
Abstract
The detection for internal defects of the practical aviation carbon fiber reinforced polymer (CFRP) using different modes of laser was discussed in this paper. The results show that the effect of the laser with long pulsed wave heating mode is the best, and then sawtooth wave mode is followed by sine wave mode. Besides, the valid image processing method plays a significant role in improving the effect of differential laser infrared thermography. Compared with the detection results of thermal lamp thermography, the effect of differential laser thermography is better. There are two main advantages of using a planar laser to heat the aviation carbon fiber composites: (1) the detection speed is so fast, which only takes a few seconds to complete the whole detection process; (2) laser method is more flexible than thermal lamp thermography because of the range detected can be adjusted according to the aim of experiments.
Introduction
The application of the carbon fiber reinforced polymer (CFRP) is extending in the aerospace industry, transportation and other industry for their excellent performance [1]. The probability of defects and damages emerging in aviation CFRPs may be greater than the one used in other field for the poor service condition, which can be a serious threat for aviation security. Therefore, it is necessary to detect the possible defects and damages of the aviation composites and improve the reliability of aviation safety effectively.
The nondestructive detection technology (NDT) is the most promising method for detecting defects and damages possibly inside the composites [2]. The active infrared thermography technology is a promising method of NDT and has already been widely used in defects detection and quality control of products [3]. Flash lamps and eddy current, for example, are both conventional heat sources of active infrared thermography technology. And there are many researches for the application of those traditional methods [4,5]. On the contrary, researches for the application of laser as the heat source especially the planar laser are relatively less. Laser is a high-efficiency heat source with many pretty performance, which can easily achieve remote heating of experimental samples [6]. Laser spot heating and laser scanning are the two main methods of utilization for laser [7,8]. However, a planar laser mode was used in this paper which called differential laser infrared thermography. The same as the traditional infrared thermography, differential laser infrared thermography has many advantages too, such as fast detect speed, large detection range and noncontact to testing specimens. Besides, laser has a better anti-external interference characteristic than lamps because of the good convergence. In addition, the superiority of a laser after expanding is the capability of remote heating [9]. And thanks for this unique character, it is possible to control the range and location of the heating area by adjusting the distance between the beam expander and the sample. Therefore, the differential laser infrared thermography can achieve accurate heating for testing specimens.
In this paper, the detection effect of internal defects of practical aviation CFRP using three different modes of laser was discussed. And the detection results were processed by image algorithms of pulsed phase thermography (PPT) and principle component thermography (PCT). By calculating the signal-to-noise value of the results, the different detection effects of defects embedded in aviation CFRP was evaluated.
Experimental system
Experimental set up
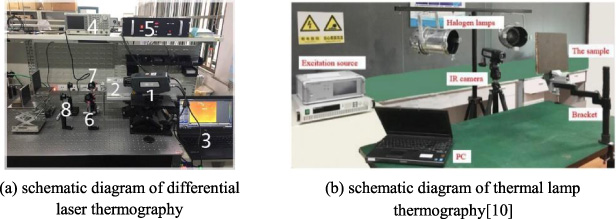
As shown in Fig. 1, (a) is the scheme of the differential laser infrared thermography and (b) is a diagram of the traditional thermal lamp infrared thermography. As shown in (a), from 1 to 8 is infrared camera, laser device, computer, oscilloscope, power control unit, reflector, laser beam splitter and concave lens respectively. For the laser method, there will be a referenced sound sample. The only difference between the sound and the defective sample is that the latter is embedded with defects. And the raw thermal data collected from the sound testing sample will be utilized to minish the adverse effect of the uneven distribution of the laser spot after expanding. Simultaneously, a laser signal modulation and excitation, IR camera control system is used to ensure the synchronization of laser excitation and infrared camera recording time. The power of laser used in this experiment can reach to 120 W. What’s more, the infrared thermography experiment with thermal lamp method was carried out in the NDT laboratory in the School of Automation Engineering, University of Electronic Science and Technology. And the power of each lamp is 1000 W.
Experimental apparatus.
