
Abstract
This manuscript proposes a hybrid method to solve the job shop scheduling problem (JSP). Here, the machine consumes different amounts of energy for processing the tasks. The proposed method is the joint execution of Feedback Artificial Tree (FAT) and Atomic Orbital Search (AOS), hence it is called the FAT-AOS method. The aim of the proposed multi-objective method is to lessen the non-processing energy consumption (NEC), total weighted tardiness and earliness (TWET), and makespan (Cmax). Depending on the machine’s operating status, such as working, standby, off, or idle, the energy-consumption model of the machine is constructed. The NEC is the essential metric and the Cmax and TWET are the classical performance metrics used to predict the effects of energy effectiveness in JSP. The proposed AOS technique optimizes the objective of the system and FAT is used to predict the optimal outcome. The proposed method’s performance is implemented in MATLAB and is compared with various existing methods. From this simulation, under the 15x15_1 instance, the proposed method makes the span the best value of 1370, the median is 1720, and the worst value become 2268 is obtained.
Keywords
Introduction
Energy is one of the unavoidable resources for manufacturing sectors, like industrial sectors, and enterprises. The industrial sectors used a high amount of energy around the world, which means half of the energy of the world is consumed by the industrial sectors [1, 2]. In manufacturing enterprises, the consumption of energy plays an important role in financial operations [3]. Due to the crude oil price increment, the energy price is increasing. CO2 emission and higher consumption of energy are responsible for the manufacturing sector [4]. For economic and environmental reasons, energy consumption reduction is important and essential [5]. Energy saving is a serious operation in the industrial sector to lessen the consumption of energy during the process of manufacturing, like switching OFF idle machines for the protection of the environment and cost-saving considerations [6]. Based on the energy conservation problems in the manufacturing industries, various types of research are focused on energy consumption law in the manufacturing processes including assembly, processing, and disassembly [7].
One of the input–output systems is a manufacturing system that converts energy, and material resources to the final product [8]. In a manufacturing system, scheduling is the essential subsystem [9]. Here, the input is considered as process plans of jobs; the operation of all jobs on the machine is scheduled by scheduling tasks during the fulfillment of precedence relationships while processing plans [10]. The relationship between the two production steps, like the preparation and execution process is known as scheduling [11]. The earliness cost is not considered much in the research of energy and tardiness based on job shop scheduling (JS) [12–14]. The aim of job shop scheduling is earliness and tardiness that means, the job is completed early in a schedule to provide undesirable effects, like inadequate warehouse space, inventory carrying cost, product decline, storage, and insurance cost [15–17]. Particularly, in just-in-time (JIT) manufacturing situation, the essential criteria are earliness and tardiness [18].
Another criterion for a job shop environment is makespan that is defined as the total execution time of the work [19]. The energy-saving method used the methods of shop floor scheduling optimization and machine operation mechanism [20]. These approaches are used for larger-scale production environments to enhance effectiveness and energy utilization by improving the profitability of manufacturing enterprises [21]. Various soft computing approaches, like genetic algorithm(GA), fuzzy approach, Whale Optimization Algorithm, etc. are used to resolve the job scheduling problem [22]. The combined three objectives, like minimizing the NEC along with working status switching of machine techniques, TWET, and makespan are not considered by these approaches but it considers only one objective [23, 24].
In this manuscript, a hybrid method is proposed for solving the structure of JSP based on machine status switching. The proposed method considers three objectives, like reduction of energy consumption, and makespan, reduction of total weighted tardiness & earliness (TWET). The proposed method is the combination of both Feedback Artificial tree and Atomic Orbital Search, hence called the FAT-AOS method. The organization of the proposed work is illustrated in Fig. 1.
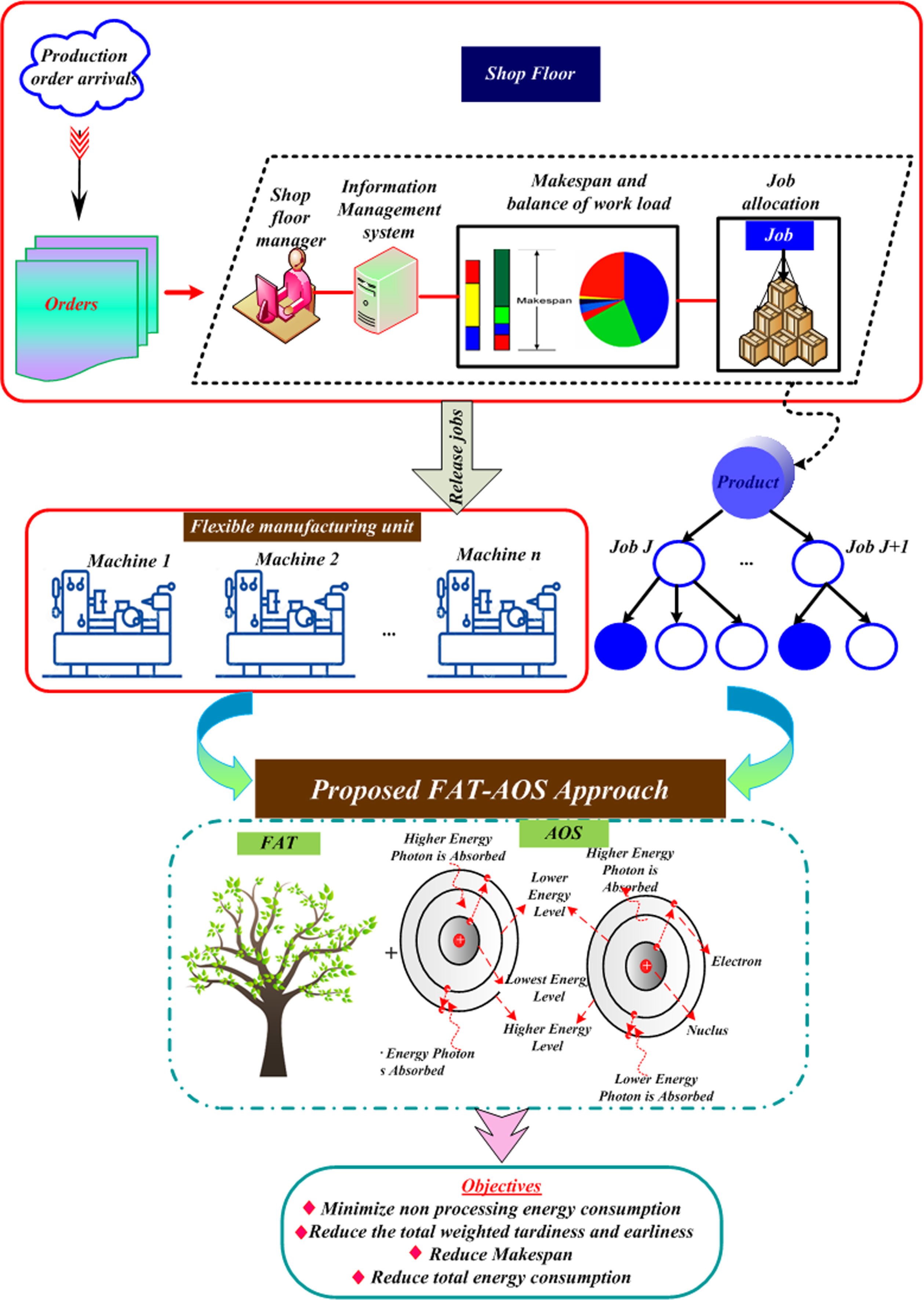
Overall configuration of the proposed machine status framework.
Various research works earlier existed in the literature based on job shop scheduling problems using numerous methods and aspects. Some of them were mentioned here.
Qu et al., [25] have suggested an improved electromagnetism, like mechanism algorithm for JSP. Afsar et al., [26] have suggested the enhanced memetic algorithm and fuzzy method for minimizing the JSP. Tamssaouet et al., [27] have suggested the batch oblivious method for resolving the multi-objective complex JSP of semiconductor manufacturing. High-complex jobs were scheduled by the monte-carlo-tree-search-based flexible JS (MCTS-FJS) method in a real-time job shop environment, and it was suggested by Saqlain et al., [28].
Amelian et al., [29] have suggested the model of mixed integer programming and NSGA-II for stochastic failure-prone JSP. Cai et al., [30] have postulated a real-time scheduling algorithm for job shops. Zhou et al., [31] have suggested the deep forest-based dynamic scheduling decision approach for lowering the carbon flexible job shops. The job shop scheduling problem was extensively investigated in recent decades, according to Destouet et al., [44]. To enable scheduling decisions in accordance with the changing production environment, many ways have been created. Production scheduling underwent significant modifications as a result of the advent of technical breakthroughs in the framework of Industry 4.0. The energy-efficient JSP with transport resources was extended by D.B.M.M. Fontes et al., [45] by taking into account speed-adjustable resources of 2 types, including the machines where the jobs were processed, and the vehicles that transport the jobs around the shop-floor. Using the improved unit-specific event-related time representation, Rakovitis et al., [46] developed a unique mathematical formulation for the energy-efficient flexible JSP. The state-task network was used to depict the flexible job shop. The new model was demonstrated to be superior to the other models with the same or better answers, resulting in up to 13.5% more energy savings in a shorter amount of computational time. An energy-conscious flexible JSP with transportation time (ECFJSP-TD) and degradation effect simultaneously were devised by Jiang et al., [47]. An initial mathematical model was created with the goal of maximizing the overall energy consumption use. The problem’s characteristics were carefully taken into account when creating the modified animal migration optimization algorithm (MAMO). To express the scheduling solution in the MAMO, a 2-vector encoding was created, and a left-shift decoding strategy was established to make the operation permutation on each machine as small as possible. The Literature survey is listed in Table 1.
