
Abstract
This paper aims to numerically establish the effects of polyester fiber performance on the pilling of polyester–cotton woven fabrics, including pilling grades, overall energy absorption and the forms of energy absorption. Geometric models of fabric and hairiness are established using the Python programming language based on the length and density distribution of hairiness on the fabric surface. The finite element method is adopted to simulate the pilling process of polyester–cotton woven fabrics with different polyester fiber performance parameters. The simulated pilling grades of fabrics are fairly close to the practical pilling grades, whose relative error is 7.3%. With the increase of fiber diameter, pilling grades decrease. Increasing the fiber friction coefficient also affects pilling grades, which firstly decrease and then increase. Pilling grades reduce with the increased fiber elastic modulus. Friction dissipation energy during pilling becomes the dominant form of energy. When the fiber diameter is less than 14 μm, the fiber friction coefficient is between 0.3 and 0.4 and the fiber elastic modulus is greater than 4.55 GPa, fabrics start pilling.
Keywords
Polyester–cotton woven fabrics constitute now the majority of textiles produced worldwide for clothing applications, which mainly results from their hygienic characteristics and generally high esthetic value and comfort of use. 1 These superior properties result from the mutually complementing features of the blend components. 2 Polyester fibers provide a high resistance to elongation and abrasion, low wrinkling and good recovery, as well as shape stability. 3 Cotton fibers provide good hydrophilicity, water absorption and soft handle. However, there are some technical problems largely affecting the quality and performance of polyester–cotton woven fabrics, among which, pilling is a serious one. 4 Pilling not only causes an unattractive appearance and uncomfortable handle of the fabric, but also shortens the service life and the added value of textile products. 5
The formation of pills is a dynamic process of entanglement of fibers on the surface of the fabrics during wear or washing. As a result of abrasion, weaker cotton fibers are mostly broken and entangled by stronger polyester fibers to form pills. Therefore, polyester fiber is the main fiber for pilling of polyester–cotton woven fabrics. Factors affecting pill formation are fiber characteristics, yarn construction, fabric construction and fabric finishing. So far, the methods that deal with the pilling problem have been various types of physical and chemical methods. 6 Physical strategies include increasing the yarn twist and fabric cover factors, which can reduce the mobility of fibers. However, such constraints generally adversely affect the softness of hand. The most typical chemical method to solve the pilling problem is the resin finishing method. These wet chemical treatments can form a film on the surface of fabrics to reduce inter-fiber friction. However, these processes are not environmentally friendly owing to the use of great amount of heated water and chemicals and the generation of polluting effluents or absorbable toxic exhaust. 7 So far, no effective and environmentally friendly ways have been developed to modify fibers for ecological sustainability. So, the development of environmentally friendly and economical processes is still in great demand in right now. The key element in the control of fabric pilling is to modify the inter-fiber friction coefficient, fiber diameter and fiber elastic modulus.
The solution to the pilling problem is, firstly, to study pilling mechanisms to establish their origins, and the second step is to determine environmentally friendly and economical ways to eliminate pilling. The finite element (FE) method 8 may provide a better choice to address this problem. Numerical simulation is an effective way to understand pilling mechanisms. Some researchers, such as Hearles and Wilkins, 9 have already put forward many mathematical models for pilling of individual fibers. It was revealed that the pills became larger and take longer to drop off the fabric when the mean fiber length, inter-fiber friction and fiber elastic modulus increased. However, the reasons for this phenomenon were not explained. In addition, the pilling process of a single fiber could not be reproduced. In order to make up for this defect, the FE method 10 based on Abaqus software can be used to solve these problems. Xu et al. 11 presented a dynamic model of heat and moisture transfer in porous fabric under low temperature by the FE method. Liu and Su 12 studied fiber tension distribution at an asymmetric spinning triangle with different axis fiber migration and twist factors using the FE method. Liu and Hu 13 investigated the mechanical behavior of spacer fabric under compression by FE analysis. The simulation results indicated that when the spacer monofilament inclination angle is smaller, the diameter of the space monofilament is coarser and the fabric thickness is lower, compression resistance is higher. Therefore, the FE method 14 is an efficient and effective approach. The complex and instantaneous process would be converted into a controllable and visual process through the simulation.
In this study, pilling mechanisms of polyester–cotton woven fabrics with blend ratios of 65%/35% were investigated. Since there are so many parameters affecting pilling, the yarn and fabric properties used in this study were kept constant. According to the dynamic characteristics of the fiber flexible body during pilling, fibers are regarded as a continuous elastic thin rod 15 to establish the fiber FE model. According to primary research, polyester fibers are the main reason for pilling of polyester–cotton blended fabrics. 16 Therefore, the pilling process with different polyester fiber performance was simulated by Abaqus. In addition, pilling grades of simulated fabrics and actual fabrics were determined by the objective evaluation method. 17 Pilling of polyester–cotton woven fabrics involves contact friction among fibers. The cotton fiber structure, whose cross-section is round, showing a flat ribbon-like appearance with a middle cavity and twist, is different from that of polyester fiber. The overall energy absorption during pilling is the total energy absorbed by the fabric, ultimately. In addition, the energy dissipation in the fabric takes place mainly in three ways, namely kinetic energy, strain energy and frictional dissipation energy. In this study, Abaqus Python scripting is proposed to develop a geometric framework of the fabric and hairiness on the fabric. The geometric model is calculated and visualized in Abaqus to obtain pilling images, energy curves and stress contours with different polyester fiber performance, which could be used to reveal the pilling mechanisms of polyester–cotton woven fabrics. The critical value of polyester fiber parameters can be determined and a software platform is obtained for designing polyester–cotton woven fabrics with anti-pilling performance.
Experimental details
Materials
In this study, the polyester–cotton woven fabrics with twill weaves were a blend 65% polyester fiber and 35% cotton fiber with a warp yarn count of 30 tex and a density of 108 ends/in; also, the weft yarn count was 30 tex and the density was 58 ends/in. The length of the polyester fiber used in the fabric was 38 mm. The length of the cotton fiber used in the fabric was 28 mm with a fineness of 1.6 tex. Finishing treatments (desizing, bleaching, washing, drying and thermo-stabilization) of the fabrics were applied.
Method
Test of fiber performance
The fiber diameter was measured by a YG002C fiber fineness meter. The fiber elastic modulus was measured by a YG006 electronic fiber strength tester with constant rate of extension at the speed clamp of 100 mm/min. The fiber friction coefficient was measured by a Y151 fiber friction coefficient tester, which used the capstan method.
Hairiness distribution on fabric
For a comprehensive examination of hairiness on the fabric after the pilling test, the hairiness length and amount on the fabric should be available. After the pilling test, the fabric was folded along the lines of the fabric, and the straight line formed by the folding position was used as the baseline. The fabric surface with pills and hairiness, which faced outwards, was placed on a contrasting background with a scale. The fabric was magnified by digital imaging equipment (MIXOUT1000 digital microscope) to obtain fabric hairiness and pills images, as shown in Figure 1.

Images of pills and hairiness.
The length and amount of hairiness on each baseline was tested by a Nano Measurer 1.2, as depicted in Figure 2. Then the length and amount of hairiness on each baseline were summarized to obtain the hairiness length and density distribution on a fabric sample.
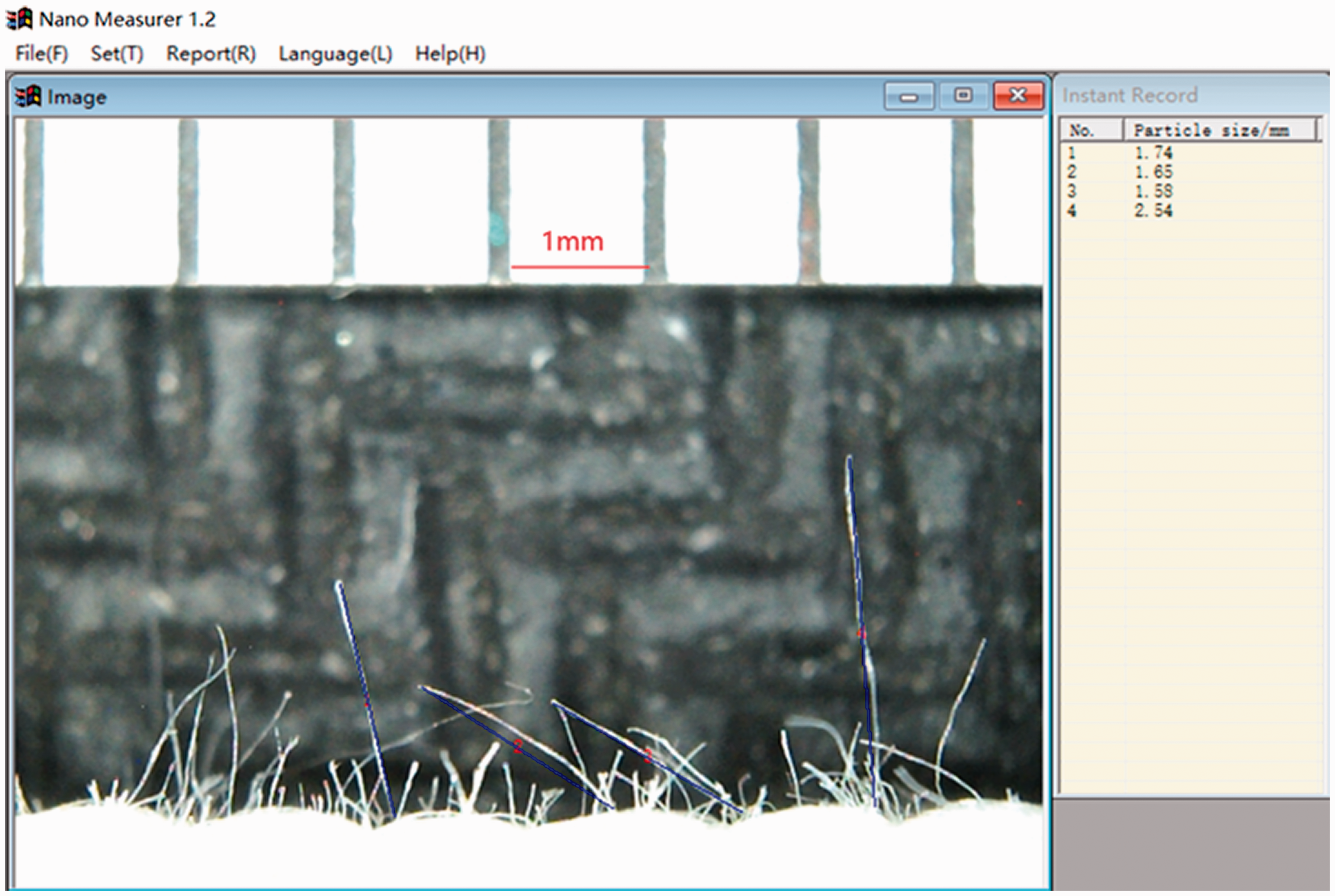
The length and amount of hairiness on a baseline by the Nano Measurer 1.2.
Pilling test
All the samples were tested for pilling performance according to the ISO 12945-2 testing method. A YG401H Martindale pilling and abrasion meter from Ningbo Textile Instrument Factory (Ningbo, China) was used. The fabrics were conditioned for 24 h at 20 ± 2°C and 65 ± 2% relative humidity prior to testing. The fabrics were cut into two pieces with the radius of 140 mm. Sample A was used as the test specimen in the sample holder, facing down against the abradant fabric, and sample B was applied as the abradant fabric with the face up, placed on the bottom of the test sample in the abradant holder. The pilling experiment was conducted for 7000 cycles. After the pilling test, the pilling grades of the pilled fabrics were evaluated by the objective evaluation method, which combines integrated image processing technology and a deep learning algorithm. 17
Dynamic finite element model of the pilling process
Geometric model
The physical characteristics of polyester fibers are measured in Table 1 to establish geometric fiber models.
Physical characteristics of polyester fibers

