
Abstract
Noise-induced hearing loss often results in a characteristic notch within the 3–6 kHz frequency range, which is crucial for speech intelligibility. However, traditionally fabricated metallic sound-absorbing structures designed for harsh environments frequently suffer from issues such as large structural dimensions, low manufacturing precision, and inadequate programmability and repeatability. In this study, we developed a microscale resonator-similar structure incorporating a Helmholtz resonator, which was fabricated utilizing laser powder bed fusion technique for applications in harsh environments. These structures not only demonstrate a pronounced sound absorption peak around 3022 Hz, achieving a coefficient of 0.92, but also maintain an impressive average sound absorption coefficient of 0.69 within the critical 3–6 kHz range. Compression tests indicate that the specific energy absorption of these resonator-similar structures reaches 45.8 J/g, demonstrating a significant advantage in energy absorption capabilities, providing dual protection against mechanical stress and noise. This research seeks to explore the application of metal AM technologies in the field of sound absorption, contributing to the development of lightweight and effective metallic sound-absorbing structural components suitable for industry, vehicles, and military fields.
Keywords
Introduction
Hearing loss is identified as the fourth leading cause of disability, significantly hindering communication and negatively impacting interpersonal relationships.1,2 Among the various etiologies of hearing impairment, noise-induced hearing loss (NIHL) ranks as the second most common cause, following presbycusis (age-related hearing loss). 3 NIHL can be categorized as acoustic trauma and chronic NIHL. Acoustic trauma, which refers to sudden, permanent hearing loss resulting from a single exposure to an intense sound, is often associated with explosions or impacts, with sound levels typically averaging around 130–140 dB.4,5 Chronic NIHL, in contrast to acoustic trauma, progresses gradually over many years due to exposure to lower noise levels. This issue is particularly prevalent in industrialized countries, where excessive noise exposure in occupational settings or recreational activities, such as extended use of headphones, 6 exposure to factory noise,7,8 and noise within vehicles. 9 Both acoustic trauma and chronic occupational NIHL typically manifest as a notch at around 4 kHz on pure-tone audiograms during early or moderate stages of the condition.3,10,11 Patients with this notch often encounter significant hearing difficulties, especially in noisy environments, which is associated with impaired consonant discrimination, as high-frequency sounds (3–6 kHz) are critical for speech intelligibility 12 and are often more affected than low frequencies (0.5–2 kHz). 13 With the acceleration of global industrialization, the applications of sound-absorbing materials have become increasingly complex, particularly in harsh environments such as factories 14 exposed to high temperatures, high pressures, vibrations, and oil contamination, as well as within vehicles 15 and in military domains. 16 These conditions impose significant requirements on the structural stability of soundproofing materials. Consequently, to reduce NIHL under extreme conditions, it is essential that these materials demonstrate excellent sound absorption performance in the 3–6 kHz range while also possessing superior mechanical properties.
