relative humidity.
CI Reactive Red 120 showed a better color build-up property and colorfastness in foam dyeing than the conventional pad-steam dyed system. Figure 11 shows the color build-up (K/S) values of CI Reactive Red 120 in foam dyeing and conventional dyeing. When compared to traditional dyeing, foam dyeing significantly reduced water and energy consumption. 28
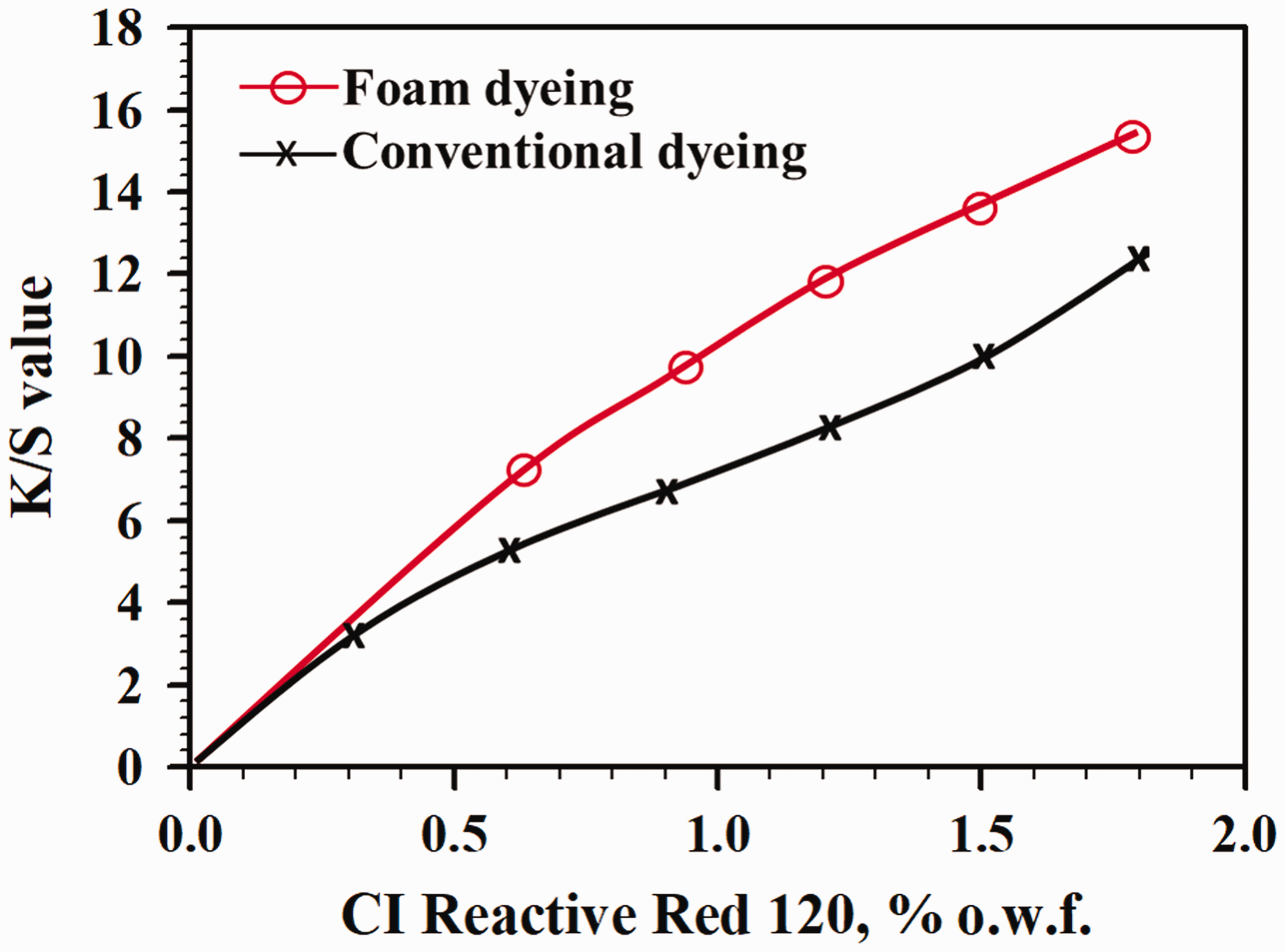
Build-up properties of dyestuff (measured by color strength, K/S value) in foam dyeing and conventional dyeing. Adapted from Yu et al. 28
In later studies, researchers extracted keratin hydrolysate from wool and used it as a foaming agent in foam dyeing of cotton fabric using a reactive dye. The dyeing and colorfastness properties of foam-dyed fabric were compared with the conventionally dyed cotton cloth. Results indicated that the foam dyeing process colorfastness and strength were comparable to those of traditionally pad-dyed fabrics. 89
Similarly, 100% cotton fabric was foam-dyed with the pigment using polyoxyethylene ether, C14(EO)5, as both a foaming agent and stabilizer. Results revealed that foamability and stability improved with increasing C14(EO)5 concentration, owing to