
Abstract
A novel eco-friendly and durable superhydrophobic and flame-retardant cotton fabric with fluorine-free, halogen-free was prepared via step-by-step dip-coating and spraying technology. At first, common cotton fabric was impregnated in the flame-retardant ethoxysilane-terminated phosphate polyurethane. Afterwards, methanol mixture containing silica nanoparticles, methyl triethoxysilane, and dihydroxy-terminated polydimethylsiloxane was sprayed on the surface of the cotton fabric. Finally, a flame-retardant cotton fabric with micro-nano rough surface and low surface energy was formed. The resulting superhydrophobic and flame-retardant cotton fabric exhibited superamphiphobicity with the contact angle and sliding angle of 160° and 6°, respectively, while flame retardancy with limited oxygen index of 28.1%. and flame self-extinguishing. Furthermore, this superhydrophobic and flame-retardant cotton fabric showed robust superhydrophobicity and flame-retardancy after undergoing 1000 cycles of abrasion, 60 min of ultrasonic washing and 50 standard machine washing cycles, in sequence, indicating its potential as a multifunctional protective textile fabric. Additionally, the method proposed in this study can effectively solve durability and environmental problems currently faced by the coated fabric with superhydrophobicity and flame-retardancy.
Introduction
For protective household fabrics or functional wearable fabrics, more abundant functions should be shown, especially in the special protection fields such as fire protection, chemical protection, anti-terrorism, etc. Superhydrophobic and flame-retardant fabric can provide effective protection for the wearer against fire, toxic substances, or corrosive liquids, while maintaining breathability and comfort. Therefore, it is a great practical significance for textiles to have both flame-retardancy and superhydrophobicity.1–3
How to improve the flame-retardant properties of fabrics has always been a hot topic in the textile research field. 4 Although the halogen flame-retardants which are widely used in the early stage have the advantages of high efficiency and moderate price, 5 hydrogen halides, 6 dioxins, and other carcinogens 7 are easily released when they are burned, which causes serious harm to human health and environmental pollution. Therefore, it is necessary to develop new products to substitute the halogen flame-retardants. To replace halogen flame-retardants, people have conducted in-depth research and analysis on the mechanism and synergistic effects of various eco-friendly composite flame-retardants such as phosphorous-silicon,8–10 boron-nitrogen, 11 and phosphorus-nitrogen.12–15 Among them, phosphorus-nitrogen flame-retardants have the biggest application prospect in the textile field. Researchers have adopted the dipping method, 16 layer-by-layer assembly, sol-gel,17,18 and other finishing methods to improve the synergistic effect of the acid source/carbon source/air source in the flame-retardant. 19 However, these flame-retardant fabrics made by the above methods have obvious disadvantages such as poor dispersibility, washing resistance, and wear resistance. Hence, it is essential to conduct research on flame-retardants or flame-retardant mechanisms with a stronger mutual binding force. Furthermore, superhydrophobic textiles are also research hotspots in the textile field. A superhydrophobic surface is usually achieved by reducing the surface energy or increasing the surface roughness of the material. There are a variety of methods to fabricate superhydrophobic textiles, which including the template method, 20 vapor deposition, 21 chemical etching. 22 sol-gel,23–25 spray technology, 26 etc. However, superhydrophobic fabrics prepared by these methods usually lack good mechanical friction or washing resistance.27,28 To solve this problem, scientists have made various attempts to improve the durability of superhydrophobic materials, such as polymer adhesion,29,30 chemical grafting,31,32 UV light curing,33,34 etc. to form chemical bonds between the substrate and the hydrophobic material. How to effectively combine the materials with low surface energy with the fabric substrates is still a research problem. However, it is an effective solution to construct enough functional groups on the fabric substrate that can react with the modified material. In recent years, a series of superhydrophobic and flame-retardant fabrics have been prepared by hydrophobic treatment on the surface of the flame-retardant material or the flame-retardant functional layer,35–37 which means that it is also necessary to consider issues such as dispersibility, washability, and friction resistance.38–40 On the other hand, the introduction of halogen-containing materials will cause problems of environmental pollution and higher cost. 1 Therefore, how to ensure the durability and environmental protection of superhydrophobic and flame-retardant fabric is still an urgent problem.
In this study, we proposed a targeted solution. An eco-friendly and halogen-free coating on cotton fabric with excellent durability, superhydrophobicity, and flame-retardancy was made successfully on cotton fabrics as shown in Figure 1(a) and (b). First, we impregnated the surface of cotton fabric with ethoxysilane-terminated phosphate polyurethane (SPPU) to make firm SPPU cotton fabric (SPPU-C) based on the strong adhesion of polyurethane materials. Then spray a mixture of silica nanoparticles (SNPs), methyl triethoxysilane (MTES), and dihydroxy-terminated polydimethylsiloxane (HPDMS) to the surface of SPPU-C. Finally, it is placed in an ammonia chamber for catalytic treatment, and superhydrophobic and flame-retardant cotton fabric (SHFR-C) is obtained. A scanning electron microscope (SEM), X-ray photoelectron spectroscopy (XPS), and Fourier-transform infrared (FTIR) spectroscopy were used to characterize the fabric, which proved the existence of strong chemical bonds in the coating. The use of the vertical flame test and limited oxygen index (LOI) test to prove the excellent flame-retardant properties of the fabric, and analysis of the burnt carbon residue revealed the flame-retardant mechanism of the fabric. The superhydrophobicity of the fabrics are characterized by a contact angle measuring instrument. The above SHFR-C can withstand more than 1000 abrasions. Besides, it is still hydrophobic and flame-retardant after 60 min of ultrasonic washing or 50 cycles of standard mechanical washing, which shows the potential for multifunctional protective textiles. Moreover, the preparation method and mechanism of the superhydrophobic and flame-retardant coating proposed here have guiding significance and social merit in terms of improving the bonding fastness and stability of the coating.
