
Abstract
Syntactic foams, low density composites consisting of hollow microballoons or microspheres dispersed in a matrix, find application in various fields. The properties of these light weight composites can be easily tuned by suitably selecting the matrix and the hollow microsphere filler and their composition. Among the various matrices employed in syntactic foams, phenolic resins have enticed the researchers owing to their salient features viz. high thermal stability, high char yield, structural integrity etc. This review gives an overview of phenolic syntactic foams with a focus on various phenolic resin based syntactic foams and modified syntactic foams. Finally, applications of phenolic syntactic foams are also covered.
Introduction
Lightweight composite materials are required for many applications where weight is a constraint and also for buoyancy applications. Syntactic foams (or foam composites), which are hollow microsphere or microballoon filled composites, are ideal candidates for such applications. They find extensive application in marine, aerospace, and automotive industries. 1 The hollow microspheres/microballoons employed in these light weight composites may be made of polymers, metals or ceramics. 1 The matrices employed may also be polymer, metal or ceramic. Among the various matrix systems used, polymeric matrices have been the most commonly used. The polymeric matrix can be thermosetting (e.g. epoxy, phenolic, etc.2–4) or thermoplastic (e.g. polyethylene, polystyrene etc.) Blends of polymers are also used in syntactic foams to impart specific properties to the composites.1,5,6
Syntactic foams have numerous advantageous features compared to normal cellular foams, which make them attractive for many applications. They are mechanically superior to conventional foams owing to the good mechanical properties of the microsphere fillers. Therefore, they stand in-between conventional cellular foams and composites. The porosity in these composites can be easily tailored by properly adjusting composition of resin/filler or by adopting suitable fabrication process. In normal cellular polymer foams, the pores are partially or fully connected, whereas, in syntactic foams, the pores are enclosed within the microballoons and hence are separated. Therefore, water absorption property of syntactic foams is very less compared to normal foams. Syntactic foam composites are isotropic in nature as the voids are randomly distributed in their microstructure.7,8 They find extensive use as low density core in sandwich structures due to good mechanical properties and good thermal insulation. 9 The low density of syntactic foams enables them to be used as thermal protection systems (TPSs) in launch vehicles which can significantly reduce lift-off weight.
The properties of syntactic foams depend to a greater extent on the nature of matrix (matrix material, molecular weight etc.), nature of microballoon (microballoon material, shell thickness, particle size and particle-size distribution) and their concentration.5,7 Thus, changing the proportion of the constituents is an easy way to tune the properties of syntactic foams.5,9 A large number of polymer matrices and microballoons have been explored for the development of polymeric syntactic foams. Among the various types of syntactic foams, phenolic syntactic foams have gained much attention.
Phenolic syntactic foams
Phenolic resins have been widely studied for many years due to their favourable features viz. good mechanical properties, heat resistance, dimensional stability and chemical resistance. Also, phenolic resins give off little smoke upon ignition and exhibit high char yield.5,8 The excellent properties of phenolic resin are due to the presence of C-C bond in the aromatic ring of the phenolic structure. This structure slowly breaks up to release carbon when subjected to thermal stress.9,10 They have gained much attention as matrix in light weight composites for diverse applications. The undesirable friable nature of phenolic resins can be significantly reduced by the addition of fillers like microspheres, fly ash etc. 11 Due to their excellent properties, syntactic foams derived out of phenolic resins are used for diverse applications, especially in lightweight structures, aeronautic utilities, and buoyancy applications. 12
Various types of phenolic resins have been explored for the processing of syntactic foams. The following sections give an overview of syntactic foams based on phenolic resins focusing on their processing, different types of phenolic resins employed, modified syntactic foams and their applications.
Preparation
The method of preparation of phenolic syntactic foam mainly depends on the physical nature of the resin. The resin can be either in the form of a liquid or solid. If the resin viscosity is very low, it can be directly mixed with the microballoon to form the dough required for moulding. If the resin is highly viscous or in the form of a solid, it is dissolved in some solvent first and then the microspheres are impregnated with the prepared solution. This approach allows uniform covering of each microsphere with the resin. The major drawback of this method is the difficulty in removing the solvent prior to curing. This method has been applied for the preparation of syntactic foams based on benzoxazine, 13 propargyl ether novolac (PN) resin, 9 resorcinol formaldehyde (RF) resin 14 etc.
In one of the methods reported for the fabrication of phenolic syntactic foams, the resin and hollow microspheres are blended to get a uniform slurry which was heated to 90°C for ∼3 h with stirring till the slurry turns into B stage. In the next step, the mixture was transferred to a mould and compression moulded at a temperature of 150°C and pressure of 10 kg/cm2 for 30 min. The post-curing of the samples was done at 150°C for 1 h to get the syntactic foam. 11
In a different route for the fabrication of phenolic syntactic foams, pulverized phenolic resin is used. The constituents are first dry-mixed in a blender to get a mixture which can be poured like fine sand. The mixture is cured at 120°C for about 2 h to get the final foam composite. 15 A similar method has been reported for bisphenol F benzoxazine (BF-a) based syntactic foams. In this method, required quantity of pulverised resin and microballoon are mixed in a mould. The ingredients are then compressed at ∼10 MPa and the resulting pellet is subjected to curing programme. 16
In another method reported for the processing of phenolic syntactic foams, fly ash, a by-product of coal combustion, is used. 17 Fly ash consists of hollow glass/ceramic microspheres which are collected separately to minimise particulate emissions from thermal power plants. It comprises of lime and gypsum which are the products of desulfurization used to lessen SO2 release. In order to remove lime, fly ash was treated with dilute acid (pH ∼ 4). The fractions which are heavier than water were allowed to settle and separated. The fractions which are lighter than water are washed with water 3-4 times to reduce the content of acid. These lighter fractions were collected, thoroughly dried at 110°C and finally, the fly ash was subjected to silane coupling agent treatment. The treated fly ash was dried to make it free flowing and then used for processing the syntactic foams.
Types of phenolic syntactic foams
As deliberated in the introduction part, the properties of syntactic foam composites depend mainly on the nature of resin. Different types of phenolic resins were explored to prepare syntactic foams. The syntactic foams based on various types of phenolic resins are discussed below:
Phenol-formaldehyde and propargyl ether novolac resin based syntactic foams
The common forms of phenolic prepolymers are resoles and novolacs. They are synthesised by the reaction between phenol or its derivatives and formaldehyde in presence of acid or base.
8
Novolac is prepared using excess of phenol under acidic conditions, whereas resole is synthesized using excess of formaldehyde under basic conditions. Resoles on heating over a certain period of time gets converted into insoluble and infusible networks whereas novolacs require catalysts.
8
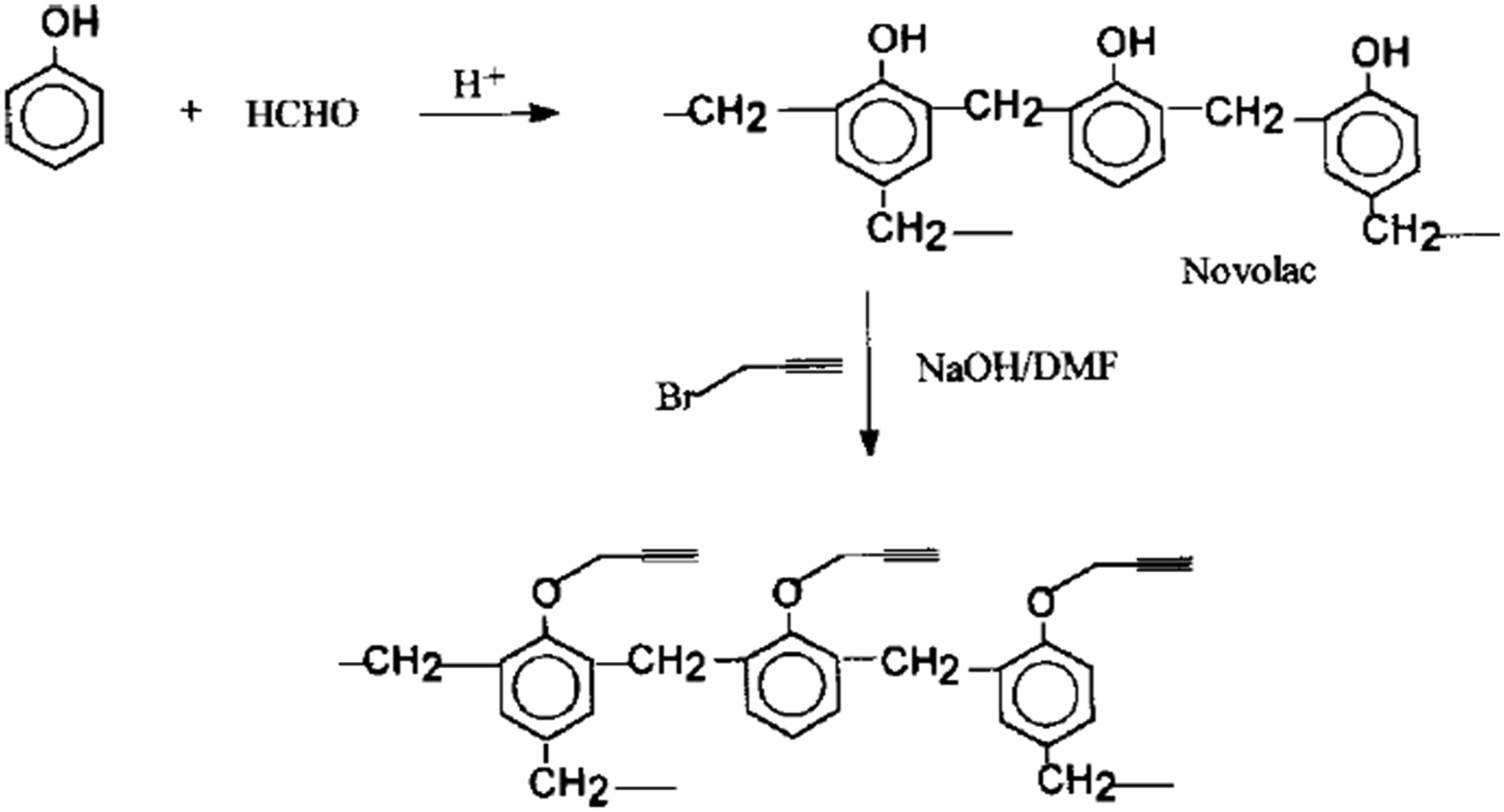
Conventional phenolic resins cure by condensation reaction and the cured polymer is brittle. Hence they are chemically modified to impart addition cure characteristics. A typical example is propargyl ether novolac (PN) resin, the preparation of which is shown in Figure 1. PN resin is cured by addition polymerisation of propargyl groups. The cured product exhibits thermal stability upto 400°C, whereas the condensate cure type is stable only up to about 300°C.
