
Abstract
This study aims to develop dyeable modified polypropylene (PP) granules with disperse dye. The optimal dyeable modified PP granule process used polyester as a mixed copolymer. The purpose was to overcome the excessive difference between the polyester material melting point and PP melting point. The development of a low-melting modified co-polybutylene adipate terephthalate (Co-PBAT) was the key point. After the low-melting modified Co-PBAT was presented, PP and a PP grafting maleic anhydride compatibilizer were made into a composite by dual-screw mixing process. The disperse dye dyeability was reached by the molecular behavior of the Co-PBAT chain segment. The prepared material was applied to explore the thermal properties of modified ester pellets and the functional group was verified by Fourier infrared spectroscopy. In this study, the Taguchi method and principal component analysis were used to optimize the process parameter design of two quality characteristics; namely, the color strength and the polymer melt flow index (MFI). According to the results, the multi-quality optimization of the ester pellets consisted of a modified Co-PBAT melting point of 170°C, the modified Co-PBAT content of 9 wt%, the compatibilizer content of 3 wt%, and the mixing temperature of 205°C. The MFI of the regular PP polymer was 28.1 g/10 min, the color strength was 100 K/S. For the optimal process, the MFI of the PP/Co-PBAT dyeable granules was 37.88 g/10 min, and the color strength was 121.31 K/S. It could be observed that the developed polymer had good circulating workability and color strength.
Keywords
Polypropylene (PP) fiber has superior physical properties such as low specific gravity, high tensile strength, moisture conductivity, warmth retention, and flexibility, as well as abundant sources and a low fabrication cost. It can be extensively applied to the manufacture of home furnishings and textile industrial applications. With good practicality, it has become the polymer with the greatest development potential.1–4
Despite its unique characteristics, the dyeing of PP fabrics in water is almost impossible. 5 In addition to its high crystallinity, the lack of functional groups and the non-polar structure of PP make its fibers hard to dye.6–10
Previous studies have presented numerous methods of combining PP with polyester via melt mixing to dye PP using disperse dye. Bolhová et al. 11 mixed PP with different polyesters, such as polyethylene terephthalate (PET), polybutylene terephthalate (PBT), and polytrimethylene terephthalate (PTT), to obtain PP/polyether sulfone fiber, which were dyed by disperse dye. Zarger and Shoushtari 12 mixed PP, PTT, and organoclay to remedy the failure in dyeing PP. To improve the coloration of PP fiber, Mirjalili et al. 13 used different proportions of polyester and compatibilizer PP-graft-maleic anhydride (PP-g-MA) to spin fiber. Teli et al. 14 blended PP, fiber-grade PBT, cationic dyeable PET, and styrene to manufacture granules, which were then spun into fiber. The result showed that the PP fiber could be dyed by disperse dye. Kotek et al. 15 mixed PP with nylon 6 and PP-g-MA, and the prepared PP fiber could be dyed by disperse dye. Yu et al. 16 presented the blending of PP and atactic polystyrene hybrid with nano-ceria (CeO2) to prepare fine dyeable fiber. Teli and Desai 17 blended PP with PTT and demonstrated that the dyeability, color fastness to washing, and color fastness to light of the fiber increased with the PTT addition level. Burkinshaw et al. 18 mixed PP with stearate-modified hyperbranched polymer and showed that the addition of 3% stearate-modified hyperbranched polymer enhanced the dye uptake of the PP fiber without influencing the physical properties of the fiber. Tu and Wang 19 used acrylic acid (AA) and methacrylic acid (MAA) as monomers, styrene monomer as a comonomer, and dicumyl peroxide as an initiator to perform melt initiation graft copolymerization of PP. The monomer type and concentration were changed to improve the dyeability of the PP.
PP-g-MA is a good compatibilizer for the mixing of PP and polyester, and has been widely used in past development research. Rabiei et al. 20 used PP and nanoscale organic montmorillonite for melt mixing and used 0.5 Wt% PP-g-MA as a compatibilizer. Lima et al. 21 used glycidyl methacrylate (GMA) and 2-ethylhexyl acrylate (EHA) to improve the poor blending compatibility of PP and PET. The thermal gravimetric analysis result showed that the thermal properties of the PP were improved. To improve the compatibility between PP and PET, Akbari et al. 22 used PP-g-MA and found that the PP-g-MA improved their interfacial tension and workability. Zhou et al. 23 used a biaxial extruder, a thermoplastic co-polyester (TPEE), and a PP-g-MA blending system to prepare PP. The crystallinity of the blend decreased as the PP-g-MA content increased. Yen and Wang 24 used a biaxial extruder to melt and blend PP and PET of different weights and used PP-g-MA as a compatibilizer to improve the interfacial effect of the PP/PET blend and enhance the compatibility of the PP/PET admixture.
The water-free dyeing of PP fabric under supercritical carbon dioxide and the comparison with its aqueous analog have been previously discussed. 6 An easy and effective method was constructed to dye PP fiber with hydrazonopropane nitrile dyes without any modification under a water and scCO2 medium. The optimization of an eco-friendly dyeing process for PP fabrics with special new disperse dyes has been obtained. 5 The results have shown that the color strength and color fastness are better than that found with conventional PP fabric water bath dyeing.
Previous methods for improving the dyeability of PP fiber can be summarized as follows:
The incorporation of polymeric additives (e.g. nylon 6, PET, PTT, PBT, TPEE, organoclay, organic montmorillonite, and stearate-modified hyperbranched polymer). The surface modification of PP grafting with different compounds (e.g. AA, MAA). The water-free dyeing of PP fabric under supercritical carbon dioxide.
The melting of PP is very different from polymeric additives. It is likely to cause different flow abilities in melt mixing resulting in agglomeration or cladding. There is no previously published work presenting a low-melting modified co-polyester (a melting point from 150–170°C) to improve the dyeability of PP granules.
This study prepared a low-melting modified Co-PBAT by the condensation reaction of terephthalic acid, iso-phthalic acid, adipic acid,and butanediol (with a melting point of 150–170°C) to replace polyester with a high melting point. The compatibilizer was added during the melt mixing, and the low-melting modified Co-PBAT and PP were mixed thoroughly to result in a favorable dyeing effect.
In the production of PP/modified Co-PBAT/compatibilizer compound, there are many parameters in the development of dyeable PP, such as the low melting point-modified Co-PBAT ratio, the compatibilizer proportion, and the mixing temperature. Previous studies25–30 have found that the Taguchi method is the best way to solve single quality characteristic optimization problems. The experiments are designed using an orthogonal array, and the number of experiments is reduced effectively in the orthogonal concept. In this study, the influence of parameters on quality was calculated by main effect analysis and combined with the multi-quality optimization method to discuss the color strength and melt flow index (MFI) of dyeable PP.
Research methods
Theory of dyeing
PP fiber is a compact and highly crystalline non-polar fiber with a compact structure. Its chemical structure is shown in Figure 1.

