
Abstract
In this paper, a mixed-integer non-linear programming model has been proposed to design an integrated cellular manufacturing system with type-2 fuzzy parameters. The integrated cellular manufacturing system consists of the following elements: cell formation, cellular layout and operator and tool assignment. One of the important features of the proposed model is considering total expected cost criteria to operator assignment. Tool costs, inter and intra cell movement costs and machine constant costs are type-2 fuzzy variables. In order to defuzzification of parameters the critical value (CV)-based reduction method is used to reduce type-2 fuzzy variables into type-1 fuzzy variables and finally the centroid defuzzification method defuzzifies fuzzy costs to crisp numbers of the costs. Furthermore, to solve a small-sized numerical example, the Branch and Bound algorithm with the Lingo software has been used. Because of NP-hardness of the model for large-sized problems and no exist benchmark to validate the performance of the proposed model, three tuned meta-heuristic algorithms (i.e., particle swarm optimization, differential evolution and fire fly) are presented too. The results show that the particle swarm optimization algorithm has better statistically performances in most problems.
Introduction
A cellular manufacturing system (CMS) prepares the advantages, such as less handling time and cost, Improvement in setup time and work-in-process inventories, increase capacity of the machines, better Responsiveness. There are four problems in the CMS design consisting of a cell formation problem (CFP), group layout problem (GLP), group scheduling problem (GSP), resource assignment problem (RAP) [54]. The term ‘RAP’ refers to the assignment of tools and operators. There is a large number of the published studies (e.g., Min and Shin [26], Norman et al. [30], Mahdavi et al. [21], Mahdavi et al. [23], Süer and Bera [45], Suresh et al. [48], Slomp et al. [42], Aryanezhad et al. [2], Hamedi et al. [11], Mehdizadeh and Rahimi [25] and Bagheri and Bashiri [4]) that described the operator assignment problem in the CMS design. There are relatively few historical studies in the area of tool assignment problems in the CMS design (e.g., Jain et al. [13] and Selim et al. [39]). There is a relatively few literature reviews (e.g., AL-Ahmari and Alharbi [1] and Selim et al. [39]) that are concerned with operator and tool assignment problems in the CMS design simultaneously.
A two-phase procedure for a CFP by tabu search was proposed in Logendran et al. [19]. Vakharia and Chang [53] considered some of important features in a CMS design, such as operation sequence, replication of machines, movement of material between cells (i.e., inter-cell movement) and number of machines in each cell (i.e., cell size). cell formation (CF) in multi-period planning horizon is called dynamic CF, which considered by numerous researchers, such as Balakrishnan and Cheng [5], Deljoo et al. [7], Mungwattana [28], Safaei et al. [35] and Tavakkoli-Moghaddam et al. [49] with characteristics, such as meta-heuristics and fuzzy conditions. In Rafiei and Ghodsi [34], a hybrid meta-heuristic algorithm based on ant colony optimization (ACO) and genetic algorithm (GA) was developed to solve a bi-objective mathematical formulation for the dynamic CFP. The objectives were to (1) minimize the DCFP costs and (2) maximize the labor utilization. Majazi Dalfard [24] presented a new idea consist of more material flow in shorter distance for minimization of average length of intra and intercellular movements and number of intra and inter-cellular movements and solved by simulated annealing (SA). There have been some studies assumed the cell formation and layout problems simultaneously, such as Heragu and Kakuturi [12] and other researchers extended its such as Chen and Cao [6], Dimopoulos and Zalzala [8], Kia et al. [17], Kia et al. [15], Kia et al. [16], Mahdavi et al. [21], Safaei and Tavakkoli-Moghaddam [37], Solimanpur et al. [43] and Tavakkoli-Moghaddamet al. [51].
A resource assignment problem (RAP) generally consists of labor and tool assignment problems. A multiple objective model for cell formation and labor assignment, simultaneously developed by Min and Shin [26]. In Norman et al. [30] a mixed-integer programming (MIP) model for cell formation with worker assignment with human skills criteria was presented. Cell formation and production planning, worker assignment with characteristics (e.g., worker hiring, firing and salary costs in a dynamic MIP model was presented by Mahdavi et al. [21]. Mahdavi et al. [23] developed a ɛ-constraint method to solve a bi-objective mathematical model for a cellular manufacturing system design considering worker interest concept. An integrated mathematical model for cell formation considering tool and minimization of the tools cost and machines cost was developed in Jain et al. [13].
Selim et al. [39] developed a mathematical model for the CFP with tool and worker assignments, which minimizes the objective function consisting of the fixed and variable costs of machines, tooling cost, handling cost and worker training cost. AL-Ahmari and Alharbi [1] developed a mathematical model to the CMS design for CF and tool and worker assignments under the alternate process plans situation. A mathematical model to the CF and layout problems with operator assignment was developed by Bagheri and Bashiri [4], and the LP-metric approach to obtain preferred solutions was applied. Dynamic CF and group layout problems with operator assignment and machine duplication in an integrated mathematical model was presented by Mehdizadeh and Rahimi [25].
Safaei et al. [36] developed a fuzzy programming-based approach to solve the DCFP, in which there are fuzzy numbers as coefficients in the objective function and the technological matrix. Tavakkoli-Moghaddam et al. [50] presented a fuzzy linear MIP model to design cellular manufacturing systems with fuzzy part demands and product mix changeable under a multi-period planning horizon. Azadeh et al. [3] illustrated the use of MCDM methods to identify optimal scenario selection in a simulation model, and showed how to identify the optimum operator layout with respect to a cellular condition. Fazlollahtabar et al. [9] concerned with both time and cost optimization in an automated manufacturing system, in which material handling is carried out by automated guided vehicles and robots for the system.
