
Abstract
Medical waste ash (MWA), a byproduct of the incineration of biomedical waste, poses environmental risks if not properly treated. As a potential supplementary cementitious material, MWA offers both environmental and engineering advantages by enabling waste valorization and reducing reliance on conventional cement. However, the differences in its physical, chemical, and microstructural properties, together with variations in pre-treatment and incorporation methods, have led to inconsistent performance across construction applications. This review systematically studies the recent research (2020–2024) in upcycling MWA in construction materials including asphalt mixtures, mortar, and concrete focusing on its effects on key performance indicators such as compressive strength, sorptivity, and heavy metal leaching. Optimal replacement levels, typically ranging from 5% to 15%, are summarized to achieve a best mechanical performance. Comparative results show that properly treated MWA can increase the 28-day compressive strength of concrete up to 65 MPa. This review aims to provide a strategic framework for the application of MWA in the construction industry to promote cleaner production and sustainable waste management solutions by incorporating MWA into construction materials.
Keywords
Introduction
Medical waste refers to a combination of wastes from various medical sources, including hospitals, biological research centers, and clinics.1,2 They are classified based on their origin and physical, chemical, and biological properties. 3 Hazardous waste includes medical supplies such as syringes, needles, and ampules that may carry infectious pathogens. 4 In contrast, non-hazardous waste consists of materials such as linen, bandages, bedding, and kitchen waste. 2 According to the World Health Organization, medical waste is comprised of 85% nonhazardous, 10% infectious, and 5% hazardous chemical waste such as methyl chloride and formaldehyde.5,6 Hazardous medical waste can include anatomical, animal, microbiological, and biotechnological waste, sharps, discarded medications, cytotoxic drugs, solid waste contaminated with blood, and intravenous sets.1,7 These waste materials pose a significant present and future risks to human health and the environment. 8 The production of medical waste has increased significantly in recent decades. 9 Because of its abundance, special precautions are required for its treatment or disposal. Inappropriately managed medical waste is a potential source of infection. 10 Therefore, effective disposal and management are essential to prevent the spread of this disease and protect public health and the environment.
Incineration of medical waste at high temperatures ranging from 850 to 1200 °C is generally considered the most effective modern treatment method. With a residence time ≥2 s, this process achieves >99% pathogen inactivation. 4 while reducing waste volume by 75–90%, converting organics into ash and gaseous products (HCl, SO2, and trace polychlorinated dibenzo-p-dioxins and dibenzofurans).4,8,11 The gaseous emissions require three-stage treatment: wet scrubbers (>95% acid gas removal), bag filters (particulate capture), and activated carbon units (dioxins and heavy metal adsorption). 12 This purification process generates both fly ash and bottom ash. Fly ash, which is rich in heavy metals such as chromium, lead, and cadmium, is collected through air pollution control devices, while bottom ash, a coarser residue, is collected from the bottom of the incinerator.13,14 This process also generates scrubber wastewater requiring pH adjustment and heavy metal precipitation.14–16 Although incineration significantly reduces waste volume, direct landfill disposal of unstabilized medical waste ash (MWA) may cause toxic heavy metal leaching into groundwater, resulting in potential environmental pollution. 17 Therefore, improper disposal of ash in landfills without adequate treatment can result in serious groundwater contamination and broader environmental risks.
The properties of MWA are highly associated with the characteristics of medical waste and its incineration conditions, 14 and its variable properties should make either disposal or reuse of MWA particularly difficult. This remains as the challenges of using MWA both scientifically in understandings and practicality in executions. Parallel to increasing production of medical waste, the needs for mitigating CO2 emissions and reducing river sand extraction from construction sectors have been stressed. Considering that municipal solid waste (MSW) incineration ash has been studied for renewable construction materials (e.g., cement substitute),18,19 MWA can be a promising candidate for replacing typical construction materials. For example, the use of MWA as a partial replacement for cement or sand in mortar and concrete increases the toughness and bond strength of the mixture, resulting in higher flexural, tensile, and compressive strengths, and an increased elastic modulus.20–23 Additionally, partially substituting cement with MWA can significantly reduce the CO2 emissions associated with cement production. The production of Ordinary Portland Cement (OPC) generates 0.82–1.00 metric tons of CO2 per ton of cement, primarily due to fossil fuel consumption and the chemical decomposition of limestone during calcination. 24 This process contributes to approximately 7–8% of global CO2 emissions and accounts for 12–15% of the industrial sector's global energy consumption. 25 The application of MWA in construction materials can mitigate potential issues associated with landfill disposal of hazardous waste, create added value through the reuse of waste, and reduce CO2 emissions from the cement manufacturing process by partially replacing cement.
Recent studies have mainly focused on the performance of MWA in a single type of construction materials (e.g., conventional concrete or cement mortar). However, due to differences in cementing mechanisms, mechanical performance, and durability among various material systems, these studies offer limited guidance for the broader application of MWA. No review to date has clearly summarized the physical, chemical, and microstructural properties of MWA or compared its performance across multiple pretreatment methods. Therefore, this study aims to address the above gap by summarizing the research progress on the application of MWA in construction materials over the past five years. To this end, following method section (section 2), the generation and properties (e.g., physicochemical, compositions, and morphology) of MWA are first discussed in section 3. After that, section 4 discusses the use of MWA in MWA in asphalt mixture, mortar, and concrete. The novelty of this study is presented by the following aspects.
To review the origin, physical properties, and chemical composition of MWA, and assess its mechanical and environmental performance in various construction applications. To summarize how different pretreatment methods affect its reactivity and stability based on available experimental data. To identify key challenges and future directions for the practical utilization of MWA.
Methodology
A systematic review was conducted to analyze current research trends on the utilization of MWA in construction materials, using statistical data extracted from the Scopus database. Scopus was selected due to its reliability and comprehensive indexing of peer-reviewed literature relevant to the study area. Initially, the publications related to MWA were searched using the keywords, such as “medical waste ash,” “biomedical waste ash,” “incinerated hospital waste ash,” “supplementary cementitious materials,” “concrete,” “mortar,” and “asphalt.” The search was limited to original research articles published between January 2020 and December 2024 to reflect the most recent developments over the past five years. The retrieved articles were further screened based on the following criteria:
The study provided physical, chemical, or morphological characterization of MWA. MWA was used as a partial replacement in mortar, concrete, geopolymer, or asphalt. The source, treatment, and dosage of MWA were clearly described. The paper reported quantitative data such as mechanical strength, porosity, permeability, or heavy metal leaching.
A total of 42 core publications were ultimately selected. These were categorized and analyzed according to five key aspects: physical properties, chemical composition, microstructural features, influence on construction performance, and environmental safety.
Generation and properties of MWA
Generation of MWA
MWA is the solid residue of the incineration of medical waste from hospitals, clinics, laboratories, and other medical institutions. 14 Medical waste can generally be divided into two categories: hazardous and non-hazardous. Hazardous waste includes infectious (e.g., blood-contaminated materials), pathological (e.g., human or animal tissues), and chemical (e.g., drug residues and laboratory reagents) wastes. 26 Non-hazardous waste primarily consists of kitchen waste and general plastic and paper products. 27 Medical waste is often incinerated in a mixed stream, resulting in combustion products containing various inorganic and organic pollutants.
