
Abstract
The small and tiny manufacturing sector in India have missed out on the many technological advancements in the automation solutions being offered in the manufacturing sector due to various impeding factors. The impeding factors include the high initial investment requirement and the high cost of implementation thus rendering the solutions unaffordable. The small and tiny manufacturing sector with its lower potential to tap into the scale economies find themselves constrained to reap the benefits of automation. The lack of technical ongoing support and training contributed by their exorbitance and inaccessibility adds to this impedance and deters the long-term sustenance of the solution. This article attempts to elucidate a remedy that partly resolves these impeding factors by assimilating the merits of an implementation model. The model was tested out in a few projects, one of which is elaborated here. The research methodology adopted is a mix of participatory action research and agile model of implementation. The authors were actively involved as drivers of this automation solution. The article validates and offers a remedy for scenarios where the mentioned factors are relevant. Conclusively, it underlines adherence to an implementation model for the project’s successful implementation and for the sustenance of such implementations.
Keywords
Introduction
Although there have been many technological advancements in the automation solutions offered in the manufacturing sector, the small and tiny sector seems to have missed out on these technological developments due to various impeding factors. The impeding factors for adopting these automation solutions among others include the high initial investment requirement and the high cost of implementation rendering the solution practically unaffordable.
The Ministry of Micro, Small and Medium Enterprises of Government of India categorises manufacturing enterprises in terms of investment in plant and machinery. A manufacturing enterprise is categorised as micro or tiny, if the investment in plant or machinery does not exceed ₹2.5 million and it is categorised under small scale if the investment in plant or machinery is more than ₹2.5 million and does not exceed ₹50 million (Development Commissioner (MSME), Government of India, 2017).
The small and tiny manufacturing sector with such limited investments in plant and machinery has thus a lower potential to tap into the scale economies and find themselves constrained to reap the benefits of automation. The lack of technical ongoing support and proper training contributed by both their exorbitance and also their inaccessibility also adds to the impedance and deters the long-term sustenance of the automation solution.
This article attempts to elucidate a remedy that partly resolves these impeding factors. In seeking such a remedy, the article assimilates and recognises the merits of an earlier implementation model proposed, assesses it and adapts the same in a small and tiny manufacturing sector context. Many factors are essential and are needed to simultaneously work together for a viable implementation solution.
The implementation model proposed was tested out in a few projects, one of which, offering an automation solution in a tiny sector garment manufacturing company in Kochi, Kerala is elaborated herewith in this article. This solution elaborated explicitly tests out an improvement on a previously published work using the proposed implementation model.
The automation solution included implementing a barcoding system that automated the manual process of tracking resources in the garment manufacturing assembly line and integrating the same with the existing system infrastructure available at the company. The effective implementation also required the analysis of the existing system and streamlining of the existing processes using a value stream map analysis. A future value stream map put forward in order to reap the full benefits of the automation solution is still in the process of getting executed. The implemented solution to this point, however, has speeded up the reporting of the status and progress of orders on a real-time basis which was a substantial enhancement on the former process.
This article is structured to highlight initially the theoretical base related to the concepts proposed in this project along with the methodology adopted, followed by a study of the company processes and lastly the application of the same in the implementation. The research methodology adopted was a mix of both participatory action research and agile methodology of implementation. Authors were involved in all the stages of implementation as a change driver for both the educational institution and the tiny sector manufacturing company involved in this project.
Literature Review
Automation
Keeping track of information flow in a process is a vital task that is directly related to the timely completion of a process in a manufacturing set-up. Accurate and timely information on the status of the resources and activities is needed to allow managers to most efficiently evaluate the overall progress and status and to make the best possible decisions about scheduling. It will accordingly facilitate timely availability of resources in sufficiency.
Acharya (2012) mentions the reasons automation is generally called for:
Automation facilitates efficient and detailed information through the use of aids like computers. It ensures speedy recording, processing and presentation of information. Increased volume of work, scarcity of time and the slow manual processes necessitate the introduction of automation. It facilitates better quality work by reducing errors created by manual work. Revolution in office has been brought about by automation because increased volume of work is handled in a better manner with greater accuracy and speed. This thus results in increased output. Automation increases the goodwill and reputation of the firm because it adds to the prestige and status symbol of the enterprise.
Decisions associated with automation are usually concerned with some or all of these economic and social considerations.
The manual method of large-scale hand counting and paper record-keeping to record status makes inventory control and resource management time-consuming and laborious. Hence, to facilitate rapid data collection, many of the tested automated identification system technologies (Rasdorf & Herbert, 1990) can be incorporated. Automated identification systems enable both the initial data collection and the ongoing process of information updating in the databases that can be maintained in connection with such systems.
Emerging from the roots of auto-identification, a wide range of technologies have sprung up such as barcoding, Radio-Frequency Identification (RFID), optical character recognition systems, biometric systems and smart cards (Wyld, 2006).
Of all such technologies in place, accessibility, know-how, suitability and convenience led to the consideration of two of them: RFID and barcoding. The advantages barcoding held against RFID led to the application of barcoding in the current project scenario.
Barcodes play a vital role in almost every product we buy and has become the ‘ubiquitous standard for identifying and tracking products’ (Wyld, 2006, p. 127). Traditional barcoding is coupled with the universal product code (UPC) and every day accounts for billions of scans all over the world.
The project scenario did not call for a technology as sophisticated and expensive as RFID. Moreover, White, Gardiner, Prabhakar and Razak (2007) suggest that RFID is preferable over barcode technology in operational environments where rapid throughput of product is of paramount importance, which in the scenario being discussed here was not the case. Hence, barcoding technology was taken forward for implementation.
However, a prerequisite to implement automation effectively and meaningfully will require analysing the process and minimising the non-value adding activities and waste. This can be attained by realistically developing a future desirable state and comparing it with the present state using a tool called value stream mapping.