An integrated method was proposed by obtaining data from simulation and utilizing fuzzy AHP and TOPSIS methods to solve this problem. García [10] proposed two general methods to handle uncertainties in the right hand side parameters of a linear programming (LP) model by means of interval type-2 fuzzy sets (IT-2FS), and solved by a type-reduction method and a pre-defuzzified α-cut approach strategies. Qin et al. [33] proposed three types of critical values (CVs) for a regular fuzzy variable (RFV), and three novel methods of reduction for a type-2 fuzzy variable. In Kundu et al. [18] two fixed charge transportation problems with type-2 fuzzy parameters, which in the first defuzzified values of the type-2 fuzzy cost parameters by critical value (CV)-based reduction methods to type-1 fuzzy variables, and then centroid method was used for complete defuzzification. In this research, the cell formation, group layout, operator assignment and tool assignment problems are modeled simultaneously, that focused on a new Criteria to the operator assignment that called ‘total expected cost’.
In this paper, tool costs, inter and intra-cell movement costs and machine constant costs are type-2 fuzzy variables. In order to defuzzification of parameters, the critical value (CV)-based reduction method is used to reduce type-2 fuzzy variables into type-1 fuzzy variables and finally the centroid defuzzification method defuzzifies fuzzy costs to crisp numbers of the costs. Additionally, the branch-and-bound algorithm with the Lingo software is used to solve a numerical example. Up to now, the previous studies have used a branch-and-bound algorithm embedded in Lingo software (e.g., AL-Ahmari and Alharbi [1], Mahdavi et al. [22], Kia et al. [17], Bagheri and Bashiri [4] and Mahdavi et al. [21]). Because of NP-hardness of the model for large-sized problems and no existing benchmark to validate the performance of the proposed model, three tuned meta-heuristic algorithms are presented too. In this paper, we use synchronous servicing to man and machine relationships and total expected cost to operator assignment. The number of machines to be assigned operator is given by:
N = number of machines the operator is assigned
l = Total operator servicing time per machine consist of loading and unloading time
M = Total machine running time
w = walking time to the next machine
k1= Operator rate per unit of time
k2= Cost of machine per unit of time
If N is a fraction then N1 ≤ N ≤ N2
N1 is the lowest number and N2 = N1 + 1
The total expected cost for N1 machine and N2 machine are determined as follows:
The number of machines assigned to operators has the minimum total expected cost [29]. The structure of the rest of the paper is organized as follows. In the next section presents Problem description. Fundamental concepts of the type-2 fuzzy set is followed in Section 3. In Section 4, a numerical example under the type-2 fuzzy condition is presented. The solution algorithms is described in Section 5. Data generating, tuning parameters and computational results is reported in Section 6. Finally, in Section 7 concludes the paper.
Problem description
In this section, the integrated problem is formulated as a mixed-integer nonlinear programming (MINLP) model based on cell formation, inter cell-layout, resource assignment under the following assumptions with the total expected cost criteria simultaneously.
Assumptions
Each part type has a number of operations that must be processed based the route sheet ofparts. Any operation in one part can be done on different machines with different processing times. Demand for each part type is known. Capability and time capacity of each machine are precise and constant over the planning horizon. Capability and available time of each operator type are known. Maximum number of cells is given and fixed. Capability of each operator type for processing each part on each corresponding machine type and each tool type are known. All machine types are supposed to be multi-purposed ones. Constant and variable cost of each machine type are known. Parts move in a batch inside and outside the cells. Cost of intra-cell and inter-cell movement depends on their average length and number of intra-cell and inter-cell movements. Average length of this movement is equal to distance between centers of cells. Cost of machine type m for each unit time is known. Rate of operator type w for each unit time is known. Number of slots needed by each tool type and Number of slots available at each machine type are given and fixed. Total operator loading and unloading time per each machine type to process each type operation on each type part using each tool type are given and fixed. Number of cell candidate locations is constant over planning horizon. All machine types are supposed to be identical. Tool life is known.