increased viscosity. In addition, the colored cotton cloth had a high color strength (measured by K/S value) and flawless color levelness and colorfastness. These findings showed that using a C14(EO)5 foam controller with dye pigment foam enhanced color depth and levelness. 62
One-sided padding of cotton cloth with foam pigment dyeing liquid was also conducted with a horizontal padder. The K/S values of textiles colored using the foam technique are greater than those colored with liquid padding in the same pigment quantity (Figure 12). The serviceability, such as moisture absorption and handling property, was much enhanced in the foam dyeing process. Finally, the benefits of energy conservation and chemical reduction were achieved throughout the dyeing process. 33
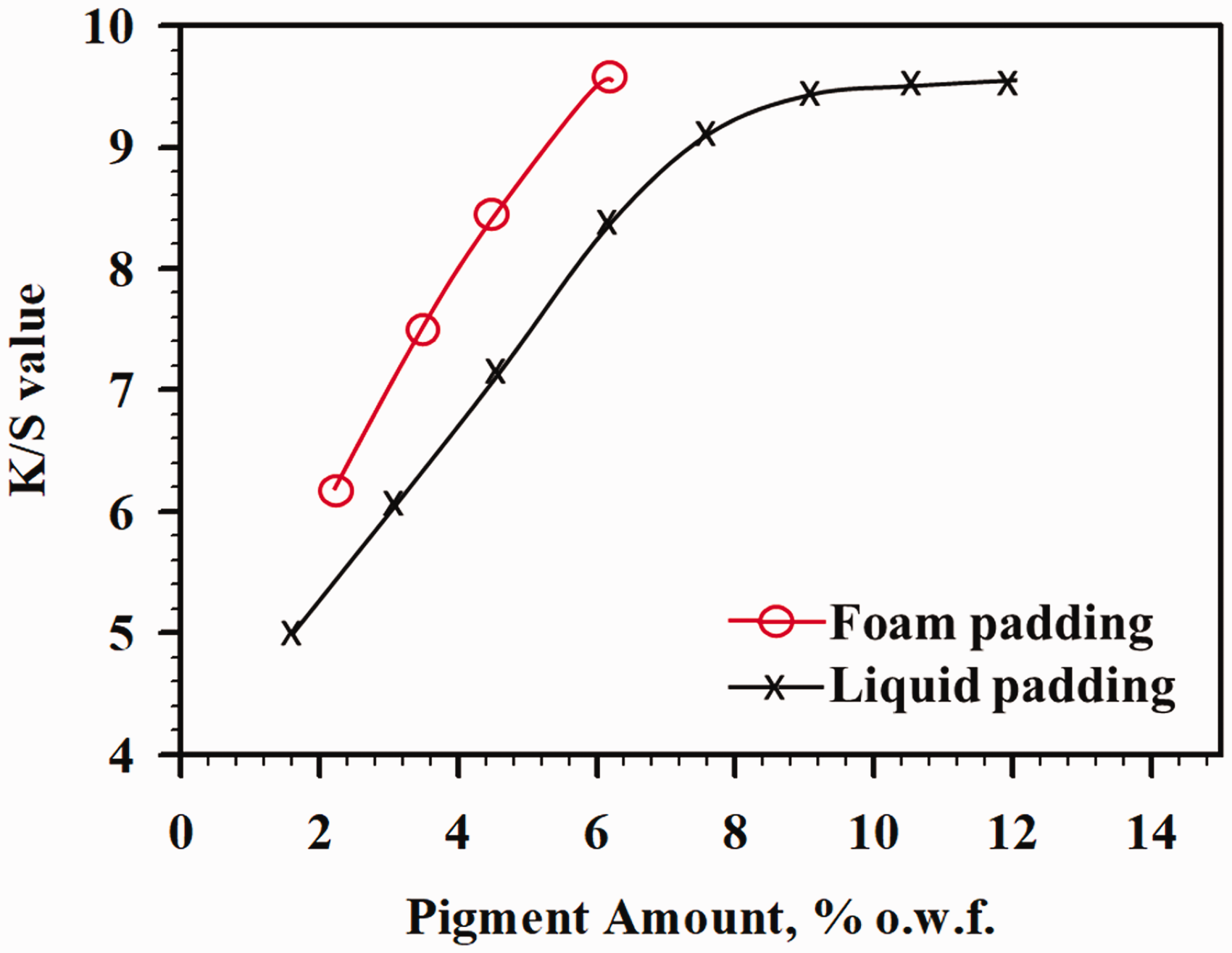
Effect of pigment amount on color strength. Adapted from Shang et al. 33
Foam finishing
Usually, easy-care or durable press finishing is used on cotton textile materials to provide resistance against shrinkage and improve wet and dry wrinkle recovery; this is typically done using cross-linking agents. 