7
Synthesis of PN resin (reproduced with permission from
9
).
The fabrication of syntactic foams based on resole phenolic resin and PN resin using K-37 glass microballoons was reported by Bibin et al.
9
The variation of void content and density of these phenolic syntactic foams with increase in microballoon loading is depicted in Figure 2. The samples, P1-P5 and PNM refer to syntactic foams based on resole phenolic resin and PN resin, respectively. The density of the foam composites is decreased with increase in microballoon loading. The void content is higher in P1 compared to PNM with almost the same composition due to the intrinsic nature of resole phenolic to form voids during curing, owing to release of volatiles. So, when we compare PN resin syntactic foams and resole phenolic syntactic foams with same composition, the former exhibits higher density compared to the latter. Dependency of void content and density of phenolic syntactic foams on microballoon loading (drawn using the data from
9
).
Figure 3(a) and 3(b) show the variation of the mechanical properties and specific mechanical properties with increase in microballoon loading for syntactic foams processed using phenolic resin (P1-P5) and PN resin (PNM). The tensile, flexural and compressive strength of neat phenolic resin are 20–70, 50–105 and 70–210 MPa respectively. From the figure, it is clear that the mechanical properties of the foam composites are inferior to the neat matrix. When the microballoons are incorporated, the tensile and flexural strength values decreased for lower microballoon concentration, but found to increase after a particular concentration of microballoon. At low microballoon concentration, the brittleness of phenolic resin is reduced initially. Therefore, the microballoons impart reinforcing effect at low loading levels. When the microballoon concentration is increased further, the tensile strength and flexural strength showed maximum value at a microballoon loading of 72–74% (by volume). Further addition of microballoons decreased the properties due to reduced wetting of microballoons, which weakened the resin-microballoon interfacial strength. Thus, high microballoon loading resulted in poor bonding between microballoon and resin leading to easy failure of the composite under load, resulting in lower tensile and flexural properties.
9
Effect of microballoon loading on (a) mechanical properties and the corresponding (b) specific mechanical properties of P1-P5 and PNM (drawn using the data from
9
).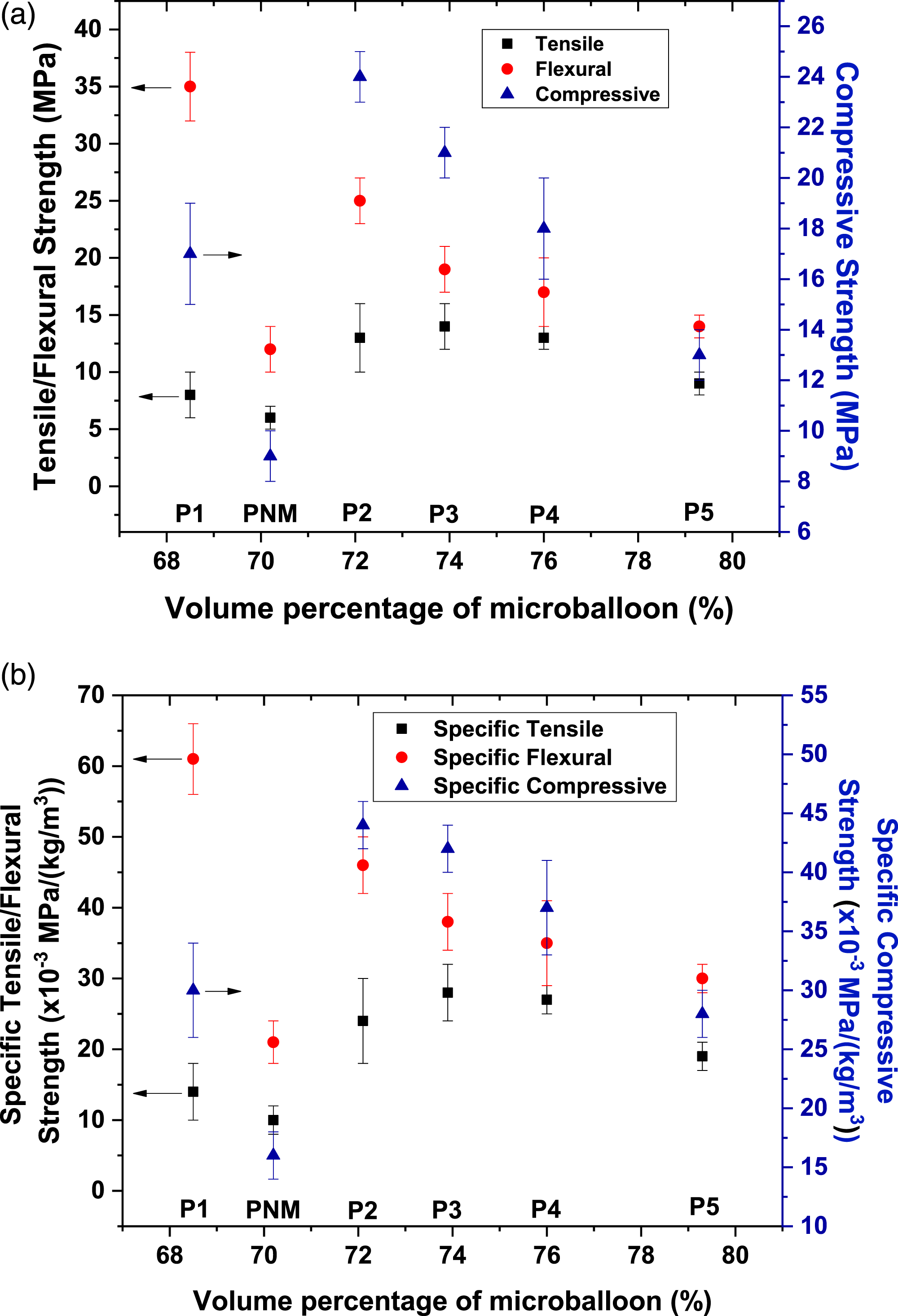
The compressive strength exhibited a regular reduction with increase in microballoon loading. When microballoons are incorporated in phenolic matrix, the compressive strength decreased due to easy breaking of microballoons (crush strength of microballoon is ∼20 MPa). Thus, incorporation of microballoon stops the transfer of load in the matrix, thus creating weak points for the failure of the composite. The specific tensile and flexural strength values got optimized at microballoon loading of 72–74 vol%, but specific compressive strength systematically got reduced with increase in microballoon loading, similar to compressive strength. From the study, it is concluded that the incorporation of microballoon diminished the mechanical properties. The specific mechanical properties of some of the foam composites are comparable with those of neat matrix, showing the suitability of these composites for application in light weight structures. 9
The mechanical properties of PNM (Figure 3) exhibited lower values compared to resole phenolic based syntactic foams, in spite of having marginally lower void content. PN resins possess very few hydroxyl groups and are normally hydrophobic in nature. Hence, the wetting of microballoons by PN resin will be inferior compared to conventional phenolics. This makes the matrix-microballoon interface weaker, thereby reducing the mechanical properties. The synergetic effect of excellent specific mechanical properties and ablative properties make phenolic foam composites key low-density material for aerospace applications. 9
Zhou et al.
14
reported foam composites based on resorcinol-formaldehyde (RF) resin with hollow polymer microspheres (HPMs) and hollow carbon microspheres (HCMs) prepared by spray-drying. The content of microspheres is varied from 10 to 30 wt%. The properties of the fabricated composites are summarised in Figure 4. With the enhancement in microsphere content, the density decreased remarkably from 1,280 kg/m3 of neat resin to 1,000 kg/m3 of composite with 10 wt% microsphere loading and further to 480 kg/m3 with 30 wt% loading. At low microballoon loading, the microspheres could properly disperse in neat resin to form a compact structure. Nonetheless, when the microsphere loading is increased to 30 wt%, the resin could not completely occupy the gap between the microspheres, leaving voids in the composite. As a result, the observed density values were considerably lower than the theoretical ones. The presence of these voids leads to diminution in density of the composites, but adversely affected the mechanical properties. When the microsphere concentration in the composite is enhanced to 20 wt%, the compressive strength got decreased to 27.4 MPa and 29.3 MPa for HPM and HCM based composites, respectively. When the microsphere loading is increased to 30 wt%, compressive strength is decreased to only ∼19 MPa. The Young’s modulus decreased with the increase of microsphere concentration as depicted in Figure 4(c).
14
(a) Density, (b) Compressive strength and (c) Young’s modulus of HPM and HCM based syntactic foams (drawn using the data from
14
and with permission).