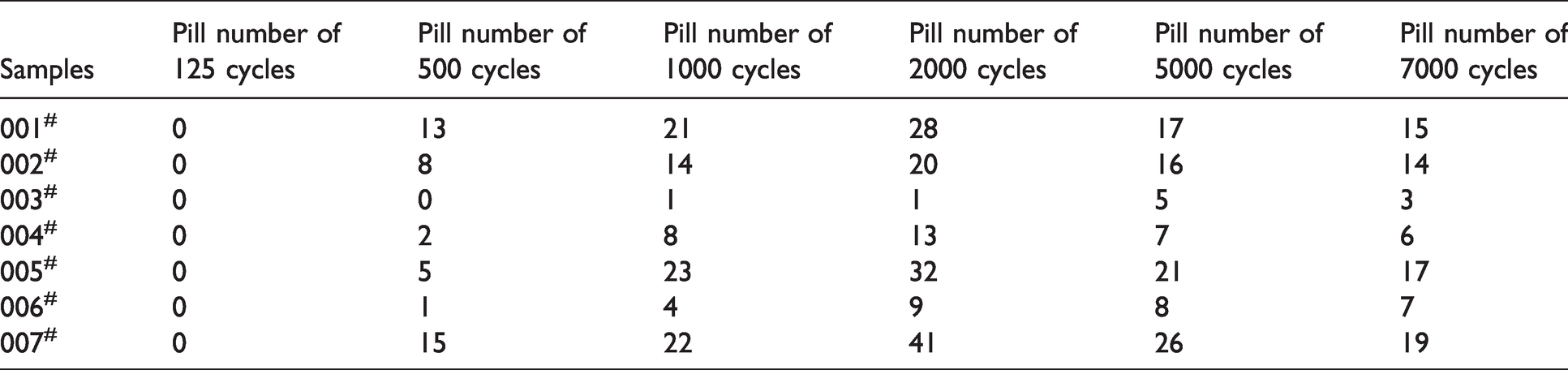
The length and density of hairiness on the fabric determine the tendency of fabric pilling. Therefore, the length and density of hairiness should be tested to accurately establish the geometric model of fabric and hairiness. The number of pills of fabrics under different cycles is shown in Table 2. From Table 2, it can be seen that the pilling tendency of sample 007# is the worst, while sample 003# possesses the best anti-pilling performance.
The number of pills on the surface of polyester–cotton woven fabrics
The amount and length of hairiness of sample 007# is studied, as shown in Figure 3. It can be seen from Figure 3 that after 500 cycles, there is a great deal of short hairiness whose length is less than 0.6 mm on the fabric, and 15 pills are formed on the fabric. After 1000 cycles, the amount of short hairiness decreased. In contrast, the amount of hairiness increases whose length is more 0.6 mm, and 22 pills are formed on the fabric. After 2000 cycles, the amount of hairiness increases, whose length is between 0.2 and 0.4 mm. However, the amount of hairiness decreases whose length is longer than 0.4 mm, and 41 pills are formed on the fabric, which means the number of pills reaches the maximum. After 5000 cycles, the amount of short hairiness increases drastically. Only 26 pills are formed on the fabric. The reason for this is that the pills fall off from the surface of fabric due to friction. The residual fiber ends after pill break-off are treated as new short hairiness. After 7000 cycles, the amount of hairiness increases drastically, whose length is less than 0.6 mm. The number of pills is reduced to 19. The explanation for this is that the pills break off gradually, contributing to the action of rubbing to form new hairiness. It is found that when the average length of hairiness on the fabric surface reaches 0.66–0.8 mm and the hairiness density reaches 2–4.6 ends/cm2, the fabric will begin pilling.
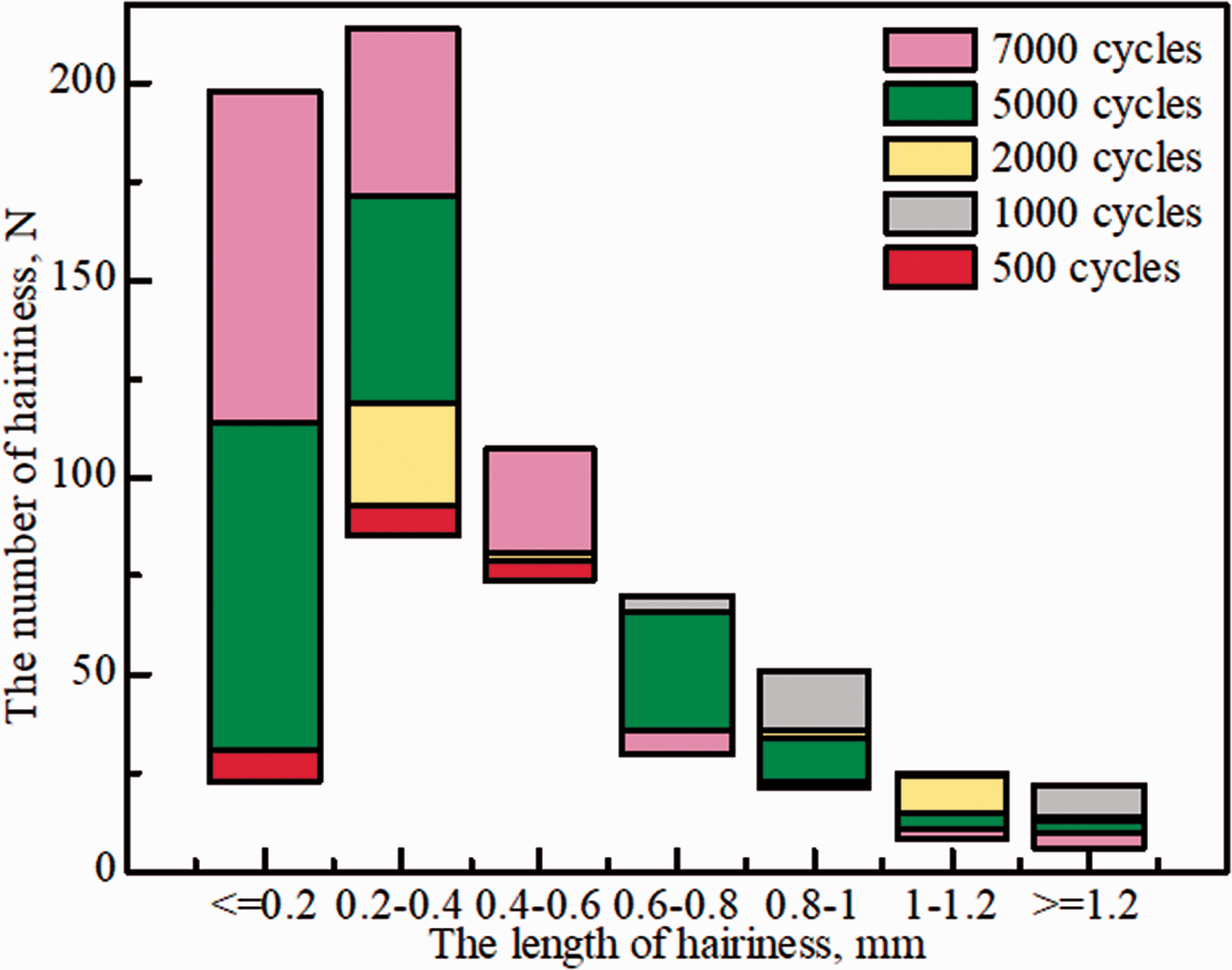
The length and amount of hairiness of fabric 007# under different cycles.
The length and amount of hairiness of fabric 003# after different cycles is shown in Figures 4(a)–(d). From Figure 4(a), it can be seen that the length of hairiness is concentrated at 0.55 mm after 1000 cycles, and the density of hairiness is 9.2 ends/cm2. There is one pill on the fabric. After 2000 cycles, the hairiness length is mainly 0.8 mm, and the hairiness density is 2 ends/cm2. There is only one pill on the fabric. After 5000 cycles, the hairiness length is concentrated at 0.66 mm, and the hairiness density is 3.6 ends/cm2. There are five pills on the fabric. After 7000 cycles, the hairiness length is 0.77 mm, and the density reaches 4.6 ends/cm2. There are three pills on the fabric. Therefore, the critical value of hairiness length and density are 0.66–0.8 mm and 2–4.6 ends/cm2, respectively, when pilling of the polyester–cotton woven fabric starts. The length and number distribution of hairiness on the fabric follow Gaussian law.
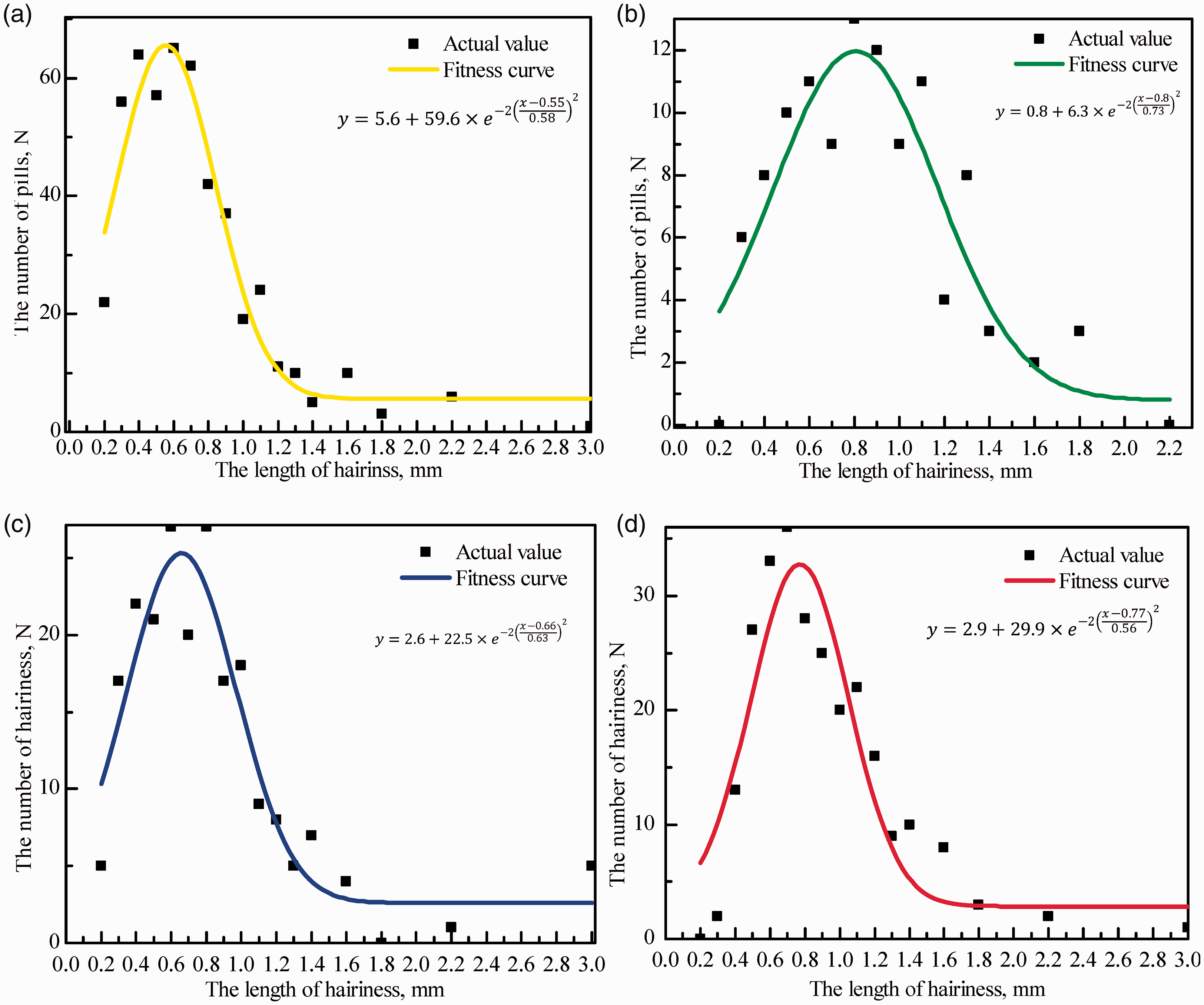
The length and hairiness distribution of fabric 003# after different cycles.