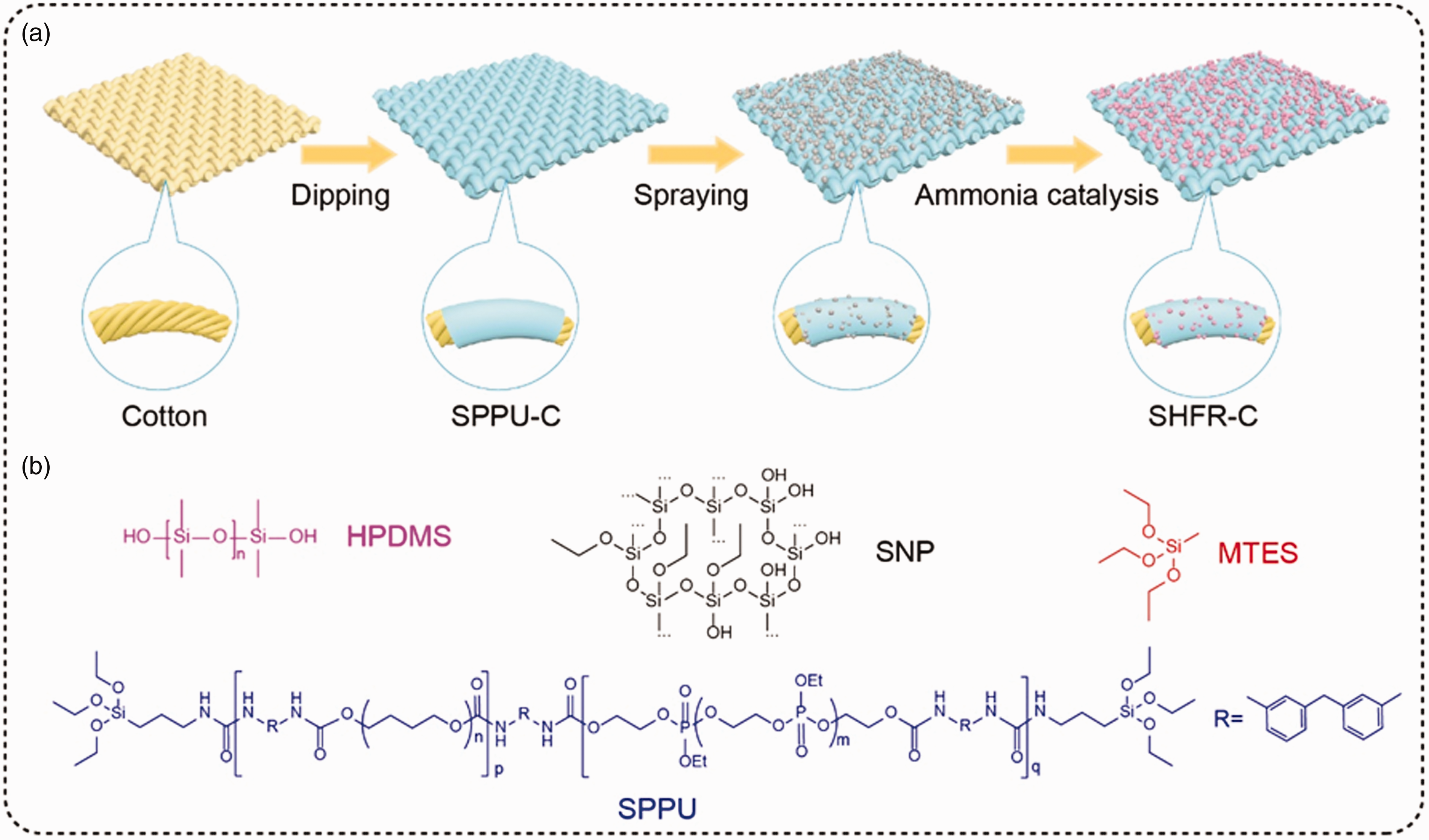
(a) Schematic illustration of the preparation of superhydrophobic and flame-retardant cotton fabric (SHFR-C); (b) the chemical structure of dihydroxy-terminated polydimethylsiloxane (HPDMS), silica nanoparticle (SNP), methyltriethoxysilane (MTES), and ethoxysilane-terminated phosphate polyurethane (SPPU).
Experiment
Materials
Polytetramethylene ether glycol (PTMEG-1000) was procured from Mitsubishi Chemical. Exolit OP-550 was provided by Clariant Chemicals (China) Ltd. Methylene diphenyl diisocyanate (MDI) was offered by Yantai Wanhua Chemical (China). Dihydroxy-terminated polydimethylsiloxane (HPDMS, Mw = 400) was bought from Wuxi Quanli Chemical Co., Ltd (China). N, N-dimethylformamide (DMF), 3-aminpropyltriethoxysilane (APTES), methyl ethyl ketone (MEK), methanol, toluene, ammonium hydroxide, ethanol, tetraethyl orthosilicate (TEOS), methyltriethoxysilane (MTES) were purchased from Sinopharm Chemical Reagent Co., Ltd (Shanghai, China). All chemicals were analytical grade chemicals. The cotton fabric (a twill fabric woven from 32S cotton yarn with the warp and weft densities are 50 and 30 per cm respectively, and the weight is 180 g/m2) was ultrasonically cleaned with acetone before treatment, ethanol and distilled water (90°C) for 20 min in turn to remove impurities.
Synthesis of SPPU
As shown in Figure 2(a), 5 g MDI, 9.24 g Exolit OP-550, 2 g PTMEG-1000 and 5 g DMF after vacuum dehydration were added to the four-necked flask in sequence. Under the protection of high purity nitrogen, the mixture was stirred at 80°C for 30 min. After the viscosity of the system was stabilized, 20 g DMF was gradually added. When the viscosity stabilized again, 25 g DMF and 50 g MEK were gradually added. After 6 h of reaction, when the temperature dropped to 30°C, 1.77 g APTES was added into the system, and allowed to react with the other reagents for 15 min. Finally, we added 20 g toluene and stopped the test.
Synthesis of SNP
As shown in Figure 2(b), the SNP mixture was synthesized according to the methods in the literature. 41 A quantity of 4 ml of TEOS was added to 50 ml of ethanol which contained 4 ml of NH3·H2O as the catalyst. Then, the mixture was stirred with a magnetic stirrer for 3 h to obtain SNP. Finally, the obtained SNP was purified by centrifugal washing three times in absolute ethanol.
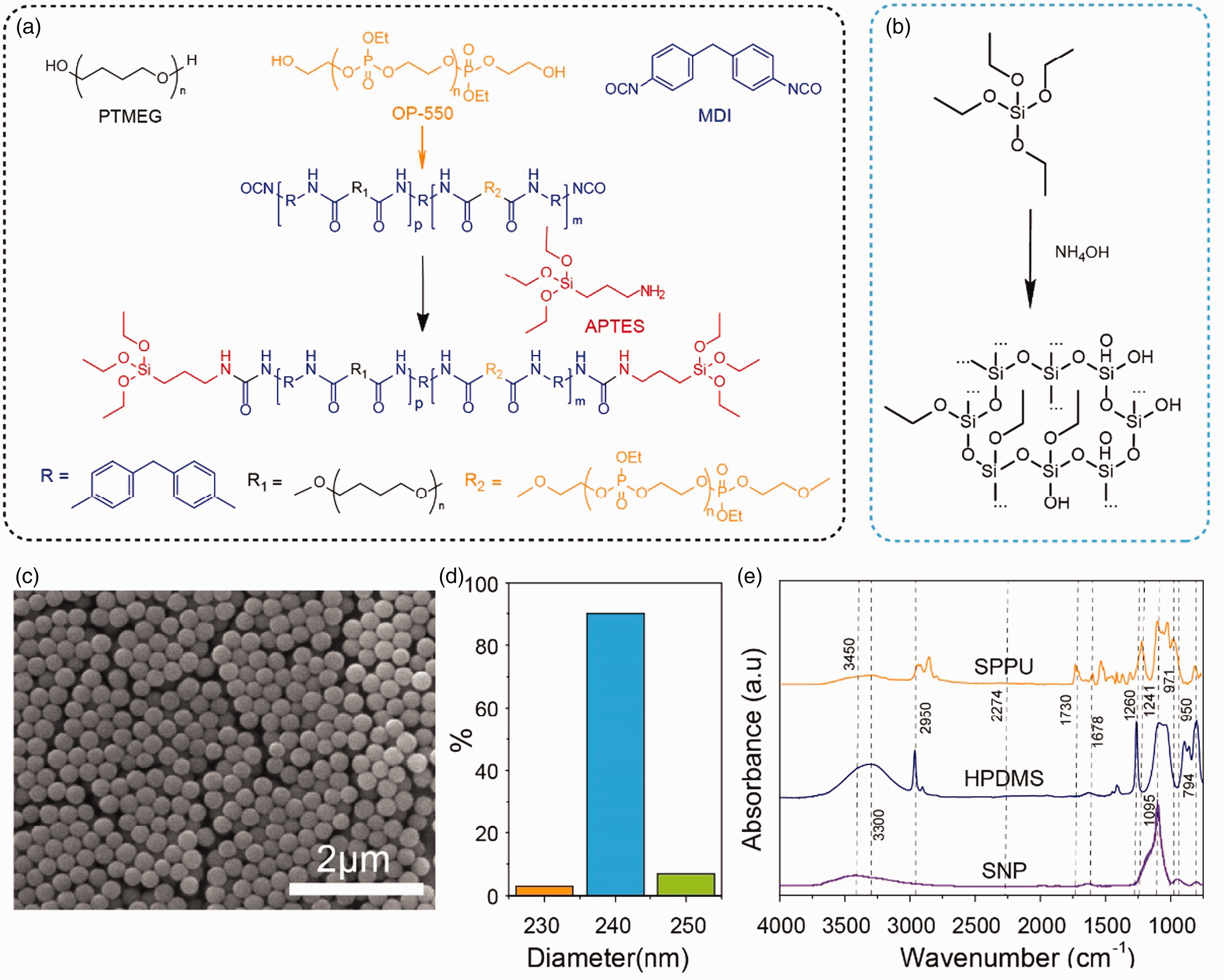
Schematic illustration of the synthesis of (a) ethoxysilane-terminated phosphate polyurethane (SPPU) and (b) silica nanoparticle (SNP). (c) scanning electron microscope (SEM) image and (d) particle size distribution of SNP. (e) Fourier-transform infrared (FTIR) spectra of SPPU, dihydroxy-terminated polydimethylsiloxane (HPDMS), and SNPs.
