
Abstract
Despite the widespread use of steel fibers in concrete reinforcement, their susceptibility to corrosion and handling hazards has accelerated the shift toward safer and more durable alternatives such as macro polypropylene (PP) fibers. In recent years, PP fibers have emerged as a promising substitute for steel fibers; however, their effectiveness in controlling cracking and enhancing residual strength of ground-supported slabs has not been fully established. This study investigates the flexural performance of fiber-reinforced concrete (FRC) incorporating steel and polypropylene fibers, tested in accordance with BS EN 14651 and ASTM C1609. A comprehensive experimental program was conducted on beam specimens reinforced with different fiber types, shapes, dosages, and aspect ratios to evaluate their influence on compressive and flexural behavior. The results demonstrate that fiber inclusion significantly enhances post-cracking strength and toughness. Hooked-end and high aspect ratio steel fibers produced the highest performance gains, while optimized PP fibers achieved comparable flexural performance at intermediate dosages. A direct correlation between the residual strengths obtained from the two testing standards was established, revealing a strong linear relationship. Finally, the measured residual strengths were implemented in ACI 360R and TR34 yield-line design methods to quantify slab thickness reductions. Both approaches confirmed the beneficial role of fibers in reducing slab thickness. Overall, the study highlights that fiber geometry and dosage are decisive parameters governing flexural response and demonstrates that properly optimized PP fibers can deliver performance comparable to steel fibers in structural applications.
Keywords
Introduction
Concrete, a widely used material in civil engineering, has inherent vulnerabilities due to its low tensile strength compared to its compressive strength, making it susceptible to cracking and failure under tensile stress, but resistant to compression. The use of fiber-reinforcing materials is widely acknowledged as an effective method for improving the mechanical and ductile characteristics of concrete. FRC is a class of composite cementitious materials containing discrete fibers uniformly distributed throughout the concrete matrix. Recent research has demonstrated that FRC significantly improves post-cracking performance, toughness, and residual flexural strength by enabling crack-bridging mechanisms, thereby enhancing serviceability and durability under loading and environmental stresses (Asheghi Mehmandari et al., 2024; Gu et al., 2024). Despite the benefits of fiber reinforcement in crack control, toughness, and post-cracking behavior, fibers alone generally do not provide sufficient flexural strength to replace conventional steel reinforcement in structural flexural members and is still treated in many design contexts as an unreinforced concrete (Yang et al., 2024). Therefore, its practical implementation is most effective in ground supported slabs and pavement applications.
Concrete ground supported slabs are widely used in a range of applications, including industrial slabs, footpaths, highways, and decorative floorboards. Industrial concrete slabs must be capable of supporting heavy loads resulting from operational movements of vehicles and stored materials (Awad et al., 2022; Zheng et al., 2019). The performance of ground slabs, whether in residential, industrial, or commercial buildings, is influenced by various factors, including the compressive and tensile strengths of concrete, as well as the properties of ground (Alani and Beckett, 2013). To achieve crack-free slab surfaces, it is essential to ensure that the slabs possess sufficient load capacity and effective control of cracking and crack widths. This is typically achieved using reinforcement bars or welded meshes to reinforce the concrete slabs. By incorporating these reinforcements, the tensile strength of the concrete can be enhanced, allowing for increased load-carrying capacity and improved control over crack formation and propagation. In this way, the use of reinforcement can significantly improve the performance of ground slabs, enabling them to withstand the demands of heavy loads and ensuring their longevity in a range of applications.
However, the use of steel bars and meshes is not only time-consuming and labour-intensive but also sometimes not suitable for ultra-thin slabs or mechanised production. Steel bars and meshes also cannot control surface cracking well because they need to be placed a distance away from the surface. In recent years FRC ground supported slabs have obtained considerable momentum. FRC ground slabs are simple to construct, allowing for faster construction processes, and provides increased resistance to fatigue and impact loading. They effectively control cracking caused by shrinkage and temperature fluctuations and are generally more cost-effective than reinforcing bars. Additionally, FRC provides enhanced properties compared to unreinforced concrete in this field, due to its ability to improve post-cracking behavior and reducing the number of the contraction joints and their maintenance cost which are often weak points in slab on grade applications. Steel fibers and macro polypropylene (PP) fibers are increasingly used to replace steel meshes in concrete slabs (El-Sayed, 2019; Yin et al., 2015) and other structures (Amiri and Reza, 2023; Yousefi et al., 2022). Steel fibers can not only effectively improve the compressive and tensile strengths of concrete but also prevent concrete cracking and improve the toughness and post-cracking performance of concrete (Hao and Hao, 2017).
Steel fiber reinforced concrete (SFRC) slab-on-grade has been shown in recent research to outperform plain concrete slabs in terms of flexural strength, crack control, and durability, and in some cases rival or surpass slabs reinforced with steel mesh. Tahwia (Tahwia et al., 2024) carried out an experimental study on rubberized concrete slab-on-grade containing tire-recycled steel fibers that demonstrated significantly improved toughness, reduced crack widths, and enhanced load capacity compared to similar slabs without fibers. Al Zahid (Ali and Ahmed, 2022) conducted a study comparing fibrous concrete slabs with steel stiffeners and conventional reinforced concrete slabs under static and dynamic loads found that even with only 0.5 % steel fiber content, the fiber-reinforced slab exhibited superior control of local damage and smaller crack widths under both types of loading compared to the fully steel-reinforced specimen.
Since steel fibers are vulnerable to rusting and may cause cuts and bruises to the construction workers and users, macro PP fibers are increasingly becoming popular to reinforce concrete slabs. Macro PP fibers can efficiently control cracking and improve the toughness and post-cracking performance of concrete (Orouji et al., 2021; Yin et al., 2016). Moreover, macro PP fibers are easy to disperse in concrete, safe to handle, and corrosion resistant (Uğur and Ünal, 2022). The majority of previous studies on the performance of FRC have focused on the flexural tests on SFRC beams, which are used in design analysis of ground slabs (Abbas et al., 2015; Gesoglu et al., 2016; Liao et al., 2025; Wu et al., 2016a) However, the influence of synthetic fibers particularly macro PP on the load-deflection response, crack width development, and residual strength of slabs-on-grade is still not well established.
The primary objective of this experimental study is to investigate the comparative reliability of two standard test methods “BS EN-14651 (BSI, 2008) for three-point loading tests (3PLTs) and ASTM C1609 for four-point loading tests (4PLTs) (Test Method for Flexural Performance of Fiber-Reinforced Concrete (Using Beam With Third-Point Loading), 2012)”, in evaluating the flexural behavior of both steel and synthetic FRC. The novelty of this work lies not only in comparing the performance obtained from these two widely adopted testing standards, but also in evaluating their applicability for different fiber types, including steel fibers (hooked-end and corrugated) and macro PP fibers. While many previous studies have focused primarily on steel FRC using a single testing standard, fewer investigations have systematically compared multiple fiber types under both testing procedures. Furthermore, the present study extends beyond reporting experimental results by translating the obtained residual flexural strengths into practical structural design implications. In particular, the results obtained from both standards are applied to the design of ground-supported slabs using the ACI 360R and TR34 approaches, enabling a direct evaluation of how the measured flexural performance influences slab thickness predictions and structural behavior in practical applications.
Experimental program
Material characterization
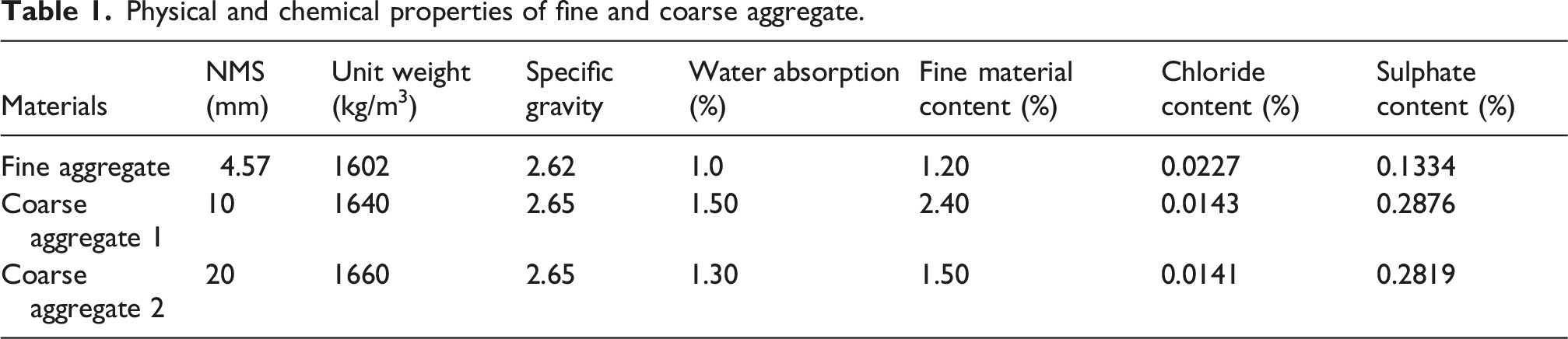
Physical and chemical properties of fine and coarse aggregate.
Physical and mechanical properties of steel and synthetic fibers.

aBased on the data sheet of the manufacturer.
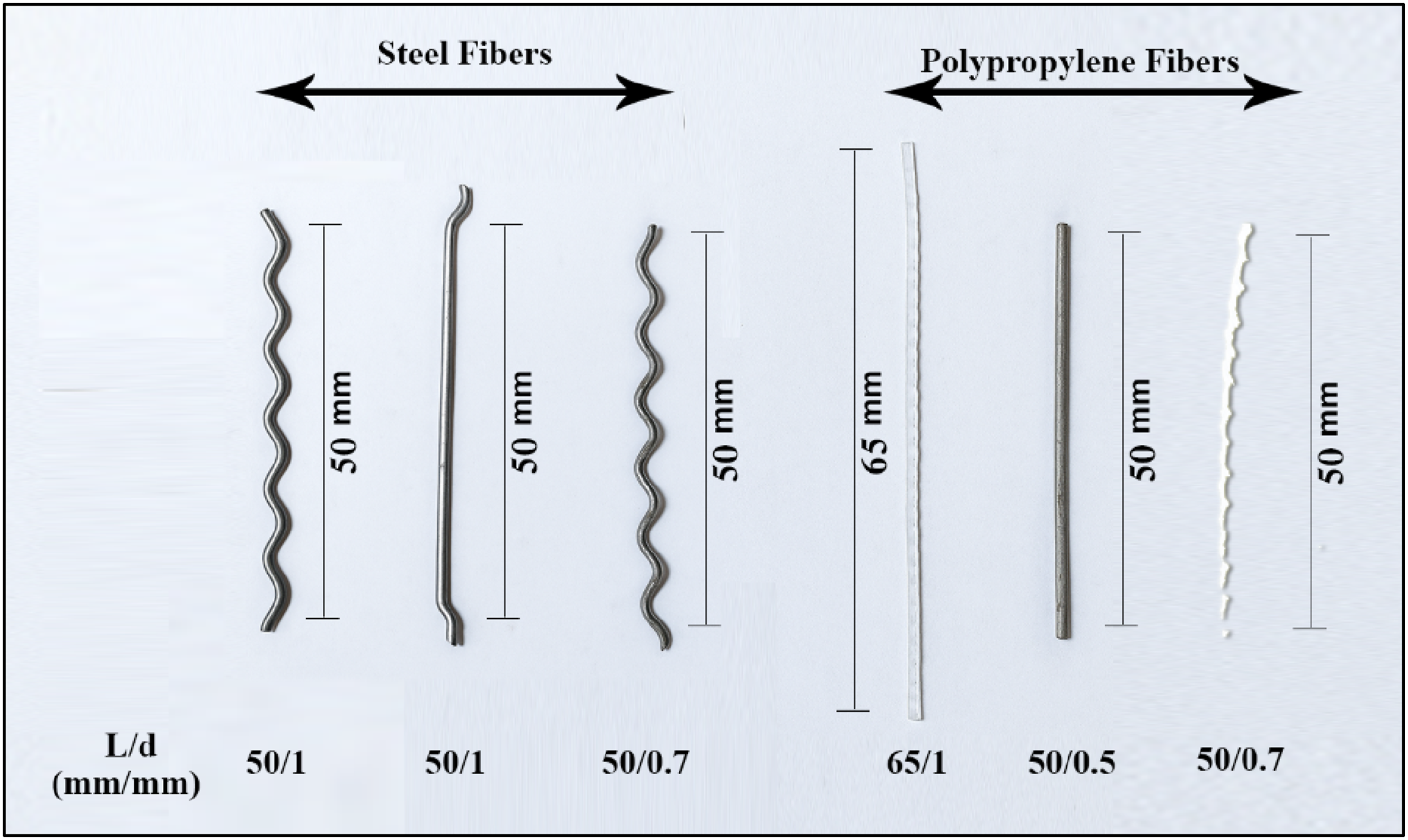
Steel and PP fibers used in this study.