Okuno et al. 11 reported phenolic syntactic foams using three different kinds of microballoons viz. glass, ceramic, and fly ash. The mechanical properties of these phenolic syntactic foams are almost matching to those of polyester resin syntactic foams with the same density (0.8 g/cm3). These phenolic foam composites exhibited excellent resistance to burning and enhanced thermal stability up to 300°C which is better than polyester syntactic foams.
Yang et al.
18
demonstrated a phenolic syntactic foam with reduced thermal conductivity and excellent fire retardance by combining hollow glass microspheres (HGM) with phenolic resin. The compressive and flexural strength values of the foam composites improved as the phenolic resin to HGM ratio is increased. The thermal conductivity got reduced with the increase of HGM concentration. To study the flame retardant property, limiting oxygen index (LOI) test was performed and the results are shown in Figure 5. All the foam composites studied exhibited high LOI (>50%), which is much higher than concentration in air (21%). The material with LOI as high as 30%, is regarded as flame-retardant. Thus, these syntactic foams have exceptional flame retardant characteristics and can also successfully limit the spread of fire. Partial carbonization of the composite and barely any smoke were observed during burning. The thermogravimetric analysis (TGA) results reveal that the syntactic foams possess high thermal stability. The LOI got reduced from 63 to 51% on enhancing the phenolic resin to HGM mass ratio from 0.7 to 1.3. Thus, foam composites with higher HGM loading and lesser phenolic resin concentration exhibited improved flame retardant property as HGM is a non-combustible inorganic material while phenolic resin is a kind of flame retardant organic material. Dependency of LOI values of phenolic resin-HGM syntactic foams on phenolic resin to HGM mass ratio (reproduced with permission from
18
).
Polybenzoxazine syntactic foams
Polybenzoxazines, a class of phenolic resins, possess several remarkable characteristics viz. high thermal stability, good flame retardance, good toughness, low moisture absorption, very low shrinkage on curing, and appreciable mechanical properties. These features render them a good contender matrix system for syntactic foams.
13
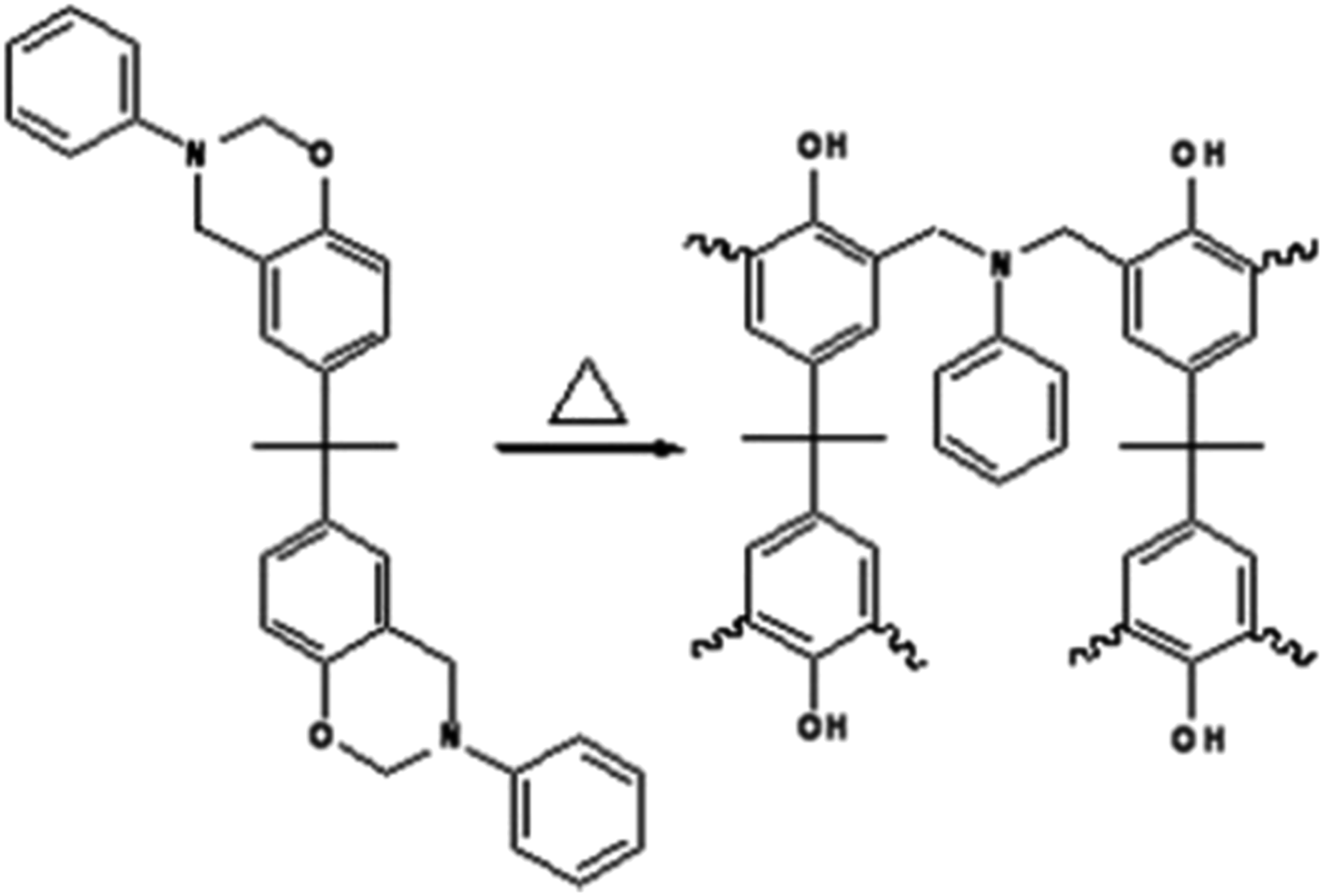
Benzoxazines undergo polymerization by a thermally accelerated ring-opening mechanism and produce no gaseous by-products, a key requisite for the fabrication of void-free composites.
16
The structure of benzoxazine monomer and the cured structure are depicted in Figure 6.
13
Structure of benzoxazine monomer based on Bisphenol A and its cured product (reproduced with permission from
13
).
Santhosh et al.
13
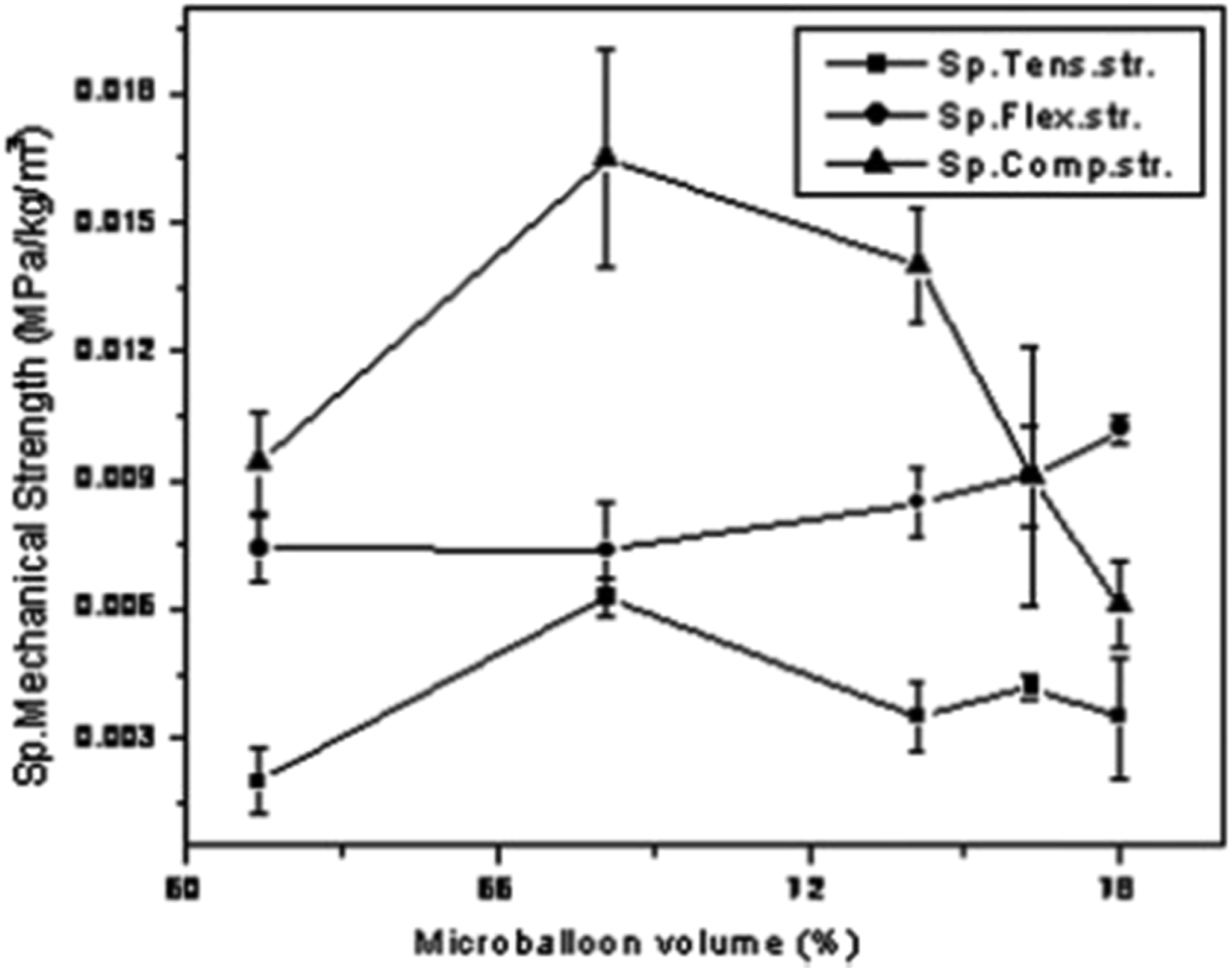
prepared polybenzoxazine based syntactic foams with varying microballoon concentrations. The compressive and tensile strengths showed optimum values at ∼68 vol% of microballoons. With further addition of microballoons, these properties followed a decreasing trend which is ascribed to the high loading of microballoon which results in very thin layer of polybenzoxazine resin between the fillers and the composite failed easily on application of load. The decreasing trend can also be ascribed to the large void content in the composite at high microballoon concentration. The flexural strength showed a decreasing trend with the increase in filler content. The specific tensile strength exhibited an increase initially (up to 68 vol% of the filler) followed by a decrease (Figure 7). The reduction in specific tensile strength on increasing microballoon loading shows that the relative decrease in strength is greater than that in density. Also, it was observed that ∼40 wt% (68 vol%) of the filler imparts the optimum specific tensile strength. Specific compressive strength also exhibited an improving trend up to 68 vol% of the filler and then exhibited a sudden decrease beyond this microballoon loading. The specific flexural strength improved with increase in microballoon loading. The flexural strength does not show much reduction with decrease in density and therefore specific flexural strength exhibited an improving trend on increasing the microballoon content in the composite. Variation of specific mechanical properties of polybenzoxazine based foam composites with increase in microballoon concentration (reproduced with permission from
13
).