Medical waste incineration involves three stages: high-temperature pyrolysis, oxidation, and gasification. First, the waste undergoes pyrolysis at elevated temperatures, during which volatile organic compounds are released and oxidized in the presence of oxygen, generating heat and carbon dioxide. Residual non-combustible materials, including metal oxides and partially unburned carbonaceous components, are converted into incineration ash. This process typically occurs at temperatures ranging from 850 to 1200 °C.14,28 Such high temperatures not only reduce the waste volume by approximately 70–90% but also eliminate pathogens and most of the harmful organic matter. 28 However, this process inevitably generates incineration ash containing hazardous substances, including heavy metals, dioxins, and furans.12,29–31
Based on the variations in incineration facilities and processes, the ash generated during incineration can be classified into two main types: bottom ash and fly ash. Bottom ash (Figure 1), a high-density residue, accumulates at the bottom of an incinerator and mainly consists of non-volatile metal oxides, mineral residues, and incompletely burned carbonaceous materials. 30 It is typically coarse grained and enriched with oxides of silicon, calcium, and aluminum. Fly ash is comprised of fine particles that are carried by flue gas and captured by air pollution control equipment, including bag filters or electrostatic precipitators. 11 Owing to its elevated concentrations of toxic components, including heavy metals, chlorides, and dioxins, fly ash is considered a highly hazardous byproduct of medical waste incineration. 12
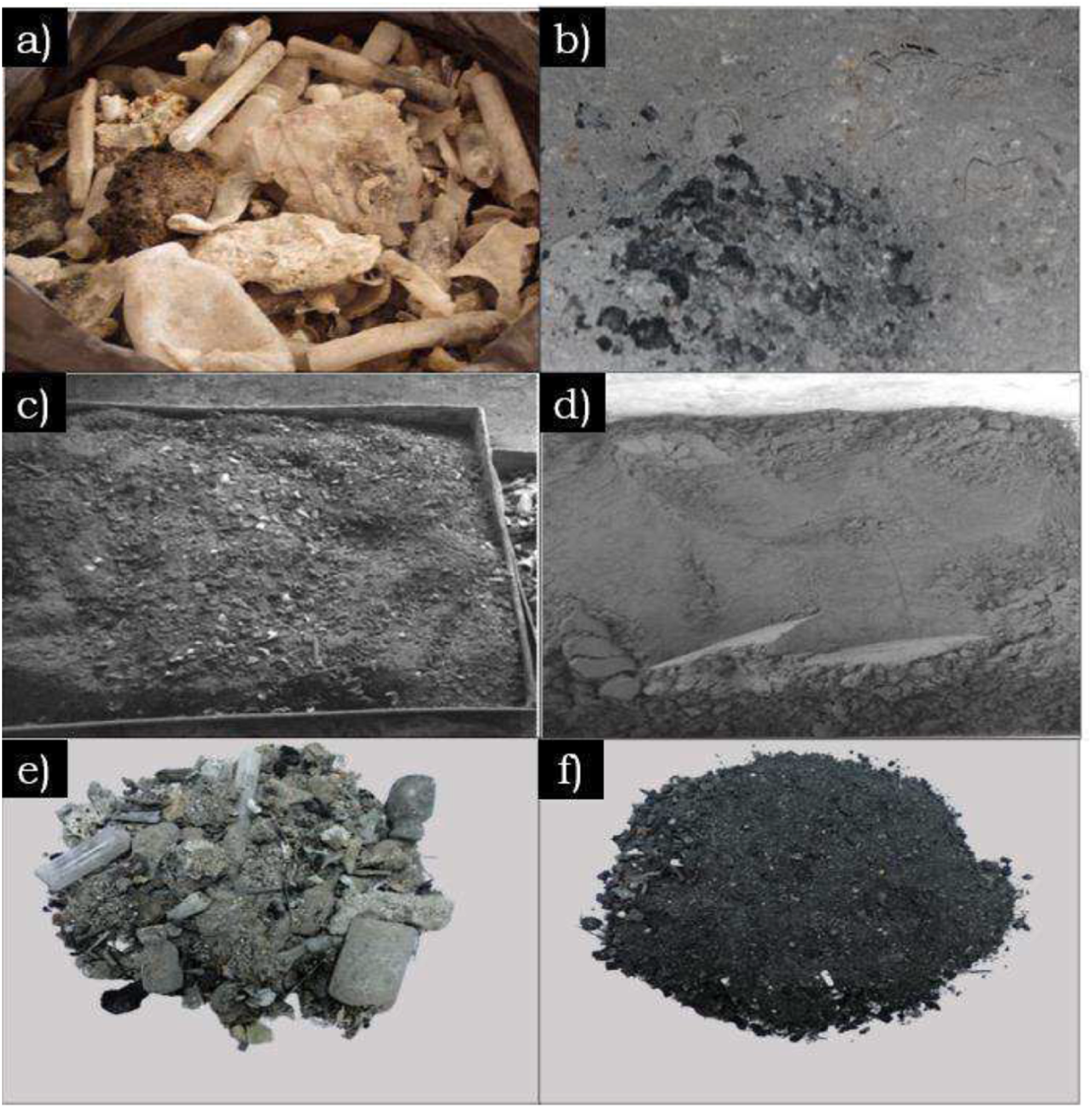
Bottom ash samples originating from incineration of various medical waste: (a) residue separated from medical waste bottom ash; (b) biomedical waste; (c) and (d) hospital waste; (e) and (f) medical waste ash before and after sieving. Reprinted from Manjunath et al., 14 Copyright (2023), with permission from Elsevier.
Compared with traditional waste incineration, the ash produced during the incineration of medical waste is not only derived from high-temperature chemical reactions but is also significantly affected by the complex composition of the waste, making the chemical and physical properties of MWA diverse and uncertain. As MWA often contains high concentrations of heavy metals, including lead, cadmium, and chromium, and toxic organic matter, strict measures are required for its treatment. Generally, bottom ash that meets the heavy metal concentration requirements of environmental regulations can be directly sent to landfills for treatment. Whereas, because fly ash exhibits high toxicity and leaching properties, it generally undergoes solidification or stabilization (e.g., cement solidification and chemical treatment) to reduce environmental risks.21,23,32 To further reduce the negative environmental impacts of MWA, numerous studies have focused on exploring its potential applications in building materials.
Properties of MWA
Physical properties
Table 1 summarizes the physical properties of different MWA samples. Compared with traditional mineral materials, MWA has a wider particle size distribution, typically ranging from 45 µm to 150 µm. This distribution can be optimized using processes such as screening and grinding. A reduced particle size exhibits a significantly higher specific surface area, which reportedly ranges from 0.385 to 0.65 m2/g depending on the incineration temperature and processing methods. This increase in specific surface area leads to an enhanced pozzolanic activity of MWA, enabling it to participate more actively in the hydration reactions and generate additional hydrated products that improve the concrete strength and durability. 33
Physical properties of MWA.
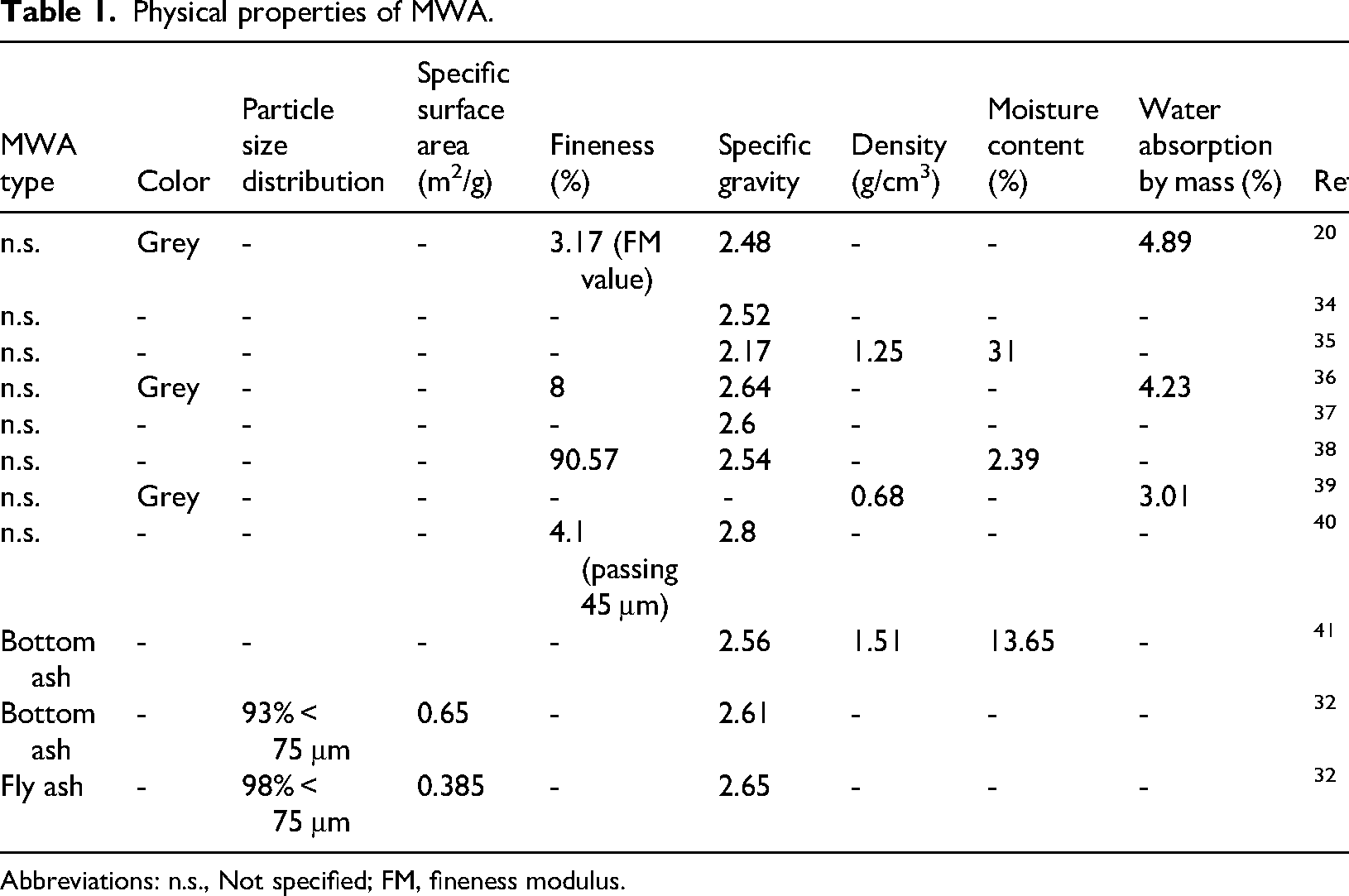
Abbreviations: n.s., Not specified; FM, fineness modulus.
