
Abstract
This article applies value stream mapping (VSM) in a distribution warehouse after identifying and categorizing different warehousing wastes. The study suggests solutions for the reduction of each type of waste and employs lead time as the metric to understand the overall effectiveness of the suggested remedies. The distribution warehouse faced severe stock-out situations and high lead time for all deliveries. Current state and future state maps were utilized for mapping the current and revamped system, respectively. While existing studies on lean warehousing have utilized VSM to study a specific type of waste, this study extends it to include all types of warehousing waste, classifies them into seven types and provides a real case study along with evidence for improvement schemes for each category. This research, employing a case study, suggests an integrated lean warehousing method for design and operation of distribution warehouses.
Introduction
Long lead times have been identified to be one of the five main reasons that contribute to poor customer service that has led to loss of $75 billion for different businesses (Forbes, 2018). The article further indicates that CEOs of multinational firms consider quality of customer service as an important metric along with the quality and price of the product. Lean systems allow reduction in lead time and would enhance service quality (Huang et al., 2012). Using the framework of seven types of waste (Hines et al., 1999), this study finds evidence for the impact of a lean system being implemented in a warehouse.
The importance of lead time has been well researched in earlier studies. The time taken to develop a product and deliver it to the customer plays a very significant role in a competitive environment (Stalk & Hout, 1990). For any firm to fulfil the customer orders coming from a specific market segment, it is important to have a warehouse or distribution centre near that locality (Heragu et al., 2005). Low volumes of products have to be delivered to the customer at regular intervals in the shortest of durations from a wide variety of Stock Keeping Units (SKU). This, coupled with the short life cycle of products has made inventory management at the warehouse a need of the hour (Berg & Zijm, 1999).
While existing studies on lean warehousing have utilized VSM to study a specific type of waste (Chen et al., 2011; Garcia et al., 2004; Garza, et al., 2011), this study extends it to include all types of warehousing wastes and classifies them into seven types (Hines et al., 1999). The article provides a case study along with evidence for improvement schemes for each category of waste before measuring their individual contribution towards the overall effectiveness of Key Performance Indicators that were suggested in earlier studies in the context of warehousing and manufacturing, lead time (Garcia et al., 2004; Lee et al., 2017). Different tools have been employed throughout the study, to reduce lead time.
The structure of the article follows the five lean principles as defined by Womack and Jones (1996). The next section provides an introduction to Lean warehousing which is followed by a background to the study. The penultimate section of the study deals with the methodology and mapping the current state followed by segregation of waste. Eventually, before the conclusion and discussion section, the future state map is drawn with the help of improvements made during different stages of the research.
Lean Warehousing
For the successful implementation of lean principles, it is important that all entities, including warehouse, in the supply chain supports lean by practising it (Sharma & Shah, 2015). Lean management reckons that the efficiency of a warehouse relies on its layout, handling of materials and the transport media (Dharmapriya & Kulatunga, 2011). In a warehouse, for it to supplement the lean culture and contribute to the value chain, inventory waste has to be reduced significantly. Hence, lean warehousing has developed as a key concept in the area of lean thinking. For this to materialize, picking orders, verifying them, packing them and shipping them to the customer should be done with minimum wastage (Garza et al., 2011). Although lean principles demand lesser dependency on warehouses by manufacturing units, these facilities will have to be relied upon, especially when the lead time to deliver the products to the customer becomes the primary Key Performance Indicator (Dotoli et al., 2013). Also, when the customer demand follows an irregular pattern or when lead time is difficult to predict, warehouses become an inevitable part of the business (Tostar & Karlsson, 2008). Application of lean in the warehouse has a significant impact on the overall improvement of the performance of the organization (Anđelković et al., 2016). The first step towards a lean warehouse is value stream mapping (Garcia et al., 2004).
The Study Context
The study was conducted in one among the six warehouses of a leading Paint Manufacturer in India. The paint manufactured and packaged at three different locations in South India would be transported to a Regional Distribution Center (RDC) and then to warehouses from where the products would be sold to dealers. The warehouse in which the study was conducted had a floor area of 14,500 sq. ft, holding nearly 280 SKUs. The load that arrives from the RDC is unloaded and placed in bays that are allotted for the products.