Preparation of SHFR-C
First of all, the cotton fabric was immersed in the synthetic SPPU (15 wt%) solution for 10 min at room temperature. Then it was dried in an oven at 50°C to obtain SPPU-C. Subsequently, we mixed 10 g SNP, 0.2 g MTES, 50 g methanol, and 5 g HPDMS to obtain the superhydrophobic treatment agent (STA), Next, the STA was sprayed evenly onto the SPPU-C. Afterwards, the fabric was transferred to a reaction chamber filled with NH3 for 8 h of equilibrium. Finally, the fabric was dried and SHFR-C was obtained.
Characterizations and measurements
The microscopic morphology and structural characteristics of SNP and cotton fabric samples were observed by SEM (SU8010). The infrared spectra of samples were obtained using FTIR spectroscopy (spectrometer FT-80, Thermo Spectra-Tech). The chemical elements on the surface of SPPU-C and SHFR-C were evaluated by XPS; (Escalab 250Xi). Thermogravimetric analysis (TG) and derivative thermogravimetric analysis (DTG) was performed with a thermogravimetric analyzer (NETZSCH TG209F3, CTA instrument) equipped with a crucible. The flame-retardancy of the samples was measured by LOI tester (LFY605). The flammability of the fabric was studied by a vertical flammability tester (UL-94). The water contact angle (CA) and sliding angle (SA) were tested by using an optical CA instrument (ST-DATEC1) at room temperature with approximately 5 µl and 30 µl of deionized water droplets, respectively. The final CA and SA values were determined by averaging the five different measurement values on the samples. Friction fastness tester (Y571N) was used to test the abrasion resistance of the fabric. Ultrasonic cleaner (JAC-4020) was employed to test the washability of the fabric. The soaping fastness tester (SW-12AII) was used to evaluate the wash resistance of the coated cotton fabric with reference to the The American Association of Textile Chemists and Colorists test methods (AATCC) 61-2006 standard. The flexural rigidity of the cotton fabric sample was evaluated by the Peirce method. The fabric air permeability was obtained on the fabric permeability meter (YG461E) according to GB/T 5453-1997. The mechanical properties were tested on multifunctional electronic fabric strength meter (YG026MB).
Results and discussion
Characterization
According to previous studies, 26 micro-nano rough surfaces are an important way to obtain superhydrophobic surfaces. For this reason, we synthesized SNPs, it can be seen intuitively that the synthesized SNP diameter is relatively uniform (Figure 2(c)). The measurement shows that the diameter distribution is normal (Figure 2(d)), and 90% of the SNPs have a diameter of 240 ± 5 nm. As a mature industrialized product, polyurethane has the advantages of convenient design and wide application. We performed FTIR characterization on the synthesized SPPU. As shown in Figure 2(e), the characteristic absorption peak of isocyanate group 2274 cm−1 completely disappears, indicating that the reaction has completely proceeded. The main characteristic peak of SPPU includes: 1678 cm−1 carbonyl stretching vibration of the urea carbonyl group (the characteristic peak of allophanate formed by the reaction of isocyanate group with the amino group in APTES), 1730 cm−1 (carbonyl stretching vibration of urethane), 971 cm−1 (Si-OH stretching vibration), 1241 cm−1 (P = O symmetric stretching vibration) and 1046 cm−1 (P–O–C stretching vibration). Through the appearance of the above absorption peaks, it can be clearly determined that the flame-retardant phosphorus-containing polyester polyol has participated in the reaction. The main characteristic peaks of SNPs are 3450 cm−1 (OH antisymmetric stretching vibration), 1095 cm−1 (Si–O–Si antisymmetric stretching vibration), 950 cm−1 (Si–OH bending vibration absorption), 798 cm−1 (Si–O symmetrical stretching vibration). The main characteristic peaks of HPDMS include: 3300 cm−1 (Si–OH stretching vibration), 1260 cm−1 (Si–CH3 stretching vibration), 1072 cm−1 (Si–O–Si antisymmetric stretching vibration), 1033 cm−1 (CH3 bending vibration) and 794 cm−1 (CH3 symmetrical rocking vibration).
The morphological structures of cotton fabric, SPPU-C, and SHFR-C were examined using the SEM (Figure 3(a)–(c)). The SPPU-C cotton fibers retained the outline of the cotton fibers but have distinct textures, compared to the smooth surface of the normal cotton fibers in cotton fabrics. The SHFR-C surface was covered with SNPs with a diameter of 240±5 nm, and the roughness of the fabric was significantly enhanced.
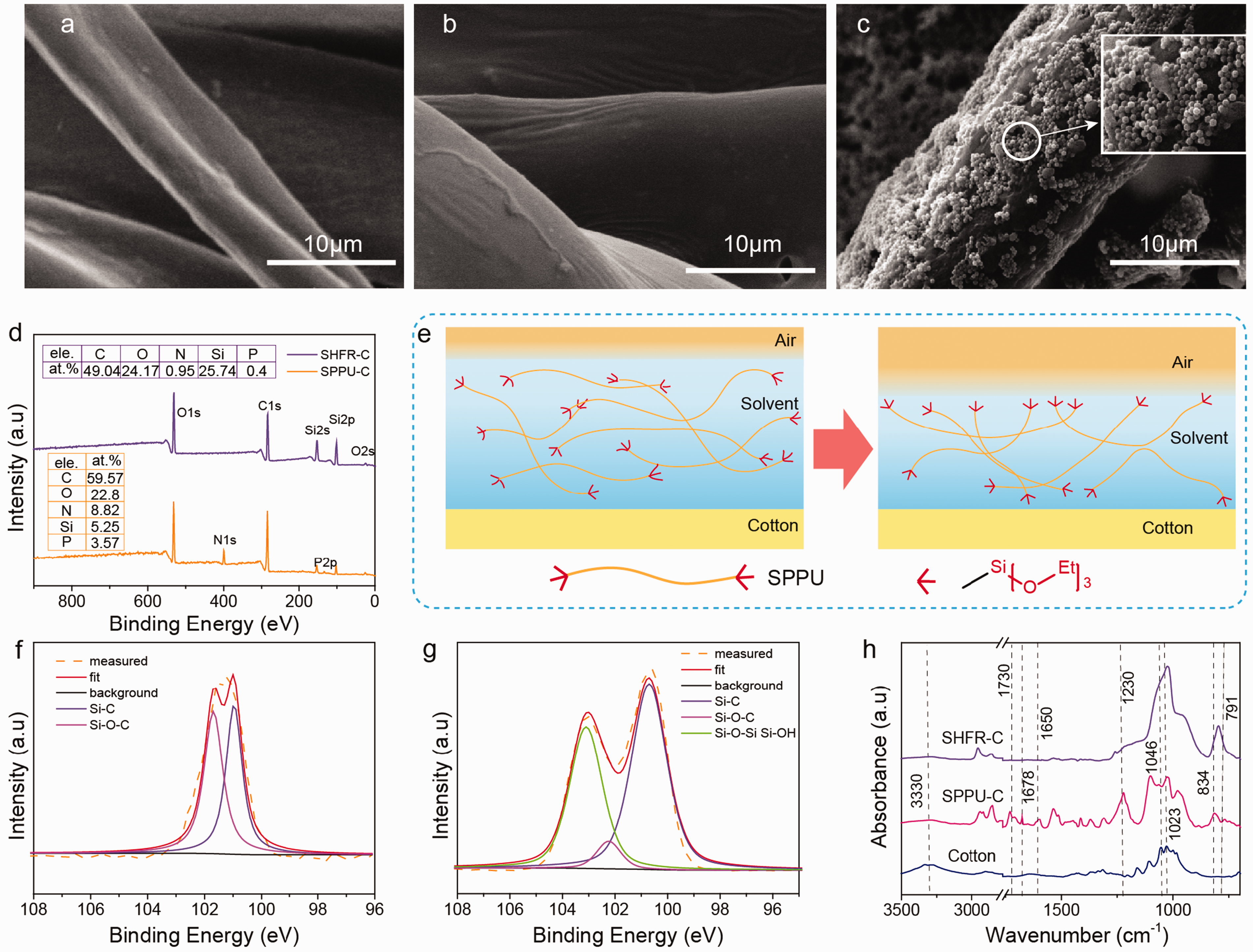
Scanning electron microscope (SEM) images of (a) cotton fabric, (b) ethoxysilane-terminated phosphate polyurethane cotton fabric (SPPU-C), and (c) superhydrophobic and flame-retardant cotton fabric (SHFR-C); (d) X-ray photoelectron spectroscopy (XPS) spectra of SPPU-C and SHFR-C. High resolution XPS Si2p spectra of (e) SPPU-C and (f) SHFR-C. (g) Schematic illustration of the Si-O-C2H5 enrichment phenomenon. (h) Fourier-transform infrared (FTIR) spectra of cotton, SPPU-C, and SHFR-C.