Test matrix
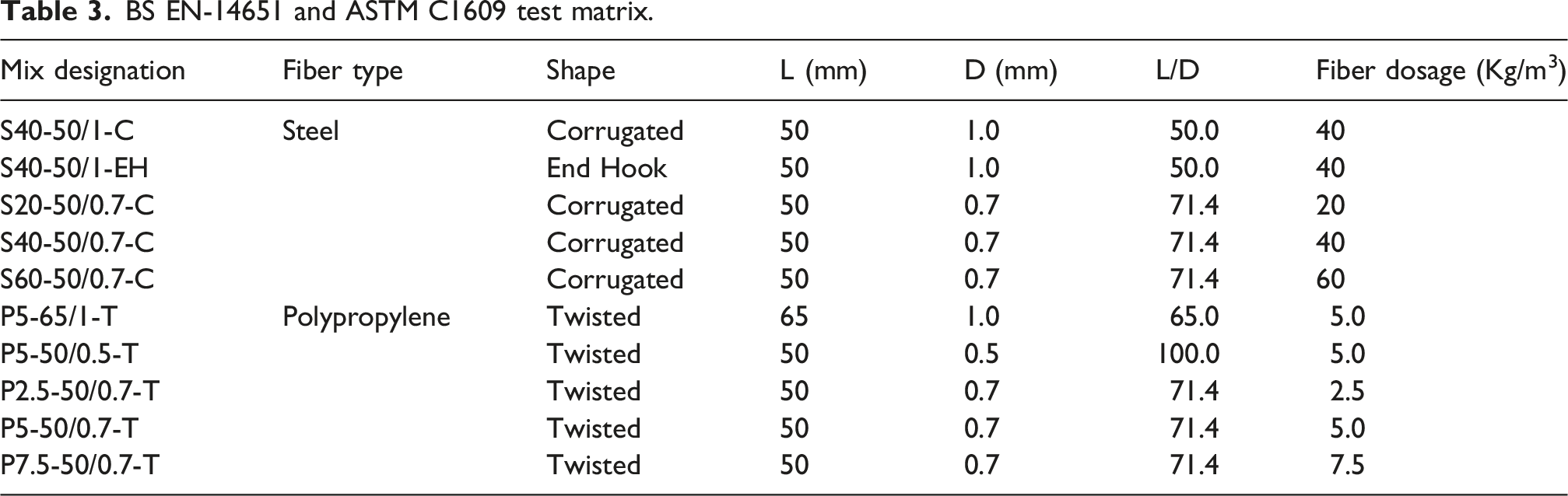
To investigate the influence of key parameters on the flexural residual strength of FRC, a comprehensive test matrix was developed to be tested in accordance with BS EN 14651 and ASTM C1609 standards. The matrix comprises a series of mixtures incorporating both steel and PP fibers with varying geometrical and mechanical properties. The main variables considered were fiber type, shape, aspect ratio (L/D), and fiber dosage. These parameters were selected based on the requirements of the adopted design guidelines (ACI360 R and BS TR34) and on commonly reported fiber types, dosages, and configurations used in previous studies on FRC. Steel fibers were evaluated in corrugated and end-hooked forms with diameters ranging from 0.7 to 1.0 mm and dosages of 20–60 kg/m3, while PP fibers were tested in twisted form with lengths between 50 and 65 mm, diameters from 0.5 to 1.0 mm, and dosages of 2.5–7.5 kg/m3. In addition to flexural residual strength tests conducted in accordance with both BS EN and ASTM procedures, compressive strength tests were performed to assess the overall mechanical performance of the mixes. This structured program enables a direct comparison between fiber types and configurations, facilitating a comprehensive evaluation of the parameters influencing FRC flexural behavior.
BS EN-14651 and ASTM C1609 test matrix.
Specimen preparation and test setup
Portland cement concrete mixture proportions (kg/m3).
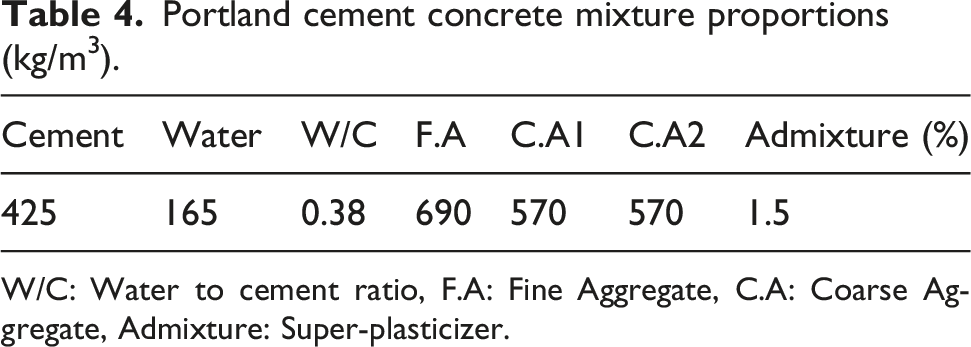
W/C: Water to cement ratio, F.A: Fine Aggregate, C.A: Coarse Aggregate, Admixture: Super-plasticizer.
For each concrete mix, a total of three cubes (150 mm) were cast for compressive strength determination in accordance with BS EN 12390-4 (BS EN 12390-4:2025 - TC | 31 Mar 2025, nd), resulting in overall 30 cubes. In addition, two prismatic specimens (150 × 150 × 550 mm) were prepared for flexural testing according to BS EN 14651 (3PLTs) and another two prisms (150 × 150 × 500 mm) for ASTM C1609 (4PLTs), giving a total of 20 prisms per each flexural test method.
Compressive strength tests were carried out using a 2000 kN capacity universal testing machine, as shown in Figure 2. The load was applied at a constant rate until failure, and the maximum load was used to determine the compressive strength of each mix. Compression test setup according to BS EN 12390-4 (BS EN 12390-4:2025 - TC | 31 Mar 2025 | BSI Knowledge, nd).
The BS EN 14651 (3PLT) was performed on notched prismatic specimens (150 × 150 × 550 mm) with a 500 mm span and a 25 mm notch depth introduced at mid-span 3 days before testing. The test was conducted under displacement control, and both load and crack mouth opening displacement (CMOD) were recorded continuously using a clip-on electronic dial gauge positioned horizontally across the notch mouth with a 25 mm gauge length and a sensitivity of 0.01 mm. The load cell with 100 kN capacity was mounted at the actuator to capture the applied load. Both readings were continuously recorded by a data logger system. The standard defines the limit of proportionality and the residual flexural tensile strengths ( Flexural test setup according to BS EN 14651 (BSI, 2008).
The ASTM C1609 (4PLT) was conducted on prismatic beams of dimensions 150 × 150 × 500 mm with a 450 mm span. The loading was applied through two equal loads spaced 150 mm apart at the beam’s center region. Deflection at mid-span was monitored using an electronic dial gauge with a 25 mm gauge length and a sensitivity of 0.01 mm positioned vertically at the neutral axis of the tension face in a manner that ensures accurate determination of the net deflection at the mid-span exclusive of the effects of seating or twisting of the specimen on its supports. One acceptable arrangement employs a rectangular jig, which surrounds the specimen and is clamped to it at mid-depth directly over the supports. The load cell with 100 kN capacity measured the applied load. Both readings were continuously recorded by a data logger system. The test enabled the determination of key flexural parameters, including the first-peak strength, residual strength, flexural toughness, and equivalent flexural strength ratio derived from the load–deflection response. The test configuration is presented in Figure 4. Flexural test setup according to ASTM C1609 (Test Method for Flexural Performance of Fiber-Reinforced Concrete (Using Beam With Third-Point Loading), 2012).
The frame used in the flexural tests were conducted using a rigid steel loading frame equipped with a hydraulic actuator to apply the vertical load. The specimens were supported on steel rollers to ensure simply supported boundary conditions, and the load was applied through a loading bar or beam to achieve the required test configuration according to the relevant testing standards.