The company follows four phases for order completion. The operations at the company begin with the sales officers entering the details of the order to the CRM software and then the picklist is printed. Printed picklist is sent to the warehouse with the help of a security staff. Once the picklist reaches the warehouse, the supervisor verifies it. After which, the worker takes it along with a trolley, and picks the products as per the order. The products are placed on the verification bay for the verification process. There are three sets of verification starting with the worker himself ensuring that he has taken the products correctly. The supervisor would verify the products and will note down the change, if any. Then the products are loaded onto the truck by the workers. Finally, the last verification occurs when the driver reads out the name of the product to the supervisor who confirms that everything has been loaded.
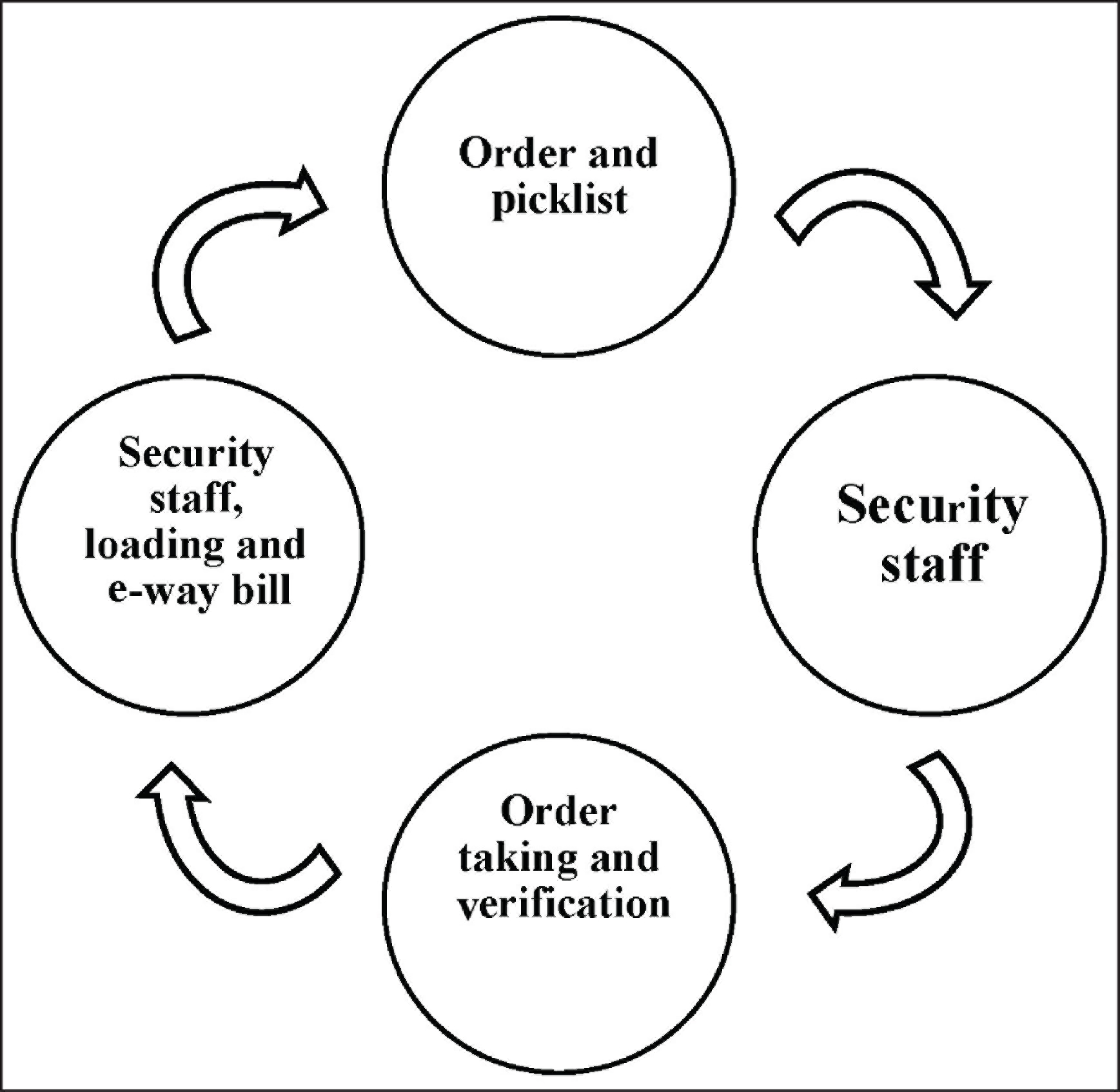
The security would then take the picklist that has been verified and takes it to the office, from where it is converted to an E-way bill. Simultaneously, the warehouse manager would print the gate pass. Once both of them are generated, the driver is allowed to take the vehicle from the company.