As we all know, surface chemical composition plays an important role in the performance of the fabric. Herein, we investigated the chemical composition of the surface of fabrics by XPS. As shown in Figure 3(d), the ratio of the Si atoms in the SPPU surface was 5.25%, which was an order of magnitude higher than the theoretical value of <0.5% in the SPPU. This indicates that during the preparation of SPPU-C, the Si–O–C2H5 with low surface energy tends to migrate to the surface of the coating as the solvent evaporates, resulting in the enrichment of Si elements on the surface of the coating (Figure 3(e)). As shown in Figure 3(f), the high-resolution Si2p spectrum of SPPU-C was deconvolved into two peaks24,42 at approximately 100.4 and 102.6 eV, corresponding to Si–C and Si–O–C, respectively. For the high-resolution Si2p spectra of SHFR-C, the spectrum was deconvolved (Figure 3(g)) into three peaks at approximately 100.4, 102.6 and 103.5 eV, corresponding to Si–C, Si–O–C, and Si–O–Si respectively. Compared with SPPU-C, the peak intensity of Si–O–C in the Si2p of SHFR-C is very small and almost disappears, but a new peak of high intensity, Si–O–Si, appears. This indicates that a large number of Si–O–C groups form Si–O–Si covalent bonds through polycondensation reactions.
Figure 3(h) displays the FTIR spectra of cotton, SPPU-C, and SHFR-C. The FTIR spectra of SPPU-C contrasted with cotton fabrics at 1730, 1678, 1241, and 1046 cm−1 which appeared as new absorption peaks. The appearance of the above peaks indicates that textures over the cotton in SPPU-C fabric were covered by SPPU (Figure 2(e)). It can be seen that the FTIR spectra of the SHFR-C has absorption peaks at 1072 and 1018 cm−1 attributed to the Si–O–Si stretching vibration, while the peaks at 864 and 794 cm−1 are assigned to the stretching and in-plane rocking vibration of Si-CH3, respectively.24,43 However, the peaks of SHFR-C at 3300 cm−1 (amino group, hydroxyl group) and 1650 cm−1 (H2O) almost disappear. These changes indicate that MTES and HPDMS reacted with the Si–OH on the surface of SNPs to form Si–O–Si after the catalytic treatment by ammonia.
Thermal stability performance
The TG and DTG curves of cotton, SPPU-C, and SHFR-C under a nitrogen atmosphere are shown in Figure 4. At 0–100°C, cotton and SPPU-C showed significant weight loss, while SHFR-C remained almost unchanged. The reason is that the surfaces of cotton and SPPU contain a large number of hydroxyl, amino, and ester groups respectively, which can easily absorb moisture in the air. After superhydrophobic treatment, there are almost no hydrophilic groups on the surface of SHFR-C. The thermal decomposition of SPPU-C has gone through two obvious processes, which occurred in the temperature range of 242∼300°C and 299.1∼400°C, and the char yield of the mass was 25.9% at 600°C. This process is produced under the common influence of SPPU and cotton. The onset temperature of cotton degradation is 310°C, and the char yield of the mass at 600°C was 18%. The thermal decomposition onset temperature of SPPU is 242°C and it had 44.5% char yield at 600°C. The results show that SPPU reduced the initial temperature of fabric decomposition and accelerated the formation of carbon at high temperatures. After 242°C, the TG and DTG curves of SHFR-C showed a similar trend to that of SPPU-C, and the char yield of the mass at 600°C was 32.3%.Flame-retardancy performance
The vertical flammability test and the limiting oxygen index (LOI) test are used to evaluate the flame-retardant efficiency of cotton, SPPU-C, and SHFR-C. Table 1 shows the experimental results after the LOI and the vertical combustion test. It is generally believed that fabrics with high LOI values (26–28%) are not easily ignited in the air and are called flame-retardant materials. 15 The LOI value of cotton is 18∼19%, which is a flammable material. The LOI value of the cotton cloth we use is 18.2%. After treatment, the LOI values of SPPU-C and SHFR-C reached 27.9% and 28.1%, respectively. During the vertical burning test, the untreated cotton fabric burned violently, with a reburning time of 12 s and an afterglow time of 35 s, which was almost burnt out (the residual carbon rate was 0.2%). After the burning test, the residual weight ratio of SPPU-C can be increased to 44.5%, the afterglow time is zero, and the carbon length is 7 cm. This shows that adding SPPU can make the fabric have a good flame-retardant effect. After the SHFR-C burning test, the afterglow time is zero and the carbon length is 6 cm, but the residual weight rate can be increased to 52.2%, which is significantly higher than that of SPPU-C. The carbon residue of the fabric after the vertical combustion test was characterized by SEM. It can be seen from Figure 5 that the cotton fiber only leaves the texture of the fabric after burning, while the SPPU-C and SHFR-C after burning completely retain the morphology before burning. This may be that after treatment, flame-retardant materials and silicon materials such as SNPs, HPDMS, and MTES form a composite carbon layer on the surface of the fabric, which prevents the transmission of heat and oxygen, thereby improving the flame-retardant effect. Therefore, SHFR-C exhibits excellent flame-retardant properties during the combustion process.