Value Stream Mapping
In order to reap the full benefits of automation, a need to identify opportunities to improve the flow in the manufacturing scenario being worked on is necessary. This will call for a value stream mapping of the material and information flows. Value stream mapping will help to considerably and realistically improve flow where opportunities are noted in the current state.
According to Lean Enterprise Institute (2008, p. 110) value stream mapping is
a simple diagram of every step involved in the material and information flows needed to bring a product from order to delivery. Value-stream maps can be drawn for different points in time as away to raise consciousness of opportunities for improvement. A current-state map follows a product’s path from order to delivery to determine the current conditions. A future state map deploys the opportunities for improvement identified in the current-state map to achieve a higher level of performance at some future point.
The benefits of lean manufacturing system of which value stream mapping is a tool are improved productivity, overall wastage reduction, cost reduction, defects reduction and overall quality improvement (Ohno, 1988). Value stream mapping thus helps visualise the entire process and demonstrate links between operations which leads to identifying flow and waste.
Action Research and Agile Model of Implementation
For the development of an automation solution, a particular methodology has to be adopted which would act as a framework to structure, plan and control the process of designing and developing an automation system. The progress that this research article has attained so far can be partly credited to the methodology applied. The methodology adopted is a mix of action research and agile methodology of system implementation.
The term action research has a long history (Lewin, 1948) and has continued to gain credence in management research (Coghlan & Brannick, 2010). Lewin (1948) described action research as an iterative process in which practitioners plan for action, act and then perform reconnaissance. Action-oriented research involves the generation of situation-specific knowledge, not mere application of some pre-existing knowledge (Waring, Johnston, McGrane, Nguyen & Scullion, 2013). Achievement of change, not just knowledge acquisition, as well as a rigorous process of data generation and analysis characterises action research (Clarke, Thorpe, Anderson & Gold, 2006). O’Leary (2005, p. 190) describes action researchers as working on real-world problems at the ‘intersection’ of the production of knowledge and a systematic approach to continuous improvement which she argues is part of management.
In one of the action research iterations, a project to implement a barcoding system in a tiny manufacturing enterprise followed an agile implementation model because of the advantages this offers.
Traditional approaches include waterfall model, V model, incremental model, RAD model, iterative model, spiral model and so on. Although all these models are available, the advantages, adopting the agile model offers, are stated as follows (Grinys, 2012, p. 25):
Agile methodology has an adaptive team that is able to respond to the changing requirements. The team does not have to invest time and effort and finally find that by the time they delivered the product, the requirement of the customer has changed. Face to face, communication and continuous inputs from customer representative leave no space for guesswork. The documentation is crisp and to the point to save time. The result is the high-quality software in the time duration required and having a highly satisfied customer.
In the waterfall model, development teams only have one chance to get each aspect of a project right. In an agile paradigm, every aspect of development and implementation is continually revisited throughout the lifecycle. When a team stops and re-evaluates the direction of a project habitually, the prospect to steer it in the right direction always exists if in case it has moved off-track.
The lightweight agile software development methods evolved in the mid-1990s as a reaction against the heavyweight waterfall-oriented methods, which were characterised by their critics as being heavily regulated, regimented, micromanaged and over-incremental approaches to development. Proponents of lightweight agile methods contend that they are returning to development practices that were present early in the history of software development (Siems, 2015).
The action research methodology adopted in multiple iterations has facilitated the recognition and acknowledgement of an implementation model where the many elements necessary to see such projects through to successful completion and long-term sustenance are enumerated.
Implementation Model
Although there have been many technological advancements in the automation solutions offered in the manufacturing sector, the small and tiny manufacturing sector in India seems to have missed out on these technological developments due to various impeding factors especially in India. The impeding factors for adopting these automation solutions among others include the high initial investment requirement and the high cost of implementation rendering the solution practically unaffordable. The small and tiny manufacturing sector with its lower potential to tap into the benefits of economies of scale finds themselves constrained to reap the benefits of automation. The lack of technical ongoing support and proper training contributed by both their exorbitance and also their inaccessibility also adds to the impedance and deters the long-term sustenance of the automation solution.
In attempting to elucidate a remedy that partly resolves these impeding factors, it is imperative that the many elements necessary for a viable implementation solution are to simultaneously work together to ensure the realisation of its full benefits. In seeking such a solution, the article assimilates and recognises the merits of an implementation model proposed in an educational setting for implementing an open source learning management system. The model stipulating the prerequisites and post-implementation requirements for a successful open source learning management system implementation as proposed by Joy and Nambirajan (2016) is shown in Figure 1.

Explaining LMS Implementation Model Proposed by Joy and Nambirajan (2016)
The implementation model above in Figure 1 was proposed to address the factors such as the high cost of software, high cost of implementation, lack of technical ongoing support and lack of proper training that deters many educational institutions in India from going in for a learning and content management system. The central part of the model explains the features required in a learning and content management system in educational institutions. However, the prerequisites and post-implementation requirements are the elements that ensure the long-term sustenance of such initiatives.
The model highlights the importance of the role of higher educational technical institutions in this. All accredited higher education technical institutions in India are encouraged to venture into endeavours that impact the community nearby (NBA, 2017, pp. 40–41). One of the means that such higher educational institutions could impact the community nearby is by transferring the expertise they gain by offering them on a continuous ongoing basis through a supportive system like an innovation-cumincubation centre in its premises. Higher education technical institutions who offer this supportive system are referred to in the model as the adopter. The innovation-cum-incubation centre can be manned by students who gain valuable work experience in the process of being part of the supportive system. The impeding factor of the high cost of software and systems is addressed by opting for open source systems which the innovation center at the adopter facility has gained expertise in. Using these implementation opportunities for learning for both the students and the guiding faculty of the educational institution circumvents the high costs incurred in the implementation process.
