
Abstract
To study the mechanical property changes of cashmere fibers during the microwave vacuum drying (MVD) process, as well as the mechanism and key factors for the improvement of the mechanical properties, cashmere fibers were dried under different conditions. The mechanical and friction properties of cashmere fibers with different drying end points were tracked, and the structure−property relationship of cashmere was also analyzed at multiple scales. The amide I band infrared spectrum of the cashmere fiber was peak-fitted, and thermal analysis of the cashmere was carried out by differential scanning calorimetry. The results showed that there was a certain critical point of optimum fiber mechanics in the MVD process, and when the fibers were dried to the official regain of cashmere (15%), the fibers had the optimal value of the mechanical properties. MVD relieved the accumulated stress in the fibers, so that their strength and elongation were restored and the hydrogen bonds in the amide I band of cashmere fibers were not changed. The transformation of the secondary structure of cashmere and the denaturation of the ortho- and para-cortical cells were the fundamental reasons for the improvement of the mechanical properties of cashmere during the MVD.
Keywords
Cashmere has been employed to produce various types of garments and artifacts since ancient times, and has been favored because of its unique fineness, softness, luster and lightness.1,2 The irreplaceable properties and scarcity bestow cashmere with multiple, even dozens, times higher economic value than other natural fibers, so the reputation of “soft gold” follows. 3 Extracting fine cashmere fibers from goats is a very delicate and expensive process, but regrettably the textile processing, especially repeated drying, is accompanied by inevitable losses. 4 For a long time, hot air drying was the most commonly method to complete this operation, which must be repeated in cashmere processing, including scouring and dyeing, which represent one of the most energy-consuming links in the whole process. 5 The hot air dried the wet cashmere through heat convection and conduction and took away moisture along with the hot steam, but this mechanism naturally led to direction conflict between the temperature gradient and humidity gradient. 6 This shortcoming had caused low energy efficiency,7,8 high temperature and local overheating during hot air drying; worse yet is the degradation of the mechanical properties of cashmere fibers. 9
Microwave vacuum drying (MVD) could solve the disadvantages of hot air drying in principle. As a radiant method, microwaves can instantaneously and deeply heat the wet part, and the negative pressure brought about by vacuum could reduce the boiling point of water and accelerate the removal of moisture.10,11 Through the combination of the vacuum state and microwave heating, heat-sensitive biomaterials, such as cashmere, can be dried quickly and uniformly at low temperatures by MVD, 12 and the quality of biomaterials could also be improved under the protection of the low temperature state.13,14 In addition, due to the efficient heating character of microwave energy, the energy absorption and drying efficiency of MVD is several times higher than that of hot air drying,15,16 which is undoubtedly beneficial to the energy saving and low carbonization of the textile processing. 17 MVD provides an attractive potential to replace hot air drying under the trend of environment protection, eco-friendly energy and carbon emission reduction.18–20
MVD already has some applications in the processing of food and medicinal materials,21–23 but its research in the textile field has just begun. Microwave technology has only individually been used as an auxiliary method in some textile applications, such as dyeing, degumming and functional grafting,24,25 but the application potential of MVD has not been paid enough attention. Some studies have shown that microwave irradiation could affect the surface roughness and aggregated structure of natural fibers,26,27 and in our previous research, we have also characterized the performance of cashmere after microwave irradiation.5,28 For cashmere, the influence of MVD on the mechanical properties of fibers should be paid special attention, it is the most important character of fibers in drying and even in the whole of cashmere processing. 29 Even a small amount of cashmere with impaired tensile properties could seriously reduce the quality of the yarn and products, so they are often filtered out by combing, meaning the precious cashmere becomes garbage, which cause huge economic losses. 30
As an animal fiber, cashmere is composed of keratin, which is linked together by 19 amino acids (mainly cystine and sulfur amino acids) connected by peptide bonds in a ladder-like polypeptide chain.31–33 Cashmere fiber has a highly complex structure involving many components, such as the cuticle and cortical cells, membrane complex and matrix material, that differ both physically and chemically.9,34,35 The cortical cells are made up of macro-fibrils and micro-fibrils and their most basic component is the protein molecule; the α-helix and the β-sheet form the crystalline regions of the fibers. 36 Those “spindle-shaped” cortical cells are aligned parallel to the fiber axis and constitute the mainstay of the fiber. 37 The cortical cells as the components of the protein secondary structure in cashmere are the roots of determining the mechanical properties of fibers and, therefore, the essence of the change in mechanical properties of MVD cashmere should also be explored from the above multiple-scale perspective.
The purpose of this study is to track the change and to find the regulation of mechanical properties of cashmere in the MVD process, and to establish the relationship between the structure–property–moisture states of cashmere fibers. The mechanical properties of cashmere fibers under different drying conditions were measured, and the mechanical properties and directional friction effect (DFE) changes of fibers during drying were tracked. By analysis of Fourier transform infrared spectroscopy (FTIR) and differential scanning calorimetry (DSC) tests, the protein secondary structure of fiber and the degeneration of ortho- and para-cortical cells were extracted, so that we were able to connect the water states and the microstructural information for understanding the mechanical behaviors of MVD cashmere. The analysis of the structure−property relationship of MVD cashmere represents a useful strategy for increasing the mechanical properties of the fibers. The law and mechanism of the improvement of MVD cashmere as a guide to low-carbon textile processing was pursued. This study aimed to contribute to the development of MVD applications for cashmere, and provided a perspective on the protection and improvement of fiber mechanical properties during cashmere processing.
Experimental details
Sample preparation for microwave vacuum drying
Dyed cashmere fibers were provided by Zhejiang Huayuan Lanbao Co., Ltd. The pretreatment, as shown in Figure 1, was carried out on cashmere fibers before MVD. Briefly, dyed cashmere fibers were soaked in deionized water at 20°C for 3 h, then wetted cashmere was dehydrated to the moisture regain required for the experiment. The T98-1088 spin dryer tube used in pretreatment was manufactured by Wuhan Sakura Electric Co., Ltd.