Chemical structure of PP molecule.
Due to the lack of a dyeing base, high-temperature dyeing is used, and the fiber is treated at a high temperature to cause it to expand. As the fiber pores are opened, the dye molecules can enter the compact fiber molecules. The pores are restored when the temperature drops and the dye molecules are clamped into the fiber. In terms of the dyeing of polyester fiber by disperse dye, the ester group of the polyester fiber and the amine or carbonyl of the dye form a hydrogen bond, and the Van der Waals force between benzene rings can contribute to the combination of the dye and fiber molecules. Figure 2 shows the bonding mechanism of polymer and disperse dye in a schematic diagram of the combination. 31
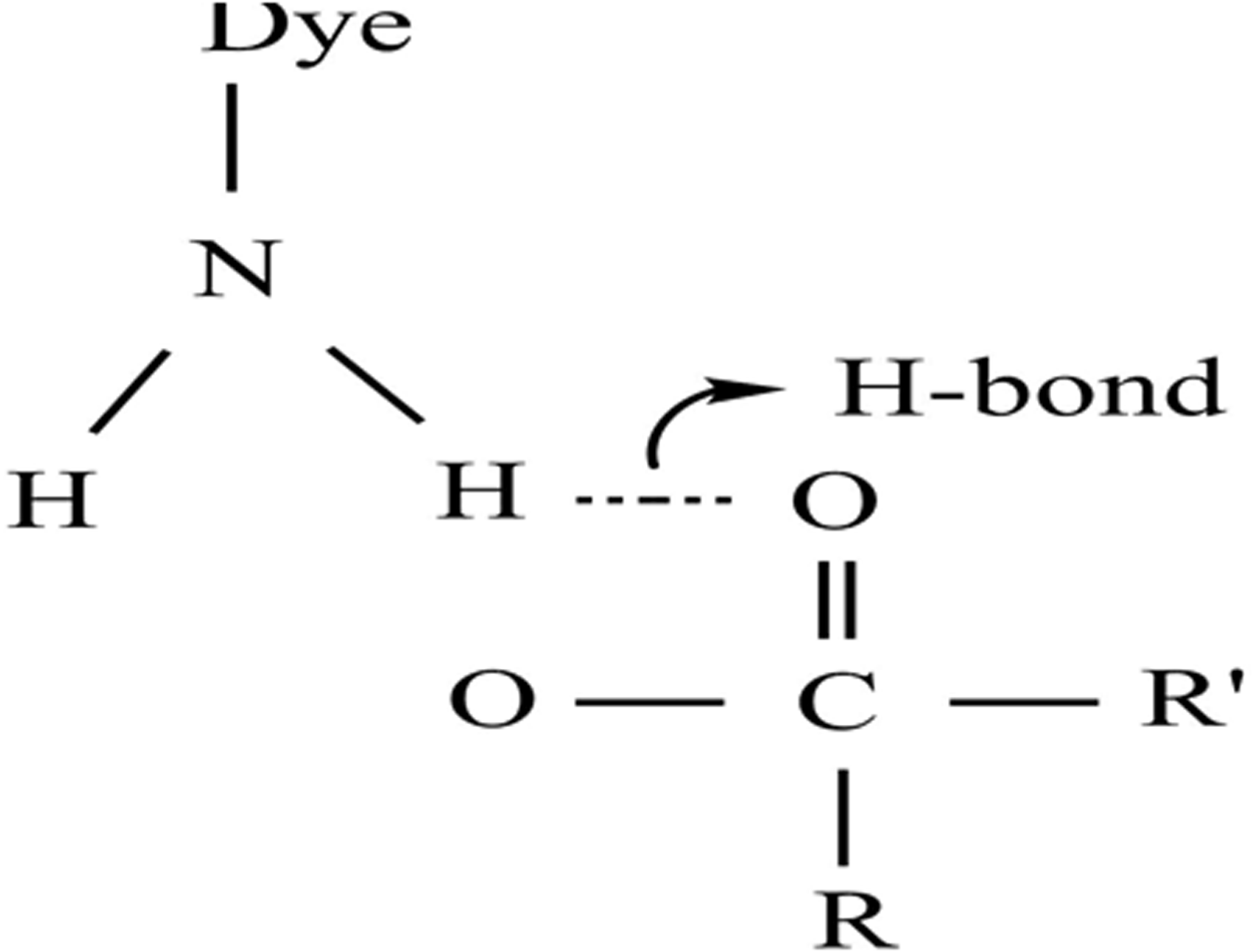
The bonding mechanism of polymer and disperse dye
PP fiber is a compact and highly crystalline non-polar fiber. Therefore, dye molecules are unlikely to enter the fiber, leading to poor dyeability. As the fiber has low hydrophilicity, it has a poor affinity for dyes and chemical additives, and it cannot be colored using traditional dyeing and printing methods. The carrier dyeing method for polyester fiber is inapplicable to PP fiber; thus, high-temperature high-pressure dyeing is required for the dyeing medium and for deep colors. The effect of high temperature increases the heat motion of the fiber molecules. The fiber pores are enlarged, and the dye molecules are diffused into compact fiber molecules. The pores are restored when the temperature drops, and the dye molecules are held and fixed into the fiber.
The dyeing conditions designed in this study are described below.
Dyeing method
The procedure of disperse dyeing is shown in Figure 3. First of all, 5 g of modified PP granules and a scouring agent (model no: T-300,Vimin textile chemicals Co.) 1 g/L at a bath ratio of 1:20 (modified PP granules: water for dyeing) are put in a small steel cup, and then the steel cup is put in a high-temperature dyeing machine, which is heated at a heating rate of 3°C/min to 98°C for a 20-minute refining wash, before the sample is taken out and washed with water. The modified PP granules are put in a small steel cup, mixed with a disperse dye 1.7% (model no: Navy blue e-SE,T&T Industries Co.), a leveling agent (model no.7011 LV-600,Vimin textile chemicals) 0.5 g/L, an acid release agent (model no: 8011 HAC, Echo Chemical Co.) 0.5 g/L, at a bath ratio of 1:20, and then the steel cup is put in a high-temperature, high-pressure dyeing machine that is heated at a heating rate of 2°C/min to 130°C. It is kept at this temperature for 30 min. The temperature is reduced to 85°C to discharge the raffinate, the modified PP granules are put in a small steel cup, mixed with soaping agent (Na2CO3): 3.0g/L, sodium hydrosulfite (Na2S2O4): 3.0g/L, and then the steel cup is put in the high-temperature dyeing machine, and heated to 85°C for reductive cleaning for 30 min. Afterward, the temperature is reduced, the sample is taken out and washed with water, and then it is dried to obtain the dyed sample. The dyeing and reductive cleaning formulae and conditions are shown in Table 1.

