
Abstract
Composite material extrusion (CME) additive manufacturing technique has great development potential and application advantages in astronautics and aerospace, health care, and industrial design due to its advantages of low cost, high material utilization, and so on. In the green part shaping process, the rheological property parameters of the molten filament are key factors affecting the forming process and quality. However, the corresponding research is still in the beginning stage, and the specific influences and conditions of material formability are still unclear. In this study, three different high-filling-ratio self-made 17-4PH stainless steel powder/polymer composite filaments were studied with material extrusion equipment to analyze their formability conditions. The pressure drop of the molten composite material during the shaping process was then measured by the self-constructed experimental platform, and the results of the relevant rheological properties were analyzed. Subsequently, an analytical rheological model of the molten material was established, and the theoretical analysis on the parameters was performed. Finally, a sensitivity analysis was carried out on the analytical model to investigate the influence of nozzle diameter, building speed, and extrusion temperature on the rheological property of the molten filament material. The results show that the self-made composite filament can be used to fabricate good-quality green samples. The theoretical model was verified to be reliable through the comparison between predictions and measurements (the error range is 7.07−8.1%), and the mechanism of the rheological property was elucidated. The rheological property parameters of the molten material gradually increase with the increasing filling ratio of the metal powder. Within the discussed parameter range (0.4–0.8 mm nozzle diameter, 240–260°C extrusion temperature, and 10–20 mm/s building speed), the nozzle diameter has the most significant effect on the rheological property of the molten material, followed by the building speed, while the effect of extrusion temperature is relatively weak.
Keywords
Introduction
Composite material extrusion (CME) technique1,2 uses metal powder/polymer composite filaments as raw materials to fabricate pure metal products through the shaping-debinding-sintering process. It is widely used in rapid prototyping and specific product processing and is able to theoretically produce structures of arbitrary materials and complex geometries. During the shaping process, the feeding wheel feeds the composite filament into the extrusion liquefier for heating and melting, which travels through a predetermined trajectory and simultaneously extrudes the molten material to a specified position for cooling and solidification. Stacked layer by layer, the shaping process is completed, as shown in Figure 1. If the pressure drop or apparent viscosity of the molten material is too high, it is liable to cause material extrusion (ME) difficulties or even nozzle clogging. If the apparent viscosity is too low, it may be prone to poor product quality or even forming failure. For this reason, the rheological property parameters of the molten material are key factors influencing the forming quality of the green samples, and they need to be systematically studied.
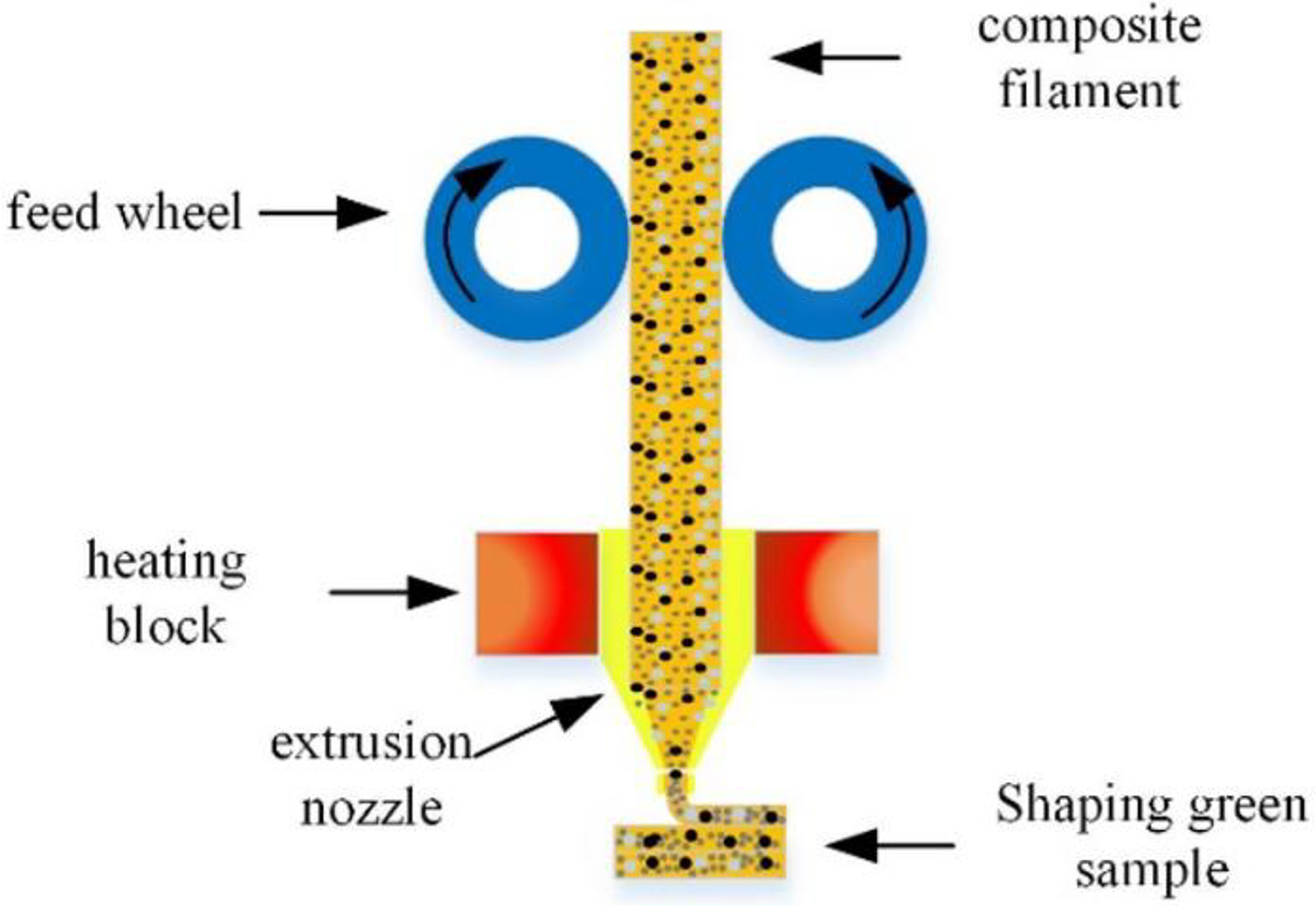
Composite material extrusion green sample shaping process.
In recent years, scholars have conducted a series of studies on the rheological property parameters of CME molten composite filaments. Ren et al. 3 made composite filaments by mixing copper powder with the thermoplastic organic binder, which consisted of paraffin, low-density polyethylene, and stearic acid and analyzed the rheological properties of the filaments. It was found that the molten filaments during the shaping process have a significant shear thinning behavior, which transferred the shear force between the molten filaments and ensured the formability of the filaments at a lower pressure drop. Rahimi and Zamani 4 produced 4605 alloy steel composite filaments with 90% metal powder by weight (90 wt.%). The binder system consisted of paraffin, polypropylene, Brazilian carnauba wax, and stearic acid. The results showed that polypropylene content had a large effect on the viscosity of the molten composite filament. Increasing the content of stearic acid and paraffin wax could reduce the viscosity. Ismael et al. 5 mixed high-filling-ratio lead zirconate titanate into thermoplastic binder to make composite raw material and found that low-density polyethylene had the advantage of low viscosity and die swell. Gonzalez-Gutierrez6,7 found that increasing the molecular content (e.g., waxes and stearic acid) of the binder system could effectively reduce the viscosity of the composites. It was increased exponentially with the increasing strontium ferrite powder content. To successfully extrude the filament, the extrusion temperature must be further increased. Similarly, Han et al. 8 designed three types of binder systems for composite filaments. The effect of binder composition on the rheological properties of the filaments was investigated. It was found that the raw materials with different binder compositions exhibited pseudoplastic behavior. After optimization, a binder system with better compound rheology and more uniform microstructure was obtained. Benz and Bonten 9 blended polylactic acid (PLA) with different aspect-ratio copper particles and found that the lowest viscosity of the material was obtained for copper particles with the aspect ratio being 1 (spherical particles). Xu 10 prepared a composite filament by adding poplar wood powder into PLA and investigated the effect of poplar wood powder content on the flow characteristics of the molten filament. It showed that the addition of poplar wood powder increased the flow resistance and decreased the flow characteristics. The higher the filling ratio of the poplar wood powder, the worse the flow properties of the filament. Lin et al. 11 combined acrylonitrile styrene acrylate and organic montmorillonite to fabricate a composite filament by the melt blending method and experimentally investigated its rheological properties. It showed that the addition of organic montmorillonite hindered the movement of the molecular chain of acrylonitrile styrene acrylate and improved the resistance to deformation as well as the energy storage modulus of the filament. The rheological behavior of the filament was dominated by elasticity. Hausnerova et al. 12 found that the shape and size of 17-4PH stainless steel powder particles affected the rheological properties of the composites, and the size effect was more significant. Kukla13,14 manufactured 316L stainless steel composite filaments with different particle sizes and analyzed their viscosity with the melting temperature and shear rate being 185°C and 113 s−1, respectively. The results suggested that the shapeable filaments be moderately viscous. Increasing the 316L particle size further reduced the filament viscosity. Gloeckle et al. 15 conducted rheological experiments on binder and molten composite filaments using a rotational rheometer in oscillating mode. The results showed that the higher the filling ratio of metal powder, the smaller the effect of temperature on the rheological properties of the molten composite filaments. The rheological properties of the molten composite filaments depend more on the elastic and viscous interactions of the metal particles. Bek et al. 16 mixed the same binder system with spherical particles of different materials (steel, aluminum alloy, titanium alloy, and glass) and completed rheological experiments using a rotational rheometer. The relationship between the filled particles and binder was investigated using attenuated total reflection-Fourier transform infrared spectroscopy. The results showed that the rheological behavior of the composites strongly depended on the adhesion forces between the filling particles and binder matrix material. Materials with metal particle–matrix chemical adhesion forces would result in a more homogeneous flow of the molten material.