The high cost of installation and implementation is where the role of the staffed incubation centres comes to play. It is obvious that not all are IT experts, and not all of them will learn how to install open source systems or manage the complexities of upgrades and maintenance. However, the adopter who gains expertise in this field can offer the same to the clients. The time and effort for the social side of such implementation was seen as a heavy restraining factor. Training and handholding for a period of up to a year would be necessary for a successful implementation. Again the adopter who commits to the impact they wish to make would find the same not very burdening. Once the clients have established themselves in the activities, the system will sustain itself. Routine reviews and corrective action will be called for by the adopter and if the supportive system is a routine affair, the impact would be effective, thriving and productive.
Besides these post-implementation requirements, certain prerequisites were also necessary, in that implementations were effective in institutions where there was basic technology infrastructure in place, and where the workload of the teachers allowed them time to reflect and plan work that pushes the learning management system to be used.
The above model, however, needs to be adapted slightly to fit the current context.
Adapting the Implementation Model
The proposed model by Joy and Nambirajan (2016) is slightly adapted to fit the current context of automation projects undertaken in small and tiny manufacturing sector enterprises. The majority of the elements and the context described with regard to the implementation model proposed remain the same.
The learning and content management system that forms the central part of the model is to be replaced by the automation solution system. Since the automation solution system may vary in features from project to project, a generalised feature list cannot be enumerated in a model. The customised needs each automation solution systems offer can be implemented using an agile methodology. The automation solution may not be necessarily open source systems, as the needs and objective, each project intends to meet, would be unique and an open source alternative may not fit the need. The automation systems may also use proprietary, but cost-effective software and systems to meet its objective.
Besides these aspects, it was also found that such implementations are effective in companies where an influential change driver or top management interest is present and the basic technology infrastructure required for the system is in place. The change driver element in the model needs to accommodate the need of the involvement of top management in small and tiny sector manufacturing enterprises. This is because in an educational setting, the change driver in the form of a faculty can influence other faculty users, whereas in a small and tiny manufacturing setting, any change from the norm needs the approval of the top management. There needs to be some room in the job design of an administrator to sustain the implemented system with necessary updating.