Dyeing heating curve
Formulae and conditions

A laboratory-type dyeing machine and disperse dye were used for dyeing. The heating curve of the disperse dye is shown in Figure 3.
Taguchi quality method
This study used the orthogonal array of the Taguchi method as the basis of the experimental design. The orthogonal array can reduce the number of required experiments greatly by the orthogonal levels of various factors, and the influence of the levels of various factors on the product quality can be calculated as well. The orthogonal array structure is represented by La(bc), in which subscript a represents the number of experiments, b represents the number of the level and superscript c represents the cCo-PBAT melting point, the modified Co-PBAT content, the phase solvent content, and the blending temperature on the color strength and MFI value of the blended material. Nine groups of experiments were designed using a Taguchi L9(34) orthogonal array, and the number of experiments was reduced from 81 to 9.
For dyeable modified PP development, a higher color strength and the polymer MFI are preferred. Therefore, the quality characteristics of the color strength and the polymer MFI are, respectively, the-larger-the-better and the-smaller-the-better. This study used the Taguchi signal to noise (S/N) ratio as a quality measurement unit, which is defined as follows28,29:
Larger-the-better characteristic:

The response graph and response table corresponding to various quality characteristics were made by the main effect analysis according to the result of the Taguchi method. The influence of various factor levels on the quality characteristics could be deduced from the table and the optimum factor level for the quality characteristics could be found.
Main effect analysis
The experiment was performed using to the experimental plan designed by the Taguchi orthogonal array and the experimental data of the parameter combinations in the orthogonal array were obtained. The S/N ratio factor response table was established to perform the main effect analysis. First, the quality indicator was calculated from the experimental data values. The calculations depended on the required larger-the-better characteristics. The average response value of various factor levels, as well as the main effect value ΔF of various factor levels, were determined. These data were made into the response table for the main effect analysis of various factors. The larger the main effect value ΔF of the factor was, the greater the effect of the factor on the system would be; on the contrary, the smaller the main effect value of the factor was, the lighter the effect of the factor would be on the system, and the quality improvement effect would be insignificant, as expressed in equations (2) and (3):


Principal component analysis (PCA)
This study discussed the influence of the modified co-polyester melting point, modified co-polyester content, phase solvent content, and blending temperature on the color strength and MFI value of the blended material, to determine the optimized parameter level combination. It has been indicated that PCA32-35 can solve the multiple quality characteristic optimization problems. The correlated responses will be transformed into independent quality indices which will be treated as a single objective function for optimization of the multi-response performance index. 35 The specific computing process of PCA is described below.
Step 1: The quality data of each group of experiments are listed and the average value of the quality characteristics and the S/N ratio are obtained from multiple samples in each group of experiments. This paper performed PCA based on the S/N ratio.
Step 2: The quality characteristic data are normalized by equation (4) from 0 to 1 to reduce the difference between quality characteristic data.

Step 3: The normalized data are put into equation (7) to obtain a matrix of correlation coefficient R:

Step 4: The eigenvalue and corresponding eigenvector are obtained using the matrix of the correlation coefficient. The first principal component or multiple principal components can be selected to explain the comprehensive indicator of the quality characteristics, and the explanatory ability of the i-th principal component in the total variation can be obtained by equation (6):

Step 5: The principal component score is determined, and the principal components Yi independent of each other are calculated to replace the original quality characteristics. The principal component score is obtained by equation (7), where X is the normalized data from equation (4) and Vi is the eigenvector:

Materials
PP
This study selected spinning-grade PP polymer (LCY Chemical Corp, model: HP561R), with a material melting point of 168.4°C and MFI of 28.1 g/10 min, as the key substrate.
Compatibilizer
This study used PP-g-MA (Jingqi Industry Co., Ltd., model MAPP), with a material melting point of 166.4°C and a MFI of 100 g/10 min, as the compatibilizer. Maleic acid (MA) is the most commonly used polar monomer for PP modification. The compatibilizer principle is that the PP and MA are combined by grafting after melt mixing. The acid anhydride group is polar, thus generating a carboxylic acid functional group and giving the PP polarity and a reactive group.
Low-melting modified Co-PBAT
The melting point of the low-melting modified Co-PBAT to be developed in this study was 150–170°C. Although the melting point was low, the difference from the PP melting point of 168.4°C was permissible and the working process was not influenced by the modification result. The key point of this study was to add different proportions of the fatty acid modifying agent during the modified Co-PBAT polymerization process. The crystallinity was damaged by the long hydrocarbon chain of AA, therefore the amorphous area of the modified Co-PBAT was enlarged. The melting point was lowered to enhance the circulating workability and dye adsorption rate. The modified Co-PBAT reaction mechanism is shown in Figure 4.

Low-melting modified Co-PBAT reaction mechanism
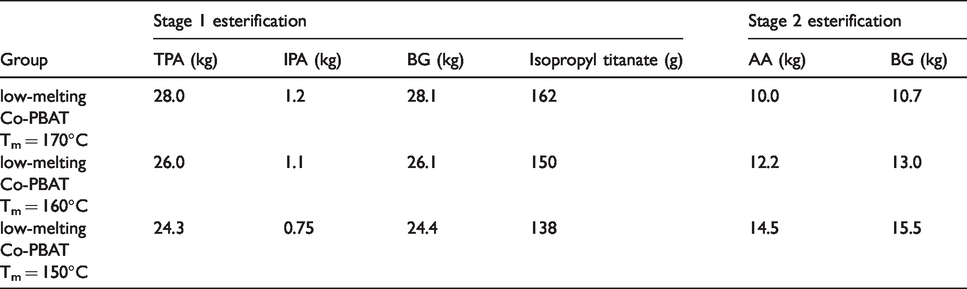
This study used esterification and polymerization of the low-melting modified Co-PBAT. In stage 1 of the esterification, the tere phthalic acid (TPA) was mixed with iso-phthalic acid (IPA), butylene glycol (BG), and an isopropyl titanate transesterification catalyst in the polymerization process. The esterification temperature was controlled at 180°C, and the copolymer of the PBT would be generated simultaneously during the esterification process.
In stage 2 of the esterification, the esterification temperature was increased to 200°C, added with AA and BG, and the esterification temperature was controlled at 225°C for esterification.
In stage 3 (polymerization), the isopropyl titanate catalyst and trimethyl phosphate stabilizer were used for condensation polymerization to obtain a copolymer consisting of low-melting PBT and polybutylene adipate. The reaction formulae are shown in Tables 2 and 3.
Two-stage esterification test material mix proportions
Polymerization test material mix proportion

