
Abstract
To ensure the cutting speed during the cutting operation, this paper proposes a groove cutting speed inference planning system that relies on production experience and set parameters and is based on machine vision and a two-level fuzzy neural hybrid network. The overall structure of the inference system is designed, including the mechanical body, vision system, and fuzzy neural hybrid network. The contour information of the part is obtained using industrial cameras and digital image processing systems. The cutting speed of the trajectory segment is inferred based on the related processing parameters and the secondary fuzzy neural hybrid network. Finally, all of the processing parameters are transmitted to the PLC, so that the robot can work according to the predetermined displacement and speed. Simulations verify that the speed inference planning system offers certain advantages compared to the traditional one. The appearance of the speed inference planning realises independent design and planning of the cutting speed, and further ensures the unity of the cutting quality and cutting speed. This proposed method provides a new direction for the development and transformation of machining processes that rely on manual experience and in which expert systems cannot be used.
Introduction
To guarantee welding quality, particularly thicker plates, it is necessary to cut grooves on the plates prior to welding. The setting and guarantee of the groove speed are important impression factors for the quality and efficiency of the groove cutting operation. Conforming to the wave of the Fourth Industrial Revolution, the manufacturing industry has been transformed by automation, and the welding process is considered as an important part of this transformation. However, current development of groove cutting robots is mainly focused on intelligent transformation of the entire body rather than a single module or a single parameter. Although this type of development promotes the upgrading of the groove cutting robot, it causes certain errors in several practical applications, because the parameters cannot be changed in real time. Most grooving robots plan their trajectories according to the body and processing parameters. These robots set the feed rate prior to the operation and maintain a constant linear motion during the cutting process. However, in the grooving operation, many influencing factors in addition to the body and processing parameters inevitably affect the cutting speed [1]. The relationships among these are not simple functions that can be clearly discernible but are dependent on experience. Therefore, it is necessary to develop a timely and effective speed control method.
The related robot technology that is available globally is relatively mature. Welding robots from robot companies, such as Panasonic and KUKA, have realised complete automation of the overall robot and can guarantee high precision. Due to the delayed development of such robots in China, few universities and scientific research institutes are currently engaged in specialised research based on the requirements of individual enterprises, so the technology and industry are not yet mature. In China, current traditional groove cutting operations often rely on manual or semi-automatic processes. This type of process not only consumes significant labour and time, but also cannot achieve batch operation, as the guarantee of the cutting quality is dependent on the working experience of the operators. Field research in workshops has demonstrated that the cutting speed has an important effect on the cutting quantity and efficiency during in the operation. If the speed is too slow, the productivity will be reduced and the grooves will exhibit production problems; for example, the melting and collapse of the upper edge, rounding of the lower edge, and deep groove pits on the lower half of the cutting section. However, if the speed is too fast, other problems, such as depressions and dregs on the cutting section, will occur. In severe cases, serious problems may arise, such as incomplete cutting and interruption.
Tian et al. proposed a new method for improving the robot motion accuracy. This method can be used in the processing of complex integral impeller welding grooves, which can correct the trajectory and improve the system stability [2]. Hu et al. designed a fully automatic Y-shaped welding groove cutting robot system. The system uses flame cutting technology and does not require a fixed workpiece, which results in no direct vibration of the robot structure [3]. Liu et al. proposed a trajectory and speed planning method for robotic processing of spherical Y-shaped grooves [4]. A team from the Harbin Institute of Technology developed a five-axis groove cutting robot based on industrial CCD and industrial structured light [5]. The program uses a camera to capture the edge points of the part, following which the contour is used to plan the trajectory of the cutting gun head. A team from Shandong University designed a new type of welding robot for the cutting and welding of spherical tubes [6]. This robot can intelligently plan and control the trajectory to realize the processing of the non-ideal spherical tube intersecting curve. To investigate the groove welding process, a team from the Harbin University of Science and Technology conducted a thorough study on the cutting principle of the intersecting line groove of the tubular part and performed a kinematics simulation of the cutting operation of the part [7].
A summary and analysis of the relevant literature and data revealed that the main current research direction is the intelligent transformation of the overall robot and the intelligent transformation of the linkage with other robots. No single intelligent inference analysis of the cutting-speed inference system has been conducted. For example, the fully automatic Y-shaped groove cutting robot system proposed by Hu et al. realises the fully automatic control of the groove cutting robot using machine vision, but it also exhibits certain problems. The cutting speed cannot be changed according to the different types of parts and processing methods [8]. Quality problems often arise during the actual cutting process. A five-axis groove cutting robot based on industrial CCD and industrial structured light was proposed by a team in the literature. This solution uses industrial CCD cameras and industrial structured light to obtain the contours of the parts, which are used as the basis for groove cutting to automate the cutting robot fully. However, it does not consider the influence of the cutting speed and the speed cannot be changed in real time. Field investigations demonstrated that the analysis of the cutting speed has a non-negligible effect on the quality and efficiency of the cutting process. Therefore, in this study, more in-depth analysis and research was conducted on the cutting factor of the cutting speed. Considering the cutting speed inference in the Y-slot cutting process of flat parts as an example, we integrated the cutting quality, trajectory radius, and cutting thickness to analyse and infer the cutting speed. The analysis and inference of this cutting speed were based on actual production. The automatic transformation of the groove robot should be carried out in two aspects simultaneously: the overall automation upgrade and the automatic real-time adjustment of parameters. Therefore, the proposal of this scheme is very important in the field of the automatic transformation of groove cutting robots.
To establish the speed control scheme in the Y-slot cutting process, this study proposes a new speed control system based on machine vision and a fuzzy neural network. First, the overall structure of the speed inference system was designed, following which the overall design of the mechanical structure, machine vision system, and cutting speed fuzzy neural inference system was completed. Second, process designing was carried out for the machine vision system, including image stitching, part image matching with partial DXF files, and part feature point extraction. A new type of two-level fuzzy neural hybrid system was proposed based on the relevant parameters and experimental data. Using the characteristics of the three parameters of cutting thickness, trajectory radius, and cutting quality, the complex fuzzy neural hybrid system model was simplified into a secondary system of the adaptive-network-based fuzzy inference system (ANFIS) and BP neural velocity inference system. Finally, by comparing the speed inference model proposed in this paper, the traditional Mamdani fuzzy inference model, and the classic BP speed inference model, the superiority of the proposed speed inference model was verified.
System specification
The proposed speed control system plan is presented in Fig. 1.
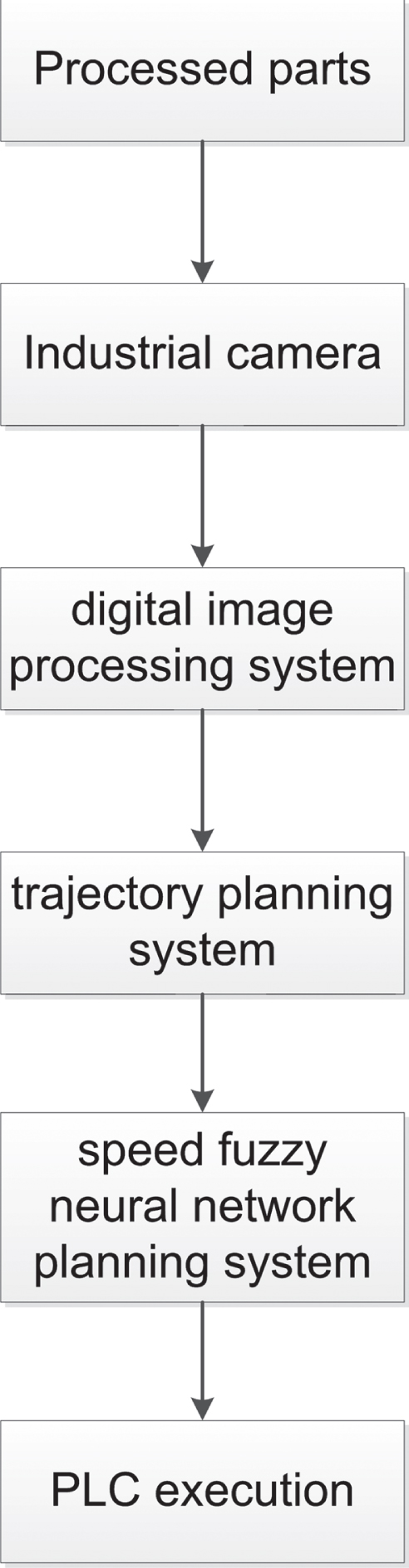
Schematic of speed control system.
