
Abstract
Unexpected failure of production equipment may lead to fatal accidents and economic losses of the enterprise. It is important to find out the cause and reason as soon as possible and take appropriate maintenance measures. Condition monitoring is often applied to predict equipment failures based on certain parameters. Moreover, when the parts of the rotating machinery fail, the vibration signals collected by the sensors are often mixed with a large amount of noise, which will cause difficulties for the accuracy and generalization of traditional fault diagnosis models. How to extract more effective feature information from complex vibration signals is of indescribable importance for optimizing fault diagnosis models. In order to improve the accuracy of fault diagnosis in manufacturing system, a deep neural network model was proposed, which was validated on a blower. First, the vibration signal was collected using the sensors mounted on the blower. Then, wavelet packet decomposition and fast fourier transform were applied for feature extraction. Deep learning model was built using keras to diagnose the blower. The stacked Autoencoder is adopted in the DNN for dimension reduction. The extracted features are fed into the Multilayer Perceptron for fault diagnosis. Experimental results show that the proposed deep neural network model is able to predict the degradation of the mechanical equipment with high accuracy.
Keywords
Introduction
If the mechanical equipment malfunctions, it is necessary to quickly determine the cause of the failure and implement maintenance in a short time, because once the machine stops working, the economic loss caused by the production stoppage is immeasurable [1]. However, about 80% of the repair time is spent on finding the root cause of the failure. Being able to perform early fault diagnosis is essential to avoid greater economic and production losses [2]. Accordingly, it is important to monitor the running state of rotating machinery in real time, find its potential failure and maintain it in time to ensure that the production system is able to operate normally.
Growing attention is being paid to predictive maintenance which combines condition monitoring and fault diagnosis together to provide maintenance decision support. The main function of predictive maintenance is to identify potential faults or degradation through condition monitoring [3]. With the development of condition monitoring technology up to now, various monitoring methods have been formed in various engineering fields. The commonly used methods include: noise, vibration, pressure and temperature monitoring, etc. For rotating machinery such as blowers, sound or vibration signals are often used to determine whether the equipment is malfunctioning or aging [4].
Many technologies in the field of signal processing are well developed. These methods can be classified as time domain, frequency domain, and time-frequency domain [5].Time domain analysis method extract features such as mean value, variance, peak value, etc. Next, the mapping relationship between feature vector and fault mode can be further established. Cheng Xiufang et al. calculated the kurtosis, peak value and pulse factor of the collected vibration signal respectively, and then further processed the obtained time domain indicators using the power spectrum analysis method, finally accurately diagnosed the fault mode of the bearing [6]. Compared with short-time Fourier transform, wavelet transform performs better in signal processing, because the Short-Time Fourier Transform breaks down a longer time signal into multiple smaller pieces of equal size and then performs a Fourier transform on each segment. But due to the fixed window size, the resolution is fixed. Moreover, the choice of window length results in resolution contradiction between time domain and the frequency domain. However, the wavelet transform has different resolutions in different frequency, which is usually very useful in practice [7]. The combination of wavelet packet decomposition(WPD) and empirical mode decomposition is proposed to diagnose the induction motor fault under low levels of dynamic eccentricity. Simulation results demonstrate that the suggested method can effectively diagnose thefault [8].
After vibration signal processing and feature extraction, the next most important thing is to determine the source of the fault. Due to the rapid development of Internet of Things, a great deal of fault records have been generated in industrial processes, and the hidden information in these data has promoted the development of data-driven fault diagnosis theory and technology which mine, process and analyze production data through a variety of data analysis methods [9]. Among them, machine learning and deep learning are the main methods, and the fault diagnosis model can be built by collecting the production process data, and then the fault diagnosis is realized. Machine learning has been increasingly used by experts and scholars in this field and has achieved good results. As a very popular machine learning algorithm, support vector machine is widely used in fault diagnosis with its high accuracy and generalization ability [10]. Many researchers use hidden Markov chains to model and diagnose faults, and on this basis, establish fault location matrix to determine the location of the fault [11]. Quite a lot of online state monitoring methods are based on neural networks [12]. The neural network can establish the mapping relationship between the extracted signal features and equipment faults, and use this mapping relationship for fault diagnosis.
Deep learning is a branch and extension of machine learning. It learns more useful features from a great deal of training data through network models with many hidden, and the accuracy of prediction and classification is increased by such means. Li Heng et al. proposed a fault diagnosis method based on short-time Fourier transform and convolutional neural network, which combined signal preprocessing, feature extraction and classification to achieve end-to-end fault pattern recognition [6]. Ran Zhang et al. proposed to use transfer learning achieve a high classification accuracy of fault under the condition of unbalanced bearing sample data and different working conditions [13]. Lu Shaowen et al. proposed a working condition classification method based on a deep convolutional network model [14]. Zheng et al. studied the deep neural network (DNN) model based on autoencoder. In the fully connection layer, the batch normalization layer is used for training, so that the network can obtain a stable activation value distribution. The model has a high performance in bearing fault diagnosis [15]. Shaosen Su et al. explored the application of deep learning and transfer learning to enhance the accuracy of State of Health (SOH) estimation for Lithium-Ion batteries, with the goal of boosting the reliability and safety of these batteries during use.[16, 17].