Notes: The aforesaid polymerization lot is 56 kg, BG/TPA molar ratio = 1:1.6, BG/AA molar ratio = 1.5.
In the mixing process of PP granules and general polyester (polyester polymerization mainly uses terephthalic acid and ethylene glycol for condensation polymerization to synthesize diglycol terephthalate, and the ester pellet melting point is about 255°C), a relatively high addition level is likely to influence the MFI of PP granules, so the polyester must be mixed with a modifying agent, for example adipic acid (fatty acid), to reduce the ester pellet melting point. The melting point of the modified polyethylene terephthalate co-polyester is 185–200°C, 36 so the ester pellet drying requires a low temperature and takes a long time. This experiment uses a new polymerization process for condensation polymerization, using terephthalic acid, butanediol, and adipic acid. The melting point of the synthetic modified poly butylene terephthalate co-polyester is 150–170°C, and the ester pellets can be dried at 80–90°C. Therefore, the mixing process with PP granules is unlikely to influence the MFI of the PP granules, and the compatibility of the PP granules is enhanced.
Disperse dye
The disperse dye used in this study was Navy Blue e-SE, and the molecular formula was C14H9ClN2O4 for the dye test. The schematic diagram of the chemical structure is shown in Figure 5.
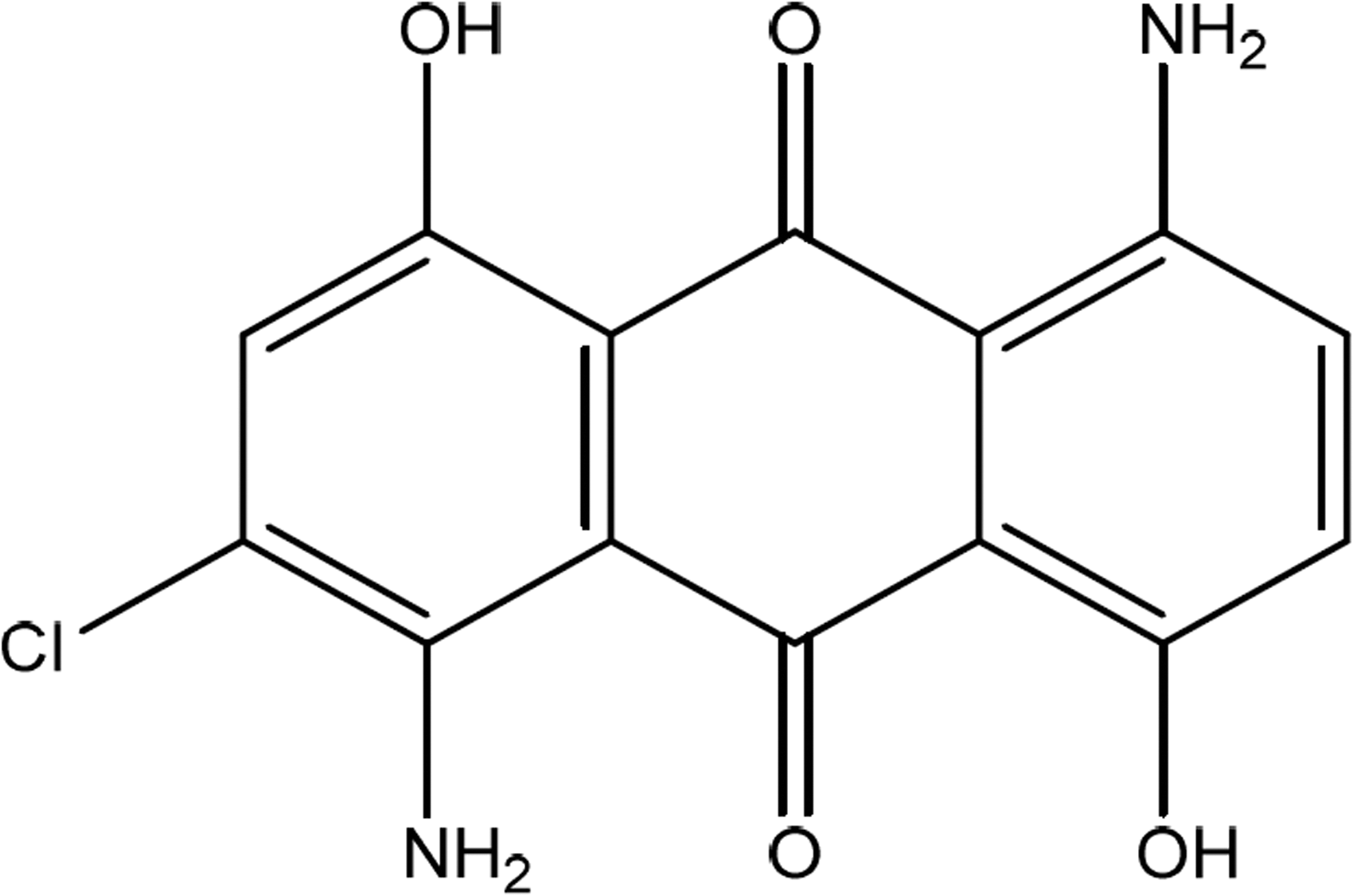
Structural representation of disperse dye Navy Blue e-SE
Dyeing assistant
A dye leveling agent 0.5 g/L (7011 LV-600) and acid-releasing agent (8011 HAC) were used as additives in the dyeing process of the disperse dye. The dye leveler was used in the process to promote the homogeneous dispersion of the disperse dye to prevent the agglomeration of the dye at high temperatures. The addition of the acid-releasing agent effectively controlled the coloring rate and enhanced the dye leveling.
Experimental details
Optimal experiment design of the dyeable PP production process
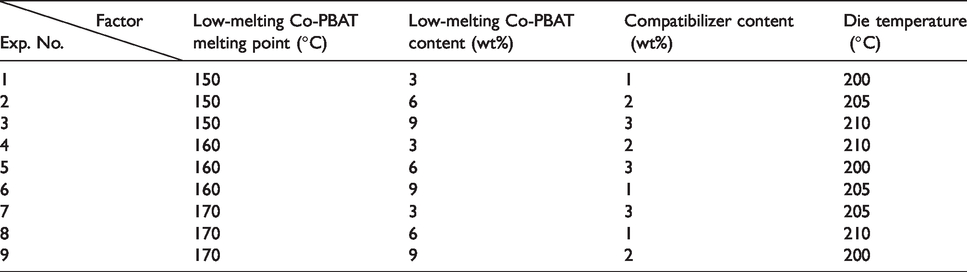
This study used a biaxial extruder for melt mixing the PP and low-melting Co-PBAT and used PP-g-MA as a compatibilizer. The biaxial screw speed is fixed at 400 rpm. The formula was based on an L18Taguchi orthogonal array. The Co-PBAT melting point, co-polyester content, compatibilizer content, and die temperature were the most important aspects of the blending process 31 and were used as control factors in this study. The MFI and color strength were used as quality characteristics. The designed experiments are shown in Tables 4 and 5.
Twin-screw extruder Taguchi factor and level planning