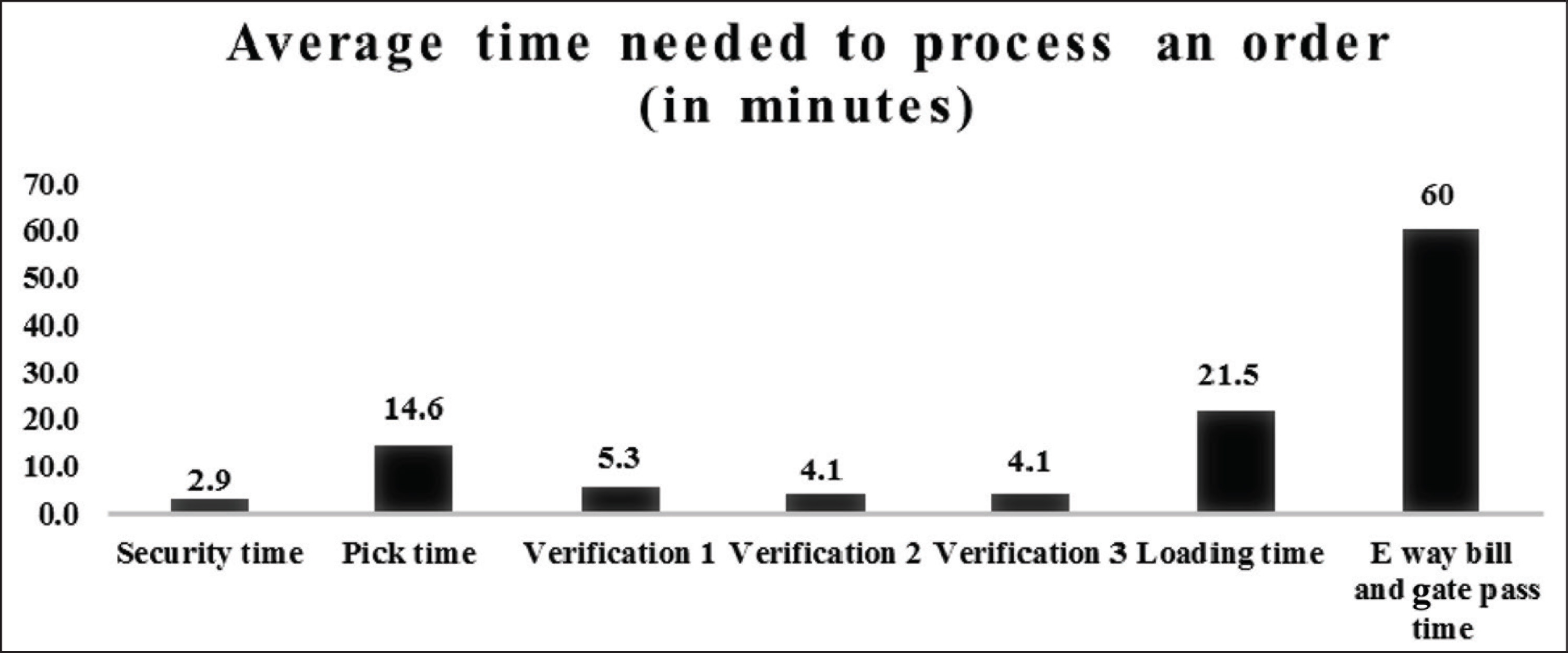
All the four phases (see Figure 1) in the system were closely monitored and analysed to understand the time taken to complete each phase (see Figure 2).
Methodology/Data Collection
The methodology that has been used in this study is built on the structure that was employed for removing waste in a similar study in manufacturing industry (Dong et al., 2017). Since the lead time is subjective to each organization, this study uses primary data sources. It includes unstructured qualitative interviews to gather information regarding the operation of warehouse and data gathered through observation. Interviews were conducted three times a day in order to capture the difference in customer demand during different times of the day. Also, time taken for each activity was calculated through a pilot study. Primary research was conducted to identify non-value adding activities or wastes existing in the system and to categorize them. Sales and service level data was obtained in order to understand the details of the SKUs sold and to study the severity of stock-out situation in the existing system. Additional data that was collected from the organization to conduct an analysis on the issues that existed in the warehouse includes sales data of the previous financial year, stock-out data, prescribed safety stock for each product as mandated by the company and service level data.