According to the above analysis, the fabric and hairiness geometric model should be constructed. The quantity of polyester fibers and cottons fibers is distributed according to the ratio of 65% and 35% and the length and density distribution of hairiness should be constructed in accordance with Gaussian law. The geometric script code of the fabric and hairiness is written in the Python language to form a plug-in, which is imported into Abaqus. The fabric, which is spun and woven by using fibers, is a sheet-like object with the characteristics of anisotropy. In this study, fabrics are assumed to be homogeneous. The fabric is set as a three-dimensional homogeneous entity. Polyester fibers and cotton fibers are set as three-dimensional deformable shapes. The cross-sectional shape of polyester fibers and cotton fibers are different. Therefore, the cross-sectional shape of polyester fibers and cotton fibers are assumed to be round and an elliptical cylinder, respectively. The geometric model of fabric and hairiness is shown in Figure 5.
Geometric model of polyester–cotton blended fabric and its hairiness.
Definition of material properties and interaction
Before simulation of pilling and the nonlinear dynamic behavior analysis, parameters of the material property should be properly set. The physical property parameters of polyester fibers, such as fiber diameter, fiber elastic modulus and friction coefficient, are set according to Table 1. The density and Poisson's ratio of polyester fiber are 1.38 × 103 kg/m3 and 0.3, respectively. The cross-section of cotton fibers is set as a hollow ellipse, whose property is of the beam type. The density of cotton fibers is 1.5 × 103 kg/m3. The cross-section of cotton fiber is circular. The elastic modulus of cotton fibers is 3.9 GPa. The Poisson's ratio of cotton fiber is 0.3. The cross-section of fabric with an area of 7.1 cm2 is circular, whose thickness is 0.38 mm, density is 1.4 × 103 kg/m3 and Poisson's ratio is 0.3. Under external rubbing force, instances of hairiness entangle with one another. Instances of hairiness closely contact with each other to form high-transverse pressure, which leads to the generation of friction. Therefore, the friction formula of the tangential behavior of the contact property is set as a penalty function. The friction coefficient is set according to the actual measured fiber friction coefficient. Contact and friction between hairiness are defined by the Abaqus general contact algorithm. According to the motion law of the Martindale method of pilling, the fabric rotates freely around the central axis perpendicular to the sample. In this study, a reference point is set on the central axis. The coupling interaction between the reference point and the fabric is established, so that the motive law of the fabric during pilling can be applied to the reference point. At the same time, a binding interaction is set between the fabric and the fixed ends of the hairiness for hairiness rotating freely with the fabric.
Boundary conditions and loads
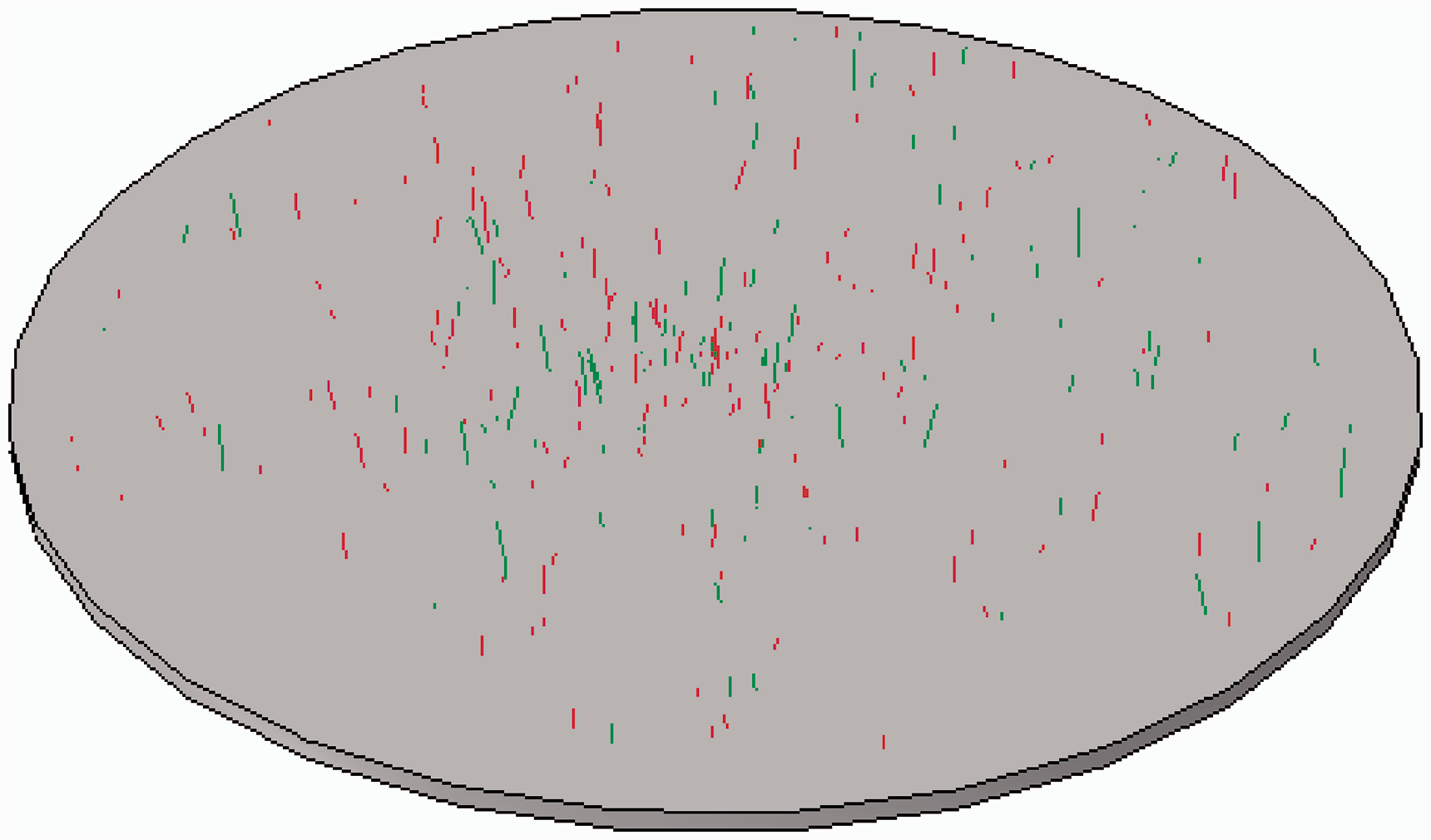
When fabric pilling is tested according to the Martindale method, the fabric sample is subjected to a pressure of 0.415 N and rubs against the other sample according to the motion trajectory of the Lissajous figure. The trajectory law of the Lissajous curve is shown in Equation (1)