A few scholars have carried out theoretical and numerical studies on the rheological properties of the molten composite filament. Dimitri et al. 17 established a theoretical model for predicting the rheological properties of the composites, which included 718 alloy powder, polyethylene glycol, polypropylene, and stearic acid. The influence of metal powder filling ratio, temperature, and particle size was analyzed, and the correctness of the theoretical model was verified by experiments. Singh et al. 18 fabricated Ti-6Al-4V titanium alloy (59 vol.%) composite filament with different particle sizes and developed a theoretical rheological model to analyze the pressure drop and required feeding force for the molten filament at different feeding rates. It was found that the pressure drop increased with the increasing feeding rate. There was a need to increase the strength of the filament to overcome the pressure drop and thus avoid feeding failure. Nikzad19,20 conducted a simulation study on the rheological behavior of the composite filaments fabricated with acrylonitrile-butadiene-styrene copolymer and iron powder. The study provided fundamental information for the development of the CME rheological model and optimization of processing parameters.
In summary, most of the existing research on the rheological property of CME molten filament were focused on optimizing the binder components or improving the quality of metal powder particles to reduce the viscosity. The relationship among metal powder filling ratio, composite filament formability, and rheological property has seldom been investigated, nor has the corresponding theoretical mechanism. In addition, it was common in the literature to utilize rheometer to test the rheological property of the composite filament in the molten state. However, this was an indirect measurement method in which the experimental conditions differed significantly from the actual ones). Consequently, it could not capture the real-time rheological property during the shaping process or ensure the correctness of the results, which represents a significant limitation. In this article, three different filling-ratio 17-4PH stainless steel powder/polymer composite filaments (40, 45, and 50 vol.%) were developed independently. The effects of filament formability and filling ratio on the performance of CME green samples were explored. A self-built experimental equipment was used to enable direct, real-time monitoring of the rheological characteristic parameters of the molten filament. Subsequently, the rheological model of the molten filament material was established, and the theoretical rheological properties were analyzed. Through the comparison between the theoretical and experimental results, the model was validated. Finally, a sensitivity analysis was performed on the model to investigate the effect of processing parameters (i.e., nozzle diameter, extrusion temperature, and building speed) on the rheological properties.
Experimental Research
Filament preparation
To study the influence of the rheological property of the molten composite filament on the shaping process of CME green samples and their forming quality, three different filling-ratio 17-4PH stainless steel powder (40, 45, and 50 vol.%)/polymer composite filaments21,22 were independently developed in this article. According to the existing literature,23,24 the metal powder particle size distribution is required between 10 and 50 µm, and the maximum volume percentage occurs at around 30 µm. A laser particle size analyzer (Mastersizer 2000) was used to test the metal particles, and the results are detailed in Figure 2 and Table 1. The maximum volume percentage occurs at 30.663 μm, meeting the mentioned requirement. The polymer binder system specifically includes PLA, ethylene vinyl acetate (EVA) copolymer, and high-density polyethylene (HDPE).
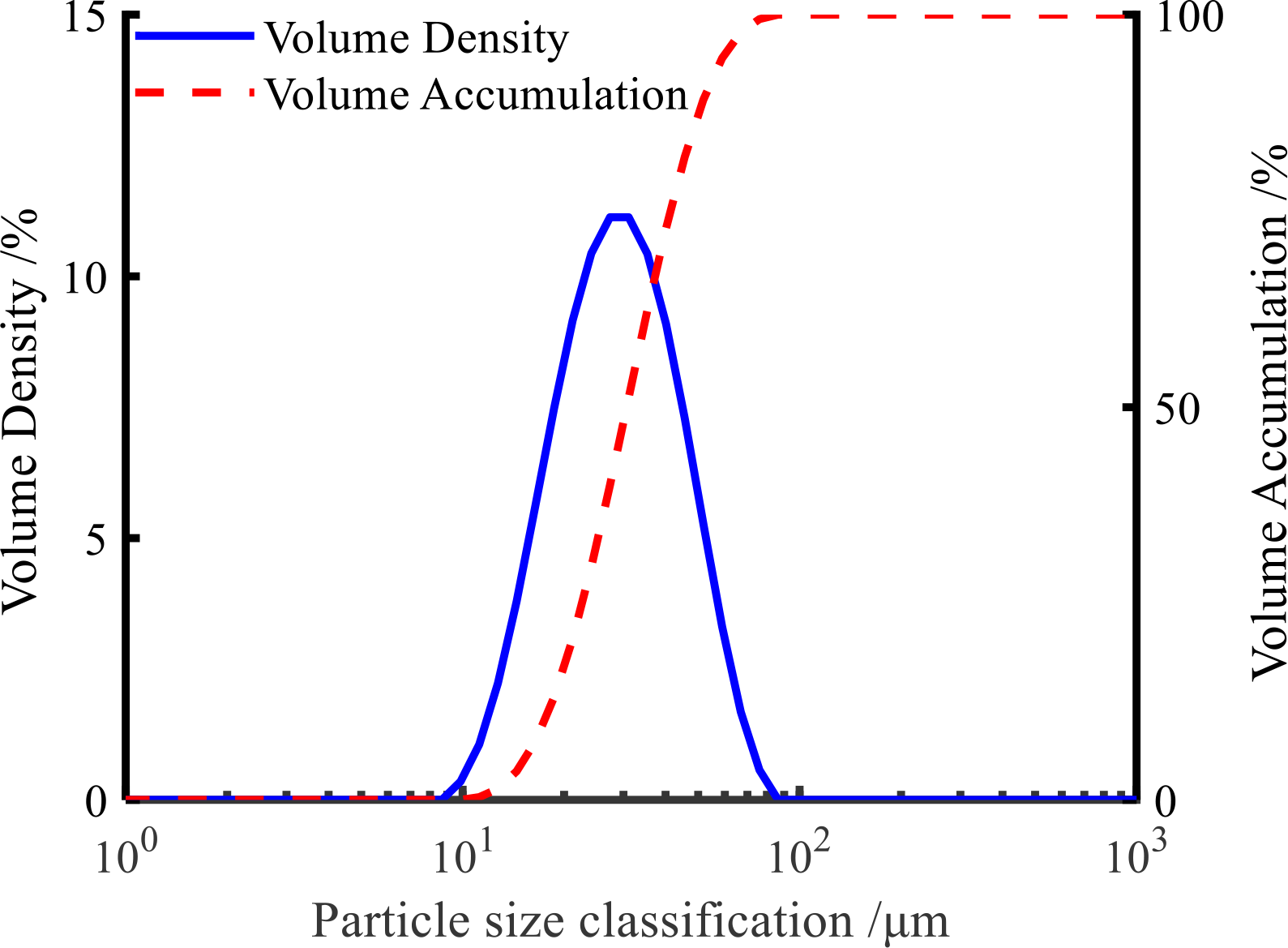
17-4PH stainless steel powder particle size distribution.
Particle Size of 17-4PH Stainless Steel Powder
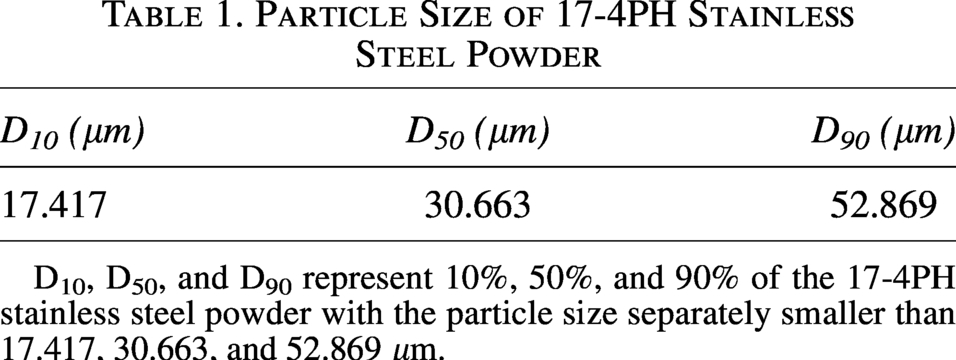
D10, D50, and D90 represent 10%, 50%, and 90% of the 17-4PH stainless steel powder with the particle size separately smaller than 17.417, 30.663, and 52.869
Homogeneous mixing of metal powder and binder components is a necessary guarantee for the fabrication of high-volume filling-ratio metal powder/polymer composite filament, which directly affects the forming quality of the green products. During the mixing process, the temperature should exceed the melting point of the binder components, so that the binder components are converted from solid to fluid to fully mix and wrap the metal powder. However, to prevent the decomposition of the binder components, the temperature should not be set too high. Figure 3 shows the differential scanning calorimetry and thermogravimetric analysis curves of the binder components. The temperature corresponding to the first heat absorption peak of each component is the melting point of the component. It can be determined that the melting points of the three components (PLA, EVA, and HDPE) are separately 172°C, 80°C, and 141°C. Therefore, when mixing 17-4PH stainless steel powder and binder components with the stainless steel kneader (1L-vacuum type), the mixing temperature was set at 200°C to thoroughly mix all the components, and the speed of the two reverse rotating stirring paddles was 48 and 26 rotations/min, respectively, and the mixing time was 3 h. The mixture was taken out, cooled at room temperature, and then put into the crusher (BP-180) to be crushed into granular materials.
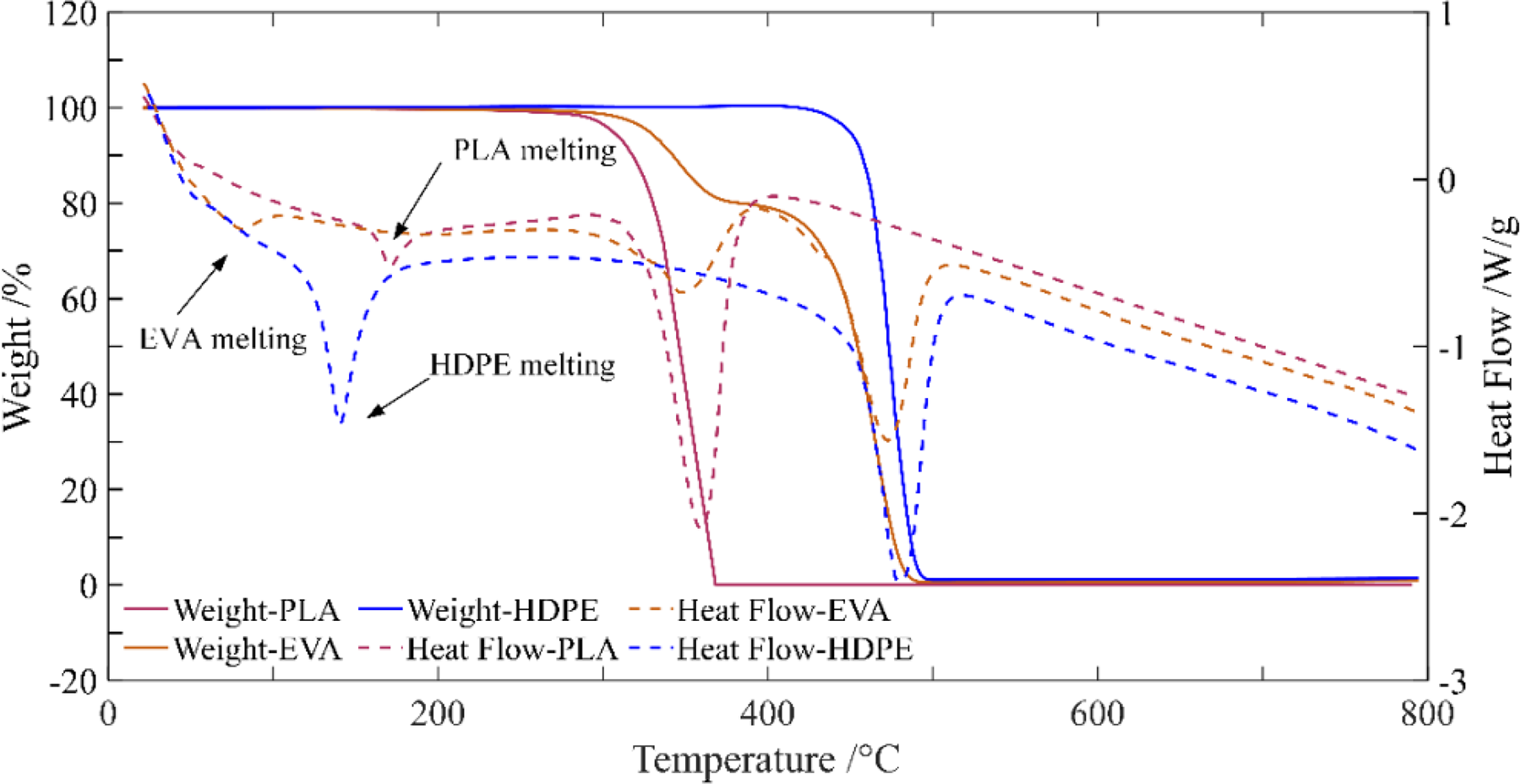
DSC and TGA curves of the binder components. DSC, differential scanning calorimetry; EVA, ethylene vinyl acetate; HDPE, high-density polyethylene; PLA, polylactic acid; TGA, thermogravimetric analysis.
After that, the granular material was put into the extruding machine (Wellzoom, as shown in Fig. 4). The temperature of its mixing section and extrusion section was set to 165 and 170°C, 25 respectively, and the screw extrusion speed was 30 rotations/min. Meanwhile, the extruded filament was cooled by the water cooler, and the extruding and hauling speeds were adjusted gradually through the online auxiliary diameter measuring device to ensure the shaping accuracy of the filament (the diameter was 1.75 ± 0.2 mm), and finally, the filament was convolved and stored by the winding machine.