The Process of VSM
Identification of Value
In the context of warehousing, value has been defined as the dealer’s ability to have access to the right products at the right time (Nabhani & Shokri, 2009). Warehouses do not attach any additional value to the goods, but only to consumers by offering it at the perfect quantity and quality within the stipulated time (Tostar & Karlsson, 2008). Other steps that do not contribute to a faster delivery are merely processes that can be termed as non-value adding activities. Nevertheless, while some non-value adding activities are required for operations (Hines & Rich, 1997), there are some that do not add any value to the system. Therefore, the objective is to eliminate the activities of non-value addition and to enhance the essential non-value adding processes (Tostar & Karlsson, 2008). Hence, it is possible to reduce the delivery lead time, time taken for picking orders and material handling time and hence an optimized flow and velocity within the warehouse is obtained (Garcia et al., 2004).
Mapping the Value Stream
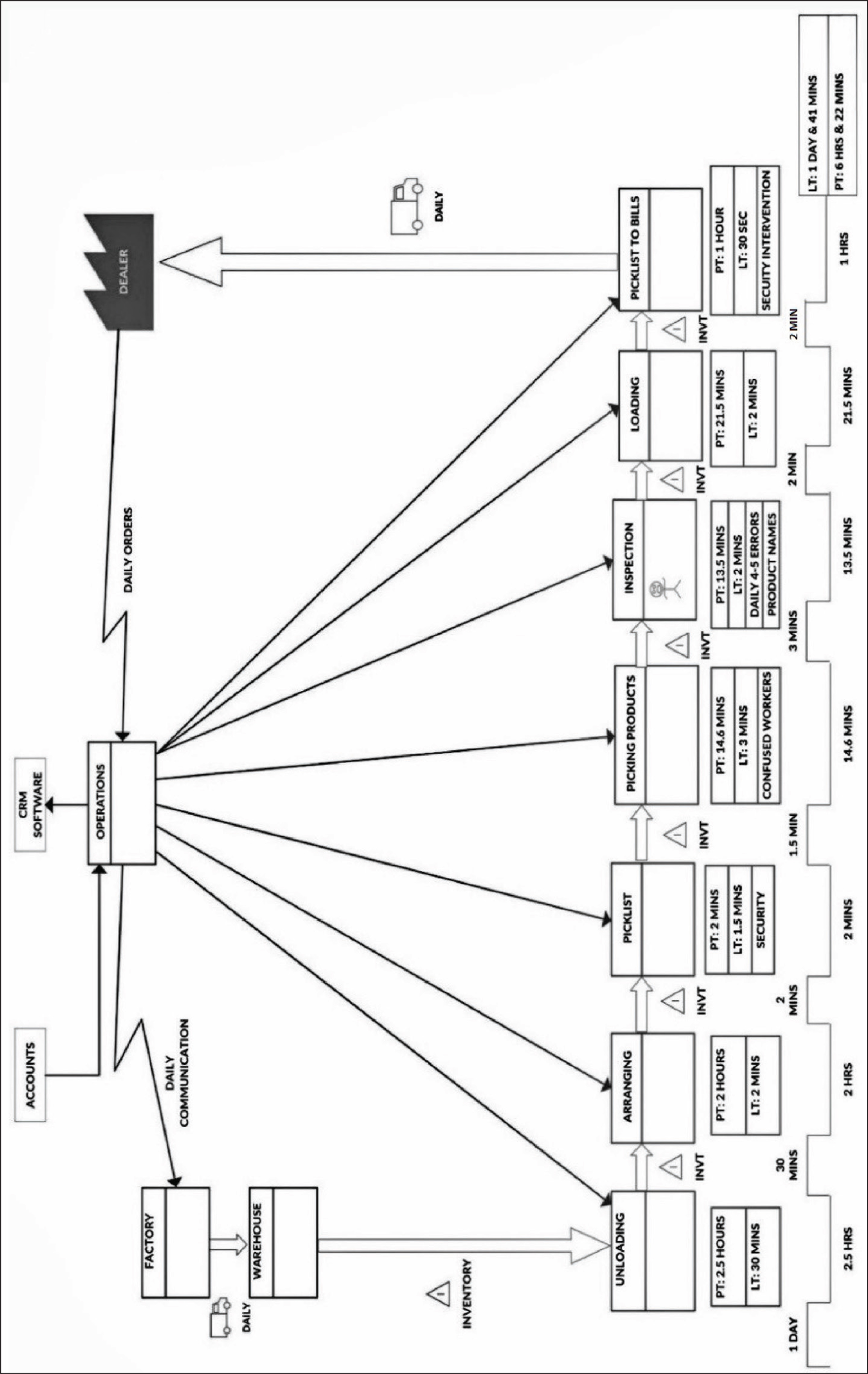
The current state map (CSM) of all the activities that happen in the company is shown in Figure 3. CSM encompasses all the activities from receiving an order to dispatching the order from the company (Lee et al., 2017). First, there is no electronic communication between the Operations team, Accounts and the CRM system (not integrated). Hence, the organization must depend on a security guard to transfer information and picklist from the office to the warehouse. From the data collected, it was understood that the guard takes approximately 2.9 min to transfer the picklist from the office to the warehouse and vice-versa. Second, the current system does not practice visual inspection while arranging the products sent from the factory. Hence, the products are not arranged in their allotted bays and the labourer who picks the order has to spend a considerable amount of time searching for the items. Also, time is lost during verification because it is done manually and involves three rounds. Moreover, even after three rounds of verification, 4–5 errors happen on a daily basis. This is because, verification is done using product names. Since most of the product names in this industry are similar, errors happen frequently.