Twin-screw extruder Taguchi orthogonal array design planning
Color measurement
The reflectance data and color coordinates (CIE L*,a*,b*) of the dye samples were obtained using a Color-Eye 7000A reflectance spectrophotometer (X-rite, USA) using a 10° standard observer and illuminant D65. The color strength (K/S) of each dye sample was calculated using the Kubelka–Munk equation:

Results and discussion
Color strength optimality analysis
The color strength was detected using a Datacolor 400TM from Datacolor Inc. The experimental data of the color strength of various experiments of the L18 Taguchi design were calculated using main effect analysis, as shown in Table 6. The response table and response graph of the color strength optimality analysis are shown in Table 7 and Figure 6.
Color strength experiment
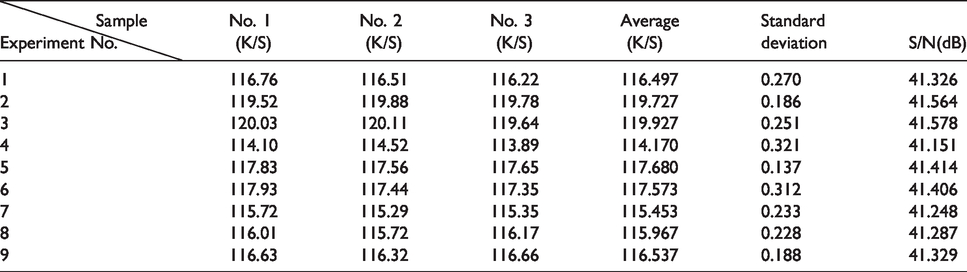
Color strength response table
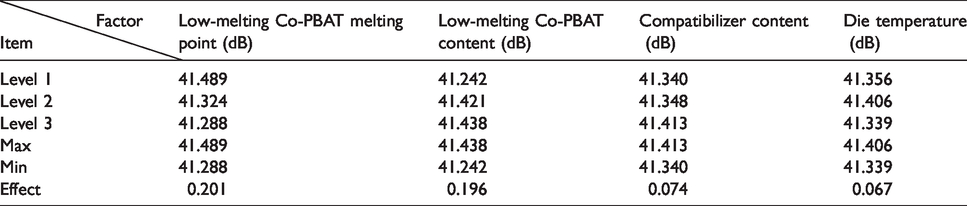

Color strength response graph.
The response table and response graph show that the optimum factor levels were A1, B3, C3, and D2, representing the modified Co-PBAT melting point of 150°C, the modified Co-PBAT content of 9 wt%, the compatibilizer content of 3 wt%, and the mixing temperature of 205°C. The control factors in the order of influence were modified Co-PBAT melting point > modified Co-PBAT content >compatibilizer content > mixing temperature.
MFI optimality analysis
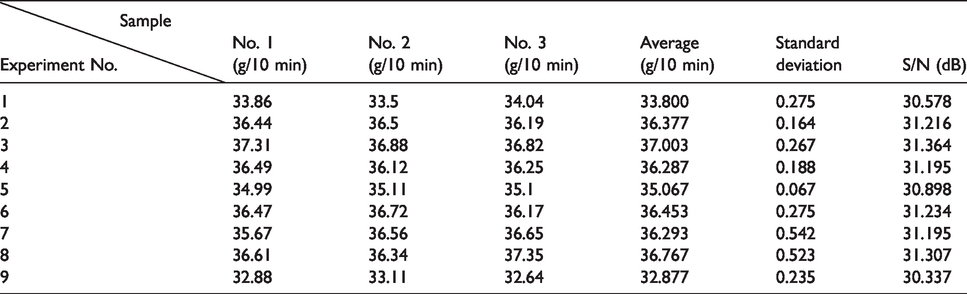
The MFI was detected using a GT-7100-MIB melt flow indexer from Gotech Testing Machines Inc. The experimental data of the MFI for the various experiments of the L18 Taguchi design were calculated using main effect analysis, as shown in Table 8. The response table and response graph of the MFI optimality analysis are shown in Table 9 and Figure 7.
MFI experiment
MFI response table