Incorporating these adaptations, a slightly modified context-specific implementation model is shown in Figure 2.
The implementation model in Figure 2 is designed to address the factors that hinder the implementation of automation solutions in small and tiny sector manufacturing enterprises. The impeding factors are the high initial investment requirement and the high cost of implementation of these solutions, the lack of technical ongoing support and the lack of proper training contributed by both their exorbitance and inaccessibility. This model was tested and validated in an automation project described below and also forms one of the iterations in the action research methodology adopted.
Validating the Implementation Model
Having identified an implementation model, the same needs to be validated for which a project in a tiny sector manufacturing enterprise was undertaken. The implementation model proposed in Figure 2 was tested and validated in a project which is elaborated here in this article. Within the framework of the implementation model shown, the project tested out introduces a simple automation in a tiny sector manufacturing enterprise.

The project required the study of the manufacturing process of a tiny garment manufacturing company in Kochi, India. The project identified opportunities to improve the flow of the current process and reduce non-value adding activities by doing a value stream mapping. This was followed by implementing a barcoding system to automate the recording and reporting process.
The Manufacturing Process
The implementation process required the study of the manufacturing process intended to be automated. The manufacturing process is detailed as follows.
The company produces shirts that are assembled in one of their assembly plants in Kerala, India. The assembly manufacturing operations start everyday by 8.30 Right front Left front Back and shoulder Pocket Sleeves Cuff Collar
Processes in the Assembly Line
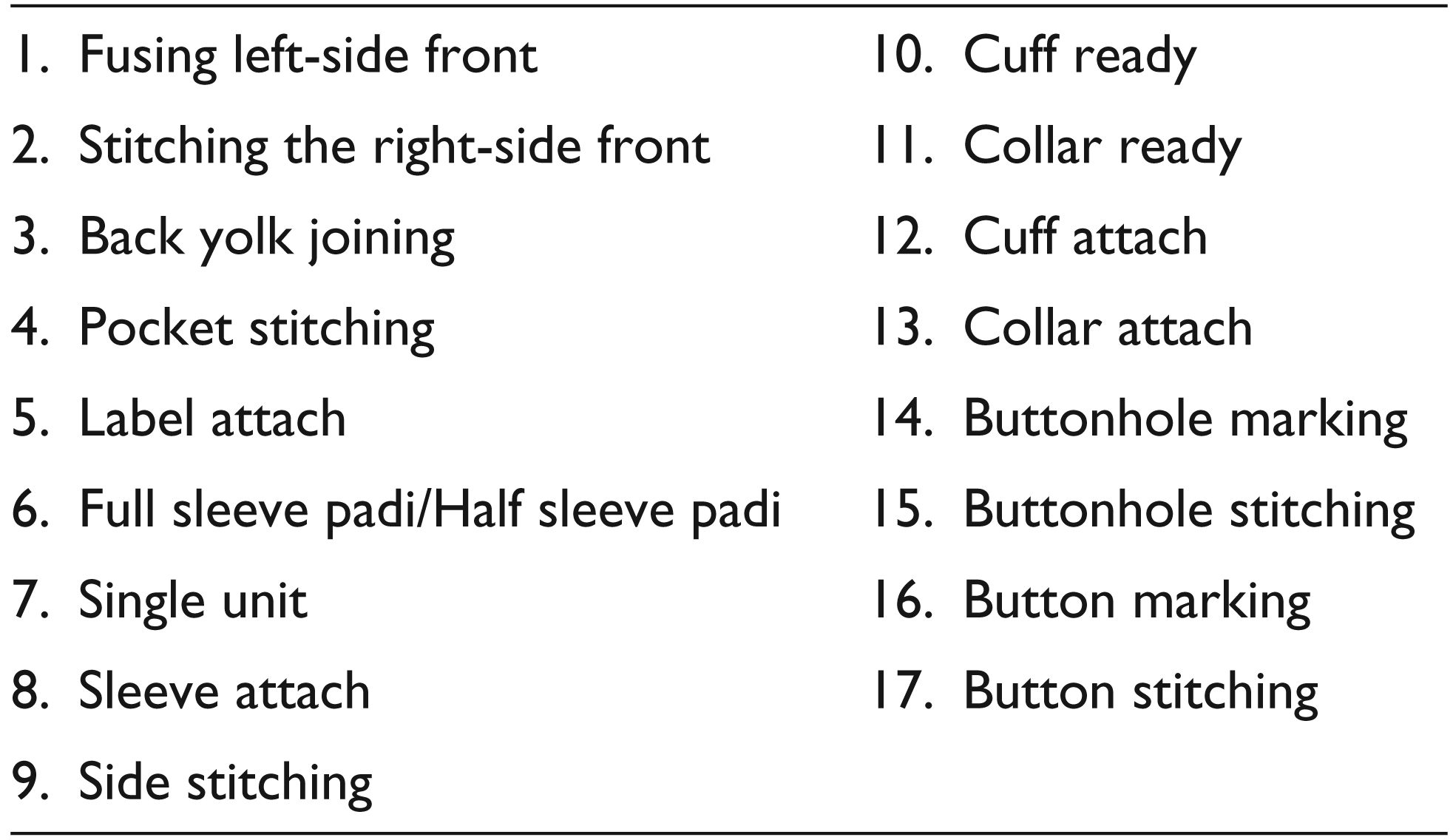
Each of the 17 processes is detailed below:
Fusing left-side front: The left-side sub-bundles are sent to a worker who does a process called ironing and as it reaches the first station the employee stitches the left side. Stitching the right-side front: The worker at this station is given the right-side sub-bundle whose station is placed parallel to the employee in station 1. Back yolk joining: Here an employee stitches two parts—the back piece and the shoulder together. Pocket stitching: There are two things done here. One is stitching the pocket itself and the next is attaching the pocket to the left-side front completed by the previous employee. Label attach: An employee attaches label to the back piece which is joined to the shoulder piece—after which is send for assembly of completed parts. Full sleeve padi/Half sleeve padi: Full and half sleeves are stitched depending on the design and the sub-bundle received. Front attach: The employee doing this operation attaches the two front parts (Left and Right) to the back piece which is ready after label attaching and reached him/her after assembling—after which is send for assembly of completed