MWA has a lower specific gravity, typically between 2.17 and 2.64, compared to 3.15 for Portland cement. A lower specific gravity results in a higher material volume for the same mass. Consequently, concrete mix designs incorporating MWA require adjustments to the proportions of other components to maintain the desired density and workability. These variations in specific gravity are influenced by the incineration temperature, ash type, and processing techniques.
The water absorption of MWA, reported to range from 3.01% to 13.65%, is another important parameter that influences its application in construction materials. Higher water absorption increases the water demand in the mix, thereby affecting the consistency and workability of fresh concrete. 42 In addition, increased water absorption may alter the hardening process, thereby affecting the long-term mechanical properties of a material. 43
Several studies compared physical properties of MWA and other ashes that can potentially be used as construction materials such as MSW bottom ash and bagasse ash.38,41 Although some differences can be found in the literature, a direct comparison of such ashes is difficult because they came from different incineration facilities. Moreover, most available studies have not clearly specified the type of MWA, whether it is fly ash or bottom ash, making proper classification or grouping of MWA very difficult. Therefore, understanding and optimizing the properties of MWA associated with MWA type are essential for the effective use of MWA as a sustainable component in cement-based materials.
Chemical properties
The chemical composition of the MWA is crucial for its pozzolanic and hydraulic activities in cementitious materials. As shown in Table 2, its primary oxide components, SiO2, Al2O3, and CaO, collectively determine its reactivity and suitability for use in building materials. A high SiO2 content acts as a substantial source of silicon for pozzolanic reactions, reacting with cement hydration products to form calcium silicate hydrate (C–S–H), a critical component that increases concrete strength. 33 Al2O3 enhances concrete durability and toughness by facilitating the formation of calcium aluminum silicate hydrate (C–A–S–H). Moreover, CaO creates the alkaline environment necessary for hydration and accelerates the initial reactions. 44
Chemical composition of MWA.
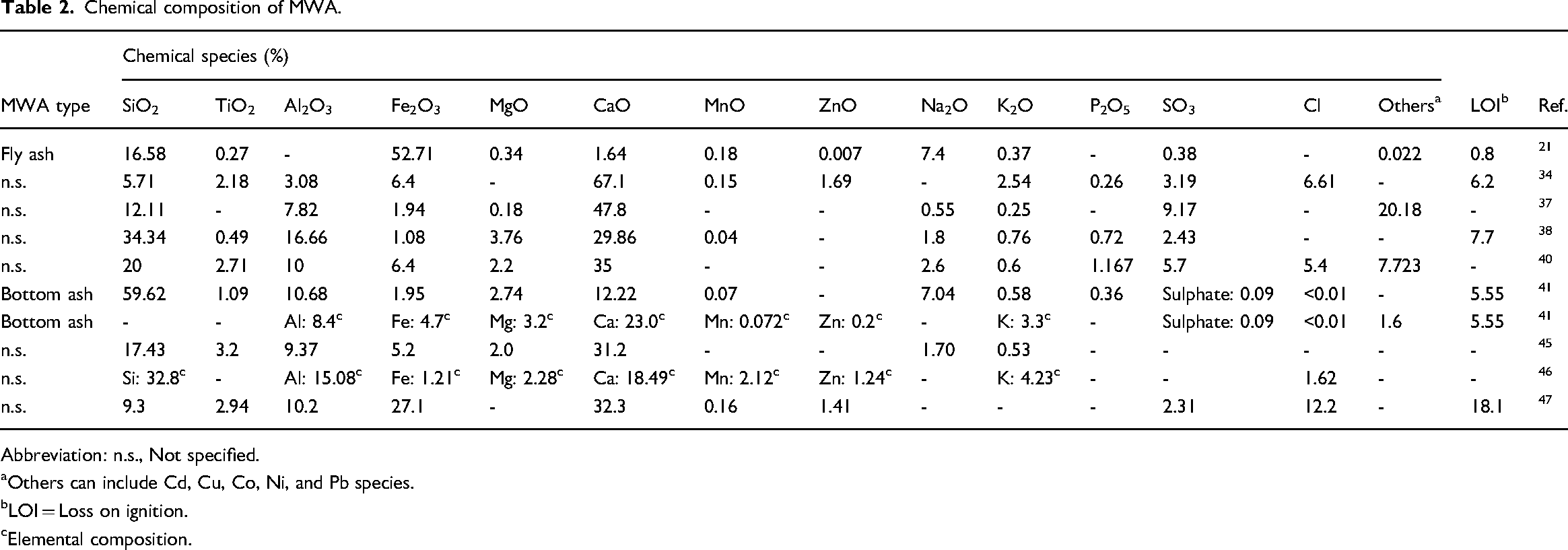
Abbreviation: n.s., Not specified.
Others can include Cd, Cu, Co, Ni, and Pb species.
LOI = Loss on ignition.
Elemental composition.
In addition to the primary oxides, MWA can contain minor oxides such as SO3, MgO, and Na2O, and traces of elements including Ti, Cl, and P. These components influence reactivity and durability, and their behavior depends largely on the processing conditions. 48 Appropriately stabilized MgO can contribute to structural integrity, whereas reactive MgO may lead to volumetric expansion, compromising durability. 49 High-temperature incineration generally enhances the formation of reactive oxides, whereas low-temperature processing may leave unreacted residues and reduce their activities. Additionally, pre-treatment strategies including acid washing and controlled incineration) are essential to mitigate the presence of undesirable elements such as heavy metals, which might lead to steel corrosion and environmental issues when MWA is incorporated into concrete.