Test results
Compressive strength
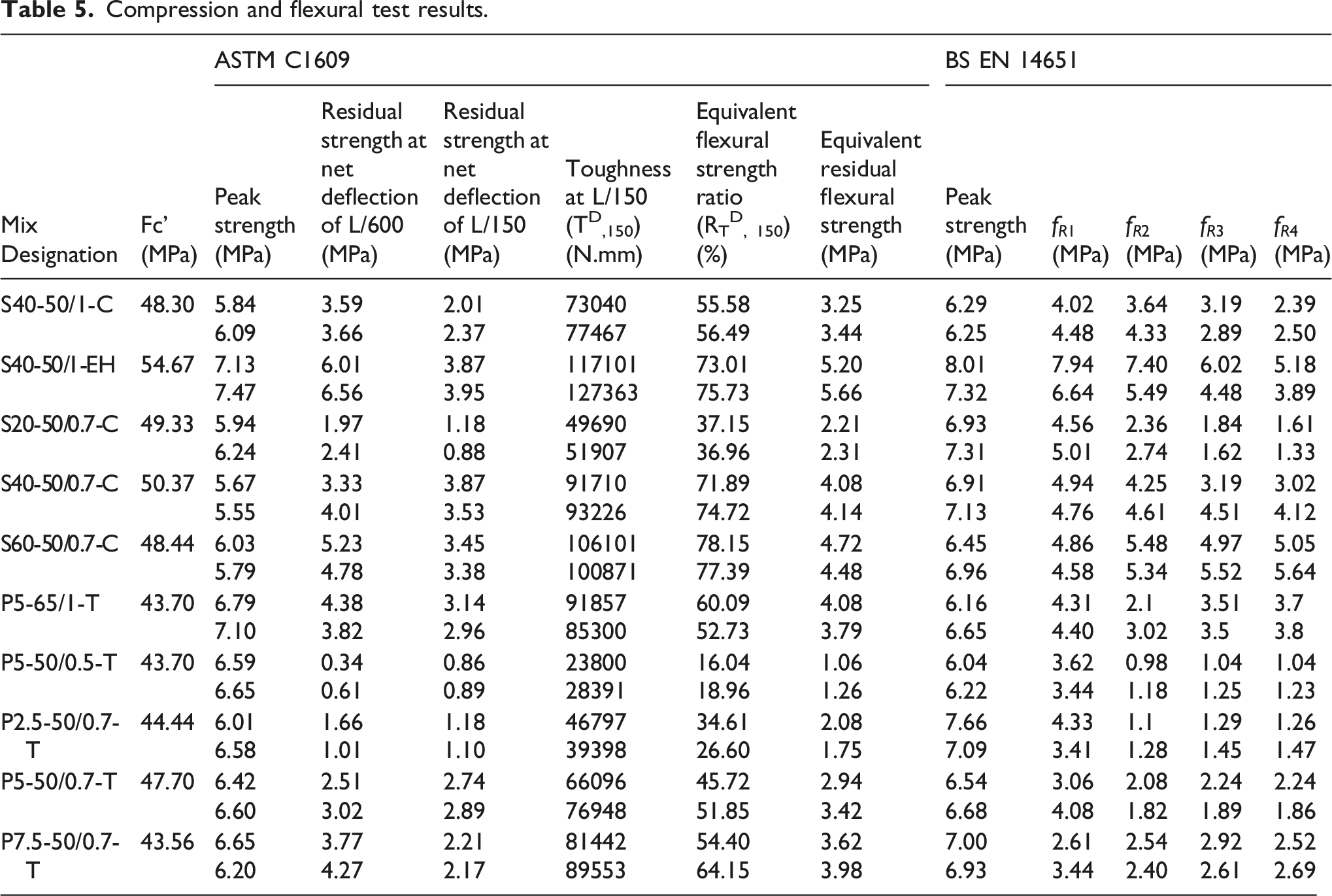
Compression and flexural test results.
Flexural behavior tests
Load versus deformation curves
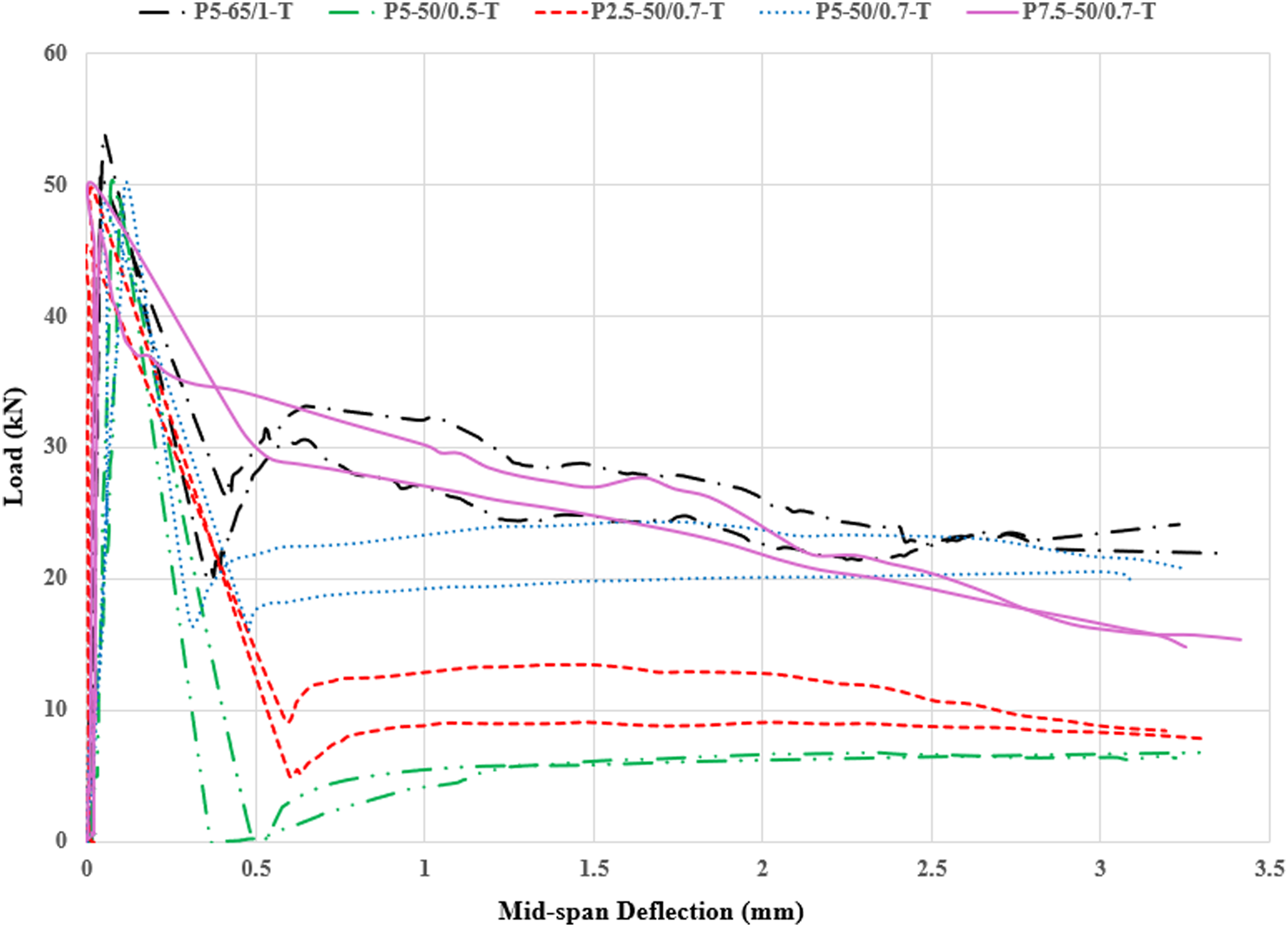
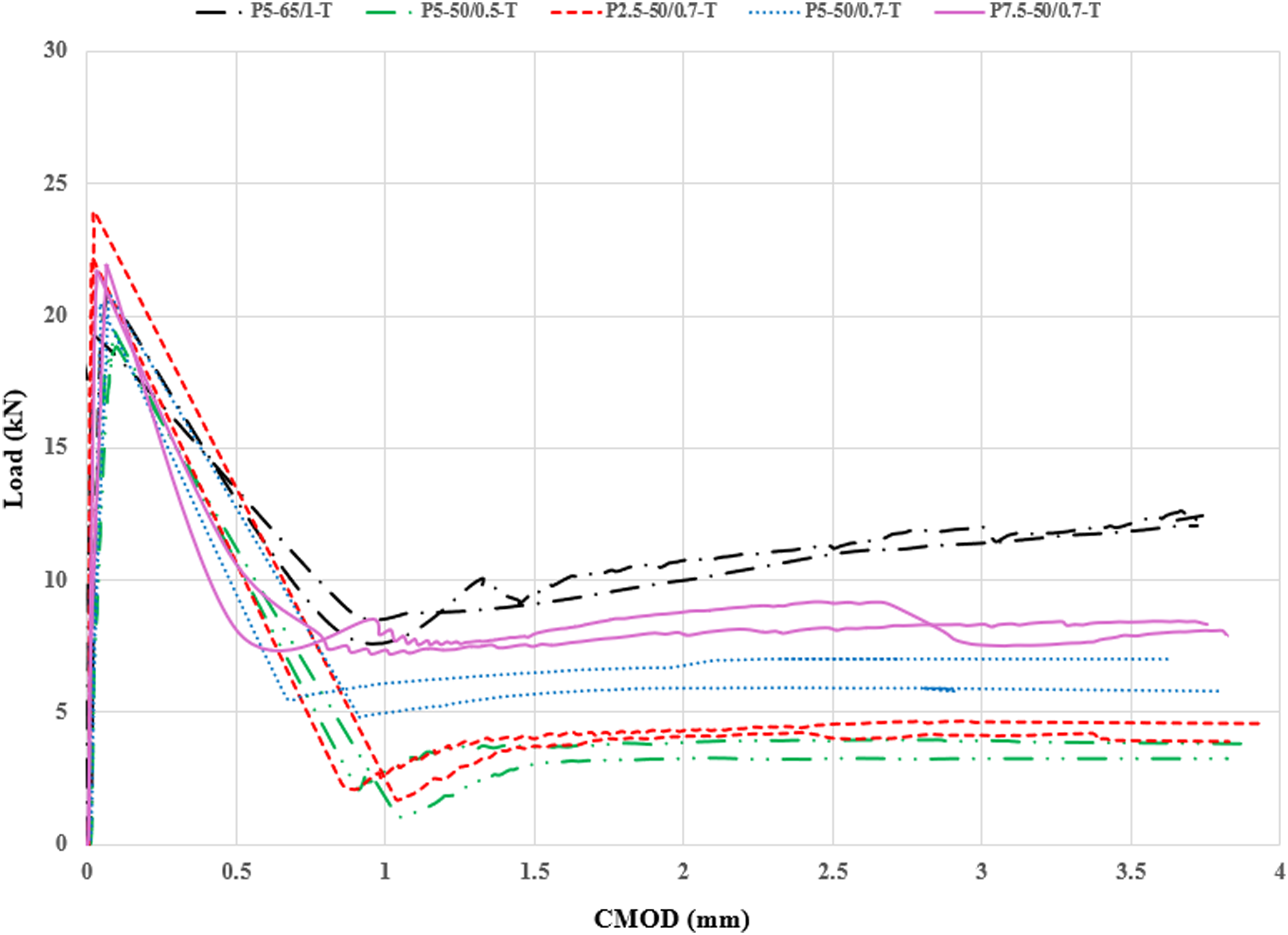
Across both ASTM C1609 and BS EN 14651 test methods, the SFRC and PFRC specimens demonstrated consistent flexural behavior trends, as shown in the load–deflection and load–CMOD responses in Figures 5–8 and summarized in Table 5. The first peak strengths obtained from ASTM C1609 ranged from 5.55 MPa to 7.47 MPa for SFRC and from 6.01 MPa to 7.10 MPa for PFRC, while those measured under BS EN 14651 were slightly higher ranging from 6.25 MPa to 8.01 MPa for SFRC and from 6.04 MPa to 7.66 MPa for PFRC. This similarity confirms that the fibers, regardless of type, have negligible influence on the material’s pre-cracking response, as their principal function begins after crack initiation, contributing to post-cracking load transfer and crack width control. The flexural test results revealed that both of the SFRC and PFRC specimens predominantly exhibited deflection-softening behavior following the formation of the initial crack. However, the specimens reinforced with end-hooked steel fibers demonstrated a distinct deflection-hardening response, where the load continued to increase beyond the first cracking point, indicating effective fiber bridging and enhanced post-cracking load-carrying capacity due to the mechanical anchorage of the hooked fibers. Flexural test results according to ASTM C1609 for SFRC mixes. Flexural test results according to ASTM C1609 for PFRC mixes. Flexural test results according to BS EN 14651 for SFRC mixes. Flexural test results according to BS EN 14651 for PFRC mixes.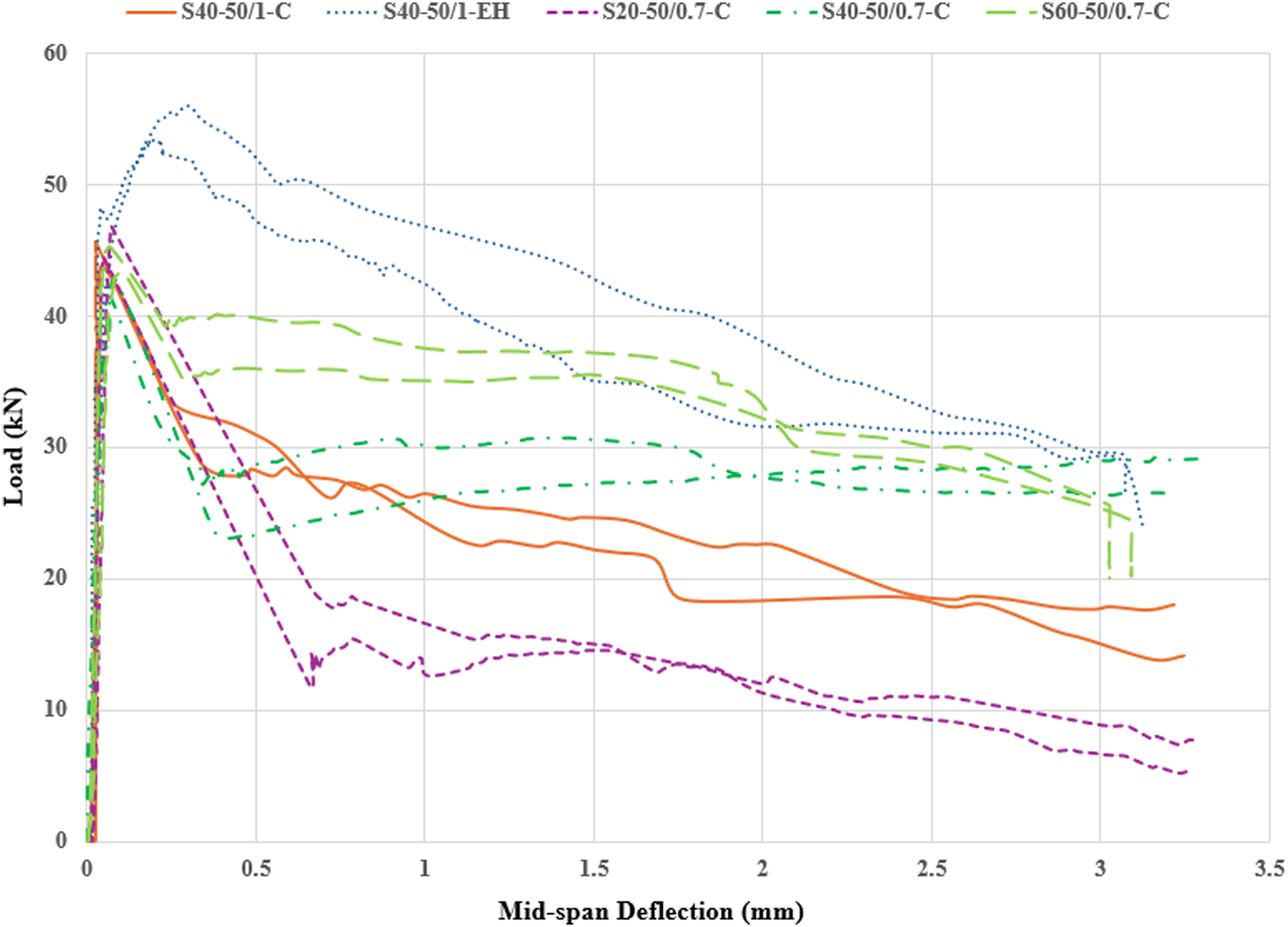

Failure modes of FRC beams
The failure modes of the FRC beams were influenced by the adopted test configuration. In 3PLTs, the presence of a pre-formed notch successfully localized crack initiation at mid-span. This produced a single stable flexural crack that progressively widened with increasing CMOD, enabling direct assessment of the residual flexural tensile strength. Figure 9 illustrates the typical failure mode observed in specimens tested under 3PLTs. Both SFRC and PFRC beams exhibited the same overall cracking pattern, with the primary difference being the crack width. Typical failure mode of FRC beams tested according to BS EN 14651.
In 4PLTs, beams without a notch developed flexural cracks in the constant-moment region between the two loading points. Compared with EN 14651, the 4PLTs configuration distributed stresses over a larger region, allowing better evaluation of deflection-based toughness and energy absorption. Failure was characterized by gradual loss of load after peak, with ductility depending on fiber type and dosage. Figure 10 illustrates the typical failure mode observed in specimens tested under 4PLTs. Both SFRC and PFRC beams exhibited the same overall cracking pattern, with the primary difference being the crack width. In both standards, the incorporation of fibers changed the failure mode from sudden brittle fracture (typical of plain concrete) to a more ductile process, with fibers bridging cracks and providing residual load-carrying capacity after matrix cracking. Typical failure mode of FRC beams tested according to ASTM C1609.
Analysis and discussion
Compressive strength
Figure 11 presents the compressive strength results of all tested concrete mixtures after 28 days categorized into two groups (SFRC and PFRC). A clear distinction can be observed between the two groups, indicating that the incorporation of steel fibers generally resulted in higher compressive strengths compared to mixes reinforced with PP fibers. The compressive strength results of FRC mixes at 28 days.
Mixtures reinforced with steel fibers exhibited compressive strengths ranging from 48.30 MPa to 54.67 MPa, generally exceeding those of the PP fiber mixtures. Among them, the highest compressive strength (54.67 MPa) was achieved by S40-50/1-EH, which utilized hooked-end steel fibers, likely due to the enhanced mechanical interlocking offered by the hooked geometry, leading to better stress transfer between the matrix and fibers and improved confinement effect due to the rigid steel fibers, which delays microcrack propagation and enhances the load-carrying capacity.