Identification, Classification and Evaluation of Waste
Waste or non-value adding activities in a process can be classified into seven types (Hines et al., 1999; Ohno, 1988). They are as follows:
Overproduction Waiting Transportation Inappropriate processing Unnecessary inventory Unnecessary motions Defects
The following section elaborates on the seven types of waste that have been identified within the warehouse.
Overproduction
Receiving unwanted goods leads to excess stock which ultimately impacts the lead time (Hines & Rich, 1997). Items that were not in demand were stocked in huge quantities and more of that product was shipped from the factory before they could be sold. This led to excess quantity of certain products which resulted in high inventory costs and non-availability of space for stocking more saleable items. The time required to arrange and handle these excess stocks can have a significant impact on the lead time.
This crisis can be solved through a bar code scanner (BCS) which monitors the inventory levels real-time. A product must be shipped from the factory only when the stock level of a product has neared the safety stock level. This solution ensures that only the required quantity of a specific product is stocked at the warehouse.
Waiting
When time is used in an inefficient manner leading to stoppage of inventory movement or a period of inactivity, waiting waste occurs in the system (Hicks, 2007; Hines & Rich, 1997). A Pareto analysis had revealed that ‘company delayed deliveries’ contributes the most to waiting. This is the deliberate delaying of approval to outstation deliveries which leads to stoppage of goods movement to that dealer. If the order is received late and the transportation team feels that the delivery vehicle will not arrive at the shop before it closes, the warehouse supervisor would put that order aside and proceeds with other orders which are from nearby locations. As a result, the worker does not have a clear idea on which order to process and this often results in him waiting for directions from the supervisor, affecting the quick movement of goods (Rich et al., 1997). The following day, this order has to be processed from the beginning, that is, it has to go through all the stages till it becomes a bill and is eventually dispatched from the warehouse.
The solution to this is that instead of putting the order aside, the team should process it and load the vehicle on that particular day itself. The vehicle can be sent the following day, but all the preliminary works like bill generation should be completed on the day in which order is received. This way, the next day, the driver can arrive early in the morning and start his journey towards the dealer and a smooth flow of activities can be achieved.