94 The reason for the formation of wrinkles is water absorption during washing and drying, which results in hydrogen bond breakage and slippage of the cellulosic chains in the amorphous regions. Cross-linking allows fixation of cellulose chains by establishing covalent bonds, inhibiting their movement. 95
DMDHEU and its derivatives, triazones, melamines, and carbamates, are used to cross-link cellulosic material. Although flagged for its environmental and health risks due to the release of formaldehyde, DMDHEU is the most often used cross-linker for cotton textile material. 96 Scheme 1 shows the reaction of DMDHEU with cotton cellulose.
Foam technology can be a viable alternative to traditional methods for improved mechanical properties of cross-linked textile materials. 97 Many studies have been conducted on foam-assisted easy-care or durable press finishing on cotton textile materials using DMDHEU. An osnaburg fabric, treated with a foamed solution of DMDHEU, was tested for its qualities and the distribution of reagent residues. Foam-finished fabric (35% WPU) met the standard uniformity criteria. 98
DMDHEU and modified DMDHEU were applied to cotton textiles utilizing a foam-finishing procedure. Both finishing agents appeared to have a more homogenous distribution when treated with foam application than the traditionally finished fabrics. More cotton cellulose was cross-linked throughout the fabric surface because of the more homogenous distribution of the finishing agents, resulting in a larger wrinkle recovery angle for foam-finished fabrics than for traditionally finished fabrics. 99
Later on, etherified DMDHEU was used as a cross-linking agent in the presence of a strength-retaining agent for foam-finishing cotton woven fabric. Compared to conventional padding system, foam-finished fabric provided more wrinkle recovery and improved tear and breaking strength. 97 Sarwar et al. 72 worked on durable press finishing of cotton denim fabric using dihydroxy ethylene urea (DHEU) by the foam-finishing system. From comparing the performance properties, it was clear that the tearing strength was better in the foam application system than in the conventional padding system. The authors attributed this improvement to the reduced WPU, even distribution of reagent, and regular cross-linking in the foam-finished fabric. 97