Benzoxazines based on Bisphenol F exhibit considerably improved properties than bisphenol A-based resin with respect to flame retardancy, dimensional and chemical resistance and mechanical properties.
16
Ullas et al.
16
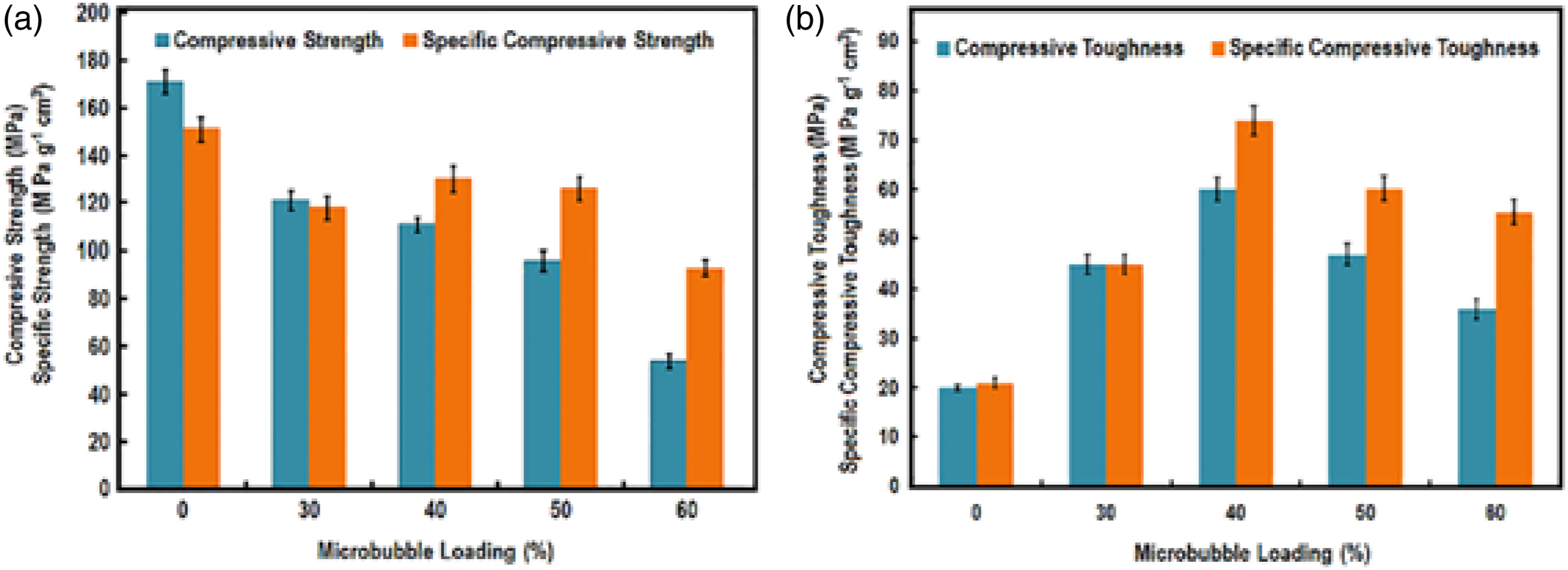
developed bisphenol F-based polybenzoxazine [poly(BF-a)] foam composite with different loading of HGM (30–60 vol %). The optimum specific compressive properties were observed for syntactic foams containing 40 vol% HGM. The void content in these syntactic foams were directly proportional to HGM loading. The foam composites showed good performance under compression which could be attributed to the high compressive properties of HGM as well as the poly(BF-a matrix. Foam composites with 40 vol% HGM have shown the optimum energy absorption under compressive loading (Figure 8). TGA results show high thermal stability of the fabricated foam composites with T5% > 300°C and char yield .> 50%, thus making these foam composites suitable candidates for diverse applications. (a) Compressive and specific compressive strength and (b) toughness and specific toughness of bisphenol F based polybenzoxazine foam composits at different microballoon loadings (0–60%) (Reproduced with permission from
16
).
Modified phenolic syntactic foams
Various approaches have been adopted to modify the properties of syntactic foams to achieve better properties. The major modifications include reinforcement with fibre, use of surface modified microballoons and forming sandwich composites. These are discussed below:
Fibre reinforced phenolic syntactic foams
Phenolic syntactic foams are good candidates for light weight thermal protection systems (TPSs). When ablators based on polymers alone undergo thermal degradation, the char produced is weak and brittle which can be easily removed by the mechanical forces produced during re-entry speeds, resulting in poor thermal insulation. Reinforcement with fibres and other inorganic fillers is a promising strategy to increase the char stability of the ablative formulations. 19 Thus, silica fibre reinforced phenolic syntactic foams are found to be a suitable material for atmospheric re-entry TPS applications. 19
Bibin et al.
19
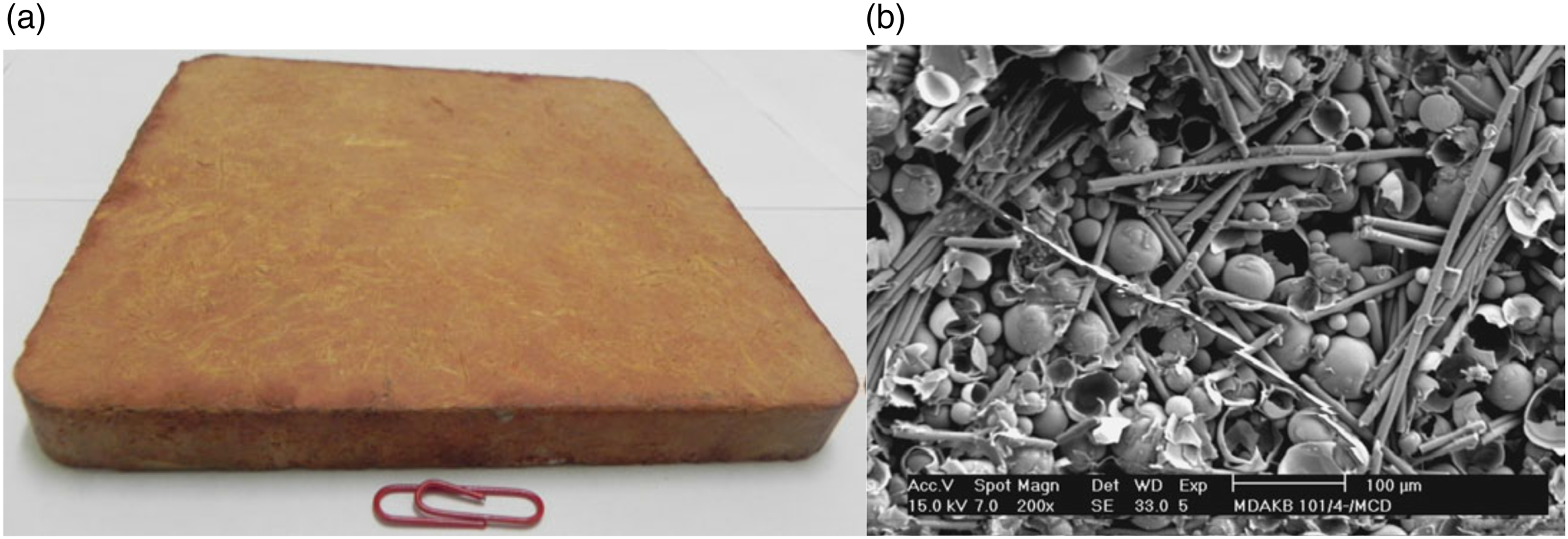
have processed phenolic syntactic foams which are reinforced with silica fibre and evaluated as TPS for atmospheric re-entry conditions. The fibre-reinforced syntactic foams with the compositions, phenolic resin: microballoon: silica fibre = 100:80: (0, 30, 50, 70, 90 and 100) (by weight) were processed. The density of the foam composites increased with enhancement in fibre loading. Figure 9(a) and 9(b) show the photograph and SEM image of the fibre reinforced foam composites, respectively. (a) Photograph and (b) SEM image of silica fibre reinforced syntactic foam (reproduced with permission from
19
).