Notations
Indices:
p Index for part types (p = 1, …, P) j Index for operation type (j = 1, …, J) m Index for machine type (m = 1, …, M) c Index for manufacturing cell (c = 1, …, C) l Index for location (l = 1, …, L) t Index for tools (T = 1, …, T) w Index for operator (w = 1, …, W)
Input parameters
t
jpmtw
Machining time needed to process operation j on parts type of p on machine type m using tool t by operator w r
jpmtw
Equals to 1, if operation j on parts type of p is done on machine type m using tool t by operator w; 0, otherwise
Decision variables
x jpmctw Equals to 1, if operation j of part type p is done on machine type m in cell c using tool t by operator; 0, otherwise P tm Number of available tool copies for tool t u jpmc Equals to 1, if operation j of part type p is done on machine type m in cell c; 0, otherwise z jpm Equals to 1, if operation j of part type p is done on machine type m; 0, otherwise zz mc Equals to 1, if machine type m is assigned to cell c; 0, otherwise y cl Equals to 1, if cell c is assigned to location l; 0, otherwise Y1 mw Equals to 1, if machine m is assigned to operator w; 0, otherwise Y2 mw Equals to 1, if machine m is assigned to operator w; 0, otherwise
Auxiliary variables
N mw Number of machines type m the operator w is assigned N1 mw Lowest whole number of machines type m the operator w is assigned N2 mw Uppermost whole number of machines type m the operator w is assigned T . E . C Total expected cost of production per cycle from one machine T . E . C . greaterthan Total expected cost with N1 machine N2 mw type m the operator w is assigned T . E . C . Total expected cost with N2 machine N2 mw type m the operator w is assigned NN mwc Number of machines type m the operator w is assigned in cell c
Mathematical model
By using the above notations, the proposed model is now written by:
The objective function of the proposed model consists of five terms. Equation (1.1) is the totalprocessing cost. Equation (1.2) is the sum of inter-cell material handling costs, and Equation (1.3) is the sum of intra-cell material handling costs. Equation (1.4) is the total constant cost of all machines required in all cells. Equation (1.5) ensures that the tooling cost. Constraints (2) and (3) indicates that each part-operation is assigned to one machine and one cell and one tool and one operator. Constraint (4) guarantees the maximum cell size is not violated. Constraint (5) is employed in order to definition of zz mc . Constraint (6) show the number of machines type m, in which operator w is assigned in cell c. Constraints (7) and (8) ensure that the time available to operator with different cycle times and different number machine is not exceeded. Constraints (9) and (10) guarantee that the capacity of each machine type with different cycle times is not violated.