Pretreatment before microwave vacuum drying (MVD) (a) and the MVD equipment (b).
Microwave vacuum drying
MVD was performed in a machine manufactured by Nanjing Yanzheng Drying Equipment Co., Ltd. The methods of MVD and control of the end point of drying have been described in detail elsewhere. 5 The drying conditions for samples with different loadings weights and initial moisture regain are shown in Table 1. The moisture regain of cashmere fibers was measured by a ML54 electronic balance (METTLER TOLEDO, Switzerland) and the oven method (GB/T 6500-2008; National Standard of China).
Drying conditions of microwave vacuum drying
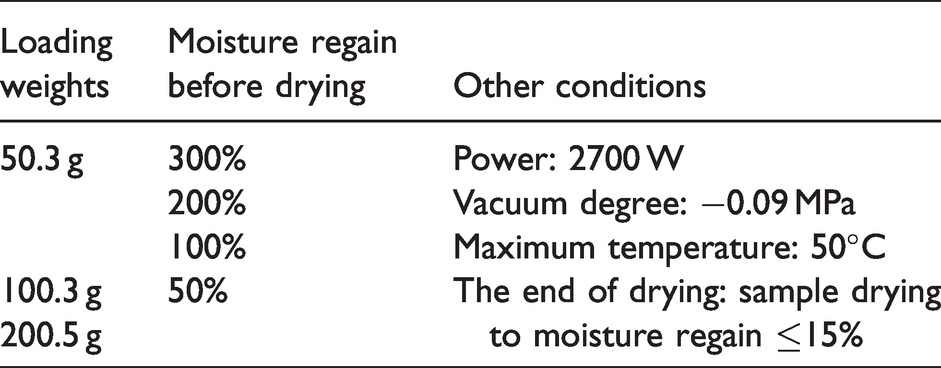
In addition, in order to find the critical point (drying finished near this critical point could result in cashmere having the best mechanical properties) of the mechanics change of cashmere during the drying process, different end points of the drying process were set for the samples to obtain cashmere fibers with different moisture regain by MVD.
Testing of fibers
The mechanical properties of cashmere fibers were tested by using an LLY-06A Electronic Single Fiber Strength Tester according to GB/T 14337-93. The friction of cashmere was measured by an XCF-1A Fiber Friction Coefficient Tester, which was focused on the DFE. The DFE was mathematically expressed by