parts. Sleeve attach: Here sleeves are attached to the single piece received from ‘front attach’. Side stitching: This is done by a single employee for the whole production unit. This is where the shirt becomes one piece. Cuff ready: Cuff for the full sleeves is made here. Collar ready: Collar depending upon the design specification is made at this station. Cuff attach: The cuff readied is attached to the single unit. Collar attach: After the cuff is attached, collar is attached to it. Buttonhole marking: Buttonhole on the left side of the work in process is marked. Buttonhole stitching: The units that had the buttonholes marked move to this stage. Here, the buttonhole is stitched with a special stitching unit. Button marking: After buttonholes are stitched, button positions are marked. Button stitching: Buttons are stitched onto the shirt to finish the long chain of processes to give the final product.
As the bundle moves through the assembly line, bundle details are entered in a register, along with the process that has been administered by each employee in their stations. The details are collected at the end of the month by a data entry operator for further calculations such as the compilation of employee salaries and so on. The company uses piece rate system. Each process has a different payment rate. The pay for each employee depends on the number of different processes done and the quantity of pieces processed.
After the 17 processes, the units go through,
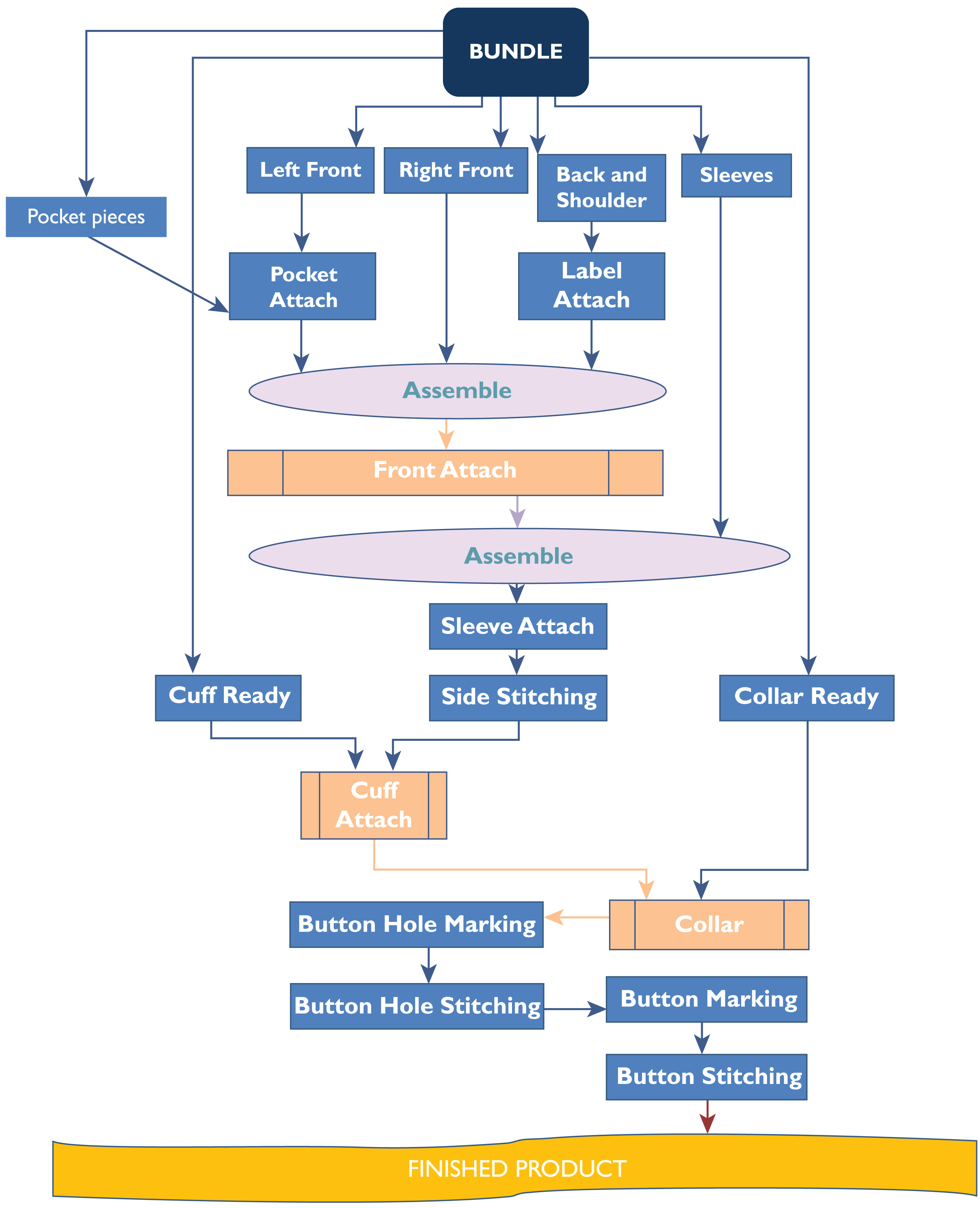
Checking: Here the entire garment is checked to see whether there are loose threads or needle pins present and also checked to see whether any broken pieces are attached to the cloth. Packaging: The checked and corrected units are packed and barcoded before sale. Auditing: This packed bundle is checked for any faults and then the number of the bundle is noted, recorded and checked from the earlier books to make sure that the number of garments is the same from the start to the end process. The assembly line in the plant and the plant layout along with the processes at each station in the plant is depicted in Figure 3.
The study of the processes highlighted the fact that the flow was not optimised and had a lot of wastage and the piling up of a substantial work in process inventory between stations due to this. Absenteeism at stations also affects the flow. One employee might do more than one process depending upon the difficulty and time taken. After cutting, the cutting unit tags each bundle with size and number of pieces and goes to the stitching station. Each employee operates on one single bundle. This means that if an employee does pocket stitching, then he or she will be doing the same for the entire bundle. Since every employee maintains a book where they enter the work details of the bundles and its quantity along with the process, this book becomes the basis for all subsequent salary and other report calculations. Salary is defined in the terms of piece rate. Each process has a different payment rate. So pay rate for each employee varies. For example, an employee who does the pocket stitching process of 50 