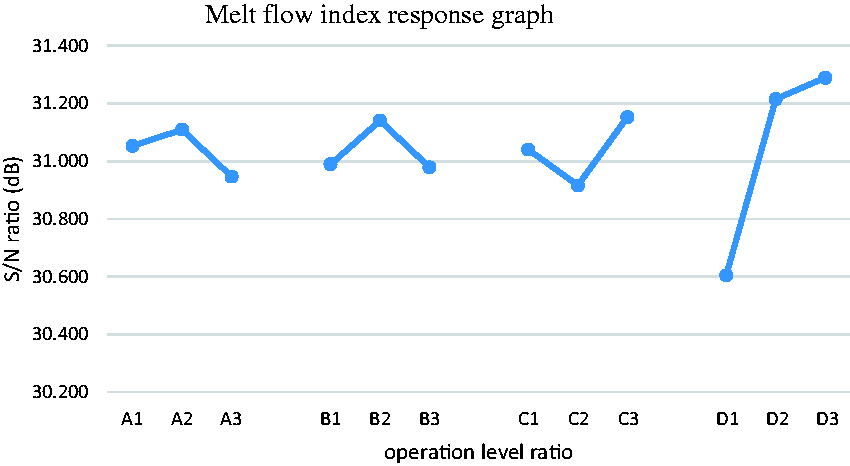
MFI response graph
The response table and response graph show that the optimum factor levels were A2, B2, C3, and D3, representing the modified Co-PBAT melting point of 160°C, the modified Co-PBAT content of 6 wt%, the compatibilizer content of 3 wt%, and the mixing temperature of 210°C. The control factors in the order of influence were mixing temperature > compatibilizer agent content > modified Co-PBAT melting point > modified Co-PBAT content.
Multi-optimum parameter combination with PCA
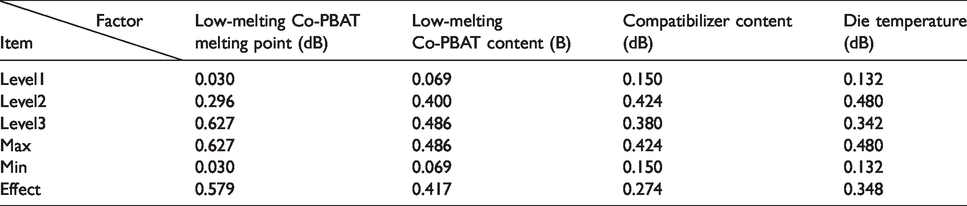
This study used PCA to obtain the multi-optimum parameter combination, which was defined as the multiple performance characteristics index (MPCI) from two quality characteristics, namely, the MFI and color strength of the optimal ester pellets. The MPCI was calculated, and the results are shown in Table 10 and Figure 8.
The response table of MPCI
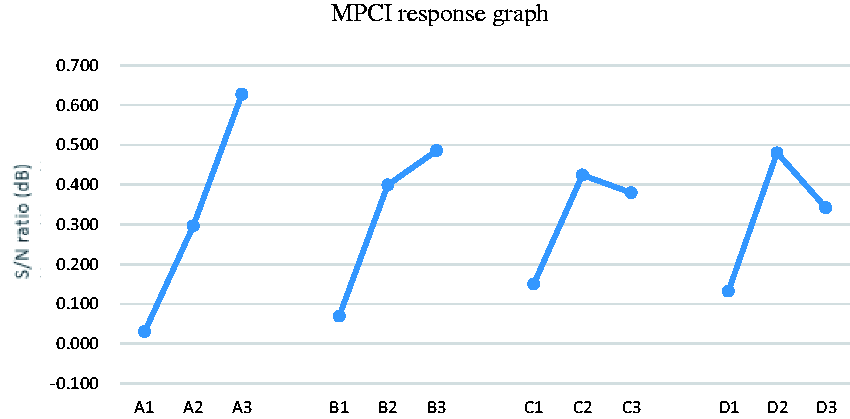
The response graph of MPCI.
As shown in the response table and graph, the multi-quality optimization parameters of the ester pellet were the modified co-polyester melting point of 170°C, the modified co-polyester content of 9 wt%, the compatibilizer content of 3 wt%, and the mixing temperature of 205°C. According to the optimization parameters, the optimization modified PP was produced and compared with pure PP, as shown in Table 11.
Properties comparison analysis
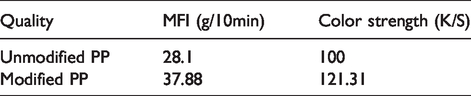
The result proved that the MFI and color strength of the unmodified PP polymer was 28.1 g/10 min and 100 K/S. The MFI and color strength of the PP/Co-PBAT dyeable granules of optimization process was 37.88 g/10 min and 121.3 K/S, respectively. It was observed that the developed polymer had favorable circulating workability and color strength. The dyeable modified PP granules with disperse dye, Red, Blue, and Green color, are shown in Figure 9.

The dyeable modified PP granules with disperse dye, Red, Blue, and Green color.
The pyrolysis temperatures of the low-melting Co-PBAT, modified PP, and unmodified PP developed in this study were analyzed using a thermogravimetric analyzer (TA-Q500), as shown in Table 12.
Thermogravimetric analysis of related polymers

According to Table 12, the unmodified PP and modified PP developed in this study had similar pyrolysis points that could be processed below 274°C. The pyrolysis temperature of the low-melting Co-PBAT was higher than 318°C, therefore it could be processed at the tested processing temperature in this study.
The melting temperature and crystallinity of the unmodified PP, low-melting Co-PBAT, and modified PP developed in this study were analyzed using a differential scanning calorimeter (Perkin Elmer 4000), as shown in Table 13.
Differential scanning calorimeter results of polymers