FTIR measurements
FTIR was performed by a PerkinElmer Spectrum Two-Fourier Transform Infrared Spectrometer and an attenuated total reflectance (ATR) accessory. The infrared spectra were recorded with a resolution of 4 cm−1 and 32 scans were performed for each sample in the test wave range from 400 to 4000 cm−1.
Each resultant spectrum of the infrared spectra covering the amide I region was deconvoluted and fitted using PeakFit software. The autofit program in the software was used to keep the position of the bands stable, and the second derivative of the convoluted spectra was used to locate the position of the bands. The amide I region was separated from the total deconvoluted spectra for making the baseline correction, and a baseline passing through the deconvoluted amide I spectra was subtracted. The spectra were deconvoluted by using Gaussian curves and the baseline, and the deconvoluted spectra was also fitted by using the curve-fitting procedure.
DSC measurements
A DSC4000 (PerkinElmer, USA) instrument, with System Software for thermal analysis to control the experimental runs, was used to perform the DSC experiments. The sensitivity and temperature calibration used several pure chemicals, such as tin, indium and zinc. Aluminum crucibles were used as sample holders and as the reference. The DSC measurements were carried out using the following program. Continuous cooling: the cashmere sample (about 3 mg) was continuously heated at 15°C/min from 30°C to 350°C under 20 mL/min of nitrogen.
Result and discussion
Mechanical properties of MVD cashmere with different drying conditions
In the analysis of the significant differences between the breaking strength and elongation at break of cashmere fibers, the t-test was used to determine the statistical significance. The significant differences of data in Figures 2–4 have been analyzed, and the statistical significance of each group of data was accepted at values of p < 0.001.

Mechanical properties of microwave vacuum drying cashmere fibers with different initial moisture regain.

Mechanical properties of microwave vacuum drying cashmere fibers with different loading weights.