The variation of mechanical properties of the phenolic syntactic foams on silica fibre addition is illustrated in Figure 10. Tensile strength improved with fibre loading and optimised at 15 vol.% of silica fibre. From the figure, it is clear that addition of fibre at low concentration has not much impact on tensile strength. In pristine syntactic foams, resin fracture and resin to microballoon debonding are the dominant failure mode under tensile load. Apart from these, pull out of fibres also becomes important in the case of fibre-reinforced syntactic foams. The reduction in tensile strength at higher fibre loadings is attributed to reduced wetting of fibre and microballoon, owing to reduction in matrix concentration at high fibre loading. Under these conditions, easy debonding between filler and matrix takes place, leading to lower tensile strength. The flexural strength increased with increase in fibre loading. The incorporation of fibre at low concentration caused reduction of compressive strength. Nevertheless, at higher fibre concentration, the compressive strength exhibited improved values compared to pristine syntactic foams. The compressive modulus too showed the same trend as the strength values. The specific mechanical properties show that fibre reinforcement is very effective in enhancing the mechanical properties of phenolic syntactic foams.
19
Dependency of mechanical properties of phenolic foam composites on fibre loading (reproduced with permission from
19
).
The thermal response of silica fibre reinforced foam composites was investigated by simulating a moderate atmospheric re-entry heat flux on the composite with a maximum heat flux of ∼15–18% of the stagnation heating. The thermal response of the composite was measured, and the material surface behaviour, mass loss and flammability were investigated. The thermal simulation experiments were carried out on composites with various specific gravities. It is reported that the char strength and its integrity were acceptable for a composite with specific gravity of 0.5. The maximum backwall temperature observed was 110°C for a test duration of 500 s, and this meets the temperature constraint of 150°C at the interface. The silica fibre reinforced phenolic foam composite was thus qualified for use in atmospheric re-entry mission. 19
Satheesh et al. studied the influence of two types of fibres (silica and carbon fibre) on resole phenolic syntactic foams for TPS application in re-entry missions. The study reveals that the performance of silica fibre reinforced system is found to be better than their carbon fibre reinforced counterparts. 20
Huang et al.
21
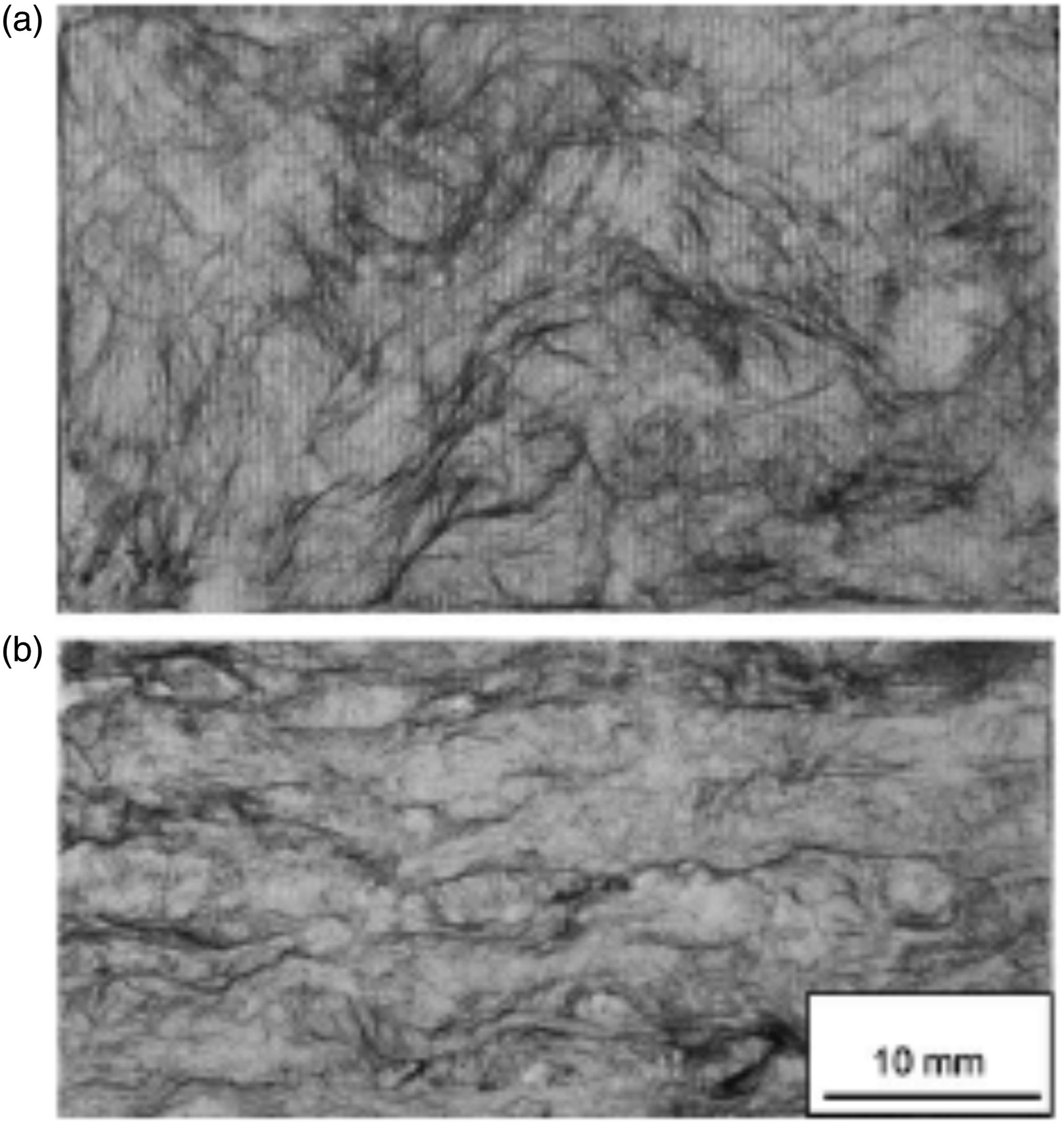
reported amino microsphere based phenolic syntactic foams reinforced with two types of chopped fibres viz. aramid (Kevlar-49) and carbon (C-30) of average lengths, ∼12 and ∼24 mm. The composition of the foam composite is fibre: phenolic resin: amino microsphere = 4:19:77 (by weight). Control samples with the composition, phenolic resin: amino microsphere = 23:77 were also processed.21,22 SEM image of the fibre reinforced syntactic foam is shown in Figure 11. The composite had a layered structure which is perpendicular to the direction of compaction, as depicted in Figure 11 (b). The fibres were randomly oriented within the plane normal to the compaction direction, and tended to lie in this plane, as illustrated in Fig.11(a).
21
When the load was applied perpendicular to the dominant fiber orientation, properties were improved by 30–40%. Substantial improvement in strength and modulus was observed compared with pristine foam when load was applied parallel to the preferred fiber orientation.
21
SEM image of amino resin microsphere based phenolic syntactic foam reinforced with carbon fibres (a) XY plane of the sample, (b) thickness of the sample (Reproduced with permission from
21
).
Silica fibre reinforced polybenzoxazine syntactic foams were fabricated by Santhosh et al.
23
and the influence of glass microballoons on the properties of fibre reinforced polybenzoxazine was studied. For preparing fibre reinforced polybenzoxazine syntactic foams, fibers were initially immersed in the resin solution and allowed to wet by the resin. Then, the microballoons were added slowly to the mixture, with gentle mixing, and finally the solvent was removed. The dough thus obtained was then compressed and cured. The microballoons were added in varying proportions to fibre reinforced polybenzoxazine, viz. 10%, 20%, 30%, 40% and 50% by weight. The variation of the mechanical properties of silica fibre reinforced benzoxazine with the addition of microballoons is depicted in Figure 12. From the figure it is obvious that the strength values exhibited a diminishing trend with enhancement in microballoon loading. This is ascribed to the fact that high concentration of microballoon makes the layer of resin between microballoons very thin which tends to break easily under stress. Addition of lower strength microballoons also led to increased non-homogeneity of the final composite.
