
Abstract
Abstract
The Defense Waste Processing Facility (DWPF) at the Savannah River Site processes high-level radioactive waste from the processing of nuclear materials that contains dissolved and precipitated metals and radionuclides. Vitrification of this waste into borosilicate glass for ultimate disposal at a geologic repository involves chemically modifying the waste to make it compatible with the glass melter system. Pretreatment steps include removal of excess aluminum by dissolution and washing, and processing with formic and nitric acids to (1) adjust the reduction–oxidation (redox) potential in the glass melter to reduce radionuclide volatility and improve melt rate; (2) adjust feed rheology; and (3) reduce, by steam stripping, the amount of mercury that must be processed in the melter. Elimination of formic acid pretreatment has been proposed to eliminate the production of hydrogen in the pretreatment systems; alternative reductants would be used to control redox. However, elimination of formic acid would result in significantly more mercury in the melter feed; the current specification is no more than 0.45 wt%, whereas the maximum expected before pretreatment is about 2.5 wt%. An engineering study has been undertaken to estimate the effects of eliminating mercury removal on the melter offgas system performance. A homogeneous gas-phase oxidation model and an aqueous phase model were developed to study the speciation of mercury in the DWPF melter offgas system. The model was calibrated against available experimental data and then applied to DWPF conditions. The gas-phase model predicted the
Introduction
Most of the high-level waste is a complex mixture of chemical and radionuclide wastes generated during the processing of reactor fuel and irradiated targets. Approximately 1.14 × 104 m3 (3 Mgal) of the 1.40 × 105 m3 (37 Mgal) of waste is sludge waste and 1.29 × 105 (34 Mgal) is salt waste. The insoluble sludge, in the form of metal hydroxides, results from the adjustment of the pH of the acidic processing wastes to around 12 to prevent corrosion of the carbon–steel waste tanks. The sludge settles to the bottom of the waste tanks and contains insoluble radioactive elements, including strontium, plutonium, americium, and curium. This sludge also contains the mercury used in the fuel and target processing in the form of HgO. The salt waste, which is soluble in the liquid, forms a supernate layer that contains most of the soluble radioactive element cesium (Norton et al., 2002).
A simplified diagram of the DWPF treatment system is shown in Fig. 1. The sludge waste is transferred into the sludge receipt and adjustment tank (SRAT), where it is treated with formic acid, acidified with nitric acid, and concentrated. This treatment reduces the HgO to elemental Hg0, improves the rheology of the slurry, and adjusts the reduction–oxidation (redox) potential of the slurry. The redox adjustment is needed to optimize the melting of the sludge. The Hg0 is stripped from the sludge by boiling and collected in a tank for further processing. Other byproducts are CO2 from carbonate decomposition and NO x from nitrate/nitrite reduction. The SRAT product is transferred to the slurry mix evaporator where a borosilicate glass frit is added, followed by additional concentration. The slurry mix evaporator product is verified to be acceptable before it is transferred into the melter feed tank. The melter feed material in the melter feed tank is then fed to the melter where the HLW glass product is made.