pieces in a bundle, his rates are calculated for pocket stitching on a piece at the rate of ₹1 per unit and his total amount payable for this process would be ₹1 multiplied by 50 pieces which is ₹50. This computation part is very time-consuming and the errors in recording create confusion that consumes a lot of time and resource to correct. To optimise the flow issue and to automate the recording of the work logs, two procedures were carried out. In order to improve the flow and to analyse the current state, value stream mapping was carried out. The automation of the work log recording was administered by introducing a barcoding system where the data with regard to the bundles, employees and processes are scanned via barcodes to be entered into a database that calculates the salary and performance on a real-time basis.
Value Stream Mapping
An accurate assessment of the current state of the flow of materials and processes in the assembly line is necessary to address the issues that hamper the smooth flow. Developing a current value stream map will be able to highlight the areas for improvement. The obvious pile of work in process WIP inventory between certain stations explicitly highlights the lag in processing and low productivity at some stations.
To develop a current value stream map, a closer analysis of the processes in the manufacturing unit was done. The processing stages were timed and the following are the results obtained (see Table 2).
Time Taken for Each Process
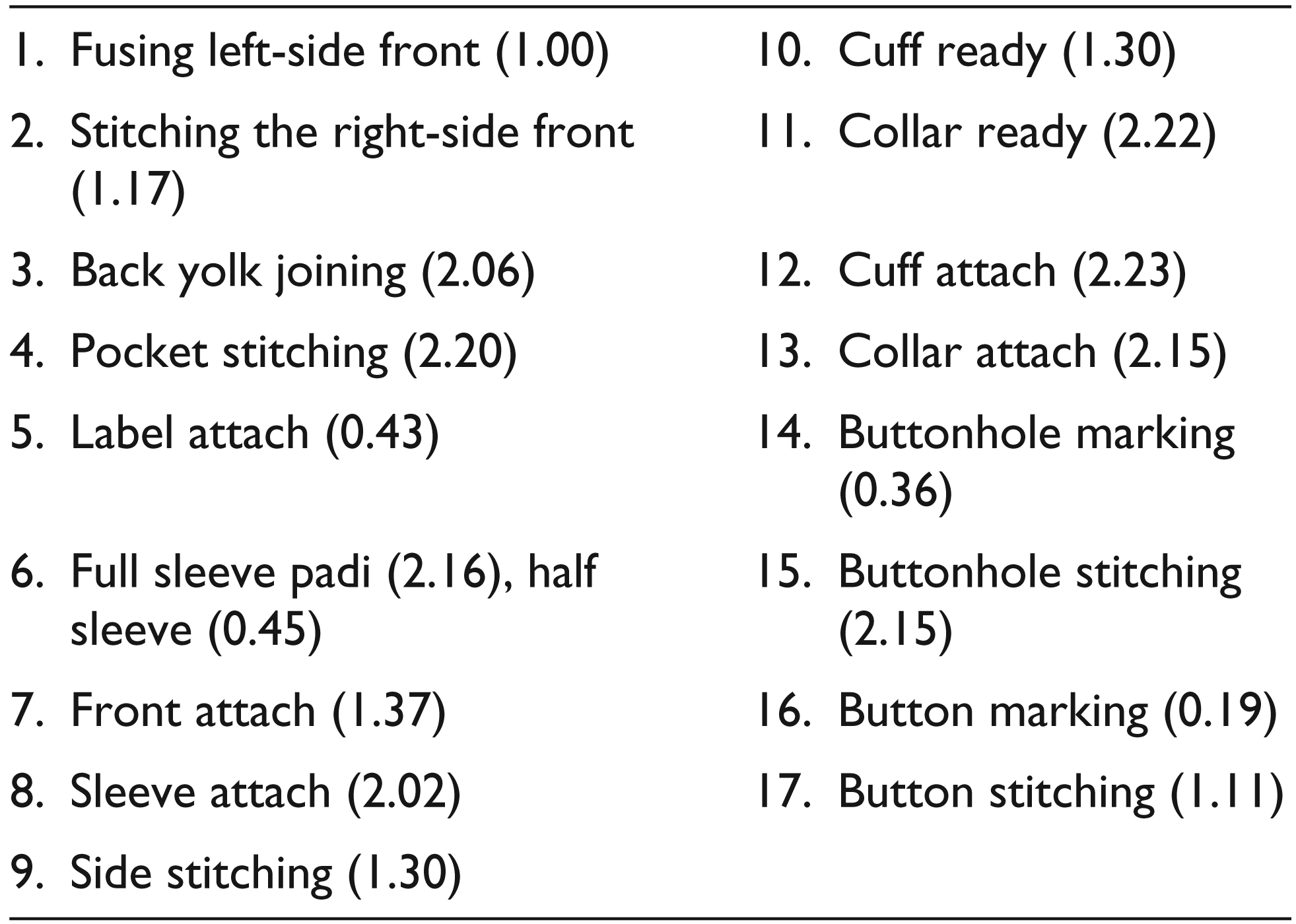
Time taken in minutes for one piece of stitching at the various processes was found to be as follows:
This adds up to 28 minutes. Adding to this is the average time taken for assembly for one piece.
Assembly 1—0.40 minute
Assembly 2—1 minute
This makes the total time of value adding work to be 29 minutes 40 seconds.
Then, there is waiting time for ironing and lag due to unproductive placement of the ironing station. This accumulates into a wait of 3–4 minutes depending on the length of the queue for doing the same operation.
The non-value adding time is aggregated from the time incurred due to the waiting time in the queue due to less number of irons and also due to the time taken to walk to and from the stations of the workers from the assembling station. This process adds waiting time to the existing 29.40 minutes to make it 33.40 minutes. To this, the constant need of thread change (10 seconds), bobbin change (30 seconds) and ironing (12 seconds) is added as the current operations are not done in batches. Also in between, requests for smaller batches and job work lead to time wastage for these minor unavoidable activities. After factoring in these activities, the total taken for all the activities cumulatively was found to be 34.14 minutes.
However, in practice, a bundle which is fed into the system is completed only after 5 days as a set of finished goods. But since the cutting of pieces is a process that is done before feeding into the assembly line, the delay there affects the eventual production lead time. This huge lag is caused by allowing pile up due to absenteeism and because of not insisting on the smooth flow of processes and clearance of orders for each day.
