
Abstract
A novel phosphorus- and nitrogen-containing flame retardant (APNTHE) was synthesized through the reaction of N,N,N′,N′-tetrakis (2-hydroxypropyl) ethylenediamine, phosphoric acid and urea. Then, the APNTHE solution with a concentration of 120 g/L was used for the preparation of flame retardant cotton (FR-cotton). The elemental compositions, surface morphology, thermal stability and combustion behavior of the cotton before and after modification were investigated. Thermogravimetric (TG) analysis showed that the char residue of the treated fabric at 800°C was as high as 35.09% under a nitrogen atmosphere. Flammability tests after different LCs indicated that FR-cotton had durable flame retardancy. Compared to the blank sample, the peak of heat release rate and total heat release of the FR-cotton decreased by 91.89% and 90.53%, respectively. The char residual and TG-Fourier transform infrared spectroscopy analysis illustrated that APNTHE played a flame retardant role both in the gas phase and the condensed phase. All the results demonstrated that APNTHE can be regarded as a prospective flame retardant for cotton.
Cotton fibers are one of the environmentally friendly natural cellulose fibers and are extensively used in the textile industry because of their excellent hygroscopicity, biodegradability, comfort and so on. 1 Unfortunately, the limiting oxygen index (LOI) value of cotton is only about 18%. It ignites easily under the air condition to cause fire disasters, which not only seriously endangers people's lives and safety but also limits its application in many aspects. 2 Therefore, flame retardant modification is commonly applied in industry to reduce the combustibility of cotton textiles. Commercial flame retardant cotton (FR-cotton) products are prepared by a finishing technique with organic phosphorus flame retardants, such as Proban and Pyrovatex CP. Due to the resulting stable chemical bonds between the flame retardants and cellulose molecules, the flame retardant performance still maintains excellent flame retardancy even after 50 laundering cycles (LCs). However, this flame retardant fabric could release formaldehyde during use or washing, which is considered to be a carcinogen and endangers the ecological environment and human life.3,4 To address the issue and improve the flame retardancy of cotton fabrics, researchers have done a great deal of work to develop formaldehyde-free flame retardants.
Generally, some flame retardant technologies, such as impregnation,5,6 layer-by-layer (LbL) assembly7,8 and sol–gel, 9 are suitable for flame retardant modification of cotton fabric. The impregnation method refers to the method of soaking fabric in the flame retardant solution and then producing flame retardant fabric through squeezing, drying, baking and other processes. Alongi et al. 10 modified cotton fabric with deoxyribonucleic acid solution by the impregnation technique and found that the thermal stability and carbonization ability of the treated fabric were improved with a LOI value of 28%. A LbL assembly means that substances with opposite charge are respectively deposited on the fabric surface through electrostatic force, so as to endow the fabric with flame retardancy. Wang et al. 11 constructed a novel flame retardant coating on the surface of cotton fabric by using ammonium polyphosphate (APP), melamine modified by p-aminobenzene sulfonic acid and chitosan as raw materials through the LbL assembly method. The peak of heat release rate (PHRR) and total heat release (THR) of the treated cotton fabric were significantly reduced by 40% and 60%, respectively. The sol–gel process is a method in which a sol system is usually prepared by the hydrolysis of metal alkoxides followed by gelation reaction to form an organic–inorganic hybrid network. Rao et al. 12 constructed a flame retardant sol–gel coating on cotton fabric resulting from APP, sodium alginate (SA) and tetraethoxysilane (TEOS). The PHRR and THR of the treated cotton fabric were significantly reduced by 87.1% and 63.5%, respectively. Recently, in situ growth technology has also been used to construct flame retardant coatings. Wang et al. 13 constructed polydopamine (PDA) on the surface of cotton, and then through the coordination of catechol groups and metal ions, layered double hydroxides (LDHs) were grown in situ on the PDA platform to prepare FR-cotton fabrics. The PHRR and THR of the treated cotton fabric were significantly reduced by 38.2% and 15.9%, respectively. However, the biggest problem of the above flame retardant methods is that the flame retardant durability of the treated fabric is poor.
If flame retardants can form stable covalent bonds with cellulose molecules, is it conducive to the improvement of durable flame retardancy? Therefore, how to endow cellulose fabric with good flame retardant durability has become a hot spot. Nowadays, many researches have focused on the synthesis of flame retardants and how to construct covalent bonds between flame retardants and cellulose.14–16 Zhang et al. 17 prepared a mannitol hexaphosphate acid ester (AMHPE) flame retardant through the reaction of mannitol, phosphoric acid and urea. The LOI value of the cotton fabric treated with 30 wt% AMHPE solution was up to 42.3%; in addition, after 50 LCs, the LOI value remained at 27.9%. Wan et al. 18 synthesized a phosphorus- and nitrogen-containing flame retardant (APNTHE) derived from vitamin B5, phosphoric acid and urea. The LOI value of the treated cotton fabric was still 25.8% even after 50 LCs. In our previous work, a phosphorus- and nitrogen-containing flame retardant derived from vitamin C (VCFR) was synthesized and grafted onto lyocell fabric. 19 Although the treated fabric had excellent flame retardant performance, the modification resulted in fabric with additional color and decreased whiteness.
Herein, to further enrich APNTHEs, endow cotton fabric with better flame retardant durability and make up for the defects of previous research, a novel eco-friendly ammonium phosphate flame retardant (APNTHE) was synthesized by using N,N,N′,N′-tetrakis (2-hydroxypropyl) ethylenediamine (NTHE) as the raw material. NTHE is a metal complexing agent, which is often used in electroless copper plating. The presence of a large amount of hydroxyl groups in NTHE gives it the possibility of chemical reaction. For the synthesis of APNTHE, toxic substances, such as halogen and formaldehyde, were not involved, which was in line with the trend of developing halogen-free flame retardants and the concept of green and environment friendly. This work not only investigated the structure and thermal properties of the flame retardant in detail, but also used a series of methods to characterize the surface morphology, elemental compositions and thermal and flame retardant behavior of the samples. The cotton fabric prepared in this work had higher flame retardant efficiency and durability.
Experimental details
Materials
Cotton fabric (150 g/m2, plain weave) was provided by the School of Textile Science and Engineering, Tiangong University (Tianjin, China). N,N,N',N'-tetrakis (2-hydroxypropyl) ethylenediamine (NTHE) (99%) was obtained from WenJiang Reagent Industry Co. Ltd (Guangdong, China). Phosphoric acid (H3PO
4
, 85%), anhydrous ethanol, urea and AATCC 61 standard detergent were supplied by FengChuan Chemical Reagent Technology Co., Ltd (Tianjin, China). Dicyandiamide was purchased from Kairuisi Fine Chemical Co., Ltd (Tianjin, China). All chemicals were used as received without any further purification.
Synthesis of NTHE derived flame retardant (APNTHE)
The synthetic process of flame retardant APNTHE is schematically illustrated in Figure 1. NTHE (0.0667 mol, 19.503 g) and phosphoric acid (0.2668 mol, 30.758 g) were successively put into the reaction container and heated at 160°C for 3 h. After that, urea (0.5336 mol, 32.016 g) was introduced into the aforementioned system and kept at 160°C for another 3 h. Then, the mixture was poured into 200 mL of anhydrous ethanol and retained at 0°C for 24 h. The resulting solid was purified three times with anhydrous ethanol and dried to a constant weight.