However, the current fault diagnosis technology also needs to focus on the following aspects when solving practical problems:
When the parts of the mechanical equipment fail, the signals gathered by the vibration sensors are often mixed with a great deal of noise in addition to the vibration signals of the faulty parts. Such data signals have a low signal-to-noise ratio, which will cause difficulties for the accuracy and generalization of mechanical fault diagnosis models. How to extract more effective feature information from complex vibration signals is of indescribable importance for optimizing fault diagnosis models.
In the construction of the mechanical equipment health management system, how to design and build a neural network to provide a reliable algorithm for the fault diagnosis of mechanical component has a great influence on the identification and classification accuracy of the fault types.
This paper mainly focuses on fault diagnosis in rotating machinery and studies the feature extraction method of vibration signals collected in common industrial environments. In order to realize fault diagnosis, features are extracted from vibration signals through Fourier and Wavelet Transforms, which are then used to train Deep Neural Networks.
Data collection
The experimental platform includes blower, vibration sensor, DAQ data acquisition card. Vibration sensor (Kistler: Type 8702B100) are installed in three directions on the blower to collect signals (see Fig. 1). The continuous signal sampling time under each working condition is 16 s, and the number of samples is 200. The sampling frequency of vibration sensor is 12.8 kHz, so each sample signal contains 1024 data points. By installing a metal block at the end of the main shaft of the blower (Fig. 2), the experimental platform can simulate the four unbalanced states of the blower as 0 (normal), 0.3, 0.6, and 1 (completely unbalanced).

Sensor configuration (the arrow direction in the figure indicates the three orientations of sensor installation).

Metal blocks for simulation of degradation.
Under normal conditions, the metal block is not installed, the blower is started, and the signal is collected and stored. Next, turn off the blower, install the first metal block at the end of the spindle, start the blower, and collect and store the signal. Repeat this process until all state vibration signals are collected. 200 samples are collected in each state, and then data preprocessing such as denoising, feature extraction, and fault diagnosis are performed respectively. Features from different domain like time domain, frequency domain and time-frequency domain are extracted, which are fed into the deep neural network model to evaluate the condition of the equipment.
This article uses wavelet transform to process the vibration signal. Wavelet analysis is a kind of time-frequency analysis of signals. Before wavelet analysis appeared, the most commonly used signal processing method is Fourier transform. Fourier transform is used to convert the information of time domain to frequency domain. The waveform is converted into the sum of sine waves of different frequencies by Fourier transform. Sinusoidal waves that extend infinitely in both directions are utilized in the Fourier transform as orthogonal basis functions, which turns periodic functions into Fourier series, transforms non-periodic functions into Fourier integrals. Fourier transform is also used to perform spectrum analysis on functions, which reflects the time-spectral characteristics of the whole signal.
The advantage of wavelet transform compared to the Fourier transform is that it can extract information from time and frequency domains, thereby it allows effective feature extraction from the signal. It inherits the advantages of short-time Fourier transform, and meanwhile gets rid of the disadvantages of fixed window, and can provide a time-frequency window which is adjustable based on frequency. The wavelet transform provides us with an ideal tool for signal processing and time-frequency analysis.
The vibration signal is converted into the low-frequency part A1 and the high frequency part D1 by the WPD. In the next level of decomposition, the low-frequency signal A1 continues to be decomposed into the high-frequency part D2 and the low-frequency part A2. The high frequency D2 acquires the information that belongs to the loss of low frequency A2 [10]. After three-layer decomposition, a low-frequency coefficient A3 and three high-frequency coefficients D1, D2 and D3 are obtained (see Fig. 3). It is shown in Fig. 4 that the wavelet transform of the vibration signal collected under the normal working state of the machine.
