
Abstract
The objective of this study was to investigate the effects of ultrasonic treatment on the aroma profile of pumpkin juice. Samples were treated according to the experimental design, with a numerically controlled ultrasonic instrument at an ultrasound frequency of 45 kHz under various conditions (treatment times of 10, 20, and 30 min, sample temperature of 25(
Introduction
Pumpkin is an annual or perennial plant belonging to the family Cucurbitaceae and genus Cucurbita, with approximately 35 species [1, 2]. Cucurbita pepo, Cucurbita maxima, and Cucurbita moschata are commonly grown worldwide at high rates of production [3, 4]. According to a report, 24.616 billion tons of pumpkins were produced worldwide, with China, India, Russia, Iran, and the United States the leading producers [5]. Pumpkin is the most popular vegetable consumed in Bangladesh and also recognized as a functional food worldwide. Pumpkin is a good source of carotene, pectin, minerals, vitamins, phenolic compounds, polysaccharides, and other substances that are beneficial to health [6, 7, 8, 9, 10, 11, 12]. Modern medical research has found that bioactive compounds reduce blood glucose, blood lipid, and anti-cancer effects, while also improving human immune capacity [13]. However, fresh-cut pumpkins are so bulky that they cannot be eaten and have a short shelf-life. Therefore, different storage and processing methods are required. The main processed products include fruit juice, pickles, dry products, frozen products, and fruit purees [14]. In recent years, research has shown that pumpkin juice has low sugar content and can serve as a great source of fruit and vegetable drinks [2]. However, the taste and aroma of pumpkin juice are limiting factors that can serve as valuable sources of nutritional drinks.
Color, flavor, texture, and nutritional value are used to describe the characteristics that impart distinctive qualities to fruit and vegetable products. The first considers the appearance and color of fruits and vegetables, and the intention of re-consumption or acceptance depends on the flavor when people buy fruit and vegetable products [15]. Recently, consumer demand for fruit and vegetable juices, with higher nutritive values, minimal processing, and higher quality, have been growing rapidly. Therefore, the food industry has shown increased interest in producing healthier, high quality, minimally processed, and more natural food products. [17, 18]. The traditional method of maintaining fresh fruit juice is heat treatment, but this affects the aromatic characteristics of fruit juice [19]. As this method cannot guarantee the original nutritional value of fresh fruit and cannot meet the consumer demand for micronutrient-rich flavor and minimally processed products, recent research has focused on non-heat treatment, such as high hydrostatic pressure (HHP), ultrasonic (US), and high-pressure pulse electric field sterilization. The aromatic characteristics of turbid kiwi fruit juice under high static pressure and heat treatment were studied, Zhao et al. [20] found that the C6 aldehyde and C6 alcohol compounds in the heat treated samples were significantly reduced, while the HHP samples were similar to the fresh samples. Similarly, Chen et al [21]. compared the effects of HHP and heat treatment on kiwi fruit juice, and the results showed that HHP was better than heat treatment in maintaining the original juice and fresh green flavor of kiwifruit juice. It is believed that non-thermal processing affects food quality and ensures commercial stability. Ultrasonic (US) technology is a non-thermal sterilization food processing technology. The advantages of US are low cost, simple sterilization mechanism, high safety, lack of chemical additives, and maintenance of product quality to the maximum extent compared with traditional food thermal sterilization technology [22]. Ultrasonic processing technology is a completely renewable food processing technology, with small equipment, fast start-up, simplified process steps, higher operational safety, and, most importantly, wide applicability (filtration, defoaming, deaeration, depolymerization, cooking, demolding and extrusion, cutting, freezing and crystallization, drying, miscellaneous effects, etc.), compared with HHP and high-pressure pulsed electric fields [23, 24].
Ultrasonic processing can effectively reduce and limit microbial residues and growth in fruit and vegetable juice while retaining the biologically active compounds in fruit and vegetable juice. US inactivation of microorganisms is mainly due to the high rate of temperature increase, and the pressure produced by the cavitation directly destroys the bacterial cell wall or membrane alternative action. At the same time, this method promotes the decomposition of water molecules, produces free radical reactions, and generates strong oxidizing free radicals (
Materials and methods
Material
Chinese pumpkin (C. Moschata D.), bought from Lesmajia Supermarket in Nanchang.
Instruments and reagents
Instruments: Fiber extraction head (65
Reagent: Sodium chloride.