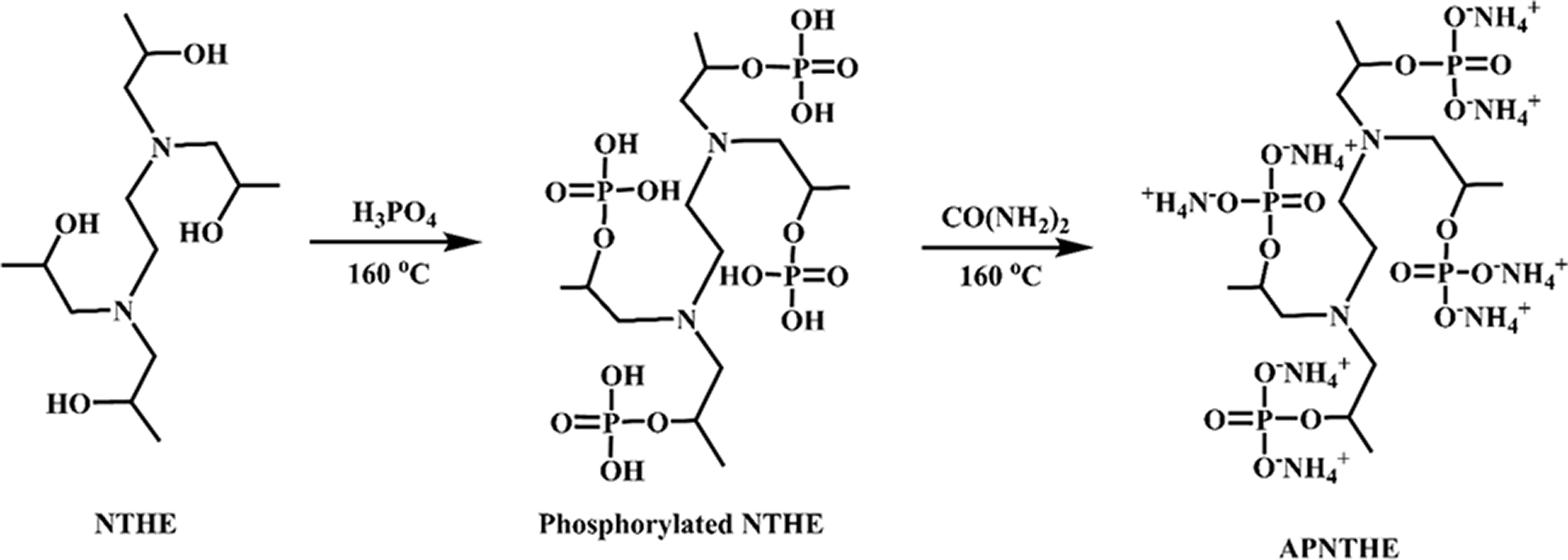
Synthesis process of the phosphorus- and nitrogen-containing flame retardant (APNTHE) flame retardant. NTHE: N,N,N′,N′-tetra (2-hydroxypropyl) ethylenediamine.
Fabrication of flame retardant cotton fabric
The preparation process of FR-cotton is shown in Figure 2. Firstly, the specific concentration (90, 120, 150 and 180 g/L) of APNTHE aqueous solution was prepared. Next, dicyandiamide, as a catalyst with 7 wt% of APNTHE, was introduced into the solution. The cotton fabric was washed with anhydrous ethanol to remove the impurities. Then, the purified cotton fabric was dipped in the above finishing solution with a bath ratio of 1:30 at 80°C for 3 h, After that, the impregnated fabric was taken out and squeezed gently to make the liquid retention maintain at about 120 wt%. Finally, the sample was pre-dried at 90°C for 4 min, followed by baking at 170°C for 7 min. The treated fabric was dried at 60°C to a constant weight. The samples treated by different concentrations of finishing solution were denoted as FR-cotton-90, FR-cotton-120, FR-cotton-150 and FR-cotton-180. The weight gain (WG) of cotton was calculated by the following equation
WG (%) = [(m2 – m1)/m1] × 100% (1)
where m1 and m2 are the weights of the cotton before and after flame retardant modification, respectively.

Preparation of flame retardant cotton (FR-cotton) with phosphorus- and nitrogen-containing flame retardant (APNTHE).
Characterization
The spectra of 13C nuclear magnetic resonance (NMR) and 31P NMR were obtained by using an Agilent 600M spectrometer (Agilent Technologies Inc., USA). Deuterium oxide (D2O) was used as a solvent and tetramethylsilane (TMS) was employed as an internal standard.
Surface element composition of the samples was conducted on a K-alpha X-ray photoelectron spectroscope (XPS) (Thermo Fisher Company, USA). A Nicolet iS50 Fourier transform infrared spectrometer (FTIR) (Thermo Fisher Scientific Co., Ltd, USA) was carried out ranging from 500 to 4000 cm−1.
A scanning electron microscope (SEM) (S-4800, HITACHICO, Japan) coupled with elemental dispersive X-ray analysis (EDS) was employed to observe the surface morphology and measure the surface element composition of the samples.
Thermogravimetric analysis (TGA) was used to detect the thermal oxidation and thermal degradation of the samples. Each sample was measured on a STA449F3 thermogravimetric (TG) analyzer (NETZSCH, Germany), ranging from room temperature to 800°C at a heating rate of 15°C min−1 in a nitrogen or air atmosphere.
The combustion properties of the samples with the size of 100 mm × 100 mm × 2 mm were measured by an FTT0006 cone calorimeter (FTT, UK) according to the ISO 5660-1 standard. The horizontal heat flux radiation was 35 kW/m2.
The flame retardant durability of FR-cotton (10 cm × 10 cm) was washed with 0.37% detergent based on AATCC61-2003 test No.1A. A continuous LC (45 min) was equivalent to five of commercial washing cycles.
TG-FTIR analysis was carried out on an STA 6000-Frontier TGA TG-FTIR (PERKIN ELMER Company, USA). The test was performed under a nitrogen atmosphere with a flow rate of 50 mL/min. FTIR spectra was set from 4000 to 500 cm−1 to characterize the released substances.
Raman spectroscopy (XploRA PLUS, Horiba, Japan) was performed to measure the graphitization degree of the residual char, ranging from 2500 to 500 cm−1.
The LOI value of the cotton fabric and FR-cotton before and after washing were tested by an M606B digital oxygen index instrument (Qingdao Shanfang Instrument Co., Ltd, China) according to the ASTM D2860-2000 standard.
The tensile strength of the samples was tested on a CMT6103 universal strength tester (MTS, USA) with the size of 200 mm × 50 mm × 1 mm at a stretching rate of 100 mm/min and the clamping distance of 20 mm.
The whiteness of the blank and treated samples was investigated via a WSD-3U fluorescence whiteness meter (Kangguang Optical Instrument Co., Ltd, Beijing, China) with a dimension of 200 mm × 50 mm based on the standard GB/T 17644-2008.
The stiffness and flexibility of the samples were measured on a YG (B) 022D type automatic fabric stiffness tester (Yuanmore Electrome-chanical Equipment Co., Ltd, Shaoxing, China) according to ASTM D 1388-96 (2002).
Results and discussion
Structure characterization and thermal properties of APNTHE
XPS measurement was performed to investigate the element components of APNTHE. As shown in Figure 3(a), the characteristic peaks owing to C1s and O1s appeared at 285 and 531 eV.20,21 The characteristic peaks corresponding to N1s and P2p appeared at 400 and 134 eV.20,21 Fourier transform infrared spectroscopy (Figure 3(b)) was carried out to distinguish the chemical bonds of NTHE and APNTHE. As for NTHE, the peak located at 3360 cm−1 corresponded to the stretching vibration of -OH. The absorption peaks of C-H were observed at about 2900–2990 cm−1. 22 The peak at 1400–1440 cm−1 was due to the CH2 stretching vibration. 20 The peak at 1055 cm−1 was attributed to the C-O stretching vibration peak. 23 For APNTHE, the peak located at 3200 cm−1 was ascribed to the stretching vibration of -NH4+. Due to the participation of the C-OH bond in the esterification with phosphoric acid, the stretching vibration peak of C-OH at 1055 cm−1 disappeared. The peaks at 1238, 1064 and 954 cm−1 were assigned to the stretching vibration of P=O and P-O-C.24,25 The above analysis confirmed the successful preparation of flame retardant APNTHE.