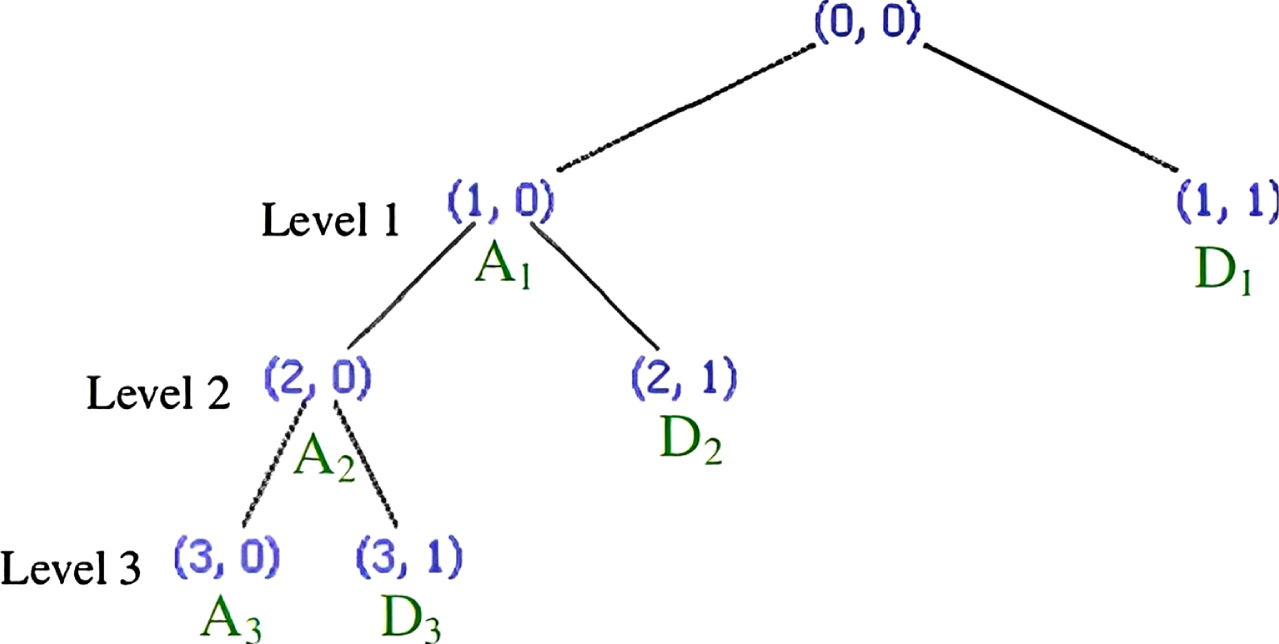
Structure of wavelet transform.
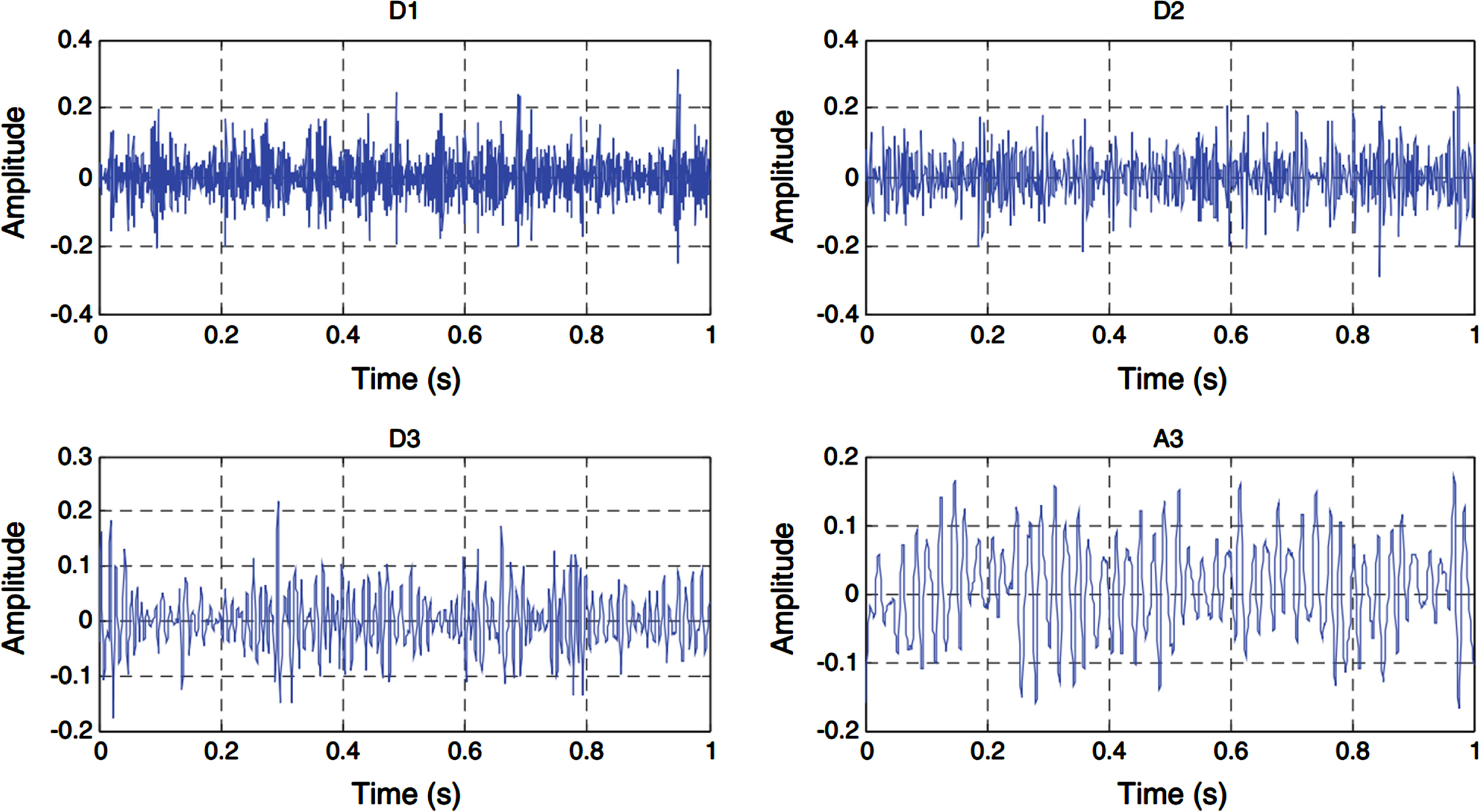
Vibration signal of the blower in normal working state decomposed by wavelet transform.