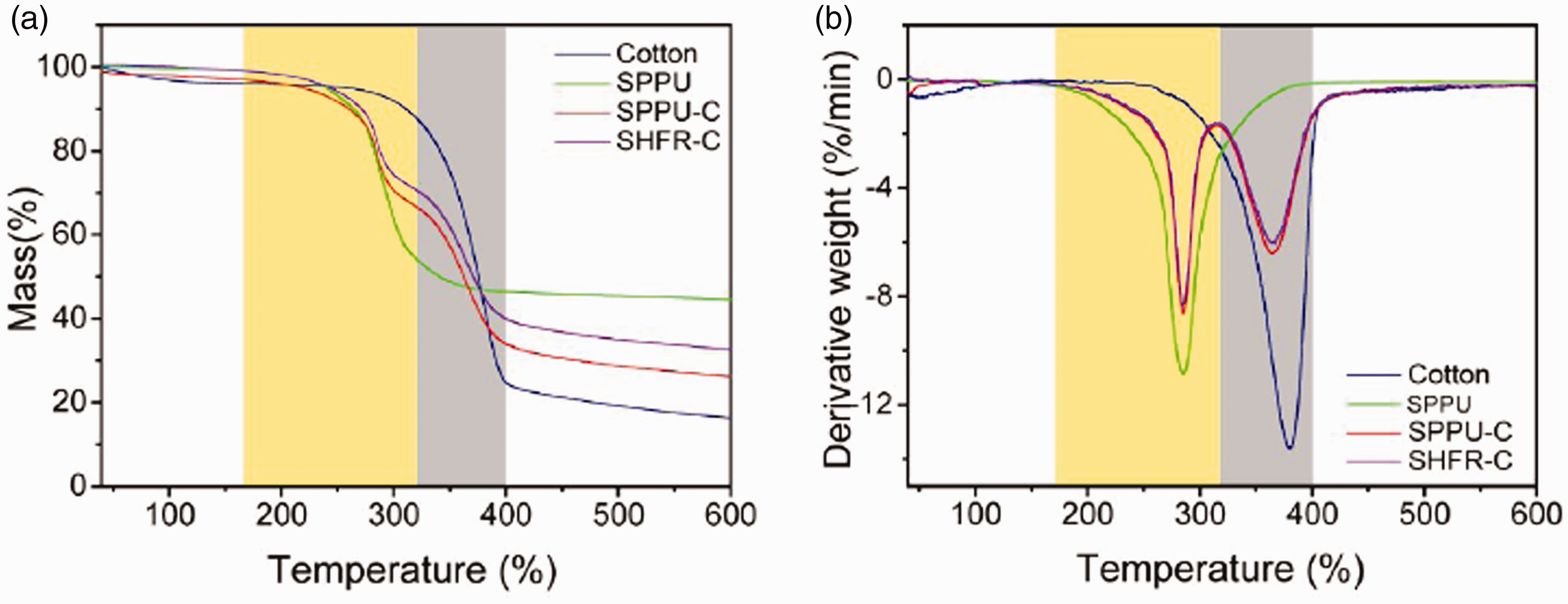
(a) Thermogravimetric analysis (TG) and (b) derivative thermogravimetric analysis (DTG) curves of the cotton fabric, ethoxysilane-terminated phosphate polyurethane (SPPU), SPPU cotton fabric (SPPU-C), and superhydrophobic and flame-retardant cotton fabric (SHFR-C).
The data of vertical burning and limited oxygen index (LOI) test

SHFR-C: superhydrophobic and flame-retardant cotton fabric; SPPU-C: SPPU cotton fabric.
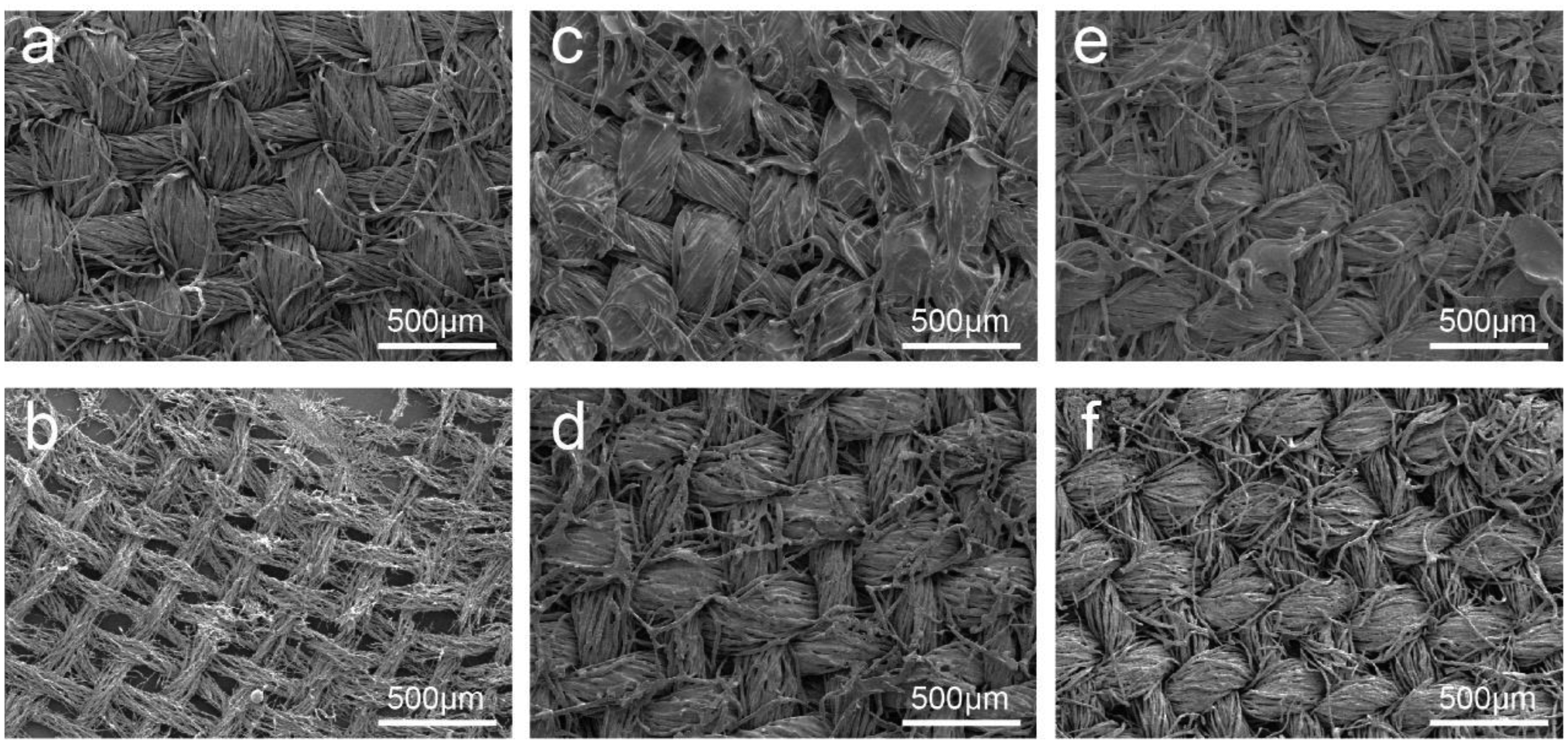
Scanning electron microscope (SEM) images of (a) cotton fabric, (c) ethoxysilane-terminated phosphate polyurethane cotton fabric (SPPU-C), and (e) superhydrophobic and flame-retardant cotton fabric (SHFR-C). SEM images of char residues of (b) cotton fabric, (d) SPPU-C, and (f) SHFR-C after vertical flame test.