Microstructure and mineralogical composition
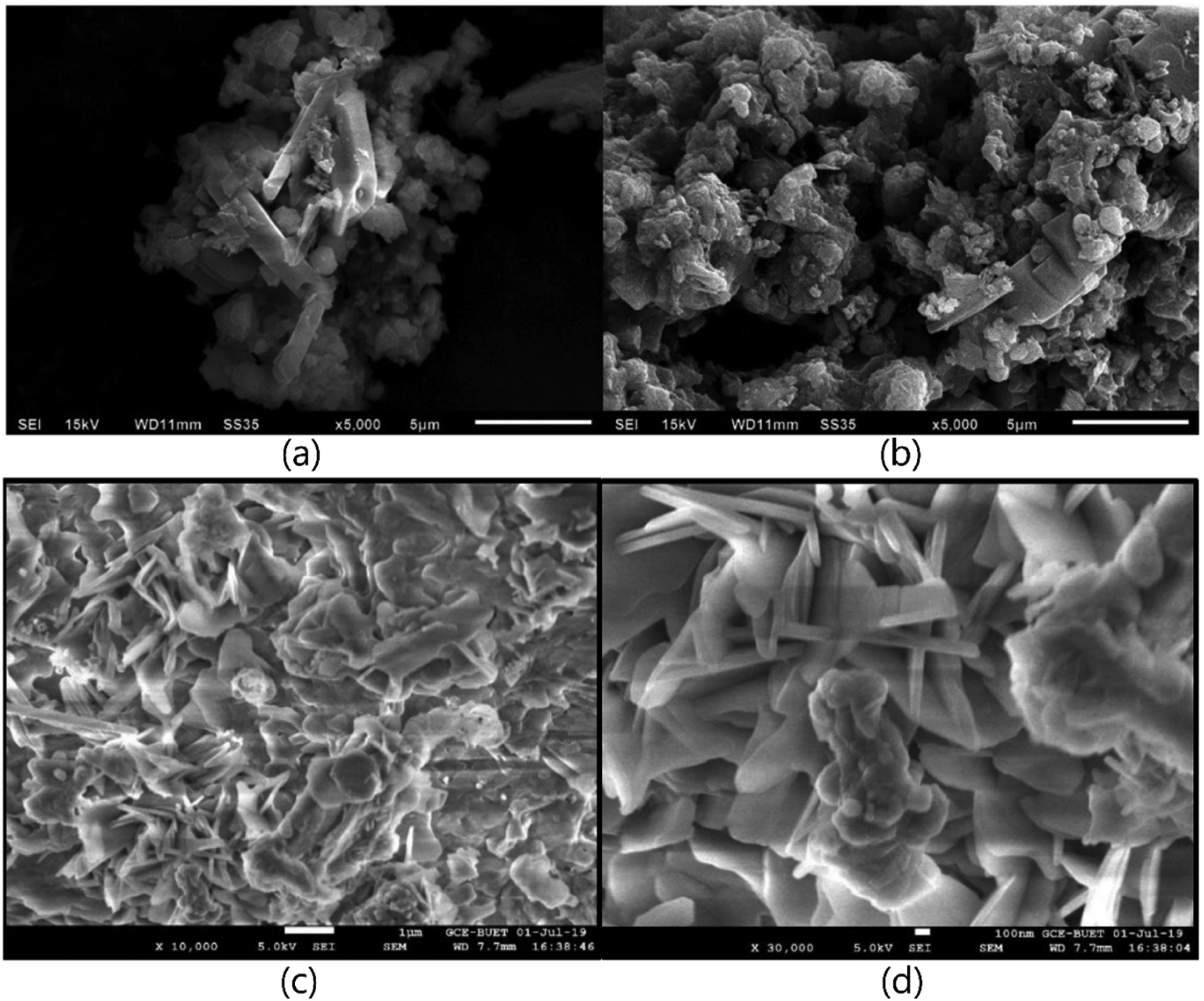
The microstructure of MWA, as revealed by scanning electron microscopy (SEM) and X-ray diffraction (XRD) analysis, provides insights into its mechanical behavior and reactivity in cementitious systems. As shown in Figure 2
The XRD analysis highlights the mineralogical phases that influence MWA behavior during hydration, as shown in Figure 3. Amorphous silica and alumina dominate the composition, driving pozzolanic reactions that form C-S-H and C-A-S-H groups. 33 Crystalline phases such as quartz (SiO2) and calcite (CaCO3) provide filler effects and enhance matrix packing.53,54 Feldspar components introduce subtle modifications to the mechanical properties, and minor oxides including Fe2O3 stabilize the microstructure during hydration, promoting densification. 55
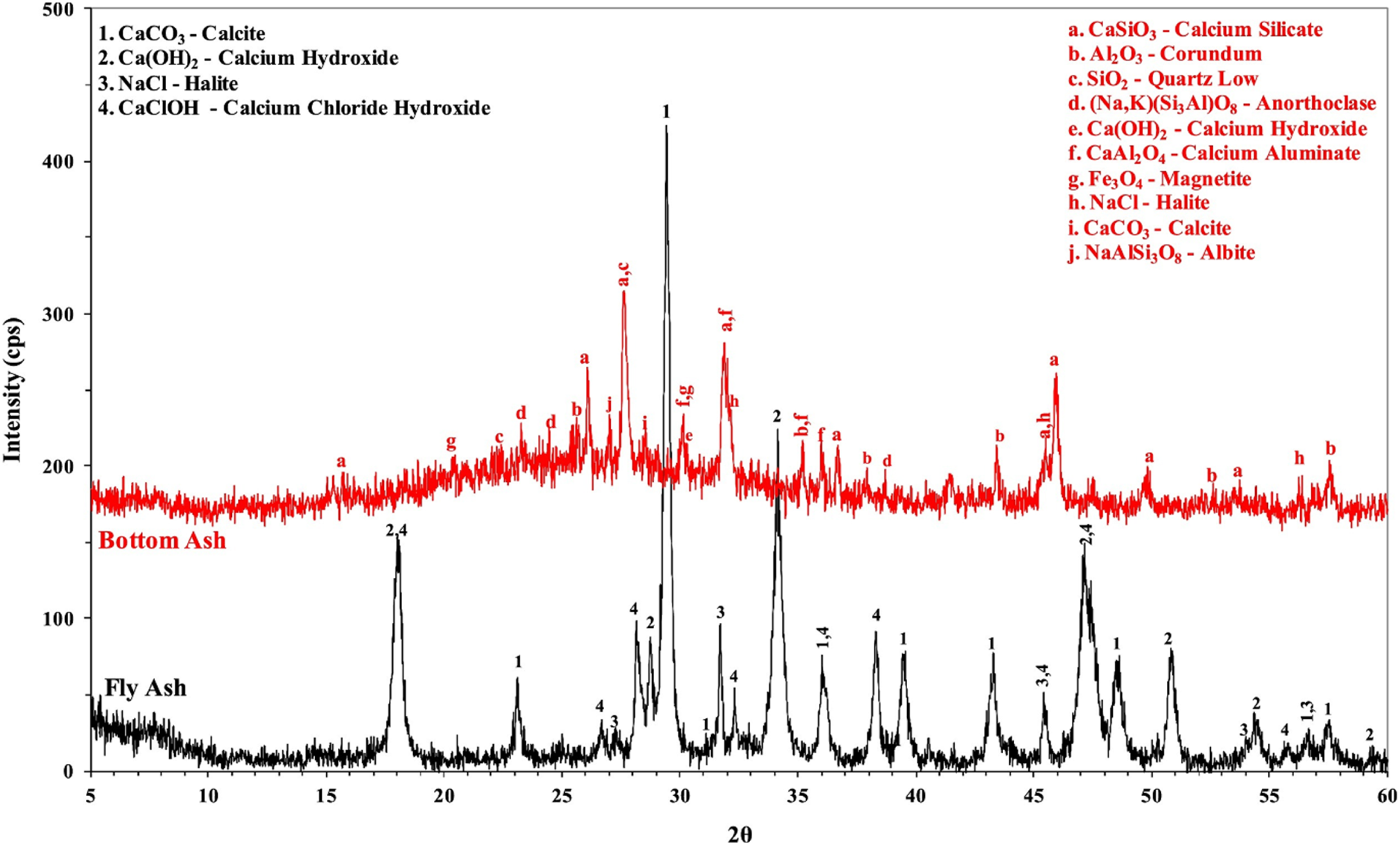
XRD images of bottom ash and fly ash originating from medical waste. Reprinted from Tsakalou et al., 16 Copyright (2017), with permission from Elsevier.
Application potential of MWA in construction materials
The MWA properties suggest that it has significant application potential in the field of construction materials. This section evaluates the feasibility of using MWA as a partial replacement for cement and fine aggregate and analyzes its impact on the mechanical performance and sustainability of construction materials.