Methods
Sample pretreatment
1) Preparation of pumpkin juice
The peel and seeds were removed from the whole pumpkin, cut into small pieces, pressed through a juicer, and packed into a 100 mL conical flask with a stopper for ultrasonic treatment.
2) Ultrasonic treatment of pumpkin juice
The ultrasonic processing method has been described by Ordonez-Santos et al. [35, 36, 37]. The test power gradient and time gradient were set according to the numerical control ultrasonic equipment adopted in this study, with a frequency of 45 kHz and a maximum ultrasonic power of 300 W. The pumpkin juice samples were placed in an ultrasonic treatment chamber at 25 (
Extraction of volatile components
The extraction process was based on the method of Zhou [38]; in this study, some modifications were made according to this experimental design.
Sample preparation: For the ultrasonically-treated samples, 8 mL of each untreated sample was placed in a 20 mL headspace bottle, and 2.4 g of NaCl was added and mixed.
Extraction: insert the aging extraction head into the headspace bottle and place the extraction head in the upper space of the sample (headspace mode). A constant temperature water bath was used at 45
GC – MS analysis
After extraction, the extraction head was removed and manually inserted into the gas chromatograph inlet. The volatile components were analyzed for 3 min.
Gas chromatography conditions: Referring to the method of Verzera et al. [39], some modifications were made to the experimental design. The temperature increase procedure of the column was as follows: the starting temperature was set at 40
Mass spectrometric conditions: ion source temperature: 230
Qualitative and quantitative analysis
Qualitative analysis: Each component was retrieved using the computer NIST14.L spectrum library. Substances with a match of more than 60% were selected as effective aroma substances and analyzed and identified in conjunction with relevant data.
Quantification: the relative percentage was calculated by peak area normalization [38].
Results and discussion
Analysis of aroma volatile compounds
According to Table 1, ultrasonic treatments of samples A3, B3, and C3 took the longest time (30 min); it took the shortest time in treatments of samples A1, B1, and C1 (10 min). The highest power (300 W) of ultrasonic treatment was observed in samples C1, C2, and C3, and the lowest power (180 W) was observed in A1, A2, and A3.
Table 1 shows that 52 compounds were detected across all samples. Fourteen volatile components were detected in the UT group using HS-SPME/GC-MS, and 8, 7, 13, 12, 9, 19, 22, 21, and 18 volatile components were identified in the A1, A2, A3, B1, B2, B3, C1, C2, and C3 groups, respectively. Among these compounds, the C9-compounds ((E)-2-Nonenal, (E)-6-Nonenal, (Z)-6-Nonenal, (E)-3-Nonen-1-ol, (E, Z)-3,6-Nonadien-1-ol), and C6-compounds ((E)-3-Hexen-1-ol, (E)-4-Hexen-1-ol, 3-Methyl-4-Penten-1-ol, 1-Hexanol) could be identified, and the content of alcohols (6.74–83.1%) was the highest in all of the 10 groups of juice samples. The most abundant identified compounds were alcohols (1-Hexanol, 1-Octen-3-ol, (E, Z)-3,6-Nonadien-1-ol and (Z)-3-Nonen-1-ol). Garcia-Parra et al. [40] explored the effects of high-pressure thermal processing on volatile compounds in pumpkin mud and found that alcohols were the most abundant aromatic compounds (43%–56%), consistent with the results of this study. Similarly, in the analysis of volatile components of pumpkin flesh of different varieties studied by Chen et al., the most abundant volatile compounds in pumpkin flesh were alcohols (21.316%–63.645%). In comparing the volatile flavor compounds between fresh pumpkin and pumpkin juice studied by Li et al., the results also showed that alcohols were the most abundant volatile compounds in pumpkin juice (43.36%) [41, 42]. In addition, the results showed that ultrasonic treatment leads to the formation of new compounds or the elimination of existing compounds, similar to the ultrasonic treatment of apple juice and cranberry juice by Jambrak and Marina et al. [43, 44]. This result may be attributed to the changes in aroma compounds observed during ultrasonic treatment due to various sonochemical reactions (polymerization of free radicals/improvement of depolymerization, etc.) caused by the instantaneous temperature (5000 K) and extreme physical conditions of high pressure (500 MPa) [45, 46, 47, 48]. In addition, the degradation of aroma compounds during ultrasonic treatment is related to the oxidation reaction, promoting the interaction of free radicals formed during ultrasonic treatment [49, 50]. Jambrak et al. [51] tested cranberry juice with ultrasound for its sensory properties (taste, smell, flavor, and color) and found that the ultrasound treatment rated it lower than untreated juice. Similarly, from a sensory point of view, Jambrak et al. [52] reported that ultrasound treatment resulted in a significant decrease in all tested sensory parameters (color, smell, taste, aroma, and overall quality) of apple juice but no sensory rejection of the product. However, the potential effects of ultrasonic treatment on the color, smell, taste, aroma, and overall quality of pumpkin juice require further investigation.