The overall speed control plan includes five main parts:
(1) Industrial camera
(2) Digital image processing system
(3) Trajectory planning system
(4) Speed fuzzy neural network planning system
(5) PLC execution.
The industrial camera collects images of the parts and transmits the images to the system. The machine vision system mainly processes the images from the cameras. It obtains complete image information by image stitching, matches the contour information of the part of the CAD drawing, and finally, extracts the contour information and thickness of the part. The trajectory planning system is mainly used for trajectory planning according to the trajectory characteristics of the part contour; that is, trajectory segmentation according to different trajectory radii. The speed fuzzy neural network planning system mainly estimates the most suitable trajectory segment cutting speed using a fuzzy neural network based on the trajectory characteristics of each part segment, including the trajectory radius, cutting quality, and cutting thickness. The PLC actuator controls the motion joints of the robot to perform cutting operations according to the planned robot speed and displacement information.
The machine vision system of the groove cutting robot is composed of two main parts: the acquisition of a panoramic image and the correction of the part contour.
Acquisition of panoramic image
The aim of the acquisition of the panoramic image is to obtain the part shape and size. It generates a photo that can be matched with the CAD engineering drawing, and the error is less than +/-0.5 mm. The image acquisition is mainly divided into two processes: capturing multiple photos, and integrating and stitching these photos to form a complete photo of the part. Because the light of the groove cutting workshop and cutting process is uncontrollable, and impurities that influence the photo quality may appear during the groove cutting operation, the complete image information may not be obtained by one photo. Thus, it is necessary to take multiple photos to obtain the part information at different camera positions (Fig. 2).
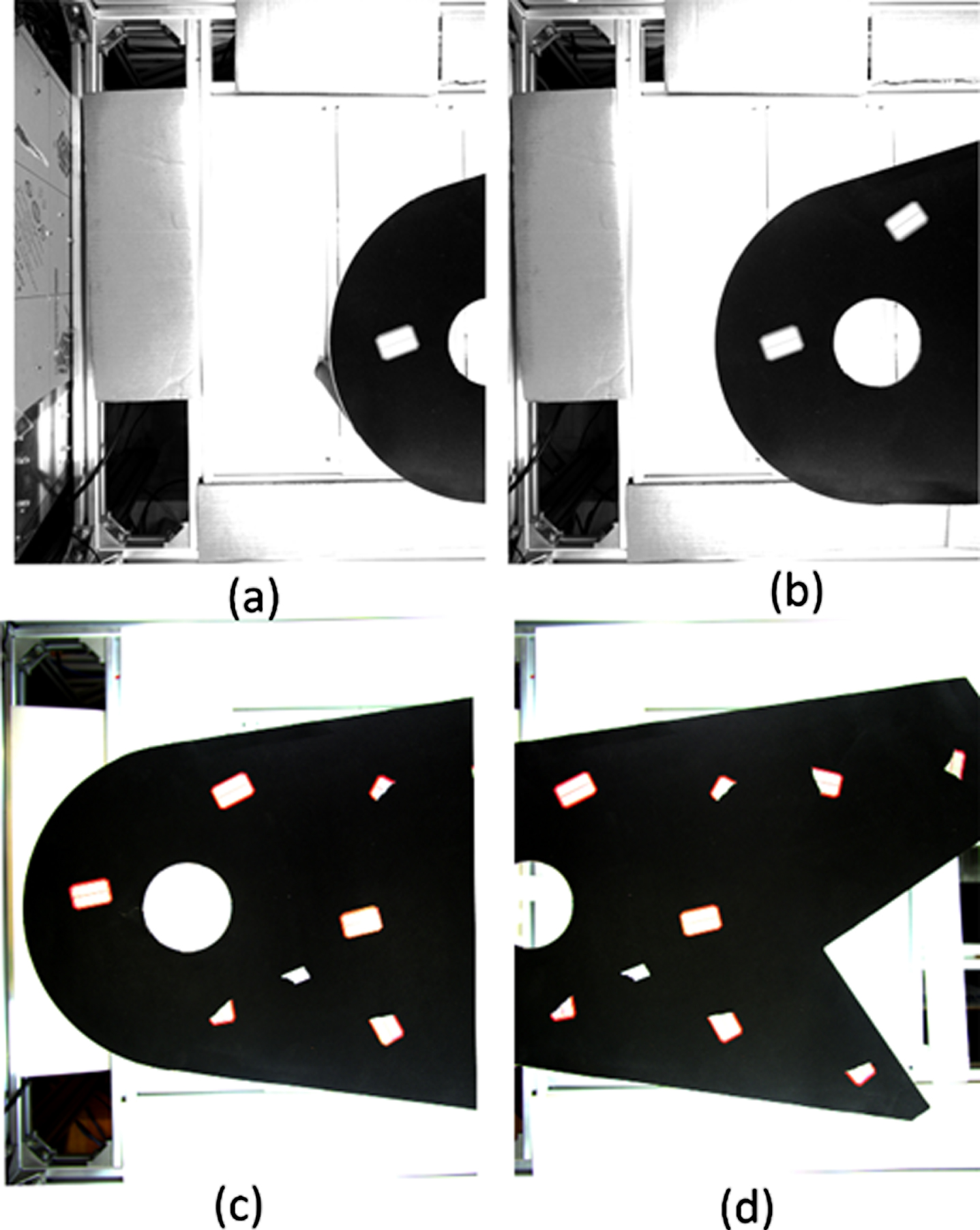
Original image of camera.
This study adopts image stitching technology based on surf features. The basic process is illustrated in Fig. 3 [9, 10].

Image stitching process.
The part contour acquisition and correction are mainly composed of two processes (Fig. 4). The first is dealing with the panoramic photo of the part that is generated by image stitching, including preprocessing, image morphology processing, edge extraction, and contour extraction. This is because the panoramic photo contains not only the part contour information, but also substantial noise and background interference. Therefore, this process is required to obtain a complete and accurate part. The second is registering the contour that is extracted from the panoramic photo of the part and the part contour that is obtained from the DXF file. The specific operation process is illustrated in Fig. 4. Image registration is the most important aspect of the system [11, 12].