The movement of a complete Lissajous graphic includes six trajectories.
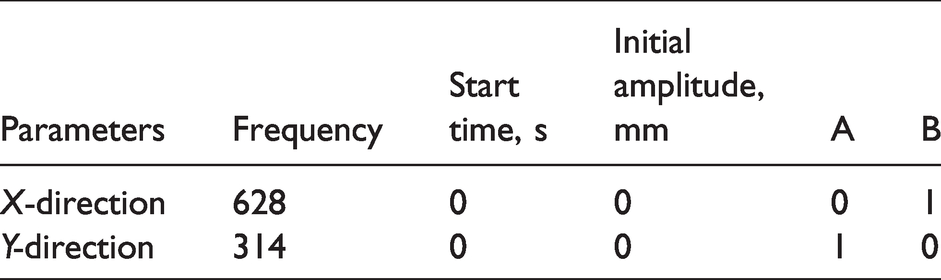
When a = b = 1, p = 1, n = 1 and t = 0, Equation (1) becomes Equation (2)

Within this time period, the displacements in the x-direction and z-direction in the boundary conditions are both 55 mm, and the amplitude curve is selected as the periodic type. The specific parameters are shown in Table 3.
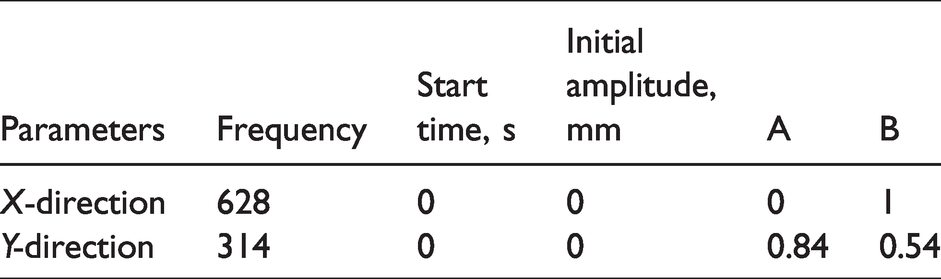
When a = b = 1, p = 1, n = 1 and t = π/2, Equation (1) becomes Equation (3)

Parameters of the periodic amplitude curve in the first period
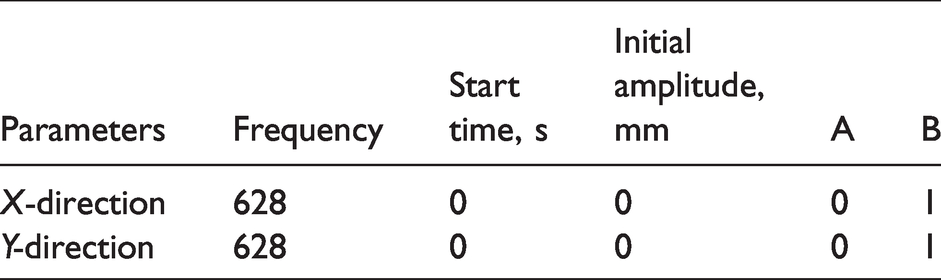
Within this time period, the displacements in the x-direction and z-direction in the boundary conditions are both 55 mm, and the amplitude curve is selected as the periodic type. The specific parameters are shown in Table 4.
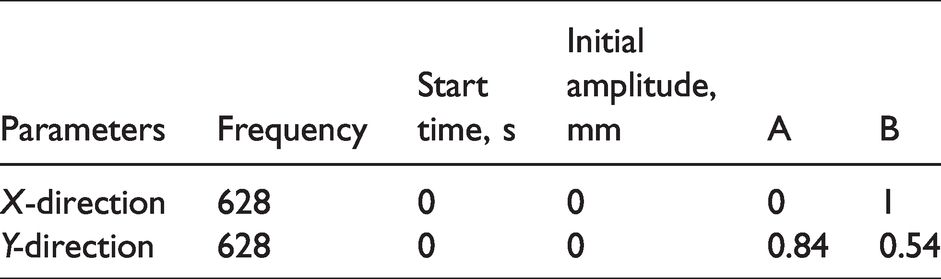
When a = b = 1, p = 1, n = 1 and t = 1, Equation (1) becomes Equation (4)

Parameters of the periodic amplitude curve in the second period

Within this time period, the displacements in the x-direction and z-direction in the boundary conditions are both 55 mm, and the amplitude curve is selected as the periodic type. The specific parameters are shown in Table 5.
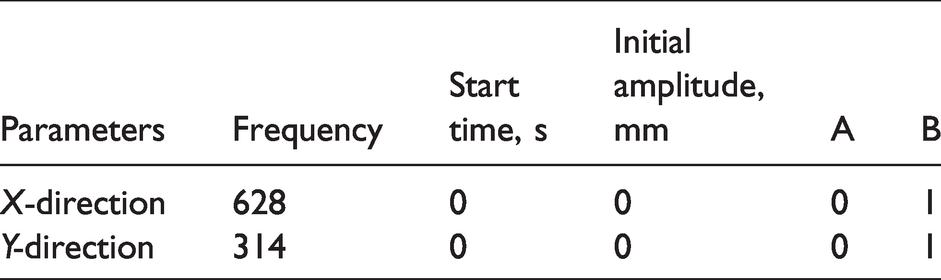
When a = b = 1, p = 1, n = 2 and t = 0, Equation (1) becomes Equation (5)

Parameters of the periodic amplitude curve in the third period
Within this time period, the displacements in the x-direction and z-direction in the boundary conditions are both 55 mm, and the amplitude curve is selected as the periodic type. The specific parameters are shown in Table 6.
When a = b = 1, p = 1, n = 2 and t = π/2, Equation (1) becomes Equation (6)

Parameters of the periodic amplitude curve in the fourth period
Within this time period, the displacements in the x-direction and z-direction in the boundary conditions are both 55 mm, and the amplitude curve is selected as the periodic type. The specific parameters are shown in Table 7.
When a = b = 1, p = 1, n = 2 and t = 1, Equation (1) becomes Equation (7)

Parameters of the periodic amplitude curve in the fifth period
Within this time period, the displacements in the x-direction and z-direction in the boundary conditions are both 55 mm, and the amplitude curve is selected as the periodic type. The specific parameters are shown in Table 8.
Parameters of the periodic amplitude curve in the sixth period
In addition, a rotation speed of 47.5 rad/s is applied to the reference point along the y-axis.
Computation of the energy absorption
In this study, external force action can be assumed to be fully absorbed by the fabric based on the law of energy conservation. The total energy absorbed by the fabric is composed of three kinds of energy, namely friction dissipation energy, strain energy and kinetic energy.
Friction dissipation energy is generated because of inter-fiber friction. Friction dissipation energy is calculated by Equation (8). When fibers move, the displacement is related to points of contact among fibers, which is determined by the fiber diameter and fiber elastic modulus. Therefore, it can be concluded that friction dissipation energy is related to the friction coefficient, fiber elastic modulus and fiber diameter

Strain energy is generated due to the deformation of fibers during pilling, which is calculated by Equation (9)

Kinetic energy is generated due to the movement of fibers during pilling, which is calculated by Equation (10)

