
Abstract
The study developed and designed polyvinyl acetate (PVAc) foams using advanced freeze-drying technology, which exhibited good heat-insulating ability, flame retardancy, and mechanical properties. Different combinations of bleach kraft pulp, water-soluble chitosan, and zinc borate were used to reinforce the foams. The foams exhibited desirable compression and flexural properties, with compression strength and compression modulus ranging from 0.01 MPa to 0.08 MPa and 0.05 MPa to 0.29 MPa, respectively, while flexural strength and flexural modulus ranged from 0.12 MPa to 5.37 MPa and 9.86 MPa to 260,85 MPa, respectively. The use of zinc borate as a reinforcement resulted in improved thermal properties and reduced mass loss at 600°C by 20.69%. Thermal conductivity tests indicated that the foams had low thermal conductivity values ranging from 0.037 W/mK to 0.074 W/mK. The foams with zinc borate (60 g/L) and high molecular weight water-soluble chitosan (70 g/L) reinforcement exhibited high limiting oxygen index (LOI) of 28.72%. Overall, the results suggest that the PVAc foams could serve as a promising sustainable alternative in thermal insulation and construction fields.
Introduction
Many countries have taken energy-saving precautions with the outbreak of the international energy crisis. Energy-saving means energy waste reduction but also CO2 pollution reduction and global greenhouse effect slowdown. 1 Non-renewable energy considerably contributes to greenhouse gas emissions, with fossil fuel burning to account for over 80% of global energy.2–4 So, it is essential to save energy to protect nature and reduce fossil fuel consumption.
The construction industry, which consumes a significant amount of energy to supply thermal comfort, could help to reduce energy consumption by implementing innovative strategies. 5 Insulation materials were used to make the energy more effective for heating and cooling systems. Thus, saving energy ensured that the desired temperature level was maintained longer. Polystyrene (PS), expanded polystyrene (EPS) and polyurethane (PU) based insulation materials have been mostly used in this industry. Approximately 7,15 million tons of mentioned petrochemical-based raw materials were utilized to manufacture and commercialize foam in Europe in 2019. 6 However, petroleum-originated products that required a long time to decompose in nature significantly gave rise to global pollution, a severe problem, and were triggered by extreme climate changes and natural disasters. 7 The enormous pollution of these products has dramatically increased people’s concerns about the environment. On the other hand, commercial insulation materials carry significant risks, especially in indoor applications, due to their low resistance to fire. 8 Therefore, lightweight, environmentally friendly, fire-resistant, and low thermal conductivity materials are required for insulation applications. 9
Recent studies have focused on foams partially or wholly produced from biopolymers due to their low CO2 footprints. 10 Cellulose is a natural polymer consisted of glucose units and is the primary structural component of the cell walls of plants. Therefore, the main sources of cellulose are plant-based materials such as wood, cotton, hemp, flax, jute, and other fibers derived from plants. 11 Cellulose is a commonly used material in various industries, and it is primarily produced from wood which is safe and environmentally friendly. 12 However, before it can be used, the cellulose fibers must be bleached to remove natural pigments, impurities, and residual lignin. During the bleaching process, hemicellulose and lignin are removed from the fiber wall, creating pores ranging between 5 and 20 nm in diameter. These pores endow fibers with their compressibility and flexibility, allowing for strong fiber-fiber bonds and good mechanical properties. 13 Commonly bleaching methods are oxygen delignification, ozone bleaching, and peroxide bleaching. 14 Chitosan is a natural polysaccharide obtained from the shells of shellfish, primarily crustaceans such as crabs, shrimp, mussels, and lobsters. The main natural source of chitosan is the shells of these crustaceans. The shells of crustaceans contain a polysaccharide called chitin, which is the precursor to chitosan. Chitosan is derived from chitin through a process of deacetylation, which involves the removal of acetyl groups from chitin molecules.15,16 Cellulose and chitosan have made them popular biopolymers to manufacture and/or reinforce otherwise weak materials, including foams.17,18 These two biopolymers utilize in many industries, such as paper, pharmaceutics, food, water treatment,, biomedical treatment, agriculture, cosmetics, and textiles. 19 Cellulose is crystalline, strong, and rigid. It is insoluble in water and most organic solvents and has high tensile strength and low elasticity. 20 Chitosan has a unique polycationic structure that enables it to form polyelectrolyte complexes, create films, chelate metal ions, and exhibit various biological properties such as antitumor, antibacterial, and antifungal effects and making it useful in various applications. 21 Although cellulose and chitosan-based foams were intensely studied, their application areas were limited due to some characteristic properties. 22 The cellulose and chitosan-based materials are naturally flammable. Therefore, they have been subjected to different fire retardants and additives of polymers or chemicals. 23
Halogen-based flame retardants were prohibited due to harm to environmental and human health. Therefore, environmentally friendly fire retardants have been getting more and more attention in recent times.24,25 Boron compounds which are non-toxic, environmentally friendly, and have high biological and thermal resistance utilize in the metal and wood industry for years. 26 Boron-based fire retardants are used in composite and foam production by absorbing them into the raw material or adding them directly into the mixture. As a result, the fire resistance of materials increased, and smoke formation decreased.8,27 Zinc borate which a commercial product, was manufactured from boric acid and zinc oxide. This fire retardant was used for anti-corrosion in coatings to improve strength and fire resistance. 28 When zinc borate is added to cellulosic materials, it can lead to the formation of water during the thermal degradation process. This endothermic reaction causes a decrease in mass loss and cools the surface of the polymer. As a result, the addition of zinc borate can have a positive effect on the thermal stability of the cellulosic material.29,30 When cellulosic materials are calcined, the main products obtained are carbon dioxide, carbon monoxide, water, and carbonaceous residue. 31 On the other hand, when chitosan is calcined, it undergoes thermal degradation, and the main products obtained are carbon dioxide, water, and chitin. 32
Polyvinyl acetate (PVAc) is a polymer material widely used in many industrial applications such as adhesives, binders, coatings, fillers, and surface coatings. PVAc is produced by polymerizing vinyl acetate monomers and it is easily available, inexpensive, and has very few volatile organic components. 14 PVAc has a biodegradability ability and it could be consumed by Penicillium and Aspergillus fungi species after the product's expected lifetime of the product33–35 PVAc is a polymer with relatively low polarity and low water absorption. The presence of abundant ester links on PVAc allows for strong interactions with the hydroxyl-rich surface of cellulose. These interactions, through hydrogen bonding, are expected to significantly enhance the interface and have a positive impact on the mechanical properties of the materials.14,36
Studies have shown that blending chitosan with PVAc can improve the mechanical properties and water resistance of the resulting composite material. The compatibility between the two polymers was found to be enhanced by introducing carboxylate or sulfonate groups onto the chitosan backbone, which can form stronger ionic interactions with the PVAc. Additionally, surface modification of chitosan with PVAc has been explored as a means of improving the adhesion of chitosan-based coatings to various substrates, such as wood and paper. The PVAc can act as a compatibilizer between the chitosan coating and the substrate, promoting better adhesion through intermolecular interactions.37,38
The study involved the production of PVAc foams reinforced with biopolymers (water-soluble chitosan, zinc borate, and bleached kraft pulp), using freeze-drying technology. The aim of the study examines the impact of these reinforcements on the mechanical and thermal properties of the PVAc foams.