The extruding machine.
Green samples shaping and static mechanical property test
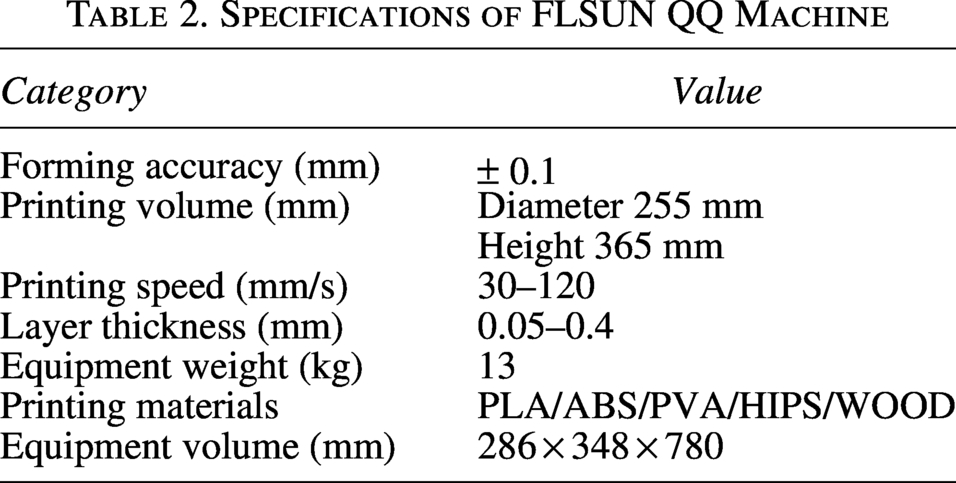
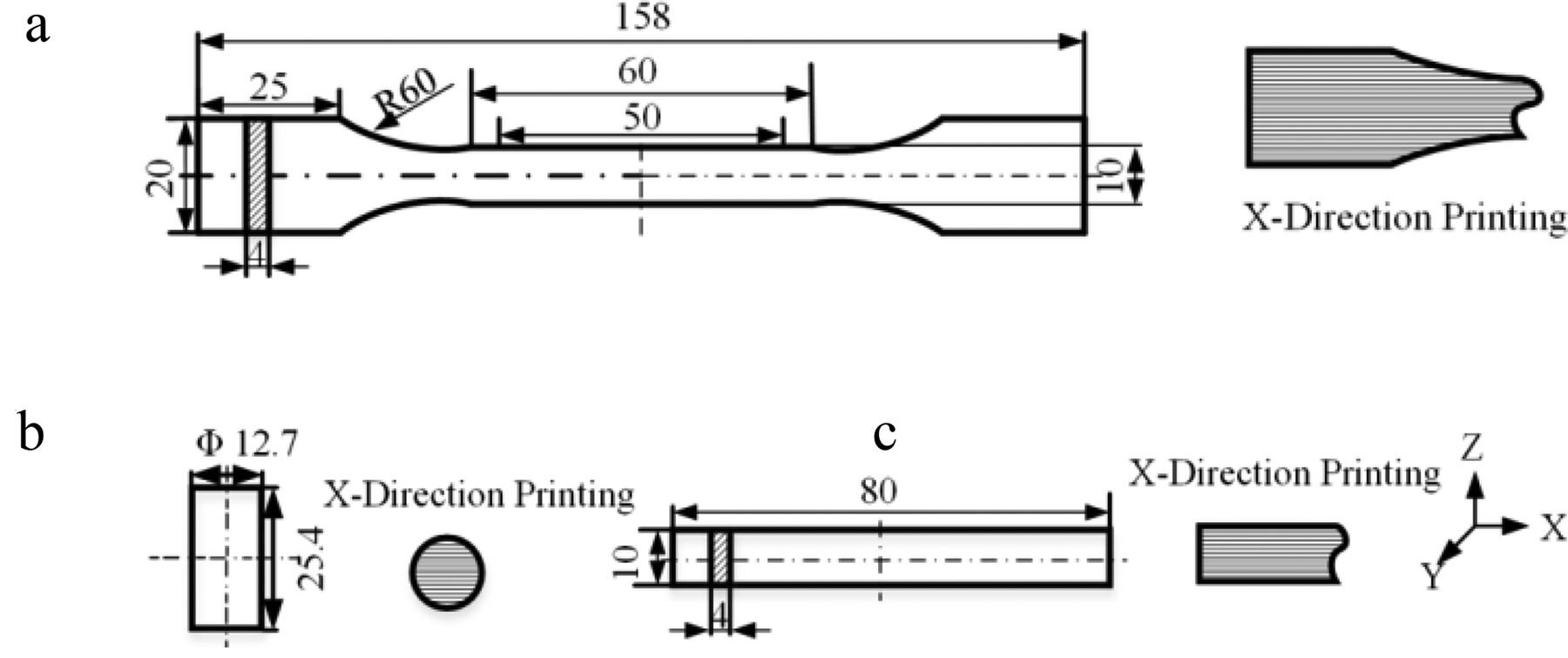
The self-made 17-4PH stainless steel/polymer composite filaments were used as raw material to fabricate CME green samples by a rapid prototyping equipment (FLSUN QQ, specified in Table 2). For each type of filament, there were 15 green samples built, including 5 tensile, compressive, and flexural samples each. Therefore, a total of 45 green samples were manufactured. The tensile test samples were processed according to ISO-527-4-1997. Figure 5a shows the dimensions of the green sample, of which the length, testing width, and thickness are individually 158, 10, and 4 mm. The samples made of the three types of self-made filament (40, 45, and 50 vol.% filling-ratio 17-4PH powder) are distinguished as T40- i , T45- i , and T50- i , i = 1∼5.
Specifications of FLSUN QQ Machine
Composite material extrusion green samples.
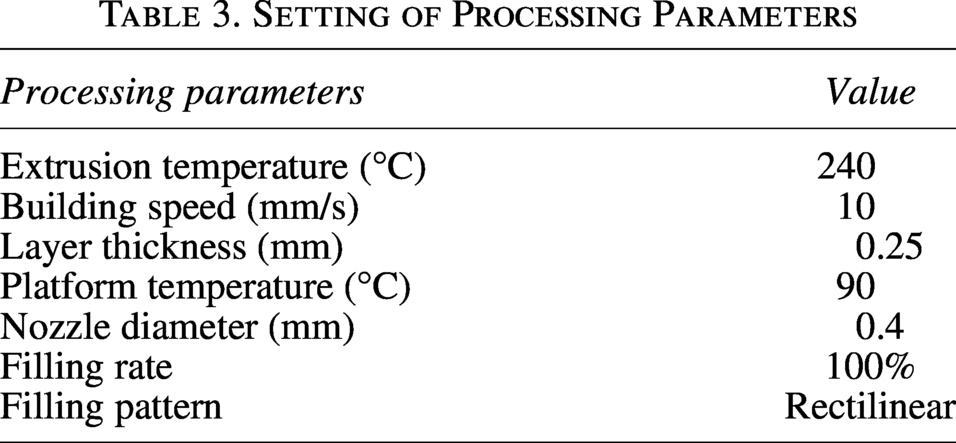
Accordingly, the compressive test samples were processed according to ASTM-695. Figure 5b shows the dimensions of the sample, of which the diameter and height are 12.7 and 25.4 mm, respectively. The samples made of the three types of self-made filaments are separately denoted as C40- i , C45- i , and C50- i , i = 1∼5. Similarly, the flexural test samples were processed according to ISO 178-2001. Figure 5c shows the dimensions, and the length, testing width, and thickness are separately 80, 10, and 4 mm. The corresponding samples are denoted as F40- i , F45- i , and F50- i , i = 1∼5. The detailed settings for the samples are shown in Table 3.
Setting of Processing Parameters
Tensile tests (shown in Fig. 6) were carried out on samples T40- i , T45- i , and T50- i (i = 1∼5) using a material testing machine (Shimadzu EHF-EV101K1-040-1A), whose measurement accuracy and maximum loading force are ±0.5% and 200 kN. The clamping force at both ends of the samples was set to be 2 MPa during the experiment, and the loading speed was 5 mm/min till the sample was broken. Compression tests (shown in Fig. 6b) were carried out on samples C40- i , C45- i , and C50- i (i = 1∼5). The loading speed was set at 1 mm/min during the experiments till the sample was crushed and failed. Flexural tests (shown in Fig. 6c) were carried out on samples F40- i , F45- i , and F50- i (i = 1∼5). The loading speed was 2 mm/min till the sample was broken. To ensure the reproducibility and accuracy of the experimental data, the measurement on each type of sample was repeated five times, and the average of the five measurements was taken as the final analysis result of each type.
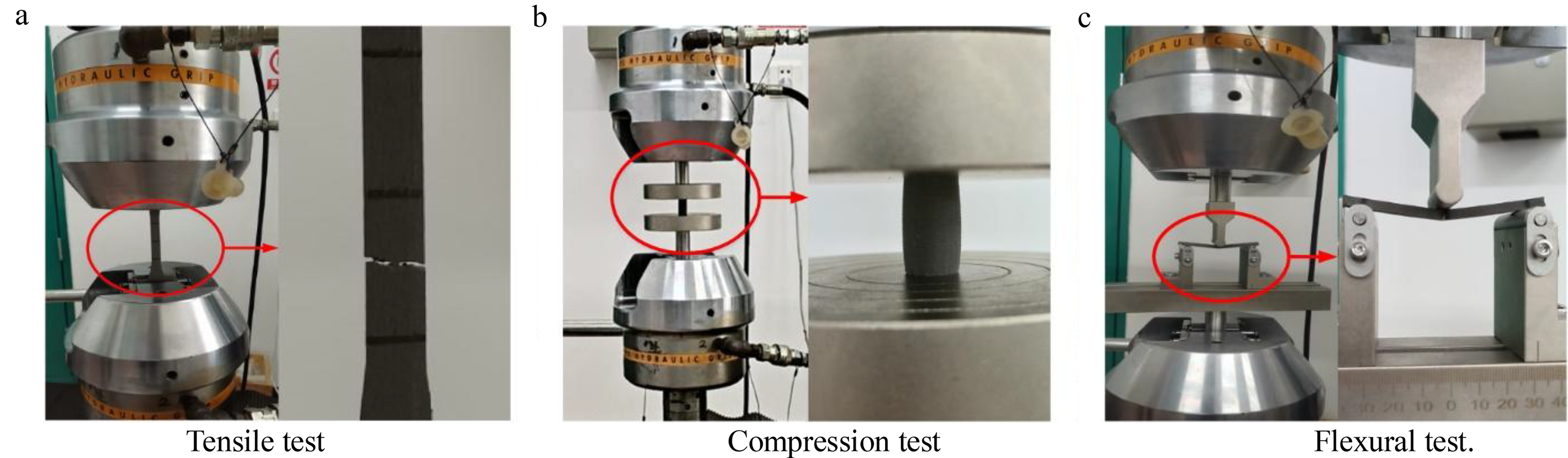
Static mechanical property test.
Rheological experiment
To clarify the relationship between the rheological property of molten composite filaments and the forming quality of green samples, the rheological property parameters of the molten filament were tested and analyzed using the self-designed and built testing platform, as shown in Figure 7. It mainly included an ordinary ME equipment (FLSUN QQ), weighing sensor (OMEGA LCL-010), signal conditioner (OMEGA DRF-LC-24VDC-20MV-0/10), and data acquisition card (NI USB-4431).
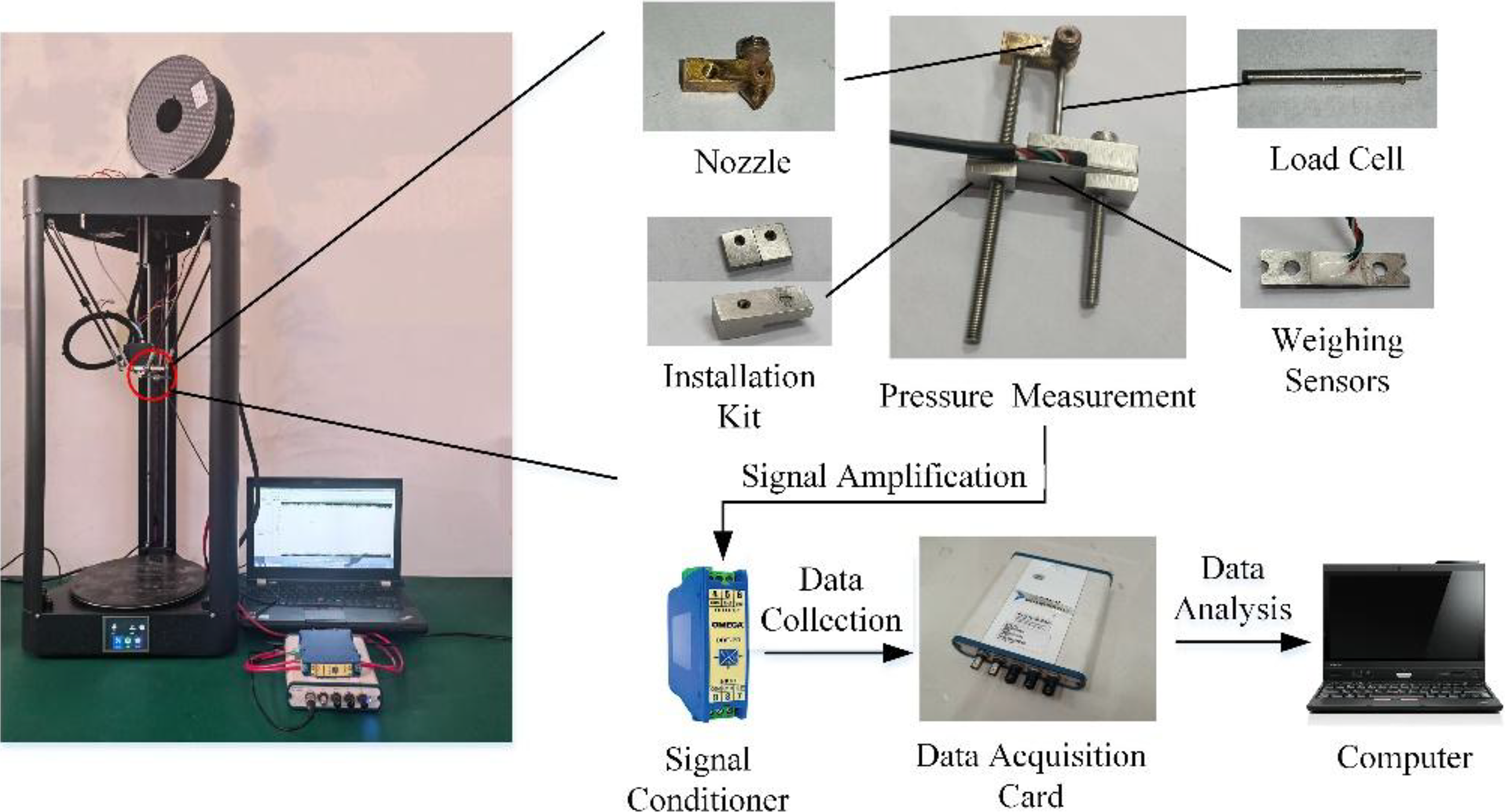
The testing system for the rheological property of the molten composite filament.
The nozzle was redesigned by adding a pressure transfer hole and a threaded hole. The diameter of the pressure transfer hole was 1 mm (mainly determined by the capacity of the weighing sensor) for installing the load cell, and the threaded hole diameter was 4.5 mm for installing the weighing sensor and installation kit. Before the experiment, the weighing sensor was installed on the screw using the installation kit, and then the load cell was in direct contact with the melt inside the extrusion liquefier through the pressure transfer hole. The end of the load cell was embedded in the installation kit (for mounting the weighing sensor), so that the pressure drop of the molten material could be transferred to the weighing sensor in time. The signal conditioner was adjusted according to the range of the weighing sensor to ensure that the complete signal was amplified, and the signal acquisition was finally accomplished by the data acquisition card.
During the experiment, when the molten material was extruded out from the nozzle, it flowed through the pressure transfer hole at the same time, forcing the load cell to move and then squeezing the weighing sensor to deform, thus generating a voltage signal. The voltage signal was amplified by the signal conditioner (connected to the weighing sensor) and subsequently captured by the data acquisition card to determine the pressure drop of the molten material. The pressure drop of the molten filament with different metal powder filling ratio was separately expressed by P40, P45, and P50, and the corresponding shear stress and apparent viscosity were
Since the output of the load cell is a voltage value, it is necessary to convert the voltage value to pressure drop. Before the experiment, different weights (0, 0.1, 0.2, 0.5, 1, 1.5, and 2 kg) were connected directly to the load cell in sequence to calibrate and fit the results of voltage versus pressure drop, as shown in Figure 8.
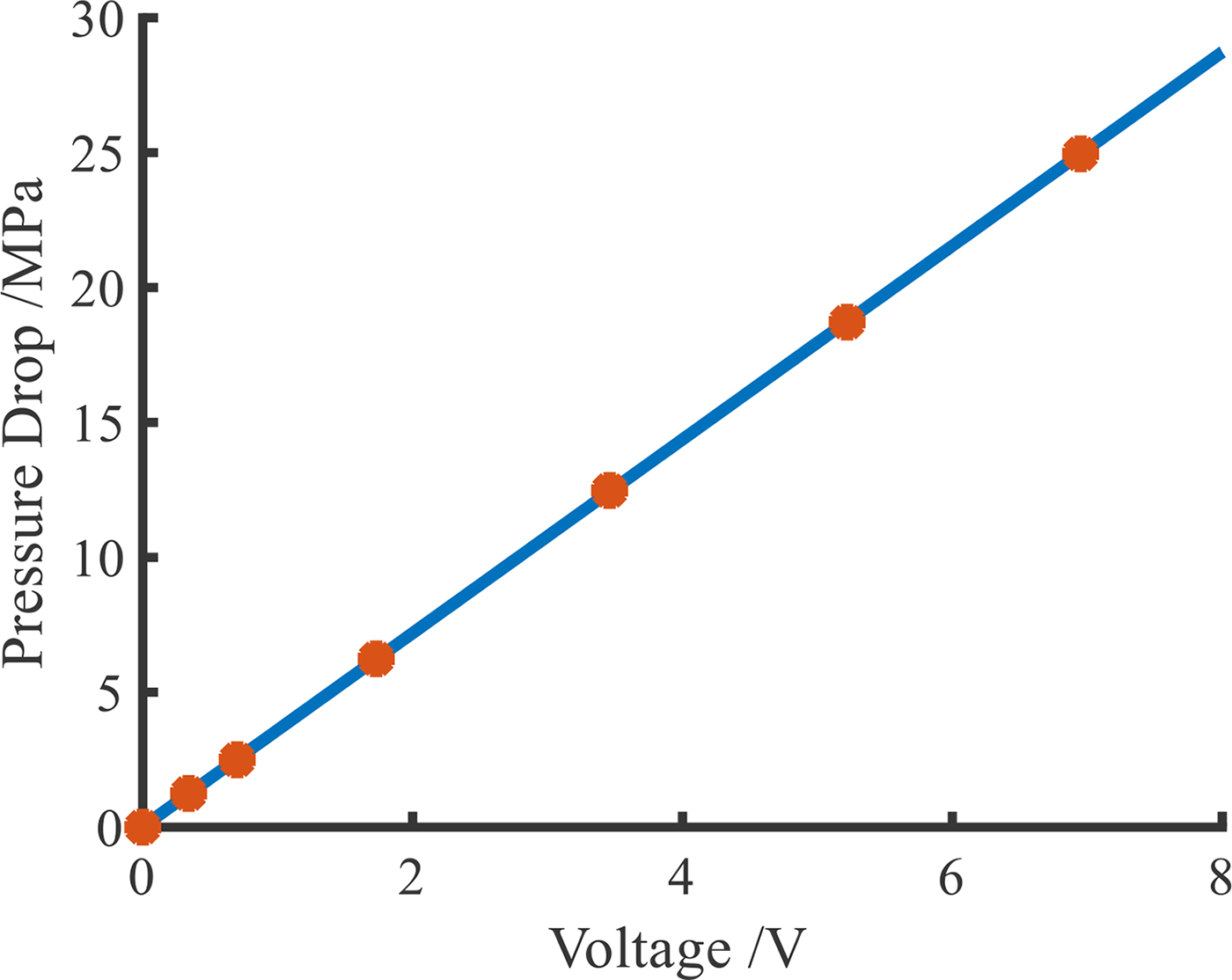
Voltage–pressure drop transformation curve.
Meanwhile, to further evaluate the flow behavior of the melt inside the extruder liquefier, the variation of apparent viscosity with shear rate was analyzed using a rotational rheometer (TA-HR10).26,27 Prior to the experiments, three composite filaments with different metal powder filling ratios were processed into circular sheet shapes to fulfill the rheometer test requirements. Figure 9 shows the dimensions of the circular-shaped samples, with a diameter and height of 20 and 3 mm, respectively. The test temperature of the rheometer was set to 240°C, which was consistent with the extrusion temperature of the shaped green sample. The shear rate was set in the range of 0.1–1000 s−1. During the experiment, the rheometer automatically controlled the shear rate and recorded the viscosity values of the composite filaments at different shear rates. The test data were exported to a computer after the experiment was completed. The apparent viscosity–shear rate curve was plotted to observe the trend of the apparent viscosity of the composite filament with the shear rate. Since the molten filament inside the extrusion liquefier exhibits shear-thinning behavior, that is, the material viscosity decreases with increasing shear rate.
26
Therefore, a power law for non-Newtonian fluids was utilized to fit the relationship between the apparent viscosity of the molten material and the shear rate.