Constraint (11) determines the number of machines that the operator should be assigned by establishing the uppermost whole number. Constraint (12) determines the lowest whole number of machines type m the operator w is assigned. Equations (13) and (14) determine the cost of production per cycle from one machine in the uppermost whole and the lowest whole number of machines. Constraints (15) and (16) compare the total expected cost for N1, N2 machine, and the number of machines assigned with the lowest total expected cost is chosen. Constraint (17) guarantees that either or the uppermost whole and the lowest whole number of machines is assigned to operator. Constraints (18) and (19) ensure that each cell should be assigned to only one candidate location and a location can be opened only for one cell. Constraints (20) determines the tool and machine assignment, the magazine capacity restriction is represented by Constraint (21). Constraint (22) is employed in order to definition of u jpmc . Constraints (23) identifies binary variables, and Constraints (24) shows the non-negativity decision variables.
The proposed model is a nonlinear integer programming model. We can define some auxiliary variables to linearize these nonlinear terms of the model. In Equations (1.2) and (1.3), a classic strategy for linearization of the product of two variables 0 and 1 is as follows. First, zero-one variables (vjpcc′) are defined by:
Then, two following constraints are added to the model.
Then, two following constraints are added to the model.
Then, υyyjpcc′ ll′ are defined as follows:
Then, the following constraints are added to the model.
Then, the following constraints are added to the model.
In Equation (1.6), we have:
Then, the following constraints are added to the model.
Then, at the other step: N2Y1 mw = N2 mw Y1 mw
Then, the following constraints are added to the model.
In Equation (5), zzz jpmc = z jpm zz mc
Then, the following constraints are added to the model.
In Equation (6), NNzz mwc = NN mwc zz mc
Then, the following constraints are added to the model.
In Equations (8) and (9), xN2 jpmctw = x jpmctw N2 mw
Then, the following constraints are added to the model,
Fundamental concepts and definitions
Zadeh [56] introduced a type-2 fuzzy set that is a fuzzy set whose membership grades are type-1 fuzzy sets on [0, 1]. A type-2 fuzzy set
The term type-2 fuzzy variable is used here to refer to a function from the fuzzy possibility space to the set of real numbers. Let (Γ, A, Pos) denote the possibility space and the following definition for a type-2 fuzzy variable
A discrete regular fuzzy variable (RFV), denoted
Critical values (CV) for RFVs
Because of the complexity of the membership function of the type-2 fuzzy set, the CV-based reduction method is proposed to convert a type-2 fuzzy variable into a type-1 fuzzy variable. Let The optimistic CV of While the pessimistic CV of When the CV of
Let The optimistic CV of The pessimistic CV of The CV of
Suppose ξ1, ξ2 and ξ3 be the reduction of
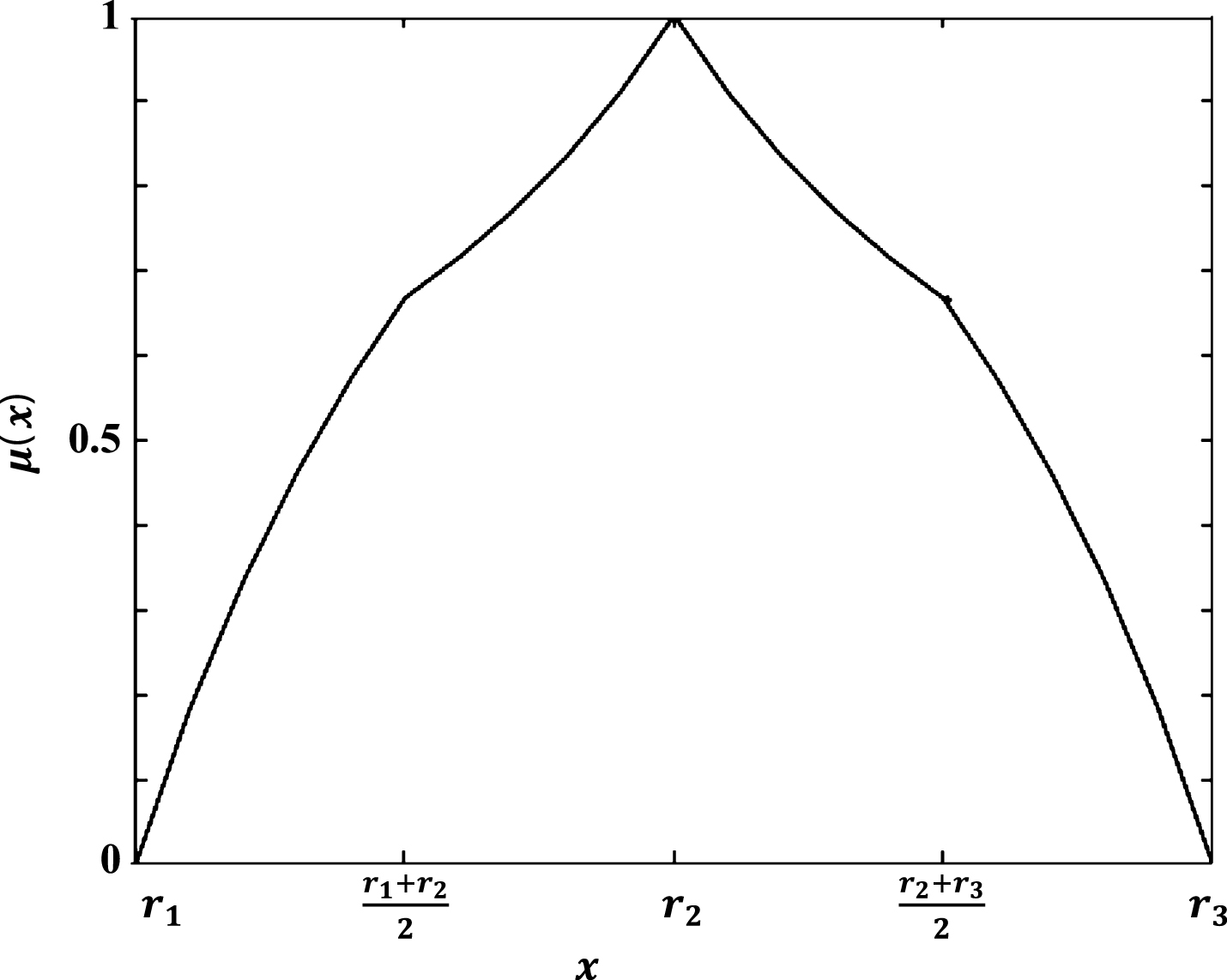
The Possibility distribution of ξ1.

The Possibility distribution of ξ2.
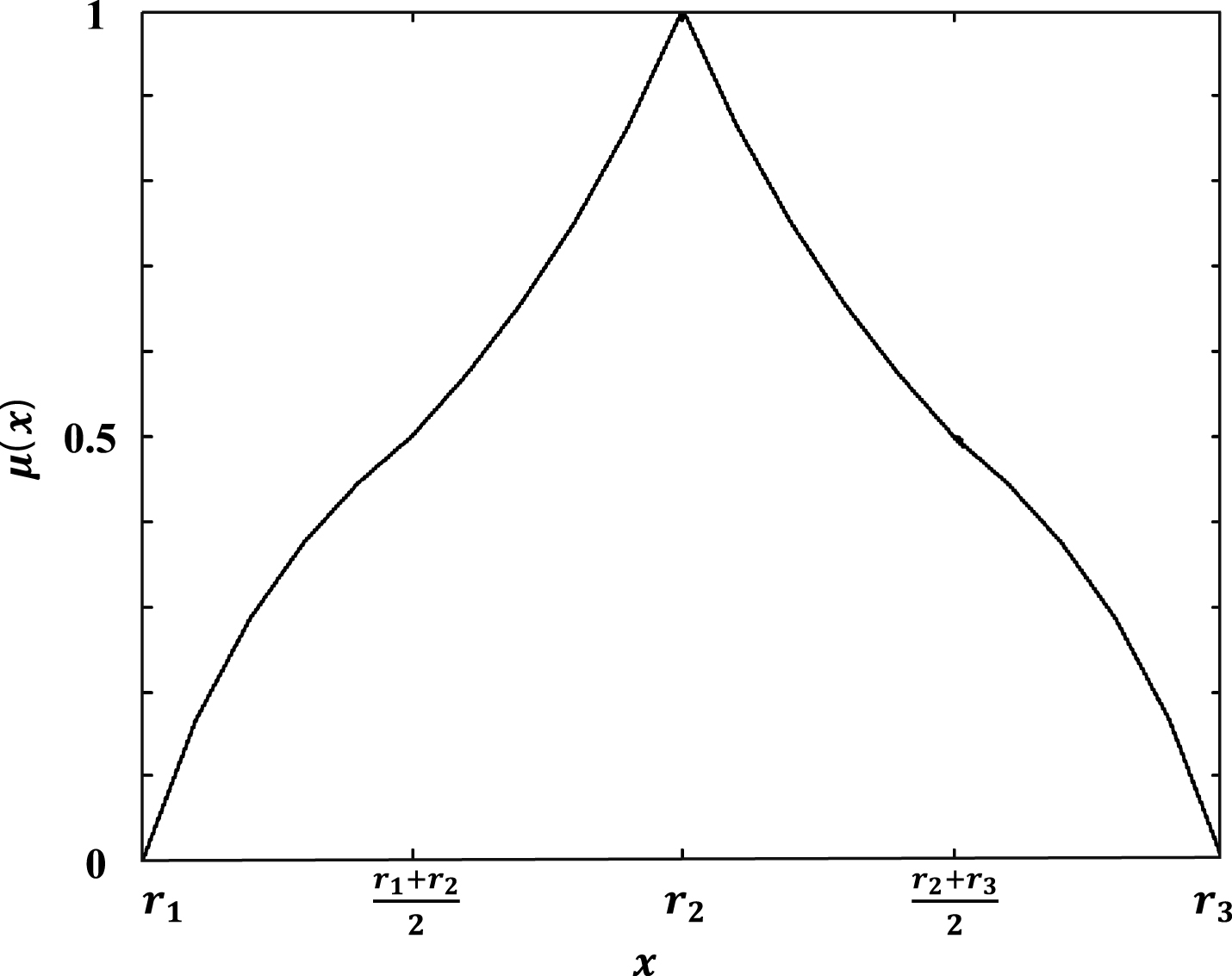
The Possibility distribution of ξ3.