Results and discussion
The pilling process of polyester–cotton woven fabrics is simulated by Abaqus. The effects of polyester fiber performance on the pilling grades of fabrics and energy generated during pilling are studied to reveal pilling mechanisms. The critical value of polyester fiber performance parameters of polyester–cotton woven fabrics is determined, and a software platform is obtained to control and design polyester–cotton woven fabrics with anti-pilling performance.
Effect of polyester fiber diameter on pilling
Pilling of polyester–cotton woven fabric with polyester fiber diameters of 12, 14 and 15.6 μm was simulated by Abaqus. The simulation results are shown in Figures 6(a)–(c), which are images of pilling of hairiness on fabrics. The degree of pilling on the surface of the fabric cannot be judged by the naked eye. Therefore, Figures 6(a)–(c) are processed by the objective evaluated method to obtain images of the fabric rating, as shown in Figure 7(a)–(c). The pilling grades of Figures 7(a)–(c), which are objectively graded by a deep learning algorithm, are 3, 3.5 and 4.5, respectively.
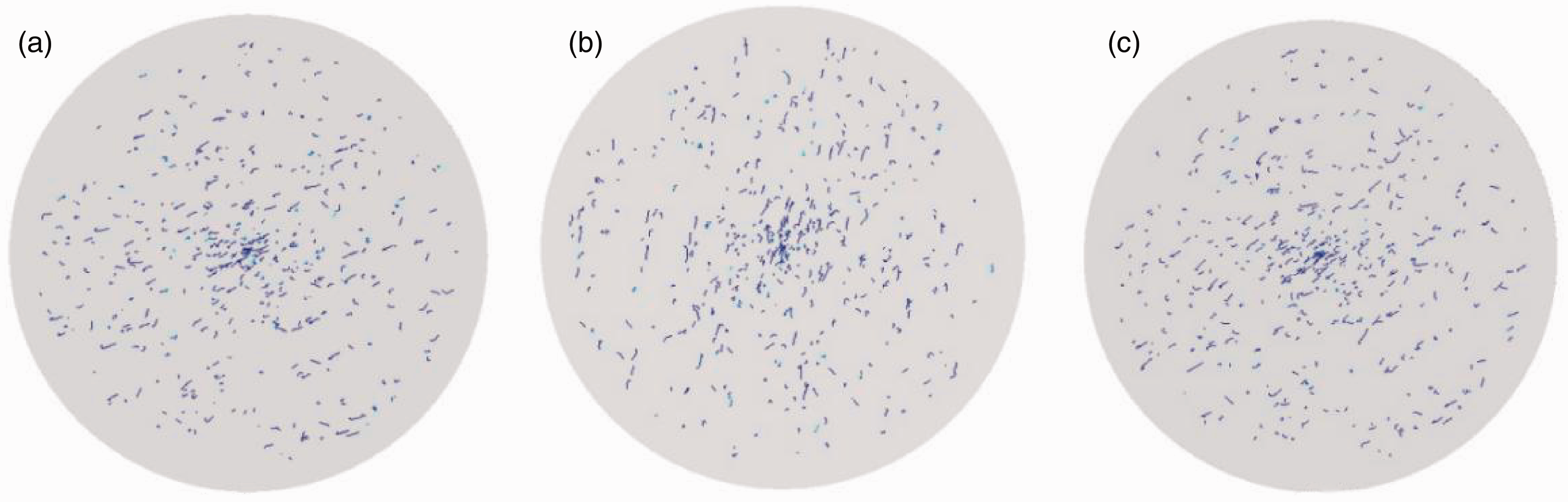
Finite element method images of pilling of polyester–cotton woven fabrics with different polyester fiber diameters: (a) d = 12 μm; (b) d = 14 μm; (c) d = 15.6 μm.
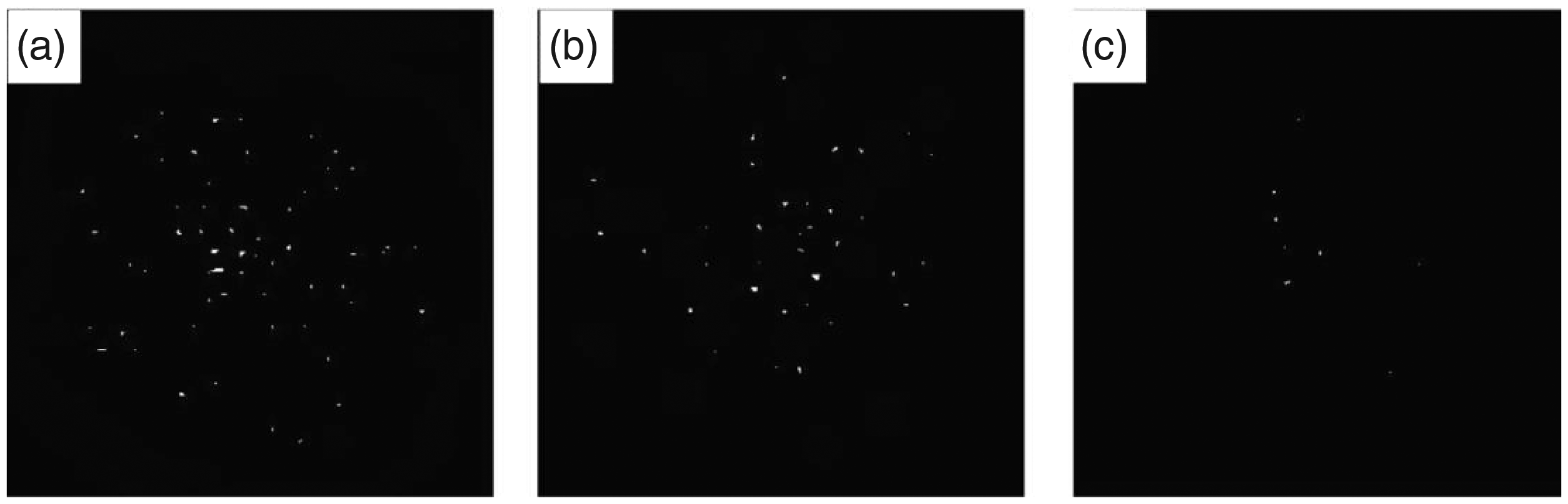
Rating images of pilling simulation of polyester–cotton blended woven fabrics with different polyester fiber diameters: (a) d = 12 μm; (b) d = 14 μm; (c) d = 15.6 μm.
The effect of the polyester fiber diameter on friction dissipation energy, strain energy and kinetic energy, which were generated during pilling as discussed, is shown in Figures 8(a)–(c). Figure 8(a) describes the effect of polyester fiber diameter on friction dissipation energy. It can be seen from Figure 8(a) that as the polyester fiber diameter increases, the friction dissipation energy becomes smaller. The explanation for this is that the larger the fiber diameter is, the less chance of entanglement among fibers and the smaller the slip displacement caused by the contact among fibers, as shown in Figure 9(a). Therefore, when the polyester fiber diameter increases, friction dissipation energy reduces and the pilling grades improves. There is an obvious negative correlation between friction dissipation energy and pilling grades.
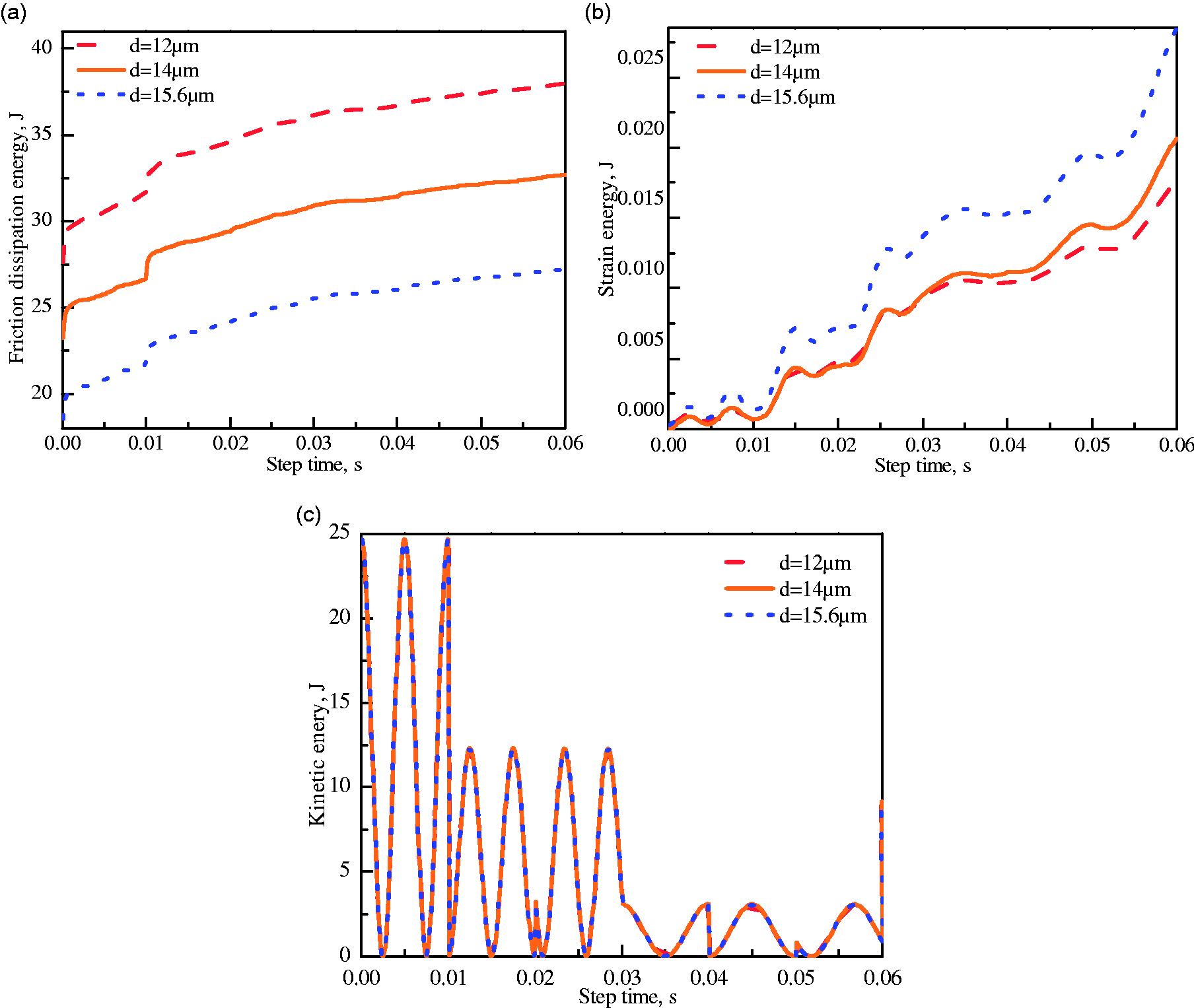
Effect of polyester fiber diameter on energy during pilling: (a) friction dissipation energy; (b) strain energy; (c) kinetic energy.