Materials and methods
Material
The PVAc used in this research was purchased from a local provider (Mad Wolf brand PVAc manufactured by Akpinar Building Materials Industry and Trade Inc./İstanbul). The dry matter rate of PVAc glue was 42.8%. The density and the molecular weight of PVAc were 1200 kg/m3 and 300,000 g/mol, respectively. Bleached kraft pulp was provided from EUROPAP (İzmir, Turkey). Length of bleached kraft pulp fiber was 2 mm and the diameter of fiber was 25 μm. Hydrogen peroxide was utilized as a bleaching agent to whiten the pulp and more detailed information was given in our previous study. 14 Zinc borate (Zn3BO6: 85.27% pure) was purchased from Kimetsan Chemistry (Ankara). The density of zinc borate was 2600 kg/m3. Three different molecular weights of chitosan were supplied from Sigma-Aldrich (low molecular weights: 50,000–190,000 Da, medium molecular weights: 200,000–300,000 Da, and high molecular weights: 310,000–375,000 Da). Glycidyl trimethyl ammonium chloride (GTMAC) was provided by Sigma-Aldrich and used to synthesize water-soluble chitosan.
Synthesis of water-soluble chitosan
Chitosan can dissolve in acidic conditions, which can cause degradation of polyvinyl acetate. Thus, in this study, it was necessary to develop a method for synthesizing water-soluble chitosan. To achieve this, 30,0 g of chitosan was dispersed in 300,0 mL of deionized water at a temperature of 80°C. Then the 112,9 g of GTMAC was added and stirred at 30 rad/s. In chitosan suspension. The reaction was conducted at 80°C for 8 h. The turbid and yellowish reaction solution was poured into acetone. After washing with acetone several times, the white precipitated product was collected by filtration. Water-soluble chitosan, which was dried at 60°C overnight, was used for foam production. The reaction between chitosan and GTMAC involves the reaction of the amino group on chitosan with the epoxy group on GTMAC. This results in the formation of a quaternary ammonium salt, which introduces a positive charge on the chitosan molecule and makes it more water-soluble. The resulting product is called chitosan-GTMAC. The chemical formula for chitosan-GTMAC can be written as (C6H11NO4)n-(CH2)3-N+(CH3)3Cl-, where n represents the number of repeating units in the chitosan chain.
Foam preparation
Composition of the PVAc foam-forming mixture for preparing the different biopolymers contents.
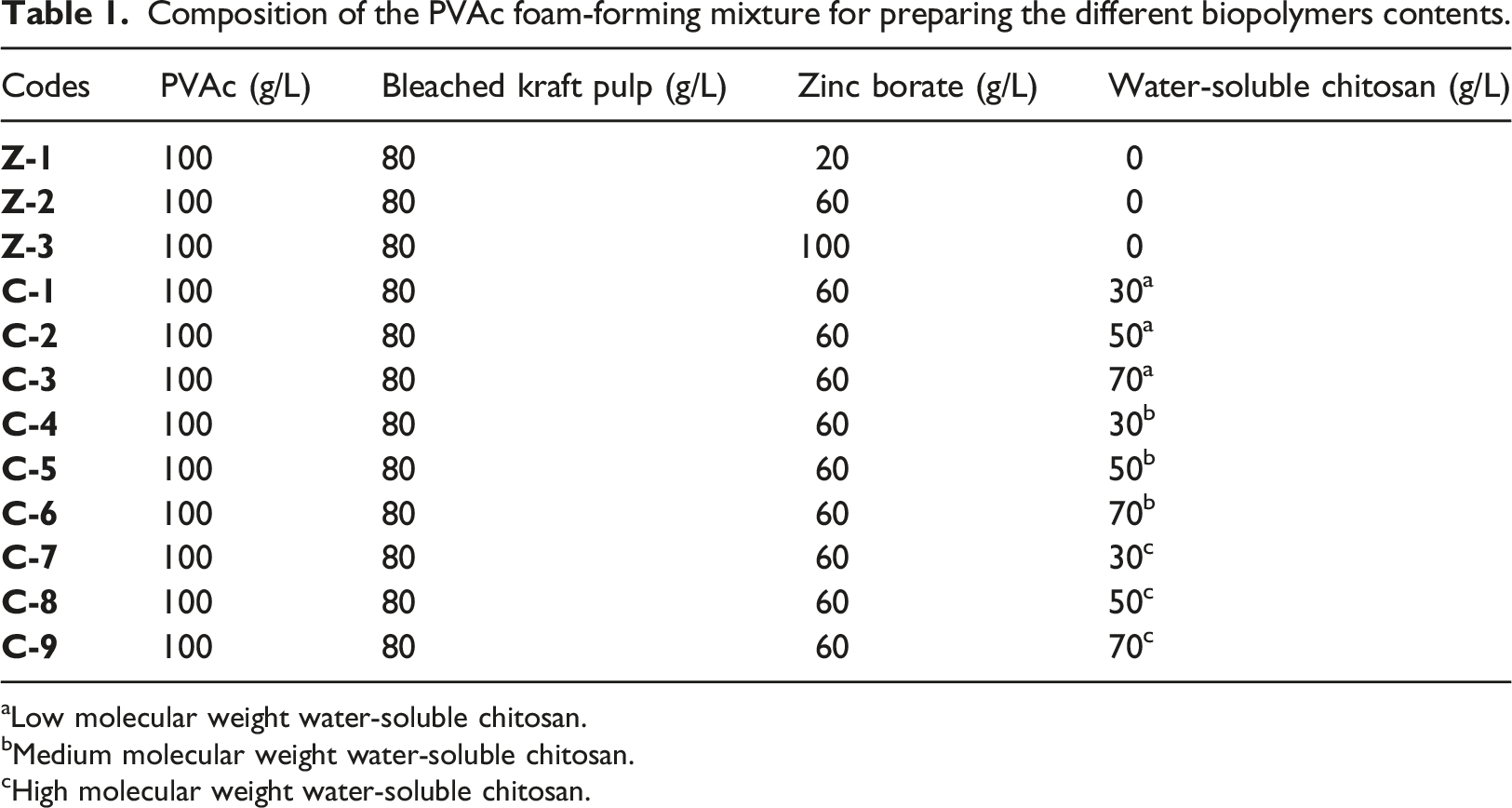
aLow molecular weight water-soluble chitosan.
bMedium molecular weight water-soluble chitosan.
cHigh molecular weight water-soluble chitosan.