Kundu et al. [18] presented a defuzzification process of type-2 fuzzy variables. This process included two stages. In the first stage, a CV-based reduction method is used to convert the type-2 fuzzy variables to corresponding type-1 fuzzy variables. In the second stage centroid method is applied to reduction type-1 fuzzy variables to crisp values [47]. Centroid method is the most prevalent and physically appealing of all the defuzzification methods, it is given by the following expression for discrete case. The defuzzification process is shown in Fig. 4.

Defuzzification process.
To solve the proposed model for a small-sized example, a branch-and-bound (B&B) method in using Lingo 9.0 software on a laptop including five Intel (R) core (TM) i5-3230 CPU @ 2.60 GHz and 6 GB RAM. This example consists of three cells, two machines, two parts, two tools, three location and two operators where each part type is assumed to have two operations that must be processed, sequentially. Each operation is able to perform on four alternative machine-tools-operator assignments. The data sets related to the example are shown in Table 1. The machining time and machining cost required for each operation on a machine to part and with a tool by an operator combinations are illustrated in Table 1. ((β
m
= (2, 3),
Typical test problem
Typical test problem
*The first figure (0.03) indicates to operation time, and the second figure (10) indicates to operation cost.
The data sets related to the worker information and tools are shown in Table 2. The related parameters of distance between cells are given in Table 3.
Typical test problem
Information relating to distance between cells for test problem
We assume some of objective function coefficients in the small-sized examples with type-2 fuzzy variables.
For example, the possibilities that
We get the secondary possibilities for the points 1, 2, 3 and each value of u is described in Fig. 5.
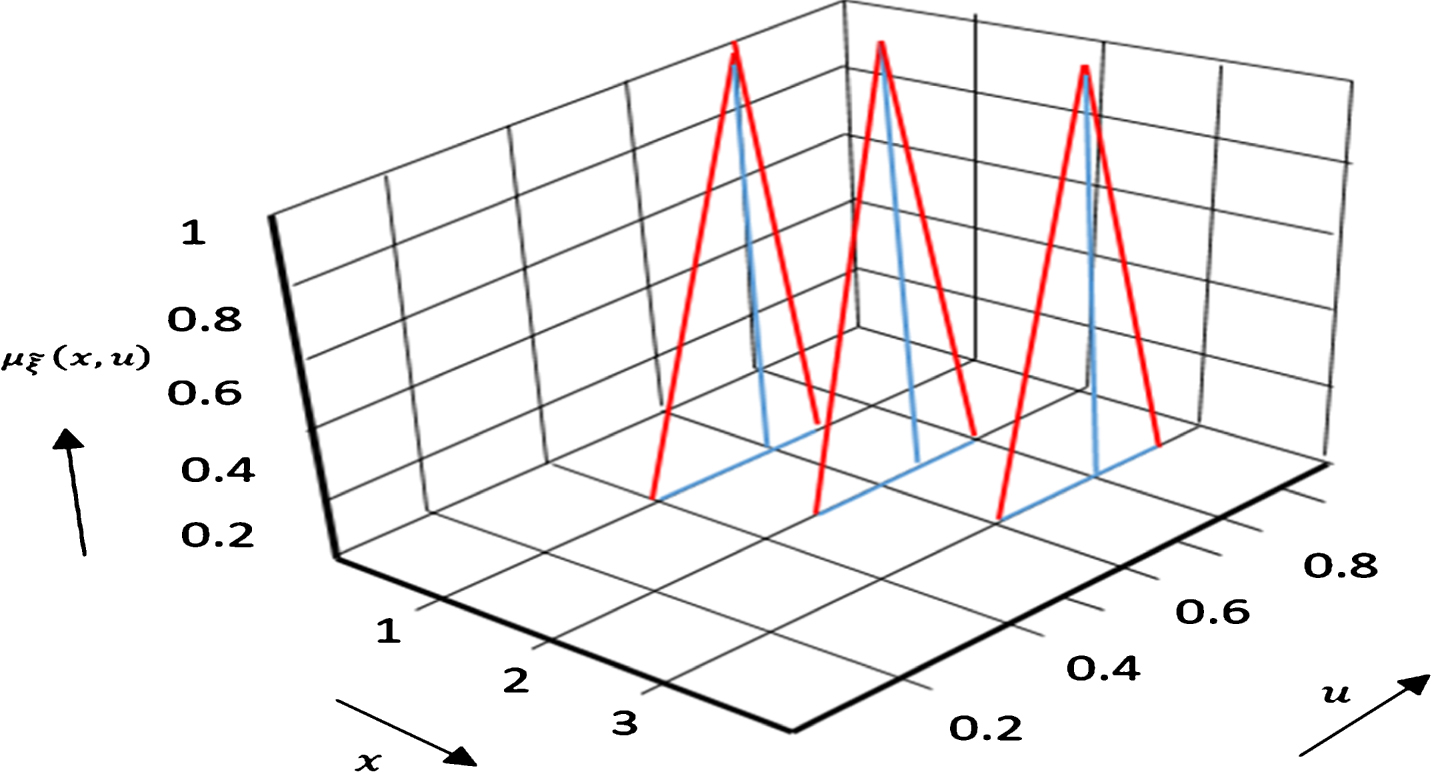
Type-2 fuzzy variable
To solve the example, in the first stage, we apply a CV reduction method to convert the type-2 fuzzy variables to corresponding type-1 fuzzy variables. In the second stage, we apply a centroid method to reduction type-1 fuzzy variables to crisp values. The crisp values of technological coefficients are obtained as
For example, we consider the following discrete RFV for
Then, we have:
Type-1 fuzzy variables are obtained by using the optimistic, pessimistic and CV reduction methods to
The CV reduction method uses the credibility measures (i.e., average of necessity and possibility measures) while pessimistic CV and optimistic CV reduction methods are developed by using necessity and possibility measures, respectively. We take the defuzzified value derived by using the CV reduction method [18]. Applying the centroid method to these type-1 fuzzy variables, we obtain the corresponding reduced crisp value.