Literature survey
Literature survey
The review of the recent research work shows that the scheduling problem of job shops with the reduction of energy consumption is the most challenging task. In the manufacturing process, the conventional production, planning, and scheduling problems are considered using performance factors, like cost, time, and quality as optimization objectives. Although, not consider the important environmental-friendly factors, like energy consumption of production. So to save energy turn-on/off scheduling approach is introduced. In a few actual production systems, machines cannot be turned ON / OFF by the frequent restart operation, which may expend large amounts of extra energy or damages the machine. In this instance, machine speed scaling is utilized to regulate the consumption of energy. But the consumption of energy is increased when machine work at high speed. There are various optimization approaches are introduced recently for the JS of machines. Some of the optimization methods are ant colony optimization, particle swarm optimization, evolutionary algorithm, simulated annealing, tabu search algorithm, and migrating birds optimization are used to resolve the problem of JSP. The Genetic algorithm is used to resolve various multi-objective optimization problems. Though, only a few studies depending on the GA were used to overcome the optimization problem with various conflicting objectives in JS. Depending on the recent research work, most researchers have not considered the objective of the earliness of the job and not provide the combined objective of NEC, TWET, and make span. Thus, these methods are required to mention the environment-based objectives in various complicated scheduling problems. These drawbacks and motivations are inspired to do this work.
The remaining manuscript is organized as: Section 2 reviews the recent research-work and its background. Section 3 clarifies the structure of the proposed Job Shop problem, Section 4 clarifies the FAT-AOS method-based Minimization of Energy consumption in Job Shop Scheduling, Section 5 clarifies the result and discussion, and finally, in Section 6, the manuscript concludes.
Configuration of proposed job shop system
The overall configuration of the proposed machine status framework is shown in Fig. 1. Now a day, job shop scheduling is focused more on manufacturing units due to the high consumption of electrical energy and high noise. Job shop scheduling is a good way for lessening the consumption of energy, pollution, and failure of equipment. This manuscript considered the reduction in time of project that is makespan, reduction of non-processing time of machine that means tardiness, earliness, and total energy consumption reduction of the machine. The shop floor [32] is used to assign jobs to the manufacturing unit and the main aim of the floor is to improve productivity and balance all manufacturing unit workload and increase the effectiveness of energy. The jobs are classified into several independent jobs, then the entire unallocated jobs are put inside the job pool of workshop (JPW) and every manufacturing unit is requested to overcome the jobs of the job pool of workshop. At a time, every manufacturing unit gets a job from the job pool of workshop by using the proposed method.
Description of job shop method
Consider n×m job shop scheduling problem, i.e., n jobs are processed by m machines. The following considerations are used for scheduling job shop, When time is zero, all jobs and equipment are available. Every job is incorporated with many processing steps and those steps are fulfilled on a particular machine. Based on the predefined sequence, every job goes to every machine exactly and is not allowed for the preemption of the jobs. Every machine operates one job process at a time and every job is operated only by one machine at a time Until the job is complete, the process of the machine cannot be interrupted. Ignored the transport time of the job
The job shop scheduling layout is displayed in Fig. 2. Here, 3 different jobs are processed by three machines. Through the tools of the entire machine, every job is needed to be processed. Although, the job processing order on the machine tools is varied. Under the specific process requirements, the correct processing sequence is decided to execute the processing order of every job in every machine for solving JSP [33–35]. The determination of the optimum sequence of all possible machine ranges for a particular production performance index, like makespan and the consumption of energy is the optimization of JSP.
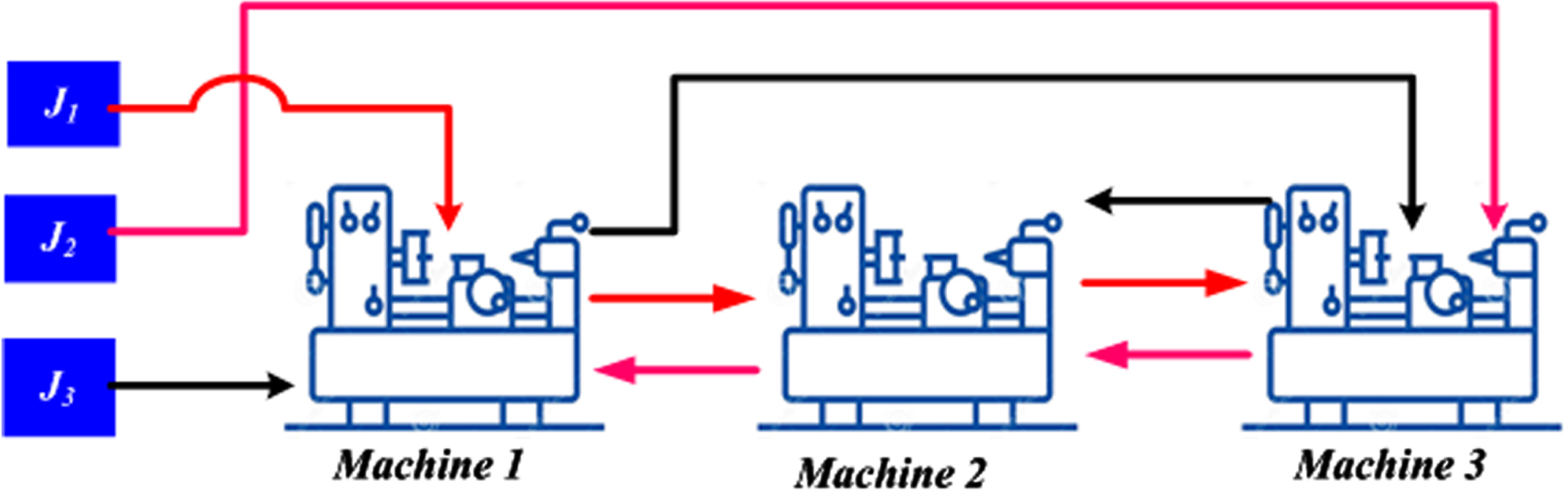
Job shop scheduling layout.
Modelling of energy consumption is based on the operation and energetic states of machine techniques.
Assessment of operational and energetic states of machine techniques
In various ways, the machine is modeled machine depend on the status of the machine. The status of the machine is off, idle, stand by, working, etc. Idle means the machine is active and ready to work.
The machine comes in this state for various reasons, such as starving and blocking. Waiting for a job is known as starving and waiting to release the work that is processed earlier is called blocked. The machine failed in one of the various ways that affect the production of the machine known as down state. The machine can change the tool to process a new part called set up [36]. The machine is under repair or scheduled maintenance activities are known as maintenance. The machine under the working state of the job is known as the working state. By comparing the other state to the working state, the working state has various roles. Direct values are taken from the working state and the indirect valuable is set up to guarantee that the machine can work properly or not. The switching state of the machine tool is displayed in Fig. 3. Based on the state, like off, stand by, idle, and working the level of power is increasing. The unit time is increasing when the machine is moved from the off to the working state.