Table 13 shows that the crystallization temperature of the modified PP developed in this study was similar to that of the unmodified PP and that the crystallinity was lower than the unmodified PP, meaning the modified PP had a better dyeing effect in amorphous regions than the unmodified PP. The melting point of the low-melting Co-PBAT developed in this study could be accurately controlled below 2.5%.
The functional groups contained in the pure PP and modified PP developed in this study were analyzed by Fourier-transform infrared spectroscopy (FTIR) (Digilab FTS-1000), as shown in Figures 10 and 11.
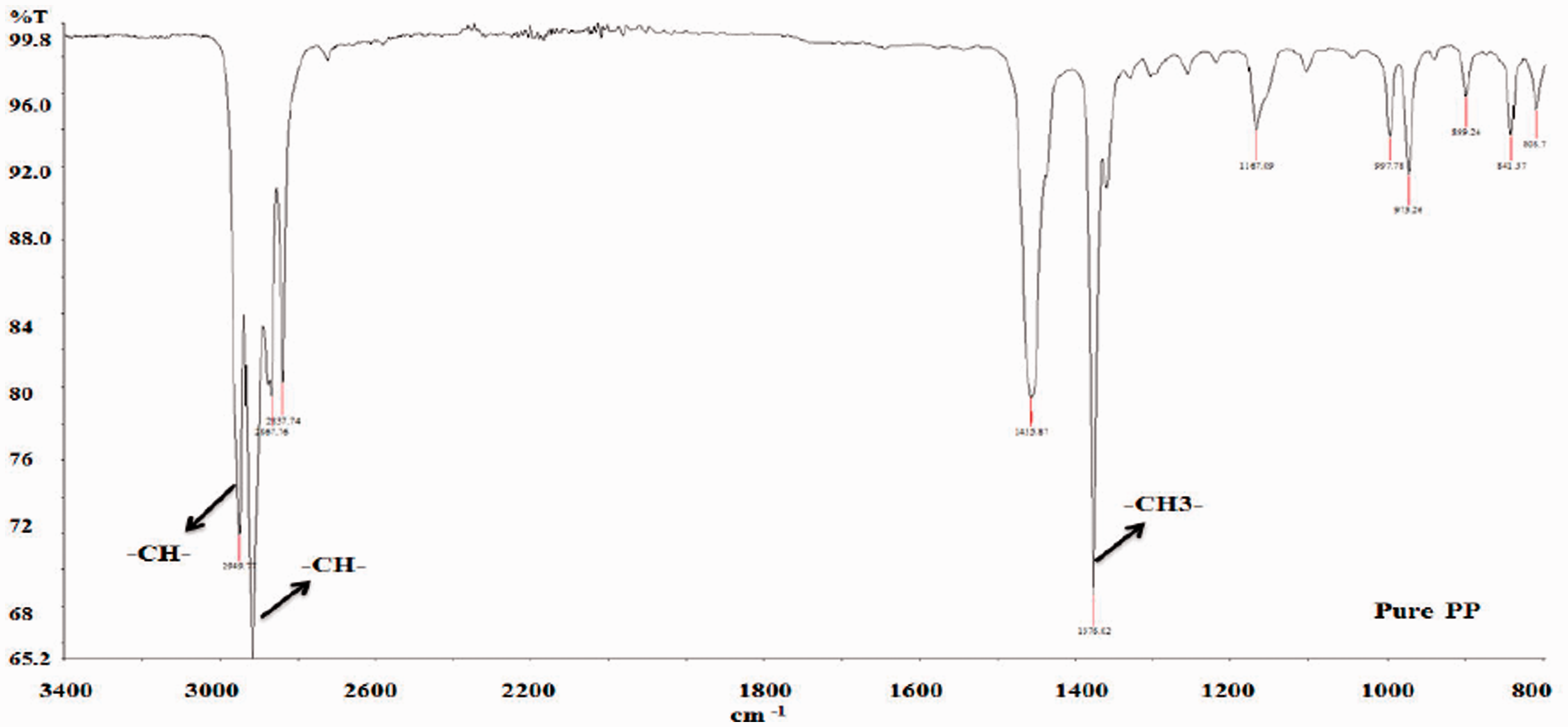
FTIR analysis result of unmodified PP.
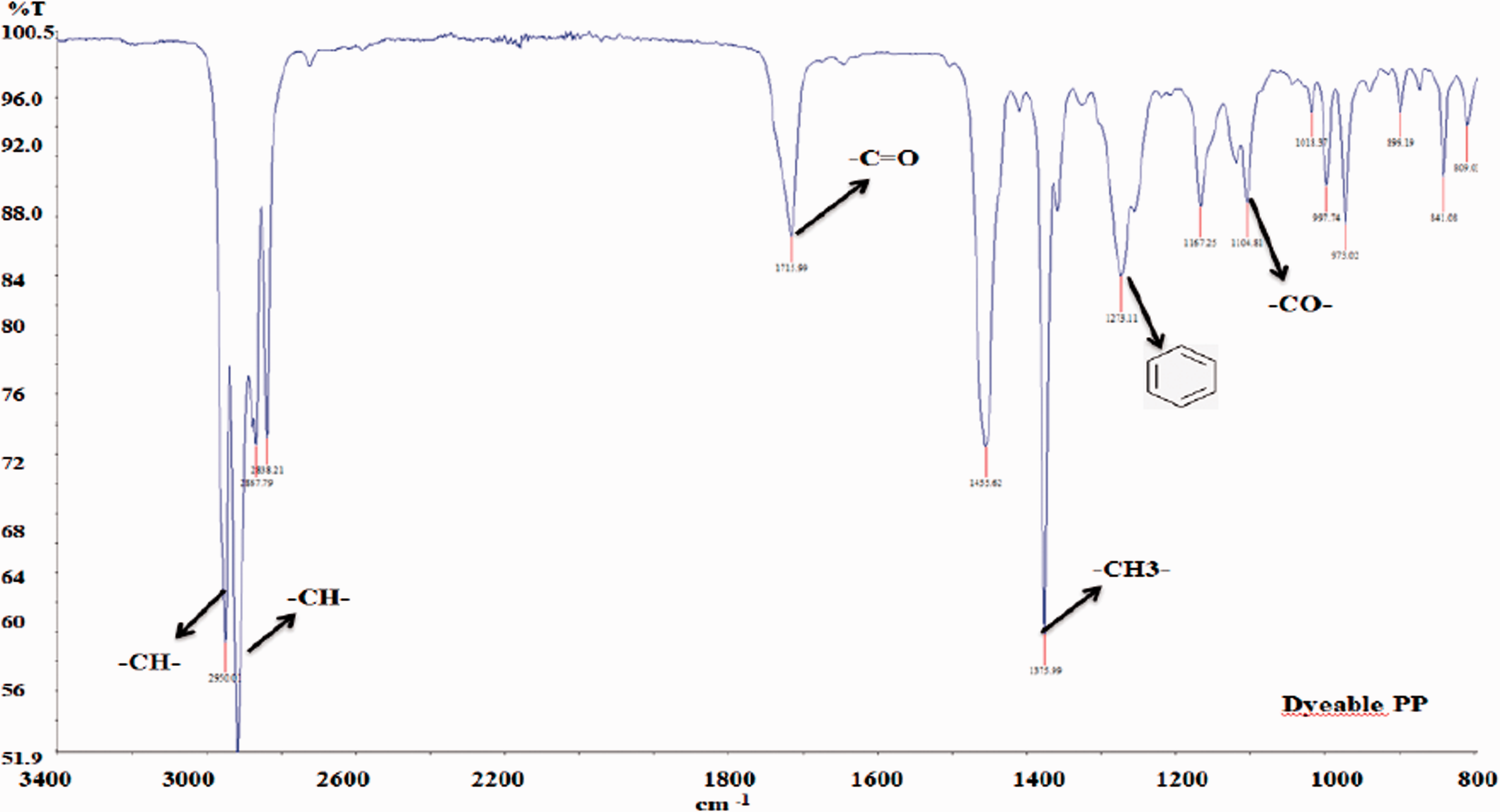
FTIR analysis result of modified PP.
According to Figures 10 and 11, the modified PP only contained -CH- and -CH3- non-polar groups and could not provide a functional group for bonding the dye; thus, the dyeing failed. The modified PP had the characteristic absorption peak of a benzene ring functional group at a wavelength of 1246–1257 (cm-1) and a characteristic absorption peak of the ester group functional group at 1708–1716 (cm-1), meaning that the modified PP was successfully mixed with the low-melting Co-PBAT. The PP thus contained a polar group and generated a hydrogen bond with disperse dye to attain the dyeing effect.
The PP and low melting point co-polyester were grafted with a PP-g-MA compatibilizer and compounded by twin-screw mixing. A scanning electron microscope (SEM, Hitachi TM3000) was used to observe the surface morphology, as shown in Figure 12. In Figure 12, (a) is the PP, low-melting modified Co-PBAT(Tm=150°C) with PP-g-MA; (b) is the PP, low-melting modified co-polyester (Tm=160°C) with compatibilizer; (c) is the PP, low-melting modified Co-PBAT(Tm=170°C) with compatibilizer; and (d) is the PP, regular PET (Tm=255°C) with compatibilizer. It could be observed that the ester particles shown in Figure 12(d) had a large difference in particle size. The low-melting polyester shown in Figure 12(a–c) was more uniform, while that shown in Figure 12(d) could easily affect the spinnability due to the large particle size difference.
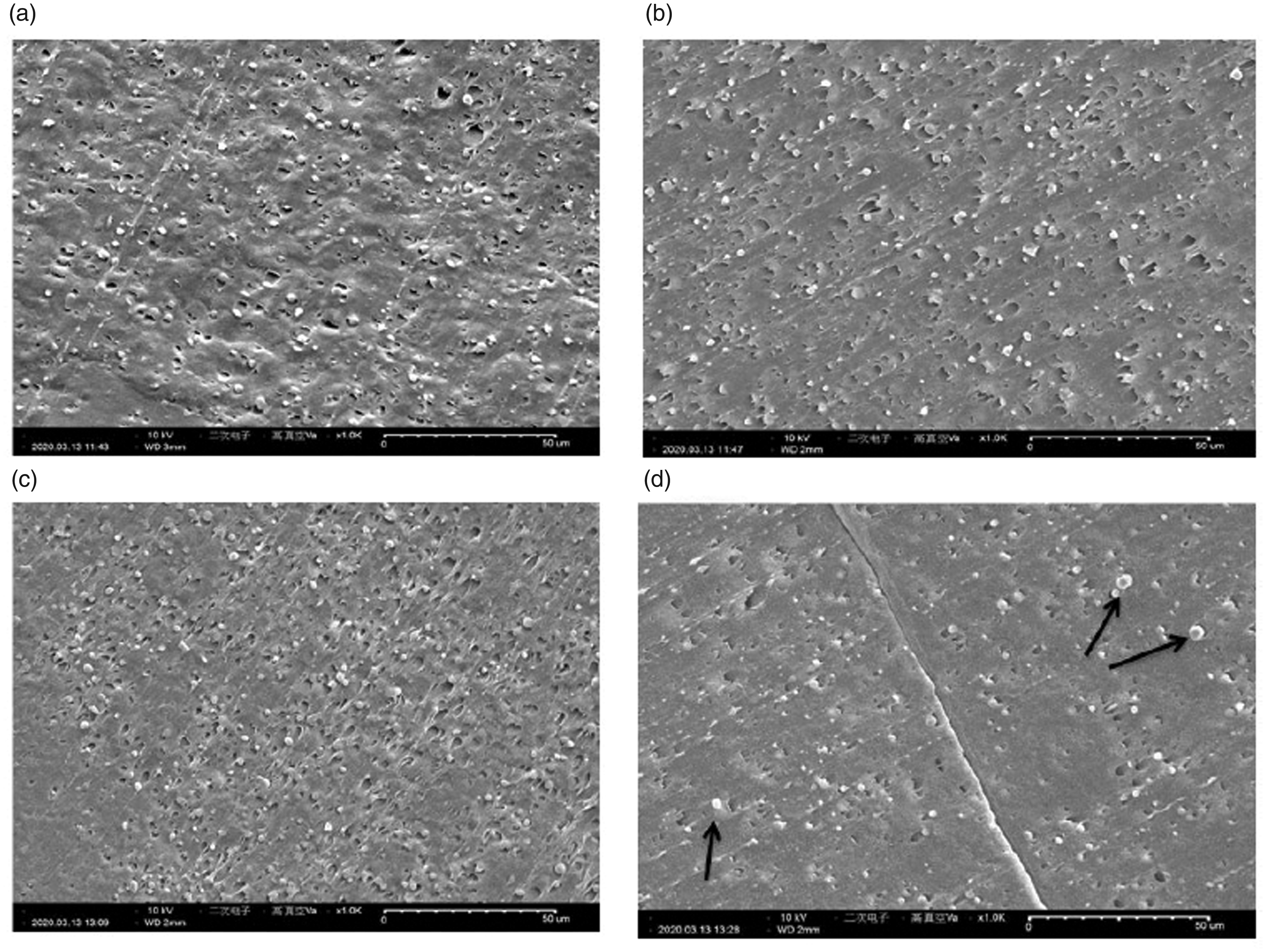
The surface morphology observed through SEM after twin-screw mixing from PP, low-melting modified Co-PBAT and compatibilizer (magnification of electron microscope: 1000×).
Conclusion
The optimal PP dyeable granule process used PET as a mixed copolymer. First, the PP, low-melting Co-PBAT, and PP-g-MA compatibilizer were made into a composite through the twin-screw mixing process, and this composite could then be dyed by disperse dye based on the molecular behavior of the Co-PBAT chain segment. The conclusions were as described below.