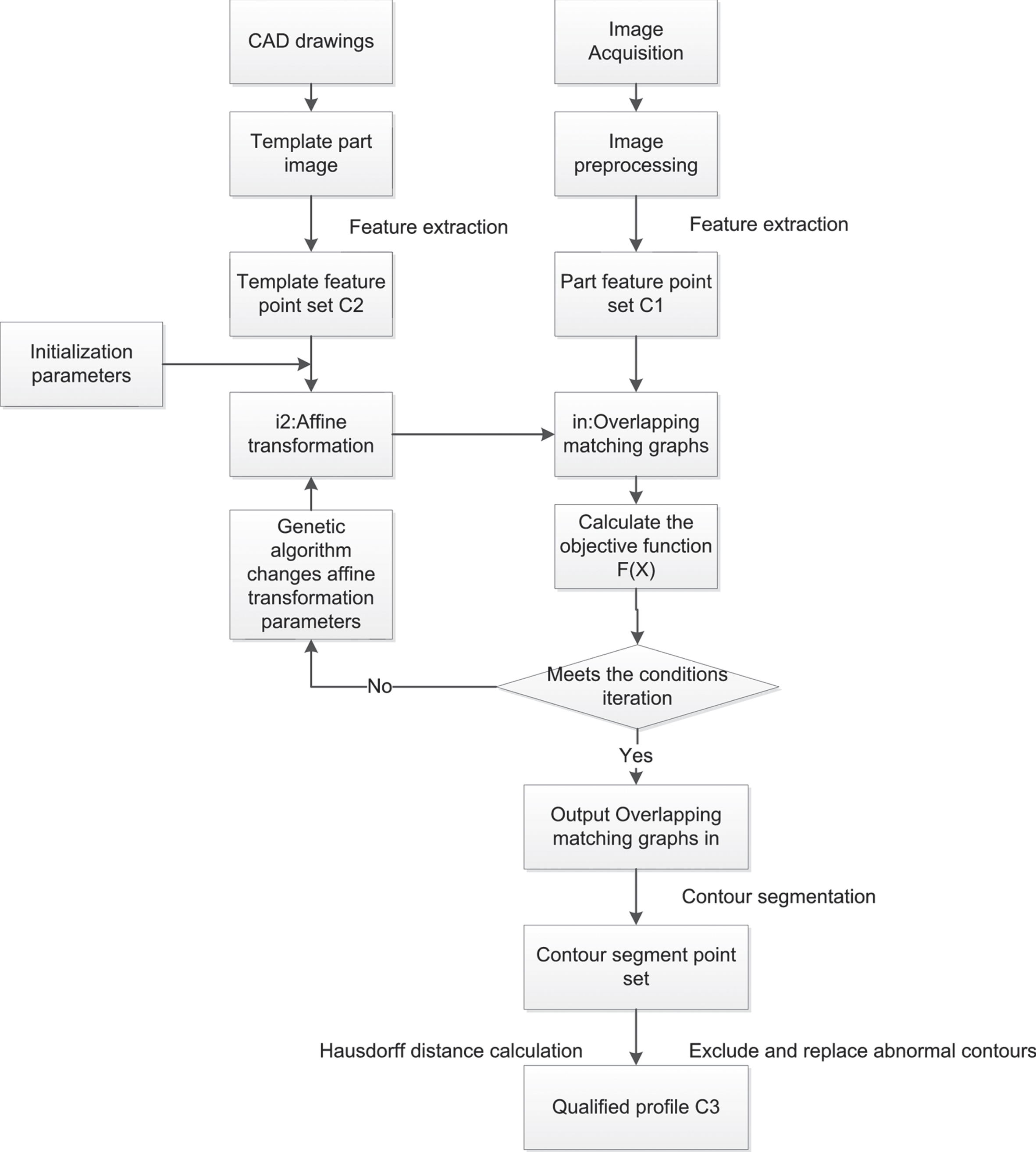
Image registration process.
Engineering drawing reading is mainly used to read the standard drawings of processed parts that are designed by designers, which are generally obtained from SolidWorks or AutoCAD. The format of the drawings selected in this study was the unencrypted DXF file format. The DXF file of the part was read according to the process depicted in Fig. 5 [13]. Following complete reading, the image itself was hormonally binarized; therefore, it was necessary to select the target contour through a boundary tracking algorithm and contour topology analysis, rather than image preprocessing and edge extraction.
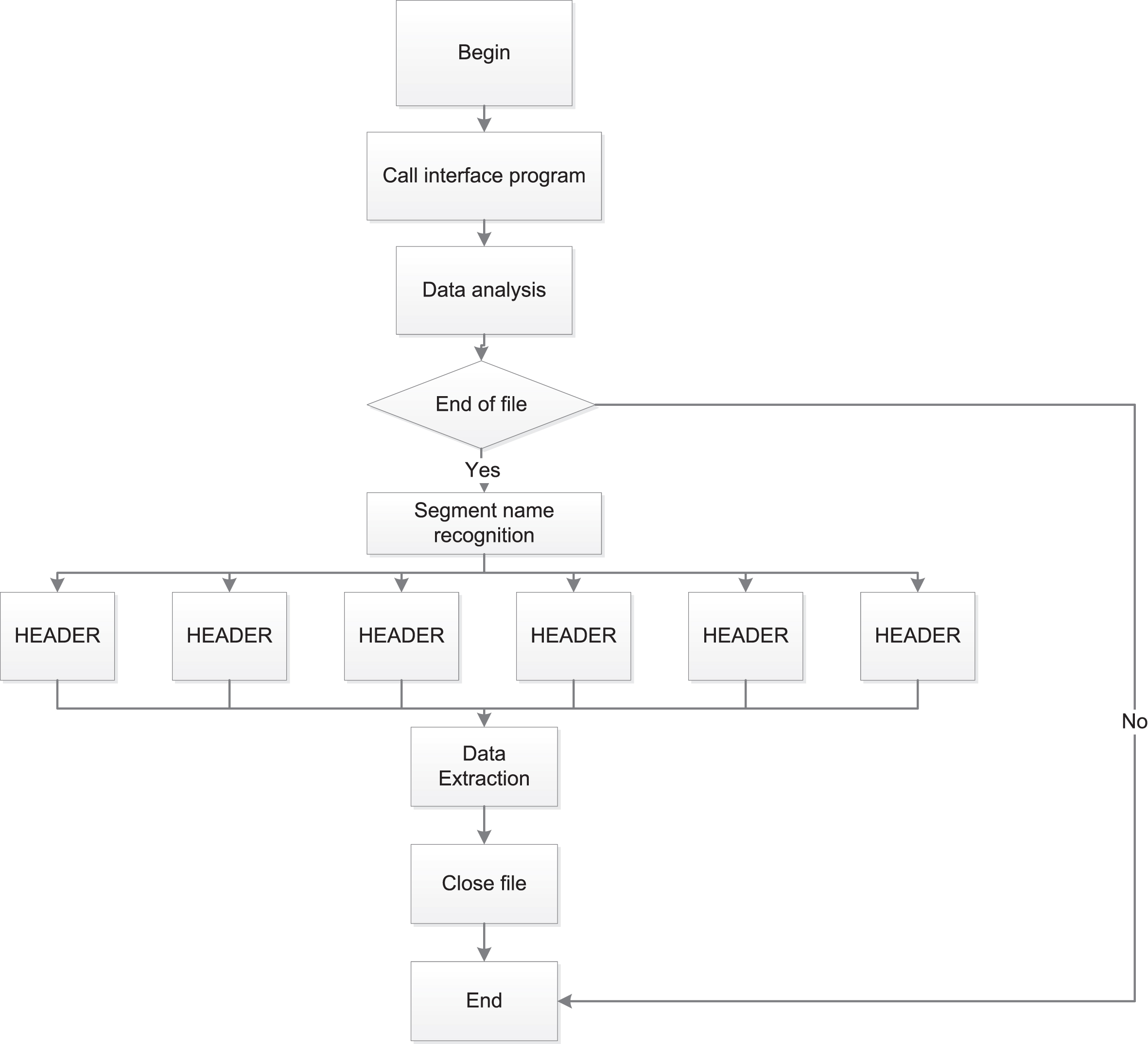
DXF file reading process.