Flame-retardancy mechanism
The flame-retardant polymer SPPU plays a decisive role in the flame-retardancy of cotton. Through the SEM and FTIR analysis of SPPU-C, we have studied the flame-retardant mechanism of SPPU on the fabric. As shown in Figure 5(a), we selected three representative positions on SPPU-C (a) unburned; (b) incomplete combustion; (c) complete combustion) to study the changes of SPPU-C during the combustion process. Figure 6(a) shows b is a foamy polymer foam of different sizes, and c is a porous carbon layer. As shown in Figure 6(b), curve a is the FTIR curve of unburned SPPU-C. After heating, the peaks of curve b are significantly reduced at 2950, 2850 and 1410 cm−1. These peaks are all related to CH3, which indicates that –CH3 on the SPPU phosphate fragment begins to collapse. In addition, the peak value of the curve at 1100 cm−1 is significantly reduced, which is due to the C–O–C cleavage on the soft segment of the SPPU macromolecule. The decrease of the peaks at 1730 and 1240 cm−1 indicates that the carbamate bond on the SPPU starts to degrade and the Si–O–CH3 of the end groups of the SPPU starts to break. The new peak at 1450 cm−1 indicates that the benzene ring skeleton was formed during the degradation of SPPU. Curve c is the FTIR curve of carbon residue after combustion, and 1240 cm−1 and 1000 cm−1 represent inorganic substances such as phosphate and silicate, respectively. Therefore, we can relate this to the three regions represented by a, b, and c, respectively, corresponding to the state of SPPU-C below 242°C, 242∼400°C, and above 400°C in the TG curve of SPPU-C in Figure 4.
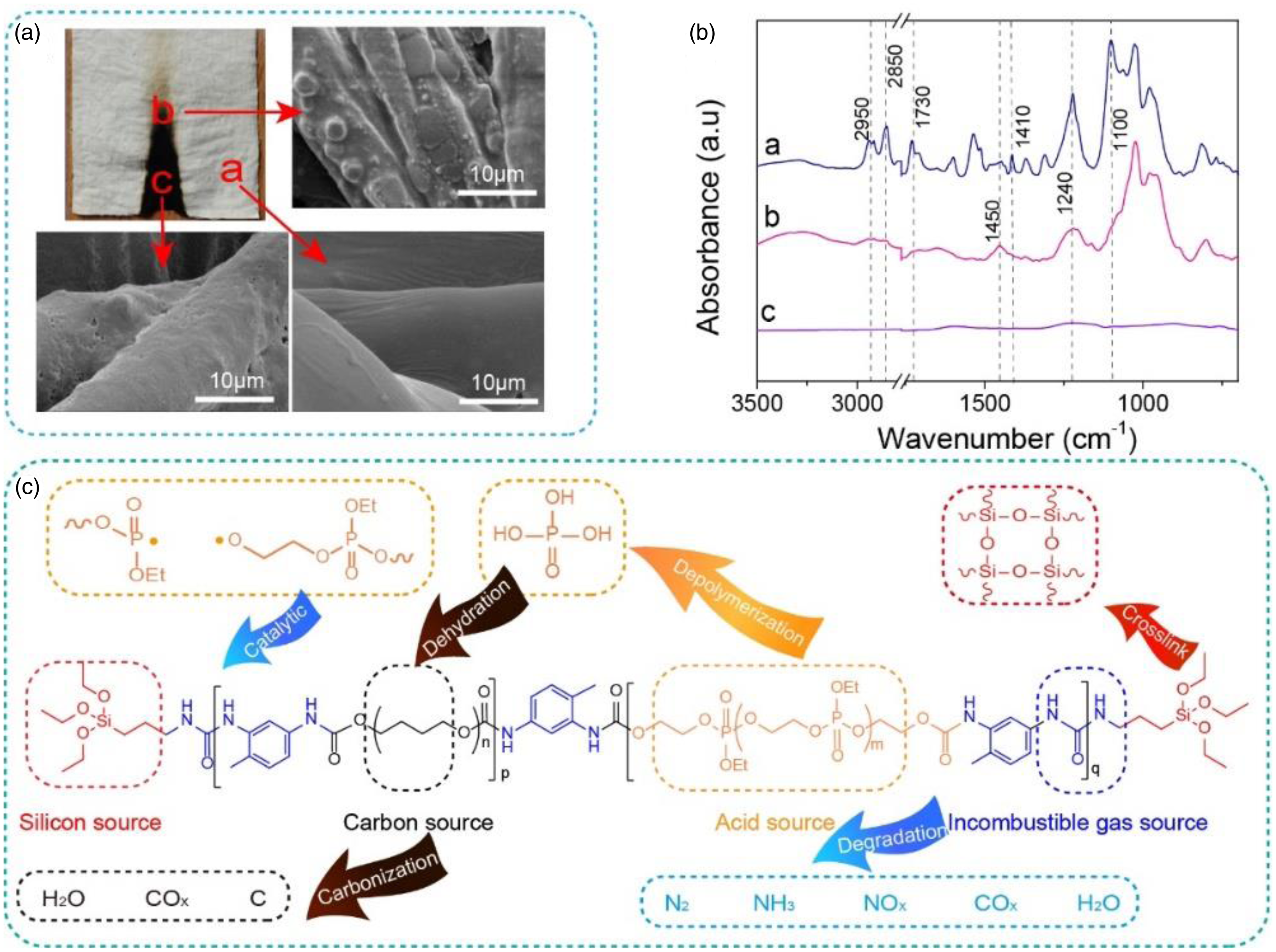
After the vertical burning test, (a) scanning electron microscope (SEM), and (b) Fourier-transform infrared (FTIR) spectroscopy at three representative positions on the fabric. (c) Schematic illustration of thermal decomposition of ethoxysilane-terminated phosphate polyurethane (SPPU) and its products.
According to the synergistic flame-retardant mechanism,2,3 the flame-retardant mechanism of SPPU can be described as follows (Figure 6(c)): after the temperature reaches 242°C, some SPPU molecules begin to decompose, and the phosphate in SPPU degrades and generates acids and a large number of free radicals. The degradation products of phosphate catalyze the depolymerization of carbamates to produce incombustible gases such as nitrogen and ammonia. These gases cause the molten polymer to form polymer foams of various sizes during the precipitation process, which can reduce heat transfer. At the same time, the alkoxysilane self-polymerizes to form silica. In addition, the released gas not only dilutes the oxygen concentration in the air, but also reacts with oxygen at high temperatures to form deep oxides of water, carbon, and nitrogen. Finally, phosphoric acid produced by the degradation of phosphate catalyzes the depolymerization of polyols and dehydration of cellulose, molecular rearrangement to form an adiabatic porous carbon layer. 44 The non-combustible air layer and porous carbon layer inhibit the pyrolysis and heat transfer of carbon source to prevent combustion spread.
Superhydrophobic performance
The superhydrophobicity of SHFR-C was tested under different conditions to verify its excellent performance. As shown in Figure 7(a), the cotton fabric is completely wetted by water droplets in a short time, the CA of SPPU-C is 110°, the CA of SHFR-C reaches 160°, and its SA becomes 6°. This indicates that SHFR-C has acquired superhydrophobicity. The dynamic moisture resistance of the treated fabric was further studied in an environment of 25°C and 65% relative humidity. As shown in Figure 7(b), during the entire 60 min test, the size of the droplet gradually decreased with time, the droplet remained spherical during the entire test, and the contact surface between the treated fabric and the droplet remained unchanged, which shows that the surface of SHFR-C has excellent hydrophobic stability. The acid or alkali resistance of SHFR-C was tested with strong acid pH = 1 and strong base pH = 14. As shown in the Figure 7(a), SHFR-C shows excellent acid and alkali resistance, and the droplets on the SHFR-C fabric remain spherical after 30 min regardless of whether they are acidic or alkaline, which indicates that SHFR-C can play a good role in acid and alkali resistance. The above tests show that SHFR-C can meet the requirements of superhydrophobicity in various complex situations.