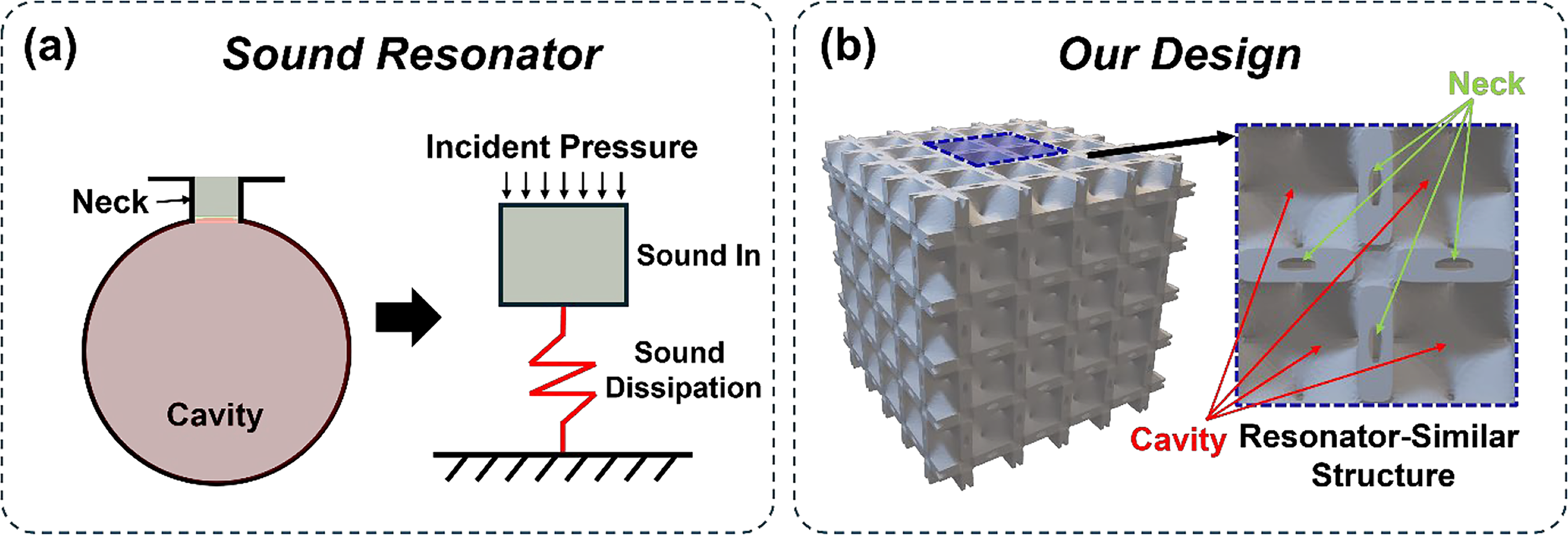
Numerous materials have been employed in sound absorption application; however, their adaptability to extreme environments and compatibility with industrial components remain constrained. For instance, fibrous materials are commonly favored as substrates for fiber-based sound-absorbing structures due to their three-dimensional (3D) network structure, which facilitates intricate and tortuous pathways for sound wave propagation. 17 Nevertheless, these materials are susceptible to challenges such as moisture absorption, susceptibility to pest damage, aging, accumulation of dust and dirt, and difficulties in cleaning. 18 Furthermore, inherent mechanical limitations, such as insufficient strength, susceptibility to plastic deformation, and potential brittle fracture under certain conditions, necessitate the integration of metallic structural materials in harsh environments, thereby increasing the complexity of equipment assembly and maintenance. 19 Metallic structures usually exhibit desirable advantages, including high conductivity, ductility, thermal conductivity, and elevated specific stiffness and strength. Liu et al. 20 introduce a novel Helmholtz resonance metamaterial, consisting of a perforated rigid panel backed by perforated porous material, which effectively dissipates sound energy (Fig. 1a) and achieves near-perfect sound absorption across a wide range of neck diameters. However, due to the high melting points, considerable strength, and challenging processing associated with metallic structural materials, current designed metallic porous structures21,22 and Helmholtz resonators23,24 often exhibit limitations such as large structural dimensions, low manufacturing precision, and inadequate programmability and repeatability. To achieve lightweight, microscale, and compact structures that enhance sound absorption performance, there is a need for a novel method that enables the precise fabrication of such structures (Fig. 1b).
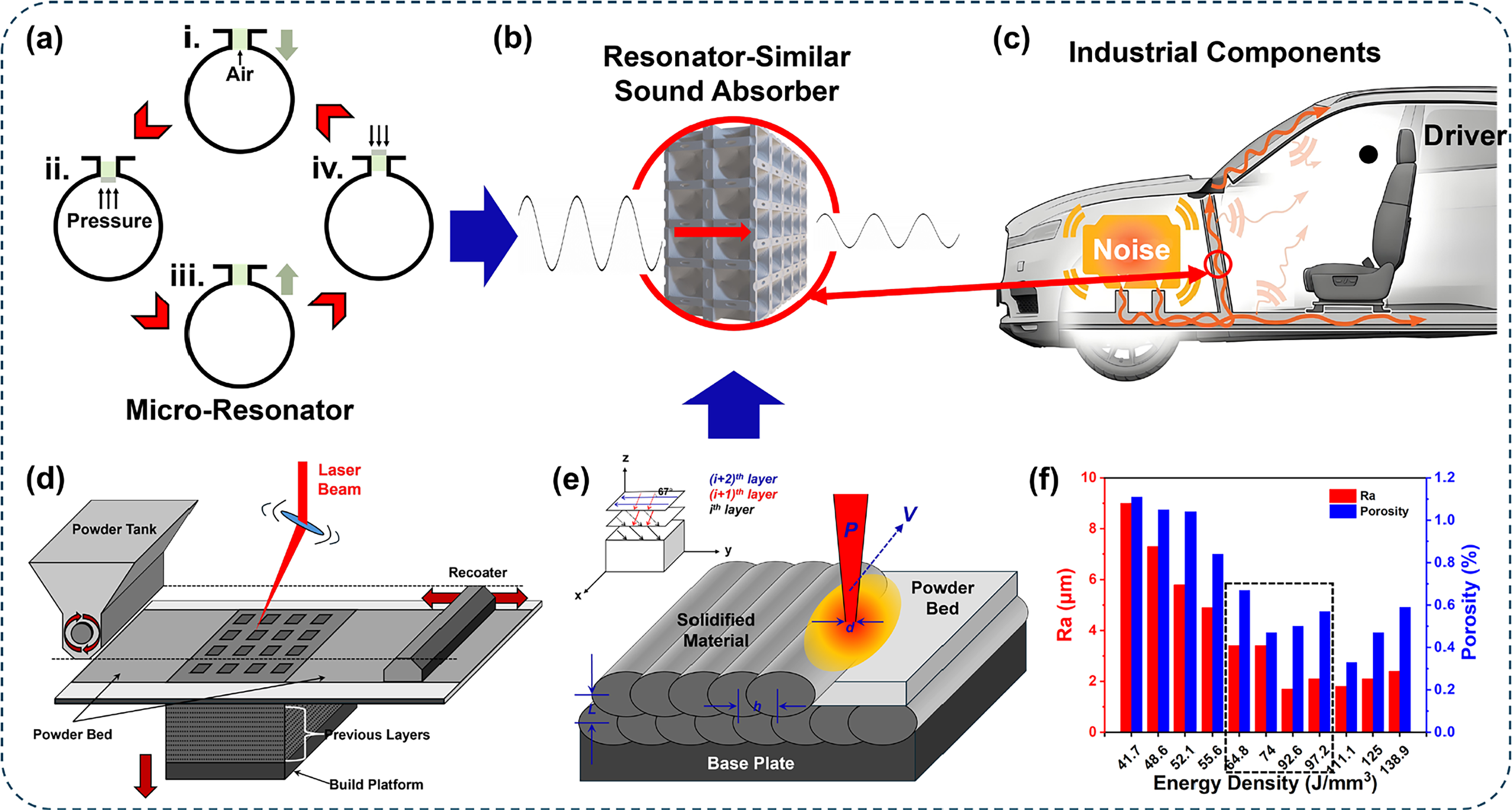
Laser powder bed fusion (LPBF) has gained prominence as an AM technology and is now extensively employed in the domain of metal structures. 25 It employs a laser beam to sequentially scan two-dimensional patterns across a layer of fine metal powder, creating melt pool tracks that bond with the underlying layers, and this layer-by-layer process is repeated thousands of times to construct a 3D object. 26 Extensive experiments have demonstrated that this technology achieves excellent printability with metals such as steel, 27 aluminum, 28 nickel, 29 titanium, 30 and copper. 31 Furthermore, its layer-by-layer printing capability enables the fabrication of complex metal-based sound-absorbing structures and facilitates the optimization and autonomous design. 32 The LPBF technique has been employed to fabricate various sound-absorbing structures, 33 such as cellular structures, 34 lattice structures, 35 and triply periodic minimal surface (TPMS) structures, 36 which demonstrate a certain level of sound absorption effectiveness. 37 However, these studies have not addressed sound absorption performance within the 3–6 kHz frequency range, which is a critical factor for practical applications aimed at preventing NIHL. Therefore, we aim to utilize the principles of porous structure and Helmholtz resonator to design corresponding TPMS structures that enhance sound absorption performance while maintaining adequate mechanical stability.