It is well known that in traditional groove cutting operations, the cutting speed is generally only determined by the cutting thickness as a factor; that is, an expert system can be designed to determine the cutting speed through the cutting process. However, in field research, we found that this speed judgement method exhibits certain problems. First, when cutting different types of trajectories, including straight lines and arcs with different radii, the same cutting speed often results in different cutting qualities, and the overall quality cannot be guaranteed. Furthermore, in actual production, the initial setting of the cutting speed is usually dependent on the manual experience of the production personnel and the current production situation for real-time adjustment. Such an experience-based setting method cannot use an accurate mathematical language to establish a system model. Therefore, the use of traditional experts to infer the system will result in more significant errors and flaws. Considering the mathematical realisation of artificial empirical language, this study proposes an inference method using a fuzzy inference system. Fuzzy inference systems can transform human natural language into different membership functions using fuzzy sets. Therefore, the membership functions can be used to construct inference system models for the realisation of automated inferences. Moreover, considering that the membership function design of the fuzzy inference system is complicated and there is no design standard, this study adopts the method of combining the fuzzy system and neural network. Based on a large amount of experimental data, the system autonomously depends on the matching degree of the different membership functions. The most suitable set of membership functions is generated and a fuzzy neural inference model of the matching degree is established.
However, in further research, we found that three factors, namely the cutting thickness, cutting quality, and trajectory radius, have a certain degree of influence on the cutting speed. The corresponding relationship between the cutting thickness and cutting speed is relatively close, which can realise the accurate correspondence of the speed in the entire interval. Therefore, this set of corresponding relationships is not suitable for inference using a fuzzy system. However, the cutting quality and trajectory radius are generated based on production experience, and the two sets of corresponding relations are suitable for inference using a fuzzy system. Moreover, the establishment of a three-input fuzzy neural network is more complicated, and its inference speed and accuracy are significantly reduced compared to the two-input model. Therefore, considering the above two factors, this study classifies and simplifies the function of the speed inference system by combining the fuzzy system and neural network. This study improves the fuzzy neural inference system into a secondary system of an ANFIS+BP neural network. In the first-level ANFIS system, the cutting quality and trajectory radius are set as the input parameters, a new output parameter is created, namely the cutting speed coefficient sitar, and the ANFIS model is established from the dataset of the three parameters. In the second-level BP neural network system, the BP neural network model is established using the input datasets of the cutting speed coefficient and cutting thickness. The proposed two-level fuzzy neural hybrid network is a new and simplified inference model. The structure of the complex fuzzy neural network is simplified according to the characteristics of the specific parameters. This network not only simplifies the complexity of the system design and reduces the calculation amount, but also makes it more convenient to change the model parameters in the later period and reduces the impact on the system [14].
Establishment of FNN model
Fuzzy control is an intelligent control technology based on the human experience of a controlled object [15–17]. It does not require an understanding the internal structure or a mathematical model of the controlled object. Therefore, this technology is a more effective control method for certain complex systems that cannot be controlled automatically using traditional control technology. The BP neural network, also known as the error backpropagation algorithm, is a one-way network [18]. Its structure includes three parts: the input layer, hidden layer, and output layer. This model uses the error signal to propagate back from the output layer to the input layer and adjusts the weights and thresholds of each layer according to the error. In this manner, the model can be continuously optimised until the reverse error reaches the desired requirement. The ANFIS combines the advantages of the neural network and fuzzy control [19, 20]. In applications, it not only has a fuzzy set of input and output, but also uses a neural network to train and test, which realises intelligence of the process.
During the operation, the cutting speed is mainly affected by three factors: the cutting thickness, trajectory radius, and cutting quality. The analysis of the actual groove cutting speed data revealed that the influence of the cutting thickness on the cutting speed is suitable for matching inference with the classic set. In contrast, the inference of the trajectory radius and cutting quality is more suitable for fuzzy sets. Therefore, to distinguish the above two inference methods, we set a cutting speed coefficient for the fuzzy inference result, namely. The coefficient is determined only by the trajectory radius and cutting quality. A new type of two-level fuzzy neural network is proposed that combines an ANFIS and a BP neural network for cutting speed inference, as illustrated in Fig. 6 [21].

Entire model.
The first-level sub-network realizes the fuzzy inference of the speed coefficient from the trajectory radius and cutting quality based on the ANFIS, as indicated in Fig. 7.
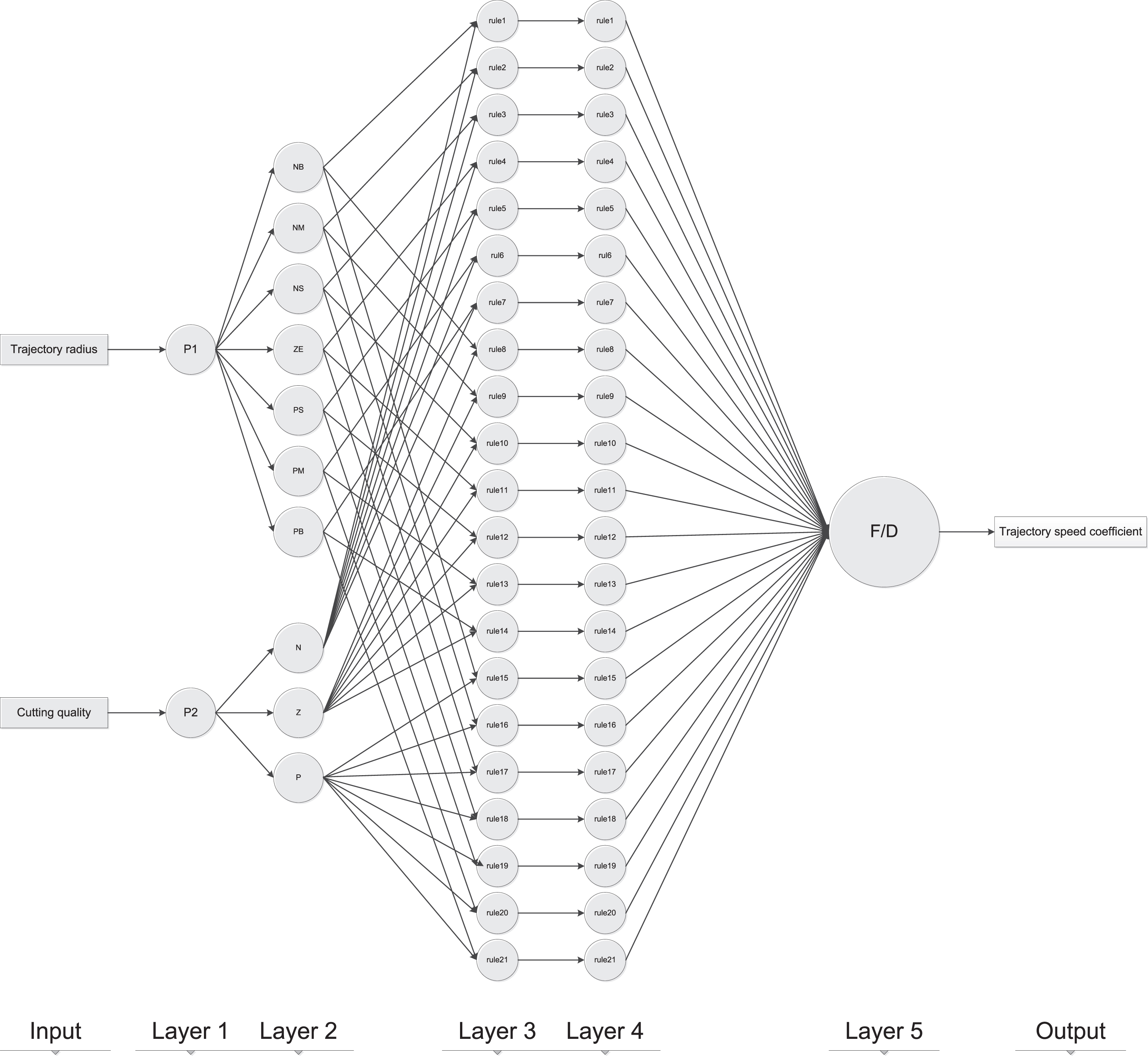
First-level sub-network model.