1-Hexanol was not detected in the untreated pumpkin juice (UT), whereas 1-hexanol was present in all samples treated with ultrasound. Similarly, 1,4-dioxane-2,6-dione was only detected in A1, cyclopropanedodecanoic acid. 2-octyl-methyl ester only in A3, and (E)-2-decen-1-ol,3-decyn-2-ol only in C1 (Table 1). The formation and disappearance of the compound are related to the study by Jambrak et al. [44]. The result of a series of chemical reactions might be caused by extreme physical conditions resulting from the cavitation effect in the ultrasonic process [53, 54, 55].
Total ion chromatograms and compounds analysis
The effect of treatments on the peak time and ion abundance of compounds in pumpkin juice is shown in Fig. 1 (total ion chromatograms). The results showed that ultrasonic treatment did not cause a significant
Volatile components and percentage contents identified by HS-SPME-GC-MS
Volatile components and percentage contents identified by HS-SPME-GC-MS
Captions: UT: untreated, A1: 180 W/10 min, A2: 180 W/20 min, A3: 180 W/30 min, B1: 240 W/10 min, B2: 240 W/20 min, B3: 240 W/30 min, C1:300 W/10 min, C2: 300 W/20 min, C3: 300 W/30 min. “ ”: Not detected. RT: Retention time.
Total ions chromatogram. UT: untreated, A1: 180 W/10 min, A2: 180 W/20 min, A3: 180 W/30 min, B1: 240 W/10 min, B2: 240 W/20 min, B3: 240 W/30 min, C1:300 W/10 min, C2: 300 W/20 min, C3: 300 W/30 min.
continued.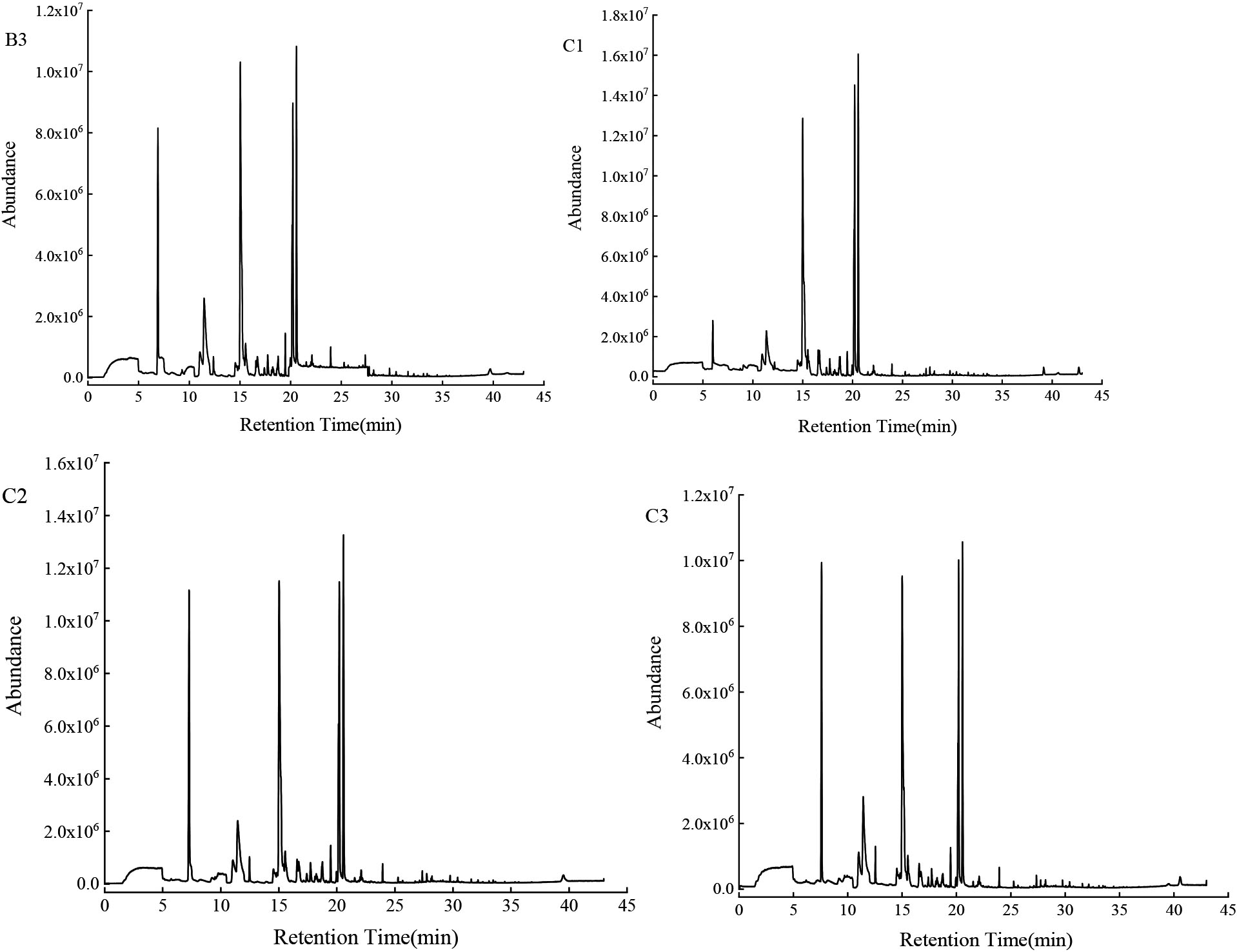