The experimental result of the thermal analysis showed that the melting point of the optimal dyeable PP polymer developed in this study was similar to that of pure PP. However, the crystallinity was lower, the area of the amorphous region was enlarged, and the dye absorption performance was good. According to the FTIR analysis result, the optimal dyeable PP polymer contained -CO-, a benzene ring, an ester group, and the inherent -CH3- and -CH- functional groups of PP, proving that it could be dyed by disperse dye. According to the MFI test result, the low-melting Co-PBAT developed in this study had a favorable flow property, and the copolymer MFI was increased greatly after the copolymerization mixing process with PP. When the Co-PBAT melting point was 160°C, the MFI was higher, meaning that the ester pellet had better workability, and the MFI increased with the co-polyester addition level. According to the color strength test result, the low-melting Co-PBAT developed in this study had a favorable dye uptake and the color strength was enhanced greatly after the copolymerization mixing process with PP. When the Co-PBAT melting point was 150°C, the color strength was higher, meaning that the color strength increased with the Co-PBAT addition level. The results of the multi-quality optimization ester pellets revealed a modified Co-PBAT melting point of 170°C, a modified Co-PBAT content of 9 wt%, a compatibilizer content of 3 wt%, and a mixing temperature of 205°C. The results proved that the MFI of the unmodified PP polymer was 28.1 g/10 min, the color strength was 100 K/S, and the MFI of the PP/Co-PBAT dyeable granules of the optimization process was 37.88 g/10 min. The color strength was 121.31 K/S, meaning that the developed polymer had favorable circulating workability and color strength. The FE-SEM observation results showed that the ester particles of the PP, the modified low-melting Co-PBAT, and the compatibilizer had a uniform particle size. The ester particles of the PP for the regular PET could significantly affect the spinnability due to the large particle size difference.
This study aimed to develop modified PP granules dyeable with disperse dyes. In part II of this study, the dyeable PP was endowed with the far-infrared function through the modification of the composite material. The development of fabrics with warmth and heat-release effects confirmed that the dyeable PP developed in this research could have practical applications in the textile industry.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The research was supported by the Ministry of Science and Technology of the Republic of China under Grant No. 108-2221-E-011-073.