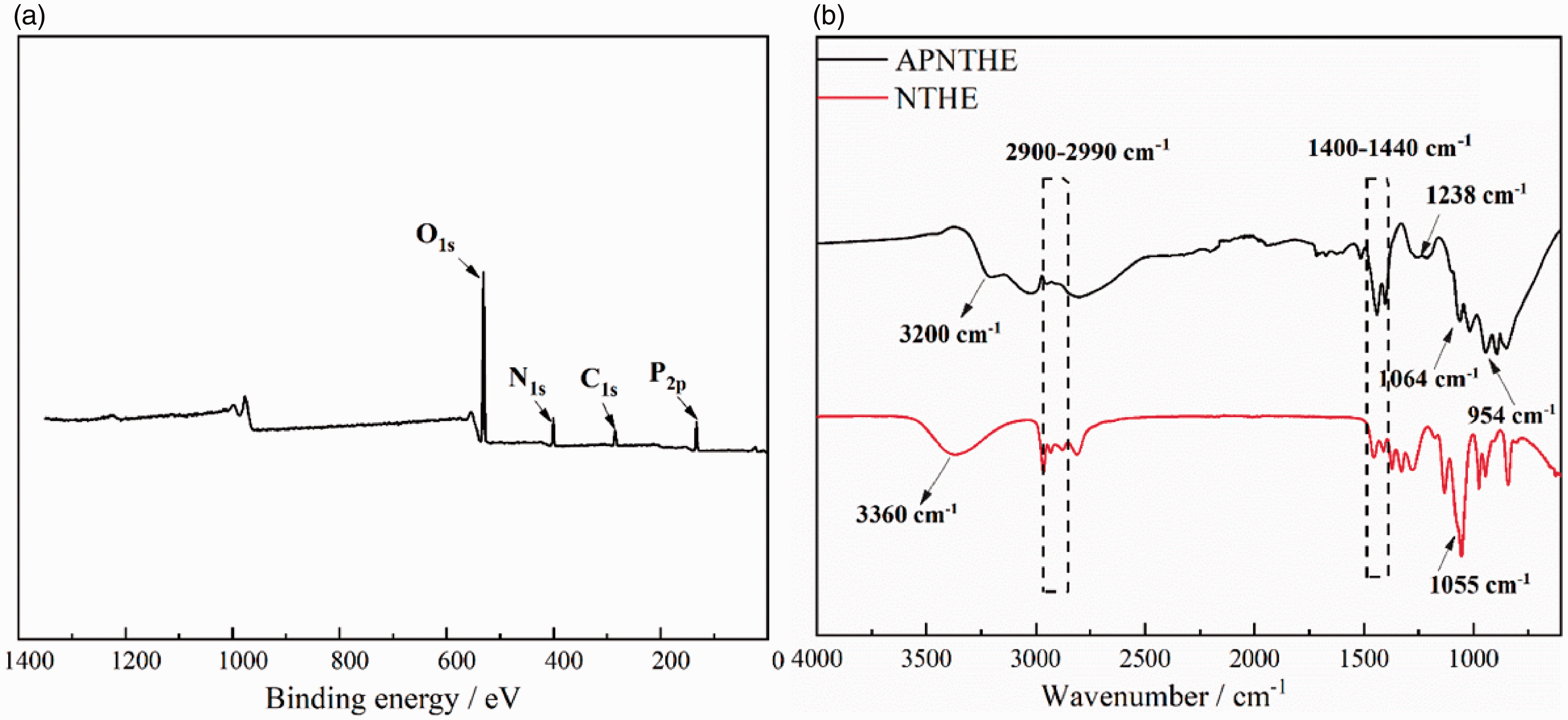
X-ray photoelectron spectra of phosphorus- and nitrogen-containing flame retardant (APNTHE) (a). Fourier transform infrared spectra of N,N,N',N'-tetra (2-hydroxypropyl) ethylenediamine (NTHE) and phosphorus- and nitrogen-containing flame retardant (APNTHE) (b).
The molecular structure of the APNTHE flame retardant was characterized by NMR spectroscopy (13C NMR and 31P NMR). Figure 4(a) presents the 13C NMR spectrum of APNTHE. The peaks at 19.1, 82.8, 62.5 and 55.1 ppm were attributed to the carbon atoms of C1, C2, C3 and C4, respectively.14,18,26 Figure 4(b) presents the 13P NMR spectra of APNTHE. The peak at –6.732 ppm was due to the phosphorus atom of APNTHE.

13C nuclear magnetic resonance (NMR) (a) and 31P NMR (b) spectra of the phosphorus- and nitrogen-containing flame retardant.
Furthermore, TGA was carried out to explore the thermal property of APNTHE under air and N2 atmospheres, respectively. As illustrated in Figure 5(a), the decomposition curves of APNTHE under air and N2 atmospheres were similar. The initial thermal degradation temperature of APNTHE was 110°C and this decomposition process lasted until 550°C. After that, as shown in Figure 5(b), APNTHE showed a second rapid weight loss between 550°C and 700°C. The char residue at 800°C was 18.85 and 18.17 wt% under air and N2 atmospheres respectively, which showed that APNTHE presented good thermal stability and char-forming ability.
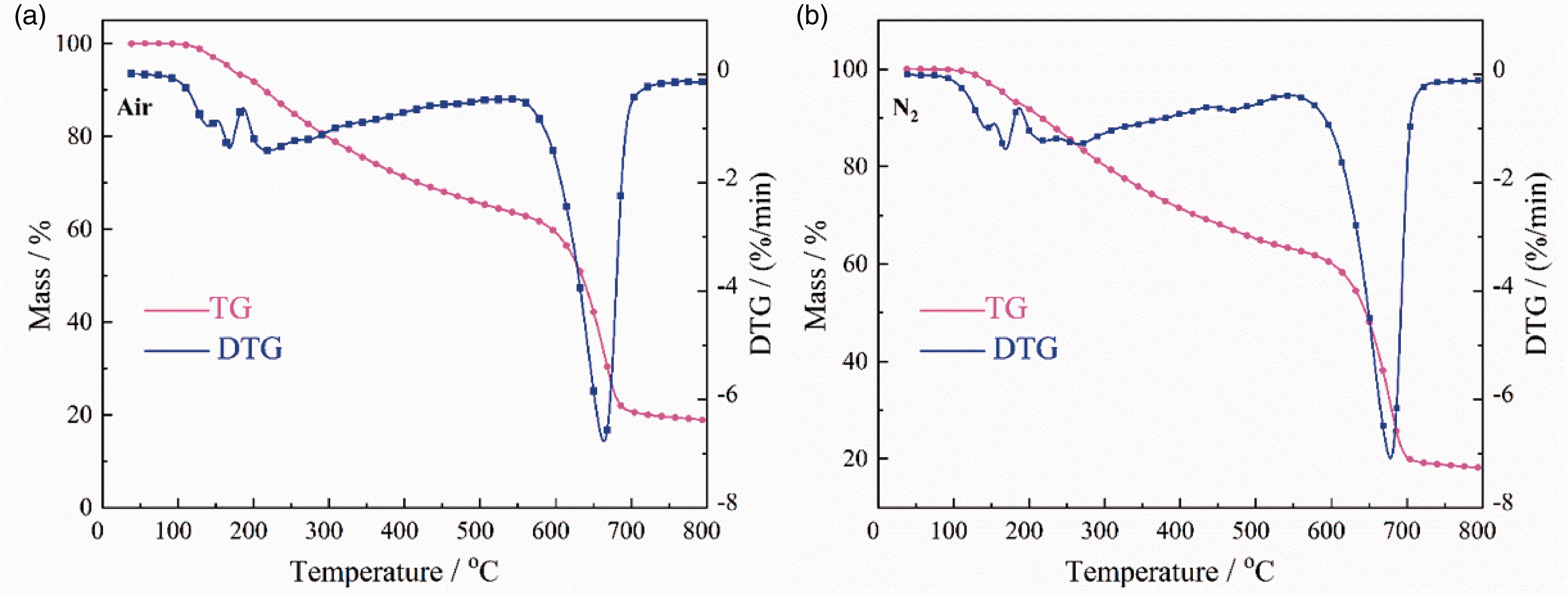
Thermogravimetric (TG) and derivative thermogravimetric (DTG) curves of phosphorus- and nitrogen-containing flame retardant in air (a) and N2 (b) atmospheres.