In this study, solid bulk, Gyroid, and Neovius structures are fabricated using 316L stainless steel (SS) powder. LPBF technique is employed, and the printing parameters are optimized to achieve a favorable balance between structural formation quality and efficient printing performance within the designated energy density range. Subsequently, the investigation also focuses on the influence of structural designs (solid bulk, porous structure, and Helmholtz resonator) on the sound absorption capabilities. The goal is to develop microscale resonator-similar structures utilizing LPBF technique that exhibit excellent sound absorption performance within the 3–6 kHz range while simultaneously demonstrating superior compressive properties, which explores the application of metallic sound absorbers under practical harsh environments (Fig. 1a–e).
Materials and Methods
Specimen fabrication

The Process Parameters Utilized for the Fabrication of 316L Stainless Steel Structures

Gas atomized spherical 316L SS powder (Nikon SLM Solutions, Japan) with an average particle size from 10 to 45 μm is utilized for the selective laser melting process. The elemental composition of 316L SS powder is specified in Table 2. A wire electrical discharge machine is used to remove the as-built samples from the SS substrate. The samples are then ultrasonically cleaned with isopropyl alcohol to remove any residual powder particles and grease.
The Chemical Composition of 316L Stainless Steel Powder (ASTM A276)

Geometry design
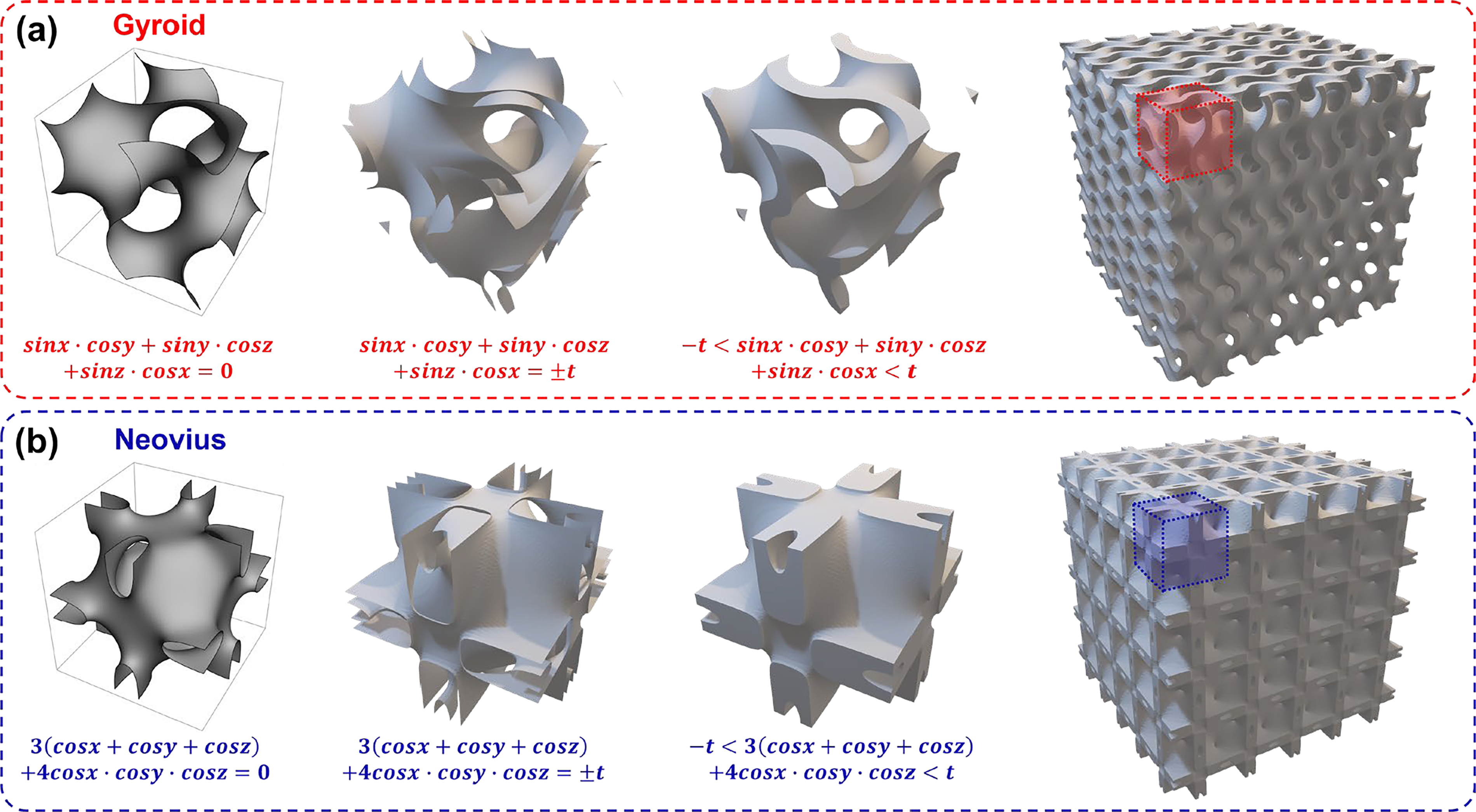
To investigate the impact of different principles (porous structure and Helmholtz resonator) in metallic TPMS structures on acoustic absorption properties, Gyroid and Neovius structures are designed in this study. The surfaces of these structures are represented by the following approximate equations 39 :
Gyroid

Neovius

Models of the structures are developed using an open-source TPMS generator MSLattice software40–43 and characterized with Materialise Magics software. This computational approach enables precise control over volume fraction, unit cell size, and design errors. Preliminary experiments on Gyroid structures with relative densities of 30%, 50%, and 70% (10 mm characteristic size) showed that 30% provided the most favorable overall performance, particularly in sound absorption. Therefore, a relative density of 30% is selected. To isolate the effect of topology on acoustic behavior, both relative density and unit cell size are fixed at 30% and 3 mm, respectively (Fig. 2).
Geometric design details of
Characterizations
A Schottky field-emission scanning electron microscope (SEM) model Zeiss Supra 40 is utilized to characterize the AM-ed specimens for geometrical details and any visible defects. To capture the images, an accelerating voltage of 10 keV is utilized. To calculate the porosity, the specimens are subjected to mechanical polishing until a surface finish of 0.05 μm is achieved.