Physical properties of the cotton fabric, finished by foam application of formaldehyde, were explained in terms of processing factors in a study that employed statistical experimental design and multiple stepwise regression analysis. Results indicated that the combined effect of the curing temperature and the catalyst ratio was responsible for tensile and tearing strengths loss. 100 Later, the formaldehyde release property of finished fabric was studied and it was discovered that formaldehyde concentration combined with the WPU is responsible for formaldehyde release. 101
Flame retardancy is the ability to hinder or resist the spread of fire. Flame-retardant fabrics are used in various applications, including the production of firefighter and military/police uniforms. Common flame-retardant agents are sulfamic acid, ammonium sulfamate, zinc chloride, and phosphoric acid. They release acids upon heating, thus causing dehydration of cellulose and promoting char formation. To create flame-retardant cotton, 1–2% of the phosphorus content relative to the weight of the fabric is usually sufficient. 102 Phosphorus-based flame-retardant coatings to cotton textiles have been applied using foam application. The char length of foam-finished flame-retardant fabric was similar to that of a traditionally finished sample (Figure 13). The foam approach did not have a substantial advantage over the traditional process in terms of the flame-retardant property. 103
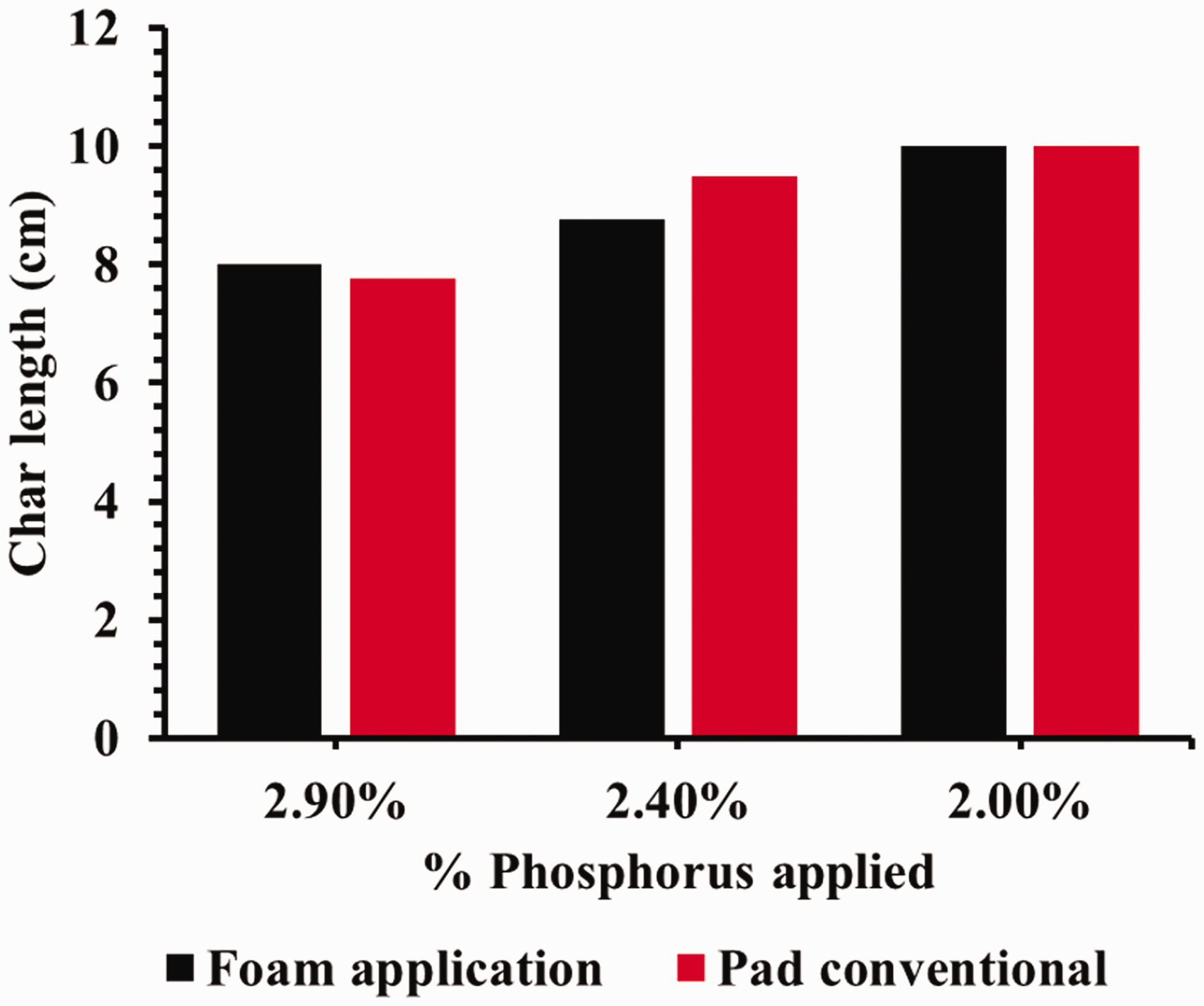
Char length of foam-finished and conventional pad-finished flame-retardant fabric. Adapted from Gregorian et al. 103
In another study, the authors prepared multifunctional cotton cloths using flame-retardant, antimicrobial, and water-repellent agents. For this, a foam system applied 400 g/L dialkyl phosphono carboxylic acid amide (flame retardant) to cotton fabric. The foam-finishing process gave similar char length (cm) and durability as the conventional pad-finished fabric (Figure 14). 31
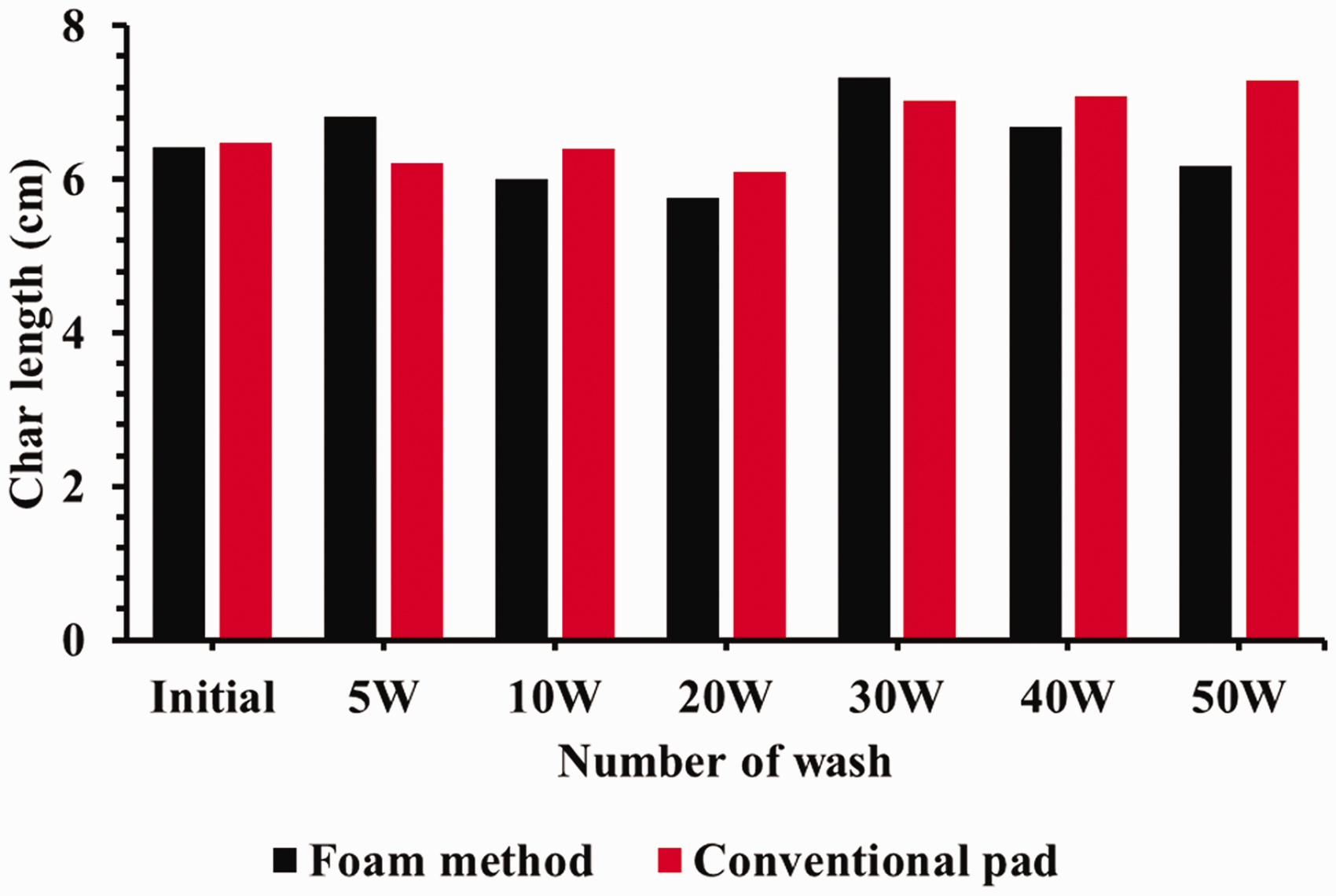
Durability of foam-finished and pad-finished flame-retardant fabric. Adapted from Basyigit et al. 31
Water and oil repellencies are important functional qualities that need to be considered for protective garments. 104 Fluorinated agents are the most extensively utilized finishes for textile processing because of their low surface energy (γC ∼ 15 dynes/cm or less), which allows them to resist both water and oils. 105 Several approaches have been adopted to produce water- and oil-repellent cotton fabric using foam technology.106–108