Effect of the concentration of APNTHE and washing on WG
The effect of the finishing solution concentration of APNTHE on the WG of cotton samples was studied, as listed in Table 1. With the concentration of finishing solution increasing, the WG increased gradually. When the concentration reached 180 g/L, the WG is almost the same as that of 150 g/L. The number of reactive groups of cellulose molecules was certain, so when the concentration of APNTHE increased to a certain extent, the WG was maintained. Meanwhile, with the increase of LCs, APNTHE that adsorbed on the fiber surface by hydrogen bond force began to fall off due to the friction of the continued washing, which resulted in a significant decrease of WG. However, even after 50 LCs, the WG was still more than 10 wt%, which was a benefit of the existence of a stable chemical bond between APNTHE and cellulose.
The influence of the concentration of phosphorus- and nitrogen-containing flame retardant (APNTHE) and washing on WG
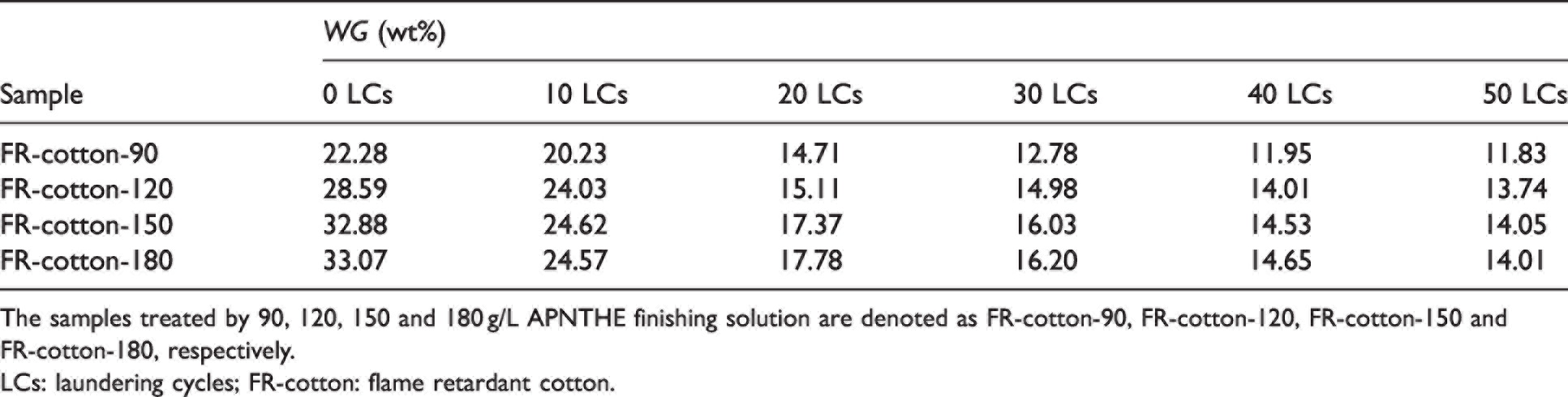
The samples treated by 90, 120, 150 and 180 g/L APNTHE finishing solution are denoted as FR-cotton-90, FR-cotton-120, FR-cotton-150 and FR-cotton-180, respectively.
LCs: laundering cycles; FR-cotton: flame retardant cotton.
Physical property
Except for flame retardancy, the physical properties of modified cotton fabric, such as mechanical properties, stiffness and whiteness, have an important impact on their practical application. Figure 6 and Table 2 exhibit the mechanical properties of cotton and FR-cotton. Compared with the blank sample, the tensile strength of the cotton fabric treated with 90, 120, 150 and 180 g/L of APNTHE solution decreased from 6.80 to 5.58, 5.31, 3.86 and 3.23 MPa, respectively. The elongation at break decreased from 10.88% to 8.92%, 8.83%, 9.01% and 9.74%, respectively. This might be because the formed chemical bond between the flame retardant and cellulose destroyed the hydrogen bond force of cellulose molecular chains. Meanwhile, the high-temperature baking destroyed the crystal structure of cellulose and, as a result, the arrangement of cellulose molecular chain became irregular and the intermolecular force decreased, resulting in the decreased mechanical properties. 27

Mechanical properties of cotton and flame retardant cotton (FR-cotton) treated with different phosphorus- and nitrogen-containing flame retardant concentrations.
Mechanical properties of cotton and flame retardant cotton (FR-cotton) treated with different phosphorus- and nitrogen-containing flame retardant concentrations

The bending rigidity is commonly used to describe the stiffness and hand feel of fabric. 27 Compared with the control sample, with the flame retardant concentration increasing, the bending rigidity of the treated sample increased significantly. The bending rigidity of the FR-cotton fabric increased from 2.903 g/m2 of the control sample to 3.25, 4.06, 5.25 and 5.42 g/m2, which indicated that the stiffness of the treated sample increased, the flexibility became poor and the hand feel became slightly hard. Besides, the whiteness of the FR-cotton fabric slightly decreased from 90.05% of the control sample to 86.20%, 83.76%, 80.91% and 78.49%, respectively, which indicated that the flame retardant treatment had little effect on whiteness.
It should be noted that the purpose of this work is to develop practical FR-cotton fabric. Therefore, considering the mechanical properties, hand feel, whiteness and other physical properties of FR-cotton fabric obtained by different flame retardant solution concentration treatments, the samples treated with 120 g/L flame retardant solution concentration are used for follow-up research in this work.
Elemental composition and surface morphologies of the fabrics
The surface element components of the control and FR-cotton fabrics were confirmed by XPS. As shown in Figure 7(a), the peaks related to C1s and O1s appeared at 284.4 and 534.7 eV, respectively.20,21 Meanwhile, the high-resolution XPS spectra of C1s and O1s for cotton are shown in Figures 7(b) and (c), respectively. For the spectrum of C1s, the peaks at 285, 286.9 and 289.4 eV illustrated the presence of C-C/C-H, C-OH and C-O-C bonds, respectively. 28 The peaks at 529.4, 530.9 and 532.5.2 eV in the O1s spectrum were assigned to the bonds of C-O, C-O-C and O-C-O, respectively. 29 Figures 7(d) and (e) exhibit the high-resolution spectra of C1s and O1s of FR-cotton. The peaks at 284.0, 285.6 and 287.9 eV in the C1s spectrum were related to C-C/C-H, C-OH and C-O-C/P-O-C, respectively. However, compared to cotton fabric, the intensity of the C-OH bond was much lower in FR-cotton fabric. This was because most C-OH groups of cotton had reacted with APNTHE. As shown in Figure 7(e), the O1s spectra of FR-cotton showed a peak at 533.2 eV, attributed to C-OH and C-O-P groups. There was also a shoulder peak at around 530.3 eV ascribed to P=O in phosphate, which demonstrated the introduction of APNTHE.30,31