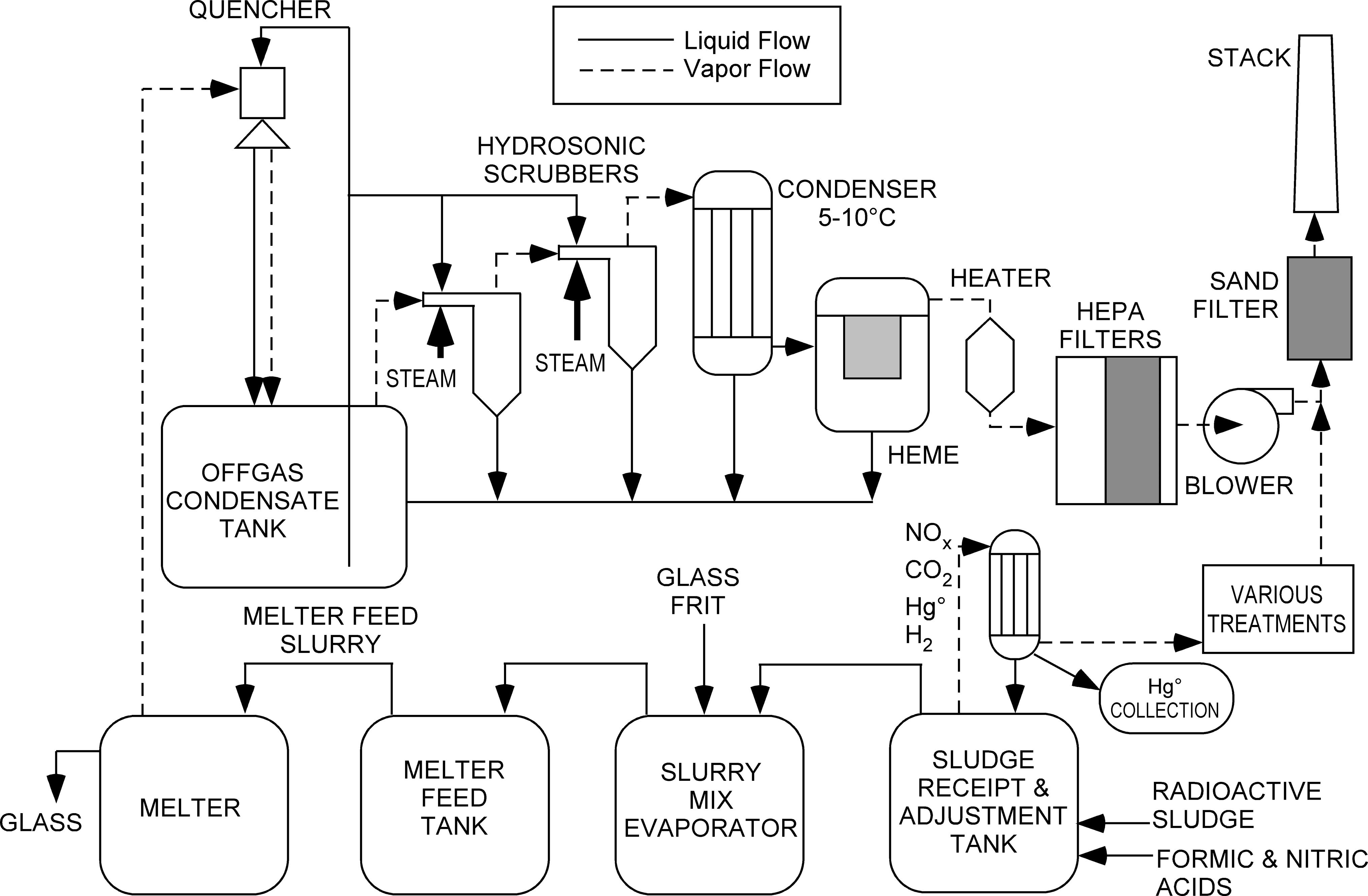
Flow diagram of the defense waste-processing facility radioactive waste treatment system.
The glass melter is a joule-heated slurry fed melter that melts glass at 1,100–1,150°C. A slurry of HLW and borosilicate glass frit is fed via a feed tube onto the top of the glass surface in the melter. The melter is equipped with Inconel™ resistance heaters in the vapor space to assist in vaporization of the water in the slurry feed and to combust offgases evolved from the slurry. The melter is purged with air and the offgas passes through a film cooler designed to minimize particulate build up in the offgas line and to cool the 450°C–725°C offgas to <350°C.
After passing through the film cooler, the gas is then scrubbed in the quencher. The quencher is an ejector-venturi scrubber that reduces the gas temperature below the dew point, disengages most of the water vapor from the noncondensables, scrubs entrained solids, and allows semivolatile salts (sulfates, nitrates, chlorides, and borates) to coalesce. The quencher uses offgas condensate as the motive fluid. The offgas and condensate leaving the quencher enter the offgas condensate tank (OGCT), where the liquid and vapor disengage. The condensate is maintained at 40°C by a cooler.
The offgas from the OGCT is then passed through a series of two steam atomized scrubbers (SAS; Hydro-Sonic Systems, Linden, TX), which remove sub-micron and micron-sized particles. The SAS removes particulates by combining water and steam with the offgas in a region of turbulent mixing. The droplets of liquid formed are separated from the vapor in a cyclone separator. The condensate and condensed steam are returned to the OGCT.