The samples were placed in a mold and frozen at a temperature of −25°C for 24 h. Subsequently, they were freeze-dried for 4 h in a lyophilizer (ModulyoD, Termo Savant) under 0,40 mBar pressure and a condenser temperature of −50°C to produce the foams. Figure 1 illustrates the process for preparing the PVAc foams. The production process of PVAc foams reinforced with biopolymers.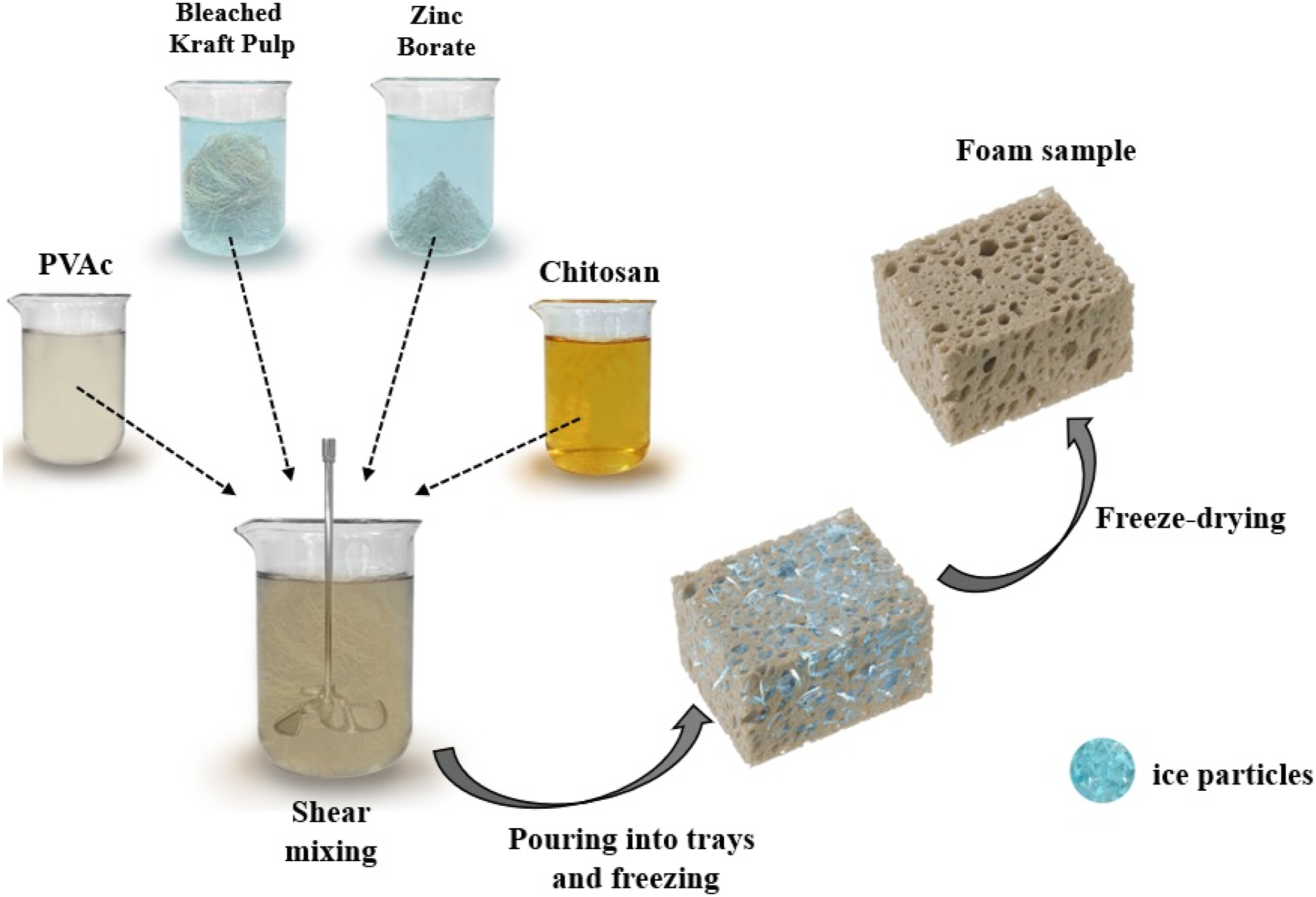
Testing
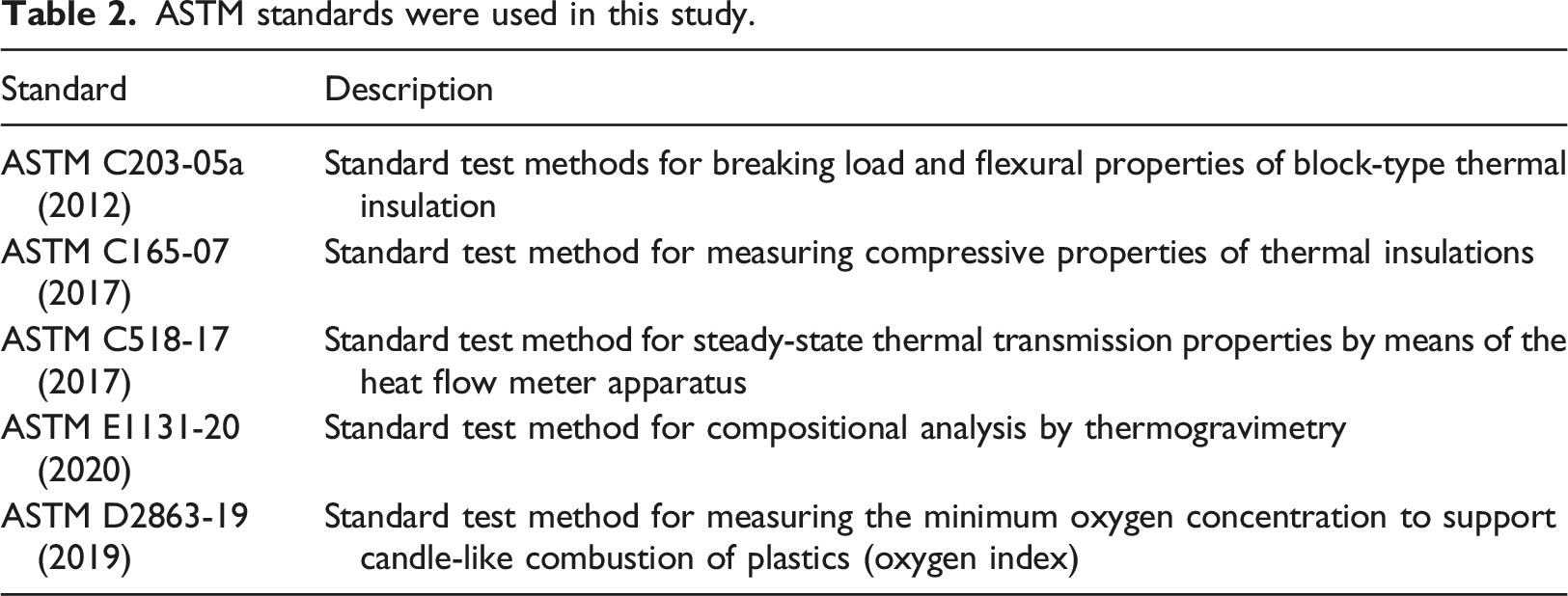
ASTM standards were used in this study.