Mixtures reinforced with PP fibers achieved compressive strengths in the range of 43.56 MPa to 47.70 MPa, which are generally lower than those of SFRC mixtures, which can be attributed to the relatively lower stiffness and weaker bond of PP fibers compared to steel fibers. However, despite the relatively lower compressive strengths, PP fibers are expected to significantly improve post-cracking behavior, ductility, and energy absorption, which will be analyzed in the flexural test results.
Based on the obtained results, most of the studied parameters exhibited minimal influence on the compressive strength of concrete. Variations in steel fiber dosage and aspect ratio, PP fiber type and type did not produce a significant change in compressive strength, as the values remained within a relatively narrow range for mixtures within the same fiber category. In contrast, two parameters showed a clear and measurable impact: the shape of the steel fibers and the change in fiber type from steel to polypropylene. Hooked-end steel fibers contributed to noticeably higher compressive strengths due to their mechanical anchorage and enhanced confinement effect, while mixtures incorporating PP fibers consistently achieved lower compressive strengths because of the lower stiffness and weaker interfacial bond of PP fibers compared to steel fibers. These findings align with existing literature (Bhosale and Prakash, 2020; Chajec and Sadowski, 2020; Hussain et al., 2020; Wang et al., 2024), which consistently reports that steel fibers provide greater enhancement in compressive strength, while PP fibers contribute more toward improving ductility and flexural toughness rather than axial capacity.
Flexural strength
Effect of steel fiber shape
The influence of fiber geometry was evaluated by comparing mixtures reinforced with corrugated and hooked-end steel fibers at an equal dosage of 40 kg/m3. As illustrated in Figure 12, the hooked-end fibers exhibited a distinct performance advantage under both ASTM C1609 and BS EN 14651 test methods. The hooked-end configuration resulted in a noticeably higher peak flexural strength and substantially improved post-cracking behavior compared to the corrugated type. Effect of steel fibers shape on the flexural performance of FRC.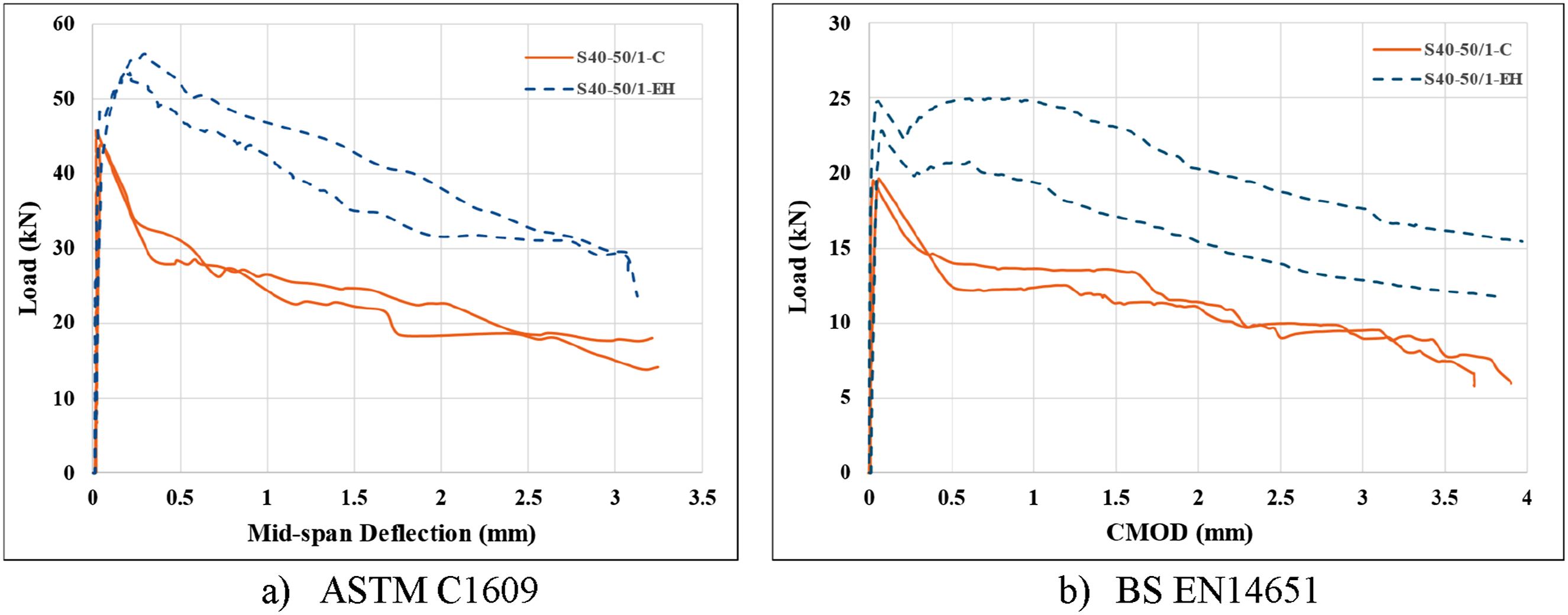
Based on the ASTM C1609 results for specimens S40-50/1-C and S40-50/1-EH presented in Table 5, replacing the corrugated steel fibers (S40-50/1-C) with hooked-end fibers (S40-50/1-EH) led to an increase of approximately 78% in the residual flexural strength at a net deflection of L/150 and an increase of about 62% in the toughness index at L/150. Moreover, the equivalent flexural strength ratio
Overall, both standards consistently confirmed the superiority of hooked-end steel fibers over corrugated fibers in terms of post-cracking strength and toughness. The superior performance of end-hooked steel fibers compared to corrugated fibers can be attributed to their enhanced mechanical anchorage and improved bond behavior with the surrounding concrete matrix. The hooked ends act as mechanical anchors, increasing the resistance to pull-out once the fiber begins to slip under tensile stress. This anchorage mechanism mobilizes higher bridging stresses across the crack plane, allowing the fibers to transfer greater tensile forces even at large crack openings. In contrast, corrugated fibers rely primarily on surface deformation to generate bond resistance, which is less effective under high crack opening displacements. As a result, end-hooked fibers exhibit higher pull-out energy, improved crack control, and greater energy absorption capacity, leading to deflection-hardening behavior and enhanced post-cracking toughness. These findings are in agreement with previous studies (Faris et al., 2021; Zhang et al., 2020).