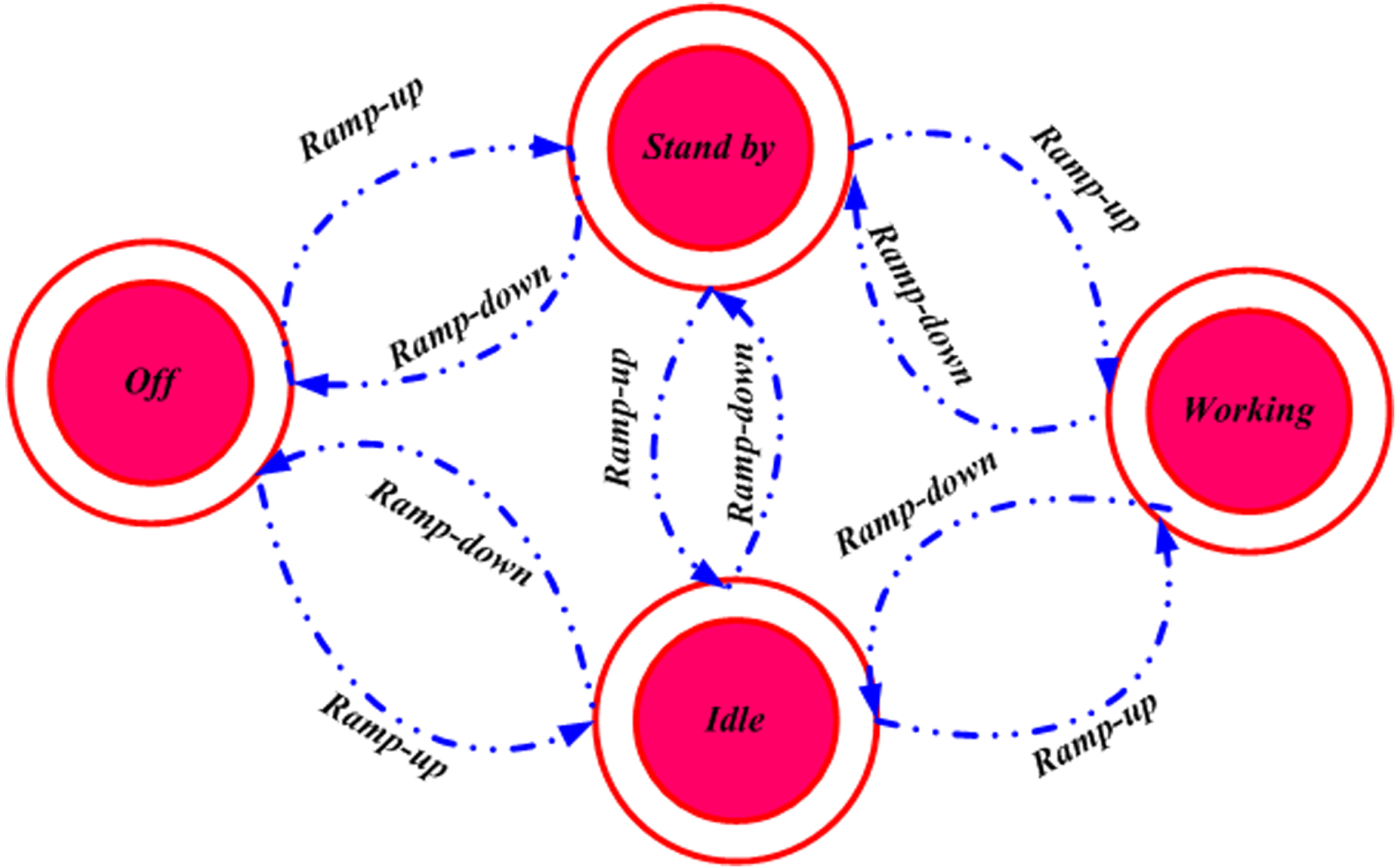
Switching state of machine tool.
In the surroundings of the job shop, the machine is said to be idle for the arrival of a following job after finishing the current job, assuming that the work process phase is controlled using the completion time of the earlier processing phase. During this period, a particular amount of energy consumption [37] is needed for the machines to run continuously. An example of job shop scheduling is displayed in Fig. 4. It is a 3×3 job shop scheduling and the first operation of job 2 is denoted as J2,1.
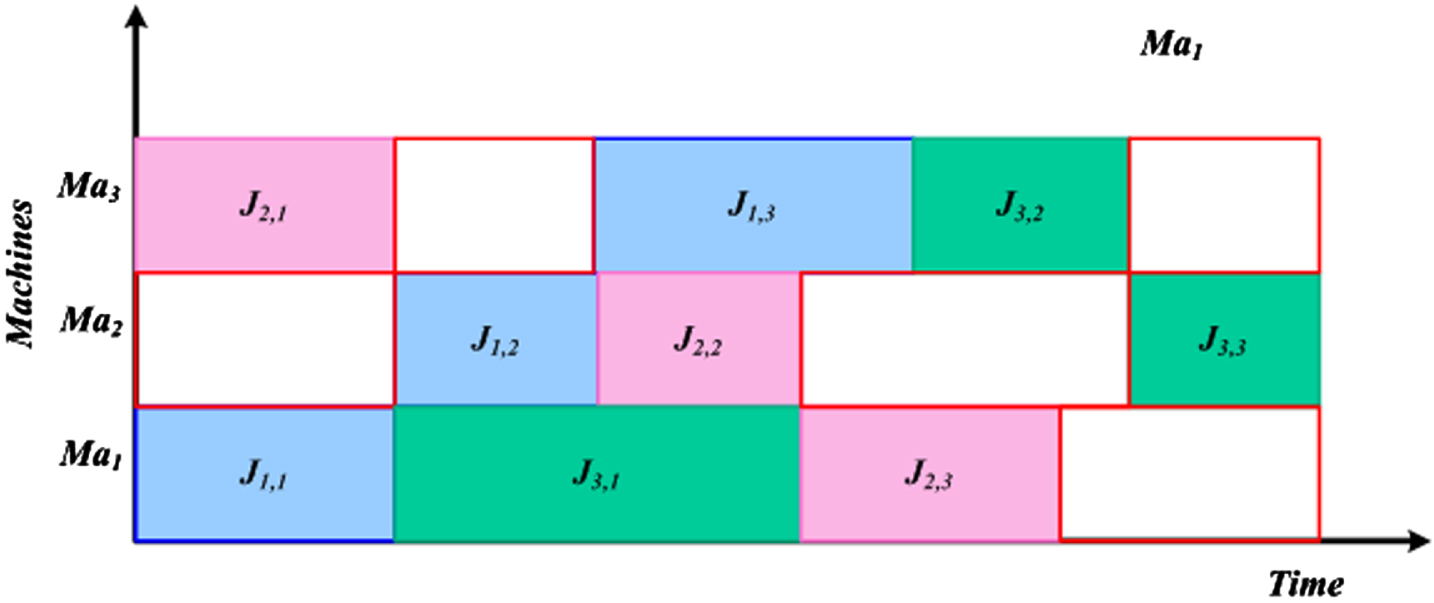
Job shop scheduling example.
The non-processing time of this scheduling is represented in a white box. In this non-processing time, most machines use energy throughout the entire machining process. Based on the total energy consumption of machines, the non-processing time is easily calculated. The running track of the machine tool is displayed in Fig. 5. It represents a graphical representation of the movement or operation of a machine in the job shop scheduling example from Fig. 4. It shows the timeline or schedule of the machine’s activities, such as when it starts a job, completes a job, or switches between different tasks. The running track of the machine in Fig. 5 could potentially provide insights into the sequencing and coordination of the machine’s operations, helping to analyze and optimize the JSP. It depicts the utilization of the machine, the order of tasks performed, and the time taken for each task. A schematic diagram of the power is displayed in Fig. 6. For a long time, if a machine is in an idle state, it switched to the position of standby or off using a particular method in which a huge amount of energy is saved. From this statement, switching policy is easily described.

Running track of machine tool.
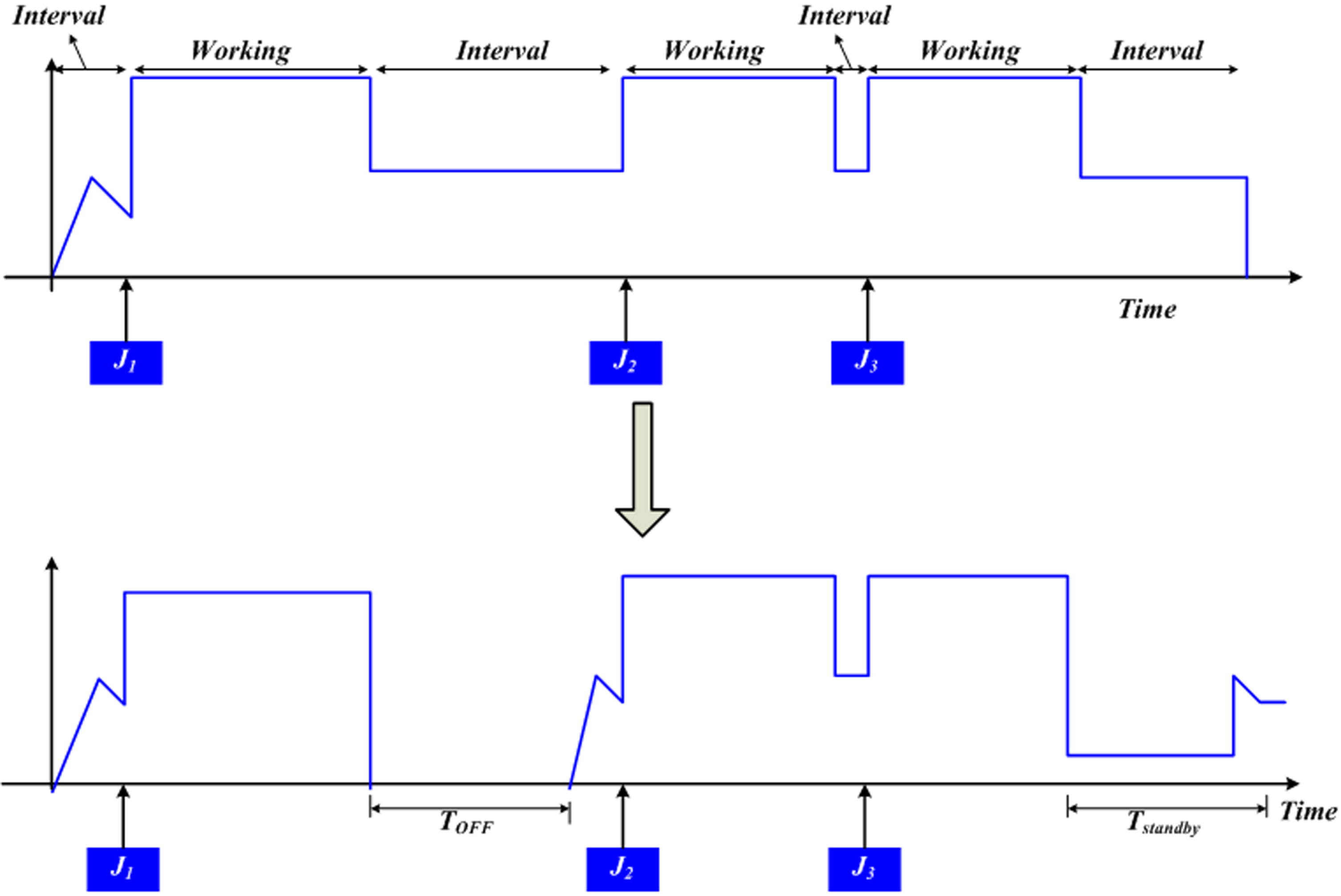
Schematic diagram of power.