The fast Fourier transform of the signal is expressed by the following formula [11]:
Where N is the number of samples.
Following the wavelet packet transform, the decomposed signal is further processed by fast Fourier transform, and after correlation analysis, the mean value, variance, and peak value of the signal are taken as the extracted features to judge the working state of the blower. Figure 5 shows the signal obtained from the Fourier transform under normal operating conditions. In this paper, three vibration sensors are used, and 36 features are obtained through wavelet transform and Fourier transform.
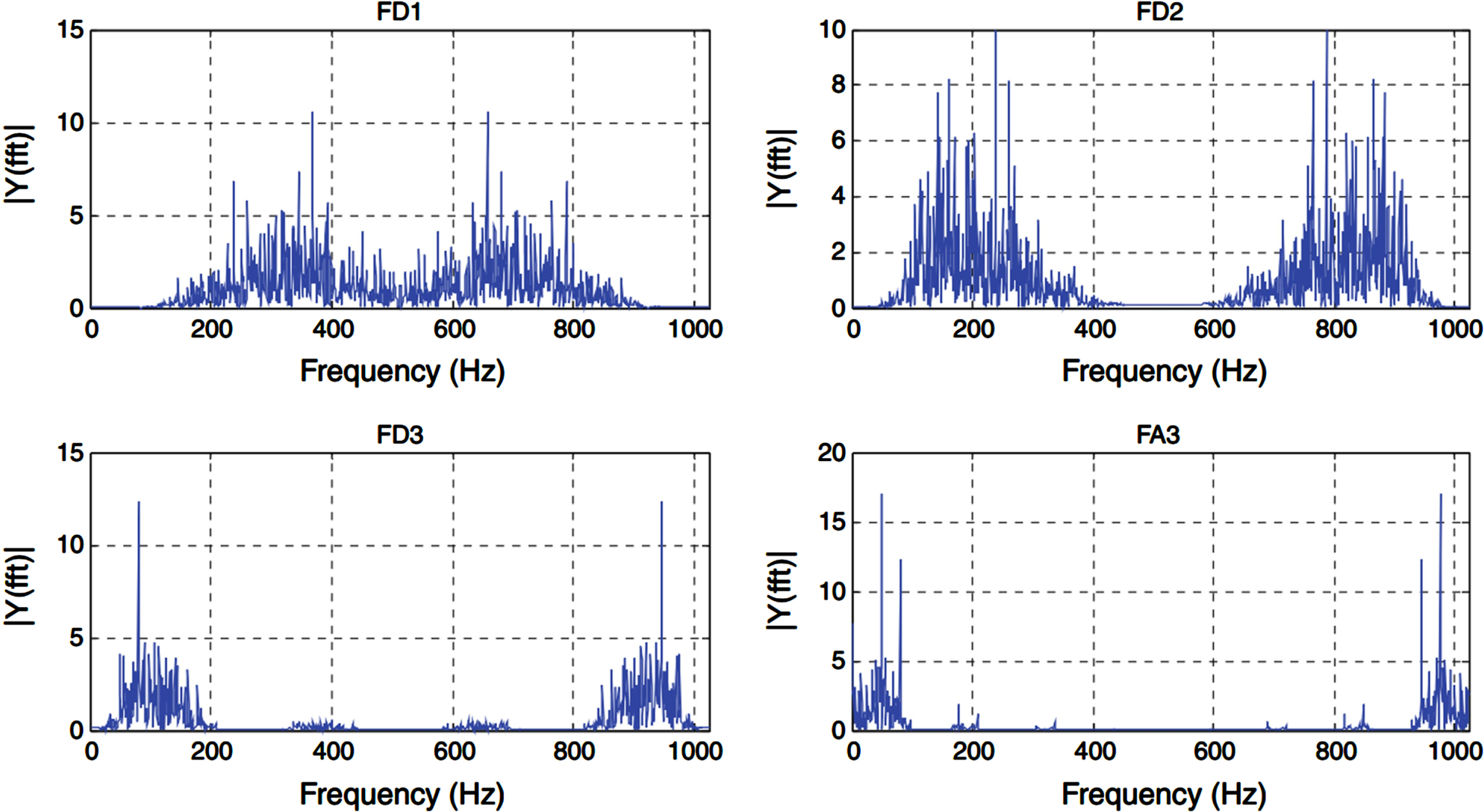
FFT of wavelet transform of decomposed signal for the normal working state.