Effect of steel fiber dosage
The influence of fiber content was studied by comparing corrugated steel fiber mixtures containing 20, 40, and 60 kg/m3. As shown in Figure 13, results from both ASTM C1609 and BS EN 14651 demonstrated that fiber dosage had negligible impact on peak load, but a significant effect on post-cracking performance. Effect of steel fibers dosage on the flexural performance of FRC.
Based on the ASTM C1609 results for mixes S20-50/0.7-C, S40-50/0.7-C, and S60-50/0.7-C shown in Table 5, increasing the steel fiber dosage from 20 to 40 kg/m3 led to a substantial enhancement in post-cracking performance. The residual flexural strength at a net deflection of L/150 increased by approximately 259%, while the toughness at L/150 increased by about 82%. In addition, the equivalent flexural strength ratio
Together, these findings indicate that higher fiber dosage substantially enhances post-crack residual capacity and energy absorption, with both standards capturing similar trends. However, the data suggest that beyond 40 kg/m3 the efficiency of additional fibers decreases, likely due to fiber clustering and reduced workability. Visual inspection during mixing also indicated that higher fiber contents increased mixing difficulty and the tendency for fiber balling, which may influence fiber distribution within the concrete matrix.
Effect of steel fiber aspect ratio
The influence of aspect ratio was investigated by comparing corrugated steel fibers with L/D = 50 and L/D = 71.4 at a constant dosage of 40 kg/m3. As shown in Figure 14, results from both ASTM C1609 and BS EN 14651 demonstrated that higher aspect ratios significantly increase the post cracking behavior of FRC. Effect of steel fibers aspect ratios on the flexural performance of FRC.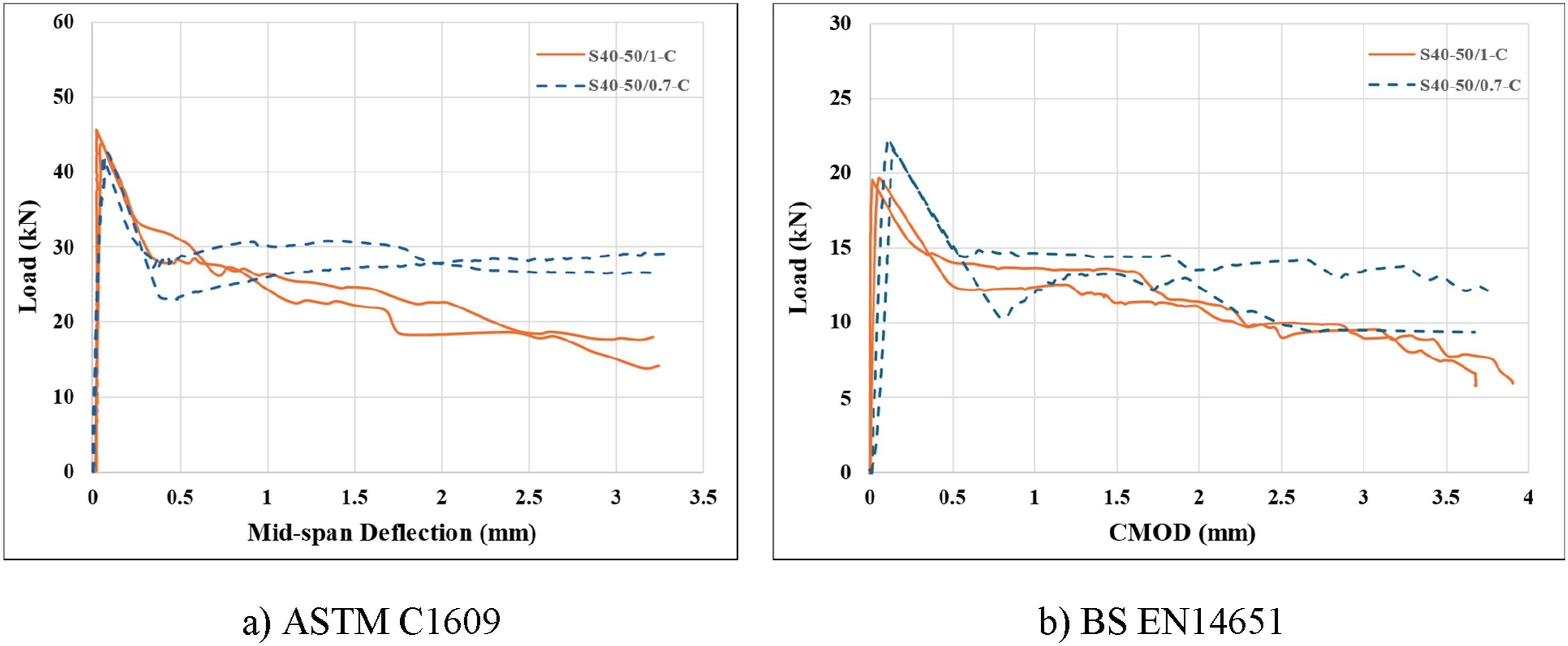
Based on the ASTM C1609 results for mixes S40-50/1-C and S40-50/0.7-C shown in Table 5, increasing the steel fiber aspect ratio led to a noticeable improvement in post-cracking performance. The residual flexural strength at a net deflection of L/150 increased by approximately 68%, while the toughness at L/150 improved by about 23%. In addition, the equivalent flexural strength ratio
An increase in the fiber aspect ratio (L/D) generally enhances the mechanical performance of fiber-reinforced concrete due to the greater bonding surface area and improved stress transfer between the fibers and the cementitious matrix. Longer fibers with smaller diameters engage a larger interfacial area per unit volume, which enhances frictional and mechanical interlock along the fiber–matrix interface. This stronger bond allows the fibers to sustain higher bridging stresses across cracks, effectively delaying crack propagation and widening. Additionally, higher aspect ratio fibers require greater pull-out energy to be extracted from the matrix, resulting in improved post-cracking strength, toughness, and energy absorption capacity. However, excessively high aspect ratios may lead to fiber balling or poor dispersion during mixing, which can offset these benefits. Therefore, an optimal aspect ratio is essential to achieve a balance between workability and mechanical enhancement.
Effect of different PP fiber producers
The performance of three PP fiber products was compared through mixes P5-65/1-T, P5-50/0.5-T, and P5-50/0.7-T at the same fiber dosage. As shown in Figure 15, peak flexural strength was similar across all producers, while notable differences were observed in the post-cracking behavior. It should be emphasized that polypropylene fibers are not manufactured by a single producer with identical geometry and varying aspect ratios only; rather, fibers from different manufacturers inherently possess distinct physical and mechanical characteristics. Therefore, the observed variations in flexural response cannot be attributed to aspect ratio alone. The primary differences among the studied PP fiber products are related to fiber length and tensile strength, as well as production-dependent characteristics, which collectively govern crack-bridging efficiency and post-peak flexural performance. Effect of different PP fibers producers on the flexural performance of FRC.
Based on the results of ASTM C1609, the P5-65/1-T mixture exhibited a substantial enhancement in post-cracking performance compared with P5-50/0.5-T and P5-50/0.7-T. The residual flexural strength at a net deflection of L/150 for P5-65/1-T increased by approximately 246% compared with P5-50/0.5-T and by 8% compared with P5-50/0.7-T. Similarly, the toughness index of P5-65/1-T increased by approximately 240% compared with P5-50/0.5-T, while it exceeded that of P5-50/0.7-T by about 23%. The equivalent flexural strength ratios
The enhanced performance of the P5-65/1-T mixture compared to the shorter polypropylene fibers can be attributed to the combined effects of greater fiber length, and higher tensile strength. Longer fibers are able to bridge wider cracks and maintain effective stress transfer across the crack plane even at larger deflections, thereby improving residual strength and toughness. Furthermore, the higher tensile strength of the P5-65/1-T fibers allows them to sustain greater tensile stresses before rupture, ensuring more efficient load redistribution in the post-cracking phase. In contrast, although the aspect ratio of the 50/0.7 fiber is higher than that of the 65/1 fiber, both remain within acceptable ranges; therefore, fiber length plays a more dominant role. The shorter fibers used in mixes P5-50/0.5-T and P5-50/0.7-T tend to debond and slip earlier, leading to lower post-cracking load capacity and reduced energy absorption, particularly since the increased length of the 65/1 fibers did not induce dispersion or fiber clustering issues. Overall, these findings highlight that increasing fiber length and strength improves the crack-bridging capacity, ductility, and energy dissipation of PFRC. Both EN 14651 and ASTM C1609 consistently ranked the producers in the same order, confirming the robustness of the findings.