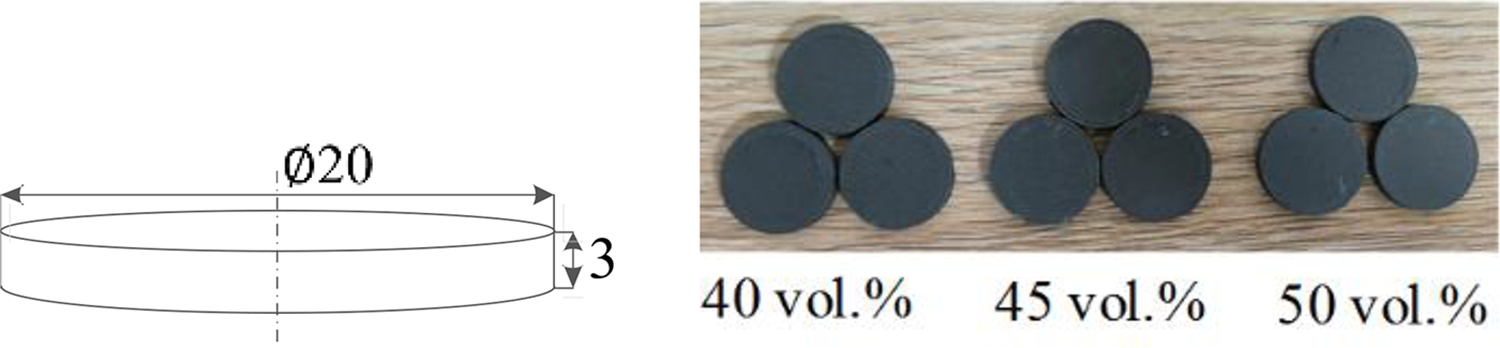
Rotational rheometer circular samples.
To ensure the reproducibility and accuracy of the measurements, for each type of composite filament, the experiments were repeated three times. The average of the three measurements was taken as the final analysis result of the same type of filament accordingly.
Theoretical Research
The melt pressure drop is directly related to the geometry and dimensions of the channels of the internal extrusion liquefier, as well as the viscoelastic behavior of the melt. Based on the structural characteristics of the extrusion liquefier, it was divided into three geometrical regions (as shown in Fig. 10). Region I was the upper region of the extrusion liquefier, which was cylindrical in shape and for the material filament entering and melting into a semi-molten state. Region II, located in the middle part of the extrusion liquefier, was a conical table shape. It was the transition region that allowed the semi-molten material entering from Region I to III at a higher shear rate. Region III was located in the lower region, where the molten material was extruded out.
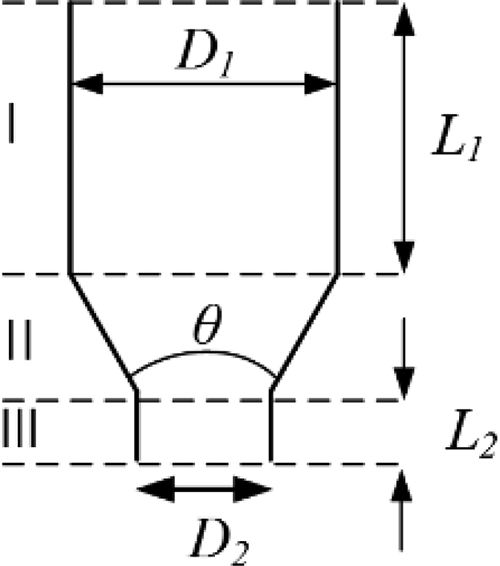
Schematic of the extrusion liquefier geometry.
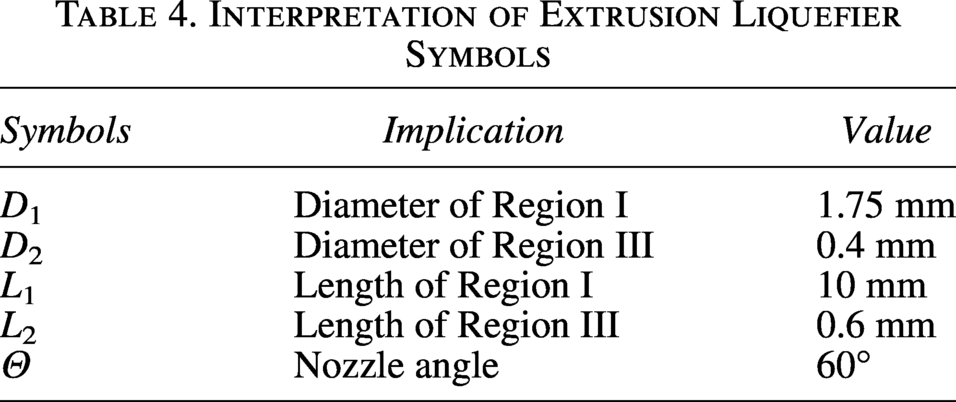
The geometry of Region I and internal fluid flow are shown in Figure 11, assuming that the length and radius of Region I are L1 and R1, respectively. A cylindrical coordinate system was used to describe the coordinate points, where z was the direction of the flow velocity of the melt, r was the direction of the velocity gradient, and θ was the neutral direction, as listed in Table 4.
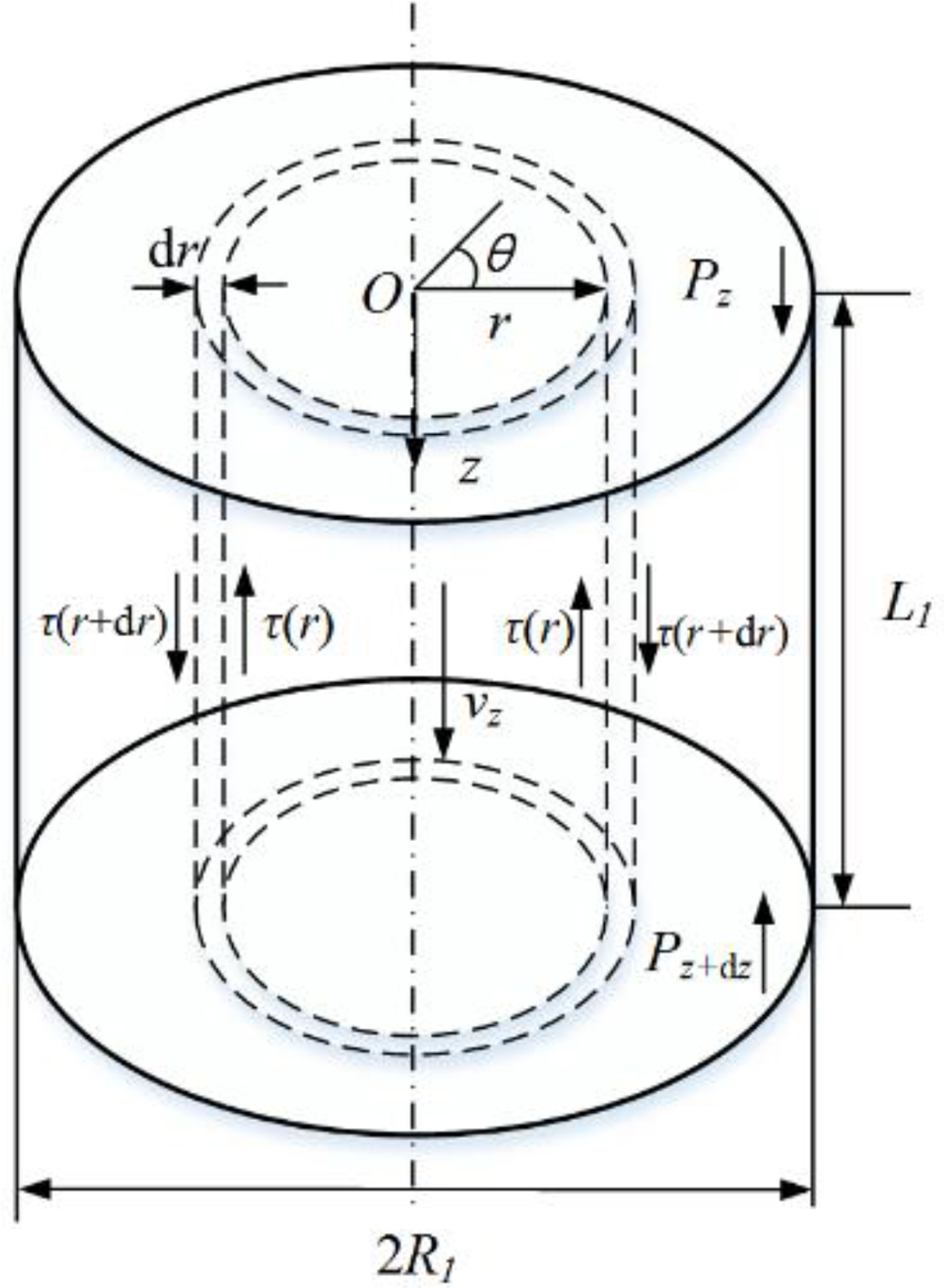
Geometry and internal fluid flow schematic of Region I.
Interpretation of Extrusion Liquefier Symbols
To facilitate the analysis of melt rheological property in Region I, the following assumptions are made:
The melt is incompressible. The temperature inside the extrusion liquefier is constant. The melt flow is laminar (Reynolds number Re < 2300). There is no additional force influence. The effect of gravity on the melt is neglected.
28
The melt is a one-dimensional unidirectional flow, that is, vr = vθ = 0. The melt flows completely and is axially stratified. There is no slip of the melt at the inner wall of the extrusion liquefier, that is, vz(R) = 0. The shear stress from the center of the extrusion liquefier to the wall varies linearly in the radial direction under laminar flow conditions.
Since the melt is incompressible, a differential cylindrical melt with axial length dz and thickness dr in Region I is taken, and the equilibrium equations
29
are developed as:

Performing a Taylor expansion for 
Since the melt is a laminar flow in a state of full flow, the gradient of the pressure drop can be given by:

Furthermore, Equation (5) can be obtained by substituting Equation (4) into Equation (3):

As shown in Figure 12, the melt flows inside the extrusion liquefier with equal magnitudes of shear stresses at symmetrical distances from point O, so there is:

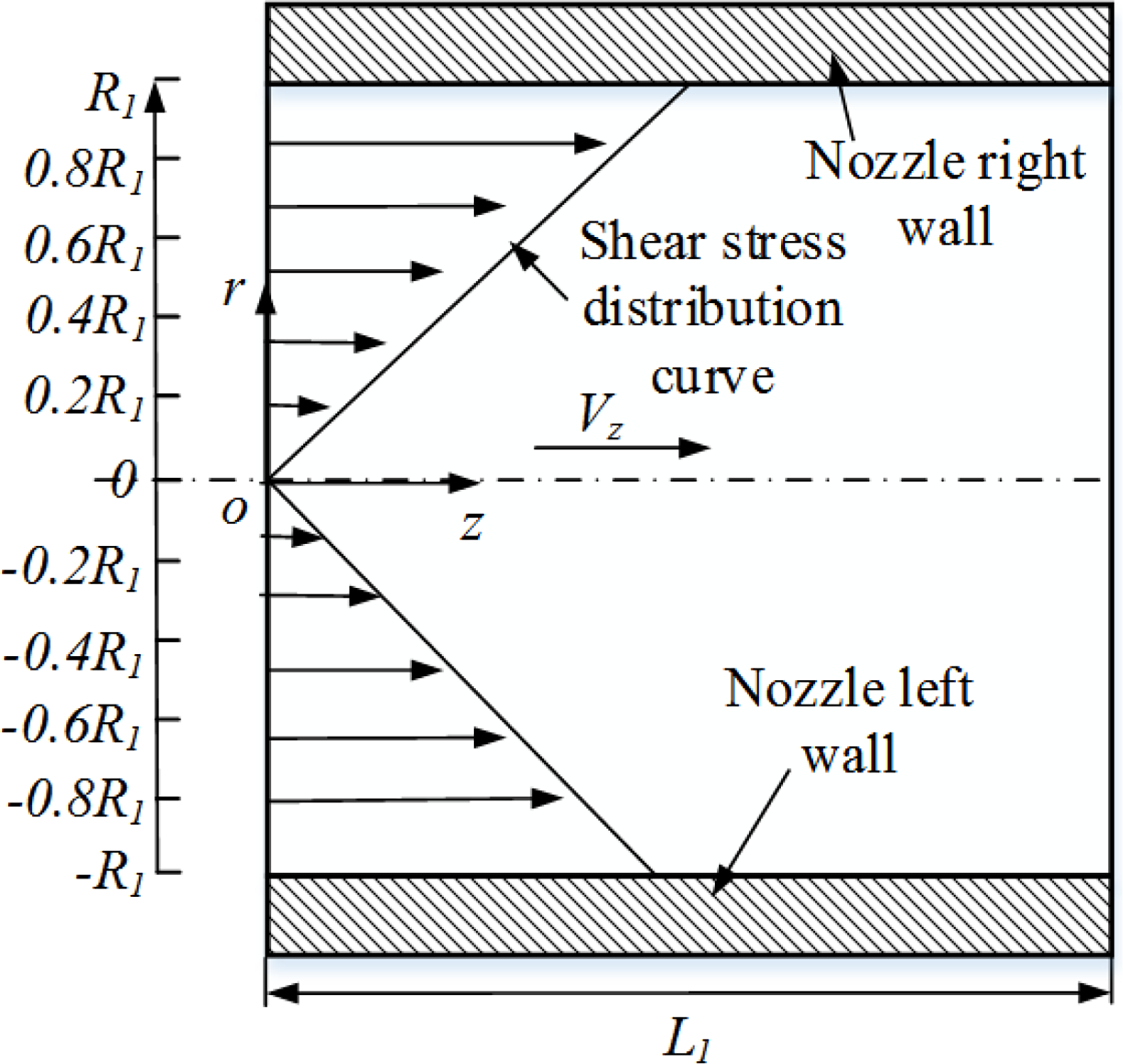
Shear stress distribution in Region I.
Thus, Equation (5) can be written as 
Substituting Equations (7), Equation (5) can be further transformed into 
Since the shear stress of the melt at the center of the extrusion liquefier is zero, the constant of integration C1 must be zero; thus, the shear stress is:

The nonlinear viscoelastic behavior of the melt is described using the Tanner nonlinear Eigen equation,
30
which is modified based on Maxwell’s linear Eigen equation and is expressed as:

Substituting Equation (9) into Equation (10) gives:

Furthermore, substituting vz(R1) = 0 into Equation (11) yields:

The relationship between the volumetric flow rate and velocity of the melt in the extrusion liquefier can be expressed as follows:

The association of Equations (12) and (13) can be obtained by:

Therefore, the average flow rate of the melt is:

Organizing Equation (15) yields:

In the extrusion process, the molten material is impelled by the subsequent feeding of the filament, that is, the average flow rate of the melt is regarded as the same as the feeding rate of the filament.

In addition, the temperature change during the melt flow inside the extrusion liquefier has an effect on the pressure drop. It is obtained from the Arrhenius relation:
31

Combining Equations (16) and (18) gives the pressure drop inside Region I as:

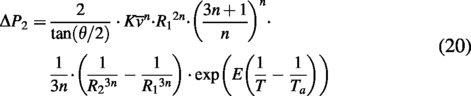
Discretizing the tapered regions into differential cylindrical regions, the pressure drop for Region II can be derived by summing the differential cylindrical regions. For Region III, its expression of pressure drop is similar to that of Region I. The final expressions are as follows:

Therefore, the total pressure drop inside the extrusion liquefier is:

Furthermore, the shear stress at the extrusion liquefier outlet wall is:

For non-Newtonian fluids, the material can be described by the power law shown below:

The melt inside the extrusion liquefier consists of metal powder and polymer binder, and there is a shear-thinning behavior of the melt. This results in a flow rate distribution of the melt inside the extrusion liquefier that is different from that of the Newtonian fluid. To account for this, the shear rate was corrected using the Rabinowitsch correction method
32
:

From the law of conservation of mass (the melt is incompressible), the volume of material entering the extrusion liquefier is equal to the volume of material extruded out,
33
thus the following relationship is achieved:

Combining Equations (23)–(26) gives the apparent viscosity of the melt inside the extrusion liquefier as:

Results and Discussion
Filament formability and static mechanical properties of the samples
Filament formability includes the ability of the filament to shape itself and to be used to shape green samples. In particular, the filament itself is formable, requiring that the diameter of the filament be uniform. And the metal powder is uniformly distributed in the polymer binder. In addition, the filaments need to be perfectly wound on the filament reel. Sample formability of the filament requires continuity of the sample shaping process, and the built sample meets the size and geometry requirements.
Figure 13a shows three self-made 17-4PH stainless steel powder/polymer composite filaments in the winding state, which shows that the material filaments are uniform in size and flexible enough to be fabricated in bulk. Figure 13b shows the cross-sectional morphology of the corresponding filaments. It can be seen that the metal powder and polymer binder are uniformly mixed without defects such as agglomerates or inhomogeneous agglomerates, which reduce the possibility of poor fluidity of the molten filament material and thus shaping difficulties.
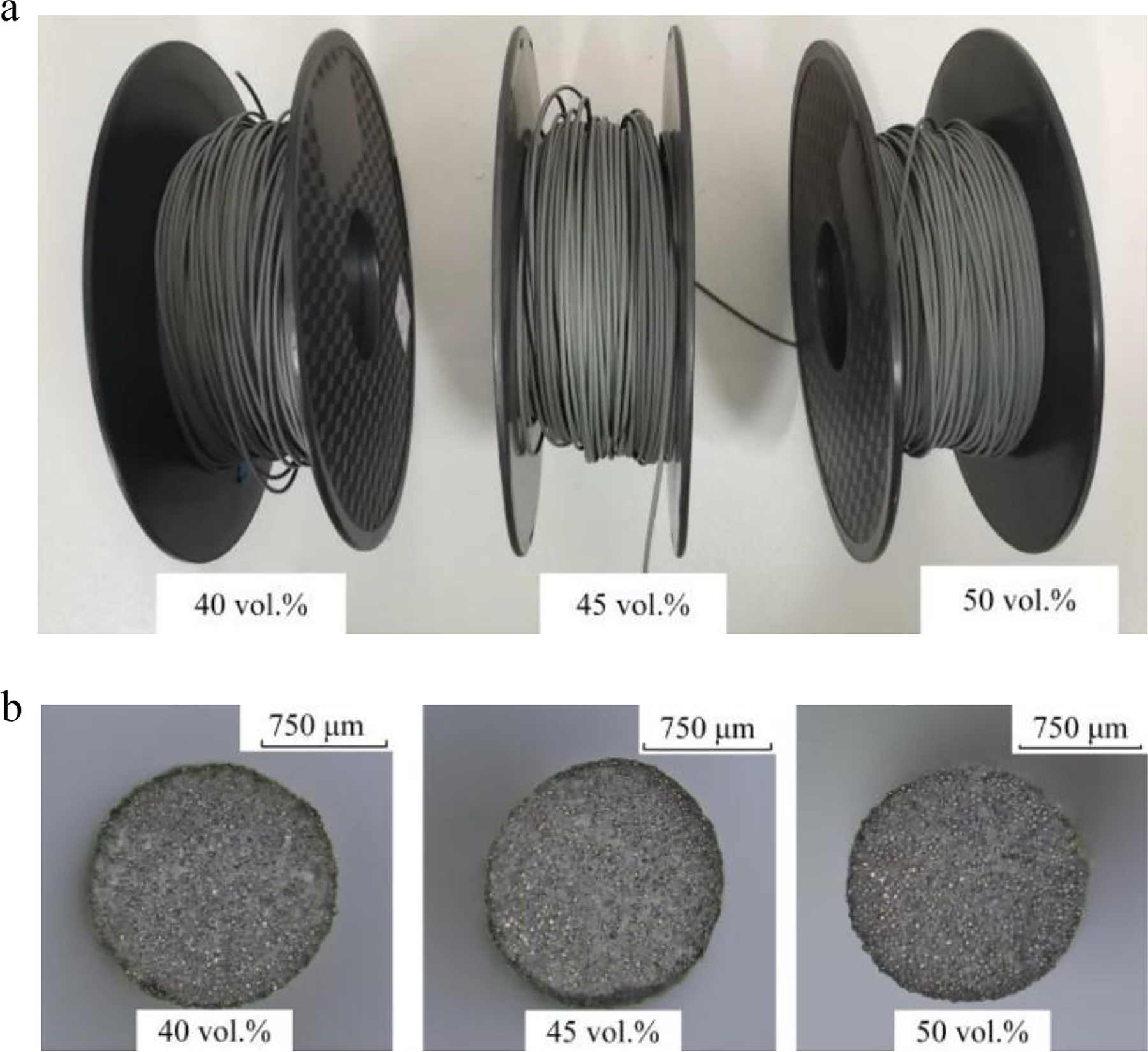
Self-made 17-4PH stainless steel powder/polymer composite filaments.
As can be seen from Figure 14, all three types of composite filament could be shaped into CME green samples with different geometries and sizes (detailed in Fig. 5), that is, the self-made filaments with different metal powder filling ratios are available for the CME technique.