Deep Autoencoder is commonly utilized for data dimensionality reduction, extraction of useful features, pre-training prameters of artificial neural network, and generating similar data for training, etc. In order to approximate the input data of the autoencoder model (encode the original data more accurately), deep autoencoer is often used which conists of more than one hidden layers. In this system, the initial input feature vector of high dimension is transformed into the deep feature vector of low dimension through Autoencoder. Because the feature vector can completely recover the original input feature vector, it retains the deepest features of the input.
The structure of deep autoencoder is composed of two modules that is encoder and decoder. The encoder abstracts the inherent characteristics of the dataset through training, and the output of encoder is a mapping from the input to the new feature space also knows as encoding. The encoder produces a compressed representation of the original input data. The dimensionality reduction process of autoencoder is similar to PCA, but it is superior to PCA in feature extraction, because it can not only represent linear transformation, but also represent nonlinear transformation. In contrast, PCA can only represent linear transformation. The mapping from the input to the output is learned automatically according to the back propagation method. Through the back propagation method, the neural network is trained and the weights and bias of each layer are adjusted. The decoder is antisymmetric to the encoder structure, and it converts the encoded feature into the original input data. The parameters in the autoencoder are updated by calculating the error between the input and the output in an iterative process.
The process of the deep self-encoder can be expressed as:
Wher h referes to the input of the whole model, φ and φ denote the encoder and the decoder respectively, and the output of the encoder is code,