Effect of PP fiber dosage
The effect of fiber dosage was examined by comparing twisted PP fibers at dosages of 2.5, 5.0, and 7.5 kg/m3. As shown in Figure 16, results from both ASTM C1609 and BS EN 14651 demonstrated that fiber dosage had negligible impact on peak load, but a significant effect on post-cracking performance. Effect of PP fibers dosage on the flexural performance of FRC.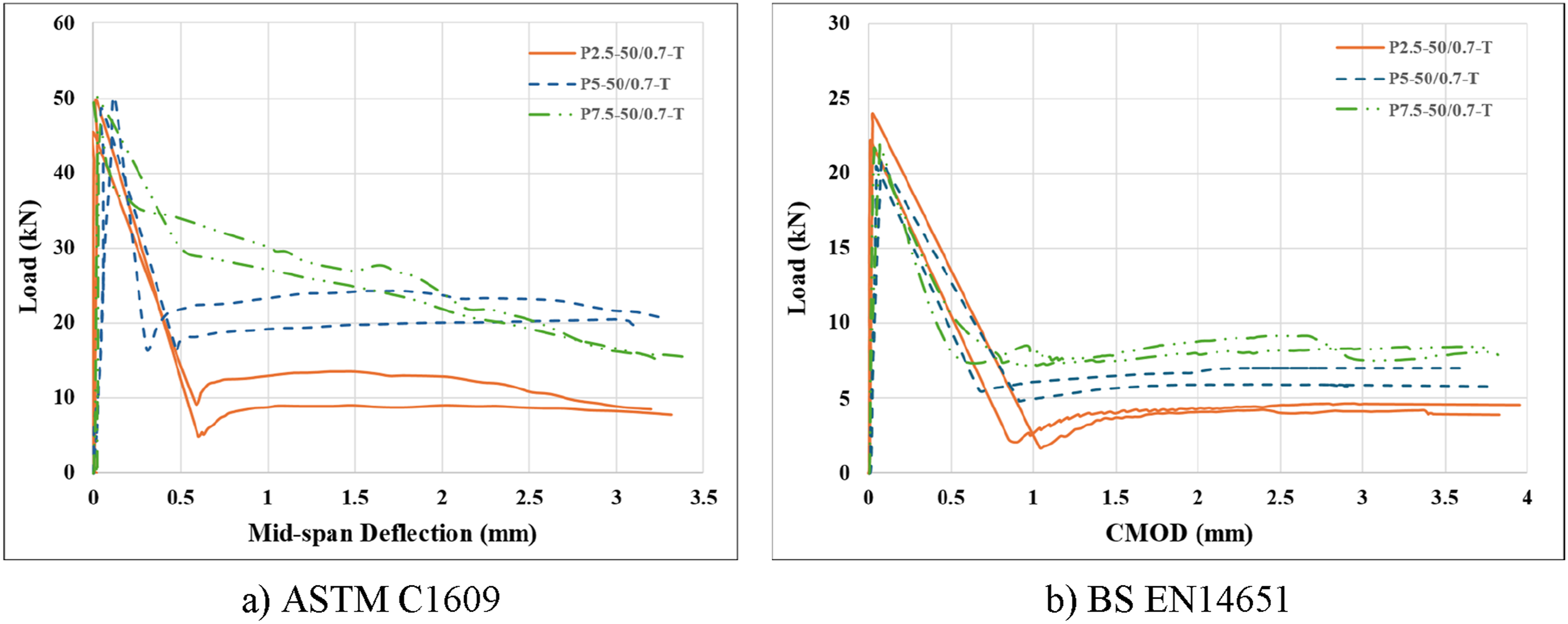
Based on the ASTM C1609 results for mixes P2.5-50/0.7-T, P5-50/0.7-T, and P7.5-50/0.7-T shown in Table 5, increasing the PP fiber dosage from 2.5 to 5 kg/m3 led to a substantial enhancement in post-cracking performance. The residual flexural strength at a net deflection of L/150 increased by approximately 150%, while the toughness at L/150 increased by about 66%. In addition, the equivalent flexural strength ratio
These findings indicate that increasing PP fiber content enhances energy absorption and post-crack toughness, with the most significant improvements occurring between 2.5 and 5.0 kg/m3. Beyond this level, additional gains become moderate and may be influenced by factors such as reduced workability and fiber dispersion. During mixing, visual inspection also indicated that higher fiber contents increased the difficulty of mixing and handling the concrete, with a greater tendency for fiber balling, which may further affect fiber distribution within the matrix.
Steel versus PP fibers
To enable a balanced comparison between steel and PP fibers, three steel mixtures at a dosage of 40 kg/m3 (S40-50/1-C, S40-50/1-EH, and S40-50/0.7-C) were evaluated against the best-performing PP mixture at 5.0 kg/m3 (P5-65/1-T) as shown in Figure 17. This selection represents the mid-range dosage for both fiber types and highlights the optimum PP performance observed in this study. Effect of steel and PP fibers on the flexural performance of FRC.
Based on the ASTM C1609 results, the P5-65/1-T mixture exhibited a higher residual flexural strength at a net deflection of L/150 than S40-50/1-C by approximately 39%, along with an 18% increase in toughness, while the equivalent flexural strength ratio
Overall, the comparison at mid dosage shows that high-performance PP fibers can achieve residual strengths close to steel fibers and toughness values that rival or surpass certain steel configurations. While hooked-end steel fibers remain superior for applications demanding maximum post-crack load capacity, PP fibers offer a strong alternative, combining adequate residual performance with additional advantages such as corrosion resistance, reduced weight, and easier handling. These results suggest that PP fibers can be considered a viable substitute for steel fibers in many structural and durability-driven applications.
Correlation between ASTM C1609 and BS EN 14651
The correlation model proposed by Conforti et al. (Conforti et al., 2018) was adopted to compare the test results obtained from ASTM C1609 and BS EN 14651. The method is based on the relationship between the measured displacements (CMOD and δ) obtained from the BS EN 14651 and ASTM C1609 tests, which are converted into normalized CTOD values. Based on this approach, the conversion relationships used in this study are expressed in equations (1) and (2) which were also reported as equations (4) and (5) in (Do et al., 2023a). Similar tensile strength values were obtained for the same CTOD values from BS EN 14651 and ASTM C1609. The values of 

Correlation between ASTM C1609 and BS EN 14651 test configurations.
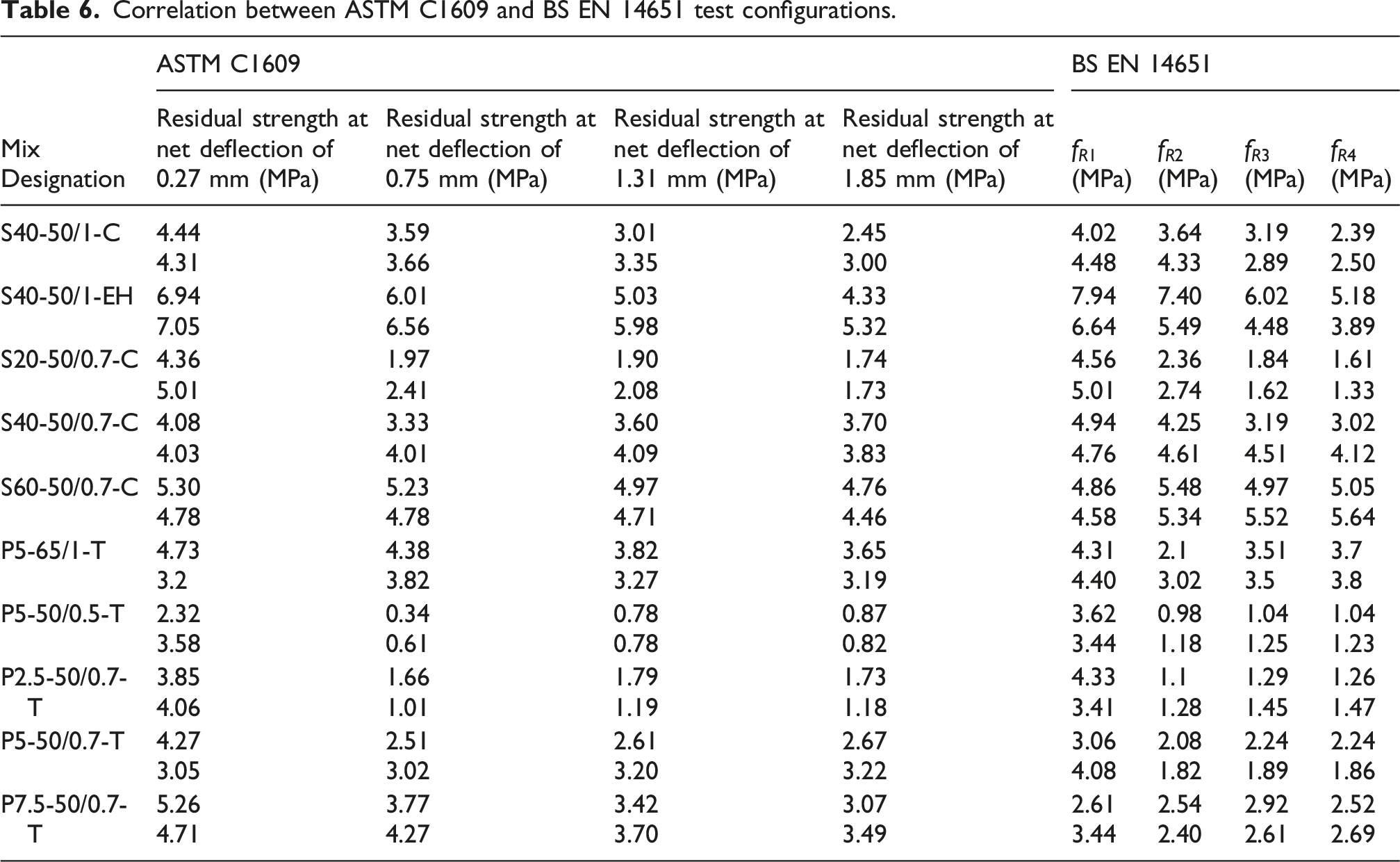

Correlation between ASTM C1609 and BS EN 14651 test configurations.
The difference in correlation behavior between steel and PP FRC mixes can be attributed to the different crack-bridging mechanisms and stress transfer characteristics of the two fiber types. Steel fibers typically provide stronger mechanical anchorage and higher stiffness, which results in more effective stress transfer across crack surfaces and a more stable post-cracking response. In contrast, polypropylene fibers exhibit lower stiffness, which may lead to more localized cracking and a softer post-cracking response. These differences are also reflected in the observed failure modes (Figures 9 and 10) and in the shapes of the load–deflection curves, where steel fiber mixes generally show a more pronounced residual strength and gradual load reduction compared with the PP fiber mixes. These mechanisms contribute to the observed variation in the correlation between the two testing standards.
These findings are in line with the correlation model proposed by Conforti et al. (Conforti et al., 2018), who reported that residual strengths measured under different bending configurations could be reliably related through displacement conversion. In particular, the stronger agreement observed for steel fibers reflects their higher tensile capacity and more effective crack-bridging, which reduces sensitivity to the test setup. PP fibers, on the other hand, exhibited greater scatter between the two methods, consistent with the tendency of the notched 3PLTs (BS EN 14651) to localize a single dominant crack, while the unnotched 4PLTs (ASTM C1609) promotes more distributed stress transfer mechanism. Overall, the results confirm that both standards are strongly correlated, but the degree of agreement depends on fiber type, with steel fibers showing nearly one-to-one correspondence between the two methods.