The offgas leaving the SAS is passed through a 5°C–10°C chilled-water heat exchanger designed to separate the condensables from the offgas and reduce elemental mercury to its dew point. The DWPF operating permits allow elemental mercury to be emitted at this dew point; no further treatment is required. The separated condensables are returned to the OGCT. A demister and high-efficiency mist eliminator (HEME) with atomized water sprays remove suspended liquid droplets from the noncondensable gases. The offgas is heated 10°C above its dew point to prevent condensation in the high-efficiency particulate air filters. The final treatment is a sand bed filter common to radioactive treatment plants. All condensates generated during this waste processing are recycled back to the waste tank farm.
In the feed pretreatment, the use of formic acid as a reductant results in the catalytic formation of hydrogen gas as a byproduct. Ruthenium, rhodium, and palladium present in the waste catalyze the formation of hydrogen from the formic acid. Because of its flammability, hydrogen measurement and control systems are required to guarantee safe operation. Because this is a nuclear facility, the reliability and redundancy of these systems is significantly greater than that would be needed in nonradioactive operations. Remote maintenance is both difficult and expensive. Elimination of the formic acid treatment would greatly simplify the system and could result in significant increases in processing rate, which are both desirable. However, there are several issues to be resolved before this change can be made. Alternative methods to improve the slurry rheology and to adjust the redox will be required. Because the mercury will no longer be removed in the pretreatment, it will all be fed to the melter and ultimately need to be treated in the offgas system.
The Savannah River National Laboratory (SRNL) was asked to predict the impact of increased mercury concentration in the melter feed on the operation of the melter offgas system. The current specification for the product from the SRAT is that it contain no more than 0.45 wt% mercury. In typical operation from 1996 to 2008, this value averaged 0.1 wt%. The proposed operation without mercury removal could result in up to 2.5 wt% or more mercury. Without mercury removal in the pretreatment, removal in the melter offgas system is needed.
Mercury Measurement in Melter Offgas
Three very limited sources of melter offgas data are available on the behavior of mercury. These are the DWPF melter, an SRNL pilot-scale melter system (Hutson et al., 1991), and a small-scale system at the Department of Energy's Pacific Northwest Laboratory. The concentrations of chloride and mercury in these systems were significantly different, as shown in Fig. 2. Past operation of DWPF has had Hg0 in the pretreated sludge at <0.03 wt% up to 0.06 wt%, whereas chloride has ranged from 0.007 to 0.018 wt%. Several data points are shown with Hg0 as the target value of ≤0.1 wt% because the Hg concentrations were not measured. SRNL pilot-scale melter tests were conducted at about 0.09 wt% chloride and <0.01 wt% mercury. Tests in the engineering-scale ceramic melter (ESCM) at Pacific Northwest Laboratory had mercury levels similar to DWPF, but the chloride values were much higher at 0.33 wt%. The proposed operation with no mercury removal for future batches is shown as a range from a measured Hg0 concentration of 1.82 wt% to a possible high value of 2.5 wt%. Two different values are given for the chloride concentration—the actual chloride is about 0.01 wt%, whereas the amount in a simulant is much higher at 0.11 wt% (due to having one simulant metal available only as a chloride). Figure 2 clearly shows that future operation will be in a region where no radioactive or simulant data are available.