Mechanical properties of cashmere fibers with different end points of drying.
The effect of the initial moisture regain on the mechanical properties of the MVD cashmere fibers is shown in Figure 2; the breaking strength and elongation at break of all samples were enhanced after MVD. With the initial moisture regain of the samples increased from 50% to 300%, the breaking strength of the MVD fibers increased slightly, and the breaking elongation increased first and then showed a trend of decline. The microwave drying time was extended with the higher initial moisture regain of samples, which may cause a stronger effect of the microwaves and result in strength loss of the fibers.
Figure 3 shows the effect of loading weights on the mechanical properties of MVD cashmere fibers. Compared with the untreated sample, the strength of all the MVD samples was slightly improved, while the increase in the elongation at break was more obvious. However, the mechanical properties of cashmere samples are generally similar with different loading weights. Therefore, when the loading capacity is less than 200 g, we can loosely state that the loading weight has no obvious effect on the mechanical properties of the cashmere fiber after MVD.
In our previous research, other drying conditions (such as microwave power, degree of vacuum, etc.) also provided certain impact on the tensile properties of MVD cashmere, and the mechanical properties of fibers were constantly changed during the MVD process.5,28 During the MVD, the presence and removal of water molecules inside of the cashmere promoted the absorption of microwave energy and the adjustment of the microstructure of the fibers, which could relieve the residual stress in the cashmere fibers accumulated in the previous processing (such as dyeing), which is one of the keys to the improvement of the mechanical properties of MVD cashmere. 39 With the decrease in moisture, the microwave energy concentrated on the cashmere fibers by degrees, the cashmere fibers obtained more energy coupled with the gradual difficulty in adjustment of the fine structure and MVD began to have a negative impact on the mechanics of the cashmere.
There seems to be a certain critical point in the drying process of MVD, and it cannot be completely ascribable to the drying time, but rather is more closely related to the degree of drying. Therefore, MVD cashmere with different end points of drying is followed with interest, in order to get a clearer description of this critical point and in-depth theoretical discussion of the effect of the mechanical property changes on the cashmere.
Mechanical properties and DFE of cashmere fibers with different end points of drying
The mechanical properties of MVD cashmere with different end points of drying are shown in Figure 4. There is a trend in the cashmere such that the best breaking strength and elongation at break were when it was dried to 15.12% moisture regain, that is, the closer the drying end point to the official moisture regain of cashmere, the better the mechanical properties of the fibers.
During the MVD process, the free water was evaporated first, then the bound water was removed. Bound water, especially multi-layer water, has a significant influence on the mechanical properties of cashmere fibers. It is worth noting that the boundary of multi-layer water and capillary water in cashmere fiber is about 0.14 g/g, and the net isometric heat of sorption of the water in the cashmere fiber will increase sharply as the moisture decreases when the water content is less than 0.14 g/g. 40 When the free water was dried but the MVD was continued, not only was the dehydration more difficult, but also the separation of multi-layer water from the fibers emerged as a negative influence on the mechanical properties of the fibers. The microwave energy was concentrated on the multi-layer water and fibers, the interaction on the adsorption sites between the water and fibers became stronger and the gradually increased force of water separation began to damage the fibers. The multi-layer water absorbed microwave energy and caused the adjustment of the internal structure of fibers, which resulted in the increase of the internal stress of the fiber again, and the mechanical properties of the fibers begin to decline accordingly.
The DFE of MVD cashmere fibers at different end points of drying is shown in Figure 5. It can be seen that all MVD samples had a lower DFE than untreated cashmere. When cashmere has an end point of drying higher than 15.12% moisture regain, the improvement of the DFE on fibers was roughly same, and as the end point of drying decreased from 15.12% to 9.64% moisture regain, the DFE of cashmere was further reduced significantly. It was shown that in the process of removing multiple layers water, the surface of the fibers was accompanied by strong damage, relatively, which was consistent with analysis of the change in mechanical properties of cashmere mentioned above.

Directional friction effect (DFE) of cashmere fibers with different end points of drying.
Determination of the transformation of secondary structure by FTIR
For the samples with different end points of drying, samples with the best mechanical properties (15.12% moisture regain), samples with high moisture regain (19.9%) and samples with low moisture regain (9.64%) were selected for FTIR measurements and compared with untreated cashmere. Figure 6 shows an enlarged display of the FTIR result of cashmere, mainly focused on the stretching vibration absorption peak of –NH– (3000–3500 cm−1) and the amide I band (1560–1860 cm−1). Similar shapes of different samples were observed at both the region of –NH– and the amide I band, demonstrating there was no obvious change of chemical components.

Fourier transform infrared spectroscopy of cashmere fibers in the wavelength ranges of 1560–1860 and 3000–3500 cm−1.
To investigate the influence of MVD on the internal structure of cashmere fiber, we used the Fourier self-deconvolution of FTIR result in the amide I region. The amide I region was sensitive to the conformational transition of the keratin secondary structure, which was mainly related to the stretching vibration of peptide carbonyl groups, the C-N weak stretching vibration and the N-H bending vibration. In the approach as mentioned above, the broad and typically unclear amide I band was transformed into a set of fitted self-deconvoluted bands, from which the secondary structural elements were determined, such as α-helix, β-pleated, β-turn and disordered. The assignments of infrared characteristic bands in the amide I band for different samples were determined by reference to the literature and are shown in Table 2, and the analyzed results of FTIR in the amide I region deduced after Fourier self-deconvolution are shown in Figure 7.
Assignments of Fourier transform infrared spectroscopy vibration bands in the amide I region for different cashmere fibers41–44