23
Variation of the mechanical properties of silica fibre reinforced benzoxazine with microballoon addition (drawn using the data from
23
and with permission).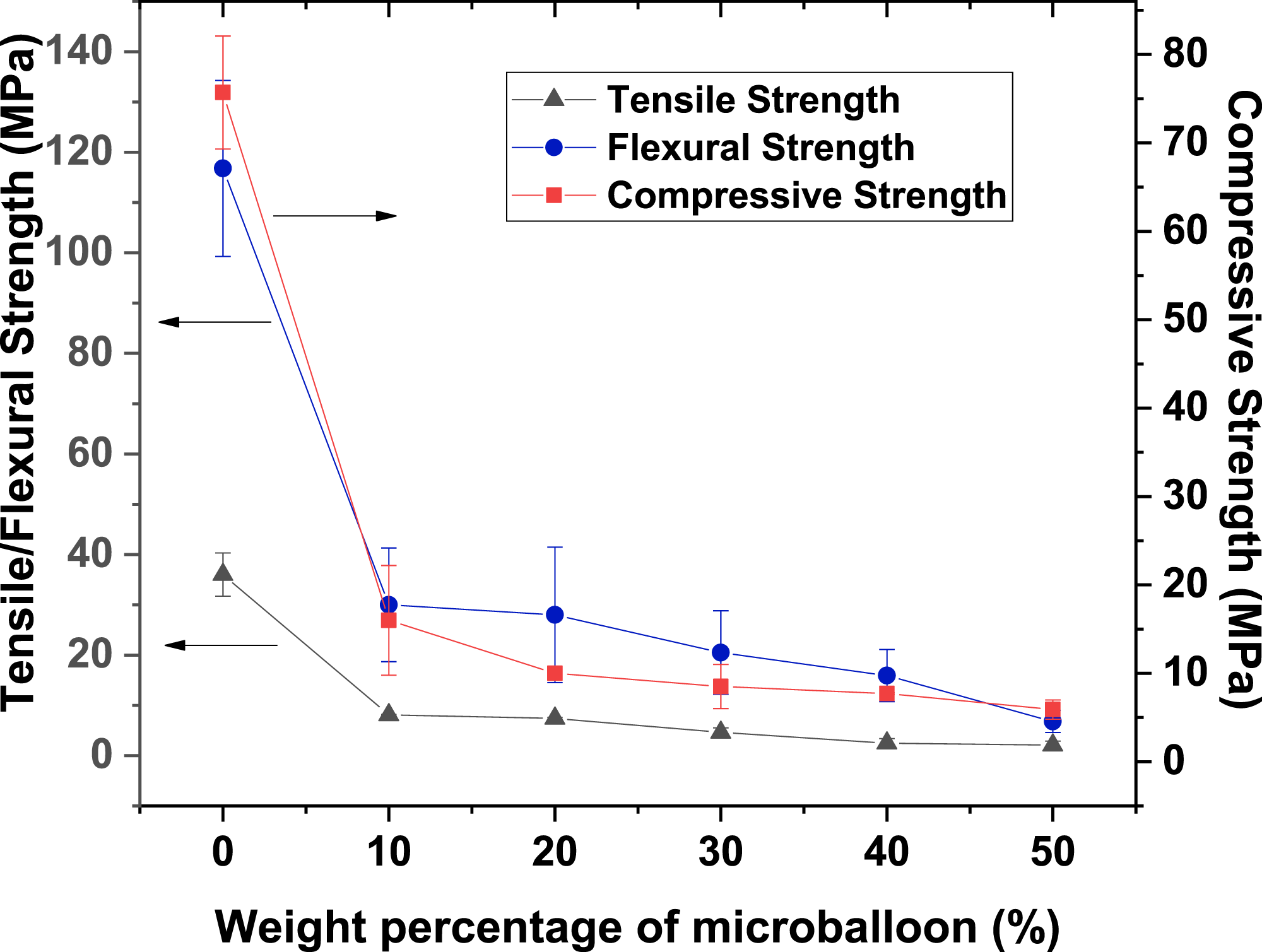
Syntactic carbon foams
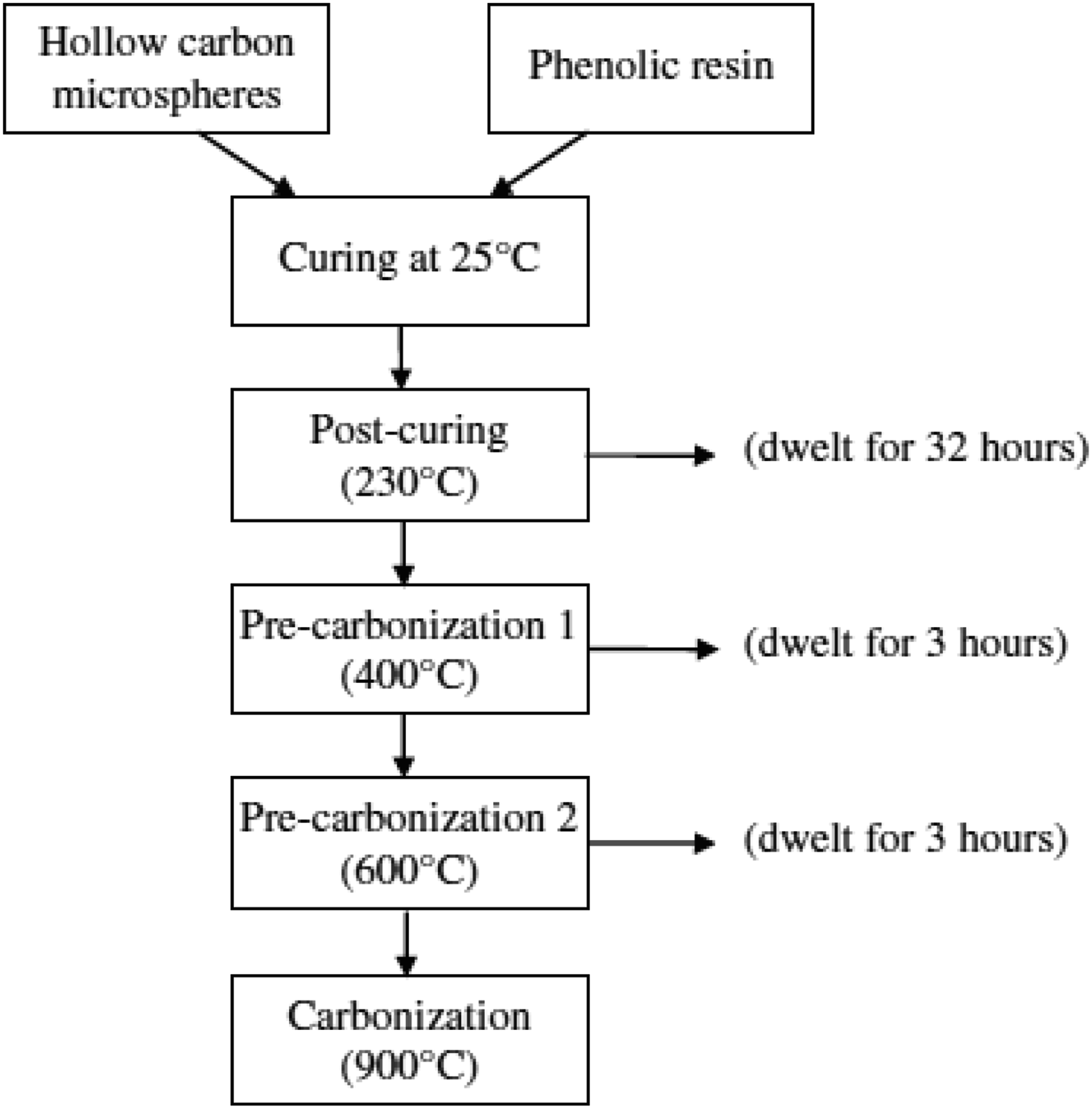
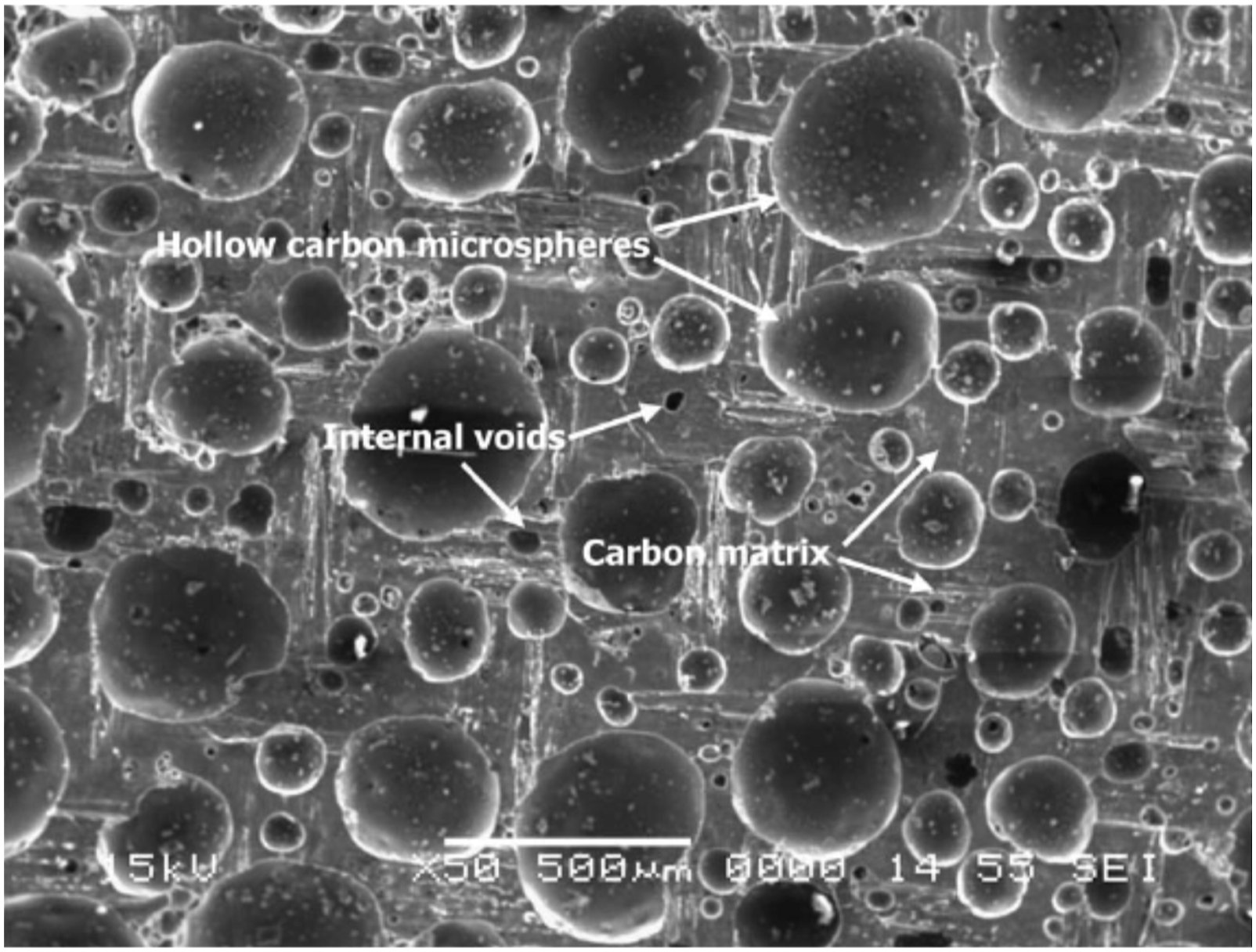
Syntactic carbon foams are relatively new materials in the family of syntactic foams. Zhang et al.