All samples used for acoustic testing are cylindrical, featuring a diameter of 29 mm and a thickness of 10 mm. The sound absorption properties are assessed by measuring the sound absorption coefficient (SAC, α) through the SW4601 impedance tube kit (BSWA TECH, China), in accordance with ISO 10534-2 standards (Supplementary Fig. S1). The frequency range for testing extended from 1 to 6 kHz. Each SAC curve represents the average of at least three independent measurements, and the variation among repeated tests is small.
The compressive samples are fabricated with dimensions of 5 mm in length, 5 mm in width, and 5 mm in height. Experimental tests for compression are conducted utilizing a Shimadzu AG 25TB (Shimadzu Corporation, Japan) electromechanical loading machine, which has a load capacity of 50 kN. Quasi-static uniaxial compression experiments are executed under displacement control, maintaining a constant loading rate of 0.5 mm/min. For all samples, the testing limit is established at a force of 49 kN. The stress and strain values are calculated from the measured force and displacement data as follows:


Results and Discussion
LPBF-fabricated 316L SS TPMS structures
LPBF is employed to fabricate 316L SS TPMS structures with optimized processing parameters (Fig. 1d and e). To reduce anisotropy, a layer rotation strategy of 67° is applied during the printing process. Based on preliminary optimization using solid bulk specimens (Supplementary Fig. S2), an energy density range of 64.8–97.2 J/mm3 is selected to ensure a balance among formation accuracy, porosity, and fabrication efficiency. The optimized parameters enable the successful fabrication of complex, well-designed TPMS structures (Fig. 1f). The chemical composition of the LPBF-fabricated specimens remains consistent with that of the initial powder (Supplementary Fig. S3 and Supplementary Table S1), indicating good chemical stability during processing.
Figure 2 demonstrates the geometric design details of Gyroid (red) and Neovius (blue) structures based on the principles of porous structure and Helmholtz resonator to enhance their acoustic performance. First, the corresponding surfaces are designed using mathematical formulas, Equations (2) and (3). Gyroid structure is composed of continuous simple surfaces, with the gaps between these surfaces designed to enhance sound absorption performance through the incorporation of air gaps. The Neovius structure, on the contrary, consists of a central cavity surrounded by 12 necks along its periphery, forming a complex surface configuration. The combination of these necks and the cavities creates a structure analogous to a Helmholtz resonator as a complex microscale resonator-similar absorber. ±t is defined as the offset value of the surface relative to its original position. Subsequently, solid entities are generated by filling the gaps between these offset surfaces, creating the unit cells. These unit cells are then expanded into a large structure suitable for sound absorption and compression performance testing through an array arrangement. These results demonstrate the editability of the complex structures of TPMS, which aligns with the layer-by-layer fabrication characteristics of LPBF.