By considering the data provided in Tables 1 to 3, and crisp coefficients that are the results of the defuzzification process, the detailed optimal solution of the proposed model is presented in Tables 4 and 5.
Objective functions and components for the developed type-2 fuzzy programming example
Optimal selection of cells, locations, machines, operations, tools and operators for the developed type-2 fuzzy programming example
The notable advantage of a meta-heuristic algorithm is its ability in solving NP-hard problems. A number of authors, (e.g., [20, 52]) proposed meta-heuristics to solve large-sized problems considering their computational time. Due to the NP-hardness of the proposed model, it is necessary to develop a meta-heuristic approach to solve the proposed model for large-sized problems. To solve the problem, this paper presents a particle swarm optimization, due to there is no benchmark available to validate the results, two meta-heuristic algorithms as differential evolution (DE) and Firefly algorithm (FA) are presented too. In addition, in order to obtain better solutions, the Taguchi method is used to tune the parameters of three algorithms. The details of the algorithms are given in the next subsections.
Particle swarm optimization
The particle swarm optimization (PSO) algorithm is a population-based stochastic optimization algorithm that was established by Kennedy and Eberhart [14]. It is composed of a population (i.e., swarm) of candidate solutions, called particles. These particles are in motion inward the search-space with a denoted velocity in search of an optimal solution. Each particle preserves a memory, which helps it in keeping the path of its previous best position. The positions of the particles are recognized as personal best and global best [32]. The main iterative process to determine the solution is performed by:
Equation (48) calculates the movement for the ith particle in the kth iteration, where
The differential evolution (DE) algorithm is a very recent evolutionary techniques for optimizing continuous nonlinear functions and developed by Noktehdan et al. [31] and Storn and Price [44]. The main steps of the DE algorithm are defined as follows. First, a random generation of a population is formed and evaluation of the objective function is performed. For each individual solution in the current population, creation of a mutated solution
where F is a scalar (F ∈ [0, 1]), and xr1, xr3, xr2 are randomly chosen individuals in the current population i (
CR is the crossover rate ∈[0, 1] which has to be determined by the user, and R
j
is a random real number ∈[0, 1] and j is j.th parameter. Each trial vector (
Firefly algorithm (FA) is a nature-inspired meta-heuristic global optimization method, which is based on the flashing light of fireflies and developed by Yang [55]. A females firefly attracts males fireflies equivalent to the brightness and the distance. Females Firefly prefer brighter male flashes also the flash intensity varies with the distance from the source. A less brighter firefly moves towards to the adjacent brighter one [38, 41]. The main steps of the FA algorithm are defined as follows: First, the random firefly positions (solutions) with the limits of problem variables and control parameters of the FA algorithm is initialized. The brightness of a firefly is determined by evaluating the landscape of the objective function. The variation of attractiveness of a firefly (β) determined with the distance r by:
where β0 is the attractiveness at r = 0.
The Cartesian distance (r) is used for shown distance between two fireflies. γ is the absorption coefficient of light and effects on the speed of convergence. The movement of a less attractive firefly (ith) towards a most attractive firefly (jth) is defined by Equation 53:
In order to verify and validate the proposed model and evaluate the performance of three meta-heuristic algorithms on the CMS design, a range of random numerical examples are generated. for solve the presented model MATLAB (R2013b) software is used to code the algorithms on a laptop including five Intel (R) core (TM) i5-3230 CPU @ 2.60 GHz and 6 GB RAM. The Taguchi method is performed in MINITAB software version 16.2.2 to tune the parameters and analysis of the data.
Generating random data
10 random examples are constructed in different sizes by uniform distributed random points for some of the parameters provided. Four effective factors on the size of each problem is given. The number of operations (J) The number of parts (P) The number of machines (M) The number of workers (W)
The attributes of 10 designed test examples are shown in Tables 6. Also, Table 7 shows the details of the model input parameters required for 10 problem instances.