Transportation
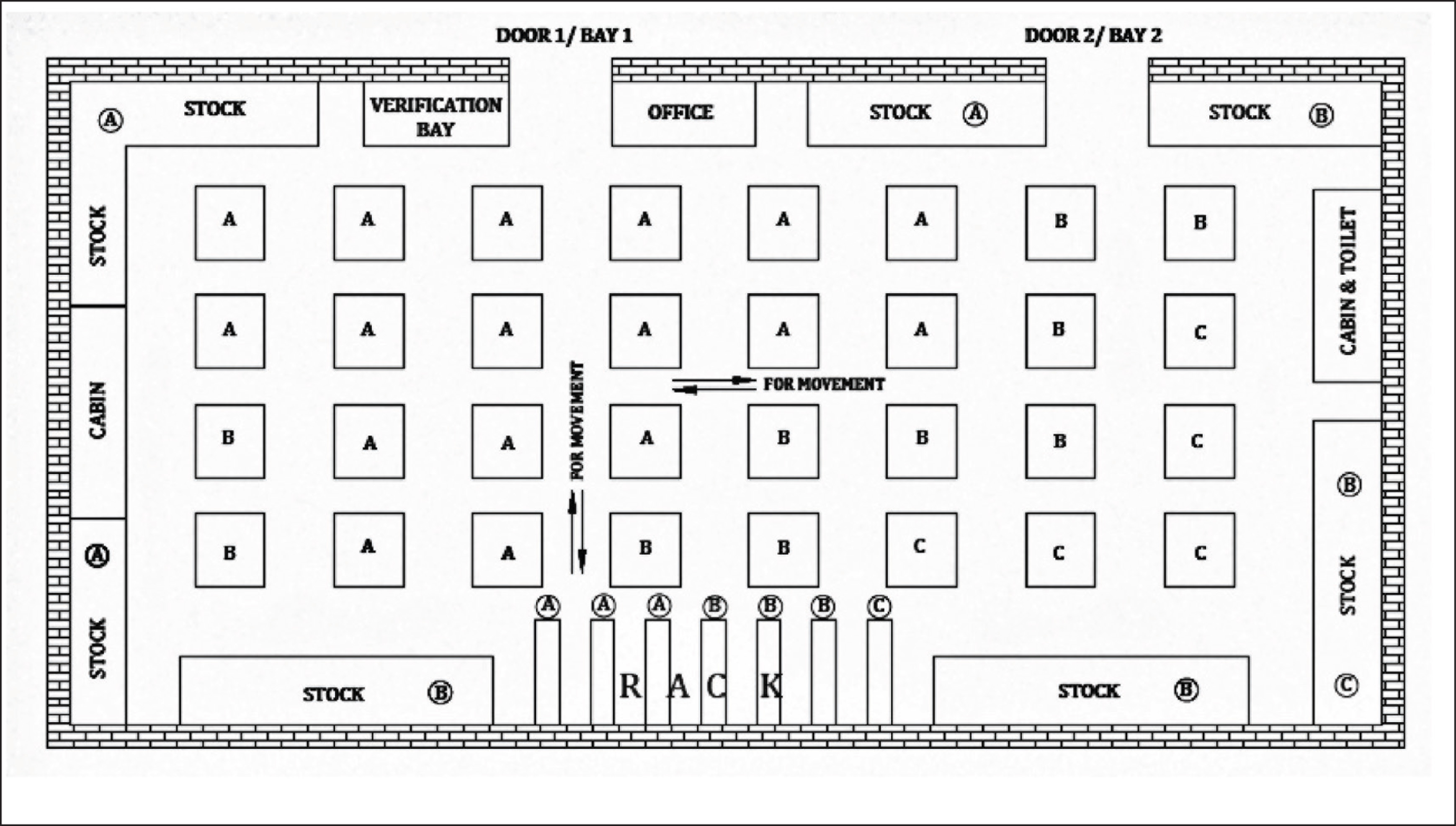
Transport waste happens when the worker has to make excess movement with the goods within the warehouse (Hicks, 2007; Hines & Rich, 1997). Owing to the poor layout of the warehouse, a lot of time is spent searching for the products. An ABC inventory analysis was performed to categorize the products in accordance to their value contribution. The current layout of the warehouse, indicating the location of each category, is depicted through Figure 4. It can be seen that A and B items, although in high demand, are not placed near the shipping bay.
In addition, there is no visual indicators for locating the products which make the worker travel long and excessive distances to find the items. Order taking contributes nearly 55 per cent to the overall warehouse operating cost and hence any delay in it can ultimately lead to not just high operating expenses but also in a lower service level than desired (de Koster et al., 2007).
The proposed layout for the warehouse is given in Figure 5. ‘A’ category items should be placed near the shipping bay, followed by B category and finally C category items. This will reduce the time to taken to pick the products by eliminating unnecessary motion involved in searching for the products (Tostar & Karlsson, 2008). Moreover, these are items with high inventory turnover and their inventory levels must be precisely monitored and controlled. This is because, since these products have a very high usage rate among the customers, dealers would be dissatisfied if the company fails to provide them (Tanwari et al., 2000). Other items that are not in demand can be managed with comparatively lesser control and accuracy.
In addition, visual indicators, which give information on the product stocked in a specific bay, should be placed in front of each bay. This, not only ensures that all the products are kept only in their allotted bays during the arranging process but also eliminates the possibility of confusion during picking of products.

Inappropriate Processing
Inappropriate processing is a state where complicated solutions are implemented for performing simple tasks (Hines & Rich, 1997). Due to the absence of an automatic verification system, verification happens manually at the warehouse. The three rounds of approvals result in excessive processing of the order making it a complex process. From the study, it was understood that 13.5 min was the time taken to verify an order.