Effect of polyester fiber diameter on variables during pilling: (a) slip displacement; (b) strain.
Figure 8(b) depicts the effect of polyester fiber diameter on strain energy. From Figure 8(b), it can be seen that strain energy increases with the increasing of polyester fiber diameter. This may be attributed to the increased strain acting on fibers with larger fiber diameter, as shown in Figure 9(b). Stress contours with polyester fiber diameters of 12, 14 and 15.6 μm are depicted in Figures 10(a)–(c). From Figures 10(a)–(c), it can be concluded that increasing polyester fiber diameter will increase the stress of fibers. The explanation may be that when the polyester fiber diameter increases, points of contact decrease, which leads to a lower area of action. Therefore, increasing the polyester fiber diameter will increase strain and stress simultaneously, which leads to greater strain energy of the fabric. Figure 8(c) shows the effect of fiber diameter on kinetic energy. The trends of kinetic energy as function of fiber diameter are different from friction dissipation energy and strain energy. From Figure 8(c), it is depicted that kinetic energy with different fiber diameters is the same. This is associated with the same kinetic energy applied to the entire fabric during piling. The kinetic energy in each cycle complies with Gauss’s law. Comparing friction dissipation energy and strain energy with kinetic energy, it is found that friction dissipation energy is the main form of energy absorption during pilling.
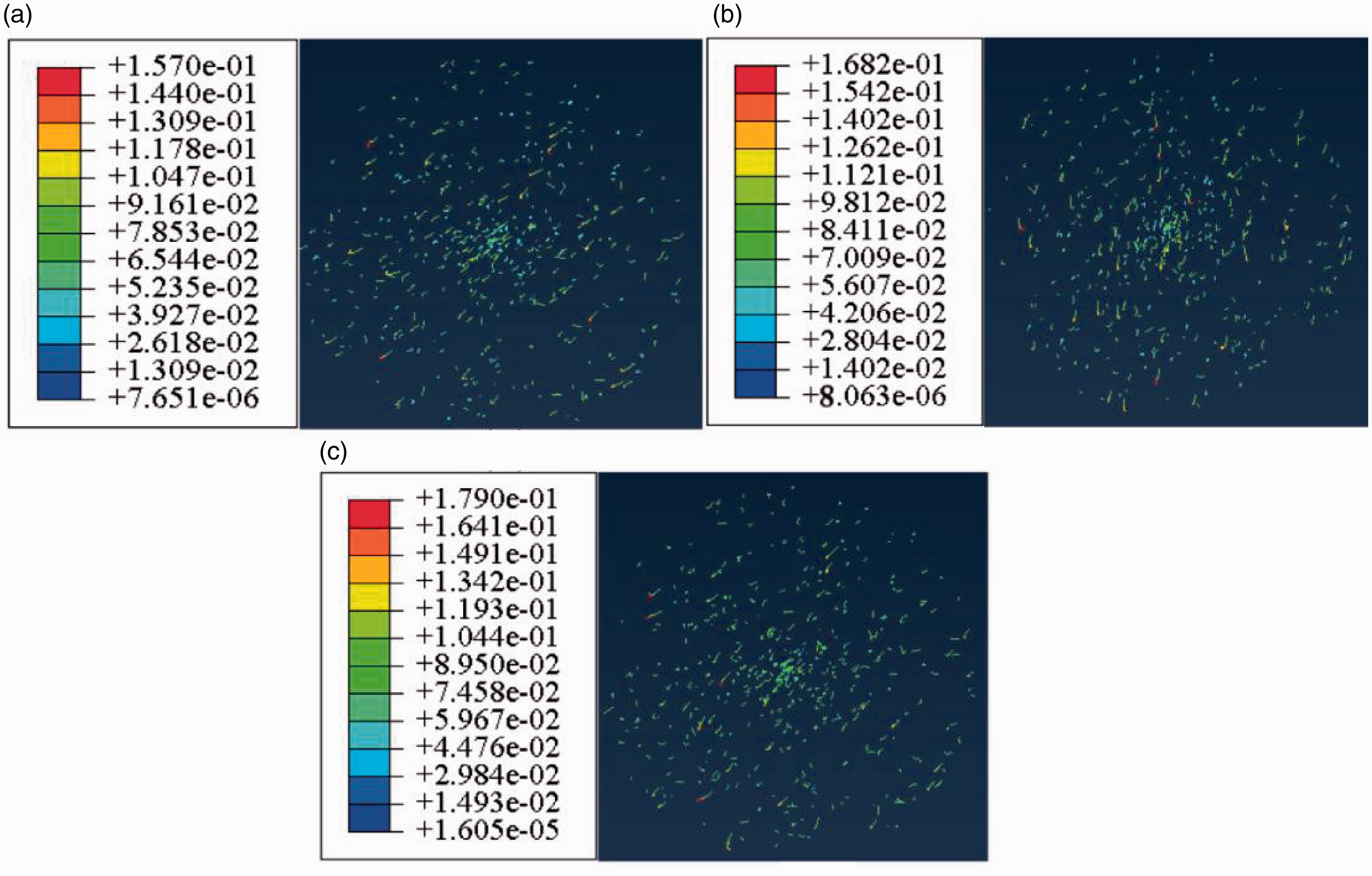
Stress contours of pilling with different polyester fiber diameters: (a) d = 12 μm; (b) d = 14 μm; (c) d = 15.6 μm.
The pilling simulation of polyester–cotton woven fabric with polyester fiber diameters of 12, 14 and 15.6 μm are verified. The polyester fiber diameter of 12, 14 and 15.6 μm are blended with the same cotton fiber. The specific technical parameters of the yarn and fabric are as follows: the yarn count is 30 tex, the warp and weft densities are 108 and 58 ends/in, respectively, and the fabric structure is twill. Three sets of samples of different areas on every kind of fabric were used, which means that there are nine sets of samples. These fabrics are tested by the Martindale method for pilling. Pilling images of three samples are shown in Figures 11(a)–(c).
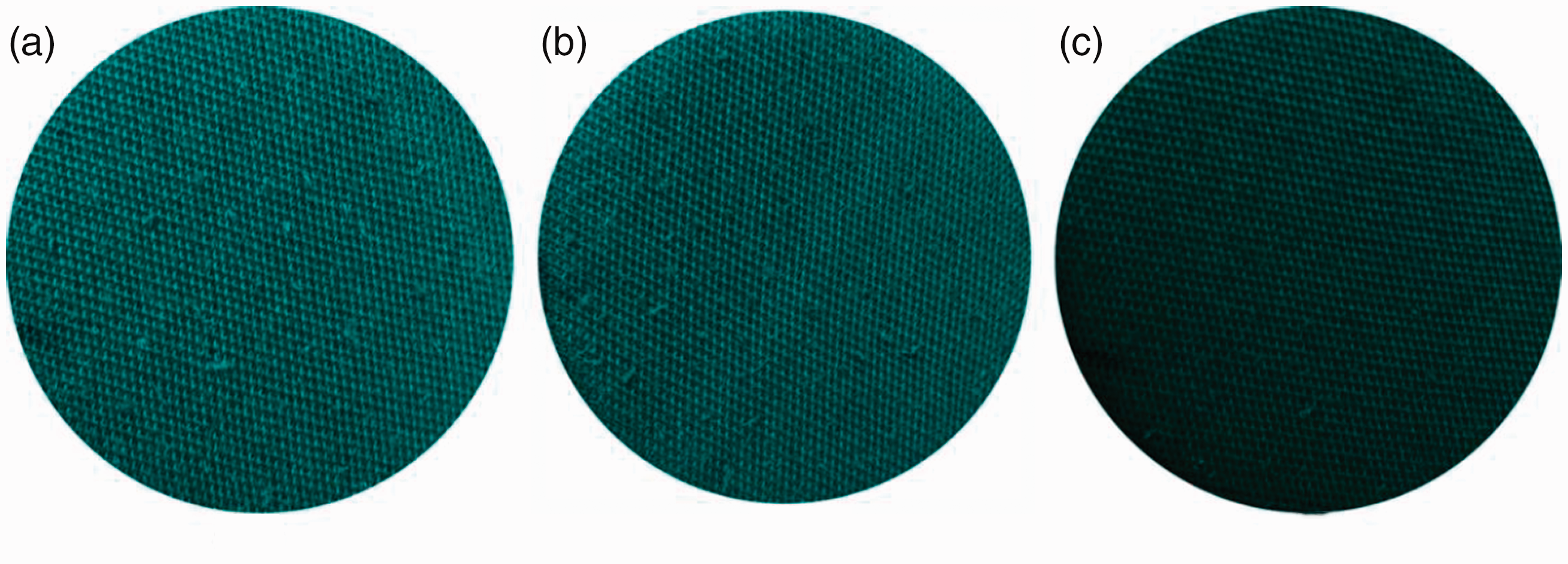
Pilling images of actual fabrics with different polyester fiber diameters: (a) d = 12 μm; (b) d = 14 μm; (c) d = 15.6 μm.
Nine pilling images of samples are processed by the image technique to obtain pilling rating images. Pilling features of Figures 11(a)–(c) are as shown in Figures 12(a)–(c). The average of pilling grades of every kind of fabric are 3, 3.5 and 4.5, which are consistent with pilling results of the FE method. The actual shape of a single pill on the fabric surface is compared with the simulated shape, as shown in Figures 13(a) and (b). Figures 13(a) and (b) depict a scanning electron microscopy (SEM) image and a simulated image, respectively, of a single pill. It can be seen from Figures 13(a) and (b) that the actual pill shape is very similar to the simulated pill shape.
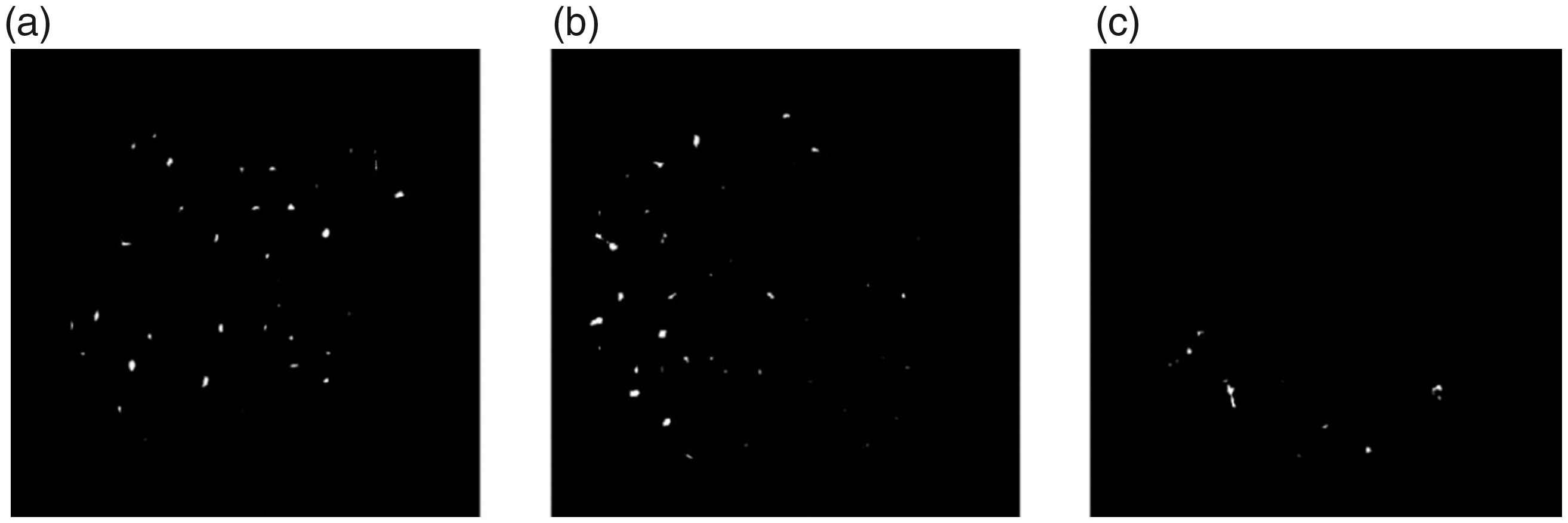
Images of extracted pills: (a) d = 12 μm; (b) d = 14 μm; (c) d = 15.6 μm.