The network is a two-input-one-output Takagi-Sugeno (T-S) model, which can be divided into a five-layer structure and contains 21 fuzzy rules [22]. The antecedent event of the fuzzy rules is divided into fuzzy space, and the subsequent one of the fuzzy rules is a constant output. The fuzzy rules can be expressed as follows:
Layer 1: This layer node inputs data fuzzification.
Layer 2: This layer calculates the applicability of the rules by multiplying the membership degrees.
Layer 3: This layer normalises the applicability, which calculates the ratio of the rule utility of each node to the sum of all rules.
Layer 4: This layer is the output of the T-S model; that is, it calculates the output of each fuzzy rule.
In formula,
Layer 5: The total output; that is, the sum of all outputs is calculated.
After establishing the ANFIS model, the ANFIS toolbox of MATLAB can be used to train the model to conform to the fuzzy inference of this study. The parameters of this model are listed in Table 1.
Parameters of ANFIS model
The input parameter membership function graph and fuzzy regular surface of the ANFIS network are presented in Fig. 8 and 9, respectively [23].
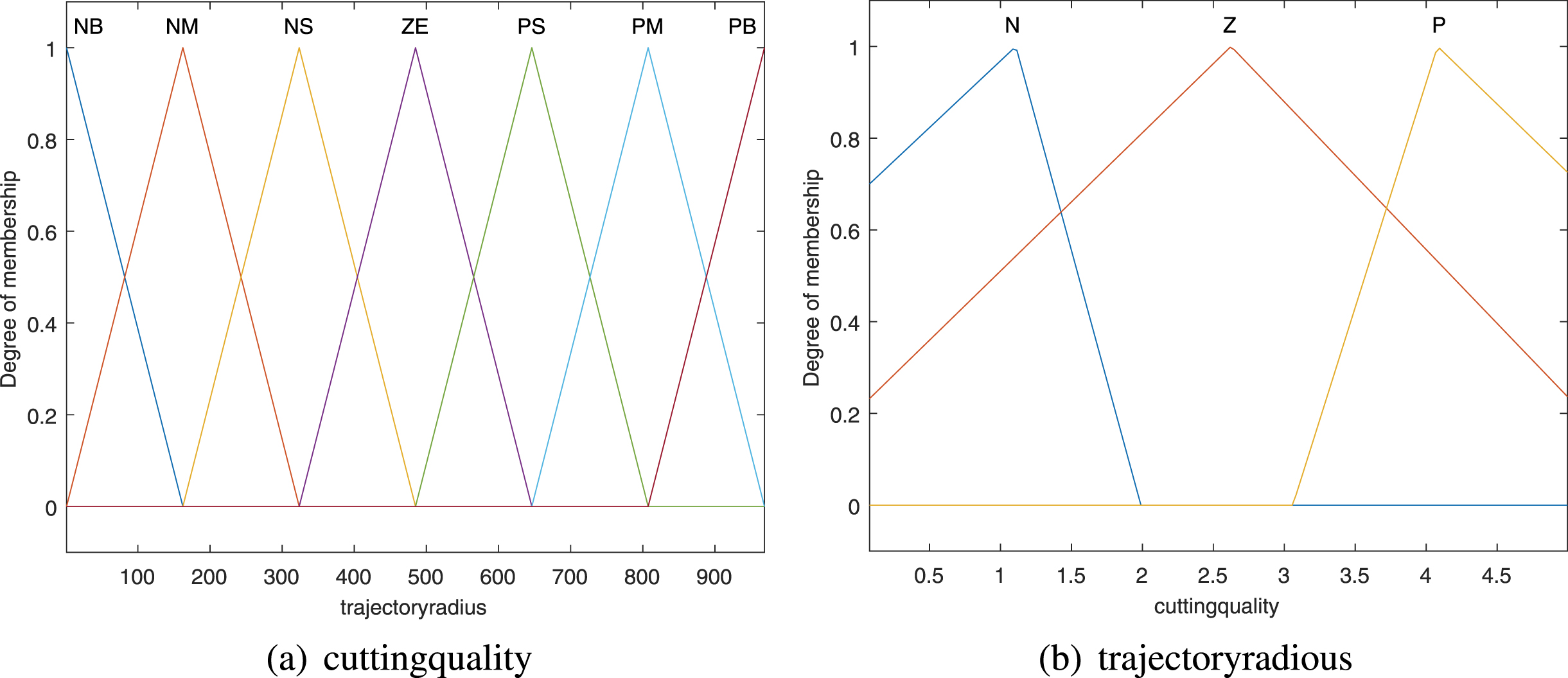
Input parameter membership function.
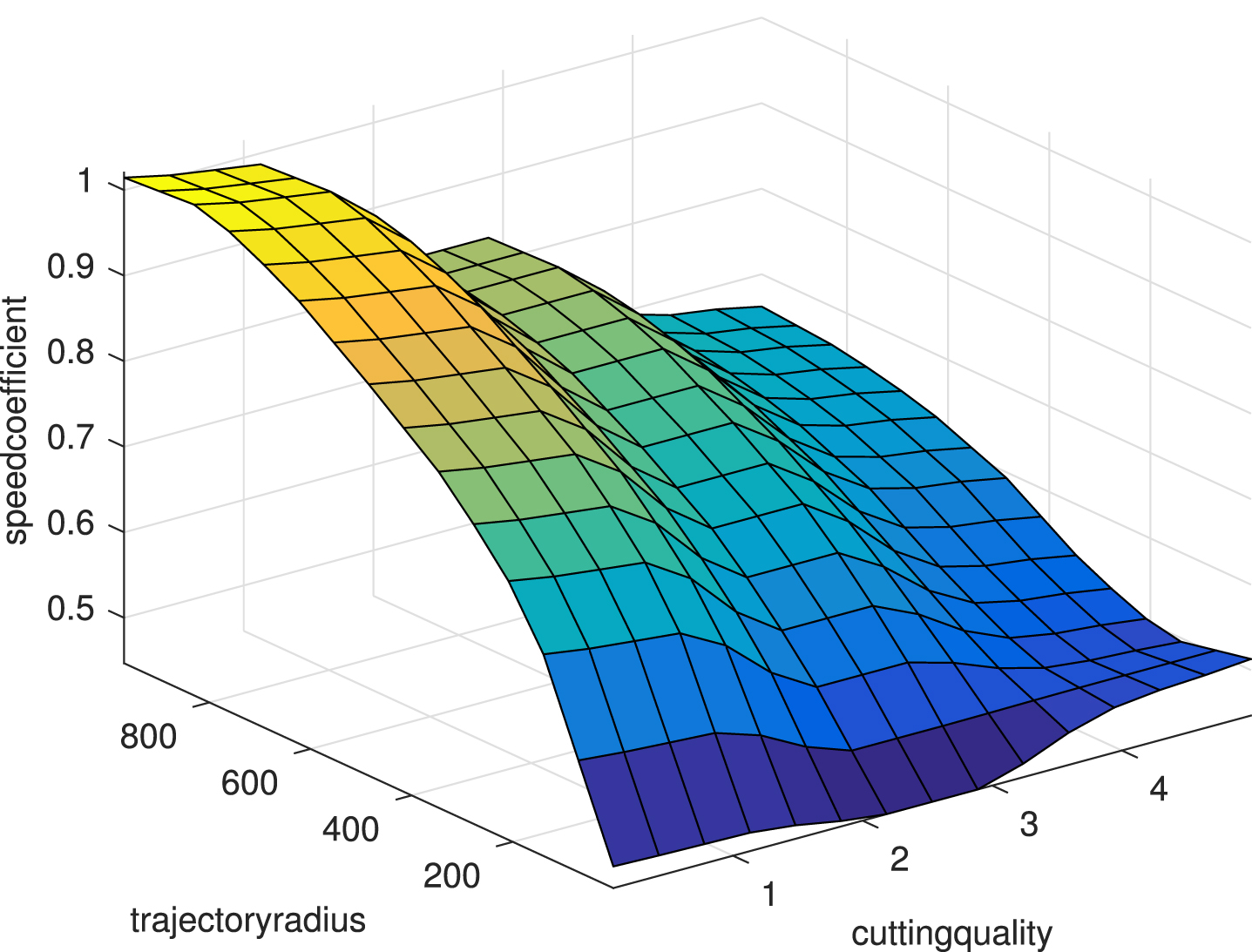
Fuzzy rule interface.