One-sided foamed application of fluorochemical (FC) on two different pre-treated cotton fabrics was investigated. The finished side exhibited outstanding water and oil repellency, whereas the side of the fabric to which the finish was not applied was water-absorbent. Water and oil repellency increased with the amount of fluorinated agent from 0.75 to 1.00 to 1.25% (Figure 15), as expected. 109
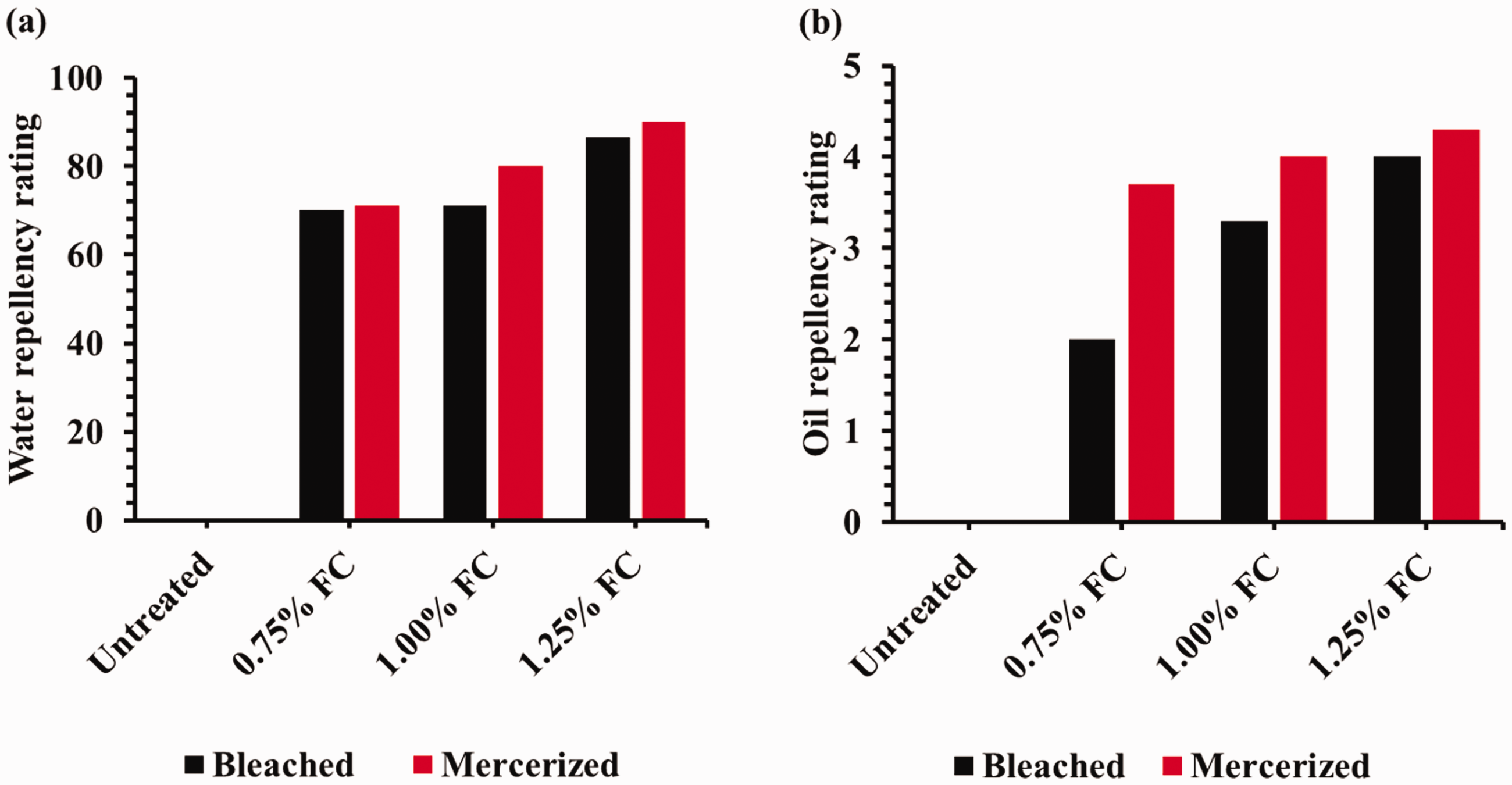
Water repellency (a) and oil repellency (b) ratings of fluorochemical (FC) finished fabric. Adapted from Wadsworth and Wey. 109
Another paper described a simple foam-finishing procedure to create single-faced superhydrophobic cotton textiles. The fluoropolymer emulsion foam was applied to cotton fabric and distributed using a knife coater over the fabric surface. The obtained material showed high hydrophobicity on the applied side, whereas the unapplied side remained hydrophilic (Figure 16). Fluoropolymer withstood up to five washing and drying cycles. 106
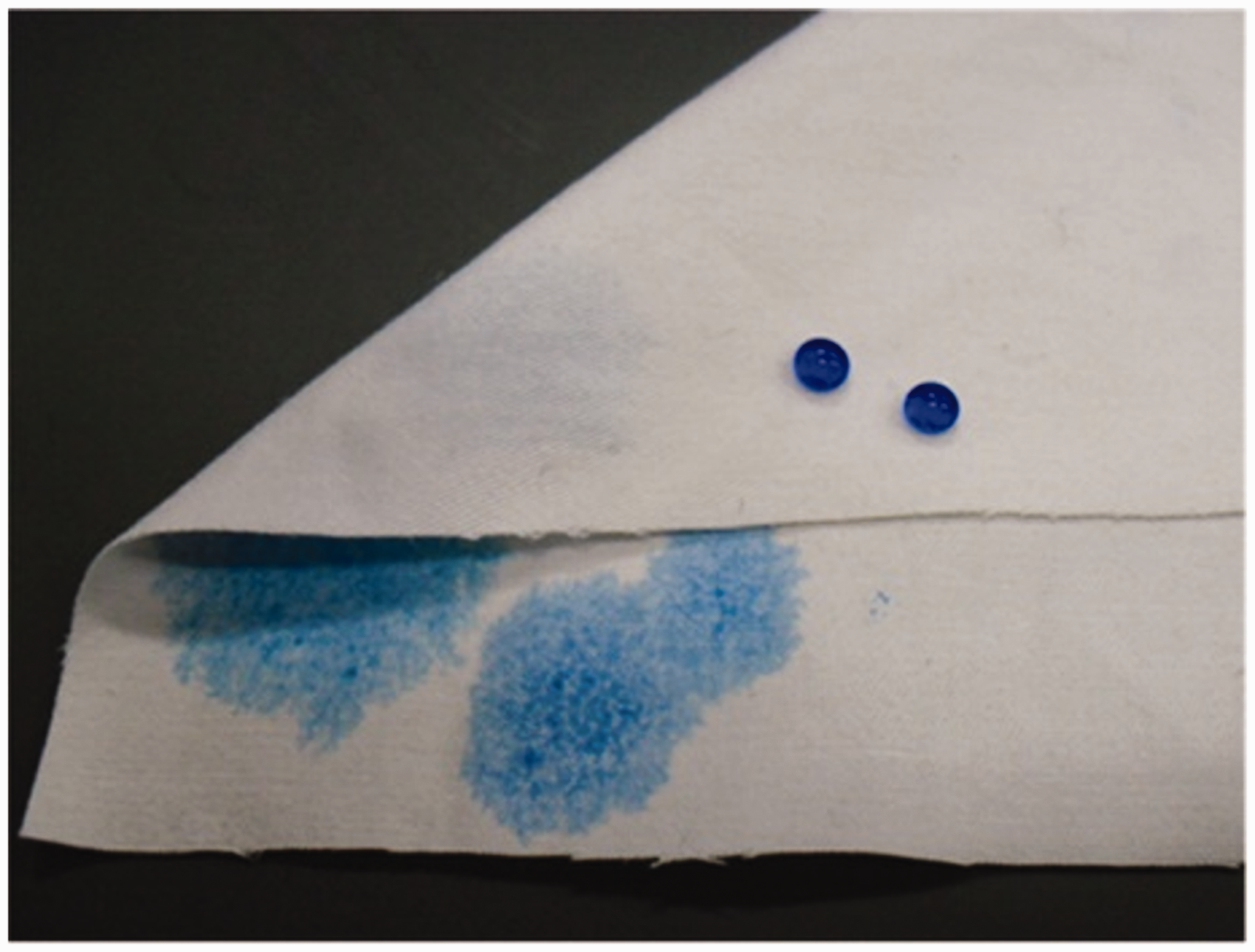
Optical picture demonstrating the asymmetric wettability of the cotton fabric. Reprinted with permission from Liu et al. 106 © 2012, American Chemical Society.