This intricacy can be eliminated through a BCS. A BCS is superior to visual controls not just in inspecting correctly but it also helps in reducing the inspection time (Wang et al., 2016). The scanner should be configured to identify differences between the barcode on the product and the code on the orders given by the dealer. Processing of order must not happen if there is any disparity between both the codes. Hence, the time required for verifying the order can be reduced from 13.5 min to a few seconds.
Unnecessary Inventory
Unnecessary inventory causes an increase in lead time, inventory storage cost and impinges on the value stream (Hines & Rich, 1997). The two types of unnecessary inventory in the warehouse are overabundance of safety stock and storage of damaged and non-moving items within the warehouse.
An analysis of the warehouse capacity utilization revealed that some items were stocked in large batches. The inventory level of these products was 7–8 times their required safety stock level (see Table 1). This has resulted in poor utilization of available space leading to frequent stock-out of products that are in demand and of more value addition to the organization.
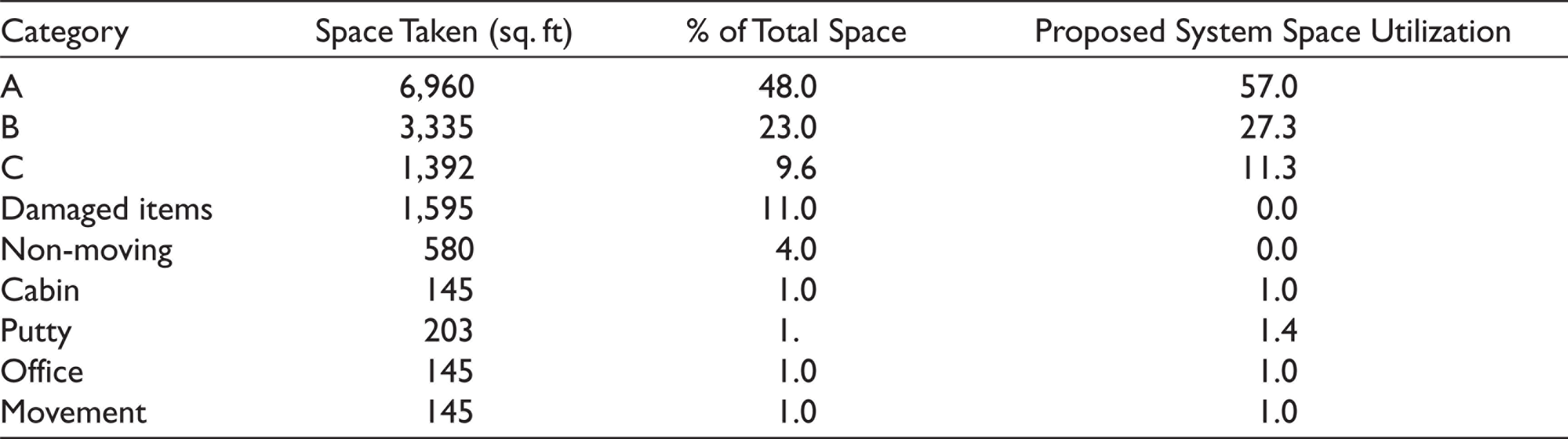
The lost order details of each category of products are given in Table 2. The reason for a very huge amount of orders lost in A and B categories is the lack of space in the warehouse to stock them. Hence, a capacity evaluation was conducted to understand the space utilized by each category in the warehouse (see Table 3). It was seen that 15 per cent of the space is utilized by non-moving items and damaged products, which added no value to the system as these cannot be used to satisfy customer demand (Hicks, 2007).
List of Quantity in Excess

Breakup of Lost Orders in ABC Categories

Solution to this problem is to transfer all the damaged, non-moving and excess items back to the factory or RDC. Therefore, more than 15 per cent of the total available space in the warehouse can be emptied and more A and B category products can be stocked. This, in addition to reducing the number of stock-out conditions reported, can also increase the revenue to the company through additional sales.
Space Utilization by Each Category
Unnecessary Motions
This type of waste happens when the worker makes redundant actions which are avoidable (Hines & Rich, 1997). While picking products from the racks, the labourers often had to stretch and pick products that were placed in the topmost shelves. This is primarily due to inefficient layout of the facility (Hicks, 2007). Products in the rack were not arranged properly and some items under ‘A’ category were placed in the topmost shelves. The new proposed layout eliminates this problem by arranging the items in accordance with their overall value contribution to the system.