The attribute of test examples
The attribute of test examples
Information relating to random production of problems test
In this section the Taguchi method is employed to tune the parameters of the PSO, FA and DE Algorithms, because the values of meta-heuristic algorithms parameters affected on quality of the solution. Taguchi method is a fractional factorial experiment proposed by Taguchi useable as an efficient alternative for full factorial experiments [40]. Taguchi procedure uses orthogonal array for design of experiences and then applied a procedure to reduction of the variation and control of N [27]. There are different types of the quality characteristic the S/N, but in this study, the “smaller is better” type of response has been used (since the goal is to minimize S/N), where S/N is given as
Where, n and Y are the number of orthogonal arrays the response, respectively. To execute the Taguchi procedure, we use the L9 design, in which the values and levels of PSO, FA and DE algorithm parameters are given in Table 8. These values are obtained after multiple tests on the current examples of the classes using the frequent runs of the algorithms.
PSO, FA and DE parameters and levels
In order to compare the results obtained from three algorithms and find the best methodology for solving the proposed CMS design with type-2 fuzzy variables, each other of the 10 generated examples, solved by MATLAB (R2013b) soft wares on a laptopincluding five Intel (R) core (TM) i5-3230 CPU @ 2.60 GHz and 6 GB RAM. Tables 9 to 11 contains the input parameter and the objective values of three algorithms for each one of the examples. In these Tables, the optimal values of the algorithm parameters are obtained with L9 design using the Taguchi method.
Input parameters and the objective function of the PSO algorithm for the generated problems
Input parameters and the objective function of the PSO algorithm for the generated problems
Input parameters and the objective function of the FA algorithm for the generated problems
Input parameters and the objective function of the DE algorithm for the generated problems
In addition to, according to Fig. 6, it look like that PSO has a better performance than FA and DE in objective function in all problems. The one-way analysis of variance (ANOVA) is used to compare the performances of the PSO, FA and DE algorithm statistically.
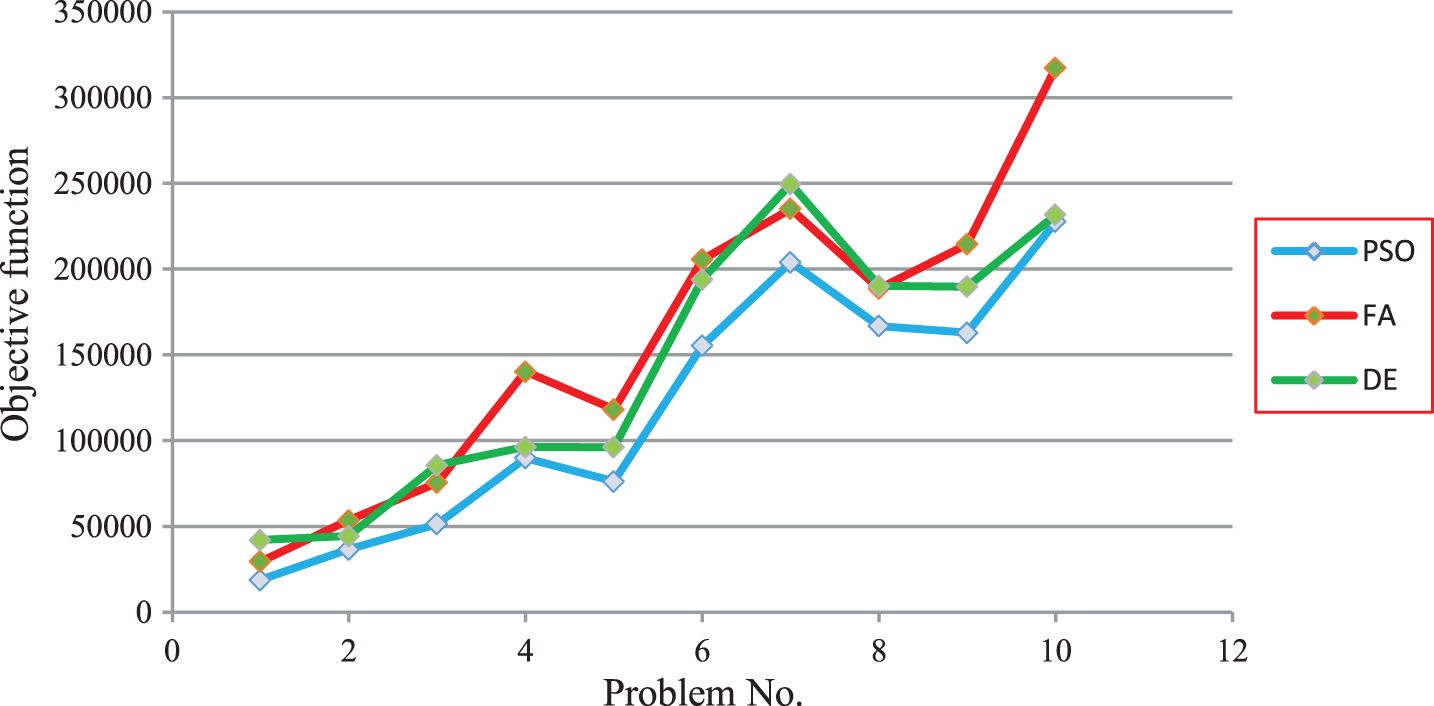
Trend of objective function values of the generated problems for the proposed algorithms.