MWA in asphalt mixture applications
Asphalt mixtures, known for their plasticity, adhesion, and durability, are widely used in modern infrastructure construction, including urban roads and airport runways, and in infrastructure such as bridges, tunnels, and parking lots.56,57 The strength of asphalt mixtures depends on the bonding strength between the aggregates and asphalt 58 ; however, extreme environmental conditions including high temperatures and heavy loads can affect their performance and lead to issues such as rutting, cracking, or aging.59,60 To mitigate these problems, researchers have focused on enhancing the performance of asphalt mixtures through the addition of mineral fillers, which help improve the aging resistance, compressive strength, and thermal stability, ensuring that the mixtures maintain high performance and durability.61,62
Unlike traditional aggregates that consist of larger particles, such as sand, gravel, or crushed stone, the mineral fillers in asphalt mixtures are composed of much finer particles, including materials such as stone dust, waste ash, and industrial byproducts. 62 The use of these finer particles can help fill the voids between larger aggregates, thereby reducing the overall void ratio and increasing the density of asphalt mixtures. 63 Consequently, the mixture becomes more compact and stable, exhibiting higher resistance to environmental stress. 64 In particular, the use of waste materials including industrial waste and urban garbage as mineral fillers has been highlighted as an environmentally responsible solution. 65
MWA has shown promising results when used as a mineral filler in asphalt mixtures. MWA is rich in aluminosilicates and possesses unique properties, including a fine particle size and pozzolanic activity, which enhances the overall density of asphalt mixtures. The fine particles of MWA help reduce voids in the asphalt, improving the stability and mechanical properties of the mixture. In addition, the pozzolanic activity of MWA, which, as mentioned earlier, refers to its ability to react with water and produce cementitious compounds, further contributes to the improvement in the strength and durability of the asphalt mixture. Building on this, a range of studies have investigated the performance of MWA-modified asphalt mixtures as summarized in Table 3. These studies differ in terms of ash type and replacement methods. Despite such variations, most conclude that MWA, when incorporated at optimized levels (5.5–8 wt% relative to total mixture mass, or 25–40% replacement of conventional mineral filler), can significantly enhance the strength, durability, and moisture resistance of asphalt mixtures.
Marshall properties of MWA-modified asphalt mixtures with varying fillers.
Abbreviation: n.s., Not specified.
Chowdhury et al. evaluated the application of fly ash in asphalt mixtures and found that replacing 5.5 wt% of the total mixture mass with fly ash resulted in a Marshall stability of 23.0 kN and flow ranging from 3.2 to 4.0 mm, exceeding the standard requirements of 8 kN for stability and 2–4 mm for flow specified in ASTM D6927. 52
Al-Mistarehi et al. observed that incorporating 5.35 wt% of untreated MWA yielded a Marshall stability of approximately 8.9 kN, which is considered adequate for medium-traffic road applications. 66 Similarly, Tahir et al. reported that a 6% MWA mixture achieved a stability of 13.79 kN and a flow of 3.41 mm, reflecting both mechanical robustness and resistance to moisture-induced damage. 67
Jaber et al. reported that a 25% replacement of limestone filler with either bottom ash or fly ash yielded best results, producing Marshall stabilities of 6.3–6.7 kN alongside acceptable flow (3.0–3.3 mm) and air voids (5.2–6.0%). 32 Although the stability values were lower than those reported in other studies, they remained sufficient for base course applications. However, when the replacement level increased to 50% or higher, performance declined significantly, excessive void formation and reduced binder–aggregate cohesion, which could ultimately compromise moisture resistance and long-term durability. 32
A broader range of replacement levels was examined by Oguntayo et al., who utilized MWA to partially replace conventional stone dust filler at proportions from 0% to 100%. Among these, a 40% replacement was identified as the most effective, with the mixture achieving a Marshall stability of 15.82 kN. 34 Additionally, a retained strength index (RSI) exceeding 80% reflected strong resistance to moisture-induced damage and abrasion, supporting the mixture's applicability in surface layers of heavy-load pavements. 34 However, performance declined significantly beyond 80% replacement, primarily due to excessive fine content and insufficient dispersion of the ash within the mixture. 34
The differences in Marshall stability and flows reported in various studies are presented in Figure 4. These variations can be mainly attributed to three factors: the type and pretreatment of MWA, the replacement ratio and mixing uniformity, and the chemical and physical properties of MWA. For instance, the higher Marshall stability (23.0 kN) observed by Chowdhury et al. is due to the finer particle size and pozzolanic reactivity of fly ash, which promotes binder–filler interaction and matrix densification. 52 In contrast, the lower stability value (∼8.9 kN) reported by Al-Mistarehi et al. using untreated MWA reflects poor dispersion and weak interfacial bonding caused by coarser particles or residual impurities. 66 Pre-treatment methods such as sieving and grinding can improve particle fineness and remove oversized or unburned residues, while thermal activation helps enhance pozzolanic reactivity and reduce moisture susceptibility. 68 Similarly, Jaber et al. observed that performance degradation when the replacement ratio exceeds 25% due to the increase in voids and destruction of binder cohesion caused by excessive filler content. 32 Post-treatment approaches, including blending MWA with hydrated lime or nano-silica, have been found to improve filler–binder compatibility, mitigate moisture-induced damage, and enhance long-term performance under cyclic loading. 69 Therefore, understanding the interplay between ash properties, processing conditions, and mixture design is essential for tailoring MWA-modified asphalt mixtures with desirable performance characteristics. To enhance the overall performance of asphalt mixtures, future research should focus on optimizing the incorporation ratio and dispersion of MWA. The positive effects of MWA on the performance of asphalt mixtures may be further enhanced by improving the incorporation process and mixing uniformity or by adding other modifiers.
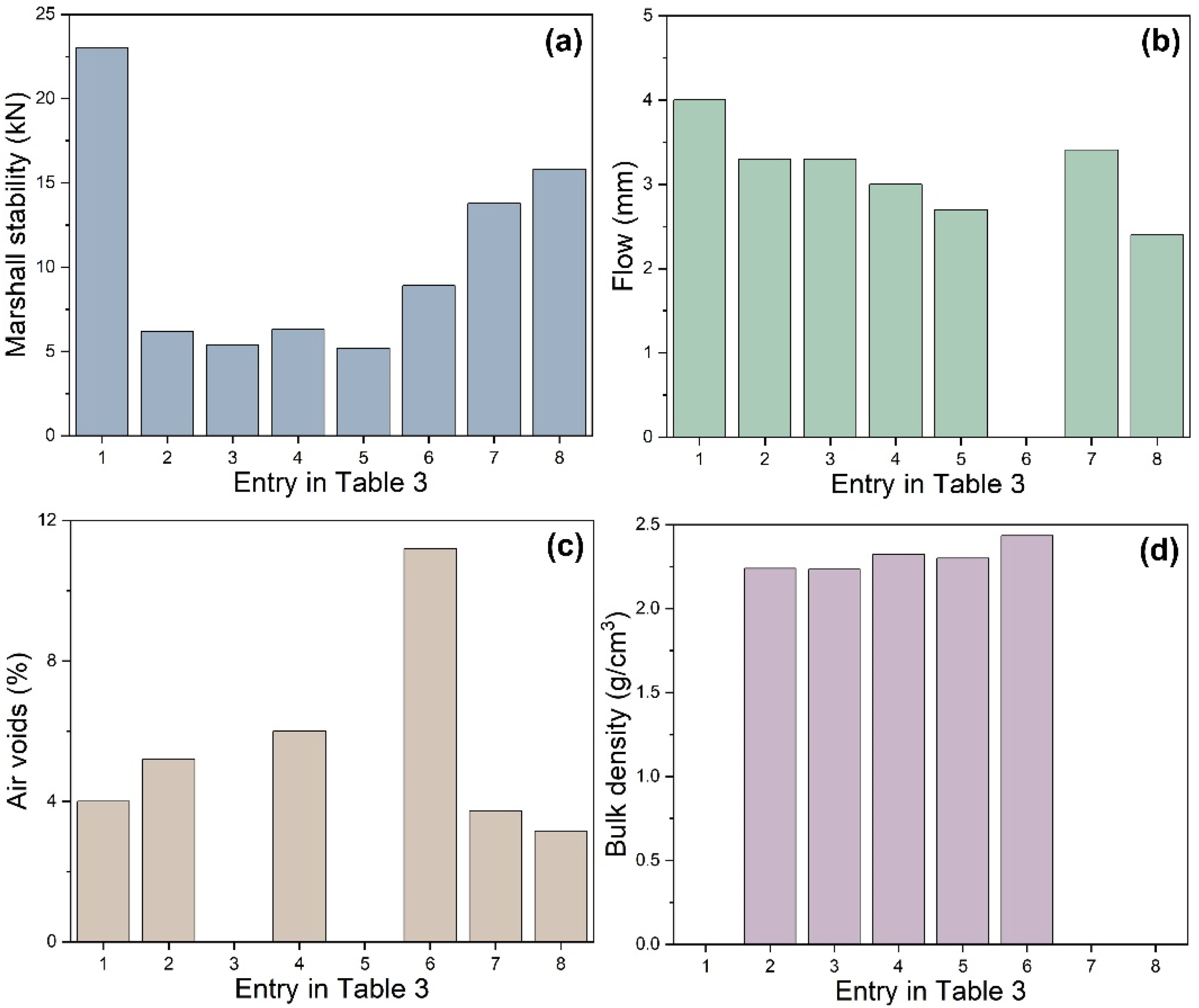
Properties of MWA-modified asphalt mixtures: (a) Marshall stability; (b) flow; (c) air voids; (d) bulk density. The entry numbers shown on the X-axis correspond to those in Table 3.