The second-level sub-network is a BP neural network that infers the cutting speed from the cutting thickness and cutting speed coefficient theta, as depicted in Fig. 10.
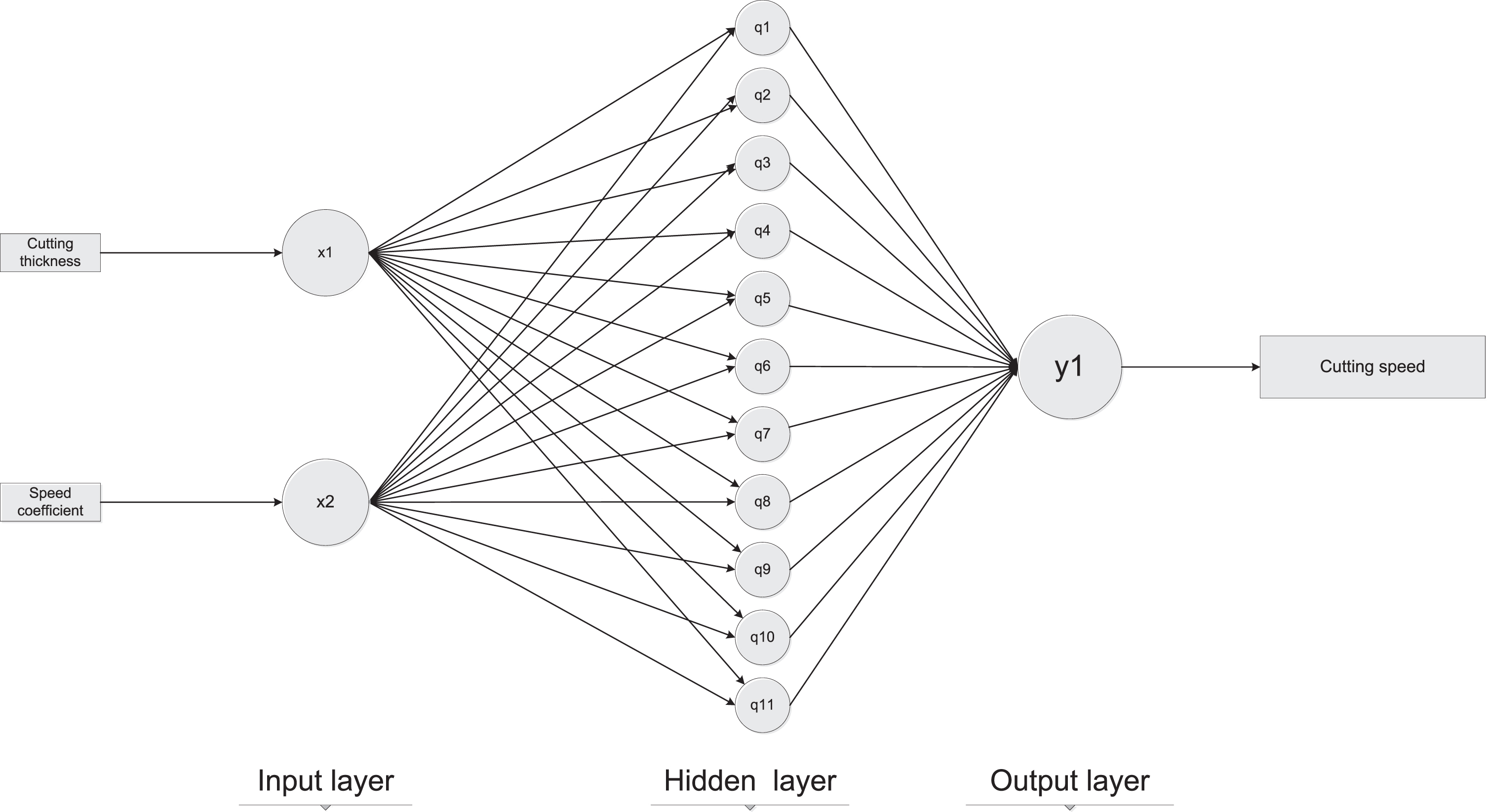
Second-level sub-network model
The BP network uses a three-layer structure consisting of one input layer, one hidden layer, and one output layer, each of which is fully connected to the next layer.There are two parameters in input layer, that is x = (x1, x2), x1 is the cutting thickness. x2 is the speed coefficient θ. And one parameter in output layer, that is y = y1, y1 is the cutting speed. According to Kolmogorov’s theorem, the number of hidden layer nodes m is:
In formula, a is the number of input nodes, b is the number of output nodes, c is a constant. In this study, because there are two nodes in the input layer and one node in the output layer, there are 11 hidden layer nodes. For the above BP model, the results of the hidden layer and output layer can be expressed by the following formula:
The network uses backpropagation algorithm to update parameters. First calculate the loss function J (θ) of the model, and then calculate the partial derivative of the loss function layer by layer in reverse.The model uses the gradient descent algorithm to update the network. The parameter update algorithm is as follows.
In the above-mentioned fuzzy neural network, the input of the first-level neural network is fuzzy input. Therefore, it is necessary to apply the fuzzy process to the trajectory radius and cutting quality in the groove cutting process, according to the actual production experience and data. To fit the production experience more accurately, this study sets the domain of groove cutting quality to [0,5], and the fuzzy subsets are N, Z, and P, which correspond to general, good, and excellent. Moreover, it sets the domain of the trajectory radius to [0,∞], and the fuzzy subsets are NB, NM, NS, ZE, PS, PM, and PB, corresponding to very small, small, slightly small, medium, slightly large, large, and very large, where the radius is greater than 800 mm and can be appropriated as straight line cutting.
Simulation and analysis
Simulation of planning
Several traditional plans are available for inferring the speed under different factors, including fuzzy inference and neural network prediction. Therefore, to demonstrate the superiority of the two-level fuzzy neural hybrid speed inference program proposed in this paper, we simulated the speed inference model and compared it with various existing models. Based on the design principles and concepts in the literature [24–26], a BP neural network inference model was designed for cutting speed prediction as well as a Mamdani-type fuzzy inference model [27, 28]. Subsequently, we used the same set of experimental data to compare the prediction accuracy and error analysis of the above three models to evaluate their performance.
MATLAB was used to simulate the above three methods.