The machine is chosen to preserve the idle or wait or turn off state based on the machine’s interval time and power consumption. Consider only electrical energy is spent by the machine and when the machine is kept in an idle state, then it satisfies the condition,
here, idle power of machine n is denoted as PIdle,n. si,n denotes start time of operation n of job i, i represents the index of the machine, n represents the index of the job, c specifies finishing time of operation. Switching power of machine n is change from the state of idle to standby and again to the idle state as PRU,SB,n. The switching time for the machine n switches from the idle state to standby state and then again to idle state is denoted as TRU,SB,n, standby power of the machine n is denoted as Ps,n.
here Inequality (2) can be used to represent the condition for the machine tool to change from the idle state to the off state and then back to the idle state. This inequality takes into account the switching power and switching time of the machine. By satisfying this condition, the machine tool can preserve the idle or wait or turn off state based on the machine tool’s interval time and power consumption. PRU,off,n specifies the switching power of machine n switches from the state of idle to OFF, and then again to idle state. TRU,off,n specifies the switching time of machine n switches from the state of idle to OFF then again to idle state. When the machine is switched to standby mode, then it satisfies
When the below condition satisfy means, the machine should be switched to OFF and then ON
Depending on the average power of the machine and time, the energy consumption of machine tools in job shop settings is calculated.
The consumption of energy using the machine is described by,
here ptime,i,n,l specifies processing time in machine n of operation l of job i. Xi,n,l as the energy consumption of machine i for job n and operation l in the energy consumption model of the job shop. The working power of machine n is denoted as Pw,n, Makespan of a schedule is denoted as c
MAX
. The energy consumption by using the energy saving is described by,
The non-processing time of the machine is based on the difference between the energy consumption using a machine to energy consumption by using the energy saving.
The main aim of the proposed method is to decrease NEC, TWET, and makespan (Cmax). The objective function is,
The objective function of makespan is,
here, ci,l specifies completion time of operation l of job i. In scheduling, the ratio of delay in computing particular operations is called tardiness and the ratio of finishing operations before due time is known as earliness. The operations depend on one another and the availability of equipment is used in the operations. The reduction of net weighted early and tardy costs is performed by the TWET [38] model. The penality coefficent are used to minimize the tardiness of jobs as much as possible.TWET of machine is described by,
here γ i , χ i as earliness and tardiness penalty coefficient of job i. e i and (ta) i specifies earliness and tardiness of job i.
The non-bottleneck period machine is turned OFF using the NEC and thereby reduces energy consumption [39]. The NEC is described below,
The tardiness and earliness is calculated by,
Priority relationships between the functions of a job [40] are described by,
Mostly, one job is processed at a time; hence, machine constraint is described as,
Once a function is started, it cannot be done in advance until it is finished and it is described by,
The starting time of every operations are positive and it is described as,
here ci,l, si,l as the completion and starting time of operation l of job i. D i specifies due date of job i.
In this manuscript, a hybrid method is proposed to solve the job shop scheduling [41] issue. The combination of Feedback Artificial tree and Atomic Orbital Search is proposed and its purpose is to minimize TWET, NEC, and makespan (Cmax). The AOS method is used to optimize the objective function and that outcome is trained and predicted by using the FAT method. A brief explanation of the proposed method is described below,
Proposed AOS method based minimization of job shop scheduling problems
The quantum mechanic’s attention principles on the activity of electrons are based on the nucleus of an atom and are inspired by the AOS meta-heuristic optimization approach [42]. Here, instead of orbiting in predetermined patterns among the nucleus, the movements of electrons as waves are taken into account and included in the ambiguous location. Based on the likelihood of the placement of the electron, the orbitals are set in stone. The mathematical formulation is used to calculate the likelihood of a certain location of an electron around the atom nucleus. Electrons shift positions instantly depending on the passage of time, acting as a cloud of charge. In this publication, the NEC, TWET, and makespan methods of machine jobs are reduced using AOS. The stepwise procedure for the proposed method is described as follows,
Initialize the input-parameters, such as no. of machines, jobs, duration of each operation for each job.
After initialization, the input parameters are created at random in matrix form and is computed below,
The calculation of fitness is dependent on the goal function and is computed below,
Both binding energy and state is computed by using the below eqn,
where c as the count of candidates in kth layer. The best solution is determined by using above eqns.
The random-parameters, such as ρ, μ, υ are created in random.
When the random parameter (ρ) is larger than or equal to the photon-rate, the various interactions of photon rate is used, and the photon rate is dependent on the mobility of electrons through emission and absorption..
If ρ is less than the photons rate, the mobility of the electron is reliant on particle interaction.
Here, the random number is distributed uniformly in [0, 1] range as
The position is updated once the energy level is greater than the binding energy.
Whenever an energy level falls below the binding energy, the position is updated.
Based on the Equations (24), (25), binding state, and energy are decided. The parameters are updated using the comparison result.
The finest global solution is decided by using the binding state and energy,.
If the stopping criterion is met, then stop the process, otherwise repeat the process.
The AT algorithm enhancement is known as feedback artificial tree (FAT) method. This is inspired based on the trees growth, from that the organic matters are transmitted from the leaves to root and the moistures are moved from root to leaves. The FAT approach [43] is developed based on the organic matters and the moistures transmission. In this algorithm, the self-propagation operator, dispersive propagation operator and random operator are used for backward updating and the forward process updating is performed based on crowded tolerance, fitness value, branch territory, and maximal search number. The best solution is achieved by using the thinnest branch. Architecture of FAT is displayed in Fig. 7. In this manuscript, Feedback Artificial Tree is used to guess the optimal job of the machine. The stepwise procedure of Feedback Artificial Tree is explained in the following steps,
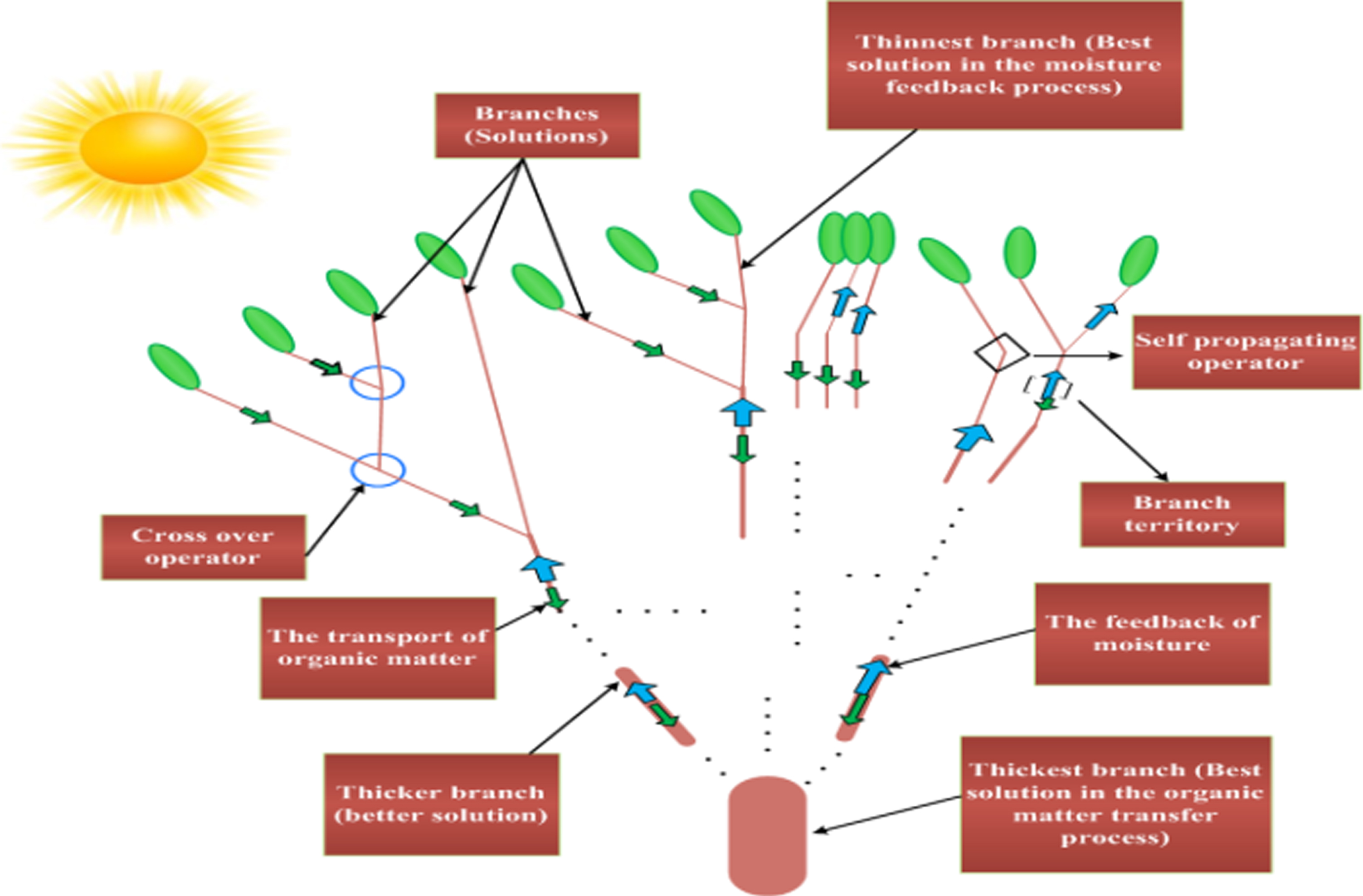
Architecture of FAT.
here b denotes branch and d denotes dimension.