change in peak time but did induce significant changes in ion abundance. These results may be associated with the ultrasonic power and time, applicable to the pumpkin juice, and may be associated with the physicochemical properties and molecular structures of volatile aroma compounds. As shown in Fig. 2, six categories of volatile compounds (alcohols, alkanes, aldehydes, ketones, esters, and others) were detected in the 10 groups of samples. Alcohols were found in all samples: alkanes were mainly found in group C1, aldehydes were mainly found in group C2, ketones A1 and A3 were detected in both groups, esters were mainly found in A3, and other compounds were mainly found in B3. With increasing ultrasonic power and time, the degree of damage to the pumpkin juice cell structure increases with an increase in the type and content of alkane compounds in pumpkin juice after ultrasonic processing. This condition possibly occurs due to the mechanical rupture of the cell wall and organelles of pumpkin juice during ultrasonic processing, resulting in the release of these compounds in the juice matrix [56, 57, 58]. The subsequent decrease or disappearance of alkane compounds may be caused by the reaction of these compounds or their conversion into other compounds with an increase in ultrasonic time. Volatile compounds such as alcohols, aldehydes, esters, and alkanes detected in pumpkin juice contribute to the fruity, oily, grassy, and flowery flavors of pumpkin juice [59, 60, 61].
Variation of the number of volatile compounds. UT: untreated, A1: 180 W/10 min, A2: 180 W/20 min, A3: 180 W/30 min, B1: 240 W/10 min, B2: 240 W/20 min, B3: 240 W/30 min, C1: 300 W/10 min, C2: 300 W/20 min, C3: 300 W/30 min.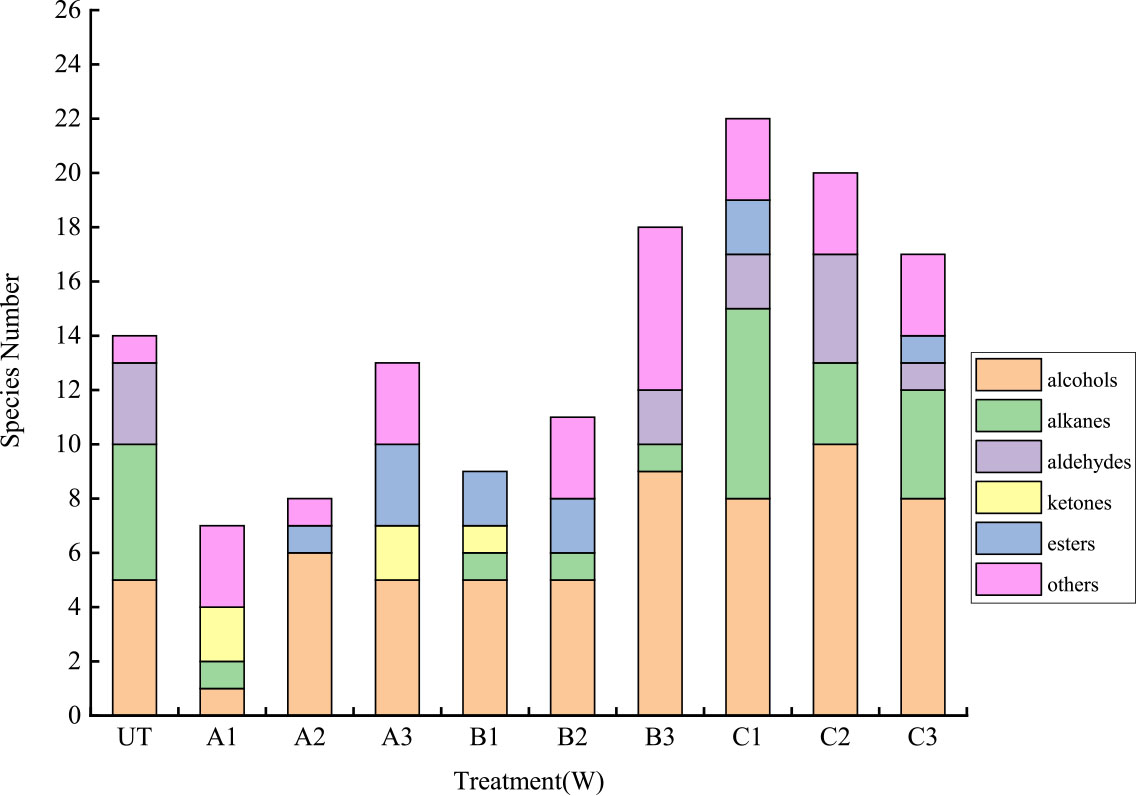
The change of relative percentage of 1-Octen-3-ol, (E, Z)- 3,6-Nonadien-1-ol, 1-Hexanol and (Z)-3-nonen-1-ol. UT: untreated, A1: 180 W/10 min, A2: 180 W/20 min, A3: 180 W/30 min, B1: 240 W/10 min, B2: 240 W/20 min, B3: 240 W/30 min, C1:300 W/10 min, C2: 300 W/20 min, C3: 300 W/30 min.

-9-lipoxygenase pathway of linolenic acid, (E, Z)-3,6-nonadienol [69].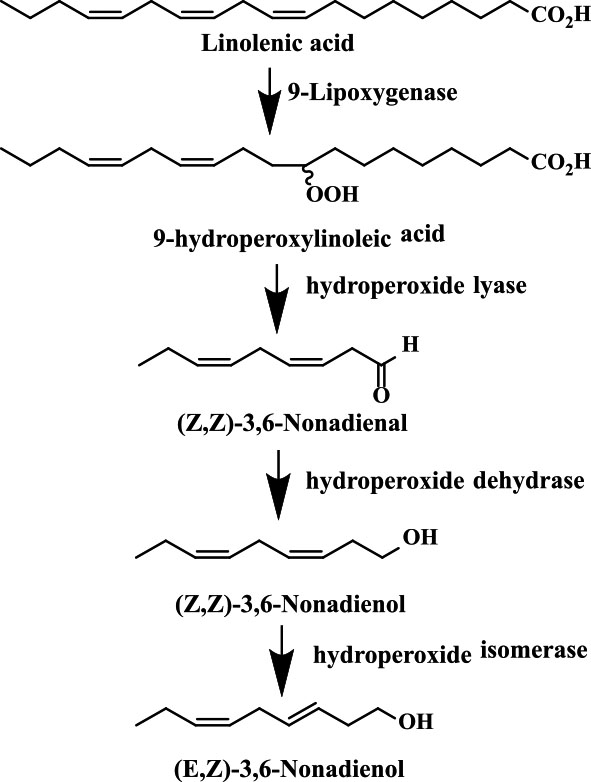
Among these compounds, alcohols are the most diverse, consistent with a previous study that reported alcohols as the dominant aroma compounds in fruit juice [62, 44]. In the case of ultrasonically-treated samples, there was a marked difference in volatile compounds compared to the untreated samples. In C1, the number of volatile compounds was the highest; in contrast, the number of volatile compounds in A1 was the lowest. According to the results shown in Fig. 2, long ultrasonic time and high ultrasonic power can help increase the types of volatile compounds in pumpkin juice. Additionally, the lowest ion abundance and number of volatile compounds in the ultrasonic treatment were observed in sample A1, compared to the other groups that showed significant differences. The reason and mechanism for this phenomenon require further research.