This process is performed in MINITAB software version 16.2.2. The ANOVA output shown in Table 12 indicates that at a confidence level of 95% the two algorithms do not have significant differences in the Mean objective function. Performances of three algorithms can also be observed in Fig. 7.
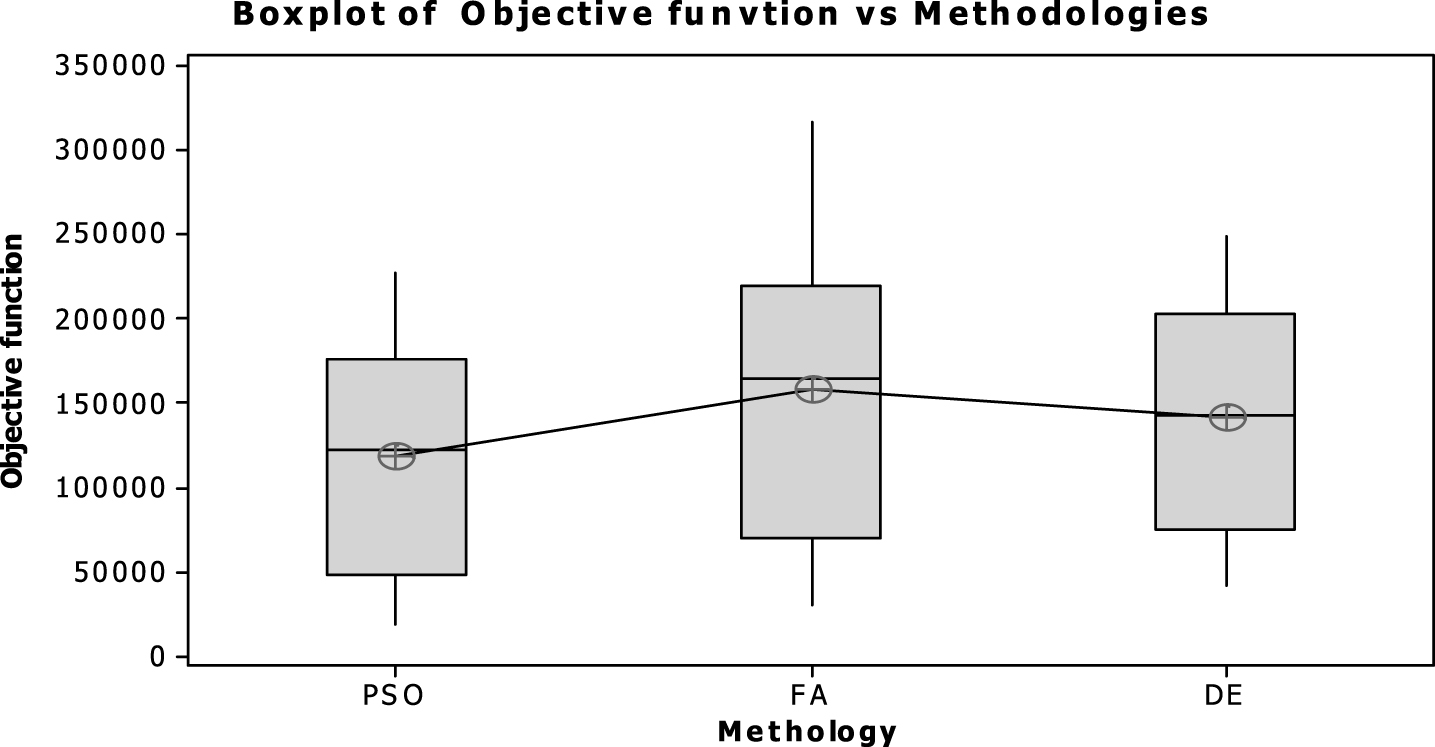
Boxplot of the objective function values.
Analysis of variance results to compare the algorithms in terms of mean objective function value
In this research, an integrating model for cell formation, inter cell-layout, resource assignment consist of tool assignment and operator assignment problems was investigated for the cellular manufacturing system design with the total expected cost criteria. In our presented model, processing cost, inter and intra-cell material handling costs, machines constant cost and tooling cost were minimized. The distinguished benefits of the mathematical model were as follows: cell formation by more material flow to the shortest distances and operator assignment by the total expected cost criteria with the desirable costs that defined by Fuzzy type-2. By utilizing a number of auxiliary variables, the presented model was linearized. We solved a small-sized numerical example with Type-2 fuzzy variables by a branch-and-bound (B&B) method using Lingo 9.0 software.
To solve the proposed CMS model, a PSO algorithm was employed, in which DE and FA were used to validate the outputs of the presented algorithm. The Taguchi method was used to tune of the PSO, DE and FA algorithms. One of the notable advantage of this research to solve 10 generated random large-sized problems was used the optimal levels of the algorithms parameters by the Taguchi method for each problem. The results of the algorithms showed that the PSO algorithm had a better performance than the DE and FA in terms of the objective function on 10 generated random problems. The one-way analysis of variance (ANOVA) was used to compare the performances of the PSO, DE and FA algorithms statistically. Also, the tendency displayed that PSO had better performances in comparison with DE and FA in most problems, in which a statistical significant difference was not found. This shows that the valid results were derived using PSO. Finally, some recommendations for further research are as follows: Used the other meta-heuristic algorithms. Extending the model in other fuzzy type – 2 parameters. Considering the proposed model in multi period planning horizon. As a direction for future research, it would be interesting to consider the Response surface methodology to set the algorithms parameters.