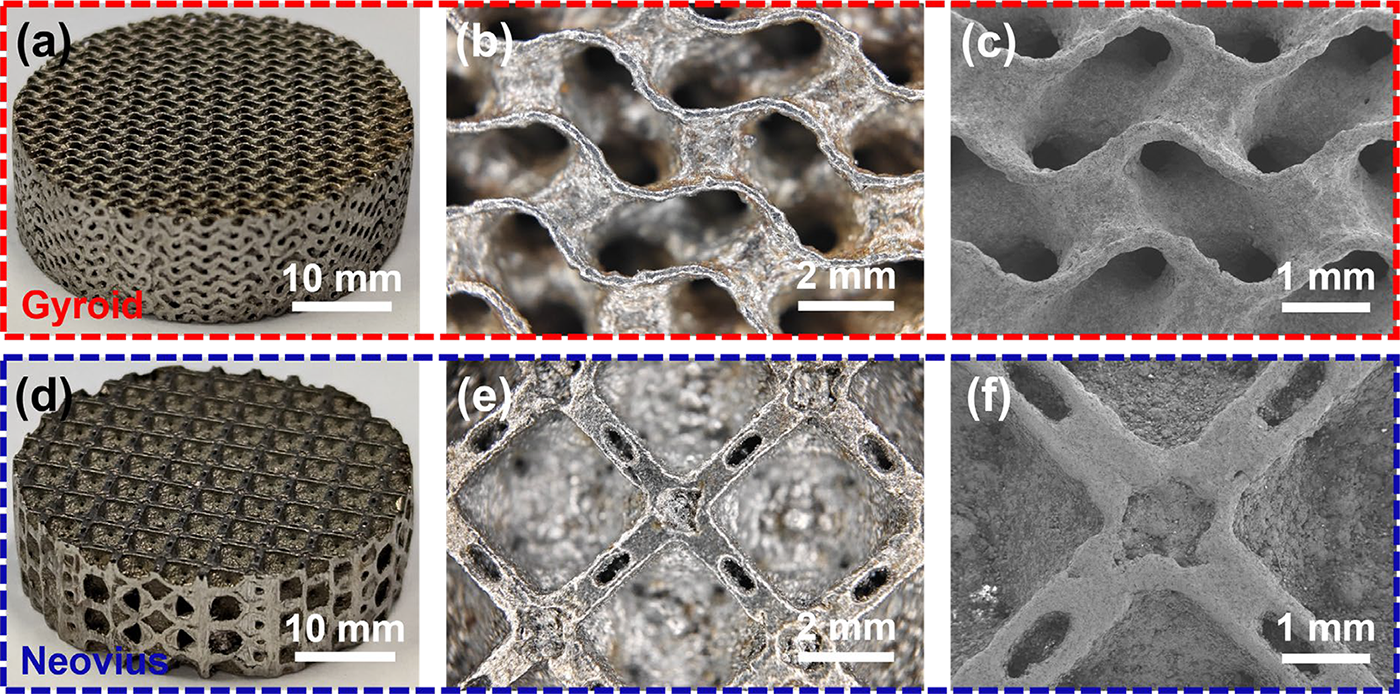
Figure 3 shows the details of LPBF-fabricated 316L SS Gyroid and Neovius structures. The Neovius structural parameters are analogous to those of the Gyroid structure, with a cell size of 3 mm and a relative density of 30%. The Gyroid and Neovius structures exhibited good surface quality under the optimized fabrication parameters (Fig. 3b and e). The minimum wall thickness of the Gyroid and Neovius structures is ∼250 μm, as measured in the SEM images (Fig. 3c and f). The precise materialization of digital models reflects the uniformity of the periodic arrangement, with minimal structural deformation and no significant defects, thereby demonstrating the stability of the printing process. In this work, the wall thickness is designed to be minimized within the manufacturable limits of the LPBF process in order to fully exploit the geometric complexity enabled by AM. Reducing wall thickness increases the specific surface area and enhances viscous and thermal dissipation of acoustic energy. However, excessively thin walls may lead to instability during fabrication, such as distortion or discontinuity. Therefore, the selected thickness represents a compromise between maximizing acoustic performance and ensuring structural integrity and fabrication reliability. These structures facilitate weight reduction and enhance structural complexity while preserving the overall mechanical properties. This advancement facilitates the future design and structural control of increasingly complex sound-absorbing metallic structures. Furthermore, the LPBF technique enables stable and repeatable large-scale production, offering significant potential for practical applications.