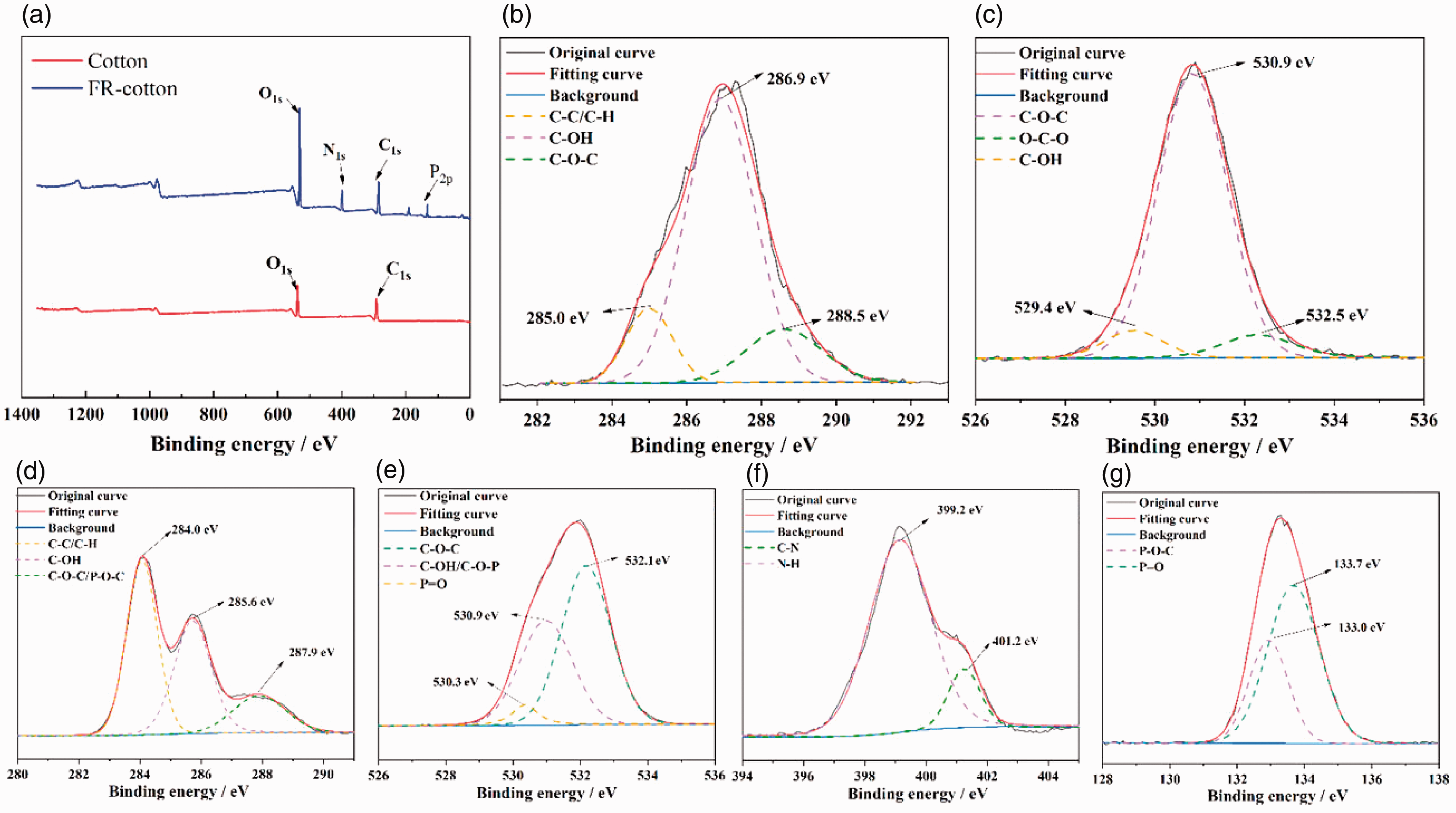
Total X-ray photoelectron spectroscope (XPS) spectra (a) of cotton and flame retardant cotton (FR-cotton) fabrics. High-resolution XPS spectra of cotton and the corresponding fitting of C1s (b) and O1s (c). High-resolution XPS spectra of FR-cotton and the corresponding fitting of C1s (d), O1s (e), N1s (f) and P2p (g).
New characteristic peaks corresponding to N1s and P2p appeared at 400.6 and 134.8 eV of FR-cotton, respectively.20,21 The peaks at 399.2 and 401.2 eV in the high-resolution spectrum of N1s of FR-cotton were ascribed to C-N and N-H bonds (Figure 7(f)), respectively. The peaks at 133.0 and 133.7 eV in the high-resolution P2p spectrum indicated the presence of P-O-C and P=O bonds, respectively (Figure 7(g)). These results confirmed that the flame retardant APNTHE had been successfully introduced into cotton fabric.30,31.
SEM coupled with EDS was employed to obtain the surface morphology and specific element content of the blank and treated cotton. Images and detailed element content for cotton and FR-cotton are shown in Figure 8. The surface of the original fibers was smooth and uniform without any defects (Figure 8(a)). However, FR-cotton presented more rough and textured surfaces. In particular, the morphologies of the modified fibers showed irregular protuberances (Figure 8(b)). Except for C and O elements, N and P elements appeared in FR-cotton resulting from the grafted APNTHE. The contents of N and P elements were up to 11.75 and 11.46 wt%, respectively (Figure 8(e)). When the FR-cotton had undergone 50 LCs (FR-cotton-50 LCs), the rough surface still remained and the particulate matter still existed (Figure 8(c)). The element contents of N and P were still up to 11.24 and 10.64 wt%, respectively (Figure 8(f)). As reported in the previous literatures, cellulose fibers containing at least 0.5 wt% phosphorus element could have a certain flame retardant performance.32,33 Therefore, the FR-cotton with higher phosphorus content prepared in this work ensured its higher flame retardant performance.

Scanning electron microscope photos of cotton (a), flame retardant cotton (FR-cotton) (b) and FR-cotton after 50 laundering cycles (LCs) (c). Elemental dispersive X-ray analysis spectra of the surface of cotton (d), FR-cotton (e) and FR-cotton after 50 LCs (f).
Surface structure analysis
FTIR spectra can effectively distinguish the chemical bonds between flame retardant and cellulose molecules. The FTIR spectra of the control and FR-cotton are shown in Figure 9. The blank sample exhibits an -OH stretching band at 3500–3000 cm−1.34,35 For FR-cotton, owing to the overlapping effect of the -NH and -OH peaks, the peak intensity is further increased in this interval. The peak at 2890 cm−1 is attributed to the C-H stretching bands. 36 The 1660 and 1262 cm−1 bands are due to the stretching vibrations of C=O and P=O groups, respectively.37,38 Furthermore, the characteristic absorption peak at 1022 cm−1 is due to the C-O-C and P-O-C groups.39,40 The FTIR, XPS and EDS results prove that the flame retardant APNTHE has been bonded to cotton tightly.

Fourier transform infrared spectra of cotton and flame retardant cotton (FR-cotton).
Thermal degradation analysis
The TG and derivative thermogravimetric (DTG) curves of cotton and FR-cotton under N2 and air atmospheres are shown in Figures 10 and 11, respectively. The data summarized from the curves are presented in Table 3. As shown in Figures 10(a) and (b), the TG curve of the original sample exhibited two main weight loss stages in the N2 atmosphere. The first stage began from 30°C to 180°C with a mass loss of 2.88%. This was mainly due to the removal of binding water in cellulose macromolecules. The second stage was the main thermal degradation stage, ranging from 250°C to 400°C with a mass loss of 71.59%. In this stage, there were two parallel competing reactions: (1) the pyran ring dehydrated and split to produce small molecular products, such as H2O, CO2 and residue char; (2) the degree of polymerization of the cellulose macromolecular chain decreased and the glycosidic bond was broken and, as a result, depolymerization and dehydration happened, generating tar volatile products such as L-glucose. The temperature corresponding to 5% weight loss (T5%) and the temperature corresponding to the maximum weight loss (Tmax) of cotton fabric were 320°C and 390°C, respectively.12,13
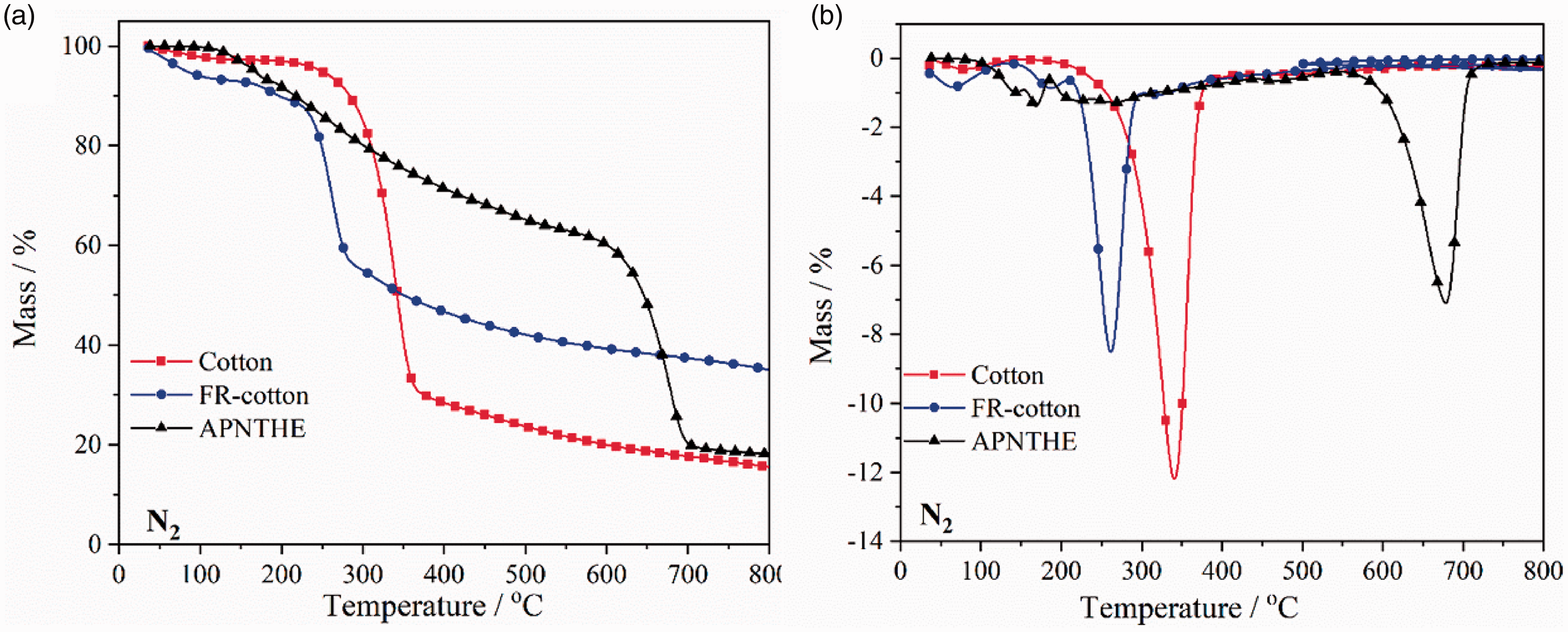
Thermogravimetric (TG) (a) and derivative thermogravimetric (DTG) (b) curves of cotton, flame retardant cotton (FR-cotton) and phosphorus- and nitrogen-containing flame retardant (APNTHE) in an N2 atmosphere.