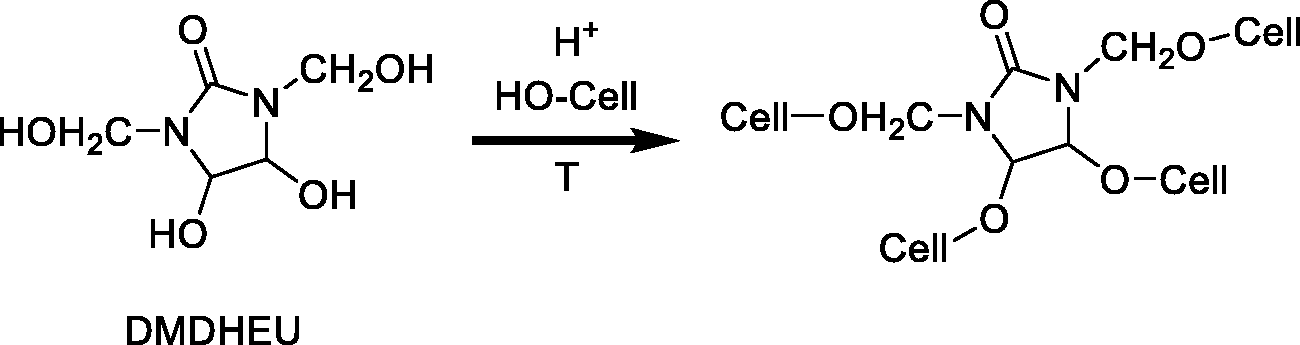
Crosslinking of cellulose with dimethyl dihydroxy ethylene urea (DMDHEU).
Conclusions and outlook on future research
Foam-finishing methods reduce the processing time, amount of required chemicals, water, and energy while producing a fabric with improved properties. The foam method works better where complete chemical penetration is not required, such as in sizing and resin finishing. Foam-finished textiles are more eco-friendly, economical, and functional than traditional padded textiles. Consumers are becoming more concerned about sustainability, particularly in growing countries like China, India, and Mexico, underlining the need for retailers to address the environmental effect of their products. According to new GreenPoint research, Americans look for ecologically friendly items and are ready to pay a premium. Brands may use foam dyeing technology to make garments, which will match consumer demand for environmentally friendly products. Wrangler is, to our knowledge, the first company to commit to releasing the first foam-dyed denim on the market. It teamed up with Texas Tech University (TTU) and Tejidos Royo, a Valencia-based textile manufacturer, to develop a foam-dyed, water-free technique that eliminated waste from conventional dyeing methods. According to Wrangler, their technology could save 8 billion liters of water per year only in the USA.
However, foam application is more challenging to control than aqueous pad application. Multiple parameters, such as foam stability, density, viscosity, and homogeneous bubble size, must be controlled. Selecting a foaming agent, a compatible thickener, and a stabilizer is necessary to achieve maximum benefit from foam media. Achieving deeper shades, level dyeing, and better colorfastness can be problematic in foam dyeing.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.