Results analysis
First, it can be observed from Figures 11(a) and (b) that the Mamdani-type fuzzy inference could realise real-time prediction of the groove cutting speed, but the prediction data and actual data were poorly fitted, and identification was only provided at several points. has Although it exhibited relatively accurate fitting, the other fitting degrees were quite poor and the errors were all above 50. There are two main reasons for this result. The first reason is that the corresponding relationship between the cutting thickness and cutting speed is relatively accurate; therefore, if a simple fuzzy relationship is used for its approximation, the accuracy of the relationship evaluation and dynamic quality of the model will be reduced. The second reason is the imperfection and inaccuracy of the fuzzy rule design of the Mamdani-type fuzzy inference model. Second, as illustrated in Figure 12(a), the BP neural network could achieve real-time and accurate prediction of the groove cutting speed to a certain extent, and the change trends and ranges of the predicted and actual data curves were more consistent. However, by combining Figures 12(a) and (b), it can be concluded that its accuracy was still poor, with errors of up to δ±40, and its average error was approximately δ±20. In situations with higher accuracy requirements, its practicality will be inferior. The reason for this phenomenon is that the BP neural network model exhibits a large deviation in the evaluation of several critical conditions. The BP neural network is based on expert systems and classic sets to make judgments; that is, there are only two states of 1 or 0. In certain empirical rules, the applicability of the classic collection is poor because it cannot express the degree of conformity. In this study, the relationship among the factors of the cutting quality, trajectory radius, and cutting speed was based on practical experience. Therefore, it is not appropriate to fit the relationship with a single nonlinear function. A comprehensive comparison of Figures 13(a) and (b), and the above figures, demonstrates that the second-level hybrid fuzzy neural inference system designed in this study was in the process of inferring the groove cutting speed, compared to the Mamdani and BP neural network systems. A higher accuracy and better fit were achieved. The error rate was small, the error was less than δ±8, and the average error was less than δ±4. Therefore, the speed inference system designed in this study could predict the groove cutting speed more accurately to a certain extent. This speed planning system combines the advantages of fuzzy inference and neural networks. The fuzzy set is used to approximate the empirical inference of the cutting quality, trajectory radius, and cutting speed, following which the BP neural network model is used to fit the nonlinear function relationship among the cutting thickness, speed coefficient, and cutting speed. In this manner, a comprehensive inference from the cutting thickness, path radius, cutting quality, and cutting speed can be realised.
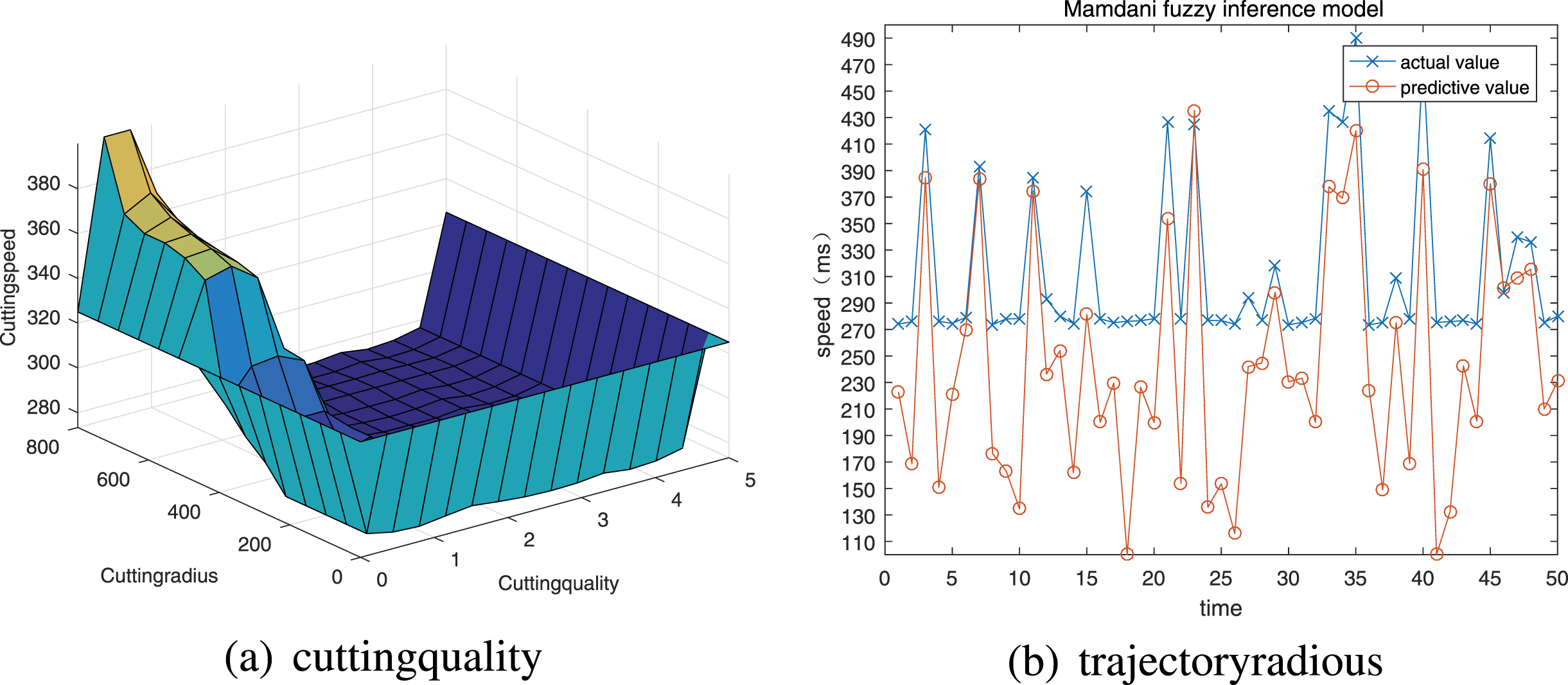
Mamdani fuzzy inference.
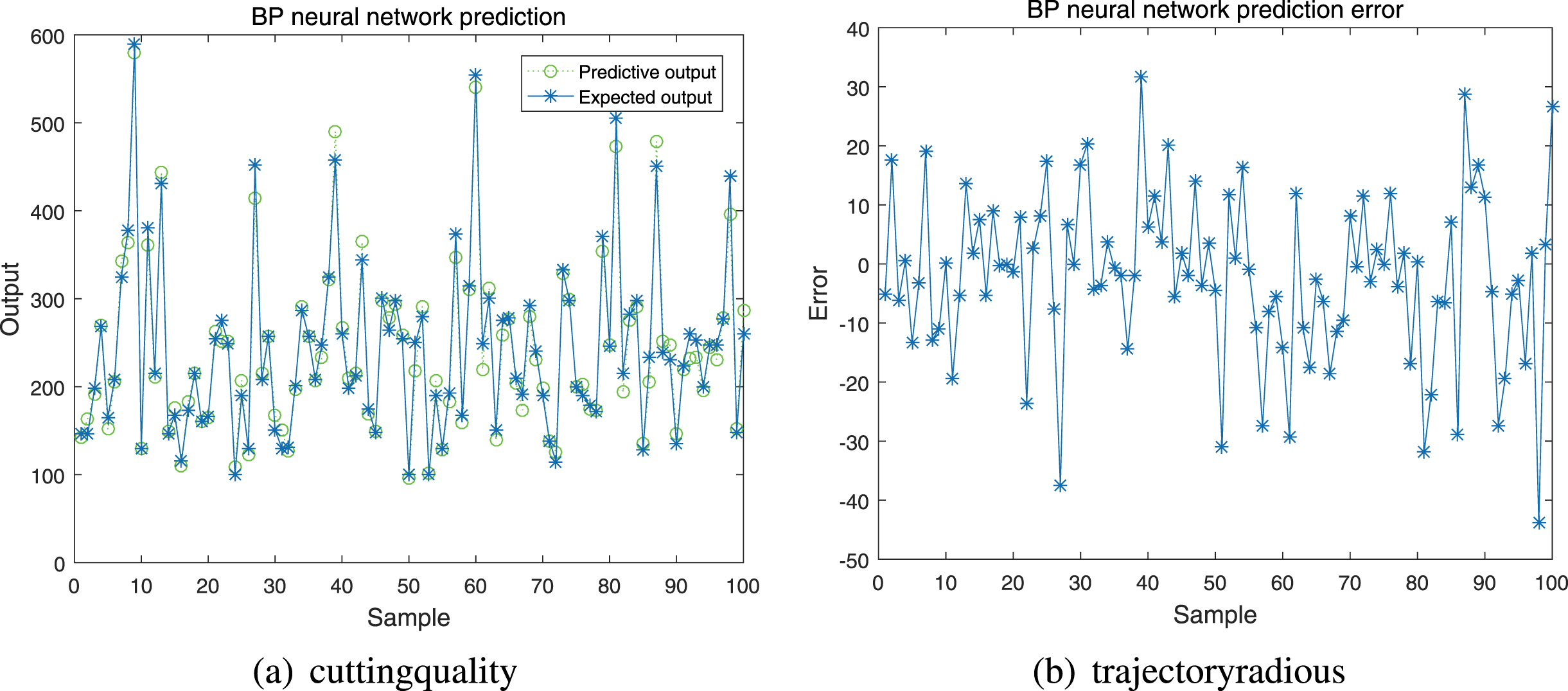
BP neural network
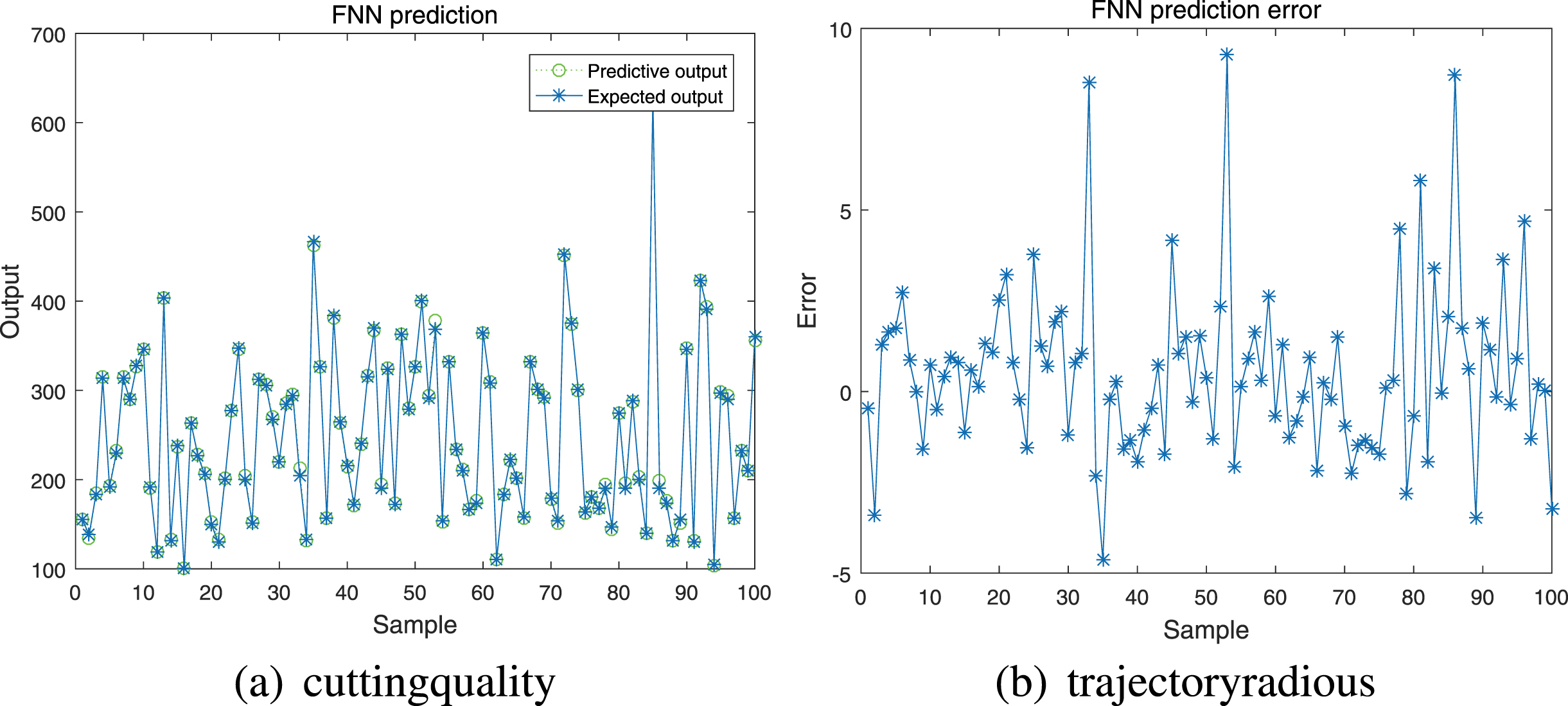
Two-level fuzzy neural network
According to the above image analysis, the following results can be summarised:
(1) Traditional Mamdani-type fuzzy inference exhibits certain limitations in terms of parameter inference. There are two main reasons for this result. First, in a many-to-one or many-to-many fuzzy inference model, if there is a relatively accurate correspondence between certain parameters, it is not suitable to adopt a unified fuzzy inference model. If a simple fuzzy relationship is used for approximation, the accuracy of the relationship evaluation and the dynamic quality of the model will be reduced. However, if the accuracy is increased, the number of quantisation levels will inevitably increase, which may lead to the expansion of the rule search range and reduce the decision-making speed. In severe cases, real-time control cannot be achieved. Second, the Mamdani-type fuzzy inference system currently does not have a standard for membership function design; thus, the determination of the type, number, and scope of the membership function is easily affected by subjective factors of the designer.