LPBF-fabricated 316L SS specimens:
Sound absorption performance
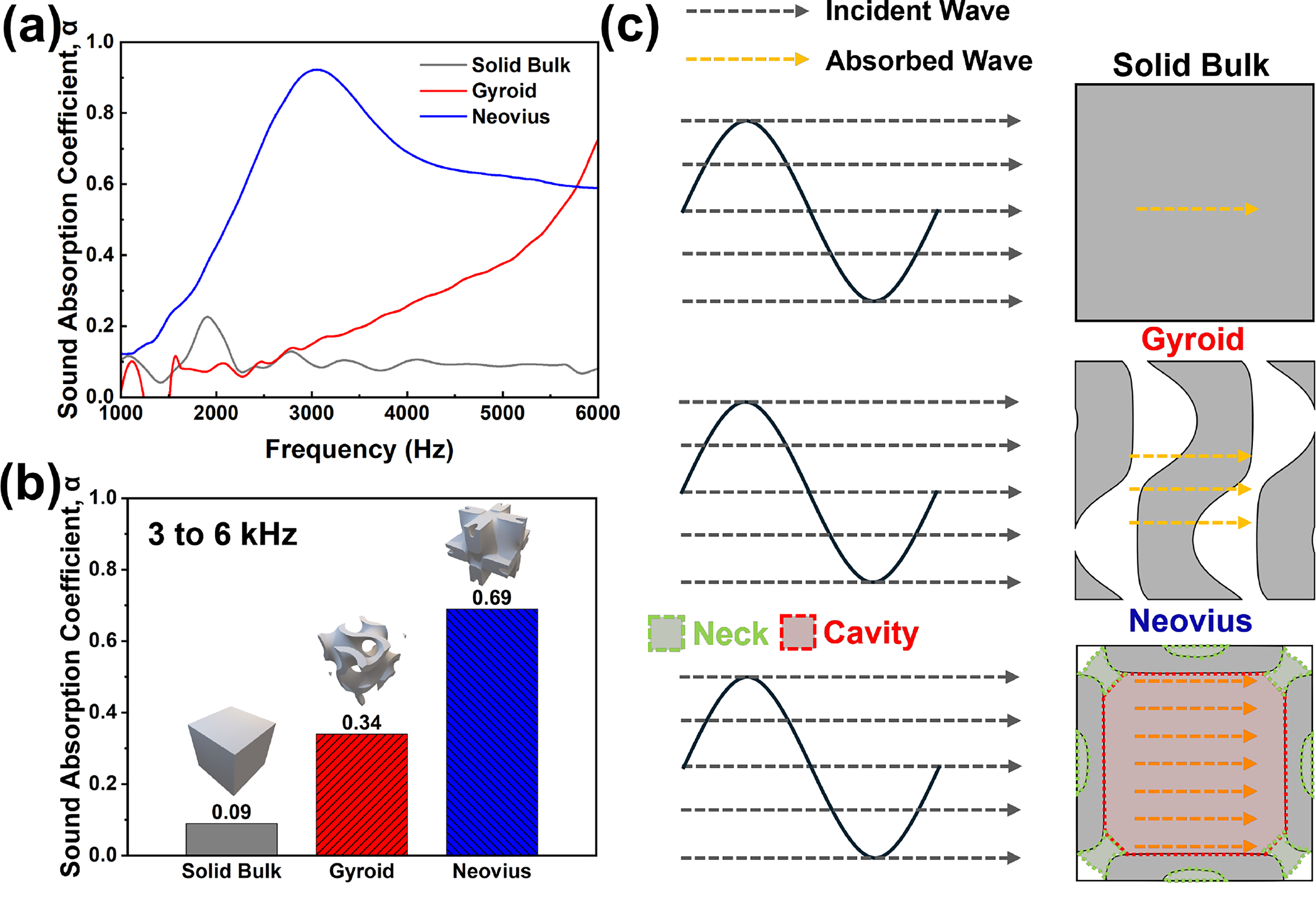
Figure 4a illustrates the sound absorption characteristics of LPBF-fabricated 316L SS with solid bulk, Gyroid, and Neovius structures across the frequency range of 1–6 kHz. It is evident that 316L SS with solid bulk exhibits a peak absorption value of 0.23 at 1907 Hz due to its inherent properties. In other frequency ranges, its SAC hovers around 0.1, particularly within the high-frequency range of 3–6 kHz, where the average SAC is measured at 0.09. This phenomenon may be attributed to the inherent properties of the metallic structure, which are not conducive to the absorption of sound waves. 35 Furthermore, 316L SS with Gyroid structure does not display distinct absorption peaks within the 1–6 kHz frequency range. However, their sound absorption efficiency increases with rising frequency and notably accelerates after 5 kHz. This outcome differs from previous LPBF-fabricated structures,36,37 as no resonance peaks are observed. The absence of a pronounced resonance peak in the Gyroid structure may be attributed to its continuous porous topology, which lacks discrete cavity–neck features. Instead, sound absorption is primarily governed by viscous losses, thermal dissipation, and boundary layer effects within the tortuous pore network. 33 As the frequency increases, these dissipative mechanisms become more effective due to enhanced interaction between the acoustic waves and the internal surfaces, leading to a gradual increase in the SAC rather than a sharp resonance peak. The Gyroid structure achieves an absorption coefficient of 0.72 at 6000 Hz, with an average efficiency of 0.34 in the 3–6 kHz range. Primitive, I-WP, and Diamond structures, similar to Gyroid structure, are also designed (Supplementary Fig. S4), fabricated (Supplementary Fig. S5), and conducted the acoustic tests. These results indicate that the implementation of an air gap significantly enhances the sound absorption capabilities of the solid structure (Supplementary Fig. S6). In addition, the structure’s enhanced sound absorption performance at higher frequencies may be attributed to the fact that higher frequency sounds are more easily attenuated compared with lower frequency sounds. Nevertheless, the impact of the porous structure on improving the average SAC within the 3–6 kHz range is limited.