To perform value stream mapping, Takt time can be calculated.
Takt time = Effective working time per shift/Customer requirement per shift
Here, the effective working time is a total of 10 hours
Number of employees = 4 Lunch time/day = 30 minutes Break time/day = 30 minutes Net working time/day for all four employees = 4 × 10 × 60 − (60 × 4) = 2160 minutes Customer requirement per day = 85 pieces/day Takt Time = 2160/85 = 25.4 minutes/piece ≈ 26 minutes/piece Actual production lead time ≈ 8 days 44 minutes Value added time ≈ 29 minutes
An attempt on creating a current value stream map is depicted in Figure 4.
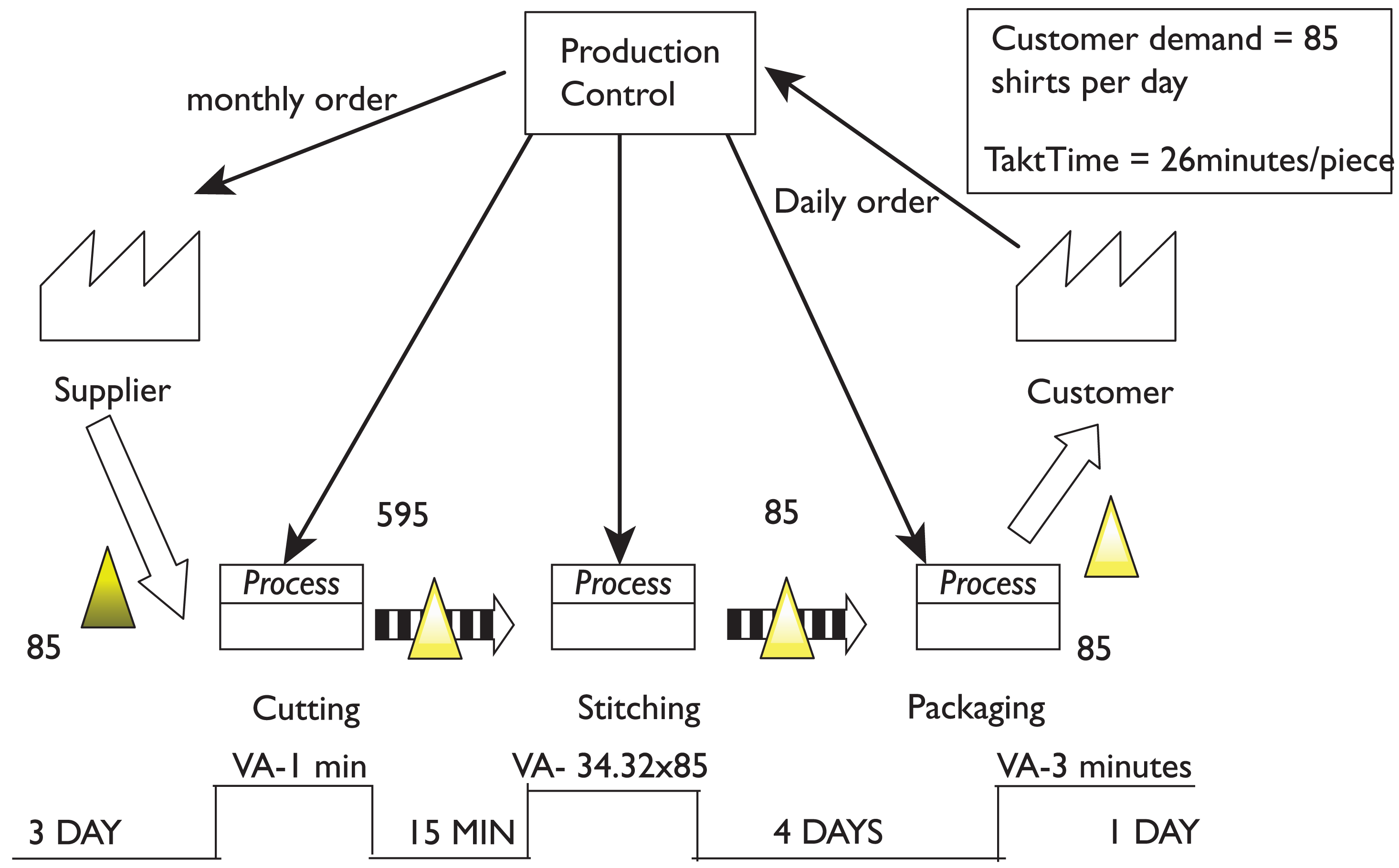
The total production lead time is found to be 8 days and 15 minutes which need to be drastically reduced. This could be done by reducing the work in process inventory and also the time delay between the in-between station processes and placing the cutting unit in the same building as the stitching unit. This can reduce the production lead time substantially and thus improve the efficiency of the whole process. The company will need to address all these issues if their aim is to improve their production cycle and inventory turns.
Currently, a plan has been proposed to streamline the work in such a manner as to focus on the clearance of orders commenced per day rather than allocating the work force on repeated processes that pile up the work in process inventory. This will require workers to be trained in more than one process so as to fill up an absentee station if and when required.
The ideal state in value stream mapping has been attempted in this situation and is shown in Figure 5. The ideal state of processes would be possible when the cutting unit is in the same building as the manufacturing unit and the streamlining of the processes will also help in bringing down the lead time.

Such proposal to work on improvement opportunities was possible because of the expertise of the faculty available in the adopter educational institution connected via the innovation and incubation centre efforts.
Automation using Barcoding System
Having analysed the flow, an effort to automate economically the recoding and reporting process using a barcoding system was attempted. Currently, the work log of each employee is entered in a notebook which is then at the end of each month fed into a database system that calculates the salary and generates other necessary reports.
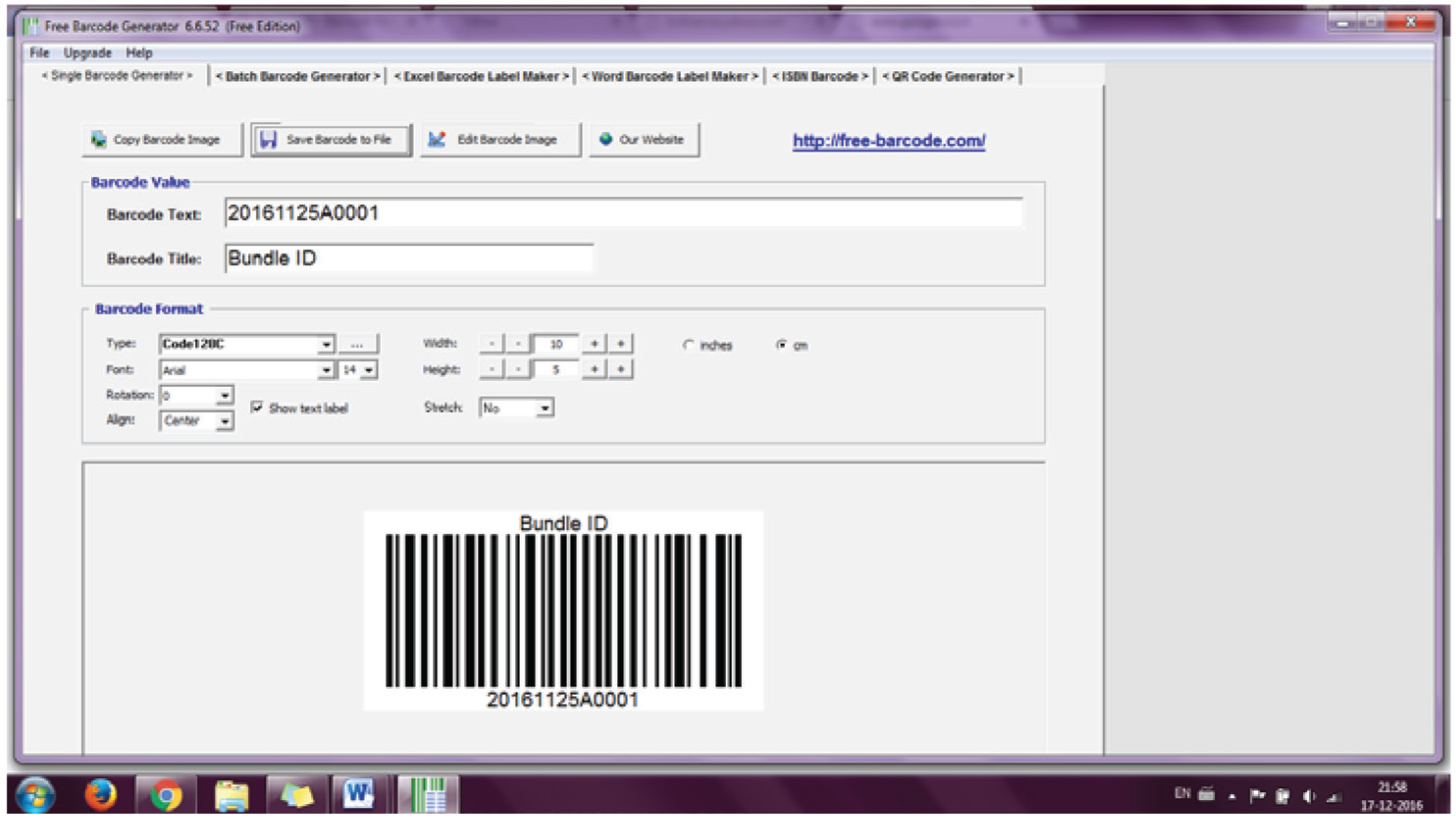
The barcoding system is initially used for the generation of the barcodes using freemium software that has a part that is available for free. The software is called Barcode Generator (EasierSoft Ltd, 2016). Using the software that is available for free or open source systems brings down the initial software and installation costs for implementing automation solutions. The version of the software used is 6.6.52 and can be used to generate barcodes of all symbologies (Dcode, 2016) in single units or in a sequence as a batch as may be the need as shown in Figure 6. The barcode symbology used for this project is the Code128C.