The microstructures of the foams were analyzed utilizing the scanning electron microscope (SEM) (Jeol-JSM-7600F model). To enhance conductivity, a coating of gold was applied to the surfaces of the foams prior to examination. Operating voltage of SEM was set at 15 kV for imaging the microstructure. Mechanical and thermogravimetric test data were compared using one-way means/ANOVA to check for significant differences (α = 0,01) with IBM SPSS Statistics 22 software. Significant differences between the groups were determined using Tukey-Kreamer Honest Significant Differences (HSD) test (α = 0.05).
Results and discussions
Mechanical properties of PVAc foams
The mechanical properties of foam materials are influenced by several parameters, including density, cell size, cell wall thickness, and material composition. Higher density foams are generally stronger and stiffer, while lower density foams are more flexible. Smaller cell sizes result in higher stiffness, while larger cells increase flexibility and energy absorption. Thicker cell walls lead to higher stiffness and strength, while thinner cell walls increase flexibility. The addition of fillers or reinforcing fibers can enhance the strength and stiffness of foam materials, but also increase their weight. Therefore, to choose the optimal combination of parameters for a specific application, it is important to consider the trade-offs between different properties, such as stiffness, strength, and flexibility.
Compression properties of PVAc foams
Mechanical test results of foams.

Note: Parentheses indicate the coefficient of variation (CV, %). A, B, C, D, E. F, G, I, J, K, and L letters indicate the significant differences between the groups.
The compression resistance values of the PVAc foams varied between 0.01 MPa and 0.08 MPa, depending on the combination of reinforcement materials used. The foam with the highest compression resistance value was C-9, which was reinforced with high molecular weight water-soluble chitosan at a concentration of 70 g/L. The lowest compression resistance value was obtained from Z-3, which had a value of 0.01 MPa. The compression modulus values varied from 0.05 MPa to 0.29 MPa, with C-9 showing the highest compression modulus value and Z-3 exhibiting the lowest value of 0.05 MPa. The porosity and density values of the produced PVAc based foams were previously reported in our study. 15
The increase in zinc borate amount was observed to decrease the compression resistance. There were many studies in which the mechanical properties of materials produced with the addition of zinc borate at high rates were adversely affected.18,39 Previous studies indicated that the concentration of chitosan and its molecular weight have a positive effect on the mechanical properties of chitosan-based materials. For example, increasing the concentration of chitosan from 0.5% to 3% in chitosan films gave rise to an increase in their mechanical properties, 40 and an increase in the concentration of chitosan from 1% to 5% resulted in higher mechanical strength of chitosan hydrogels. 41 Similarly, Cazón, and Vázquez (2020) found that increasing the molecular weight of chitosan from 100 kDa to 700 kDa enhanced the mechanical properties of chitosan films. 42 The reason for these improvements lies in the fact that increasing the concentration of chitosan leads to stronger intermolecular interactions and bonding between chitosan molecules, resulting in higher compression and flexural properties. On the other hand, increasing the molecular weight of chitosan leads to a denser and more tightly packed material, which also enhances the intermolecular interactions between chitosan chains, resulting in improved mechanical properties. Moreover, higher molecular weight chitosan chains have more amino groups, which can form more hydrogen bonds with other chitosan molecules, further contributing to the material's mechanical strength. 43 Therefore, increasing either the chitosan concentration or molecular weight can improve the mechanical properties of chitosan-based materials, which is crucial for developing materials with better performance and broader applications. The compressive strength of the composite made of modified high molecular weight chitosan was found between 0.12 MPa and 1.3 MPa. 44 Another study showed that the compression resistance of the foam produced from chitosan and microcrystalline cellulose by freeze-drying varied between 0.04 MPa and 0.12 MPa, and compression modules values changed between 0.10 MPa and 0.27 MPa. 17 Wang et al. (2017) produced chitosan (Ch)-cellulose nanofiber (NFC) foams with different composition ratios. The results showed that increased NFC provides better compression modulus values than pure chitosan foams. According to their findings, 45 the overall compression modulus values changed between 0.01 MPa and 0.06 MPa, which is comparable with this research. The compressive strength and modulus values of the samples in this study were found to be within acceptable values when compared with the literature. The difference between the literature and this study is thought to be from the different raw materials used.