Scanning electron microscopy (SEM) image and simulation image of a pill: (a) SEM image; (b) simulation image.
Effect of fiber friction coefficient on pilling
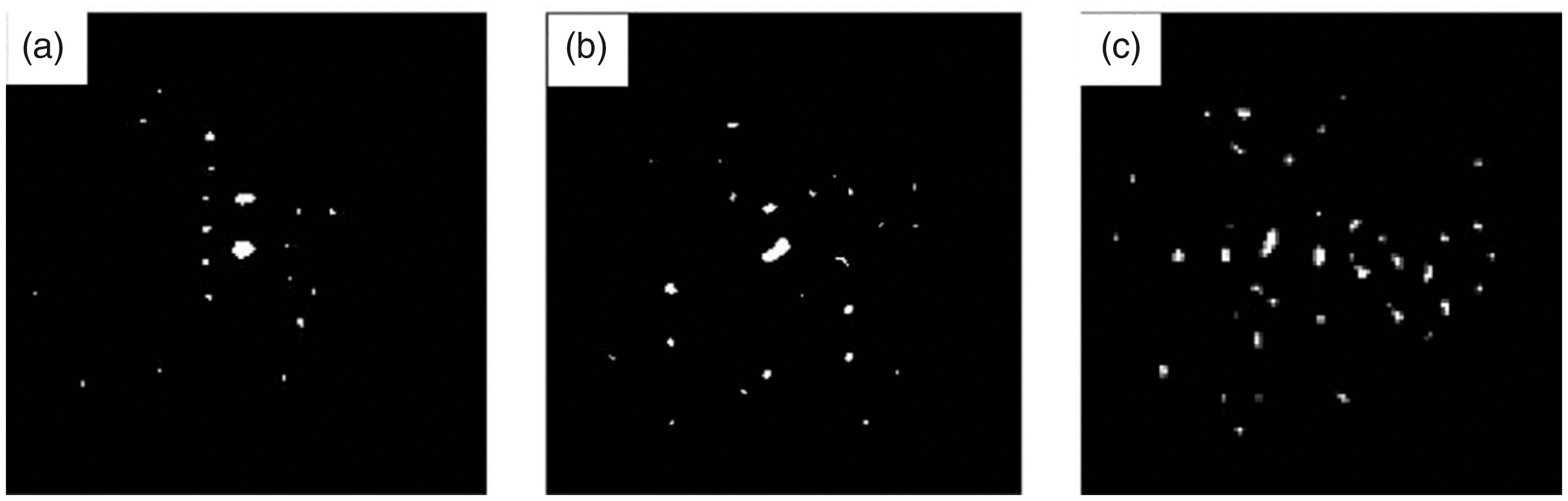
Pilling of fabric with different fiber friction coefficients of 0.2, 0.3 and 0.4 is simulated. The material property, interaction, boundary and load are consistent with the above. Simulated pilling images are depicted in Figures 14(a)–(c), which are processed by image technology to obtain pilling rating images. Figures 15(a)–(c) show the pilling rating images, which are rated by a deep learning algorithm to be 3.5, 3 and 4, respectively. It has been observed that pilling grades of polyester–cotton woven fabrics decrease and then increase with the increase of the fiber friction coefficient.

Simulation images of fabrics with different friction coefficients: (a) μ = 0.2; (b) μ = 0.3; (c) μ = 0.4.

Rating images of pilling simulation of fabrics with different friction coefficients: (a) μ = 0.2; (b) μ = 0.3; (c) μ = 0.4.
The effects of the fiber friction coefficient on friction dissipation energy, strain energy and kinetic energy are discussed, referring to Figures 16(a)–(c). Figure 16(a) describes the effect of the fiber friction coefficient on friction dissipation energy. It is not difficult to discover that friction dissipation energy increases and then decreases with the increase of the fiber friction coefficient. It is reasonable that with a small increase of the fiber friction coefficient, slip displacement increases, as shown in Figure 17(a). However, a much higher fiber friction coefficient would restrain the motions of the fibers, leading to a much lower slip displacement. It can be indicated that there is an obvious negative correlation between frictional dissipation energy and pilling grades of fabrics.

Effect of the friction coefficient on energy during pilling: (a) friction dissipation energy curve; (b) strain energy curve; (c) kinetic energy curve.
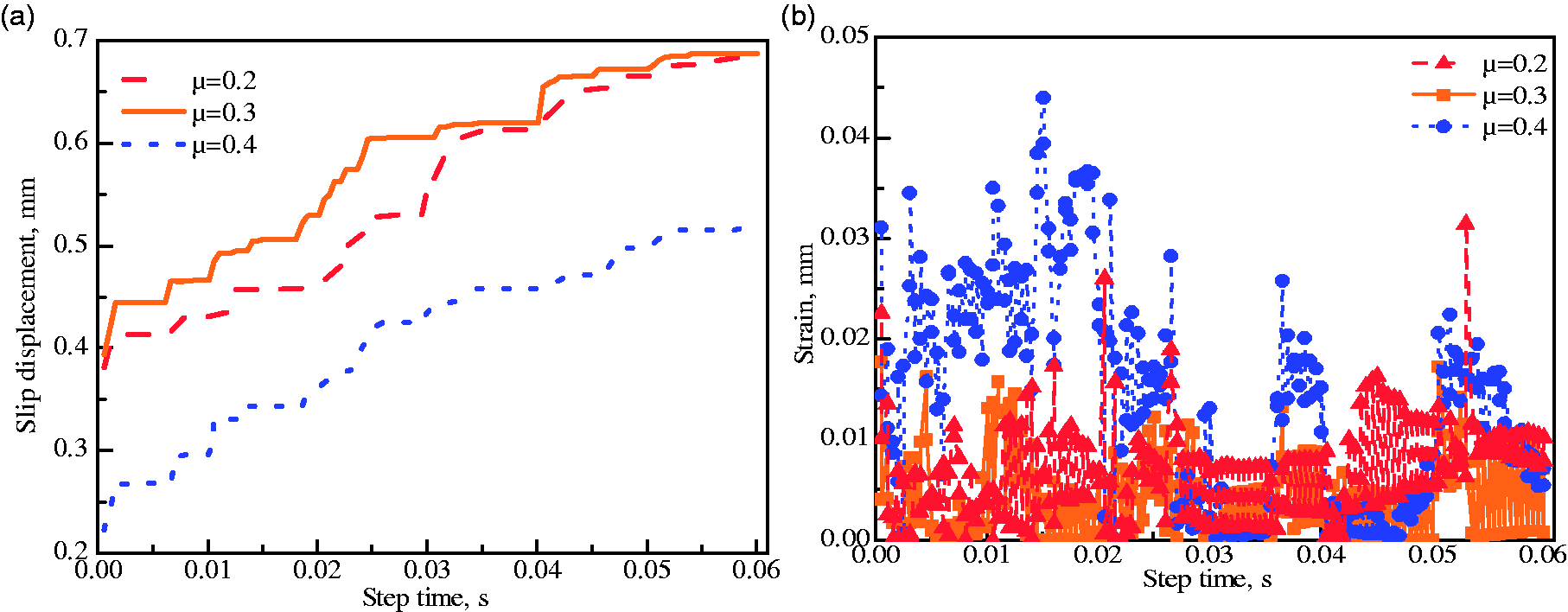
Effect of the friction coefficient on variables during pilling: (a) contact force; (b) strain.
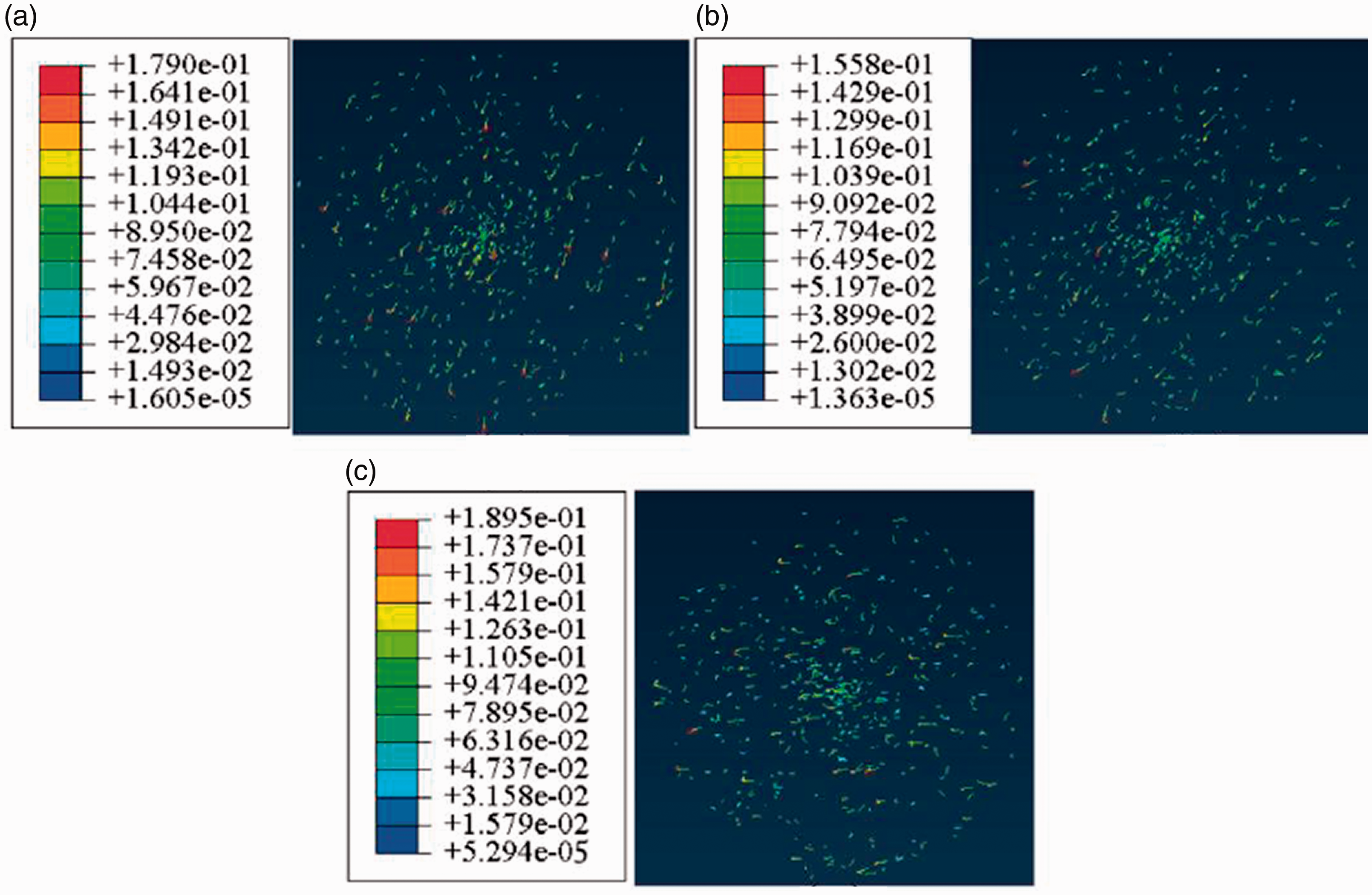
Figure 16(b) plots the trends of strain energy with the increase of the fiber friction coefficient. Strain energy presents a decreasing and then increasing trend as the level of the fiber friction coefficient increases from 0.2 to 0.4. The reason for this may be that increasing the fiber friction coefficient causes contact friction between fibers to hold together, which is not prone to deformation. A much higher fiber friction coefficient creates excessive distortion of fibers, leading to larger deformation, as plotted in Figure 17(b). From Figure 17(b), it can be seen that strain decreases and then increases with the increased friction coefficient. Stress contours with different fiber friction coefficients are depicted in Figures 18(a)–(c), which represent the stress increasing and then decreasing. Therefore, strain energy first increases and then decreases with the increased fiber friction coefficient.