24
prepared syntactic carbon foams from phenolic syntactic foams. In the first step, syntactic foam was first prepared using HCM and phenolic resin. The syntactic foam was then subjected to post-curing, pre-carbonization and carbonization. The process flow chart for processing of syntactic carbon foams is depicted in Figure 13. The SEM image of syntactic carbon foams is shown in Figure 14. The failure mode and the improvement of electrical and thermal conductivities revealed that the properties were affected by the temperature of heat-treatment. Studies demonstrated that incorporation of more voids during carbonization resulted in lowering of the mechanical properties. Scheme illustrating the processing of syntactic carbon foam (reproduced with permission from
24
). SEM image of syntactic carbon foam (reproduced with permission from
24
).
Phenolic syntactic foam core sandwich composites
Syntactic foams have attracted attention as light weight core in sandwich composites for diverse applications. In sandwich composites, the mechanical properties of syntactic foam cores are many orders of magnitude higher than those of traditional foams. 8 The closed pore structure in syntactic foams makes the contact between the skin and the core better, thereby providing better interfacial strength compared to conventional cellular foam cores. 25 Syntactic foam core sandwich composites with different properties can be easily processed either by simply varying the concentration of resin/microballoon or by using microballoons of different shell thickness. 26 In sandwich construction, the skin/face sheets carry the bending stresses and core carries the shear stresses when a load is applied. 17
Hossain et al. 27 evaluated Eco-Core, a syntactic foam consisting of high concentration of fly ash and a small amount of phenolic resin, as core in sandwich composites. The main problem with normal syntactic foam is the susceptibility to fire. Eco-Core has been demonstrated as a fire resistant composite for structural applications due to very low volatile content compared to normal syntactic foams.
Kumar et al. 28 made an attempt to lessen the damage due to ageing in phenolic syntactic foam core sandwich composites by integrating it with a resin-impregnated paper honeycomb (RIPH) structure. The syntactic foam was fabricated using fly ash cenosphere and phenolic resin in equal proportions. Sandwich composites were processed with syntactic foam core (with and without honeycomb structure) and glass/epoxy composite face skins and ageing studies were carried out in natural sea water and under accelerated environment. The resistance to moisture absorption of the foam core is found to be marginally increased by the incorporation of RIPH structure. The post aged flat-wise compressive properties of stiffened syntactic foam core sandwich composites are found to be better than unaged bare syntactic foam core sandwich composites. Nevertheless, edgewise compressive properties are found to be slightly lower than unaged pristine syntactic foam core sandwich composites. There is a significant decrease in core shear strength, impact energy absorption capacity, face sheet bending strength, flexure strength, and modulus of the sandwich composites due to the ingress of moisture which led to poor interfacial adhesion. 28
In another work, 29 it is reported that RIPH integrated syntactic foam has improved compressive properties and energy absorption capacity compared to bare syntactic foam core sandwich composite. Pristine RIPH core (without foam) sandwich composites displayed very low compressive properties compared to syntactic foam based sandwich composites. The incorporation of RIPH structure in syntactic foam core leads to substantial enhancement in the compressive properties of sandwich composites in both flatwise and edgewise loading configurations due to stiffening effect of RIPH. The syntactic foam core sandwich composites showed improved compressive properties under edgewise compression; whereas the RIPH integrated foam core composites reveal higher compressive properties under flatwise compression. Incorporation of RIPH in syntactic foam leads to enhancement in energy absorption capacity of sandwich composites by more than 60%.
The remarkable improvement in the compressive and flexural properties and energy absorption characteristics by the incorporation of RIPH structure in syntactic foam-core sandwich composites makes it a promising material for structural panels and beam application.28–30
Syntactic foams based on functionalized microballoons
The interaction between microballoon and matrix resin plays a key role in deciding the properties of syntactic foams. The commonly used microballoons in syntactic foams are basically inorganic in nature. So there exists a huge difference in polarity between the microballoon and polymer matrix, which leads to poor interfacial interaction and adversely affects the properties of syntactic foams.
12
Hence, some studies have focussed on modification of surface of microballoon.
12
Huang et al.
12
modified HGMs using various coupling agents viz. 3-aminopropyltriethoxysilane (APTES), di(dioctylpyrophosphato) ethylene titanate (NDZ-311), and glutaraldehyde (GA) to increase the hydrophobicity of the microspheres (Figure 15). Scheme for the surface modification of HGM (reproduced with permission from
12
).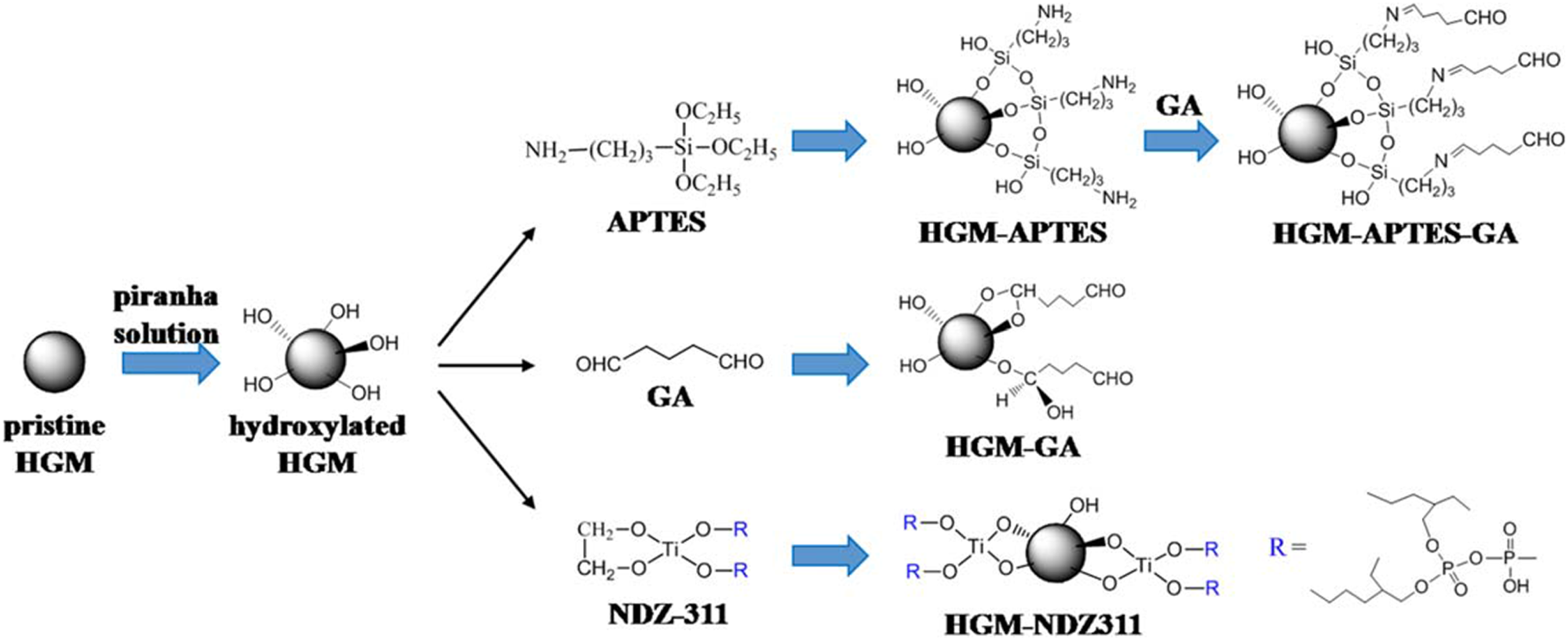
The lengthy chains present on HGM-NDZ311 interact with polymer chains of phenolic matrix via van der Waals forces leading to entanglement of polymer chains. In the case of HGM-APTES, on immersing microspheres in phenolic resin, a few hydroxymethyl groups could react with amino group to form chemical bonding, forming a molecular bridge between the microspheres and phenolic resin. However, the entanglement of polymer chains controls the linkage between filler and matrix. As a result, most of the hydroxymethyl groups in phenolic resin are utilised to form 3D network structures during curing. In composites with GA modified microspheres, the -CHO group reacts with phenolic resin monomers and results in acetal linkage, which converts the interaction between the microspheres and phenolic matrix from simple mechanical mixing to chemical bonding when compared with composites filled with NDZ311 and APTES modified microspheres. 12
In another study, Huang et al. 10 investigated syntactic foams prepared using PF resin and p-toluene sulfonic acid, APTES, and GA cooperative modified HGM. Five types of the foam composites were processed with varying loading of modified HGM. Compressive, flexural and thermal properties of the foam composites were studied with respect to the microsphere loading and treatment temperature. From TGA studies, it was observed that a significant decrease in the weight loss of composite was brought with the incorporation of modified HGM, leading to higher thermal stability of the foam composites. Compression and bending strength values displayed a reduction in value on increasing HGM volume fraction at room temperature. However, for samples tested at high temperature, an increase in strength values was noted. The thermal conductivity of the syntactic foams improved with temperature while reduced with microsphere concentration, and thermal conduction through solid phase was identified as the key heat transfer mechanism. The addition of microspheres was useful to improve the thermal insulation of the foam composites, particularly at high temperatures.