Thermogravimetric (TG) (a) and derivative thermogravimetric (DTG) (b) curves of cotton, flame retardant cotton (FR-cotton) and phosphorus- and nitrogen-containing flame retardant (APNTHE) in an air atmosphere.
Data from thermogravimetric and derivative thermogravimetric curves of cotton and flame retardant cotton (FR-cotton) in N2 and air

For FR-cotton, the first weight loss stage was similar to that of the control sample, but the weight loss was up to 8.53%, which was significantly higher than that of the original sample. Combined with the thermal decomposition curve of APNTHE, it was inferred that not only was the bound water lost, but also the flame retardant decomposed in this stage and, as a result, the weight loss was significantly improved. The second thermal decomposition stage was from 200°C to 300°C, which was significantly earlier than that of the blank sample. Meanwhile, the T5% and Tmax of the FR-cotton decreased to 82.23°C and 157.44°C, respectively. APNTHE pyrolyzed before cellulose to generate phosphoric acid and other phosphorus-containing acids to promote the dehydration of cellulose chains to form char residue, which led to the earlier thermal decomposition and inhibited the production of volatile substances, such as L-glucan. 12 Thus, a dense char barrier was formed on the surface of the cotton fabric, which effectively inhibited the further degradation of cellulose.41,42 At 800°C, the char residue of FR-cotton was 35 wt%, which was higher than that of the cotton sample (15.53 wt%).
A TG test under an air atmosphere was carried out to obtain more detailed information of the thermal oxidation stability of FR-cotton, As shown in Figure 11, it was found that the weight loss trend of the samples in air was similar to that in nitrogen. The cotton and FR-cotton showed another weight loss stage that ranged from 400°C to 500°C and 450°C to 800°C, respectively, which was attributed to the further oxidative decomposition of the char residue formed by previous thermal decomposition of the samples. The FR-cotton slowly decomposed until 800°C, which proved that APNTHE could effectively delay the continuous thermal oxidative decomposition of FR-cotton. Consequently, 9.77 wt% char residue of FR-cotton was left at 800°C (Table 3), which was higher than that of the control sample (1.78 wt%).
Flammability and washing durability
Figure 12 illustrates the vertical combustion phenomena of the cotton fabric (Figure 12(a)), FR-cotton (Figure 12(b)) and FR-cotton-50 LCs (Figure 12(c)). The control fabric started to burn immediately and violently after touching the flame, then the fabric burned through at 40 s and only a little char residue was left. On the contrary, FR-cotton did not burn even if it was exposed to flame after 60 s. This indicated that the treated cotton fabric had good flame retardancy. Meanwhile, for FR-cotton-50 LCs, a similar phenomenon was found when it was exposed to flame after 60 s, and the fabric was not ignited. As shown in Table 4, the damage length of the FR-cotton-50 LCs increased and the LOI value decreased from 42.7% to 30.1%, indicating the flame retardancy decreased a little. This might be due to the fact that the polar covalent bond of P-O-C was partially hydrolyzed under the washing condition.13,43 Thus, the flame retardancy of the treated cotton reduced after repeated washing.
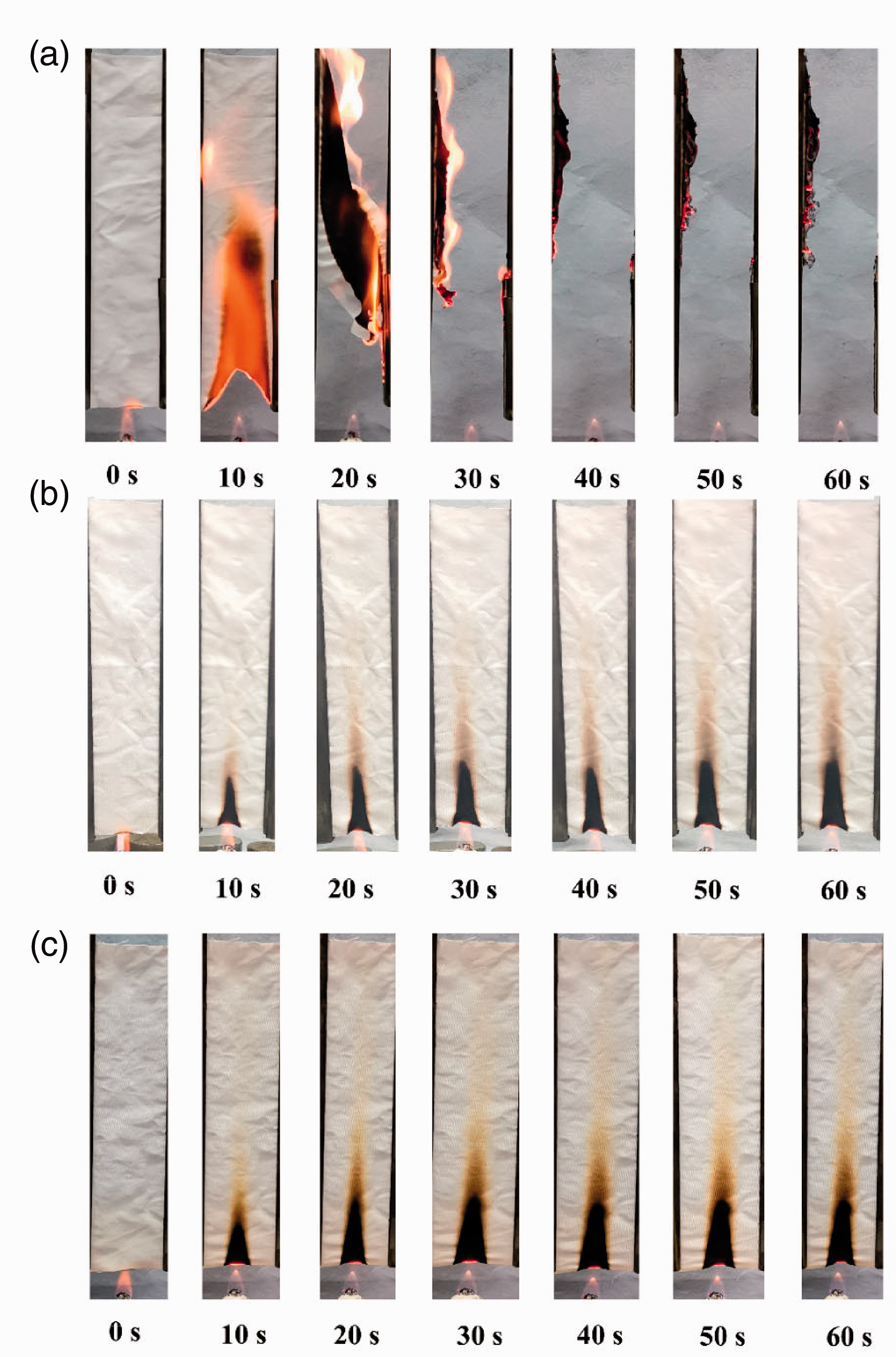
Vertical combustion test results of cotton (a), flame retardant cotton (FR-cotton) (b) and FR-cotton-50 laundering cycles (c).