(2) BP neural network-type speed inference is not applicable in certain instances of parameter inference. In some experience-based parameter inference situations, the use of a BP neural network will often result in several problems. Most importantly, there are often large errors in the evaluation of critical processing conditions. The reason for this phenomenon is that the model is evaluated based on the classic collection of traditional expert systems; that is, for the judgement of a condition, there are only two results: yes or no. Therefore, there are deficiencies in the evaluation of certain experiences.
(3) The proposed two-level fuzzy neural hybrid network is more suitable when multiple sets of data exist, and the accuracy of the parameter correspondence is not the same. First, the speed planning combines the advantages of fuzzy inference and neural networks. The fuzzy set is used to approximate the production experience inference, and the BP neural network model is used to fit the nonlinear function relationship among the parameters with more accurate correspondence. Thus, the comprehensive inference of multiple sets of data with different accuracies can be realised.
(4) The design concept of the speed inference system can be extended to any parameter inference situations that are suitable for a fuzzy nervous system. In the establishment of a complex fuzzy neural network system, the system can be simplified and classified according to specific parameter characteristics. This method not only reduces the complexity of the system and simplifies the calculation, but also improves the accuracy of the inference to a certain extent.
With the aim of cutting speed planning in the groove cutting operation, a new speed inference method has been proposed. A field investigation during the cutting operation revealed that an empirical relationship exists among the cutting speed, cutting quality, and trajectory radius, which cannot be accurately expressed with a specific functional relationship. A two-level fuzzy neural network based on production experience and actual data was proposed according to this relationship. The model, which combines the advantages of fuzzy inference and neural networks, uses fuzzy inference to simulate empirical evaluations, and uses a neural network to train a more accurate correspondence. The model simulation demonstrated that this speed inference model has higher accuracy than the traditional one, which can make more accurate inferences on the cutting speed under different requirements. This intelligent inference of the cutting speed is an important part of the intelligent transformation of groove cutting operations. The proposed speed inference method provides a new development concept and direction for machining processes that rely on manual experience to make real-time judgments and cannot use expert systems to automate the transformation.
Footnotes
Acknowledgment
This study was funded by the Made in China 2025 Sichuan Action Plan (2018ZZ011, 2017ZZ018). I would also like to express my gratitude to the Sinohydro Jiajiang Hydraulic Machinery Company Limited for providing support for the research related to this article.
Conflicts of interest/Competing interests (Not applicable)
Availability of data and material: The data used in this study have been attached to the information for reference.
Code availability: The code used in this paper is open.
Authors’ contributions: I propose a new groove cutting speed inference planning system and a new 2-FNN model for the planning.
Ethics approval (Not applicable)
Consent to participate: I agree to participate.
Consent for publication: I agree to publish this paper.