The automation of the recording of work logs of each employee requires the recording of the bundle number handled, the process the particular employee has performed on the bundle pieces and the employee code of the employee. The database has been fed with the details of the bundles prior to their introduction in the assembly line. It also has the details of the employees and the processes for tapping into further details. The barcodes for the work log will require scanning three barcodes as shown in Figure 7.

The barcodes generated are using the Code128C. The employee ID uniquely refers to an employee in the organisation. The process ID refers to the process that is mentioned in the list of 20 processes earlier mentioned. The bundle ID uniquely identifies a bundle. A work log requires the scans of all three of these barcodes using a barcode scanner and the resulting program updates the database with these details on a real-time basis. The reports thus generated represent the live status of the manufacturing process.
The automation solution included implementing a barcoding system that automated the manual process of tracking resources in the garment manufacturing assembly line and integrating the same with the existing system infrastructure available at the company. The effective implementation also required the analysis of the existing system and streamlining of the existing processes using a value stream map analysis. A value stream map put forward in order to reap the full benefits of the automation solution is still in the process of getting executed. The implemented solution, however, has speeded up the reporting of the status and progress of orders on a real-time basis which was a substantial improvement on the manual process. The economic benefit realised in this project under the framework of the implementation model has been immense. Offering an insight into the economic gain realised substantiates the validation of the model. The cost incurred in the whole process by the manufacturing company has been just US$59.95 (EasierSoft Ltd, 2016). The intellectual gain among the students and faculty involved in the project and the access given by the company to them for further study and implementation has been greatly appreciated and treasured. What would have cost the company at least ₹50,000 from a professional consultant and even more for the equipment required for the same was achieved for less than one tenth of the cost. The equipment available in the company and research to use the resources available in the company optimally has been contributory in keeping the costs this low. However, the time taken to implement thus far was indeed greater than what would have been done by professionals.
Although the automation of the work log recording has been mapped for the company, the full benefits of the live status reporting can only take place once the flow of the pieces through the assembly line is optimised for which the improvement opportunities identified in the current value stream map need to be worked on.
There also exists the need to invest in a few more machines to fine tune flow if bottleneck points should have a faster throughput.
The challenge of change management in addressing both the resistance to change from humans and also the habitual change to use new technologies also exists.
Summary and Conclusion
After having validated the model, it was found that the implementation model does connect the expertise and resource availability of educational institutions with the needs of small and tiny manufacturing enterprises via an organised innovation-cum-incubation centre. The innovation-cum-incubation centre facilitates the much-needed industry exposure for the students involved and enhances their expertise in the solution offering under the guidance of faculty. The faculty and staff involved in such endeavours acts as a continual connect of educational institutions with the manufacturing companies. This continual connect augments the expertise and exposure of the involved faculty and staff and thereby they become more and more proficient to offer superior solutions. Moreover, the implementation model enables the long-term sustenance of the implemented project with the support from the innovation-cum-incubation centre in the adopter’s premises. This model can provide the necessary handholding and training to sustain the implemented system. Here is where the refraining factors of high cost of system and implementation, lack of training and lack of support are overcome. The expertise gained by the adopter is translated to such small and tiny sector manufacturing companies via this model in return for hands on learning and expertise building on the part of the faculty and students of the adopter.
Within the framework of an implementation model, a project done to validate the model performed a study of the processes of the manufacturing company identifying opportunities for improvements through value stream mapping. It also automated the work log recording of the employees using a barcoding system. An agile model of implementation was followed in the implementation process and the authors had endeavoured as action researchers to be change agents in the implementation of this project. A parallel implementation strategy is followed currently with regard to the barcoding system and the manual recording both running simultaneously. This will go on for a period until the changes necessary for the flow to be optimised are in place after which the manual system would be phased out.
This article thus validates a remedy proposed in terms of an implementation model in overcoming the impeding factors for automation in small and tiny sector manufacturing companies such as the high initial investment requirement, the high cost of implementation, the lack of technical ongoing support and proper training. It underlines adherence to the implementation model for not only the successful implementation of the undertaken project but also for ensuring the long-term progress and success of the implementation.
Educational institutions can take a cue from the learning depicted in the model to make a difference in the small and tiny sector manufacturing companies where the impeding factors mentioned are relevant.