Green samples built with self-made composite filament with different metal powder filling ratio.
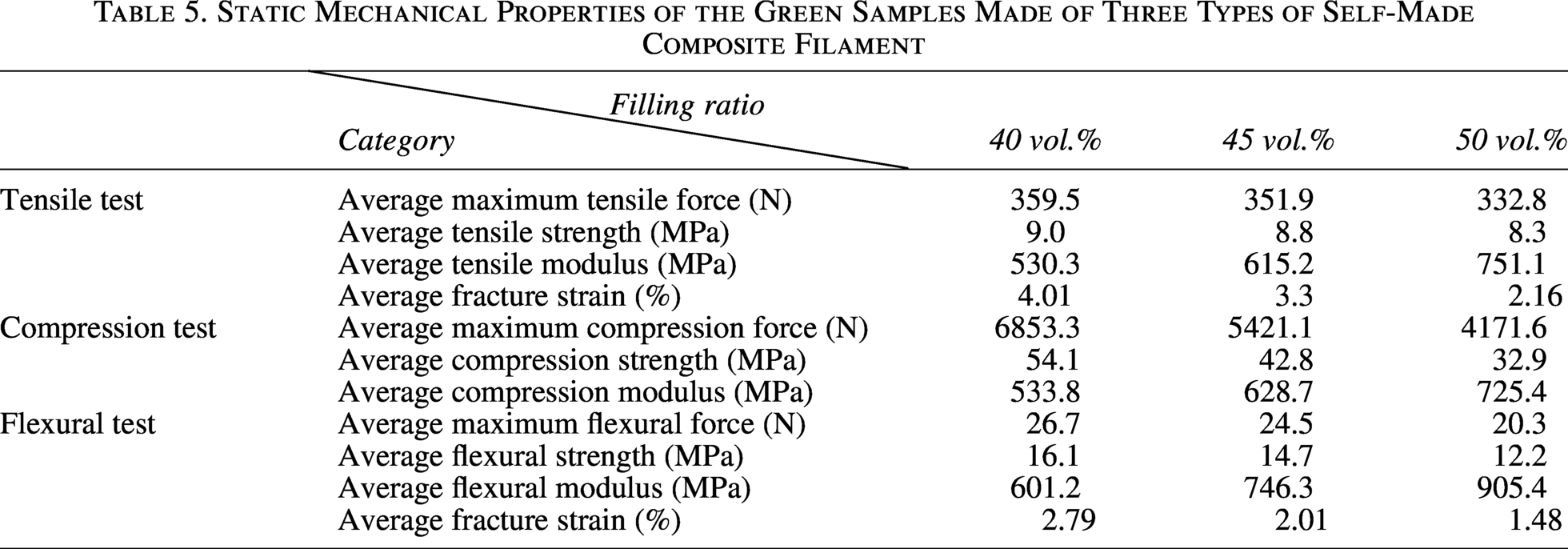
Further analysis of the static mechanical properties of the green samples made of the three types of self-made composite filaments is shown in Figure 15 and Table 5. It can be seen that with the increasing metal powder filling ratio, all the static mechanical properties of the green samples are decreased. This is due to the fact that with the increasing metal powder filling ratio, the melting degree of the molten material decreases, leading to the deterioration of the fluidity of the melt. Meanwhile, the bonding strength between the adjacent extrudate decreases, which decreases the formability of the green samples, as well as their mechanical properties. Therefore, the rheological properties of the composite filament material are one of the key factors affecting the forming quality of the samples. It is suggested that the molten composite material has good rheological properties.
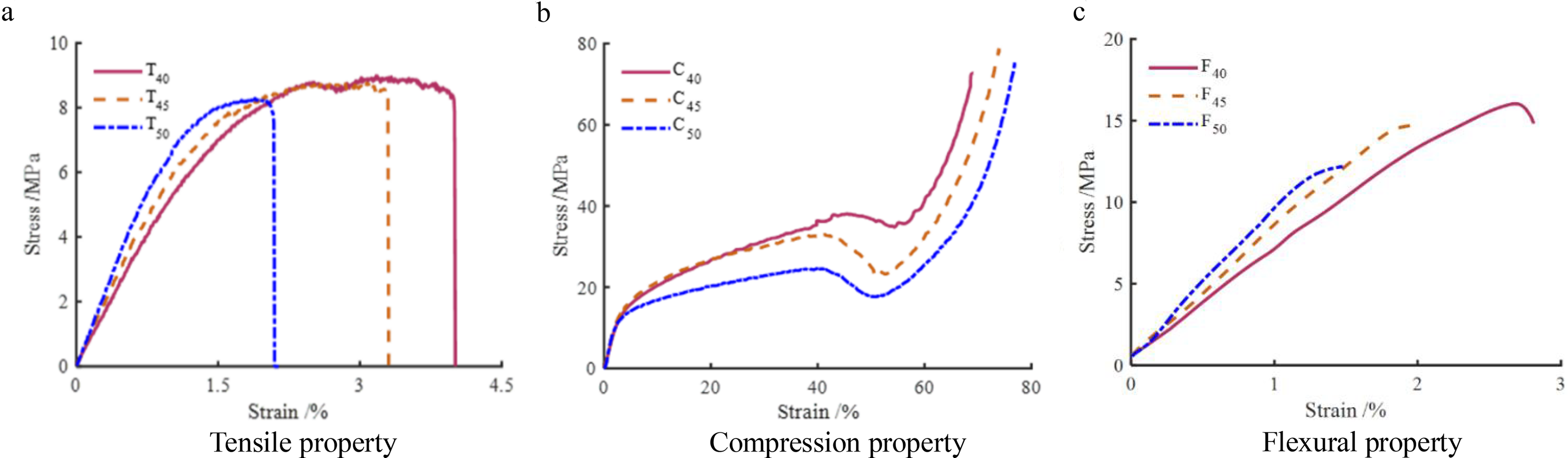
Static mechanical properties of the green samples made of three types of self-made composite filament.
Static Mechanical Properties of the Green Samples Made of Three Types of Self-Made Composite Filament
Rheological properties of molten composite filament
Figure 16 shows the variation of apparent viscosity with shear rate of the composite filaments at 240°C. It can be seen that the molten composite filament was a non-Newtonian fluid, which exhibited shear-thinning behavior. Under the same temperature conditions, the apparent viscosity of the filament decreased with the increasing shear rate. At low shear rates, the apparent viscosity changed sharply. As the shear rate increased, the apparent viscosity change gradually tended to level off. 34 It was further inferred that the viscosity of the molten filament gradually increased with the increasing metal powder filling ratio. When the composite filament consists entirely of metal powder, the viscosity theoretically approaches infinity. 35 This is due to the fact that the melt was composed of metal powder and a binder system of two-phase dispersion, and the dispersed metal powder played a role in hindering the flow of the melt material. With the increasing metal powder filling ratio, the melt fluidity deteriorated, manifesting as a gradual increase in apparent viscosity. Therefore, the higher the metal powder filling ratio, the more difficult to extrude the composite filament and even clog the extrusion liquefier.
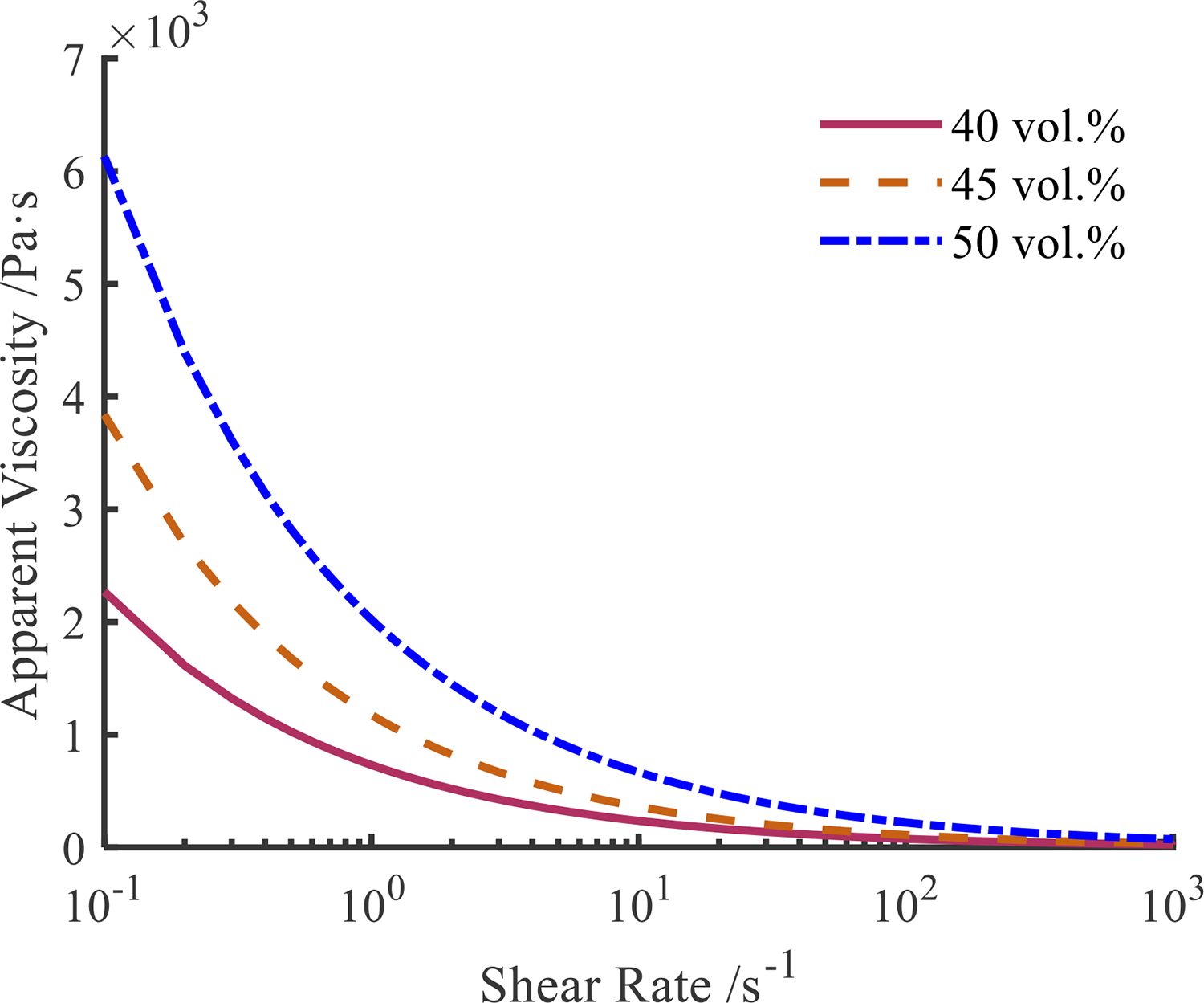
Apparent viscosity versus shear rate of the filaments with different metal powder filling ratio.
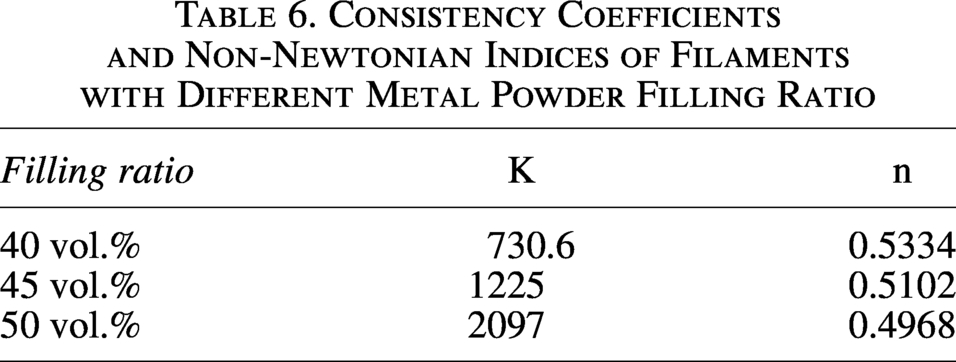
The power law was utilized to fit the apparent viscosity in Figure 16 to obtain the consistency coefficients and non-Newtonian indices as shown in Table 6. As the filling ratio of metal powder increased, the consistency coefficient increased, and the non-Newtonian index decreased, which further indicated that the higher the filling ratio of the metal powder, the higher the apparent viscosity of the molten material and the poorer the rheological stability, which in turn led to the poorer formability and mechanical properties of the built green samples.
Consistency Coefficients and Non-Newtonian Indices of Filaments with Different Metal Powder Filling Ratio
Model verification
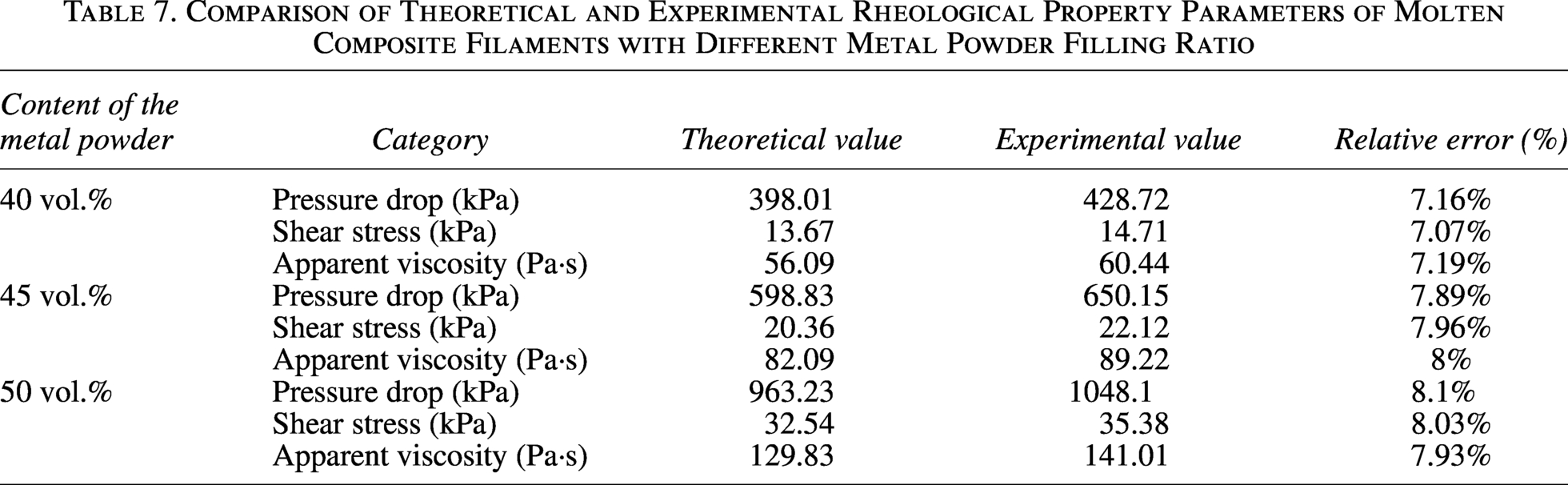
