
Abstract
This work explored if each step of the process of applying a hydrophilic zwitterionic coating and sterilization using ethylene oxide affected the mechanical properties of biocompatible 3D-printable polyurethane RPU-70. The 3D-printing of biocompatible polymers through stereolithography is of increasing interest as new materials come to market. Two different coating application processes were explored: namely, a solvent-based and solvent-free method. A total of six groups were tested to comprehensively determine the effects of various combinations of the process elements of coating application and ethylene oxide sterilization on mechanical properties. The material’s tensile yield strength was used as a metric. A two-way analysis of variance (ANOVA) at 95% confidence was performed to determine any statistical interaction effects between the coating and sterilization along with any differences in effects between the different coating and sterilization conditions. The mean yield strength across all the groups ranged from 32.87 ± 1.745 to 34.06 ± 0.633 MPa. No statistically significant difference was found between any of the groups. Overall, ethylene oxide sterilization, the solvent-based coating, and the solvent-free coating were not shown to affect the yield strength of RPU-70.
Introduction
An implanted device needs to be biocompatible for long-term effectiveness. An important aspect of biocompatibility is minimizing the foreign body response (FBR). 1 The FBR causes unwanted fibrotic tissue to encapsulate an implanted device and adhere to surrounding tissues, potentially inhibiting the implant’s function. 1 The FBR to an implanted device is triggered by nonspecific protein adsorption on the device surface. 1 To minimize nonspecific protein absorption and the FBR, hydrophilic coatings can be applied to implantable devices. 2 However, such hydrophilic coatings and subsequent sterilization can affect the mechanical properties of the implant material, particularly polymers. 3
Of interest is a novel hydrophilic zwitterionic coating of poly(sulfobetaine methacrylate) (pSBMA) and ethylene oxide (EtO) sterilization. The pSBMA coating creates an 87–93% reduction in nonspecific protein adsorption to the surface of implant material when tested in-vitro. 4 This coating can be grafted by two methods: one with a solvent-based initiator-activation step and the second with a solvent-free initiator-activation step. Solvents used in the coating process may interact with polyurethanes. 5 Specifically, using hexane in the coating process is known to swell polyurethanes, but its impact on material strength is still unknown. 3 Additionally, both coating processes use a methanol-water solution to wash specimens after coating. Methanol swells polyurethane, but its impact on material strength is unclear. 3 After coating, the material is sterilized to prevent infection. EtO gas, which is often used to sterilize heat-sensitive materials like polymers, can cause unexpected interactions. 6
In addition to material choice, manufacturing methods can also affect material properties. The 3D-printing of polymers for medical devices has grown as more biocompatible materials come to market. 7 Specifically, stereolithography (SLA) 3D-printing has been increasingly utilized for implants, prosthetics, and drug delivery systems. 8 This paper explores the effect, if any, of pSBMA coating application and sterilization on the mechanical properties of implant material. Specifically, the effect hexane and methanol-water (used in the coating) and EtO in the subsequent sterilization processes on the tensile behavior of 3D-printed RPU-70 polyurethane specimens will be measured.
Methods
Material and geometry
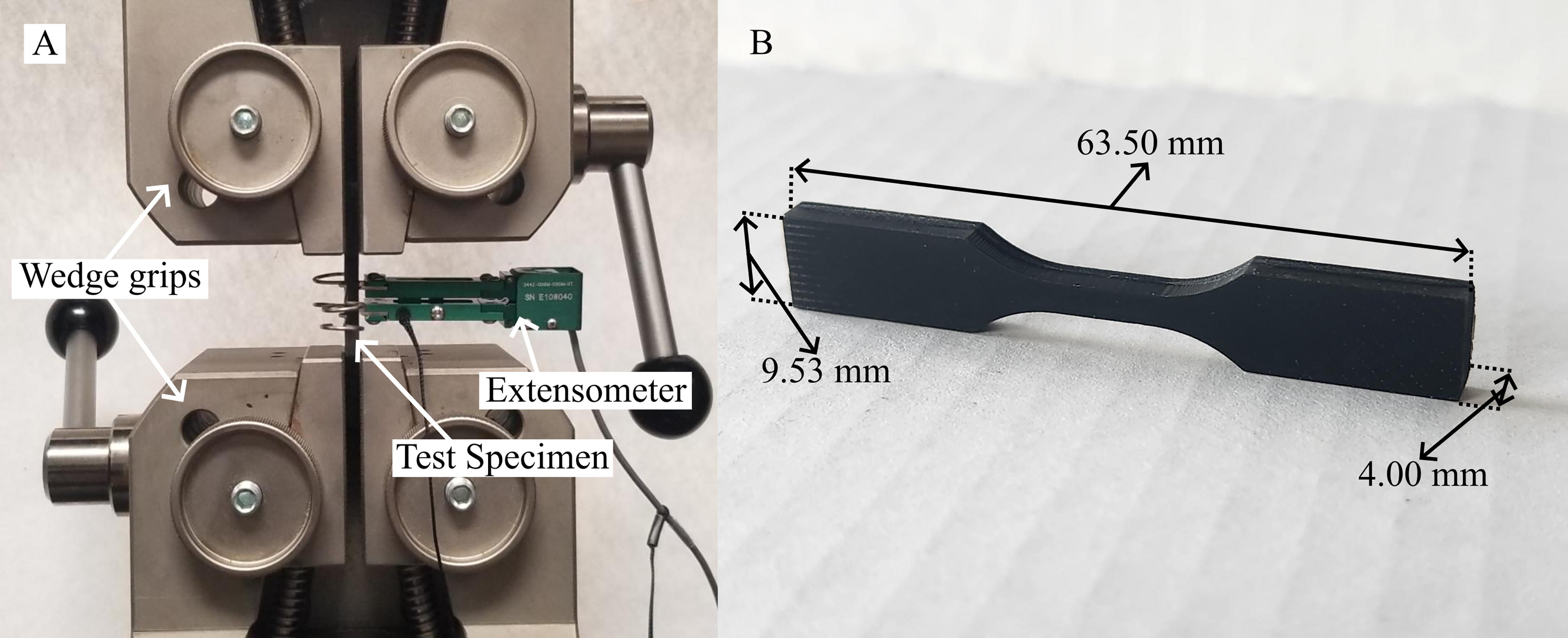
Tensile test specimens were made to assess the mechanical properties of RPU-70 produced through SLA 3D-printing by Carbon 3D, Inc. 7 This material meets ISO 10993-5 biocompatibility standards and has high strength, toughness, and ductility, making it a desirable biomaterial for implantable devices. Due to size restrictions for the pSBMA coating process, type V geometry per ASTM D638 was chosen for the specimens. All specimens were 3D-printed by Dependable Plastics (Fairfield, CA) on a Carbon M2 Printer with 40 slices at 100 µm per slice. Specimens were cleaned with dimethylformamide and isopropyl alcohol, then baked for 4 h at 120°C.