Several recent experimental studies have adopted CTOD-based displacement conversions to compare residual tensile strengths obtained from three-point and four-point loading tests. Using Conforti et al. (Conforti et al., 2018)conversion produces a common crack-opening measure that enables direct comparison of BS EN-14651 and ASTM C1609 outcomes. Carrillo et al. (Carrillo et al., 2021) applied this approach to SFRC beams and observed that 3PLTs residuals tend to be higher than 4PLTs residuals for high-strength, hooked-end fibers, although overall trends remain comparable. Yun et al. (Yun et al., 2023b) and other comparative studies likewise reported strong linear correlations between the two test methods after converting displacements to CTOD, while noting systematic differences that depend on fiber type, matrix strength and fiber geometry. More recently, Lochan (Lochan and Polak, 2024) showed that, when appropriate normalization is used, differences between 3PLTs and 4PLTs residual/tensile measures are generally small (on the order of a few percent to 10%), supporting the use of either test for comparative assessments provided conversion is applied. Overall, these studies confirm that CTOD-based conversions (Conforti-style) are a robust way to put BS EN-14651 and ASTM C1609 results on a common basis and to interpret apparent offsets in residual strength between the two standards.
FRC ground supported slab
Design theory
Concrete ground supported slabs are widely used in industrial floors, pavements, and storage facilities, where they must sustain heavy wheel loads, point loads, and environmental actions. The design of such slabs is strongly influenced by their flexural capacity, which governs both ultimate load resistance and crack control. The incorporation of fibers into concrete has proven particularly beneficial for ground supported slabs, as fibers enhance post-cracking behavior, improve toughness, and reduce the required slab thickness while maintaining serviceability and durability.
Slab design for flexure at the ultimate limit state is based on yield line theory, which requires adequate ductility to assume plastic behavior. At the ultimate limit state, the bending moment along the sagging yield line may be assumed to be the full plastic (or residual post-cracking) value. However, a principal requirement in the design of ground - supported slabs is the avoidance of cracks on the upper surface. Hence, at the ultimate limit state the bending moment of the slab along the hogging yield lines is limited to the design cracking moment of the concrete, with the partial safety factors appropriate to the ultimate limit state. Clearly there is a requirement for sufficient rotation capacity of the sagging yield lines so that the hogging moment capacity is mobilized.
In this study, the residual flexural strengths obtained from the experimental program were employed to determine the minimum slab thicknesses according to two different design approaches. The first approach follows the American Concrete Institute (ACI360 R), where the design is based on flexural residual strengths derived from ASTM C1609 four-point loading tests. The second approach follows British practice (Concrete Society Technical Report 34), where slab thicknesses are determined using residual strengths from BS EN 14651 three-point loading tests. The objective is to compare the outcomes of both methods and to evaluate the extent to which different standards influence the design implications of fiber-reinforced ground supported slab.
Design example and comparative analysis
Loading scheme and design assumptions
A concentrated load applied over a small circular area on a large ground-supported concrete slab induces a radial, or “fan-type,” yield line failure mechanism. For collapse to occur, the radial cracks associated with positive bending moments (
Design equations and results according to ACI 360R
The flexural collapse load, Pu, of the ground supported slabs can be determined using the following equations based on yield line theory as recommended in ACI360 R:


The ductility of fiber reinforced concrete, as characterized by its flexural strength ratio, 
For design purposes it is assumed that the limiting criterion is the onset of cracking on the top surface. While fibers increase the ductility, they do not affect the cracking stress, i.e. they do not increase the negative bending moment capacity, Mn, which is therefore given by following equation:
Therefore equations (3), (4) and (5) combined with equation (6) and equation (7), become as follows:




The minimum slab thickness required for the different FRC mixes according to ACI360 R.
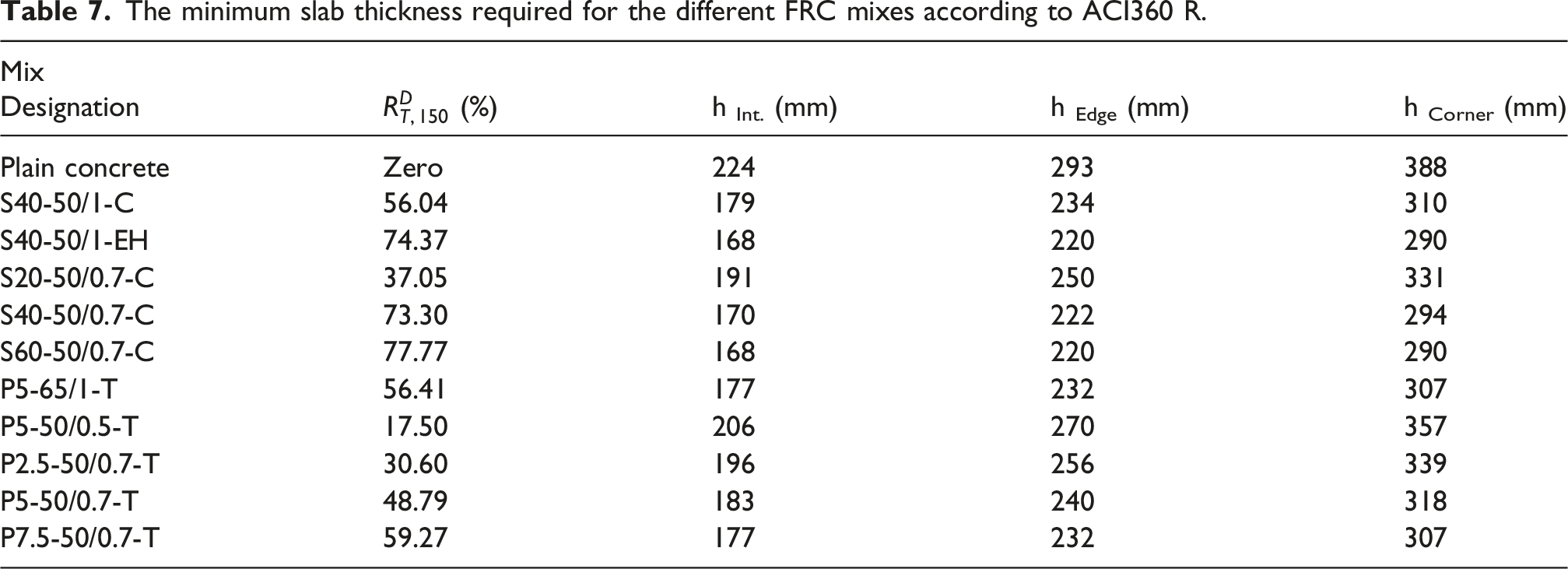
For plain concrete, the required thicknesses were 224 mm, 293 mm, and 388 mm for internal, edge, and corner loads, respectively, confirming that corner loading represents the most critical case.
For the steel fiber mixes, substantial reductions in slab thickness were observed compared with plain concrete. Slab thicknesses fell in the range of 168–191 mm for internal loads, 220–250 mm for edge loads, and 290–331 mm for corner loads. For the PP fiber mixes, slab thicknesses fell in the range of 177–206 mm for internal loads, 232–270 mm for edge loads, and 307–357 mm for corner loads.
Overall, the results show that both steel and PP fibers can be used effectively to reduce slab thickness requirements compared with plain concrete. However, fiber type and geometry play a decisive role: while hooked-end and high-aspect-ratio steel fibers yielded the lowest slab thicknesses, certain PP mixes (particularly P5-65/1-T and P7.5-50/0.7-T) performed equally well, demonstrating that optimized synthetic fibers can provide design efficiencies comparable to steel fibers.
Design equations and results according to TR34
The flexural collapse load, Pu, of the ground supported slabs can be determined using the following equations based on yield line theory as recommended in TR34:


The ductility of fiber reinforced concrete, as characterized by its residual flexural strength, is used to calculate the residual positive bending moment capacity Mp. This is given by following equation:


For design purposes it is assumed that the limiting criterion is the onset of cracking on the top surface. While fibers increase the ductility, they do not affect the cracking stress, i.e. they do not increase the negative bending moment capacity, Mn, which is therefore given by following equation:

Therefore equations (13), (14) and (15) combined with equations (16) and equations (19), become as follows:

The minimum slab thickness required for the different FRC according to TR34.
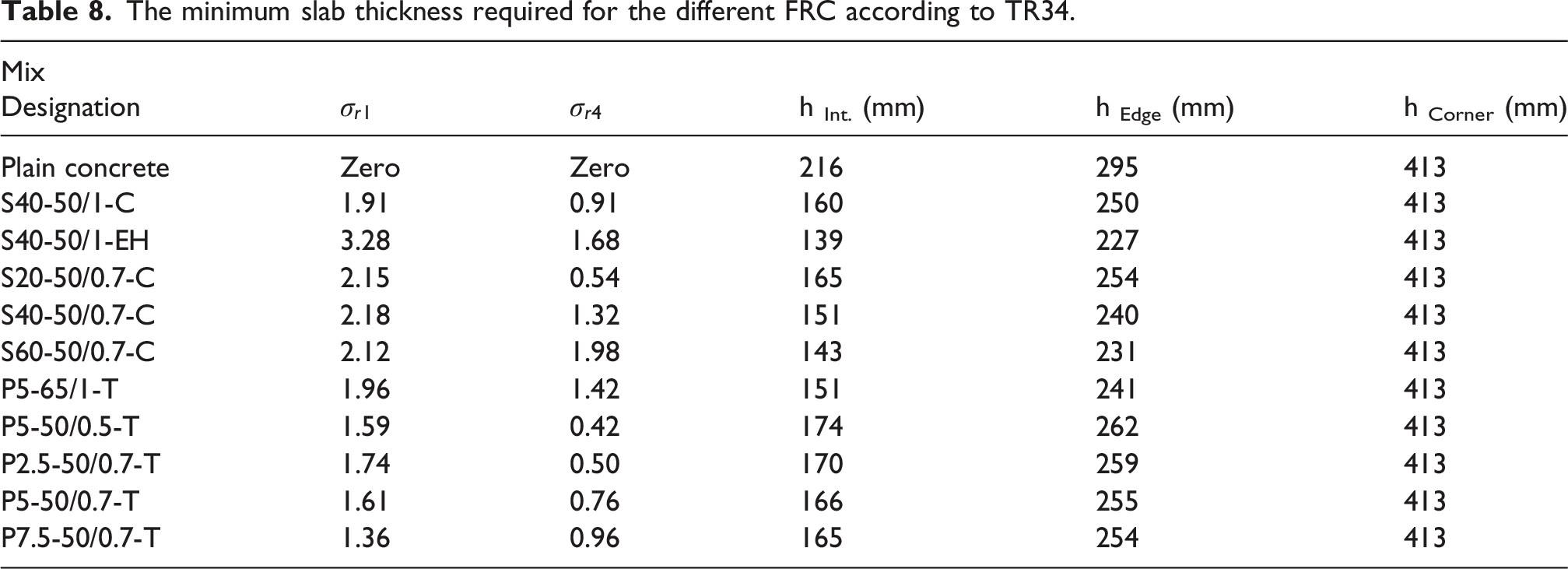
For plain concrete, the required thicknesses were 216 mm, 295 mm, and 413 mm for internal, edge, and corner loads, respectively. Similar to the ACI method, corner loading governed the design; however, in the TR34 procedure, the contribution of fibers is not considered in corner loading calculations, and therefore all FRC mixes resulted in the same thickness of 413 mm for this case.