The crowd distance is used to determine the spacing among branches.
Next, update the best parameter of the system.
where selected branch population as X New , branch population as X. Then check the territory and crowded distance.
here constant (a) is depend on the golden section theory that is used for improving the efficiency of the system.
where the elements of updated branch (X o , X t ) as y oj , y tj and j = 0, 1, 2 . . . m. Then, update the process and combine old and new population using the combination create new population. Repeat the process until reach the maximum iteration. Using the above steps, FAT is well trained to predict the parameters of machine. Figure 8 depicts the Flowchart of FAT-AOS method.
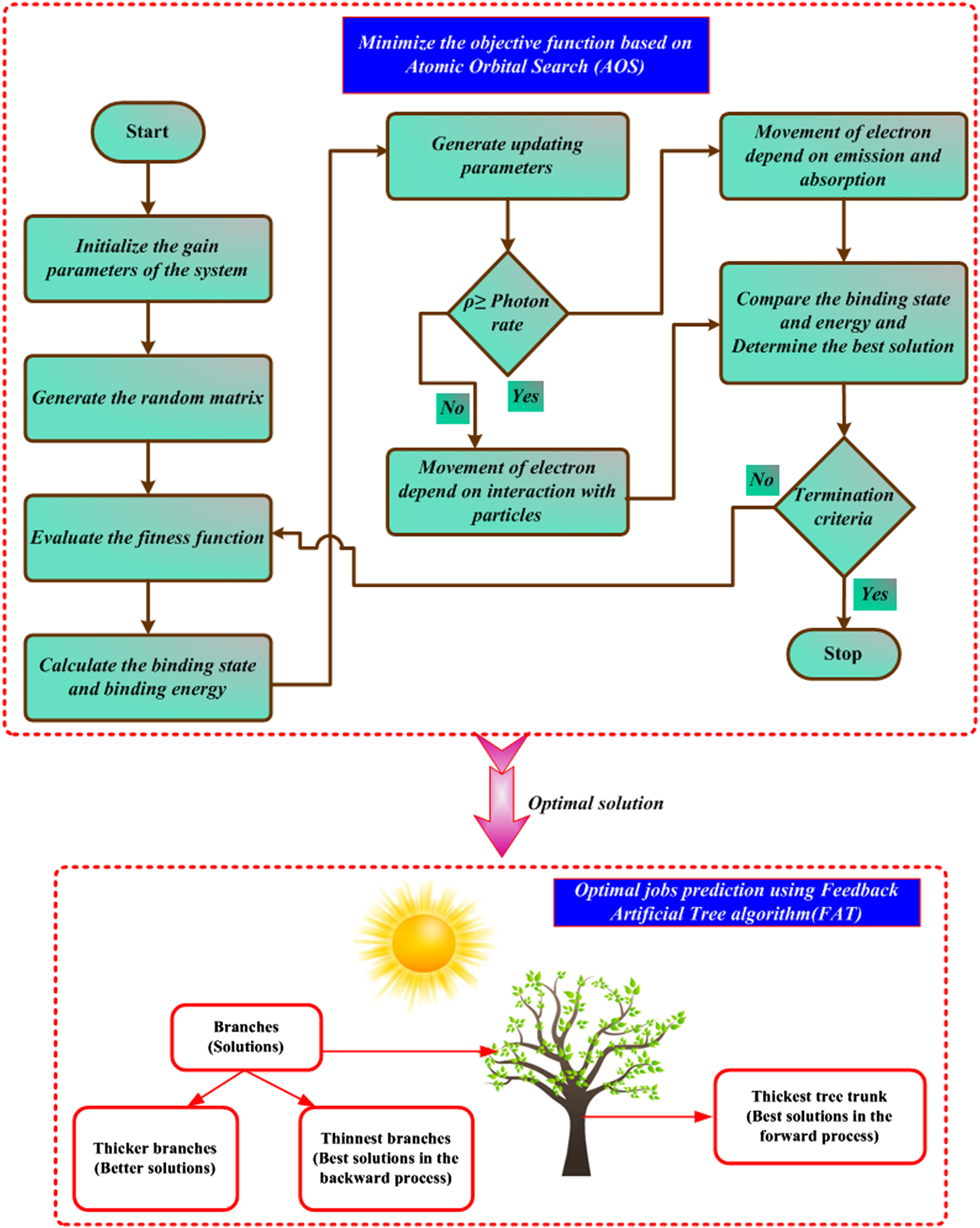
Flowchart of FAT-AOS method.
Here, the proposed method’s performance based on the simulation result is discussed. The purpose of proposed hybrid FAT-AOS method is used for the reduction of makespan, non-processing energy consumption, and TWET. The determination of the optimal sequence of all possible machine ranges in the particular production performance index is the optimization of JSP. The proposed method optimally determines the sequence through the optimization of objective. The proposed method is done in MATLAB platform and the proposed method performance is compared to various existing methods. Four scenarios are used to analysis the proposed method performance is, (a) makespan and NEC, (b) makespan and TWET, (c) total energy consumption (TEC) and TWET, (d) makespan, TWET and TEC. The proposed method is compared to different existing methods, like Salp Swarm Algorithm (SSA), dwarf mongoose optimization algorithm (DMOA) and dragonfly algorithm (DA).
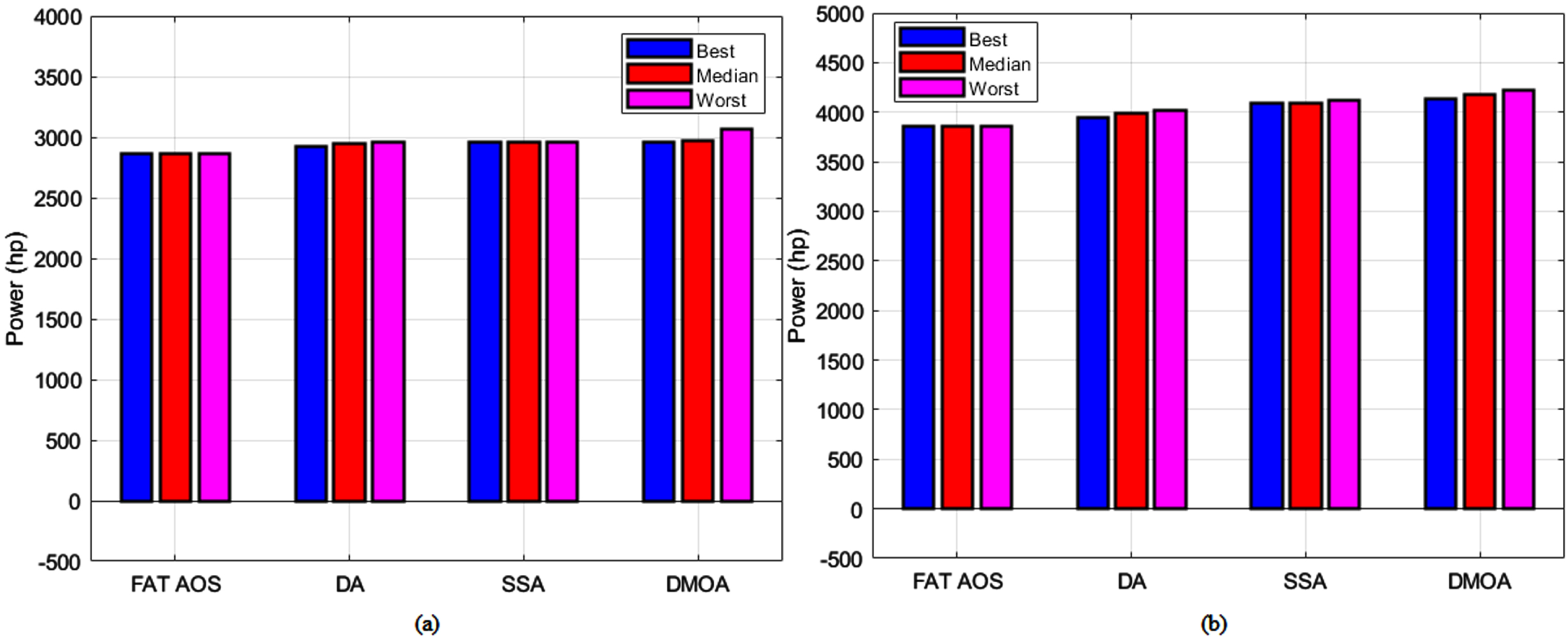
By using the proposed method, the output is analyzed in 15×15 : 1 and 15×15 : 2 instances. The proposed best, median and worst method values are compared to existing methods. Comparison of NEC based on 15x15-1 Instance and 15x15-2 Instance is displayed in Fig. 9. The power (hp)of best and median and worst values based on 15x15-1 Instance of first scenario is displayed in Fig. 9. The consumption of energy based on proposed method is less, i.e, its value is around 2450 hp compared to existing methods, like DA, SSA and DMOA. The best value for DA approach of power is 2700 hp. Under the 15x15-2 Instance, the best value of proposed method is 3700 hp and the existing methods best values becomes 3800 hp, 3900 hp, 3999 hp respectively. From this analysis, it concludes that proposed method reduced the NEC than the existing methods. Comparison of makespan based on 15x15-1 Instance, 15x15-2 Instance is displayed in Fig. 10. Here, analyzed the best, median and worst value of proposed and existing methods. The computing time of proposed method is 1350 sec that is less than the existing methods at instance 15x15-1 and the instance of 15x15-2, computing time is 1400 sec. So, it proved that proposed method provides less makespan than existing methods.