Specimen creation
For the specimens, six groups were chosen with five specimens in each group to evaluate RPU-70 with the two coating methods and EtO sterilization (Table 1).
RPU-70 Specimen Mean Yield Strengths

EtO sterilization was done in a 12-h cycle with 24 h of ventilation at Equus Veterinary Service (Oregon City, OR). The pSBMA coated specimens were grafted at the University of Washington. 9 The coatings were grafted to surface-bound initiators using activators regenerated by electron transfer atom transfer radical polymerization (ARGET ATRP). Specimens were prepared using two different methodologies for attaching the ATRP initiator, bromine, on the surface: a solvent-based method where specimens are soaked in a mixture of hexane and 2-bromo-2-methylpropionyl bromide after the deposition of poly(hydroxyethyl methacrylate) (pHEMA) and a solvent-free method where by a methyl 3-bromopropionate layer is used instead. This was followed by surface initiated ARGET ATRP for synthesizing the pSBMA coatings. Specimens were then washed with a 2:3 mixture of deionized water and methanol.
Tensile testing and data collection
An ADMET eXpert 2753 universal testing machine was used for all testing to determine the 0.2% offset yield strength of the specimen through a tensile test (Fig. 1). A constant pull rate of 10 mm/min was used for all specimens per ASTM D638. The 0.2% offset yield strength was determined using MATLAB 2022a following ASTM D638 procedures. Yield strength was the chosen outcome since any deformation beyond it is unideal for implantable devices. The cross-sectional area of the gauge length was measured prior to testing and used in the stress calculation. We tested the hypothesis that the application of a hydrophilic non-fouling coating and the use of EtO sterilization do not significantly change the yield strength of RPU-70. A two-way ANOVA at 95% confidence with coating and sterilization as independent factors and yield strength as the dependent variable was performed to determine statistical variance.
Results and Discussion
Overall, the yield strength of RPU-70 was found to be unaffected by coating and/or sterilization (Table 1). Specifically, the two-way ANOVA analysis showed no interaction effect between the coating and sterilization conditions (p = 0.76). The main effects showed no significant differences in mean yield strength among the three coating conditions (p = 0.85) or between the two sterilization conditions (p = 0.23). Therefore, there was no evidence to support that any dependent effects between coating and sterilization exist and mean yield strength was shown to not differ between the coating and sterilization conditions. Thus, EtO sterilization, the solvent-based coating, and the solvent-free coating process do not affect the yield strength of RPU-70.
This study demonstrates that simultaneous coating and sterilization does not weaken the material strength of RPU-70. These results agree with prior work showing that the use of EtO sterilization does not decrease the mechanical proprieties of polyurethanes. 10 Additionally, while hexane used in the solvent-based coating process has been shown to swell polyurethane, the swelling was minimal and has not been shown to decrease mechanical integrity. 3 While methanol has been shown to swell polyurethane significantly, the methanol water solution used in this work was not seen to affect the yield strength of the specimens.
Conclusion
This study’s results show that a solvent-based or a solvent-free method of grafting pSBMA coatings and EtO sterilization, individually or combined, did not affect the yield strength of RPU-70 specimens. The pSBMA coating methods described here can be used on 3D-printed RPU-70 devices to reduce nonspecific protein absorption and the resulting FBR. This work will support the development of 3D-printing long-term, plastic, implantable medical devices.
Authors’ Contributions
B.H.: Data curation (lead); formal analysis (lead); investigation (equal); writing—original draft (lead); writing—review and editing (equal). K.P.: Methodology (equal); investigation (equal); writing—original draft (supporting); writing—review and editing (supporting). P.J.: Resources (equal); supervision
Footnotes
Author Disclosure Statement
Dr. Balasubramanian is the President of OrthoMechanica, Inc. No other authors have any potential conflicts of interest.
Funding Information
Work supported by U.S. Department of Defense Congressionally Directed Medical Research Program, Grant/Award Number: MR150091; U.S. National Science Foundation, Grant/Award Number: CBET 1554739 and Grant/Award number: IIP 2016530.