The effects of ultrasonic treatment of pumpkin juice on the alcohol compounds (1-Octen-3-ol, (E, Z)- 3,6-Nonadien-1-ol, 1-Hexanol and (Z)-3-Nonen-1-ol) are shown in Fig. 3. Overall, ultrasonic treatment significantly affected the four alcohol compounds. Among these compounds, (Z)-3-Nonen-1-ol was detected in all sample groups. The changes in the relative percentage of (Z)-3-Nonen-1-ol varied with ultrasonic power and time, as shown in the figure. There were significant differences between the groups. Furthermore, under all treatment conditions, C1 content was the highest (24.81%), followed by UT group (21.12%), the A1 group, (Z) -3-nonen-1-ol relative percentage was the lowest (6.74%). In this study, a significant decrease in the (E, Z)- 3,6-nonadien-1-ol content, from 32.87% to 9.45% was observed in pumpkin juice processed by ultrasound, compared with the untreated. Inversely, there was a significant increase in the 1-octen-3-ol content compared to the untreated, from 10.52% to 32.46%. 1-Hexanol was not detected in the UT and A1 samples. From A2 to C3, the content change was not stable, the highest in B1(18.21%) and the lowest in C1(6.27%). In a study conducted by Leffingwell et al., 1-octen-3-ol and1-hexanol were detected in raw pumpkin, a major raw pumpkin constituent, but (E, Z)-3, 6-nonadien-1-ol and (Z)-3-nonen-1-ol were not detected in raw pumpkin [63]. However, in this study, (E, Z)-3,6-nonadien-1-ol and (Z)-3,6-nonen-1-ol were abundant in the pumpkin juices of untreated and ultrasonicated plants.
These four compounds are the main aroma components of fruits and vegetables [63, 64, 65, 66, 67]. 1-Hexanol is produced by the -13-lipoxygenase pathway of linoleic acid [68, 69, 70, 71], 1-octen-3-ol is produced by the -10-lipoxygenase pathway of linoleic acid [63, 72, 73, 74, 75], (Z)-3-nonen-1-ol by the -9-lipoxygenase pathway of linoleic acid [67], and (E, Z)-3,6-nonadien-1-ol by the -9-lipoxygenase pathway of linolenic acid [67]. The synthesis pathways of these four compounds are shown in Figs 4 and 5. C6 or C9 aldehyde and alcohol aroma volatile compounds in fruits and vegetables are produced through the lipoxygenase pathway [76, 77]. The lipoxygenase pathway requires enzymes such as lipoxygenase, hydroperoxide lyase, hydroperoxide dehydrase, hydroperoxide isomerase, and a series of other enzymes [78]. However, the extreme physical conditions caused by the cavitation effect during ultrasonic treatment may activate or inhibit enzyme activity, thus affecting the formation or disappearance of C6 and C9 aromatic volatile compounds and the change in their relative percentages. The specific mechanism of the effect of ultrasonic cavitation on the lipoxygenase pathway enzyme activity requires further research.
Conclusion
This study focused on the changes in aroma volatile compounds in pumpkin juice subjected to ultrasonic non-thermal sterilization technology. The results showed that, compared with the UT of juices, a total of 52 volatile components were detected in the 10 groups of pumpkin juice, including 16 alcohols, 11 alkane olefins, 6 aldehydes, 4 ketones, 4 esters, and 11 others. At the same time, the juice samples treated with ultrasound contained more aromatic compounds than untreated samples. Ultrasonic treatment led to the formation of new compounds or the elimination of existing compounds such as 1-hexanol, 4-dioxane-2,6-dione, 2-octyl-methyl ester, (E)-2-decen-1-ol, 3-decyn-2-ol. Alcohols were present in the highest fraction in both the untreated and ultrasonicated pumpkin juices. Thereof, 1-octen-3-ol, (E, Z)-3,6-nonadien-1-ol, 1-hexanol, and (Z)-3-nonen-1-ol were the most abundant alcohols. Notably, the aroma characteristics of ultrasonically-treated pumpkin juice were significantly improved. Therefore, ultrasonic non-thermal sterilization is an ideal process to maintain the aroma of pumpkin juice. However, it was also observed that some features (C6, C9-alcohols, aldehydes) changed significantly during ultrasonic treatment. Therefore, it is necessary to further study the degradation and transformation mechanisms of these compounds during processing.
Footnotes
Acknowledgments
This research was financially supported by the National Natural Science Foundation of China (NO. 32160580), the National Science Foundation of Jiangxi Province, China (Grant No. 20202BABL205014), the National Natural Science Foundation of China (NO. 31760597), and Top Young Talents Fund Project of Jiangxi Science and Technology Normal University (2018QNBJRC001).