Flexural properties of PVAc foams
The flexural resistance and modulus of biopolymers reinforced foams is given in Figure 2. (a) The flexural resistance and modulus of PVAc foams reinforced with biopolymers (b) SEM image of Z-3.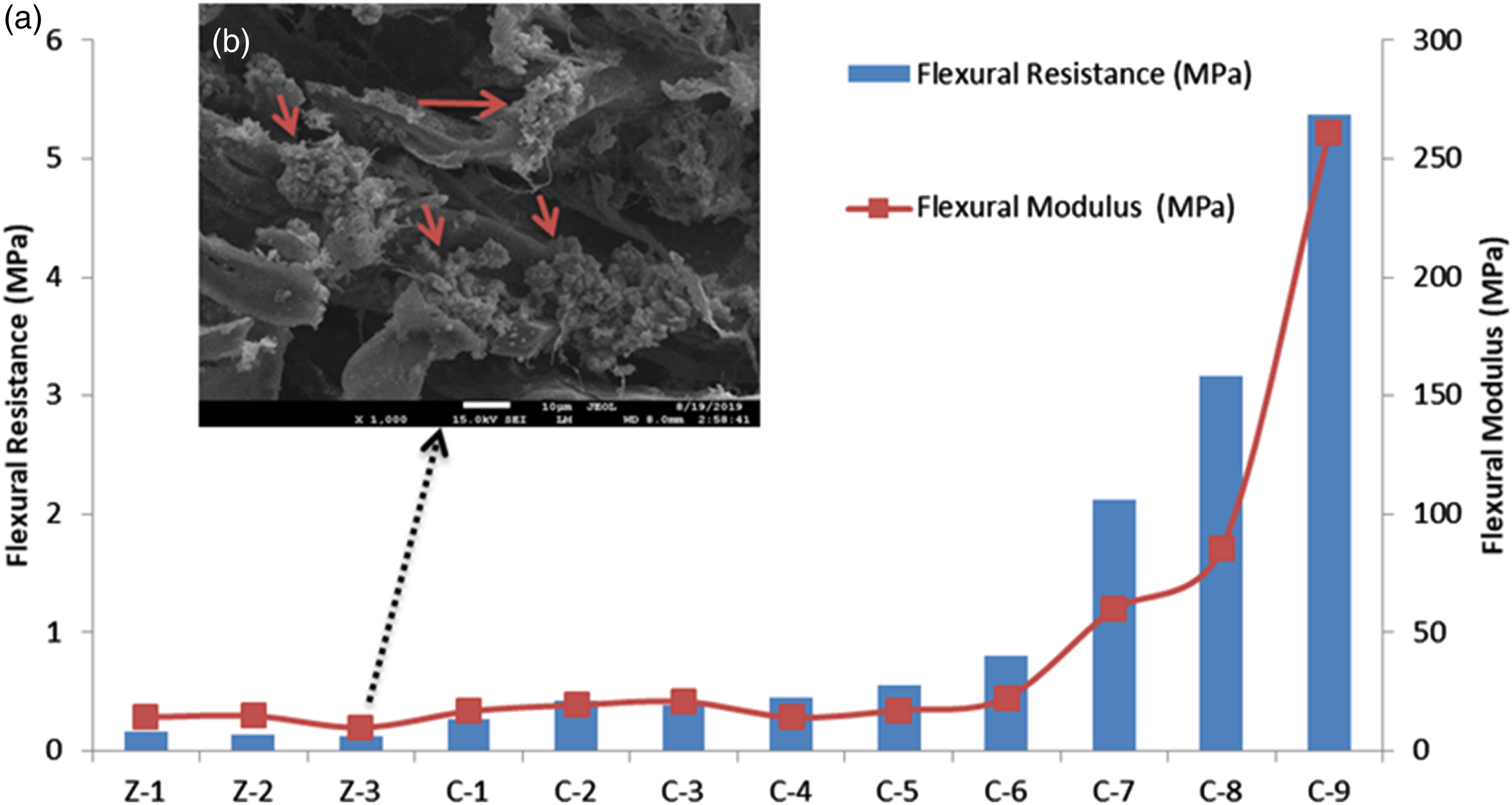
The flexural strength values varied between 0.12 MPa to 5.37 MPa, depending on the concentration. The highest value was observed in C-9, where high molecular weight water-soluble chitosan was used at a concentration of 70 g/L, while the lowest value was obtained in Z-3 with a flexural strength of 0.12 MPa. Flexural module values were found between 9.86 MPa to 260,85 MPa. C-9 was given the highest flexural module values. The lowest flexural module value was obtained from Z-3 with 9.86 MPa. The reduction in mechanical resistance properties of materials produced with high levels of metal hydroxides such as zinc borate has been a subject of study in recent years. 30 Zinc borate is used in high proportions during the foam production process, they tend to aggregate within the polymer matrix (as shown in Figure 2(b), leading to a decrease in the mechanical properties of the resulting material. This phenomenon has been observed in various studies and is often attributed to the poor dispersion of metal hydroxides within the polymer matrix, which leads to the formation of agglomerates that act as stress concentrators and weaken the material's mechanical properties.46,47 PVAc foams, including water soluble chitosan, formed a more durable structure due to covalent bonds between positively charged chitosan and negatively charged bleached kraft pulp. In our previous study, foams produced without water-soluble chitosan and zinc borate determined poor mechanical properties. 14 These poor mechanical properties are thought that there may be several different reasons. First reason, chitosan could react with zinc borate and kraft pulp to form a cross-linked network, which enhanced the mechanical properties. 48 Another reason, PVAc and chitosan can form interpenetrating polymer networks through physical entanglements and hydrogen bonding. The PVAc chains can form hydrogen bonds with the hydroxyl groups of chitosan, leading to a physical cross-linking of the two polymers. 49 The flexural strength of foams manufactured from potato starch and microcrystalline cellulose changed between 3.76 MPa and 7.61 MPa. 50 Ozkutlu et al. (2020) found between 1.09 MPa and 1.18 MPa, the flexural resistance for the foam that improved using octaphenyl polyhedral oligomeric silsesquioxanes. 51 When coconut fiber 52 and clove fiber 53 were added to the matrix produced from synthetic polymers, the flexural resistance value of materials increased. The flexural modulus of foams produced from starch, jute, and hemp fibers was found between 210 MPa and 650 MPa. 54 It was thought that they gave better results because jute and hemp fibers are more durable and flexible than kraft pulp fibers. It has been determined that the flexural strength and flexural modulus of composites produced for use in the construction industry are between 13-81 MPa and 900-3500 MPa, respectively.55,56 On the other hand, it has been found that the flexural strength and flexural modulus of vinyl ester composites reinforced with betel nut husk fiber for thermal insulation purposes are between 58–70 MPa and 3000–4000 MPa, respectively. 57 Another study demonstrated that the flexural strength of glass/carbon fiber-reinforced silica aerogel composites ranged from 0.92 MPa to 2.97 MPa. 58
When the overall evaluation was made for this study, mechanical properties decreased with the increased zinc borate amounts. The formation of a fragile surface between the zinc borate and polymer was one of the causes of the decline in mechanical properties. Additionally, it was thought to be caused by a structural incompatibility between the polymers and the fire retardant.30,59 The water-soluble chitosan was thought to wrap bleached kraft fiber with PVAc and contribute to cell wall formation. So, there is less breaking point in the foam, and this phenomenon improved the mechanical properties. 44 The good foam-forming properties of the blend of water-soluble chitosan and bleached kraft pulp were attributed to the intermolecular hydrogen bonding between the amino and hydroxyl groups. 60
Thermal properties
Thermal degradation of PVAc foams
T10% and T50% temperature of thermal decomposition and the mass loss (%) of PVAc foams reinforced with biopolymers.