The optimization goal of the deep autoencoder is that the encoder encodes the vibration signal, translates it through the decoder and minimizes the difference between the encoder’s input and the decoder’s output, that is, minimizes the reconstruction error of the deep autoencoder input:
Where w denotes weight and b is the bias.
The influence of the neural network parameters w is added to avoid the problem of overfitting. Set the learning rate as λ, further, the optimization objective is changed to:
Assume the structure of the encoder for the autoencoder consist N layers. The number of hidden layers in the encoder is same with that of the decoder. The input to the activation function is expressed as:
Where x l is the input of the lth layer, w l denotes the weight matrix., b l and f are the bias vector and activation function respectively.
The output of the l
th
layer:
The structure of the deep neural network is shown in Fig. 7. The structure consists of two parts. The first part is a 4-layer autoencoder for noise reduction and dimensionality reduction (Fig. 6), which mines deeper features from high-dimensional vibration signal feature vectors. Then the four-layer multi-layer perceptron predicts the type of blower failure. This deep neural network uses an autoencoder as data pre-training. The ReLU activation function is employed in the hidden layer of the multilayer perceptron neural network structure, and the output layer activation function is the sigmoid function [18]. From the input layer to the output layer, the calculationprocess is:
Where w is the weight vector between two adjacent layers, b is the bias, and f is the activation function.
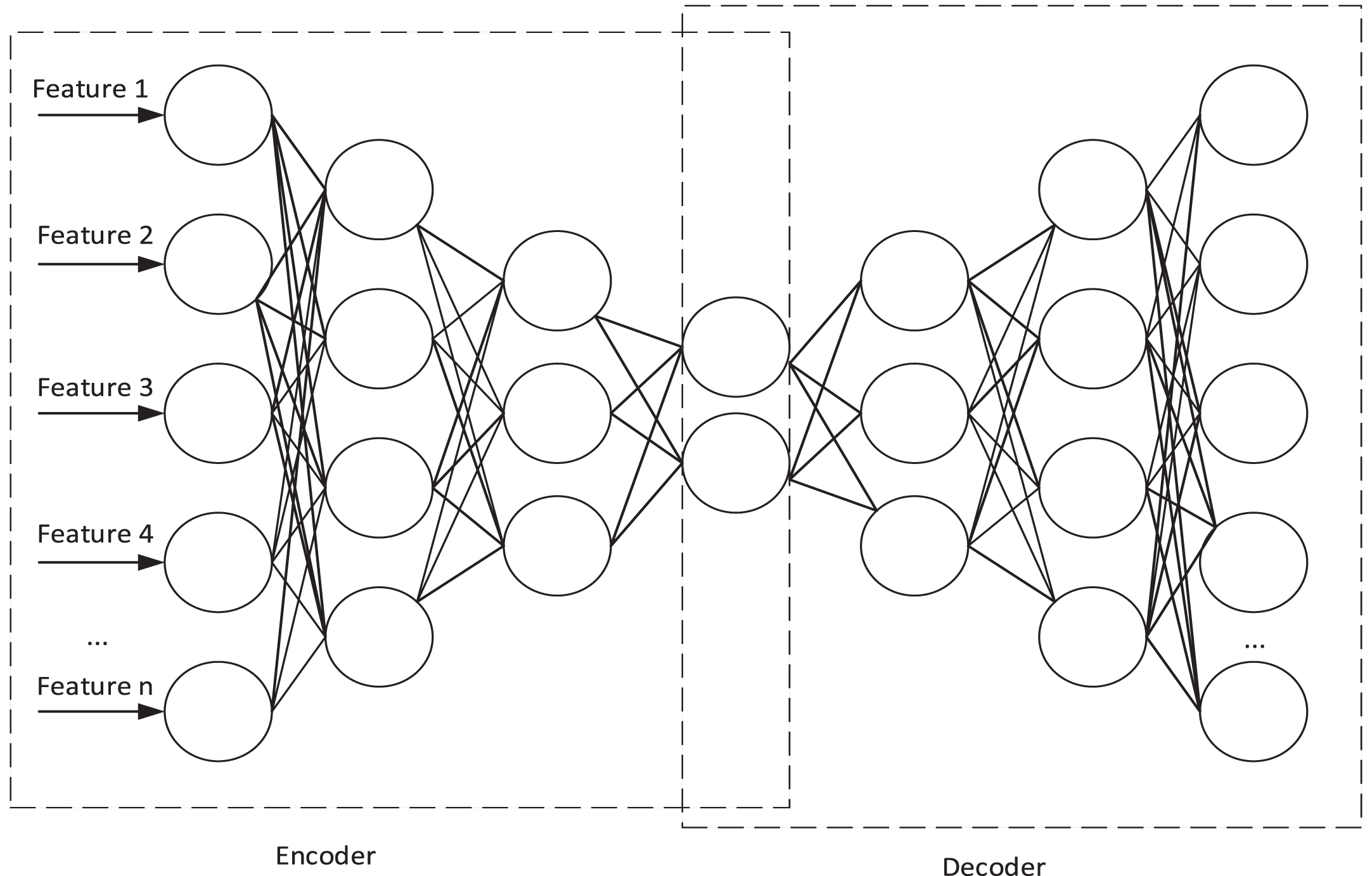
Schematic diagram of the deep encoder structure.
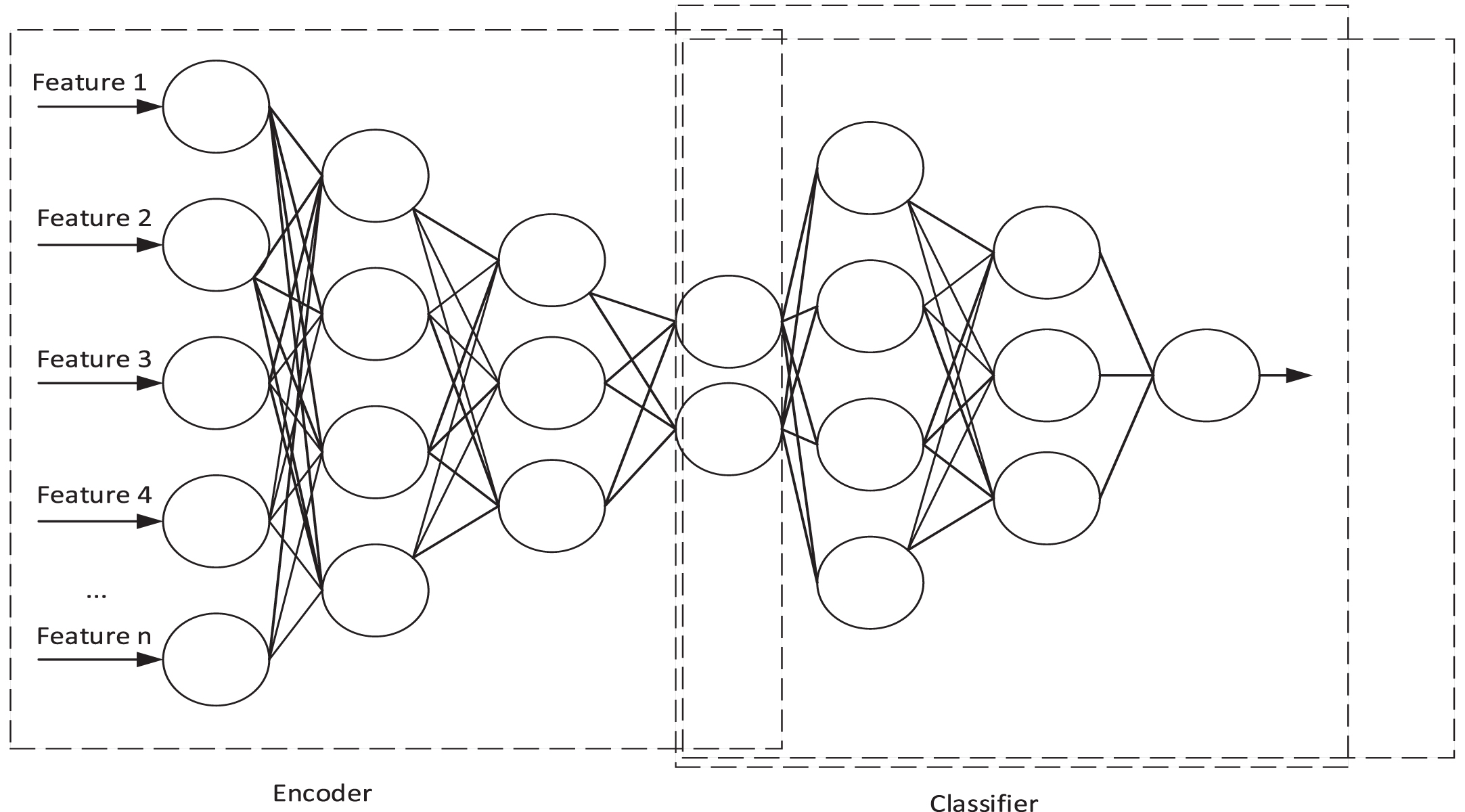
Schematic diagram of the deep self-encoding network structure.