Application of MWA in mortar
Carefully pretreated MWA has great application potential for partial replacement of cement in mortar, offering both engineering and environmental benefits. Heavy metals including Pb, Cd, and Zn present in MWA pose environmental and health risks if recycled directly. Therefore, proper chemical pre-treatment is essential for their removal while preserving the pozzolanic activity of the MWA.
Ababneh et al. investigated the use of ethylenediaminetetraacetic acid (EDTA) and sodium sulfide (Na2S) as chelating agents to remove heavy metals from MWA. The results demonstrated that EDTA is highly effective, achieving removal efficiencies of 100% for Cd, 74% for Pb, and 86% for Zn via a strong chelation mechanism. 21 Notably, the EDTA treatment preserved the key active oxides (e.g., CaO and SiO2) in the MWA, retaining the pozzolanic potential of the material. In contrast, Na2S exhibited limited effectiveness, with only partial removal of Pb (37%) and a negligible impact on Cd and Zn. 21 Following EDTA treatment, the resulting MWA showed significantly reduced heavy metal leaching risks, with Pb and Zn concentrations in the leachates meeting the regulatory standards of the U.S. Environmental Protection Agency (US EPA).
Following chemical treatment, MWA can be used as a partial replacement for cement in mortar applications where it plays a significant role in improving the flowability and workability of the mix. The fine particle size of MWA, particularly after pre-treatment, enhanced the mortar flowability and reduced the water demand. Beyond initial mixing, post-treatment strategies such as CO2 curing or secondary thermal activation can be applied to the fresh or hardened mortar to accelerate carbonation, densify the C–S–H gel structure, and further immobilize residual heavy metals. The addition of nanomaterials (e.g., 0.5% nano-SiO2) can further improve workability and material uniformity. In terms of mechanical performance, when the MWA replacement ratios were kept below 15%, the mortar samples achieved compressive and flexural strengths comparable to those of conventional mortar. Ababneh et al. found that a 15% replacement level of MWA produced compressive strengths of 25–30 MPa and flexural strengths of 7–9 MPa after 28 d. 21 When combined with CO2 post-curing, early-age strength development can be enhanced due to the formation of calcium carbonate and the refinement of pore structure, which also improves long-term durability.70,71 The addition of nano-SiO2 further enhanced the early strength, with a 3-day compressive strength increase of 18–25% compared to traditional mortar. These results demonstrate that MWA is a viable substitute for cement in applications requiring moderate strength. 21
However, when the replacement ratio exceeded 20%, both the compressive and flexural strengths began to decline significantly, as observed in a study by Ramgopal et al., who reported that the compressive strength of mortar with 35% MWA dropped to 19.4 MPa, which is below the threshold for structural applications. 72 They attributed this decrease to incomplete hydration and the presence of unreacted ash residues, which leads to a more porous structure and reduced mechanical integrity. Therefore, it is essential to optimize the replacement level to ensure that the mortar meets the necessary strength requirements for specific applications.
Ahmed et al. tested the performance of cement mortar samples with MWA as a partial replacement for cement at proportions of 0%, 5%, 10%, 15%, and 20%. The results indicated that the sample with a 10% replacement level exhibited the highest compressive strength after 28 d, meeting the ASTM minimum standard requirement of 4060 psi. However, when the replacement level was increased to 20%, the compressive strength decreased to 3950 psi, which was below the standard requirement. 23
Studies have performed microscopic analysis to further elucidate the effects of the MWA on the mortar microstructure. As shown in Figure 5, SEM observations reveal that low replacement ratios of MWA enhance the density of the C-S-H gel matrix, improving hydration and reducing the porosity. Conversely, high replacement ratios lead to incomplete hydration and the presence of unreacted ash residues, thereby weakening the microstructure. Additionally, toxicity characteristic leaching procedure (TCLP) tests confirm the effectiveness of MWA in immobilizing heavy metals within the cement matrix, significantly reducing leaching risks. Ahmed et al. found that at a 20% MWA replacement, the leaching concentrations of Pb and Zn decrease from 6.72 mg/L and 19.8 mg/L to 2.92 mg/L and 6.8 mg/L, respectively, meeting the US EPA safety standards.21,23
SEM image of MWA-derived mortar. Reprinted from Ramgopal et al., 72 Copyright (2024), with permission from Elsevier.
In summary, appropriately pretreated MWA demonstrates potential as a partial replacement for cement or fine aggregates in mortar applications, offering both environmental and technical advantages. Chemical pre-treatment of MWA, particularly with EDTA, effectively removes heavy metals including Pb, Cd, and Zn, ensuring compliance with environmental safety standards while preserving its pozzolanic activity. Studies have revealed that MWA, when used at replacement ratios below 15%, enhances mortar performance, achieving compressive strengths comparable to those of conventional mortar, with optimal performance observed at 10–15% replacement. In contrast, higher replacement ratios lead to incomplete hydration, resulting in reduced strength and increased porosity. Cement matrices incorporating MWA effectively immobilize heavy metals, meeting the US EPA standards and further underscoring their potential for sustainable and safe mortar applications.
Application of MWA in concrete
Concrete, a most widely used material in the construction industry, consists primarily of cement, aggregates, and water. 73 Due to the increasing global demand for concrete, there is an increasing need to reduce reliance on natural resources and incorporate industrial and medical waste materials. In recent years, studies have explored the incorporation of MWA as a partial replacement for cement and fine aggregates in concrete.
As discussed earlier, the chemical composition of MWA, which is rich in SiO2, Al2O3, and CaO, enables pozzolanic reactions with the Ca(OH)2 generated during the cement hydration process. These reactions form C-S-H and C-A-S-H, which enhance the microstructural and mechanical properties of concrete. 65 The fine particle size of the MWA also provides a microfilling effect that improves the overall density and durability of the concrete. This leads to a reduced porosity and enhanced resistance to water absorption and chloride permeability. However, untreated MWA may contain unburned materials or heavy metals, necessitating activation treatments such as calcination or wet milling to enhance its reactivity and ensure environmental safety.
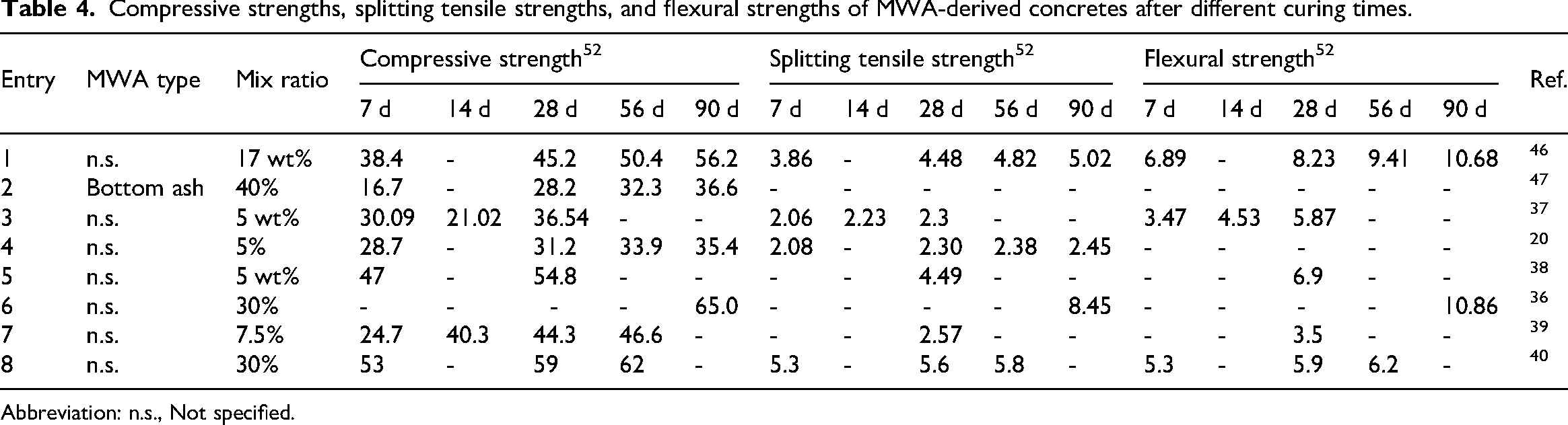
The mechanical strength is described by the compressive, splitting tensile, and flexural strengths. As discussed earlier, numerous studies have demonstrated that MWA as a partial cement replacement can enhance the mechanical strength and microstructural compactness of concrete. Table 4 and Figure 6 list the compressive, splitting tensile, and flexural strengths of various MWA-derived concretes according to the curing time.