Note: Parentheses indicate the coefficient of variation (CV, %). A, B, C, D, E, and F letters indicate the significant differences between the groups
The temperature range of T10% was found to be between 254.3°C to 324.5°C, while T50% was between 291.8°C to 343.1°C. After thermal degradation at 600°C, the sample Z-3 exhibited the least mass loss of 35.84%, whereas Z-1 showed the highest mass loss of 56.53%. It was found that using zinc borate improved the thermal stability of the foams. Metal hydroxides and boron compounds increased the amount of residue at the end of thermal decomposition.61,62 Oxide and water were formed in the environment with the thermal decomposition of zinc borate. This endothermic reaction cooled the polymer surface and increased charring. 29
TGA thermographs and derivative thermogravimetry (DTG) curves of PVAc reinforced with zinc borate and bleached kraft pulp are given in Figure 3. DTG curves refer to the velocity of mass loss during thermal degradation. The TG (a) and DTG (b) curves of PVAc foams reinforced with zinc borate and bleached kraft pulp.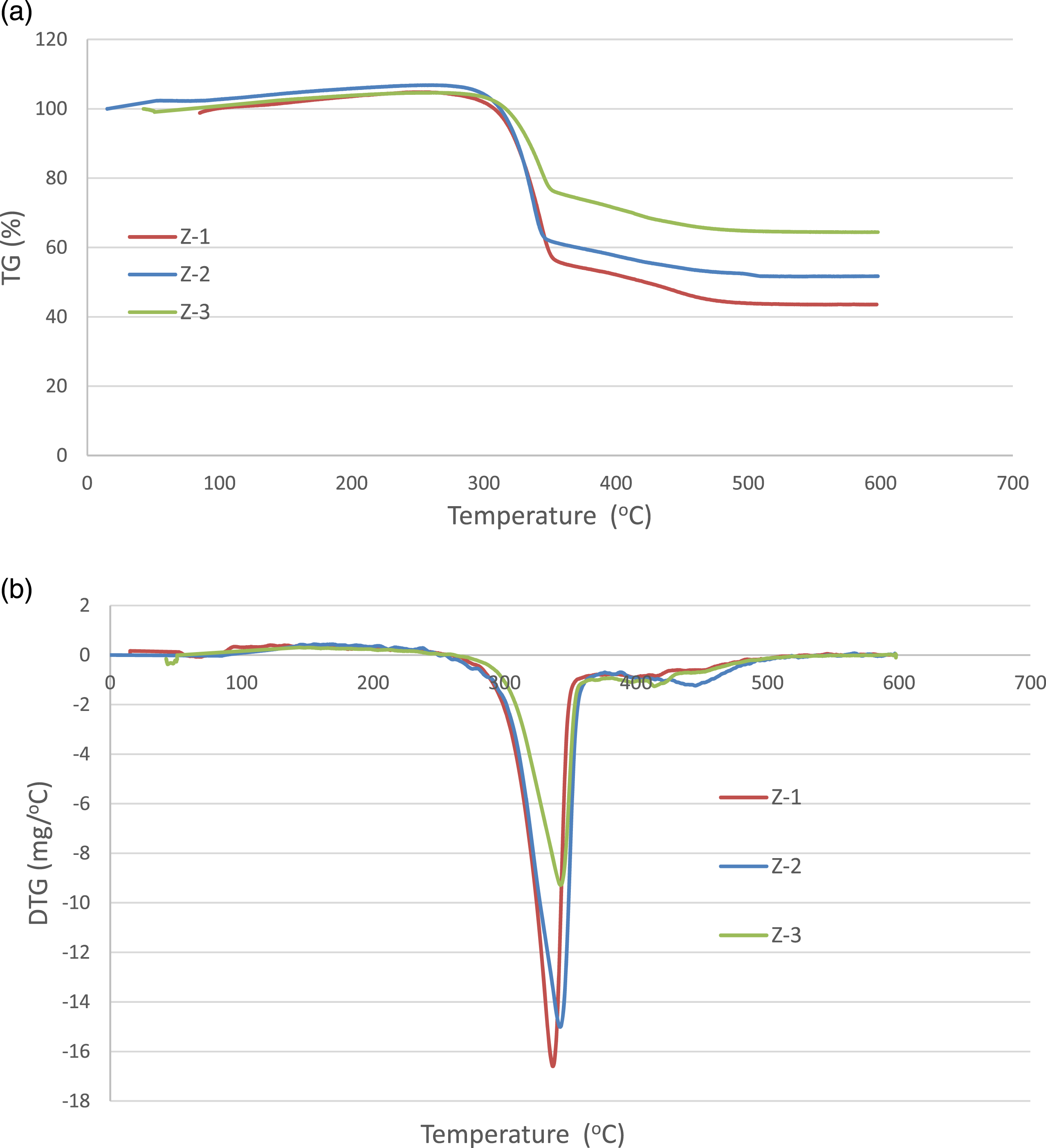
According to Figure 3(a), the first peak of the TG curves showed mass loss due to moisture in the foams. The degradation of all samples, including bleached kraft pulp and zinc borate-reinforced foams, occurred in two main steps. The first step took place in the temperature range of 260°C to 380°C, while the second step occurred between 395°C and 500°C. The bleached kraft pulp decomposed in the first stage, and the PVAc was disrupted in the second stage. Zinc borate was found to significantly enhance the thermal properties of the foams. Hemicellulose and cellulose, decomposition changed between 200°C to 350°C, while lignin degradation occurred between 250°C to 500°C. 63 The length of DTG peaks of the Z-2 and Z-3 decreased, indicating a slower mass loss rate during thermal degradation.