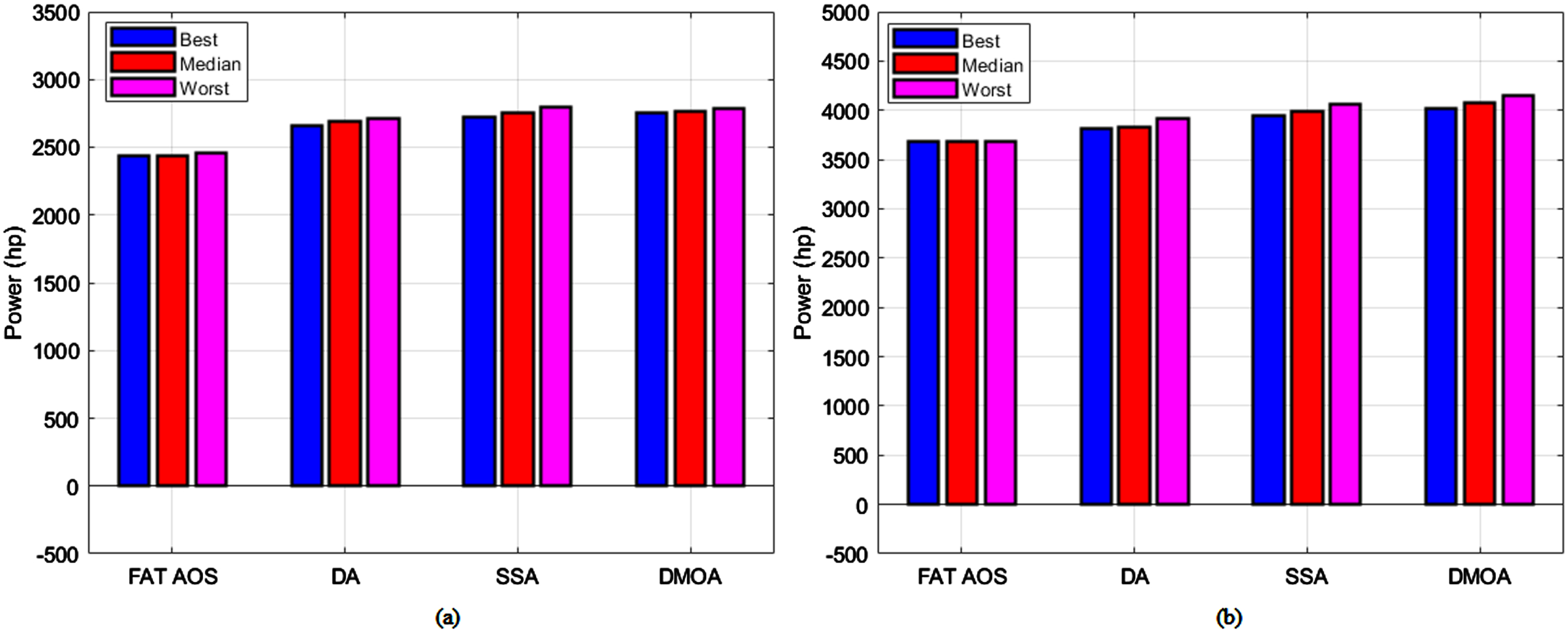
Comparison of NEC based on (a) 15x15-1 Instance (b) 15x15-2 Instance.
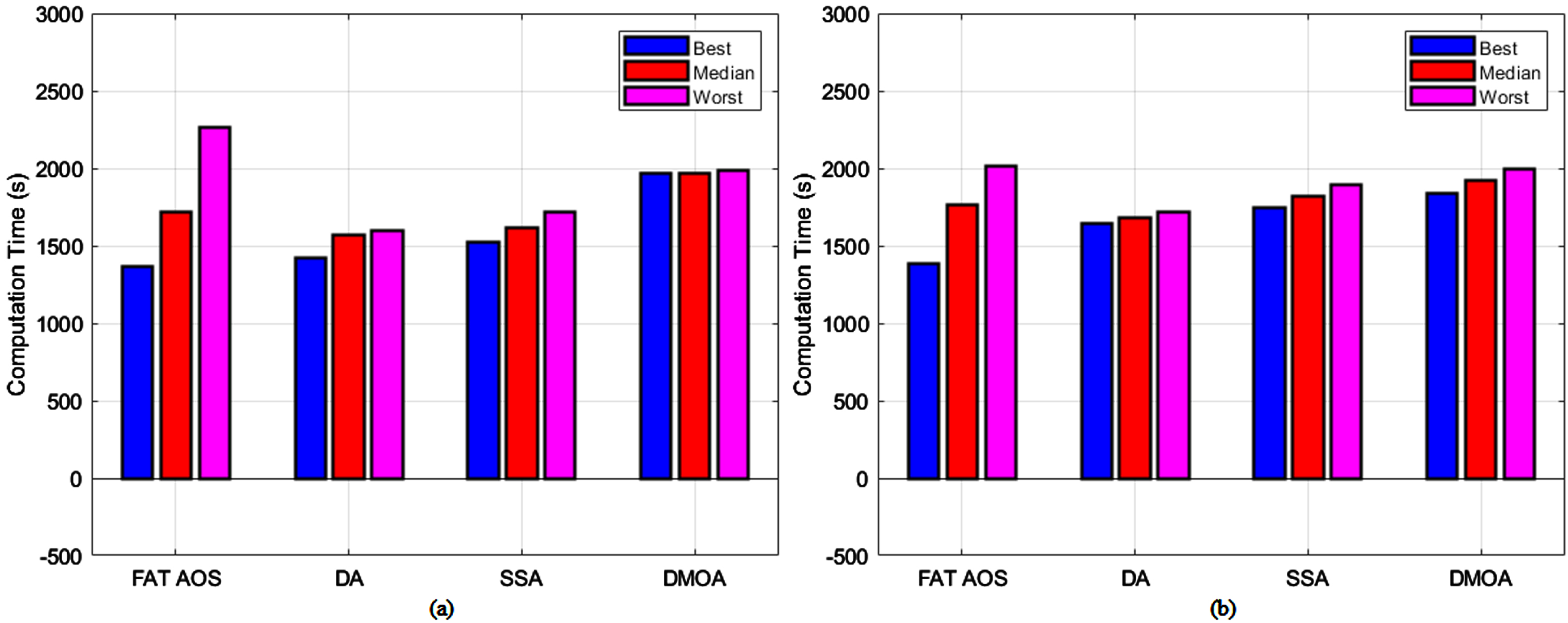
Comparison of makespan based on (a) 15x15-1 Instance (b) 15x15-2 Instance.