Data acquired from vertical burning tests

LOI: limiting oxygen index; LCs: laundering cycles; FR-cotton: flame retardant cotton.
Combustion properties
Cone calorimeter instruments were used to appraise the combustion properties of FR-cotton. The obtained results are displayed in Figure 13 and the corresponding data are summarized in Table 5. Generally, the PHRR is regarded as an important parameter to access the combustion characteristics of materials.44,45 The PHRR of cotton fabric appeared at 85 s with the value of 135.72 kW/m2 (Figure 13(a)). For FR-cotton, a weak PHRR appeared at 79 s with the value of 11.0 kW/m2, which was much lower than that of the blank sample. The THR of the FR-cotton sample decreased from 16.9 MJ/m2 of cotton to 1.6 MJ/m2 with 90.53% reduction (Figure 13(b)). The fire growth rate index (FIGRA) is defined as the ratio of PHRR/time to PHRR, which reflects the growth rate as well as the scale of a fire. The FIGRA of FR-cotton decreased from 1.59 to 0.14 kW/m2s. These results illustrated that APNTHE was favorable to endow cotton fabric with excellent flame retardancy.
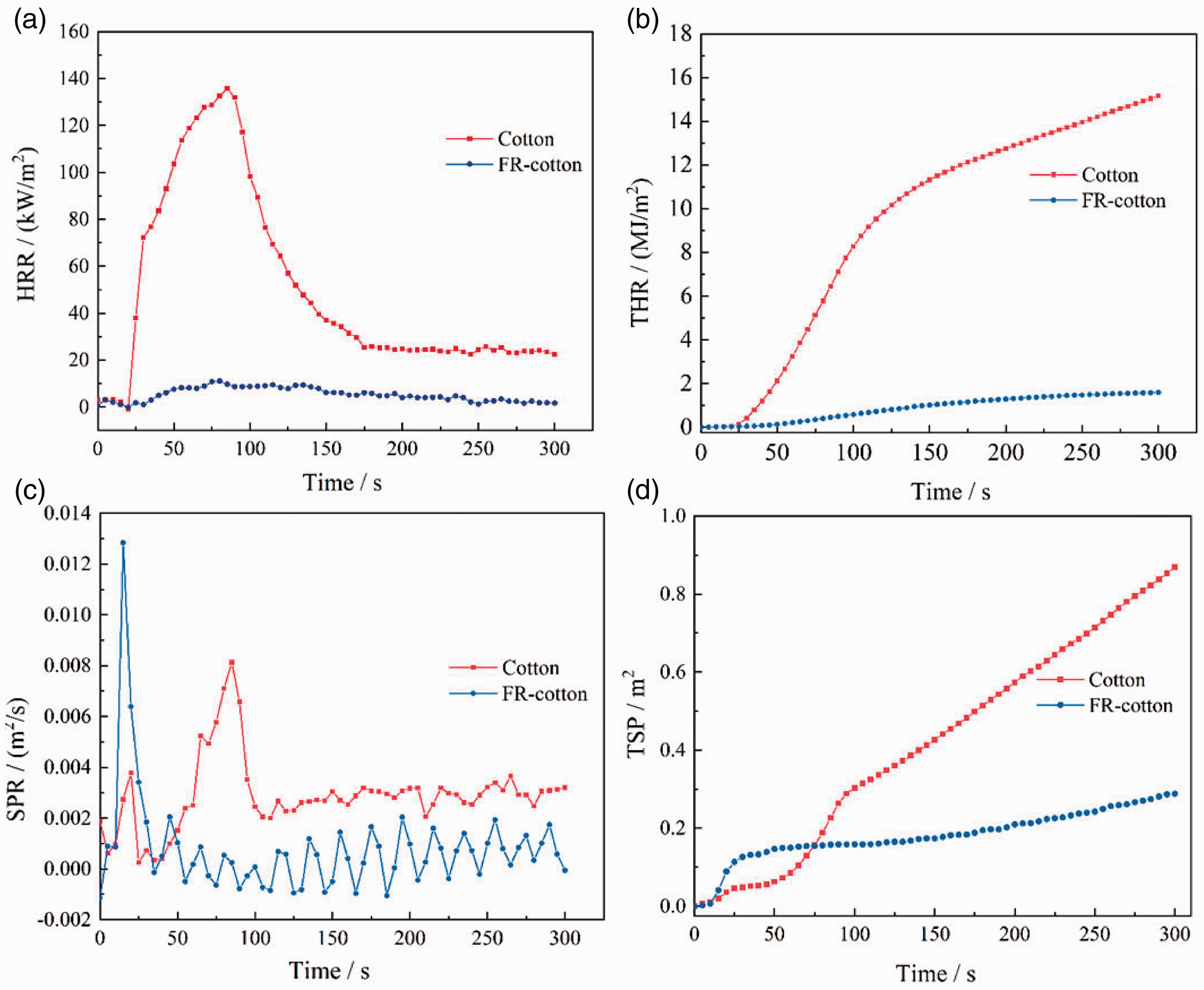
Heat release rate (HRR) (a), total heat release (THR) (b), smoke production rate (SPR) (c) and total smoke production (TSP) (d) curves of cotton and flame retardant cotton (FR-cotton).
Cone calorimeter test results of cotton and flame retardant cotton (FR-cotton)

TTI: time to ignition; PHRR: peak of heat release rate; THR: total heat release; PSPR: peak of smoke production rate; TSP: total smoke production; FIGRA: fire growth rate index.
In addition, the smoke production (SPR) of FR-cotton was lower than that of the blank sample (Figures 13(c) and 13(d)), while the peak of smoke production rate (PSPR) of FR-cotton increased from 0.0081 to 0.0128 m2/s. However, the total smoke production (TSP) decreased from 0.86 to 0.30 m2, which indicated that the flame retardant fabric had a smoke suppression effect.
Table 6 shows the efficiency and durability of cotton treated by different flame retardants. As far as the LOI value was concerned, the flame retardancy of FR-cotton prepared in this work was higher than those of previous reports. With the LCs increasing, the LOI values of all modified cotton decreased and the values reported in other literatures were lower than 30.0% after 50 LCs, except for the FR-cotton fabricated in this work. In addition, the PHRR reduction of this work was higher than that of other reports. The results further demonstrated that APNTHE was bonded onto the cellulose fiber surface, endowing the cotton fabric with durable flame retardancy.