The training of the deep self-encoding network structure adopts the back propagation method until the desired output can be obtained from the input. The loss function of the neural network is used to measure the discrepancy between the prediction and target, so as to supervise the training process of the neural network in the right direction [12].
The proposed fault diagnosis method is evaluated in this section. The experimental data is divided into three groups: training set, validation set and test set. In our experiment, for each failure state, the ratio for training set, validation set and test set is 80 : 10 : 10. Figure 8 is a graph showing the relationship between the training epochs and the root mean square error. Figure 8 shows that the errors of the training set, validation set and test set decrease synchronously with the training cycle, indicating that there is no overfitting, and the neural network structure has a good generalization ability. The figure illustrates that the best output is reached after 15 training cycles. The experimental results show that the deep learning model is able to effectively converge and achieve a stable output.

Training curve of deep self-encoding network model.
Figure 9 shows the prediction value of the test set for each fault state. It can be seen from the figure that the when the blower is working in normal condition, the mean square error of the deep self-encoding network model is 0.0258, for the fault state 0.3, the mean square error is 0.0167, for the fault state 0.6, the mean square error is 0.0183, and the mean square error of the test set in the completely unbalanced state of the blower is 0.0139. The experimental results show that the deep learning model can accurately determine the fault state of the blower.
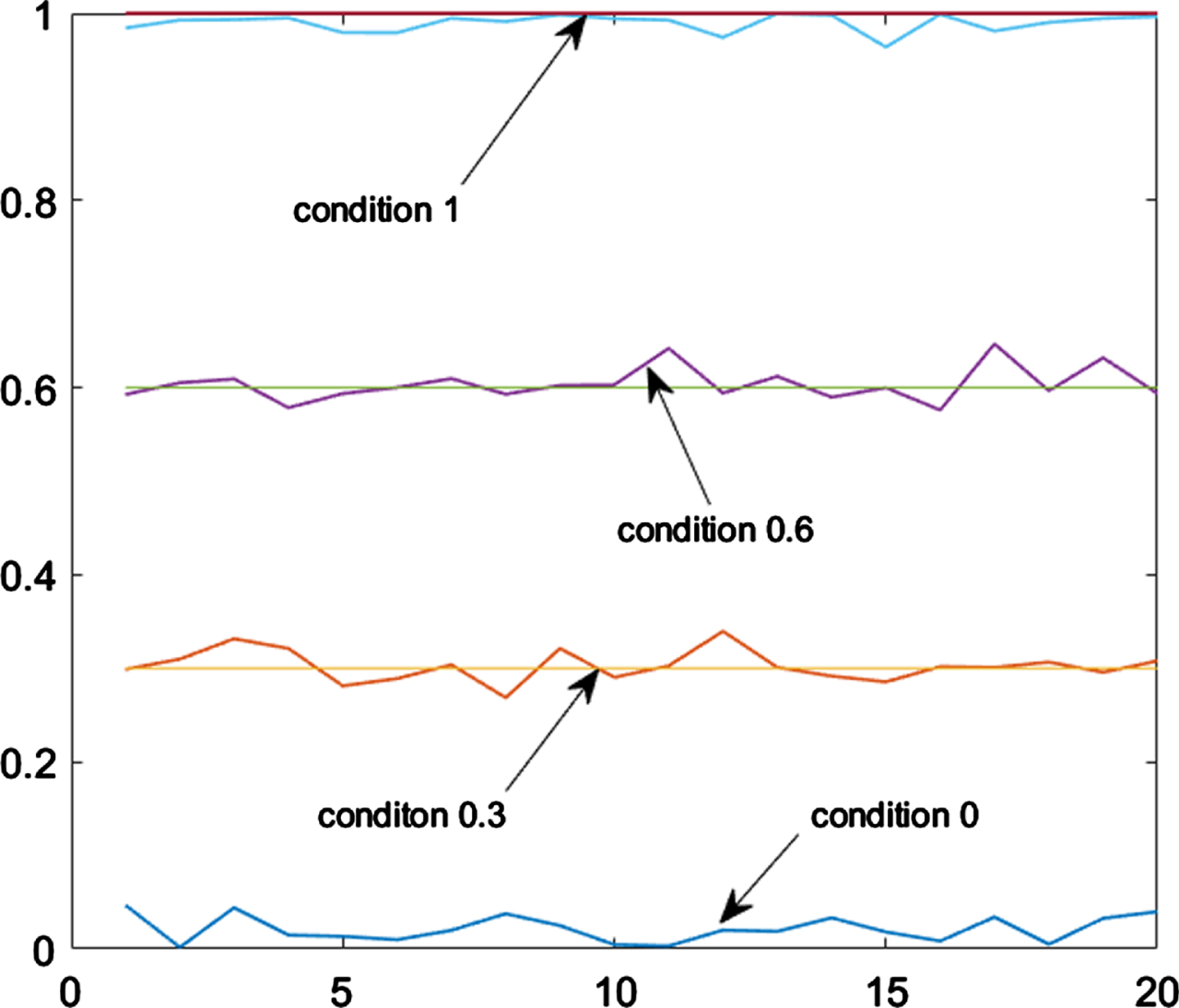
The output curve of the deep self-encoding network.
Figure 10 shows the relationship between the prediction error of the deep learning model and the number of training sample sets. It can be seen from the figure that the model prediction error decreases as the number of samples increases. Regarding the normal working state and the completely unbalanced state of the blower, an accurate judgment can be obtained when the number of training samples reaches 40. For the fault status 0.3 and 0.6, the model can have a more accurate judgment if the number of training samples achieve at least 160 or more. The experimental results show that it is necessary to collect a larger training sample set for the monitoring and judgment

Error curve of blower fault diagnosis.
The proposed method is compared with common fault diagnosis methods which are KNN and BP neural network. Table 1 illustrates the prediction accuracy and mean square error of the different methods. KNN is the classical supervised learning method. It can not only be applied for classification problem, but also be widely used for regression problem. The artificial neural network employed in the comparison is the shallow model with only one hidden layer. The experimental results show that Wavelet trans-form+BP performs