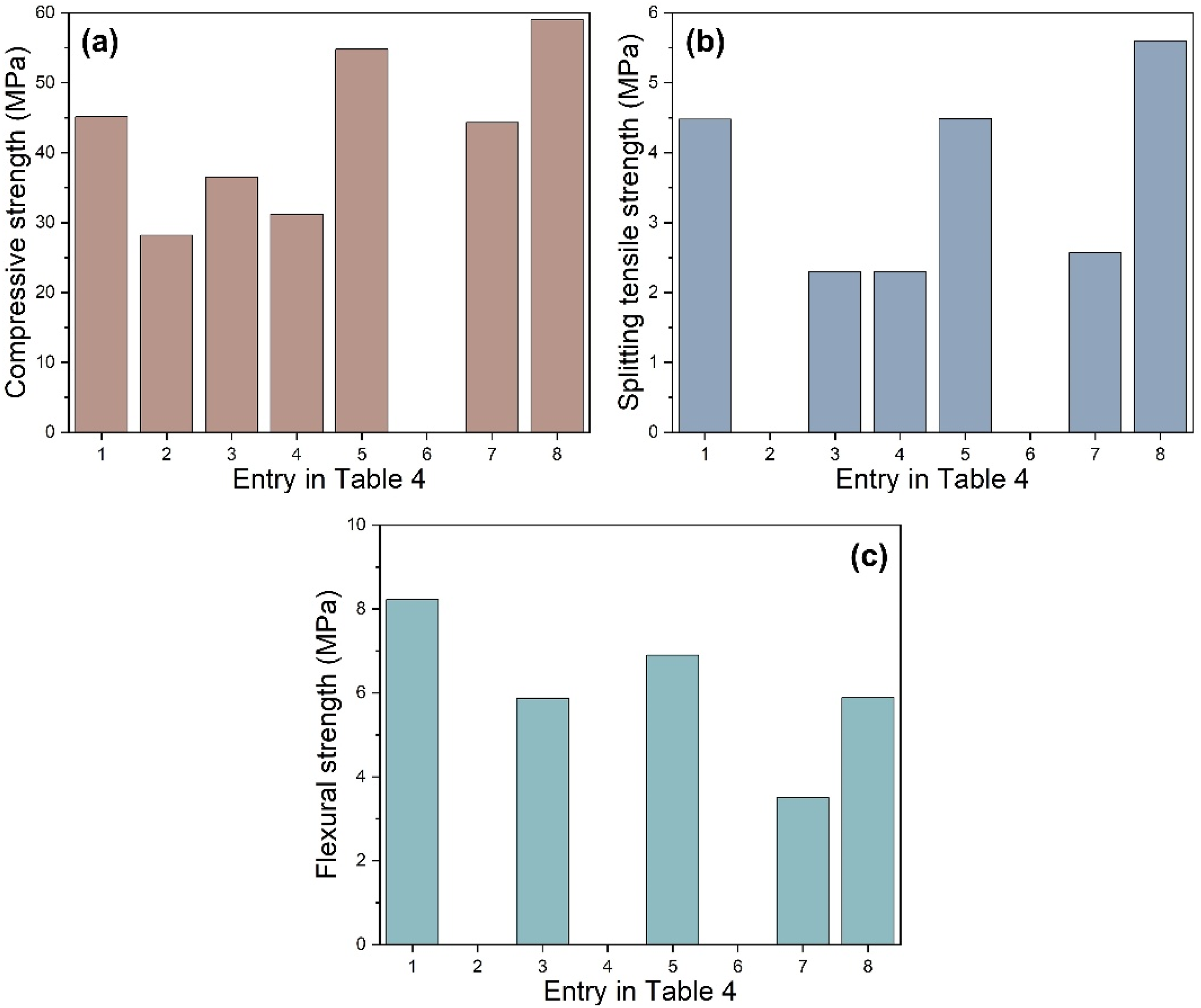
Properties of MWA-derived concrete: (a) 28-day compressive strength; (b) 28-day splitting tensile strength; (c) 28-day flexural strength. The entry numbers shown on the X-axis correspond to those in Table 4.
Compressive strengths, splitting tensile strengths, and flexural strengths of MWA-derived concretes after different curing times.
Abbreviation: n.s., Not specified.
In general, the optimal replacement ratio of MWA varies from 5% to 60%, depending on the replacement target (cement or fine aggregate) and the binder system (OPC or geopolymer). In OPC, MWA is typically used at low replacement ratio (5–10%) as a partial substitute for cement or fine aggregate. Katare et al. achieved 40.3 MPa compressive strength at 28 days with 7.5% cement replacement, accompanied by a 17% increase in splitting tensile strength and a 14% gain in flexural strength. 39 Nataraja et al. reported that self-compacting concrete incorporating 5% MWA as a cement replacement achieved 28-day strengths of 50.8 MPa in compression, 2.3 MPa in splitting tension, and 5.87 MPa in flexure. 37 Girma et al. further improved performance by using 5% bottom ash from medical waste incineration blended with bagasse ash to replace cement, reporting 54.8 MPa compressive, 4.49 MPa splitting tensile, and 6.9 MPa flexural strength, representing one of the best-performing OPC formulations. 38 However, when the MWA replacement exceeds 10–15%, increased porosity and weakened interfacial transition zones tend to impair both strength and durability. For instance, Kaur et al. observed that replacing 15–20% of sand with IBWA led to a > 25% drop in compressive strength (from 31.2 to 20.6 MPa). 20 The Rapid Chloride Penetration Test charge rose from 1200 C to over 3500 C, indicating a shift from “low” to “high” chloride permeability according to ASTM C1202. 20
Application of MWA in geopolymer concrete
To overcome the limitations of MWA at higher replacement ratio in OPC, Matalkah proposed a multi-step activation method. Matalkah demonstrated that MWA treated through a combination of wet milling and calcination could replace up to 40% of the cement, resulting in a 75% increase in compressive strength, reaching 36.6 MPa at 90 days. 47 Additionally, the treated MWA significantly improves the acid resistance, with a 47% reduction in strength loss compared with untreated MWA.
Beyond traditional OPC based concrete, geopolymer concrete (GPC) incorporating MWA has been investigated as a sustainable alternative method. Several studies have reported excellent mechanical performance using MWA as a partial replacement for fine aggregates or precursors. GPC, an innovative material formed by activating aluminosilicate materials such as fly ash and slag with alkaline activators, benefits from the inclusion of MWA as a partial replacement for fine aggregates. In GPC, MWA can be used at significantly higher replacement levels than in OPC. Rishi and Aggarwal adopted a mixture of 30% MWA and 30% bone China waste as a fine aggregate replacement, and attained 59 MPa compressive strength at 56 days. 40 However, replacement levels above 30% led to decreased performance, owing to increased porosity and weaker aggregate-matrix interactions. Similarly, Kumar et al. (2022a) replaced ground granulated blast furnace slag with 30% MWA in GPC, resulting in a maximum compressive strength of 56.2 MPa after 90 days, along with splitting tensile and flexural strengths of 5.02 and 10.68 MPa, respectively. 46 In another study, Kumar et al. (2022b) used a combination of 30% IBWA and 30% glass powder to replace fine aggregate in GPC, achieving even higher performance with a compressive strength of 65.0 MPa, splitting tensile strength of 8.45 MPa, and flexural strength of 10.86 MPa at 90 days. 36 This improvement was attributed to the formation of C-A-S-H and C-S-H gels through pozzolanic reactions involving SiO2 and Al2O3. However, replacement ratios exceeding 30% lead to a decline in the strength owing to excessive silica and slower reaction rates. 46
Durability and environmental safety evaluation of MWA-derived materials
Beyond the specific application in concrete, properties (e.g., sorptivity and leachate behavior) are critical durability and environmental indicators for all MWA-derived construction materials.