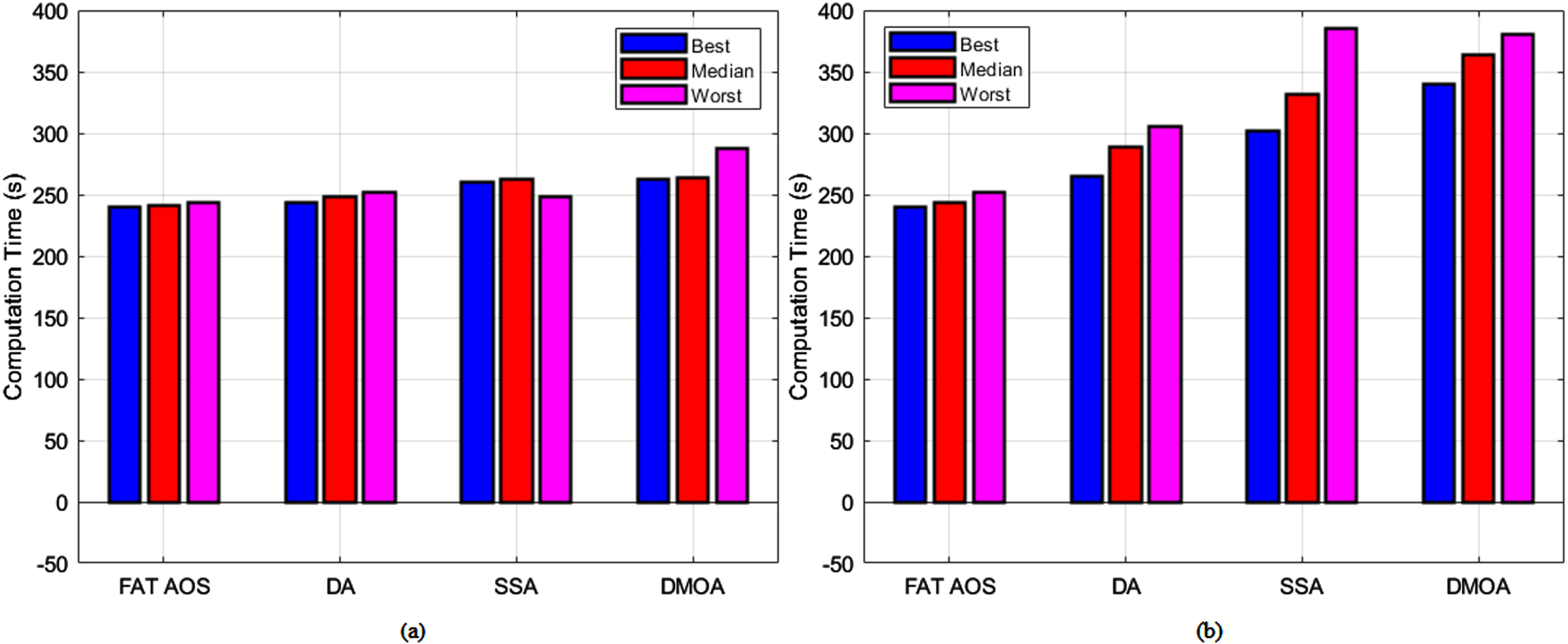
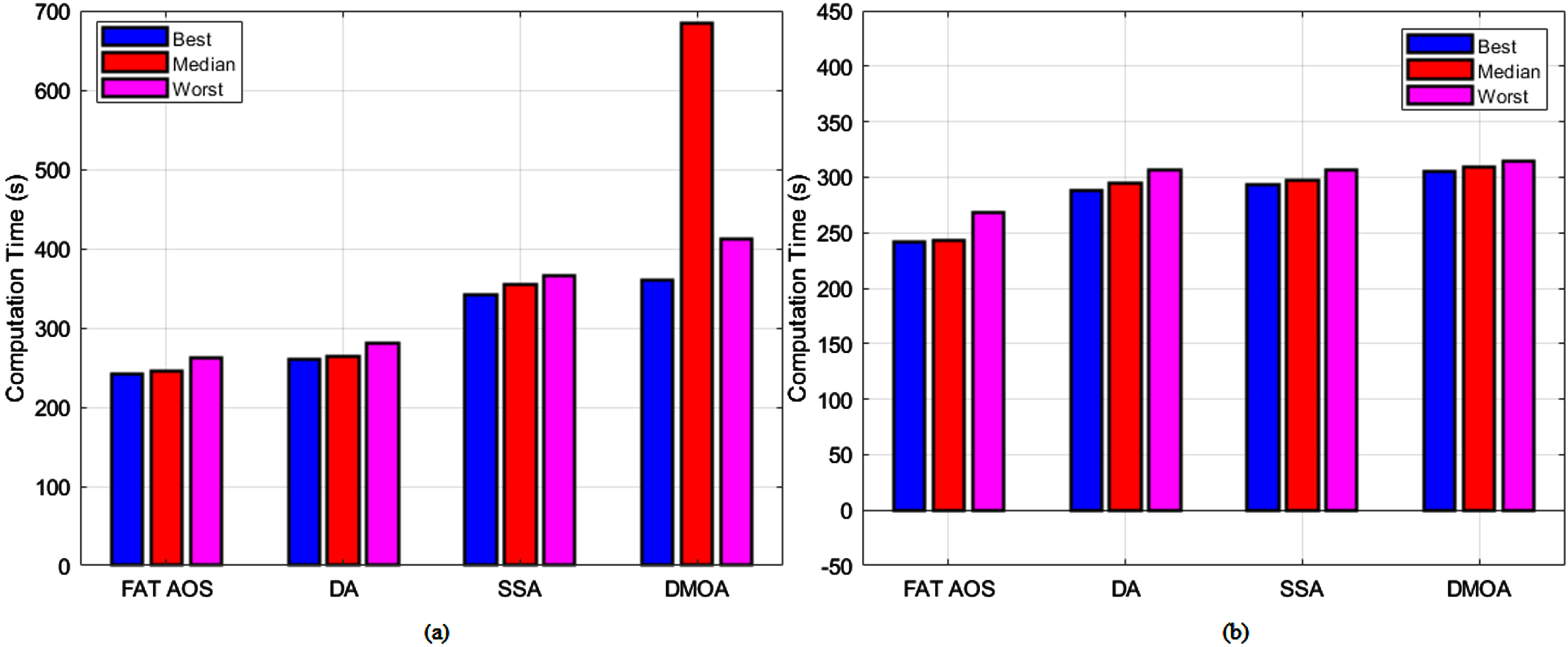
Comparison of TWET based on 15x15-1 Instance, 15x15-2 Instance is displayed in Fig. 11. Here, analysed the best, median and worst value of proposed and existing methods. The computing time of proposed method is 245 sec that is less than the existing methods at instance 15x15-1 and the instance of 15x15-2, computing time is 245 sec. So the proposed method provides less TWET than existing methods is proved.

Comparison of TWET based on (a) 15x15-1 Instance (b) 15x15-2 Instance.
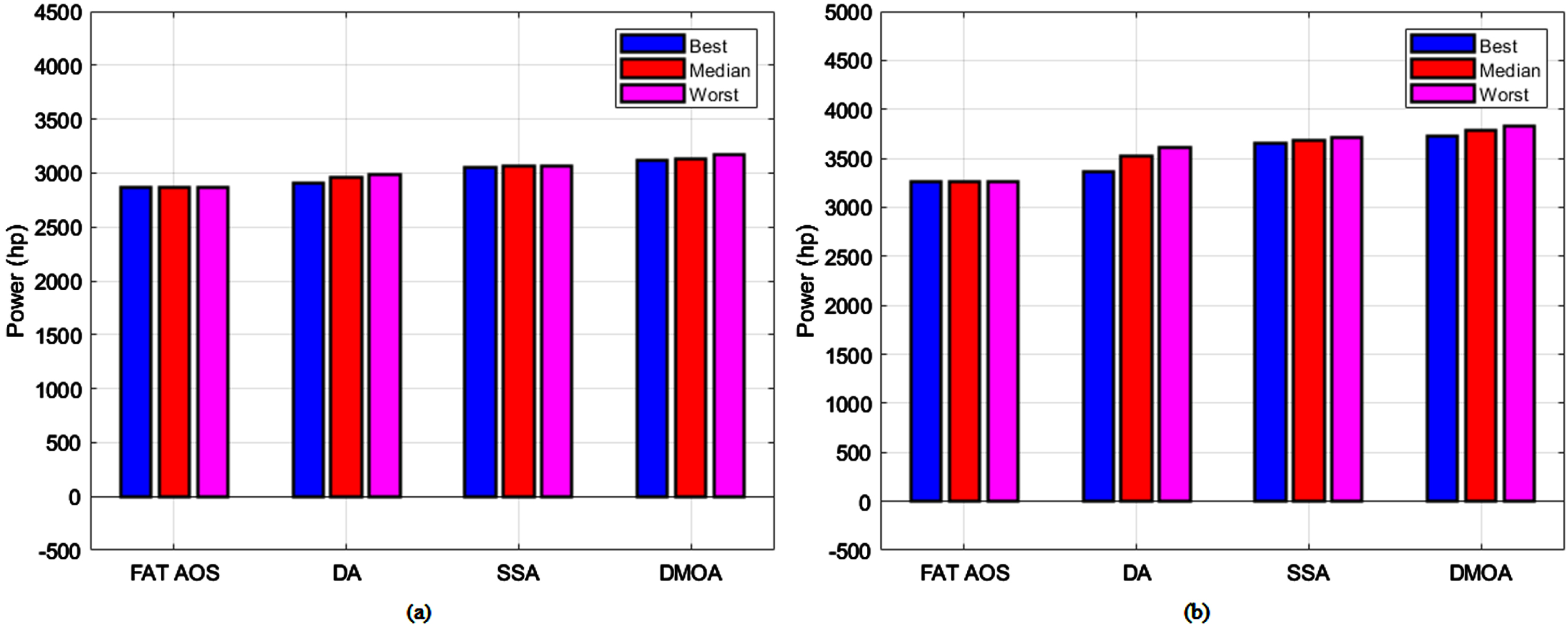
In this scenario considered the condition of makespan and NEC. Comparison of NEC based on 15x15-1 Instance and 15x15-2 Instance is displayed in Fig. 12. The power (hp) best and median and worst values based on 15x15-1 instance of first scenario are displayed in Fig. 12. The consumption of energy based on proposed method is less, i.e, its value is around 2900 hp compared to existing methods, like DA, SSA and DMOA. The best value of DA method for power is 2950 hp. Under the 15x15-2 Instance, the best value of proposed method is 3800 hp and the best values of existing methods becomes 3900 hp, 4050 hp, 4100 hp respectively. From this analysis, it concludes that proposed method reduced the NEC than existing methods. Comparison of makespan based on 15x15-1 Instance, 15x15-2 Instance is displayed in Fig. 13. Here, the best, median and worst value of proposed method and existing methods are examined. The computing time of proposed method is 1400 sec that is less than existing methods at instance 15x15-1 and the instance of 15x15-2, computing time is 1400 sec. So, it proved that the proposed method provides less makespan than existing methods.