The results of deconvolution of Fourier transform infrared spectroscopy in the amide I band based on secondary structure analysis.
A similar distribution of conformations seems to emerge in the untreated sample and the sample with end point of drying of 15% moisture regain, which was obviously distinct from the other two samples. In order to clarify the changes in the secondary structure of cashmere fibers during the drying process, four secondary structures, α-helix, β-sheet, β-turns and random coils, were selected and their fractions were calculated based on the parameters of each characteristic peak. The ratio of the peak area of each structure to the sum peak areas of various conformations can be used to estimate the percentage of each conformation quantitatively. The calculation of the proportion of random coils is shown as an example in the following expression42,45


Percentage of secondary structures of cashmere fibers.
It can be seen that MVD changed the interior of cashmere in terms of the secondary structure fractions in the fibers. When the cashmere was dried to 19.9% moisture regain, the α-helix and turns conformation were significantly reduced, while the proportion of β-sheet and random coils conformation was correspondingly increased. The results indicate that the effect of microwaves transformed the α-helix and turns conformation to the β-sheet and random coils partially. When the cashmere continued to be dried to the moisture regain of 15.12%, the secondary structure seems to approach the ratio before the MVD, that is, the β-sheet and random coils returned to the α-helix and turns conformation. This repeated transformation also described a gradually weakened process of cashmere macromolecules, which may relieve and eliminate the stress accumulated in the fibers and improve the macroscopic mechanical properties of cashmere. When the cashmere was dried to the moisture regain of 9.64%, the α-helix and turns structure transformed again to β-sheet and random coils conformation, but it may cause excessive weakening of cashmere macromolecules and new stress accumulation inside fibers, which let the macroscopic mechanical properties of the fibers decline again. The transformations of the conformations of fibers during the MVD process based on the analysis of the amide I band can correspond to the changes of mechanical properties of the fiber during the MVD, and reflected the mechanism of the mechanics change of cashmere.
Determination of the hydrogen bond by FTIR
The proportion of the free hydrogen bonds, associated hydrogen bonds and primary amides in cashmere was analyzed by peak separation and fitting of FTIR in the amide I band. The absorption peak of the primary amide was at 1607 cm−1, the absorption peak of associated amide I (associated hydrogen bonds) was at 1639 cm−1 and the absorption peak of free amide I (free hydrogen bonds) was at 1679 cm−1. 46 The results of the hydrogen bond by FTIR in the amide I region are shown in Figure 9.

Hydrogen bond analysis based on peak fitting of amide I of cashmere fibers.
According to the area of different peaks, the relative content of primary amides and various hydrogen bonds can be estimated. The percentage of primary amide (

Peak fitting results of cashmere fibers in the amide I band and calculation of the hydrogen bond ratio

From the calculation and analysis results in Table 3, it can be seen that the sample with the drying end point of 15.12% moisture regain and the untreated sample had similar results, that is, both had a larger peak area at the associated hydrogen bonds and the free hydrogen bonds. However, since the overall area of their absorption peak of the amide I band is also relatively large, from the perspective of percentage, there is no significant difference in the proportion of primary amide and free hydrogen bonds in each sample. Therefore, MVD has no obvious effect on the hydrogen bonds in the amide I band of cashmere fibers, and the mechanics change of cashmere was weakly correlated to the role of hydrogen bonds in this area.
Thermal analysis of MVD cashmere fibers by DSC
The DSC curves of MVD cashmere fibers for the measurement and analysis of thermal properties are shown in Figure 10. The broad endothermic peak with the peak temperature of approximately 72°C corresponded to the removal of moisture from the fiber structure. The endothermic doublets appearing between 220°C and 270°C were caused by the deformation of α-keratin. This endothermic denaturation doublet was observed in a thermodynamic analysis on Merino wool yarns conducted Manic et al., 48 and both of these thermal transitions occurred below the thermal degradation temperature determined by thermogravimetry. Wortmann and Deutz 49 isolated the ortho- and para-cortical cells from wool and analyzed them by high-temperature DSC; they found that due to the high content of disulfide bonds in the para-cells, the denaturation temperature was higher than that of ortho-cells and was highly consistent with the measurement results obtained from the entire fiber material. The degeneration of ortho- and para-cortical cells can correspond to the first and second peaks of the endothermic doublet, respectively.