Sorptivity
Sorptivity, which is defined as the capacity of a material to absorb and transmit water through capillary action, is a critical parameter for assessing concrete durability. Owing to the unique physical and chemical properties of MWA, its incorporation as a partial replacement for cement or fine aggregates significantly influences the sorptivity of concrete.
Research has indicated that the fine particle size and microfilling effect of MWA enhance the density and compactness of the concrete matrix. This improvement reduces the capillary pores, thereby lowering water ingress and enhancing the resistance to moisture-related deterioration. Kaur et al. found that replacing 10% of sand with MWA reduces the sorptivity of concrete by approximately 22% compared with that of conventional concrete. 20 The decreased water absorption is attributed to the enhanced packing density provided by the fine MWA particles, which fill the voids and restrict capillary water movement.
However, higher replacement ratios (>20%) may lead to increased sorptivity owing to the elevated porosity and incomplete hydration.20,47 This is particularly evident when untreated MWA is used because unburned residues and poorly reactive components can create weak zones within the matrix. 20 Such areas facilitate capillary water transport, thereby reducing concrete durability.
In addition, the pozzolanic activity of MWA plays a pivotal role in influencing sorptivity. During hydration, MWA reacts with calcium hydroxide to form additional C-S-H gels, which densify the microstructure and reduce capillary pathways. Treated MWA, particularly when activated through calcination or wet milling, demonstrates superior performance in reducing sorptivity. Matalkah et al. reported that concrete with 15% MWA replacement for cement exhibited a 30% reduction in sorptivity compared to untreated MWA-concrete mixes, highlighting the importance of pre-treatment in optimizing material properties. 47
Beyond concrete, similar effects occur in asphalt mixtures and cement mortars with MWA. In dense asphalt mixtures, using 8 wt% MWA as filler reduced water-induced stability loss to 0.70% after hot-water immersion, showing lower moisture uptake and better adhesion. 52 Likewise, 6 wt% MWA filler in asphalt mixtures improved retained stability under moisture conditioning. 67
Leachate analysis
Leachate analysis is critical for evaluating the environmental safety of MWA-derived concrete because it determines the potential release of harmful substances, particularly heavy metals, into the environment. As mentioned earlier, MWA contains significant concentrations of heavy metals, including Pb, Cd, and Zn.20,47 Unless these heavy metals are appropriately immobilized, they can leach into groundwater, posing risks to human health and ecosystems. 74 Therefore, understanding and mitigating leaching risks are essential for the sustainable use of MWA in construction materials.
Various experimental setups and treatment methods were explored to assess the leaching characteristics of MWA-derived concrete. Kaur et al. analyzed the leaching behavior of concrete mixes with 0%, 5%, and 20% MWA replacement using the TCLP. The leachate concentrations of heavy metals, such as Pb, Cd, Zn, and Cr, were measured at pH 3, 7, and 9. 20 Pb concentrations ranged from 0.60 mg/L to 0.72 mg/L, significantly lower than the 5.0 mg/L limit. Similarly, the Cd concentrations remained below 0.01 mg/L (US EPA regulatory limits) across all mixes and pH levels. 20 These results highlighted the ability of the cement matrix to effectively immobilize heavy metals, even at MWA replacement levels as high as 20%.
Matalkah et al. reported that untreated MWA exhibited high initial concentrations of heavy metals in its TCLP leachate, with Zn (5.159 mg/L) exceeding the EPA limit of 5 mg/L, and notable levels of Cr (3.304 mg/L), Ni (1.126 mg/L), Pb (0.9083 mg/L), Cu (0.6876 mg/L), and Cd (0.0884 mg/L). 47 However, various activation treatments, including calcination, wet milling, and their combination, significantly reduced these concentrations. For example, wet-milled and calcined MWA reduced Zn levels to 1.597 mg/L and Cr levels to 0.1343 mg/L, both within the permissible limits. 47
The methods other than TCLP can be applied to leaching test of MWA. For instance, Chan et al. 75 developed large-scale column trial methods to determine the release of 13 heavy metals when an incineration bottom ash—the source of the ash was not specified—was used as a filling material in the field of land reclamation. Yin et al. 76 proposed sequential scrubbing process to characterize heavy metals leaching from MSW-derived fly ashes after EDTA treatment. Batch leaching (EN 12457-2) and pH-static leaching tests (CEN/TS 14429) can also be applicable to leaching test for MWA (for both fly and bottom ashes). 77
The stabilization of heavy metals is attributed to multiple factors. Untreated MWA often contains unburned residues and inert phases that are poorly reactive and can lead to weak interfacial zones in the cementitious matrix, increasing the risk of leaching.20,23 The primary stabilization mechanism involves the physical entrapment of metal ions within hydration products such as C–S–H and C–A–S–H.78,79 Activation treatments enhance the surface area and reactivity of the MWA, promoting pozzolanic reactions that further immobilize metals. For instance, the finer particle size achieved through wet milling increases the efficiency of these reactions, whereas calcination eliminates unburned residues and improves metal encapsulation. 47
Studies on asphalt mixtures and cement mortars provide further evidence of the leaching performance of MWA-based materials. In asphalt mixes, Jaber et al. reported that encapsulation in bitumen kept Zn, Pb, Cu, and Cr in leachate well below regulatory limits under simulated service conditions (Zn < 0.12 mg/L, Pb < 0.05 mg/L, Cu < 0.03 mg/L, Cr < 0.02 mg/L). 32 In cement mortars, Ababneh et al. and Ahmed et al. showed that pre-treated MWA (e.g., acid washing, EDTA treatment) replacing 10–20% of binder reduced Pb, Cd, Zn, and Cr concentrations to levels within US EPA and EN standards.21,23
Summary and outlook
The use of MWA in construction materials offers substantial environmental and mechanical benefits; however, several challenges must be addressed to ensure its safe and effective application. The chemical and physical properties of MWA vary depending on the type of waste, incineration conditions, and post-processing methods. This variability complicates the standardization of MWA as a material for construction applications, posing risks to both mechanical (or structural) performance and environmental safety. The high concentrations of heavy metals and other toxic substances in untreated MWA raise concerns regarding leaching and potential groundwater contamination. Thus, effective pre-treatment is essential to mitigate these risks and enhance the pozzolanic activity of MWA. However, the current chemical stabilization and activation methods, such as acid washing and calcination, are often costly and energy intensive. Developing more efficient and cost-effective treatment techniques is critical for the broader adoption of MWA. Although MWA is a promising candidate for improving the mechanical properties of construction materials, excessive replacement levels can lead to increased porosity, which decreases strength and durability. Optimizing the replacement ratios for specific applications is essential for balancing performance and environmental benefits.
The fine particle size and pozzolanic activity of MWA render it a promising mineral filler for use in asphalt mixtures. Future research should focus on optimizing the substitution ratios to balance mechanical stability and environmental safety. Innovative approaches, such as combining MWA with other sustainable additives, can further enhance asphalt performance. Furthermore, large-scale pilot projects are required to demonstrate the viability of MWA-enhanced asphalt for real-world applications.
Appropriately pre-treated MWA has shown potential as a partial replacement of cement in mortar, particularly at substitution levels of 15% or lesser. Research should prioritize improving pre-treatment methods to ensure safety while preserving pozzolanic activity. The incorporation of nanomaterials or supplementary additives can further enhance the mechanical properties and durability of MWA-based mortars.
The use of MWA in concrete also has significant potential to reduce the reliance on natural resources, decreasing carbon emissions. Activation techniques including wet milling and chemical stabilization can enhance MWA reactivity, enabling higher replacement levels without compromising structural integrity. Future studies should explore hybrid approaches that combine MWA with other industrial byproducts, including slag or fly ash, to optimize performance. In particular, GPC systems incorporating MWA have demonstrated excellent mechanical properties and should be further explored as a viable low-carbon alternative to OPC-based concrete.
Footnotes
Funding
This work was supported by the National Research Foundation of Korea (NRF) grants funded by the Korea government (Ministry of Science and ICT; MSIT) (No. RS-2023-00209044 & RS-2025-02253004).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.