Also, in the existing system, there is a manual intervention (security staff) to take the picklist from company’s office to the warehouse. This means that, in addition to the primary responsibility of verifying the E-way bill and gate pass, the security staff also has to transfer the picklist, which creates fatigue. This lack of efficient workflow is mainly attributable to the reason that the CRM software in office and warehouse is not integrated. Once the integration of CRM software happens, it not only enables the company to send the orders via their intranet but can also save on the time taken to send the picklist manually. This integration also enables the system to print the E-way bill as soon as the order is sent to the warehouse. Earlier, the system had to wait for the verification to get completed so that the bill can be printed. The centralized system, on the other hand, ensures that the office has real-time information on all the stock levels and hence can print the bill without consulting with the warehouse.
Defects
Completed and dispatched orders that do not conform to the dealer’s requirement constitutes this type of waste (Hicks, 2007). Human errors happen while picking the products from the shelves. Different variants of products, especially in the paint industry, are very similar in their names. Hence, a worker would find it difficult to differentiate between them. On average, the error rate was 4–5 orders/day. The dealer would not accept these orders and will send it back to the warehouse. The lead time extends until the correct order is delivered to the dealer. This not only impacts the service level of the organization, but also increases the direct transportation expenses.
To prevent this, a scanner should be used to scan the products that have been picked from the warehouse and the bill should be generated only if the products picked matches the order given by the dealer, which is available in the CRM software. Implementation of this solution has improved the lead time success ratio (delivering within the stipulated time) from 67.44 per cent to 76 per cent.

Value Stream Map Data Performance Comparison

Summary of Improvements in Lead Time (in Hours)

Another defect that transpires at the warehouse is forecasting errors. The organization uses naïve forecasting models for estimating the potential sales for the next financial year. However, forecasting has to be made by using a more objective forecasting method. After analysing the previous 3-year sales data, it was understood that the data had both trend and seasonality in it. Hence, Holt–Winter’s forecasting model for forecasting is advised which will give a more precise estimate of the sales figure (Kalekar, 2004).
Future State Map
The future state map summarizing all the aforementioned suggestions is given in Figure 6. To begin with, CRM integration should happen between the warehouse and the company’s office. This way, the orders can be shared through the intranet in the organization, thereby saving time. Second, visual control should be in place during stacking the products after the unloading process. The supervisor should make sure that no product is placed at two different locations. This in turn can reduce the time lost due to confusion among the labourers. Third, sign boards should be placed so that the workers can easily see where to place the product or from where the items can be fetched. Fourth, inspection should be automated using BCS. This can not only save a lot of time, but can also eliminate the errors that exist during the verification stage. Finally, the newly proposed system significantly reduces the waiting time of drivers since the E-way bill generation now happens in parallel to order processing.
The result of the study was that the lead time for outstation deliveries alone was reduced by 3.2 h and that for all deliveries was reduced by 58.5 h. The value stream map data performance comparison has been tabulated in Table 4. Also, a summary of all the improvements in lead time contributed by each solution has been summarized in Table 5.
Discussion and Conclusion
To conclude, this study gives an overview of different types of waste found in a warehouse. VSM has been used as an effective tool in either eliminating or reducing waste (Garcia et al., 2004). Any forms of waste in terms of time should be reduced to the lowest value possible. Automating wherever possible can not only help in reducing the overall lead time of the deliveries and has a real-time monitoring of the inventory level, but also can eliminate the errors in the system. Moreover, efficient management of inventory organization at the distribution facility could help in reduction of stock-out situation the company and hence more satisfied dealers. In this rapidly competitive market, strong relationship with the customer, established and maintained through timely delivery, can make a huge difference (Stalk & Hout, 1990).
This study could be used as a guideline or benchmark for the effective and optimized working of a warehouse. Through implementing lean concepts, there was a significant reduction in the number of stock-out conditions reported and also an improved dealer satisfaction was observed through reduction in lead time. It also emphasizes the importance of real-time monitoring of inventory levels and underlines the relevance of the best utilization of available space within the warehouse. T--he study helped in identifying the critical issues in the distribution warehouse, evaluating and dissecting them before implementing the proposed response actions to achieve better performance and improvement. Therefore, the suggested warehouse management techniques have optimized the overall performance of the distribution centre.
Footnotes
Declaration of Conflicting Interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors received no financial support for the research, authorship and/or publication of this article.