The differential scanning calorimetry (DSC) curves of microwave vacuum drying cashmere fibers.
Table 4 lists the endothermic peaks and corresponding enthalpy values of cashmere fibers observed on the DSC curve, which also involved the influence of water on the thermal properties of cashmere fibers. It can be seen that as the moisture regain after drying of cashmere decreased, the evaporation enthalpy of free water of each sample after MVD treatment also declined, and the values were all smaller than that of the untreated sample. The reason may be that the microwave action changed the moisture state in the fibers. The endothermic doublet corresponded to the denaturation of α-keratin in cashmere fibers: as the moisture regain after drying of cashmere decreased, the heat absorption of α-keratin denaturation of each sample after MVD treatment also reduced.
The endothermic peaks and corresponding enthalpy values observed in the differential scanning calorimetry curves of cashmere fibers

The steadily declining enthalpy needed for water removal indicated that the free water in MVD cashmere was less than that in untreated fibers. It can be considered that after MVD treatment, the water molecules adsorbed in the fibers interact with the original bound water in the fiber structure and diffuse together into the micro-fibril structure and the macromolecular matrix of the fibers; then, the water molecules can be combined with the side molecules of the matrix and the micro-fibrils through forming hydrogen bonds, in particular. 50 According to the enthalpy change of the endothermic denaturation doublet, it can be deduced that during the MVD process, water molecules may interact strongly with the cystine residues of the α-helix in the para-cortical cells, 49 thereby increasing the energy of intermolecular interactions. The energy required for degeneration of para-cortical cells became higher, resulting in a relative increase in the strength of the para-cortical cells. On the other hand, the decrease of the enthalpy of the thermal degradation peak indicated the lower interaction between the micro-fibrils and the macromolecules in the matrix, and also reflected the dissipation of the internal stress of the cashmere fiber during the MVD process. These results support our analysis about the theoretical discussion of mechanical property improvement of MVD cashmere.
Conclusions
Here, the mechanical property changes of cashmere fibers in the MVD process have been tracked, and the laws and internal mechanisms of cashmere mechanics improvement have been also revealed from a multiple-scale perspective. From the perspectives of water state, protein secondary structure and degeneration of ortho- and para-cortical cells, the critical point of optimal mechanical properties in MVD was determined, and the microstructural changes of fibers and how they affected the macro-mechanical properties under the action of a microwave vacuum were also explained.
The breaking strength of the MVD fibers increased slightly with the initial moisture regain of the samples increasing, and the breaking elongation increased first and then showed a trend of decline. The loading weight of the sample would not obviously change the mechanical properties of the MVD cashmere fiber. A certain critical point of optimum fiber mechanics existed in the MVD process and was mainly related to the end point of drying. The optimal mechanical properties of cashmere correspond to the drying end point of 15% moisture regain during MVD, which is also the dividing point between capillary water and multi-layer water. The accompanied relatively strong damage to the surface of the fibers during the process of the removal of multi-layer water was demonstrated by the DFE. The removal of different forms of water under microwaves caused changes in the protein secondary structure of fibers and the degeneration of cortical cells, which in turn led to changes in the mechanical properties of the fibers.
MVD provides potential replacement of traditional drying methods, as well as a vehicle for the spinnability improvement of cashmere. The increase in mechanical properties of cashmere are of particular interest during drying, due to the reduction of fiber loss in processing and the corresponding huge economic value return. The above results offer an important step towards the quality control and spinnability improvement of microwave vacuum dried cashmere, which is accompanied by the low-carbonization update of cashmere drying.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship and/or publication of this article: This work was supported by the National Key R&D Program of China (grant numbers 2017YFB0309200), the Fundamental Research Funds for the Central Universities and the Graduate Student Innovation Fund of Donghua University (grant number CUSF-DH-D-2020030).