Figure 17 shows the comparison of theoretical and experimental results of the rheological property parameters of the molten composite filaments with different metal powder filling ratios, and the specific values are shown in Table 7. It can be seen that the error between the theoretical and experimental results is small (7.07–8.1%), and the analytical model can reliably predict the rheological property parameters of the molten material. It is also found that the rheological property parameters (pressure drop, shear stress, and apparent viscosity) all increase with the increasing filling ratio. That is, a higher filling ratio of metal powder results in poorer fluidity of the molten material, which in turn makes it more difficult to fabricate green samples. In addition, the theoretically calculated values of the characteristic parameters are slightly lower than the actual measured ones, which is because the theoretical calculations defaulted to a stable extrusion temperature during the forming process, while in the actual condition, the continuous feeding of solid filament decreases the temperature of the local area, which in turn increases the actual parameter values.
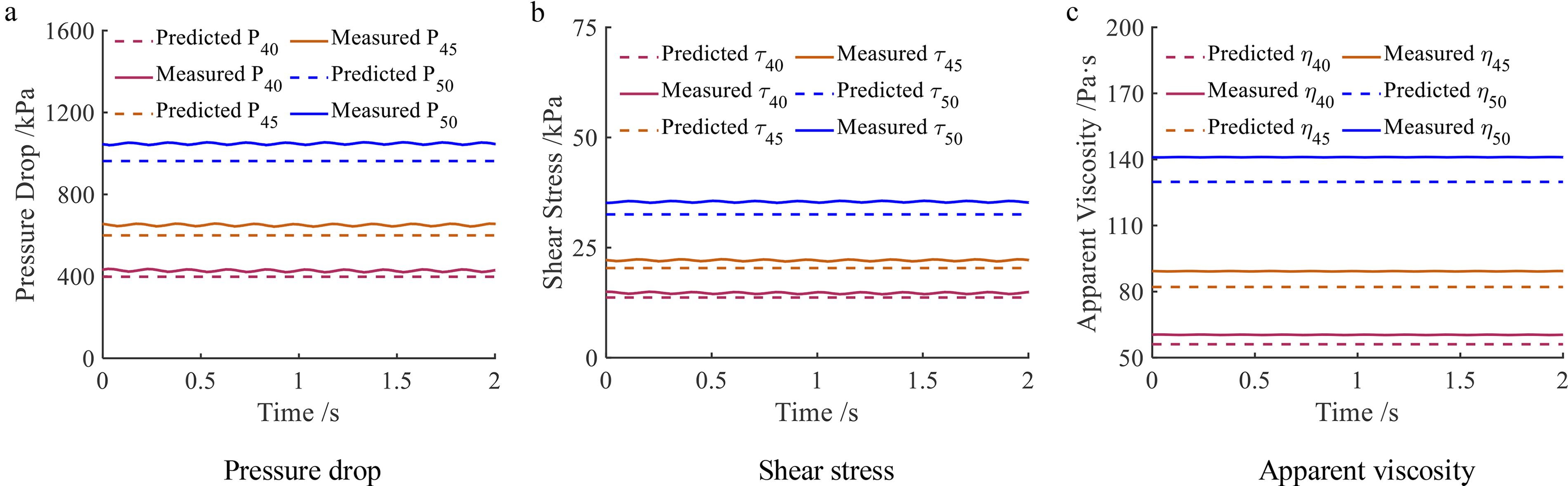
Theoretical and experimental rheological properties of the molten filament with different metal powder filling ratio.
Comparison of Theoretical and Experimental Rheological Property Parameters of Molten Composite Filaments with Different Metal Powder Filling Ratio
Sensitivity Analysis
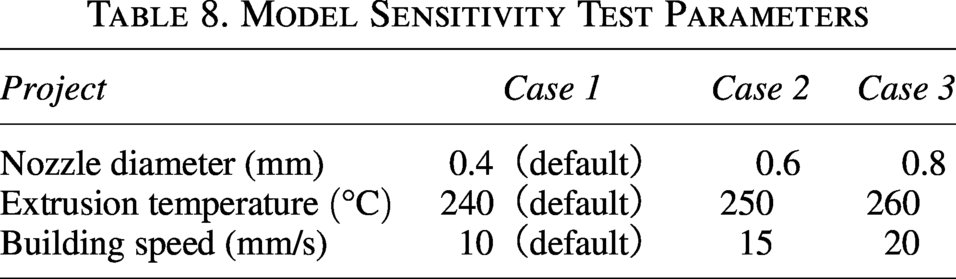
To further investigate the correctness of the theoretical model, a sensitivity study on the model was carried out by varying the three key processing parameters (as shown in Table 8), that is, building speed, extrusion temperature, and nozzle diameter. Each parameter was individually modified to the values shown in Cases 1–3, and other default parameters were kept unchanged. The results of the rheological property parameters for the six cases indicate the sensitivity of the analytical model as compared with the default case results.
Model Sensitivity Test Parameters
Effect of nozzle diameter
From Figure 18, it is found that the pressure drop and shear stress of the molten material decrease with the increasing nozzle diameter, while the apparent viscosity is the opposite, with the details shown in Table 9. This is because when the nozzle diameter increases, the pressure drop inside Region III will be reduced, which in turn reduces the total pressure drop inside the extrusion liquefier. At the same time, the melt flow rate decreases, resulting in a lower shear rate, thus reducing the shear stress of the melt. However, due to the fact that the melt is a pseudoplastic fluid, the apparent viscosity is negatively correlated with the shear rate. For any nozzle diameter, the reduction in shear rate is greater than that in pressure drop. Therefore, the apparent viscosity will gradually increase as the nozzle diameter increases. However, the apparent viscosity does not increase indefinitely with the increase of nozzle diameter. When the shear rate of the melt is close to zero, the melt approximates a Newtonian fluid, and the apparent viscosity reaches its maximum value.36,37
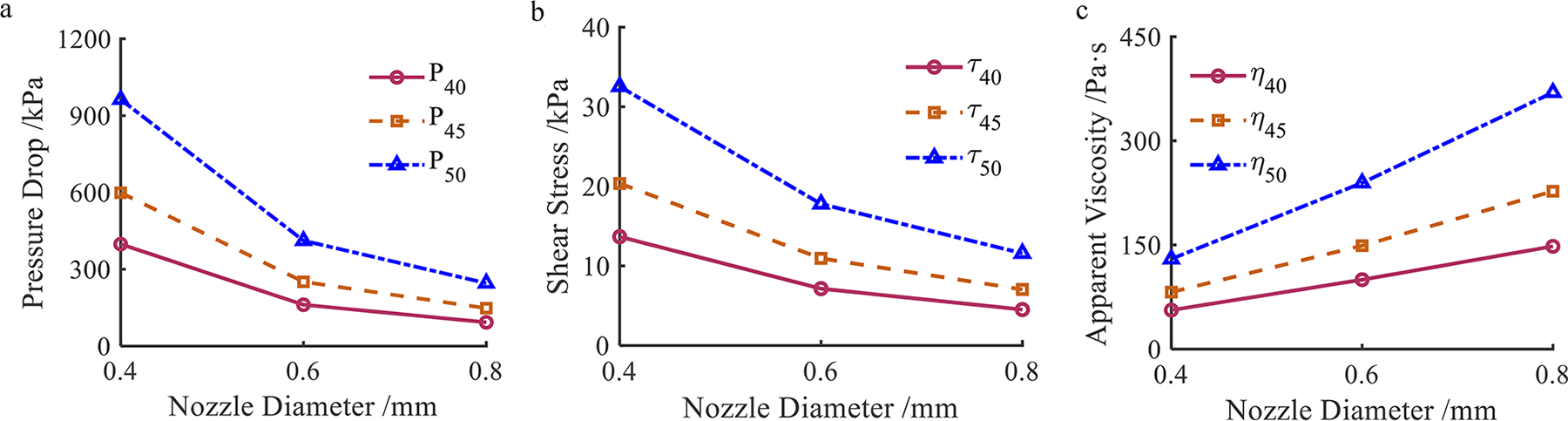
Effect of nozzle diameter on the rheological property of the molten filament.
Results of the Effect of Nozzle Diameter on the Rheological Property Parameters