better than KNN in fault diagnosis. For condition 0, 0.3 and 1, the prediction error of neural network is 0.049, 0.0501 and 0.0278 respectively, which is less than that of VMD+KNN. The two methods perform comparably in condition 0.6. Because of the hidden layer, neural network could learn the complex nonlinear relationship between the input and output. The deep neural network demonstrates higher prediction accuracy than the shallow neural network. The mean estimation error for all the fault conditions of neural network is 0.051403, while the deep autoencoder could decrease the error to 0.018675. Compared to the shallow neural network the prediction error is almost reduced by 60%. This is attributed to the deep neural network’s better generalization ability.
Mean square error of different methods
The analysis result of blower fault case shows that the vibration signal can well reflect the degradation of equipment, and the proposed method can effectively use the laboratory data and model to establish the equipment fault early warning mechanism in the practical application. Therefore, it is of great significance to analyze the real-time operation data of the equipment collected by the monitoring system, mine the hidden equipment health information, and realize the function of timely warning and diagnosis of faults to ensure the stable and safe operation of the equipment and promote the intelligent transformation of the industry.
In this paper, wavelet transform and Fourier transform are used to extract features of vibration signals, and a deep self-encoding network model is constructed to diagnose the working status of the blower. The built model can effectively predict the working state of the blower and obtain a stable output. Moreover, increasing the number of sample data set can improve the fault diagnosis capability of the model. In this paper, only several features are used for feature extraction. There are many other characteristics can be selected to evaluate the condition of the equipment according to the specific type of faults.
This paper focuses on the vibration signals in different fault conditions. There are still many problems in the future research that need to be further explored and studied to obtain a more perfect modeling method. It remains to study how to build the relationship between the remaining useful life and the condition of a component, so as to take appropriate maintenance measures as soon as possible.
At present, fault diagnosis only aims at the common fault of rotary machines. Combining more complex deep neural networks to achieve fault diagnosis of more types of abnormal condition is the focus of future research.
In this paper, only the vibration signal are extracted as the input of the neural network, while the monitoring data of the blower in actual use include many kinds of data such as temperature and pressure. Therefore, how to fuse the monitoring data from different sensors to improve the fault accuracy is the next research focus.
Funding
This work is supported by Henan University of Engineering under Grant No. DKJ2018025.