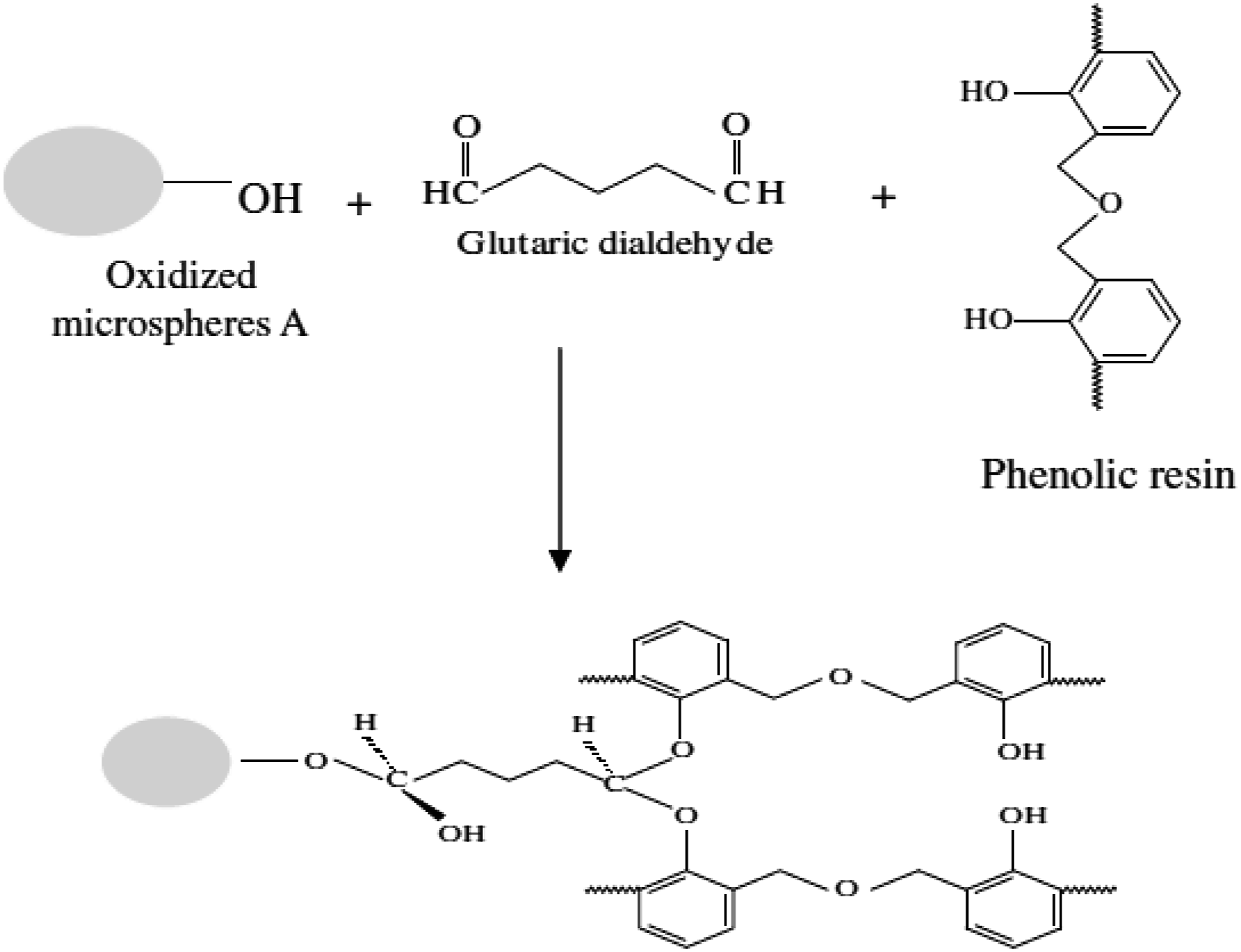
Zhang et al.
31
fabricated phenolic foam composites with varying contents of HCMs. To improve the mechanical properties, the microspheres were initially oxidized in HNO3 which generates –OH groups on the surface of the microspheres. Then the microspheres were modified using glutaric dialdehyde coupling agent. Figure 16 shows the reaction between the oxidized microsphere A and the phenolic resin in the presence of the coupling agent. Glutaric dialdehyde consists of two –CHO groups. One –CHO group reacts with -OH group on the surface of microspheres A to form acetal linkage, while other –CHO group reacts with phenolic resin to form hemiacetal linkage. The formation of acetal and hemiacetal linkages results in robust adhesion between the microspheres and phenolic matrix. The study shows that compressive and flexural strength reduced with increase in loading of the microsphere from 9.37 to 46.87 vol.%, which is ascribed to the increase of air space from the microspheres. The mechanical properties of glutaric dialdehyde treated microsphere based syntactic foams showed improved performance compared to untreated hollow carbon microsphere samples owing to the improved adhesion between the microspheres and matrix, offered by the coupling agent. Schematic of the reaction between glutaric dialdehyde modified hollow carbon microsphere and phenolic resin (reproduced with permission from
31
).
Milad et al. reported a study in which oxygen plasma treated hollow glass microballoons were used for fabricating phenolic syntactic foams. The plasma treatment resulted in formation of carbonyl groups as confirmed by Fourier transform infrared spectroscopy. When these microspheres were used for processing, the curing temperature was shifted to lower temperatures (from 160 to 152°C).32,33
Applications of phenolic syntactic foams
Phenolic syntactic foams find wide range of applications owing to the combined effect of the features of phenolic resin and microballoons. The low thermal diffusivity and high char-forming properties make them a good ablative material. In aerospace industry, they have been used for the thermal protection of atmospheric re-entry space vehicles and to prevent structures from the extreme heat flux of rocket exhaust plumes. 9 Sandwich composites based on phenolic syntactic foam core are promising materials for aerospace and marine applications owing to their good specific strength, fire resistance and better energy absorption properties. 29 Phenolic syntactic foam core sandwich composites with glass polymeric laminates as face skins are extensively used in ship hull structures because of their high specific properties and buoyancy nature. 30 Phenolic syntactic foams are well recognized in the offshore oil and gas industry as highly fire resistant and thermally insulative coatings and structures. 34
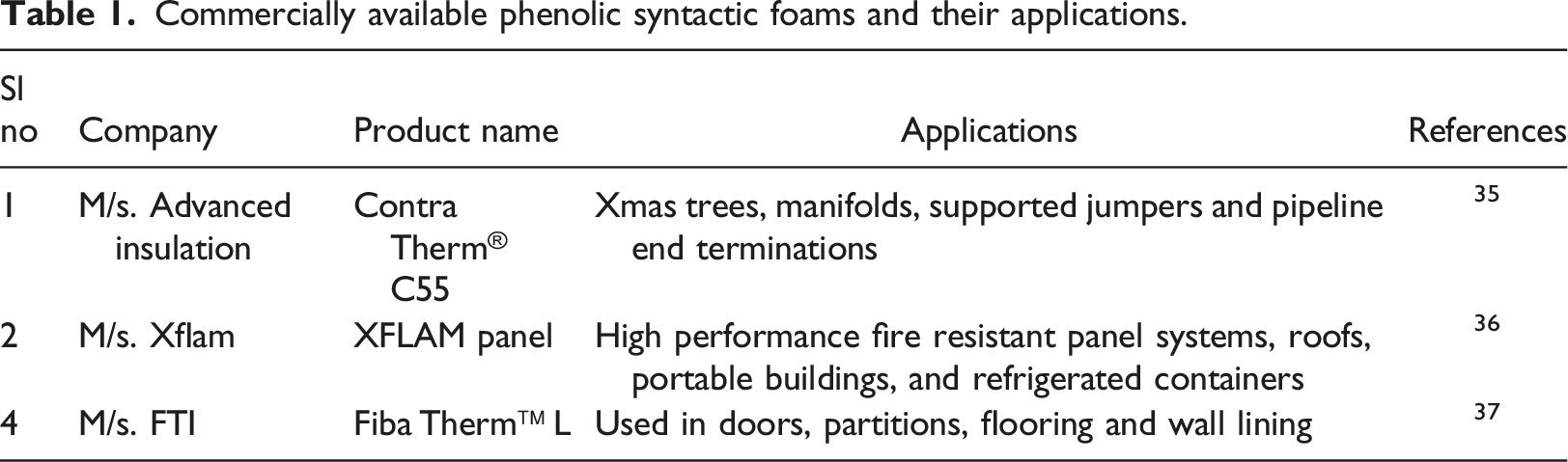
Commercially available phenolic syntactic foams and their applications.
Summary
Syntactic foams have gained significant attention for various applications owing to their low density, low moisture absorption due to closed cell structure, high specific strength etc. These advantages combined with the excellent features of phenolic resin such as good mechanical properties, thermal properties and fire resistance make phenolic syntactic foams a good candidate for various applications. The properties of phenolic syntactic foams can be easily tailored by proper choice of the phenolic resin and microballoon and their composition. Considerable improvement in properties of phenolic syntactic foams has been achieved by fibre reinforcement, by the use of modified microballoons and by forming sandwich composites. Phenolic syntactic foams are ideal candidates for various applications like fire resistant panels, insulation panels, low density ablative for space applications etc. The properties of phenolic syntactic foams can be further improved by incorporation of nano particles, nano fibre etc. or by the use of functionally modified high performance phenolic resins.
Footnotes
Acknowledgements
The authors thank Director, Vikram Sarabhai Space Centre, Thiruvananthapuram for granting permission to publish this paper.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.