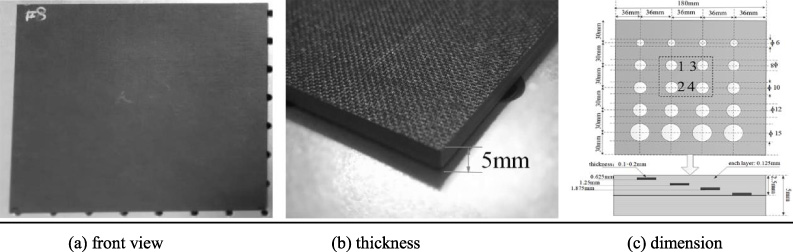
Figure 2 is the testing sample used in this experiment. And the one is a practical aviation CFRP. Both the defective and the sound samples were paved with the same number of carbon fiber layer impregnated epoxy resin and the thickness of each layer is about 0.125 mm The directions of fibers in each layer are in accordance with [0°/45°/−45°/90°]. The thickness of each practical aviation carbon fiber laminate is 5 mm with 40 layers and the dimension is 180 mm × 180 mm. The dimensions and the location of defects of the defective sample is clearly showed in (c) of Fig. 2. All the sixteen defects are the detection objects for thermal lamp method while the circled four defects are the objects for differential laser infrared thermography. The sound sample were not displayed there because of the same dimension with the defective one.
Testing sample.
In this paper, three different modes of laser were utilized to heat the samples. And they were sine wave mode, long pulsed wave mode and sawtooth wave mode respectively. All conditions were the same in the experiment except the heat mode of the lasers. In the differential laser infrared thermography, the good directivity of the laser was made full use of so that the laser could be split to two sub-lasers and heat two samples simultaneously. However, it is very difficult to adjusting the two sub-lasers to almost the same because of the inevitable absorption influence of the laser beam splitter and other environmental factors. Therefore, a strategy is that the two lasers beams excited at different time could be seen as two sub-lasers split from one same laser. And the defective and sound sample will be heated by the two laser according to the order.
Image processing methods
Effective imaging processing algorithm is vital to improve the detection effect of NDT techniques. In this article, pulsed phase thermography (PPT) and principle component thermography (PCT) were applied to enhance the defects information obtained from the differential laser infrared thermography, while the thermal raw data obtained from thermal lamp thermography was processed by the thermographic signal reconstruction (TSR) algorithm.
Pulsed phase thermography (PPT) [11] is a conventional image processing algorithm in infrared thermography. As usual, there will be sufficient harmonic component in raw thermal data. And PPT can extract both the amplitude and phase information from the raw thermal data. In this method, the Fourier transformation is also applied to temperature-time data obtained by pulsed thermography. And the phase data from each frequency can be calculated by Eq. (1) [12]:
In most case, Principal component thermography (PCT) [14] is used to extract both the image features and reduce noise signals. In PCT, the data sequence is deposed into a set of orthogonal statistical modes which is known as empirical orthogonal functions (EOFs) after the single value deposition (SVD). Generally speaking, the first few images can take the place of the whole information in the raw thermal data sequence. What’s more, the deposition for raw data rely on the function as follows:
The thermographic signal reconstruction (TSR) algorithm, which uses polynomial fitting to smooth the original thermal information data in log–log coordinates, addresses the infrared thermal image sequence in the cooling stage. Polynomial fitting can be performed by referring to formula (2) [3]:
Results of the thermal lamp method
In this experiment, two lamps were used to heat the defective sample. And the parameters of the thermal lamp was shown in Table 1.
Parameters of the thermal lamp experiment
Parameters of the thermal lamp experiment
The heating time of testing sample was 3 seconds. The frame frequency was set to 60 Hz which is the maximum value of the IR camera and can ensure recording sufficient thermal information. And Fig. 3 shows the best processing results after TSR heated by the thermal lamp excitation.

Testing sample.
As can be seen in Fig. 3, the result after second differential was better than the other two. However, a common problem arising in the results of both (a) and (c) is that the defects detected are fuzzy, especially for the deeper defects. In (a), all the shallowest five defects in the most were detected successfully. Comparing the three results, it can be found that the unevenness of the thermal lamp can be eliminated effectively by the second differential processing (b) and TSR (c). And in (b), although defect mark 1 and 2 were detected successfully, their image are quite blurry. What’s worse, after TSR, defect mark 1 and 2 in (b) cannot be even observed in (c). It conveyed that some thermal data may be more suitable for second differential rather than TSR though the second differential processing is a part of TSR.
For the differential spread laser method, the parameters were set according to Table 2.
Parameters of differential spread laser method
Parameters of differential spread laser method
In order to reduce the influence of unequal total excitation energy on the experimental results, the lasting time for laser of sine wave mode, long pulsed wave mode and sawtooth wave mode was set to 10 s, 14 s and 20 s respectively. And therefore, the each total energy realized by laser of the three excitations could be the same. Figure 4 to Fig. 6 showed the results of those three different modes of laser respectively.
Sine wave excitation mode.