TGA thermographs and DTG curves of PVAc reinforced with zinc borate, water-soluble chitosan and bleached kraft pulp were given in Figure 4. DTG curves refer to the velocity of mass loss during thermal degradation. The TG (a) and DTG (b) curves of PVAc foams reinforced with different molecular weight water-soluble chitosan, bleached kraft pulp, and zinc borate.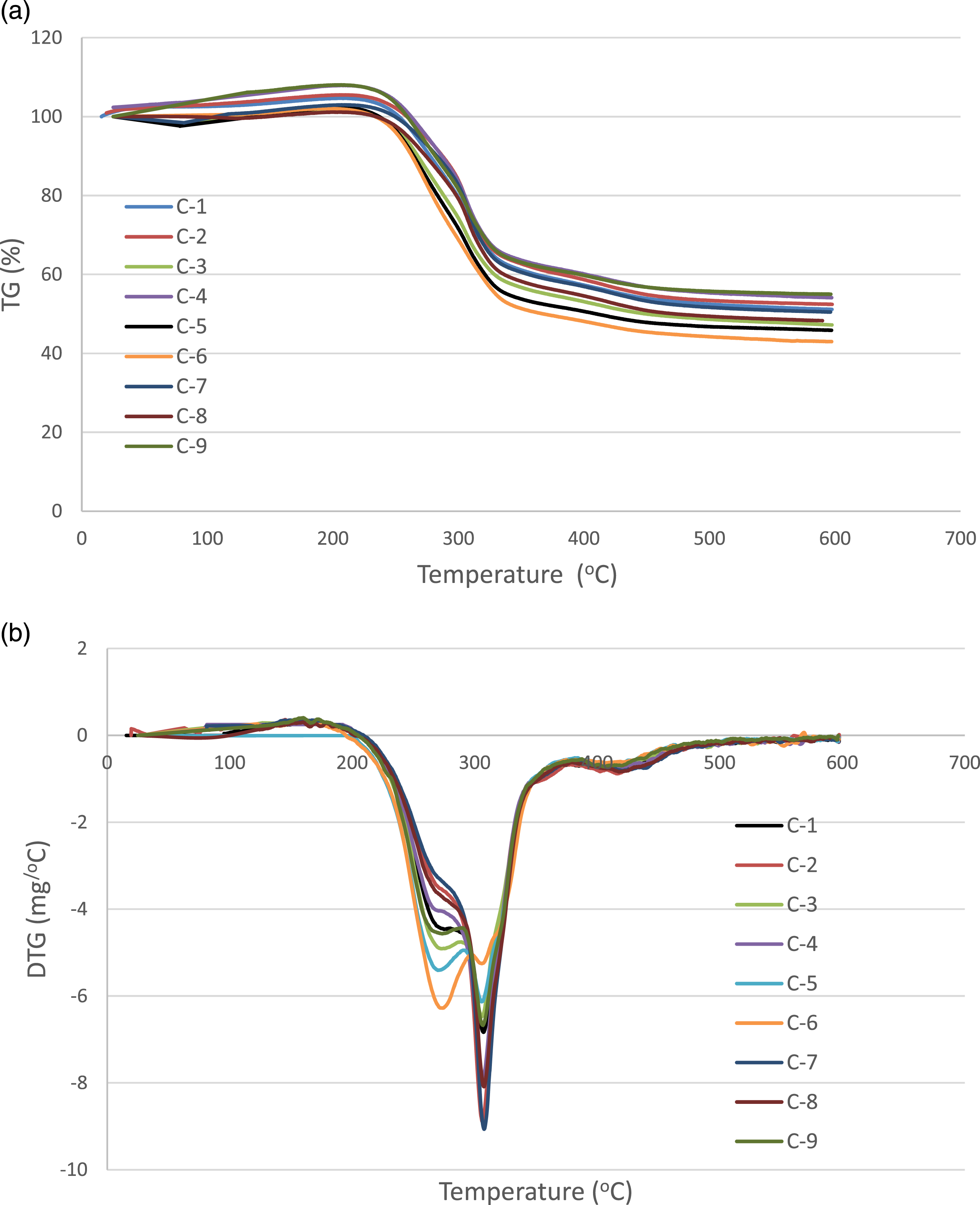
Temperature values corresponding to 10% and 50% mass loss were significantly lower in C-coded samples compared to Z-coded samples. Wang et al. (2017) found that while the rate of chitosan increased in the composite, the maximum decomposition temperature decreased. 45 As seen in Figure 4 (a)), the mass loss at the first peak of the TG curves was related to cause by the moisture in the material. The mass loss of the foams containing water-soluble chitosan changed between 45.89% to 56.20%. While the mass loss of aerogels manufactured from pure chitosan was approx. 90%, 64 our study found that the water-soluble chitosan-reinforced foams had a lower mass loss due to included zinc borate.
The foams reinforced with water-soluble chitosan, zinc borate and bleached kraft pulp showed a three-stage degradation process. The first stage occurred between 210°C and 290°C, the second stage was within 260°C to 380°C, and the third stage was between 395°C and 500°C. It was determined that water-soluble chitosan, bleached kraft pulp, and PVAc degraded in the first, second, and third stages, respectively. Zinc borate was found to greatly enhance the foams' thermal properties. The degradation of hemicellulose and cellulose took place in the temperature range of 200°C to 350°C, while lignin degradation occurred from 250°C to 500°C. 63 The DTG temperature range of chitosan was determined between 293.99°C to 316.18°C and this temperature ranges were similar previous study. 17 Additionally, the length of DTG peaks decreased due to the zinc borate causing retardation in the rate of mass loss during thermal degradation. The foams decomposed at lower temperatures and led to the formation of a charred layer. 65
The thermal conductivity of PVAc foams
The thermal conductivity of biopolymers reinforced foams is given in Figure 5. Thermal conductivity of PVAc foams reinforced with biopolymers.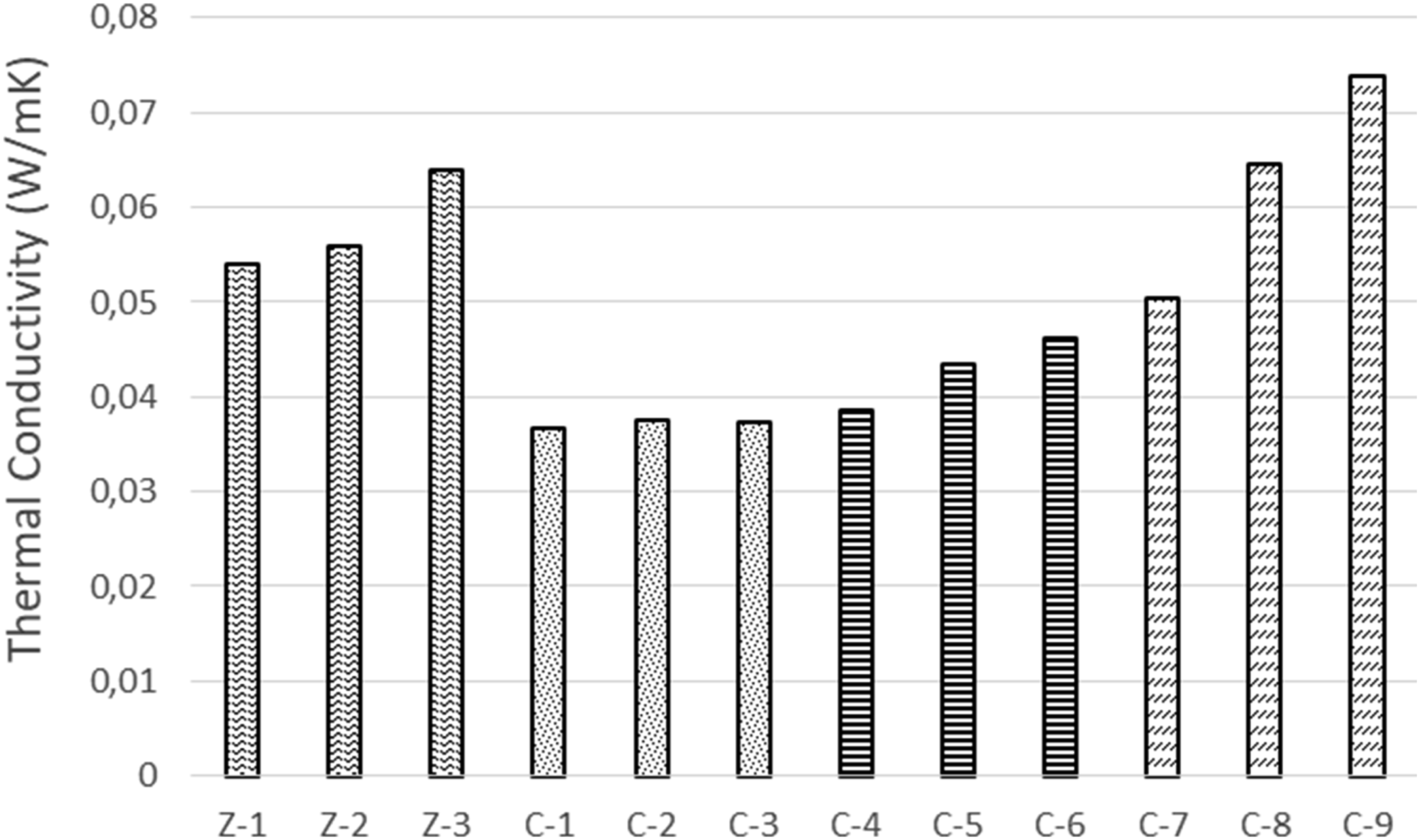
The thermal conductivity of the foams was measured by the transient hot-wire method. When PVAc foams were compared to previous studies,5,66 it was found that the thermal conductivity of present foams was in the acceptable range with 0.037 W/mK and 0.074 W/mK. The porous structure of PVAc foams endows them with good heat-insulating qualities. 67 According to ISO and CEN standards, materials with less than 0.065 W/mK thermal conductivity are accepted as thermal insulation materials, while larger ones are accepted as building materials. 68 All foams, except C-9, can be utilized as insulation material. However, since the thermal conductivity coefficient of C-9 is 0.074 W/mK, it can be used as a building material. In previous studies on insulation materials, while the thermal conductivity of materials produced from natural polymers ranged from 0.025 W/mK–0.075 W/mK,45,69–71 the synthetic polymers were between 0.018 W/mK–0.140 W/mK.72–74 In this study, the PVAc foam produced showed promising thermal conductivity results.
Flammability of PVAc foams
The relative flammability of the test specimens was detected using the limited oxygen indexes (LOI).
75
Improved fire performance attributes are indicated by higher LOI values. Materials with LOI values greater than 21% are categorized self-extinguishing, while materials with LOI values less than 21% are categorized flammable.
76
LOI of biopolymers reinforced foams were given in Figure 6. LOI of PVAc foams reinforced with biopolymers.