Flame retardancy of cotton reported in the previous literatures
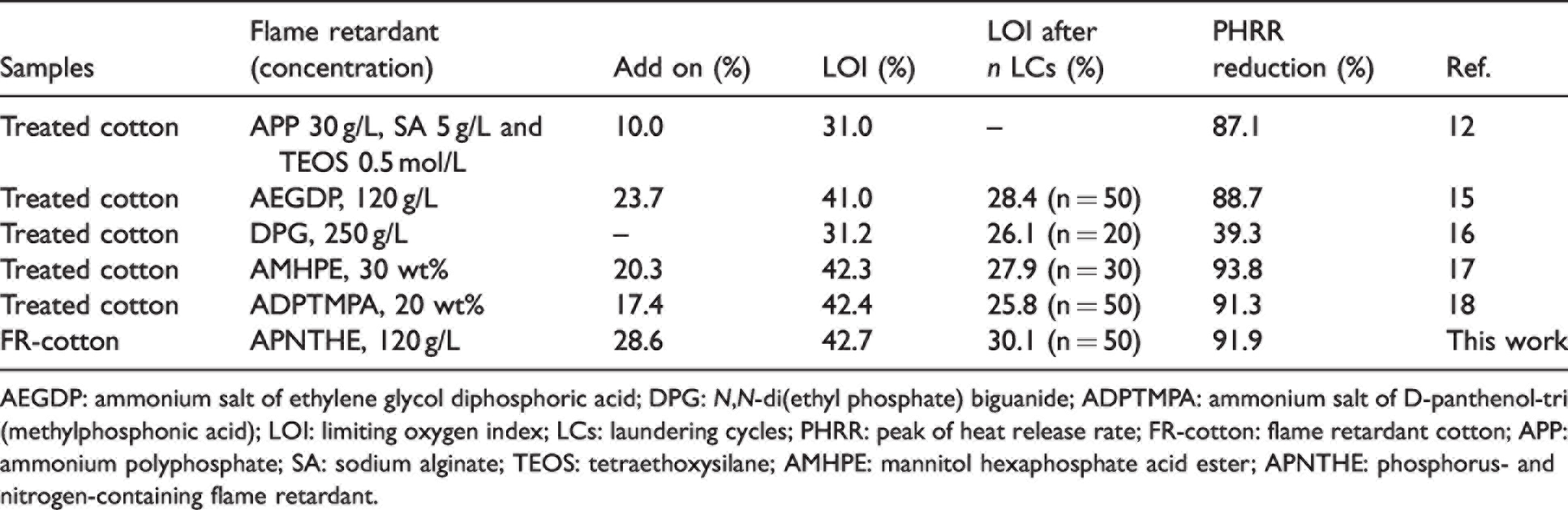
AEGDP: ammonium salt of ethylene glycol diphosphoric acid; DPG: N,N-di(ethyl phosphate) biguanide; ADPTMPA: ammonium salt of D-panthenol-tri(methylphosphonic acid); LOI: limiting oxygen index; LCs: laundering cycles; PHRR: peak of heat release rate; FR-cotton: flame retardant cotton; APP: ammonium polyphosphate; SA: sodium alginate; TEOS: tetraethoxysilane; AMHPE: mannitol hexaphosphate acid ester; APNTHE: phosphorus- and nitrogen-containing flame retardant.
Flame retardant mechanism analysis
Residual char analysis
SEM coupled with EDS was performed to investigate the surface morphology and element composition of the residual char. As displayed in Figure 14(a), the char residue of cotton was less, loose, easy to break and did not maintain a complete fiber shape. However, the residual char of FR-cotton was dense and continuous (Figure 14(b)). Therefore, heat and combustible gas could not easily penetrate the residual char layer into the flame zone, which effectively protected the underlying fiber matrix from combustion. Table 7 lists the element composition of the char residue. It shows that the P element still remained in the residual char of FR-cotton, which proved that it was involved in the formation of residue char in the condensed phase. However, the N element was not present in the residue char of FR-cotton. Therefore, it could be inferred that nitrogen was released in the form of nitrogen-containing compounds, such as NH3, during the combustion. In addition, a Raman spectrum was carried out to evaluate the degree of graphitization of the residual char. Figures 14(c) and (d) show the Raman spectra of the char residue of cotton and FR-cotton. The two peaks at about 1347 and 1569 cm−1 correspond to the G-band of graphite-structure carbon and the D-band of amorphous-structure carbon, respectively.44,45 In general, the degree of graphitization of the char residue could be assessed by the intensity ratio of the G-band and D-band (ID/IG). The lower ID/IG value indicated the higher degree of graphitization of the char residue. The ID/IG value of FR-cotton was 0.98, which was slightly lower than that of the blank sample (1.08), indicating that the residue char of FR-cotton had a relatively higher degree of graphitization and a more stable structure. The highly graphitized residual char acted as a physical barrier to delay the continuous decomposition of cotton. In other words, the flame retardant APNTHE played a role in the condensed phase.

Scanning electron microscope pictures of the char residue of cotton (a) and flame retardant cotton (FR-cotton) (b). Raman spectra of cotton (c) and FR-cotton (d).
Element compositions of the char residue of the samples

FR-cotton: flame retardant cotton.
TG-FTIR analysis
A TG-FTIR can effectively detect the compounds released due to thermal decomposition.46,47 The FTIR spectra of the released substances during different pyrolysis temperatures are displayed in Figure 15. For the original sample (Figure 15(a)), with the increase of pyrolysis temperature, more visible peaks appeared between 220°C and 300°C, which was in line with the TG results. There were three bands at 3750–3500, 2400–2260 and 1840–1650 cm−1, attributing to H2O, CO2 and the carbonyl compound, respectively.48–52 Therefore, the thermal decomposition products of the blank sample mainly included incombustible gases (such as CO2 and H2O) and combustible gases (such as carbonyls and alkanes).

The Fourier transform infrared spectra versus temperature for cotton fibers (a) and flame retardant cotton (b).
For FR-cotton (Figure 15(b)), more visible peaks were observed and ranged from 260°C to 340°C, ascribed to H2O, CO2 and the carbonyl compound. The appearance of the CO2 peak was significantly delayed about 40°C, which demonstrated that the introduction of APNTHE improved the thermal stability of the cotton matrix. What is more, due to the thermal decomposition of APNTHE, a new absorption peak appeared at 1090 cm−1, attributed to the characteristic absorption peak of NH3.53,54 The generated NH3 could effectively dilute the combustible gases and prevent the oxygen in the air from entering the combustion zone. Therefore, the flame retardant APNTHE also played a role in the gas phase.
Based on the Raman and TG-FTIR analysis, the flame retardant mechanism of FR-cotton is proposed in Figure 16. When FR-cotton was exposed to a fire, the incombustible gases (CO2 and NH3) generated by the decomposition of APNTHE not only diluted the concentration of combustion gases in the gas phase, but also acted as an effective barrier to obstruct the entry of external oxygen into the combustion zone. At the same time, phosphorous-containing acid generated by the pyrolysis of APNTHE could further catalyze the thermal decomposition of cotton to form a dense char layer. The char layer played a role in the condensed phase and acted as a natural barrier to isolate oxygen and heat to protect the cotton matrix from heat damage and delay the continuous thermal decomposition.

Schematic diagram of the proposed flame retardant mechanism. FR-cotton: flame retardant cotton.
Conclusion
A novel eco-friendly and highly effective APNTHE was synthesized by phosphorylation of NTHE. Furthermore, APNTHE was grafted onto the surface of cotton fabric through a covalent bond, which was proved by XPS, EDS and FTIR analysis. TG analysis demonstrated that the degradation temperature of FR-cotton in N2 and air decreased significantly and the amount of char residue increased significantly. The FR-cotton had lower PHRR and THR values, indicating good flame retardancy. The morphology and structure of the char residual were analyzed by Raman spectroscopy and a SEM, which confirmed that phosphorus was involved in the formation of the dense char layer and nitrogen was released in the form of volatile gases. TG-FTIR results further demonstrated that APNTHE played a role both in the condensed phase and in the gas phase during the burning of FR-cotton. The flame retardant system fabricated in this work provides a novel and convenient strategy for the construction of FR-cotton fabric.
Footnotes
Declaration of conflicting interests
The author(s) declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship and/or publication of this article: This work was supported by the National Natural Science Foundation of China (No. 51573134; No. 21975182) and the Beijing Tianjin Hebei collaborative innovation community construction project (No. 20541401D).