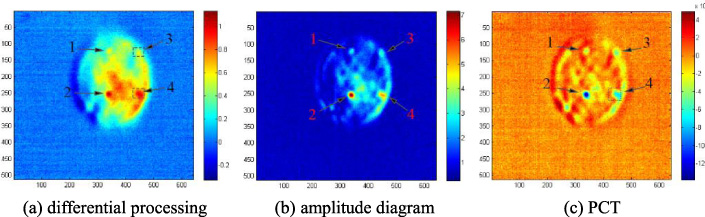
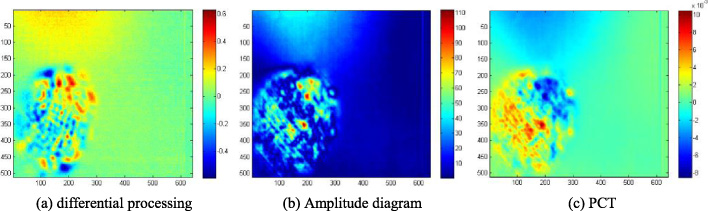
As can be seen in (a) of Fig. 4, the unevenness of the laser spot has an adversary influence in detecting defects though a differential processing process has been done. The most important part is that all the four defects circled in Fig. 2 were detected successfully. And the PPT and PCT were applied to process the thermal data after differential processing. However, the phase diagram results obtained from the PPT is so unsatisfying that them were not shown in this paper. And this problem appeared in the results of long pulsed and sawtooth wave mode too. For the detect result of long pulsed wave mode, all defects were detected except 4 marked in Fig. 2. However, comparing (a) in Fig. 5 with the (a) in Fig. 4, it is obviously seen that the laser spot distribution unevenness of the sine wave is more serious than that of long pulsed excitation mode. To differential spread laser method, it is a critical factor. Figure 6 was the detection results of sawtooth wave. And it can be easily distinguished that no defects were detected successfully. Therefore, the defects detection effect of the sawtooth wave is the worst one in these three laser modes.
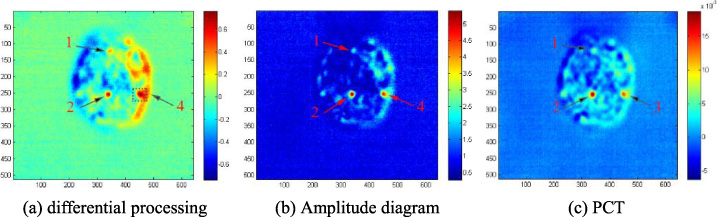
Long pulsed wave excitation mode.
Sawtooth wave excitation mode.
The SNR is a commonly used evaluation indicator in image processing. The SNR of an image will provide important information about the sensitivity of a technique. The higher the SNR of a diagram is, the better the image processing quality will be. The 20 log rule is often used, which is shown as:
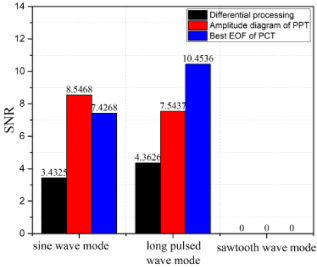
SNR of detection effect of different mode of laser.
In a word, the difficulty of the uneven distribution of laser after expansion was resolved properly by differential processing for the raw thermal data of the defective and sound sample heated by the same laser. And comparing with the traditional lamp thermography, the differential spread laser method has its superiority in defects detection. For the detection result of 3 and 4 marked in Fig. 2, it can be proved that the differential spread laser method has a better detection performance than the lamp thermography in some conditions.
In this paper, the detection effect of differential laser infrared thermoraphy by using sine wave mode, long pulsed wave mode and sawtooth wave mode was discussed. Besides, the defects detection experiment by the traditional thermal lamp thermography was also carried out. The results showed that the heating effect of long pulsed wave mode of laser is the best among those three modes, and then that of sawtooth wave mode followed by sine wave mode. Valid image processing methods were applied to improve the detection effect of differential laser infrared thermography. The SNR results showed that the long pulsed wave mode can provide a better thermal images sequence for later imaging processing algorithms. And simultaneously, compared with the detection results of heating by thermal lamp, laser’s effect is better. In a word, there are two main advantages of differential laser infrared thermography in detecting defects of the aviation CFRP: (1) fast detection speed and high efficiency; (2) more flexible than traditional thermal lamp thermography and the most used two laser infrared thermography because of the range of heating area can be adjusted easily.
Footnotes
Acknowledgements
This work was supported by the Natural Science Foundation of China [grant number 71701210].
Conflict of interest
All authors are clearly sure that there is no impact statement needed for this paper.