Comparison of NEC based on (a) 15x15-1 Instance (b) 15x15-2 Instance.

Comparison of makespan based on (a) 15x15-1 Instance (b) 15x15-2 Instance.
Comparison of TWET based on 15x15-1 Instance, 15x15-2 Instance is displayed in Fig. 14. Here, the best, median and worst value of proposed and existing methods is analyzed. The computing time of proposed method is 240 sec that is less than the existing methods at instance 15x15-1 and the instance of 15x15-2, computing time is 240 sec. So the proposed method provides less TWET than the existing methods is proved.
Comparison of TWET based on (a) 15x15-1 Instance (b) 15x15-2 Instance.
In this scenario, considered the condition of TEC and TWET, Comparison of NEC based on (a) 15x15-1 Instance and (b) 15x15-2 Instance is displayed in Fig. 15. Figure 15(a) and (b) concludes that the proposed method provides less power than the existing methods is displayed in Makespan based on (a) 15x15-1 Instance and (b) 15x15-2 Instance is shown in Fig. 16. From Fig. 16, it concludes that the computing time of job is less using the proposed method compared to existing methods.
Comparison of NEC based on (a) 15x15-1 Instance (b) 15x15-2 Instance.

Comparison of makespan based on (a) 15x15-1 Instance (b) 15x15-2 Instance.
Comparison of TWET based on (a)15x15-1 Instance, (b)15x15-2 Instance is displayed in Fig. 17. Here, the best, median and worst value of proposed and existing methods is analysed. The computing time of proposed method is 240 sec that is less than the existing methods at instance 15x15-1 and the instance of 15x15-2, computing time is 320 sec. So the proposed method provides less TWET than the existing methods is proved.

Comparison of TWET based on (a) 15x15-1 Instance (b) 15x15-2 Instance.
In this scenario, considered the condition of TEC and TWET. Comparison of NEC based on (a)15x15-1 Instance and (b)15x15-2 Instance is displayed in Fig. 18. Figure 18(a) and (b) concludes that the proposed method provides less power than the existing methods is. Makespan based on (a)15x15-1 Instance and (b)15x15-2 Instance is displayed in Fig. 19. From the Fig. 19(a) and (b), it is conclude that the computing time of job is less using the proposed method compared to existing methods. Comparison of TWET based on 15x15-1 Instance, 15x15-2 Instance is displays in Fig. 20. Here, analyzed the best, median and worst value of proposed and existing methods. The computing time of proposed method is 250 sec, which is less than the existing methods at instance 15x15-1 and the instance of 15x15-2, computing time is 240 sec. So, it is proved that the proposed method provides less TWET than existing methods.

Comparison of NEC based on (a) 15x15-1 Instance (b) 15x15-2 Instance.

Comparison of makespan based on (a) 15x15-1 Instance (b) 15x15-2 Instance.
Comparison of TWET based on (a) 15x15-1 Instance (b) 15x15-2 Instance.
Analysis of best value for all scenarios using proposed approach (a) NEC (b) Makespan (c) TWET is displays in Fig. 21. The minimum power value at non processing energy consumption becomes 2400 hp achieved at 15x15-1 Instance of scenario 1. The minimum computing time of makespan is 1210 sec achieved at all scenarios without 15x15-3 Instance of scenario 3.

Analysis of best value for all Scenarios (a) NEC (b) Makespan (c) TWET.
Here, the performance of the proposed method is examined based on Diversification Metric (DM), Mean Normalized Objective Function (MNOF) and Mean Ideal Distance (MID).
here F j specifies the net count of attained non-dominated schedules, count of objectives is represented as K.
here solutions are denoted as F1,i, F2,i, F3,i. F1,BSET, F2,BSET and F3,BSET is denoted as best fitness value of objectives. N specifies net count of attained non-dominated schedules. The MID value must be low for best approach.
Mean Normalized Objective Function (MNOF):
The MNOF is described by,
here set of optimization algorithm is denoted as A.
Analysis of the proposed method based on performance metrics, like DM and MID is displayed in Fig. 22. DM for problem instances using proposed method is displayed in subplot 22 (a). MID for problem instances using proposed method is displayed in subplot 22 (b). The DM for problem instances is initially low and it increased to high value of above 5×104. The mean ideal distance value is initially 3×104 and it increased to 5.9 ×104 at 5th instance and increased to 8.4×104. The MNOF for problem instances using FAT-AOS is displayed in Fig. 23.

Analysis of the proposed approach based on (a) DM for problem instances (b) MID for problem instances.

MNOF for problem instances using FAT AOS.
Comparison of DM of proposed and existing approaches is displays in Fig. 24. The proposed approach DM value is high as 1.6×105 and the existing approaches like DA, SSA, DMOA value of DM becomes0.75×105, 0.55×105,0.3×105 at the instance 6. From this Fig. 24, it is conclude that, the proposed approach based DM is high, so the proposed approach is the better approach than the existing one is proved. Comparison of proposed and existing approaches based on (a) MID (b) MNOF is displays in Fig. 25. The proposed approach MID value less i.e, below as 6×104 and the MNOF value of proposed approach is also less. From this Fig. 25, it is conclude that, the proposed approach based MID, MNOF value is less, so the proposed approach is the superior than the existing one is proved.

Comparison of DM of proposed and existing approaches.

Comparison of proposed and existing approaches based on (a) MID (b) MNOF.
Analysis of the best, median, and worst values for the FAT-AOS method based on objectives is tabulated in Table 2. Under the 15x15_1 instance, the proposed method make span the best value is 1370, the median is 1720, and the worst value become 2268. The TWET best value is 242, the median is 243, and the worst value becomes 268. The NEC’s best value is 2573, the median is 2575, and the worst value become 2578. Similarly, it analyzes under the 15x15_2, 20x20_1, 20x20_2 instances. Analysis of all scenario’s best, median, and worst values for the FAT-AOS method is tabulated in Table 3. Under the instance 15x15_1, and 15x15_2, here four scenarios are considered. In these scenarios, each objective’s best, median, and worst value is analyzed. Comparison of performance metrics, like DM, MID, and MNOF of the proposed method and existing methods are tabulated in Table 4. Under the 15x15_1 instance, the DM value of the proposed method is 9377, and for the existing methods, like DA, SSA, and DMOA approach, the DM value becomes 7817, 4502.4, and 1334.873 respectively. Under the 15x15_1 instance, the MID value of the proposed method is 2821.812, the existing methods, like DA, SSA, and DMOA approach, the MID value becomes 3900.315, 3054.976, 4135.097 respectively. Under the 15x15_1 instance, the MNOF value of the proposed method is 0.590923, and for the existing methods, like DA, SSA, and DMOA approach, the MNOF value becomes 0.597798, 0.635982, 0.962001 respectively. From this comparison, it concludes that the proposed method provides a high DM value and low MID and MNOF value. So, it proved that the proposed method is better than existing methods.
Analysis the value of best, median and worst for FAT-AOS approach
Analysis of all scenarios values of best, median and worst for FAT-AOS approach
Comparison of performance metrics, like MID, DM and MNOF of proposed method and existing methods
In this section, an efficient hybrid FAT-AOS method is proposed for JSP. The major objective of the proposed method is the reduction of NEC, make span and TWET. The proposed method schedules the job of the machine and lessens the energy consumption of the system, makespan, and TWET. The AOS method optimizes the objectives and predicts the best value using the FAT method. The proposed method is done in the MATLAB platform and it is assessed with different existing methods, like DA, SSA, and DMOA. The proposed approach is analyzed under four scenarios, (a) makespan and NEC, (b) makespan and TWET, (c) total energy consumption (TEC) and TWET, (d) makespan, TWET, and TEC. Under 15x15_1, and 15x15_2 instance based the proposed approach is tested. The proposed method for best, median, and worst values is compared with existing methods. The performance of the proposed approach is also analyzed based on the performance metrics like DM, MID, and MNOF. The performance metrics are compared to existing methods. The proposed method’s DM value is high and MID, and MNOF value is low compared to existing methods. Hence, the proposed method is better than the existing one and provides optimal outcomes.