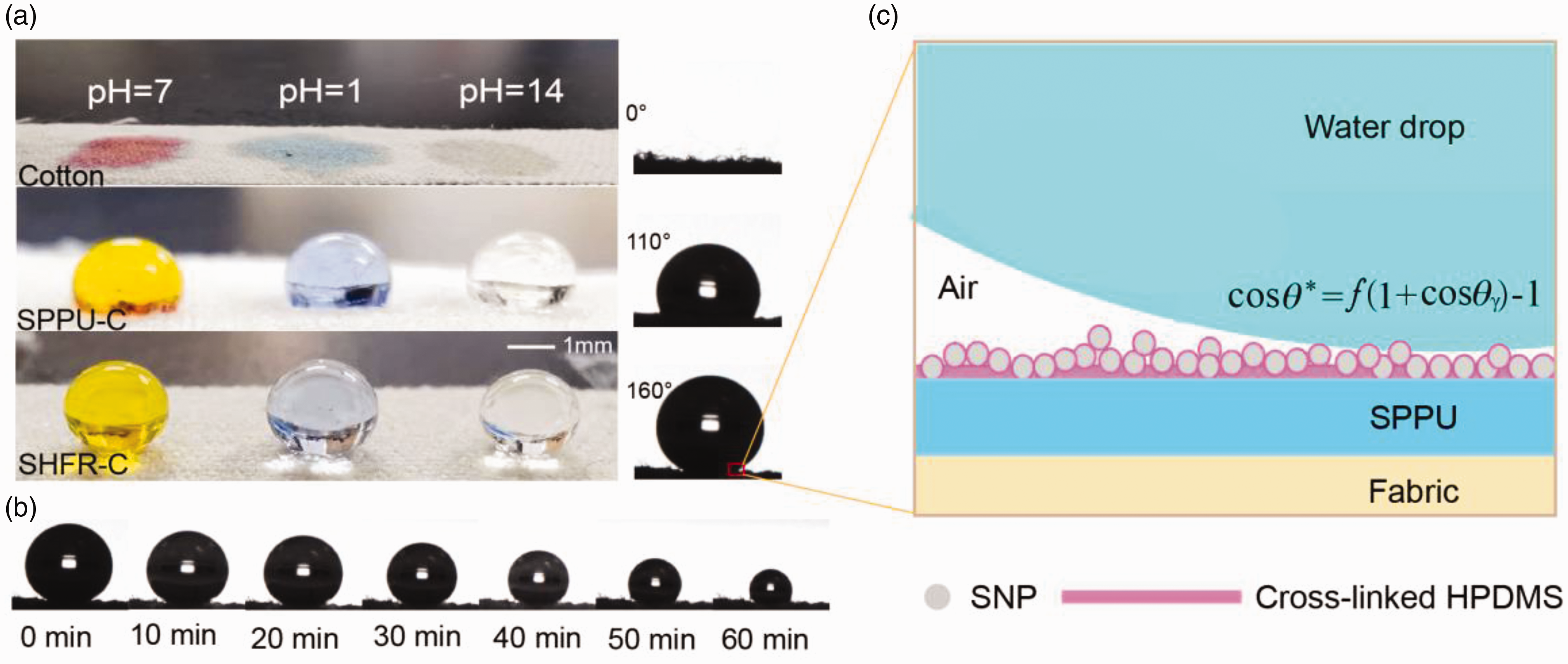
(a) Droplets with different pH values are on cotton fabric, ethoxysilane-terminated phosphate polyurethane cotton fabric (SPPU-C), superhydrophobic and flame-retardant cotton fabric (SHFR-C). (b) Shape of a water droplet about 5 µl on the SHFR-C at different testing moments. (c) Schematic illustration of the rough and low surface energy superhydrophobic surface. HPDMS: dihydroxy-terminated polydimethylsiloxane; SNP: silica nanoparticle; SPPU: ethoxysilane-terminated phosphate polyurethane.
The mechanism of superhydrophobicity can be explained by the Cassie-Baxter equation:

Where θ* is the intrinsic contact angle, θ is the apparent contact angle, and f is the solid-liquid area percentage. The values of θ and f are determined by the surface energy of the material and the roughness of the fabric surface, respectively. As shown in Figure 3(c) and (g), nano-scale SNPs and a large amount of Si-CH3 (794 cm−1, 864 cm−1) provide SHFR-C with extremely high roughness and extremely low surface energy, respectively, making SHFR-C reach Cassie-Baxter status, so then an air layer is formed between the SHFR-C surface and the droplets (Figure 7(c)).
Durability performance
Generally, washing and friction are the two most important factors that affect the surface properties of textile fabrics.
45
Three different methods including washing, friction, and ultrasonic were used to test the surface stability of the fabrics. Machine-washing resistance was investigated through standard machine laundry. After five cycles of standard machine washing (Figure 8(a)), the CA of SHFR-C is reduced to 146.1°, and the SA is 50°. Then, after 50 standard machine washing tests, CA can still reach 121.5°, but the SA is too large to be measured after 10 tests. The friction tester repeatedly scraped the fabric at a speed of 30 cm/s under a pressure of 44.8 KPa to test the friction resistance of SHFR-C3. After 1000 cycles of friction
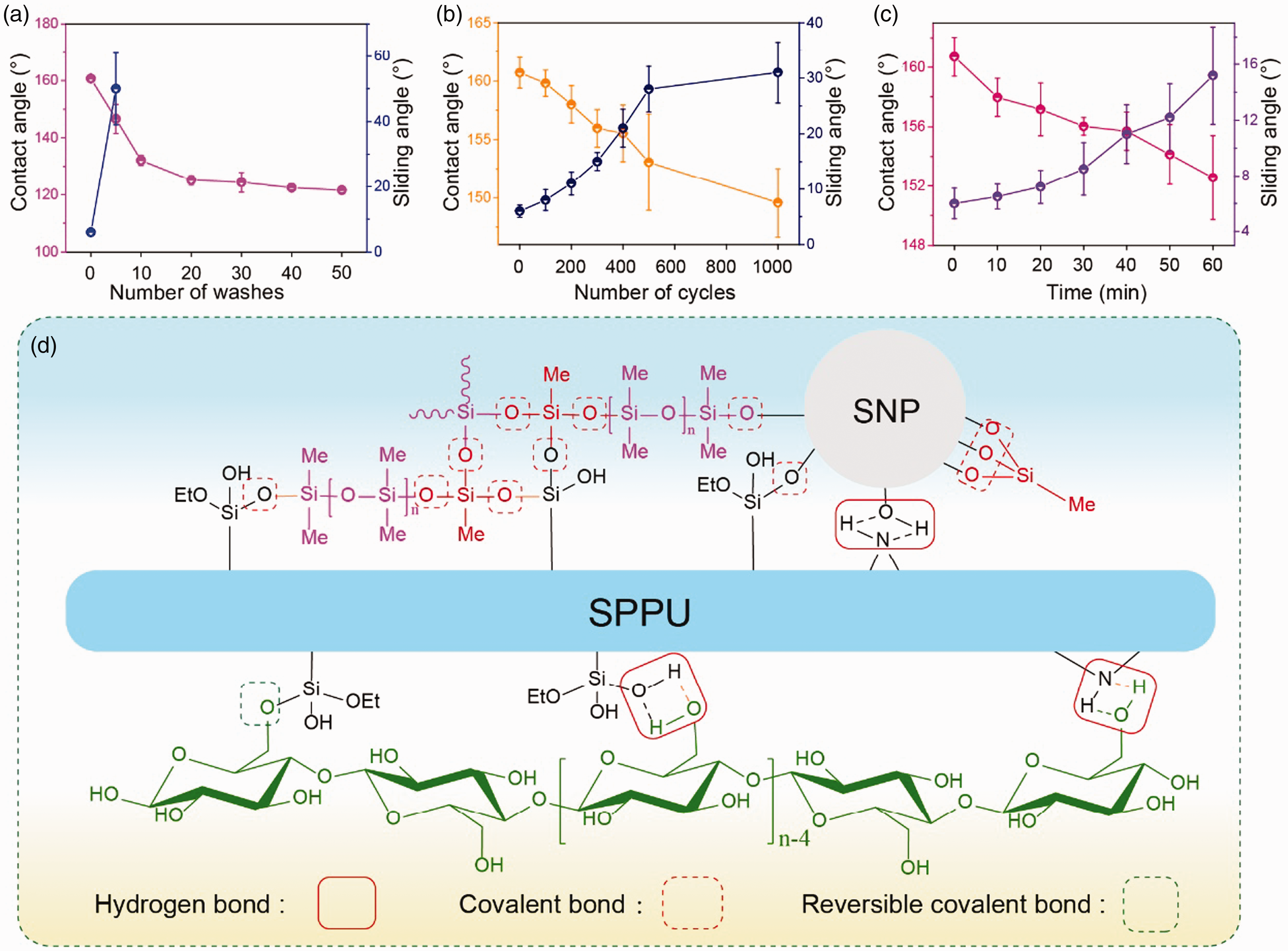
Contact angle (CA) and sliding angle (SA) of SHFR-C under (a) washing cycles treatment, (b) friction cycle times. (c) Ultrasonic and (d) schematic illustration of the binding force present on the surface of superhydrophobic and flame-retardant cotton fabric (SHFR-C). SNP: silica nanoparticle; SPPU: ethoxysilane-terminated phosphate polyurethane.