Solid bulk, Gyroid structure, and Neovius structure:
To further enhance the sound absorption performance of the absorber, the absorption characteristics of the Neovius structure, based on the Helmholtz resonator principle, are investigated. The blue line in Figure 4a illustrates the sound absorption curve of a resonator-similar structure across a frequency range of 1–6 kHz. The results indicate that the sound absorption performance of the resonator-similar structure demonstrates a pronounced resonance peak, exhibiting significant variation compared with the solid and Gyroid structures. Starting from 1 kHz, the SAC of the resonator-similar structure increases with frequency, reaching a maximum absorption efficiency of 0.92 at 3022 Hz, which is substantially higher than the Gyroid structure’s SAC of 0.7 at 6000 Hz. Subsequently, the SAC gradually declines with increasing frequency, stabilizing at ∼0.6 around 4 kHz. Consequently, the resonator-similar achieves an outstanding average SAC of 0.69 within the 3–6 kHz range, significantly exceeding the average SAC of the other structures within the same frequency band. This resonator-similar absorber exhibits better acoustic absorption performance compared with other LPBF-fabricated metallic absorbers with varying materials and structures (Supplementary Fig. S7 and Supplementary Table S2). It should be noted that all structures investigated in the present study are fabricated with the same thickness to eliminate thickness-related effects, allowing a direct comparison of the influence of structural topology on acoustic performance. However, for comparisons with previously reported LPBF absorbers, variations in specimen thickness may exist, and thus the comparison is intended to provide a qualitative reference. This superior sound absorption performance in the 3–6 kHz frequency range may be attributed to the internal structure of the Neovius topology, which behaves analogously to a Helmholtz-type resonator. It is worth noting that this behavior originates from the mathematical formulation of the Neovius surface, which results in a highly interconnected pore topology with pronounced confinement effects and higher surface curvature variation compared with the Gyroid structure. These geometric characteristics facilitate localized acoustic interactions and contribute to the observed resonance-enhanced sound absorption. To further evaluate the practical applicability, the effective absorption bandwidth is quantified based on the criterion of SAC ≥0.7. The Neovius structure maintains high absorption within a frequency range of ∼2400–4000 Hz, corresponding to an effective bandwidth of about 1600 Hz. This indicates that the enhanced performance is not limited to a narrow resonance peak but extends over a practically relevant frequency range.
As illustrated in the schematic (Fig. 4c), the green region can be equated to the air in the neck of our resonator-similar structure, whereas the red region represents the air within the resonant cavity. This cavity–neck configuration gives rise to a 3D resonator system, in which the air in the neck region compresses the cavity air under acoustic excitation, resulting in energy dissipation analogous to a spring-mass system (Fig. 5a). Each unit cell of the Neovius structure contains 12 necks (Fig. 5b), enabling substantial attenuation of sound wave transmission.44–46 Such a multi-neck configuration enhances localized resonance and promotes repeated energy exchange between adjacent cavities, resulting in increased acoustic energy dissipation. Moreover, the intricate internal design of the resonator-similar structure significantly extends the propagation distance of sound waves, further contributing to energy dissipation. Therefore, the superior sound absorption performance of the Neovius structure can be attributed to the combined effects of geometric confinement, resonance-induced dissipation, and extended propagation pathways.
Schematic illustration of the acoustic energy dissipation mechanism in the resonator-similar Neovius structure:
Mechanical properties
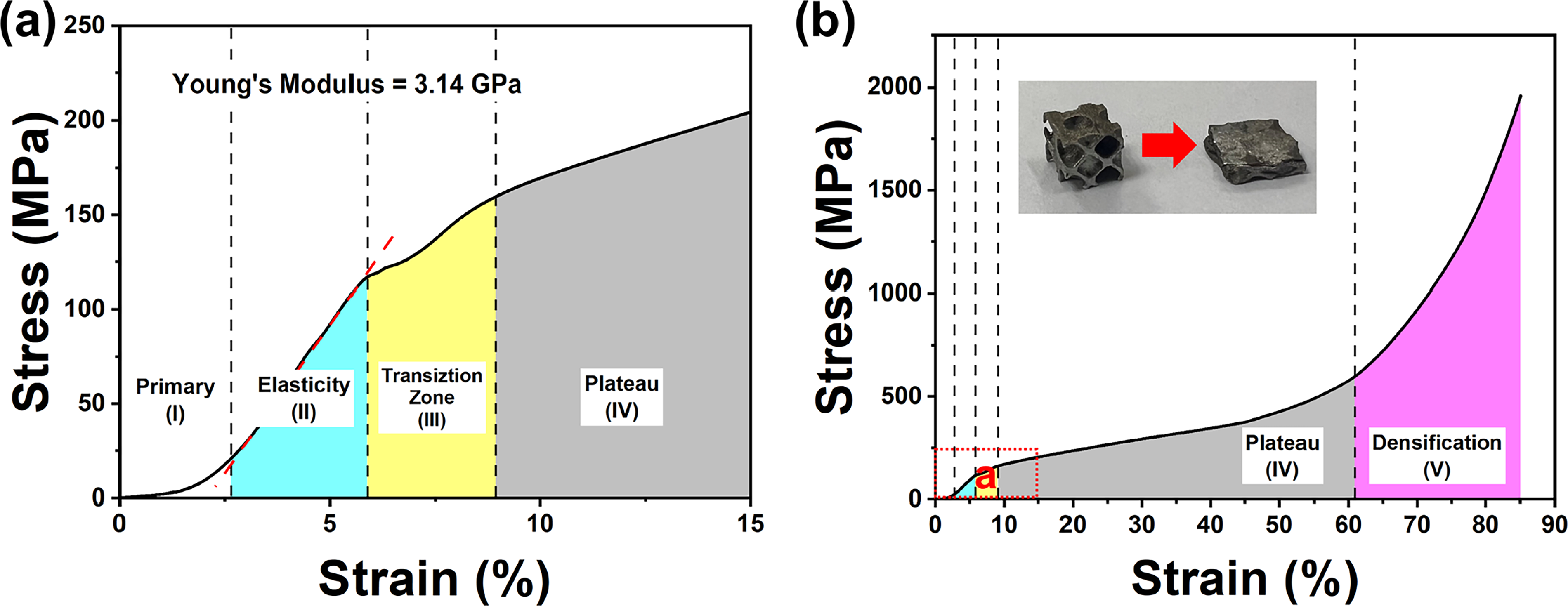
Metal structures used for sound absorption in harsh environments, such as automobiles, factories, and workshops, not only serve their acoustic function but also contribute as structural bases. Consequently, it is essential for these materials to possess a certain degree of ductility to prevent brittle failure under external force impacts. Therefore, to demonstrate that resonator-similar metal structures exhibit good sound absorption performance in the 3–6 kHz range while maintaining a degree of ductility, this study investigates their compressive properties. Representative compressive stress-strain curves of LPBF-fabricated resonator-similar structure are illustrated in Figure 6a and b. It is noteworthy that the quasi-static compression tests are conducted on the same lattice orientation as the acoustic measurements, specifically on the (001) planar faces. The compression process can be categorized into five distinct stages: (I) primary stage, (II) elasticity stage, (III) transition stage, (IV) plateau stage, and (V) densification stage. Unlike conventional solid compression samples, this structure initially undergoes a primary stage characterized by a certain degree of yielding, which may be attributed to the unique architecture of Neovius. During the elasticity stage, the Young’s modulus is calculated to be 3.14 GPa, which falls within an acceptable range when compared with previously printed porous structures.