In this study, LOI values ranging from 22.85% to 28.72% were determined, with the C-9 sample demonstrating the highest and the Z-1 sample demonstrating the lowest LOI value. The LOI values increased proportionally with the increase in both water-soluble chitosan and zinc borate content in the samples. The reason for increasing LOI values is the addition of zinc borate; dehydration occurs in the chemical structure of zinc borate with the effect of temperature ranging from 290°C to 450°C, and 15% of the water in zinc borate is released. This station effectively suppresses the flame and smoke that occurs during combustion. Zinc borate remaining in the dense phase with the evaporation of water creates a protective layer on the surface of the polymer, reducing the toxic gases and the rate of heat formation during oxidation.30,77,78 In previous studies, the LOI values of materials that added zinc borate between 1% and 25% varied from 20.0% to 47.8%.79–82
On the other hand, LOI values of cotton fabric coated with chitosan addition were examined in the previous studies. It was found that when chitosan and ammonium phytate were used to provide antibacterial properties and fire resistance, the LOI value of cotton fabric compared to the control group was enhanced by 9%. 83 In another study, it was stated that polyester fibers were treated with chitosan and ammonium polyphosphate. There was an increased 5.1% in LOI values compared to the control group. 84 When materials are reinforced with chitosan, they give better fire resistance. With the increase in temperature, materials produced without chitosan were decomposed and formed flammable gas, generating a lot of heat and smoke. But the addition of chitosan altered the reaction of combustion. The thermal degradation of compounds caused them to be unable to combust when mixed with oxygen because they reacted with the amino group of chitosan. Therefore, under the influence of chitosan, the production of flammable gas was inhibited, and the generation of heat and smoke was diminished. 85 This study showed that incorporating chitosan resulted in an elevation in LOI values, and the findings were consistent with previous studies.79–82
Conclusions
In this work, innovative foams with zero-foaming agents were designed and manufactured through cutting-edge freeze-drying technology. The PVAc foams were prepared using water-soluble chitosan, bleached kraft pulp and zinc borate as a starting material in different ratios. It was found that using the optimal ratio of zinc borate (60 g/L) and the optimal ratio of high molecular weight of water-soluble chitosan (70 g/L) produced 0.08 MPa compression strength and produced 5.37 MPa flexural strength. The C-9 combination had the highest compression and flexural modulus values. As the zinc borate content increased, the thermal properties of foams improved, and mass loss decreased at 600°C temperature. The lowest thermal conductivity (highest thermal insulation character) values (0.037 W/mK) were obtained in the C-1 combination, which contains zinc borate (60g/L) and low molecular weight of water-soluble chitosan (30 g/L). Overall, all combinations except C-9 were found useful for thermal insulation purposes. The LOI values were enhanced by increasing the amount of water-soluble chitosan and zinc borate. All foams having LOI values of more than 21% were classified as self-extinguishing.
As a result, the low thermal conductivity, promising mechanical properties, and high flame retardancy make the foams a sustainable alternative for heat-insulating purposes.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Scientific Research Project at Mugla Sitki Kocman University, with support from Project No: 17/246 and 18/012. Additionally, Mehmet E. Ergun, Ertan Ozen, Nadir Yildirim, and Berk Dalkilic have a patent application pending for this research, which was filed with the TURK PATENT office under application number 2021/013967.7.