Effect of extrusion temperature
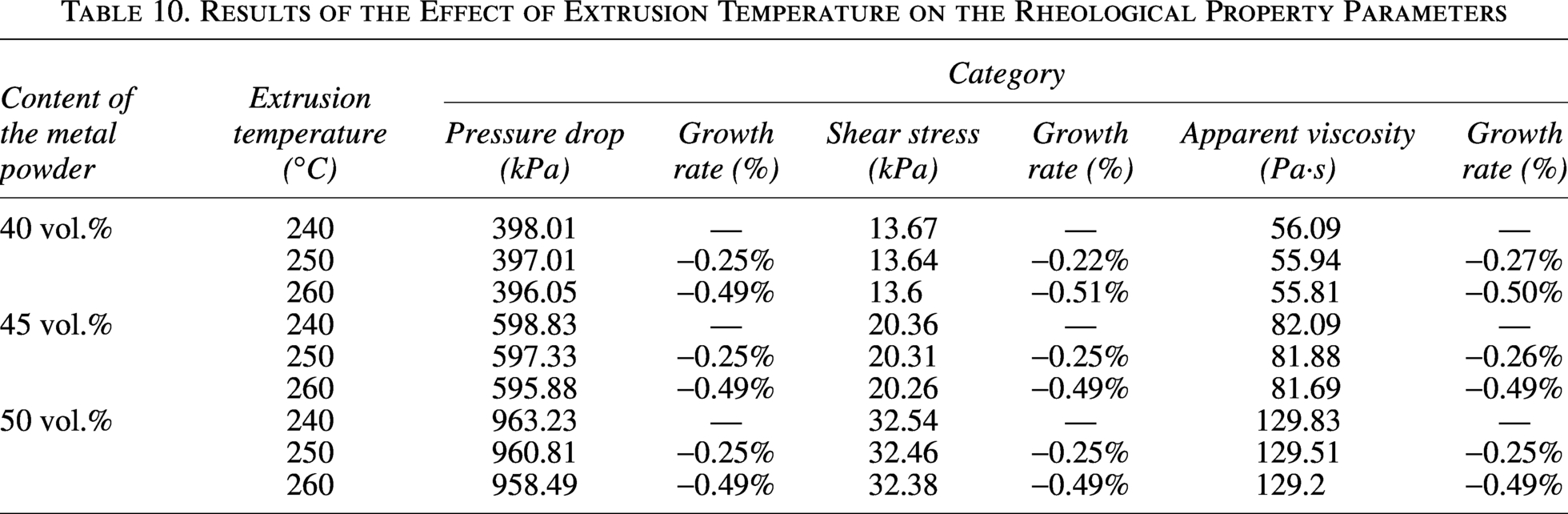
Figure 19 shows the effect of extrusion temperature on the rheological properties of the molten composite filaments with different metal powder filling ratios. It can be seen that the pressure drop, shear stress, and apparent viscosity of the molten material all decrease with increasing extrusion temperature. The specific values are shown in Table 10. This is because as the extrusion temperature increases, the filament receives more heat and melts more thoroughly, resulting in better fluidity. From a microscopic point of view, due to the higher temperature, the molecules become more active, the space between the molecules is increased, and there is less resistance in the fluid flow process. While increasing the temperature improves the rheological properties of the molten material, the temperature cannot be increased indefinitely so as to prevent the polymer binder component of the filament from flowing too much to shape.
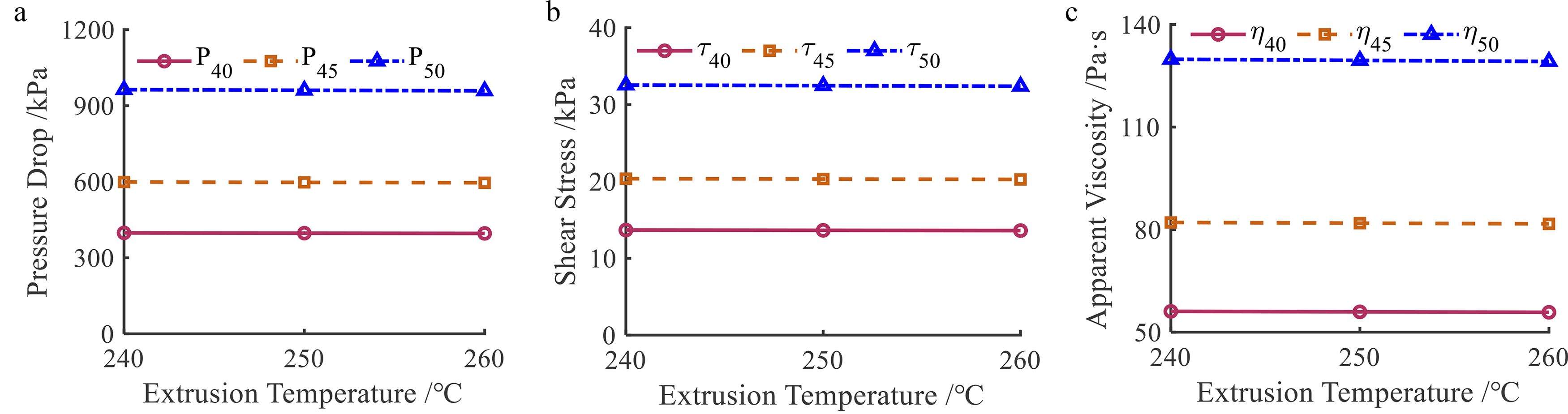
Effect of extrusion temperature on the rheological property of the molten filament.
Results of the Effect of Extrusion Temperature on the Rheological Property Parameters
Effect of building speed
Figure 20 shows the effect of building speed on the rheological property of the molten filaments with different metal powder filling ratios. It can be seen that both pressure drop and shear stress increase with the increasing building speed, while the apparent viscosity decreases, as shown in Table 11. This is because, as the building speed increases, the feeding rate of the filament and internal resistance of the extrusion liquefier increase, as well as the pressure drop and shear stress. The stiffness of the filament and the pushing force of the feeding wheel are insufficient when the building speed is too high. The pressure drop inside the extrusion liquefier cannot be overcome. Problems of filament shear failure and feeding wheel slippage may occur. Therefore, the pressure drop cannot increase indefinitely. In addition, as the building speed increases, the melt shear rate also increases accordingly. However, the increase in shear rate is greater than that in pressure drop. Therefore, the apparent viscosity gradually decreases with the increase in building speed.
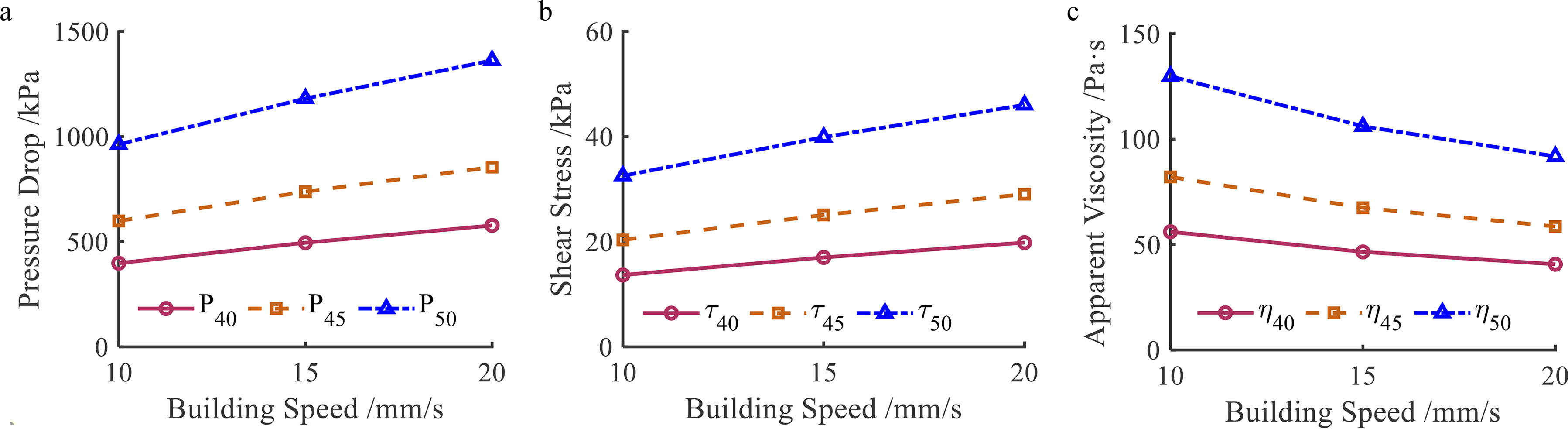
Effect of building speed on the rheological property of the molten filament.
Results of the Effect of Building Speed on the Rheological Property Parameters
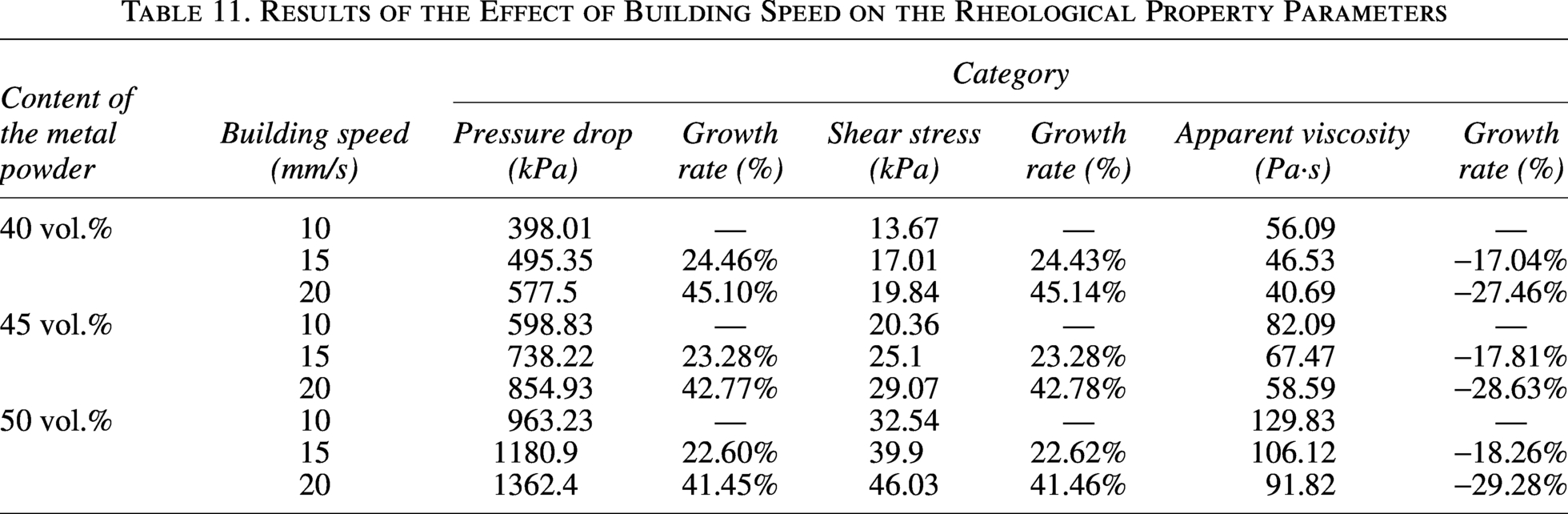
In summary, when the nozzle diameter is increased by 100% (from 0.4 to 0.8 mm), the pressure drop and shear stress decrease by up to 76.69% and 67%, respectively, and the apparent viscosity increases by up to 184.73%; when the extrusion temperature is increased by 8.33% (from 240°C to 260°C), the pressure drop, shear stress, and the apparent viscosity are separately decreased by up to 0.49%, 0.51%, and 0.5%; and when the building speed is increased by 100% (from 10 to 20 mm/s), the pressure drop and shear stress increase by up to 45.1% and 45.14%, respectively, and the apparent viscosity decreases by up to 29.28%. It can be seen that the nozzle diameter has the most significant effect on the flow behavior of the molten material, followed by the building speed. The extrusion temperature has the weakest effect compared with the other two processing parameters. Therefore, to improve the rheological properties of the melt inside the extrusion liquefier, the nozzle diameter should be increased appropriately, and the building speed should be reduced. This in turn ensures the continuity of forming and avoids shear failure due to insufficient strength of the composite filament. In the meantime, the formability and mechanical properties of the samples can be improved by increasing the extrusion temperature appropriately.
Conclusions
In this article, three different high-filling-ratio 17-4PH stainless steel powder/polymer composite filaments were manufactured independently, and the shaping studies of the green samples made by CME technique were carried out. Subsequently, the rheological property parameters of the composite filaments were experimentally investigated, and an analytical model of the rheological property of the molten material was established. Finally, a sensitivity analysis of the model was carried out to investigate the influencing laws of the three processing parameters (i.e., nozzle diameter, extrusion temperature, and building speed). The conclusions of the study are summarized as follows:
The self-made 17-4PH stainless steel/polymer composite filaments are uniform in diameter and flexible enough for batch winding and storage. All the filaments can be shaped into CME green samples. The experimental results show that the pressure drop, shear stress, and apparent viscosity of the molten composites increase with the increasing metal powder filling ratio. The theoretical and experimental results of the rheological property parameters of the composite filaments agree well with each other, with an error range of 7.07−8.1%, indicating that the analytical model can accurately predict the rheological property of the molten composites, that is, pressure drop, shear stress, and apparent viscosity. Within the discussed parameter range (nozzle diameter: 0.4–0.8 mm, extrusion temperature: 240–260°C, building speed: 10–20 mm/s), the pressure drop and shear stress of the molten composites decrease with the increasing nozzle diameter or building speed; the apparent viscosity increases with the increasing nozzle diameter and decreases with the increasing building speed; and all three parameters decrease with the increasing extrusion temperature. The sensitivity analysis shows that the nozzle diameter has the most significant effect on the flow behavior of the melt, followed by the building speed. The extrusion temperature has the weakest effect. Therefore, during the forming process, the nozzle diameter and extrusion temperature can be increased appropriately, and the building speed can be reduced to improve the formability and mechanical properties of the samples. The study provides a theoretical research basis and guarantee for understanding the influence of different metal powder filling ratios on the mechanical properties of the final sintered products. At the same time, it is of practical significance to optimize the production process and improve the forming quality of CME samples.
Authors’ Contributions
S.J.: Conceptualization, formal analysis, funding acquisition, methodology, project administration, resources, supervision, validation, and writing—review and editing. S.L.: Data curation, formal analysis, investigation, software, validation, and writing—original draft preparation. Z.X.: Data curation, formal analysis, investigation, and writing—original draft preparation. F.W.: Data curation and investigation. H.Y.: Methodology, resources, validation, and writing—review and editing.
Footnotes
Author Disclosure Statement
The authors declare no conflicts of interest.
Funding Information
The work described was supported by the