47
This value is higher than some previously reported AM-fabricated 316L porous structures, which typically exhibit modulus values in the range of several hundred MPa to ∼1 GPa,48,49 depending on relative density and architecture. The difference can be attributed to variations in structural topology and effective load-bearing pathways, indicating that the present structure provides enhanced stiffness while maintaining porosity. Following the transition stage, the sample begins to exhibit a degree of plastic deformation. Once the deformation exceeds 8%, it transitions into the plateau stage characterized by a combination of bending and buckling deformation, continuing until a strain of 61.5% is achieved. As shown in Figure 6b, the structure exhibits progressive and relatively uniform deformation from the initial to the final compressed state, without catastrophic fracture. This behavior is consistent with bending- and buckling-dominated deformation mechanisms, supporting the interpretation of ductile collapse in the plateau region. The densification strain is determined from the stress–strain curve as the point at which a sharp increase in stress occurs, indicating the transition from the plateau stage to rapid densification.50,51 Based on this criterion, the densification strain is identified to be 61.5%. The stress–strain curve is observed as a long plateau at a high stress level throughout the deformation process, exhibiting ideal characteristics for energy absorption applications.
52
The areas (I, II, III, and IV) beneath the stress–strain curve represent the total energy absorbed (
Mechanical properties of LPBF-fabricated resonator-similar structures:
Such multifunctional performance highlights strong potential for applications in industrial noise control, transportation systems, and protective structures requiring both acoustic attenuation and mechanical robustness. However, several limitations should be noted. Although strong absorption is achieved near the resonance (∼3 kHz), the performance decreases at higher frequencies, reflecting the inherently narrow-band nature of resonance-based mechanisms. In addition, the acoustic response is sensitive to geometric accuracy and LPBF-induced dimensional tolerances, and the current design is based on a fixed unit cell size, where variations in features such as neck diameter and cavity volume may affect resonance behavior. Future work will focus on broadening the effective bandwidth and optimizing structural design, including improving robustness against manufacturing variations and exploring multi-material architectures.
Conclusions
In summary, 316L SS solid bulk, Gyroid structure with air-gap features and Neovius structure incorporating Helmholtz resonator characteristics are designed and successfully fabricated using the LPBF method. These structures exhibited excellent periodicity, minimal defects, and high structural resolution, with a minimum wall thickness of 250 μm. Although solid bulk demonstrated limited sound absorption capabilities with a peak SAC of only 0.23, the Gyroid structure showed a significant improvement in sound absorption performance. As the frequency of sound increases, the SAC continues to rise, reaching 0.72 at 6000 Hz. However, the average SAC within the 3–6 kHz range remains constrained. The designed microscale resonator-similar absorber, based on Neovius structure, featured a pronounced sound absorption peak around 3022 Hz, achieving a coefficient of 0.92. It also maintained an impressive average SAC of 0.69 within the 3–6 kHz range. This performance can be attributed to the “Spring” effects generated by the necks and cavities of the Neovius structure. Furthermore, the resonator-similar absorber displayed commendable compressive properties, with an SEA of 45.8 J/g, indicating significant potential for applications that require both exceptional sound absorption performance and high mechanical integrity. These findings highlight the potential of LPBF-fabricated TPMS structures as multifunctional components for harsh environments, such as industrial systems, transportation applications, and protective structures. Future work will explore broader frequency tuning, structural optimization, and multi-material or graded designs to further improve the combined acoustic–mechanical functionality.
Authors’ Contributions
Z.W.: Writing—original draft, software, methodology, investigation, formal analysis, and data curation. Y.Z.: Writing—review and editing and validation. S.Z.: Writing—review and editing, software, and investigation. L.F.: Visualization and data curation. W.L.: Data curation and methodology. W.Y.: Validation and resources. J.D.: Conceptualization and supervision.
Footnotes
Data Availability
Data will be made available upon request.
Author Disclosure Statement
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this article.
Funding Information
This work is supported by the