Stress contours of pilling of fabrics with different friction coefficients: (a) μ = 0.2; (b) μ = 0.3; (c) μ = 0.4.
Figure 16(c) shows kinetic energy as function of the fiber friction coefficient. It shows no change of kinetic energy with the increased fiber friction coefficient, because the kinetic energy input of the Martindale method of pilling is the same, and kinetic energy conforms to Gauss’s law in each cycle. Comparing friction dissipation energy, strain energy and kinetic energy during pilling, it can be concluded that friction dissipation energy is the main energy absorption, which affects pilling grades.
Effect of polyester fiber elastic modulus on pilling
Pilling of fabrics with different polyester fiber elastic moduli of 4.14, 4.55 and 5.66 GPa is simulated by Abaqus, and the pilling images are plotted in Figures 19(a)–(c). These images are processed by image technology to obtain pilling rating images, as shown in Figures 20(a)–(c). A deep learning algorithm is adopted to objectively evaluate the above pilling rating images. The pilling grades are 4, 3.5 and 2, respectively.

Finite element method simulation images of polyester–cotton woven fabrics with different polyester fiber elastic moduli: (a) E = 4.14 GPa; (b) E = 4.55 GPa; (c) E = 5.66 GPa.
Rating images of pilling simulation of polyester–cotton woven fabrics with different polyester fiber elastic moduli: (a) E = 4.14 GPa; (b) E = 4.55 GPa; (c) E = 5.66 GPa.
The changing trends of friction dissipation energy, strain energy and kinetic energy with the increase of polyester fiber elastic modulus are plotted respectively in Figures 21(a)–(c). Figure 21(a) indicates that a higher polyester fiber elastic modulus will result in higher friction dissipation energy. This may be attributed to more contact points among the fibers, which leads to the tangential displacement being greater, referring to Figure 22(a). The increased friction dissipation energy indicates a lower pilling grade. It can be concluded that as the polyester fiber elastic modulus increases, strain energy decreases and then increases, as plotted in Figure 21(b). This may be associated with the changing trend of average strain, which is described in Figure 22(b). From Figure 22(b), it can be seen that strain decreases and then increases with the increasing of the fiber elastic modulus. Stress contours with different polyester fiber elastic moduli are displayed in Figures 23(a)–(c), in which can be seen that the stress contour decreases and then increases with the increased polyester fiber elastic modulus. Therefore, strain energy is positively dependent on the stress and strain of fibers. Figure 21(c) illustrates the effect of the polyester fiber elastic modulus on kinetic energy. It was observed that kinetic energy is the same when the polyester fiber elastic modulus increases. The explanation is as follows. The kinetic energy input of the Martindale method of pilling is the same. Comparing the three energies when the polyester fiber elastic modulus is different, it is found that friction dissipation energy is the main form of energy absorption during pilling.

Effect of the polyester fiber elastic modulus on energy during pilling: (a) friction dissipation energy; (b) strain energy; (c) kinetic energy.

Effect of the polyester fiber elastic modulus on variables during pilling: (a) slip displacement; (b) strain.
Stress contours of pilling of polyester–cotton woven fabrics with different polyester fiber elastic moduli: (a) E = 4.14 GPa; (b) E = 4.55 GPa; (c) E = 5.66 GPa.
Software platform for optimizing polyester–cotton woven fabric with anti-pilling performance
According to the above simulation of pilling of polyester–cotton woven fabrics and the objective evaluation of pilling grades, a software platform for optimization fabrics with anti-pilling performance is obtained. The flow of the software platform is shown in Figure 24.

Software platform for optimizing fabrics with anti-pilling performance.
The software platform is verified by comparing simulated pilling grades with actual pilling grades, as shown in Table 9. It can be concluded that the average relative error between simulated pilling grades and actual pilling grades is 7.3%, which proves that the software platform for optimizing fabrics with anti-pilling performance is effective.
Simulation and actual results of pilling grades of polyester–cotton woven fabrics

The polyester fiber performance parameters are adjusted on this software platform to obtain the critical value of polyester fiber parameters when fabrics start pilling. The critical values are as follows: the fiber diameter is less than 14 μm, the fiber friction coefficient is between 0.3 and 0.4 and the fiber elastic modulus is greater than 4.55 GPa. A combination of fiber parameters outside the critical value range is selected, which includes fiber diameter of 15.6 μm, fiber friction coefficient of 0.2 and fiber elastic modulus of 4.14 GPa. Polyester fibers with the above parameters are blended with cotton fibers at a ratio of 65%/35%. The specific parameters of the yarn and fabric are as follows: the yarn count is 30 tex, the warp and weft densities of the fabric are 108 and 58 ends/in, respectively, and the fabric structure is twill. After the pilling test of this kind of fabric by the Martindale method, the pilling image is as shown in Figure 25. The pilling rating image is obtained by image technology to obtain the pilling grade, which is 5. This example fully demonstrates that fabrics will possess good anti-pilling performance if only polyester fiber performance parameters do not exceed the critical values.

Pilling image of polyester–cotton woven fabric with anti-pilling.
Conclusion
The pilling process of polyester–cotton woven fabrics is simulated by Abaqus based on nonlinear dynamic theory. According to the length and density distribution of hairiness on the fabric surface, a geometric script code of fabric and hairiness is written in the Python programming language to be imported into Abaqus for a graphical user interface. The pilling process is calculated in Abaqus to discuss and analyze the effect of polyester fiber performance on pilling grades and the total energy, which can reveal pilling mechanisms. The main results from FE theoretical analyses are given below.
(1) The pilling process of polyester–cotton woven fabric has been simulated by Abaqus. A geometric model of fabric and hairiness was established by using the Python programming language to write script code to import into Abaqus, forming the graphical user interface. Then the pilling process of the Martindale method was solved and visualized. (2) Friction dissipation energy is the main form of energy absorption for pilling and there is an obvious negative correlation between friction dissipation energy and pilling grades. The greater the friction dissipation energy, the lower the pilling grade of the fabric. Therefore, friction dissipation energy during pilling can be adopted to predict pilling grades of fabrics. (3) The polyester fiber diameter is positively correlated with pilling grades. Pilling grades will improve with increased polyester fiber diameter. With the increase of the fiber friction coefficient, pilling grades firstly decrease and then increase. Increasing the polyester fiber elastic modulus can reduce pilling grades. The critical values of fiber performance parameters are obtained, which include that polyester fiber diameter is less than 14 µm, the fiber friction coefficient is between 0.3 and 0.4 and the fiber elastic modulus is greater than 4.55 GPa. When the values of fiber performance parameters reach the critical values and the average length of hairiness on the fabric surface reaches 0.66–0.8 mm, the hairiness density reaches 2–4.6 ends/cm2, and the polyester–cotton fabric will begin pilling. (4) A software platform for the optimal design of polyester–cotton woven fabrics with anti-pilling performance has been built, which can be helpful for understanding the pilling mechanism and provide a step towards the successful design and optimization of good anti-pilling performance.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.