We believe that the excellent durability of SHFR-C is mainly due to its excellent molecular structure design (Figure 8(d)). First of all, the Si–O–C2H5 on the end group reduces the surface energy of SPPU, so that SPPU can easily penetrate into the fiber voids of the cotton fabric and is difficult to be destroyed. A large number of polar groups (urea groups and carbamate groups) located on the SPPU main chain can form hydrogen bonds with the hydroxyl groups on the surface of the cotton fiber, and the Si–O–C2H5 group can react with the hydroxyl group on the cotton fiber to form a reversible covalent bond Si–O–C47. Therefore, under the action of these two strong binding forces, SPPU can be firmly attached to the cotton fabric by spraying the mixture of SNP, MTES, and HPDMS on SPPU-C. After ammonia gas catalytic treatment, Si-OH of HPDMS and SNP reacts with Si–O–C2H5 of SPPU and MTES to form a stable Si–O–Si bond. Finally, a stable flame-retardant and superhydrophobic coating is obtained.
Wearability performance
The wearability of the fabric before and after treatment was studied. As shown in Figure 9(a), the bending stiffness of SPPU-C and SHFR-C are 11.2 and 9.2 cN · cm2/m, respectively, higher than cotton fabrics of 4.3 cN·cm2/m. The increase of stiffness was mainly contributed by SPPU, within which the introduction of HPDMS can reduce the stiffness of the fabric. The air permeability of cotton fabric is 171.5 mm/s, which is reduced to 18.5 and 17.9 mm/s after SPPU and SHFR treatment, respectively, and still shows good air permeability. The bursting strength of SPPU-C and SHFR-C are 461.3 and 448.6 N, respectively, values which are higher than that of the original cotton fabric with bursting strength of 421.5 N (Figure 9(b)).The breaking stress of cotton fabric is 32.2 MPa; while the breaking stress values of SPPU-C and SHFR-C are 35.5 and 32.8 MPa, respectively. It can also be seen from Figure 9(c) that the cotton fabric has obvious slip during fracture, while SPPU-C and SHFR-C break directly without slip. This indicates that SPPU, as a binder, increases the adhesion between fibers, and can significantly reduce slippage between cotton fibers when the fabric is subjected to an external force. The above analysis shows that SHFR-C still has satisfactory and comfort wearability as well as strength in practical applications.
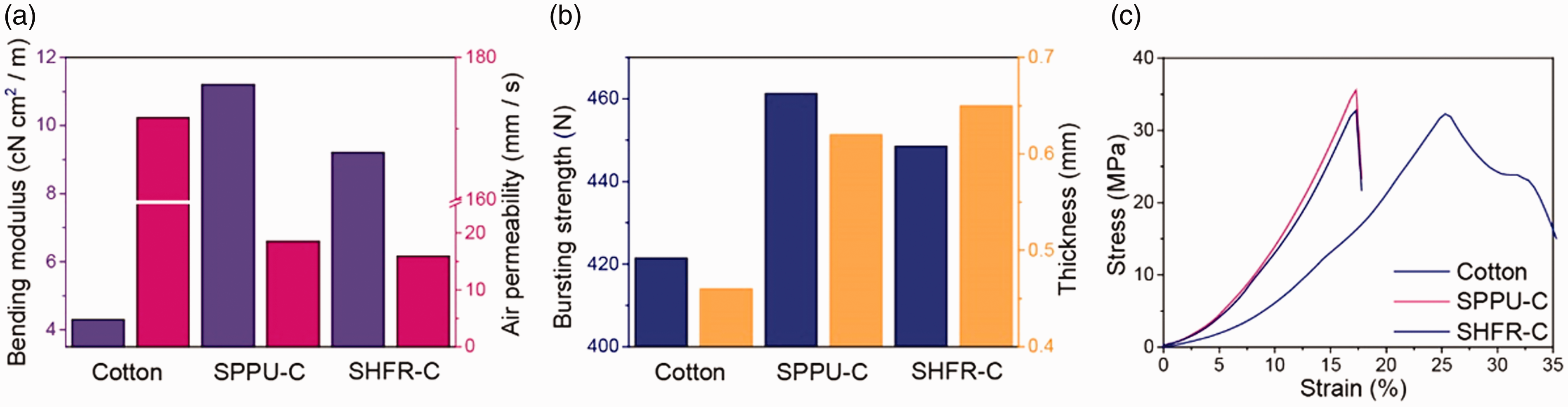
(a) Bending stiffness and air permeability of cotton fabric, ethoxysilane-terminated phosphate polyurethane cotton fabric (SPPU-C), and superhydrophobic and flame-retardant cotton fabric (SHFR-C). (b) Burst strength and thickness of the cotton fabric, SPPU-C, and SHFR-C. (c) Stress-strain curve of cotton fabric, SPPU-C, and SHFR-C.
Conclusion
In summary, the flame-retardant SPPU with phosphate fragment and ethoxysilane end groups has been synthesized successfully. Significantly, an eco-friendly and halogen-free fabric with a lotus leaf-like micro-nano rough structure was developed by a versatile dipping-spraying method. SEM, XPS, and FTIR were used to characterize the fabric, which proved that there are strong chemical bonds in the coating. The results show that the CA and SA of the prepared SHFR-C are 160° and 6°, respectively, while, the LOI value reaches 28.1%, and cannot be easily ignited. Furthermore, the flame-retardant and superhydrophobic mechanisms were explored and analyzed. Simultaneously, the flame-retardant and superhydrophobic cotton fabric, SHFR-C, which is bonded by Si–O–Si and hydrogen bonds, shows satisfactory repeated wear resistance in practical applications. Specifically, this occurs after undergoing 1000 cycles of abrasion, 60 min ultrasonic washing, and 50 standard machine washing tests, indicating that this type of fabric has stable and lasting superhydrophobicity and flame-retardancy. This provides a new method and idea for solving the problem of washing durability of flame-retardant coated fabrics. The technical and raw materials of the eco-friendly and durable SHFR-C in this study are readily available. We believe that our method not only provides guidance for solving the durability problem of superhydrophobic flame-retardant coatings, but also can be easily applied to other fabrics to enrich innovative textile manufacturing and expand its application fields.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.