For the steel fiber mixes, substantial reductions in slab thickness were observed compared with plain concrete. Slab thicknesses fell in the range of 139-165 mm for internal loads, 227-254 mm for edge loads, and 431 mm for corner loads. For the PP fiber mixes, slab thicknesses fell in the range of 151-174 mm for internal loads, 241-262 mm for edge loads, and 413 mm for corner loads.
Overall, the TR34 method confirms that fibers significantly reduce slab thickness under internal and edge loading conditions. However, for corner loading, the method does not account for fiber contribution, resulting in identical slab thicknesses for both plain concrete and FRC. This assumption reflects a conservative design approach but may underestimate the beneficial role of fibers in the most critical loading scenario. This observation is not fully consistent with the experimental findings of the present study, which demonstrated significant post-cracking strength and enhanced energy absorption capacity for the investigated FRC mixes. In contrast, the ACI 360R method allows fiber contribution to be considered in corner loading, leading to more differentiated slab thickness predictions. Therefore, the results of this study suggest that incorporating fiber contribution under corner loading in future design provisions could improve the accuracy of FRC slab design.
Comparative analysis of ground-supported slab thicknesses (ACI360 vs TR34)
Figure 19 presents a comparison of the minimum slab thicknesses determined using the ACI360 R and TR34 approaches. Although the absolute values differ between the two methods, the overall trends are consistent. In both approaches, the inclusion of fibers significantly reduced the slab thickness compared with plain concrete, and the relative influence of fiber type, shape, and dosage followed the same order. Comparative Analysis of Ground-Supported Slab Thicknesses (ACI 360R vs TR34).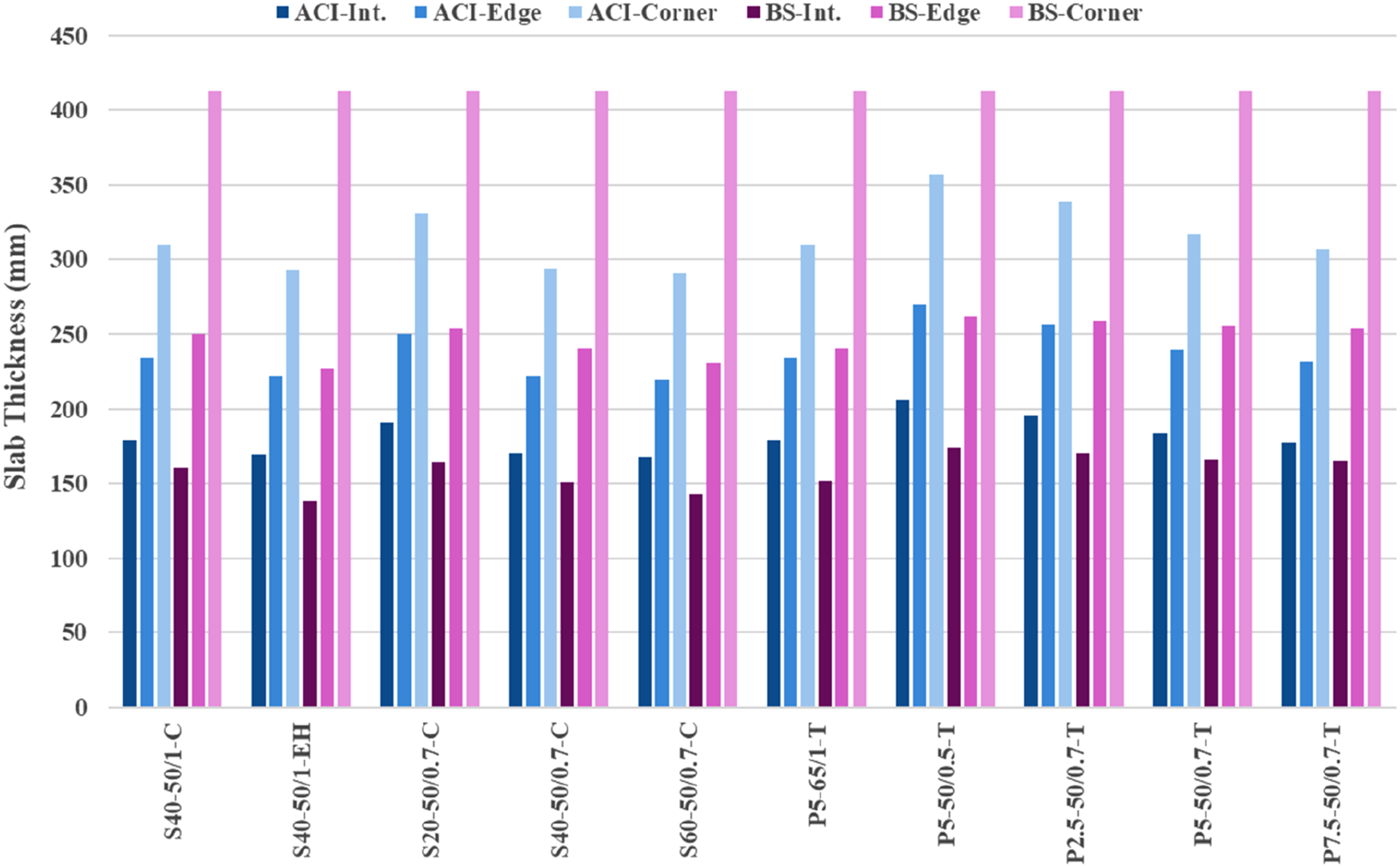
For internal loading cases, the ACI approach generally predicted higher thicknesses than the BS method. This difference can be attributed to the way residual strength is incorporated in ACI360 R, where the ASTM residual flexural strength values (
For corner loading cases, the two methods converge, yielding different slab thicknesses regardless of the fiber type or dosage. This outcome reflects a fundamental limitation of TR34, where the contribution of fibers is not considered in corner loading design. Consequently, the TR34 approach defaults to the plain concrete requirement in this case, whereas the ACI360 R procedure still incorporates the beneficial effect of fibers.
Despite differences in magnitude, both approaches confirmed that fiber addition enhances slab performance. The hooked-end and high-aspect-ratio steel fibers consistently produced the lowest thicknesses, while optimized PP fibers (particularly P5-65/1-T and P7.5-50/0.7-T) achieved slab thickness comparable to steel fiber mixes. The similarity in overall trends between ACI and BS reinforces the reliability of using residual strength results from either standard for design, while the systematic offset between them underlines the importance of specifying the test standard when translating laboratory data into structural applications.
It should be noted that punching shear design provisions in widely adopted international standards such as ACI 318 and Eurocode 2 are primarily developed for conventional reinforced concrete systems. These provisions generally do not explicitly account for the contribution of discrete fibers to post-cracking tensile resistance and shear transfer mechanisms. As a result, the application of these design formulations to fiber-reinforced concrete slabs may lead to conservative predictions or may not fully capture the enhanced ductility and residual strength provided by fibers. Consequently, several recent studies (Awad et al., 2024; Montaser et al., 2025; Oukaili et al., 2024; Yan et al., 2024) have highlighted the need for improved design approaches that better incorporate the mechanical contribution of fibers in slab systems.
Conculsions
Based on experimental investigation and subsequent slab design analysis, the following conclusions can be drawn: • The incorporation of fibers had a limited influence on compressive strength. On average, SFRC mixtures exhibited approximately 10% higher compressive strength than PFRC mixtures, while variations in fiber dosage and aspect ratio had minimal influence within the same fiber category. These results confirm that the primary contribution of fibers lies in enhancing post-cracking behavior rather than increasing compressive capacity. • Hooked-end steel fibers exhibit superior residual strength and toughness compared to corrugated fibers due to their stronger mechanical anchorage and pull-out resistance. While, the performance of polypropylene (PP) fibers is primarily governed by fiber length and tensile strength, where longer and stronger fibers improve crack-bridging capacity and energy absorption. Increasing fiber dosage enhances residual strength and toughness for both fiber types; however, the efficiency of additional fibers diminishes at higher contents (beyond 40 kg/m3 for steel fibers and 5.0 kg/m3 for PP fibers), where potential reductions in workability and fiber dispersion may limit further improvements. These findings highlight the importance of optimizing fiber geometry and dosage to achieve enhanced post-cracking behavior while maintaining practical constructability. • At comparable mid-range dosages, high-performance polypropylene (PP) fibers can achieve residual strength and toughness levels approaching those of steel fibers, with toughness values in some cases matching or exceeding certain steel configurations. While hooked-end steel fibers remain more suitable for applications requiring maximum post-cracking load capacity, PP fibers offer a viable alternative by providing adequate mechanical performance together with practical advantages such as corrosion resistance, lower density, and safer handling and mixing. • Correlation model proposed by Conforti et al. (Conforti et al., 2018) confirmed a strong correlation between BS EN 14651 and ASTM C1609 residual strength measurements, consistent with previously proposed displacement-based conversion models. Steel fibers exhibit near one-to-one agreement between the two methods due to their superior tensile capacity and stable crack-bridging behavior, whereas PP fibers show slightly higher variability as a result of differing crack localization and stress transfer mechanisms. These findings indicate that while both standards are compatible, the level of agreement is dependent on fiber type. • The slab design comparison using ACI360 R and TR34 demonstrates consistent trends despite differences in predicted thickness values. Both approaches confirm that fiber reinforcement significantly reduces slab thickness relative to plain concrete and that the influence of fiber type, geometry, and dosage follows the same ranking. While ACI360 R generally predicts higher thickness for internal loading and lower values for edge loading, both methods converge for corner loading, where TR34 neglects fiber contribution. Overall, hooked-end and high-aspect-ratio steel fibers yield the greatest thickness reduction, while optimized PP fibers achieve comparable performance.
The findings of this study provide practical guidance for the structural application of FRC in ground-supported slabs. The experimental results and the adopted correlation approach allow engineers to relate flexural test results obtained from different testing standards to design parameters used in slab thickness calculations. This facilitates the practical implementation of FRC in structural slab design and supports the selection of appropriate fiber types and dosages to achieve the desired structural performance.
Further research
Based on the findings of this study, several directions for future research are recommended: • Investigate the influence of different concrete strength classes, fiber geometries, and hybrid fiber systems on the reliability of the Conforti correlation model. • Perform large-scale structural testing of FRC ground-supported slabs to further verify the applicability of residual strength parameters obtained from flexural tests in practical slab design. • Develop refined analytical or numerical models that incorporate experimentally measured residual strengths to improve current slab design approaches. • Investigate the influence of fiber reinforcement on shear transfer mechanisms and punching shear behavior in ground-supported slabs, including both experimental and numerical studies to better quantify the contribution of fibers to shear resistance and improve current design approaches.
Footnotes
Author contributions
All authors contributed to the study conception and design. Material preparation, data collection, and analysis were performed by the authors. All authors read and approved the final manuscript. Karim Mohsen (Corresponding Author). Hazim Al-Talawy (Supervising and Reviewing). Hesham Sokairge (Supervising and Reviewing). Ahmed Farghal (Supervising and Reviewing). Hany Elshafie (Supervising and Reviewing).
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
The data supporting the findings of this study are available from the corresponding author upon reasonable request.