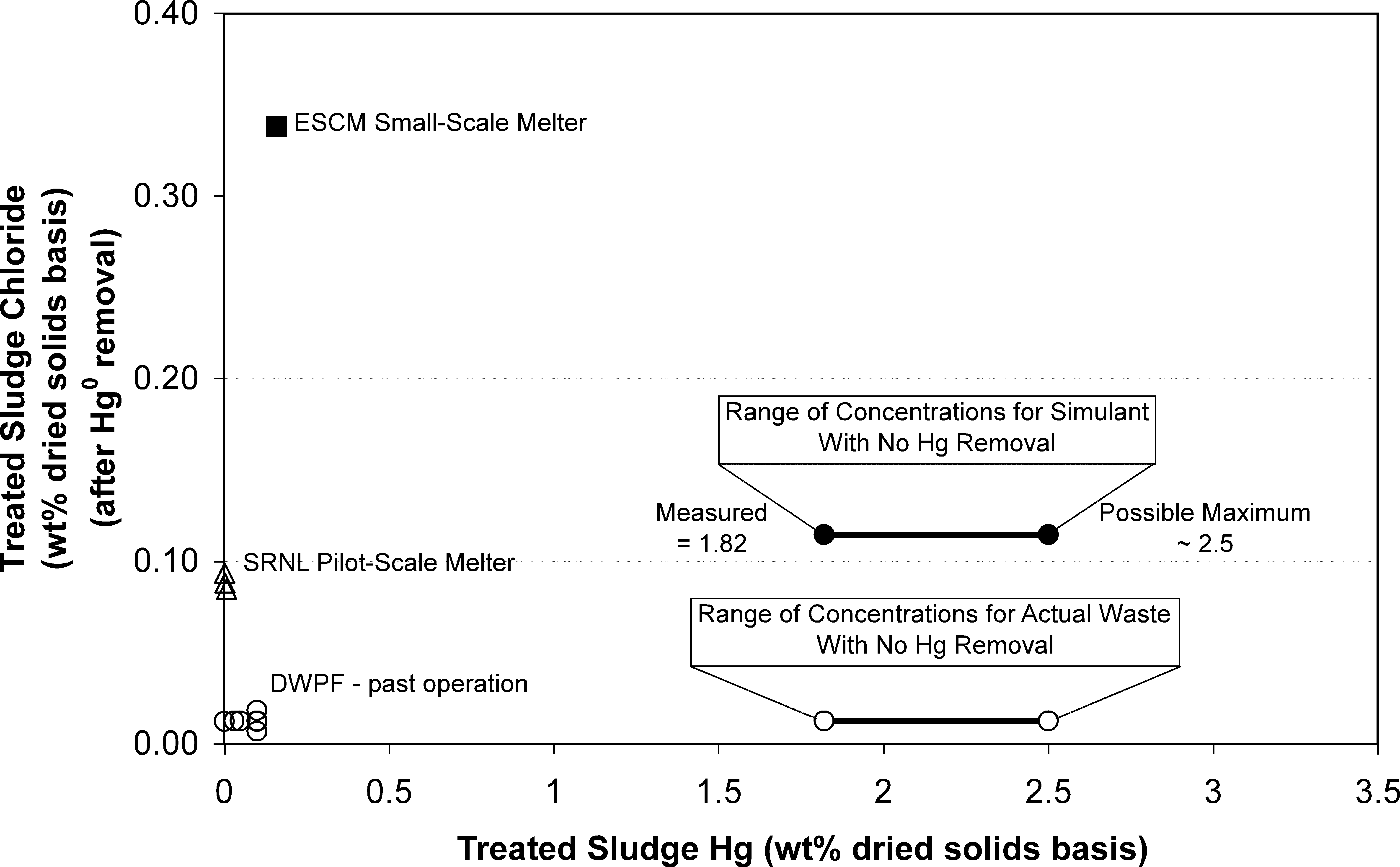
Chloride versus mercury in various sludges. ESCM, engineering-scale ceramic melter; SRNL, Savannah River National Laboratory; DWPF, Defense Waste Processing Facility.
DWPF melter offgas deposits and OGCT liquid
Deposits of solids on melter offgas system piping have occurred periodically throughout DWPF operation. Deposits have typically been found at the quencher inlet, the SAS inlet, in the vapor lines to the SAS, in the offgas condenser condensate line, and on the HEME filter. After about 5 years of radioactive operation, the steam to the SAS was stopped to reduce the amount of new water returned to the waste tank farm. Beginning at this time, plugging of the HEME filter increased significantly, resulting in biannual replacement; previously, the HEME filter had never been changed. Several years later, the steam to one SAS was restarted due to even worse plugging.
Melter offgas system solid deposit samples from the quencher inlet and SAS inlet were taken and analyzed (Bibler, 2003; Zeigler and Bibler, 2007). The locations of these deposits are shown in Fig. 3. An OGCT sample was also analyzed (Fellinger, 2004). These deposits become significant enough to require periodic removal. The average concentration of mercury, chloride, and the most abundant elements in these samples are summarized in Table 1. Only soluble Cl was measured in the samples; the total chlorine was estimated from the measured soluble amount and the amount that would be present in Hg2Cl2 with the measured Hg values. The melter feed values are average measured values except that (1) Cl was calculated from the sludge feed and (2) Hg was calculated from the typical Hg removal of 0.1 wt% in the SRAT. The concentrations are also shown on a basis normalized against Fe, which is the most abundant sludge species.
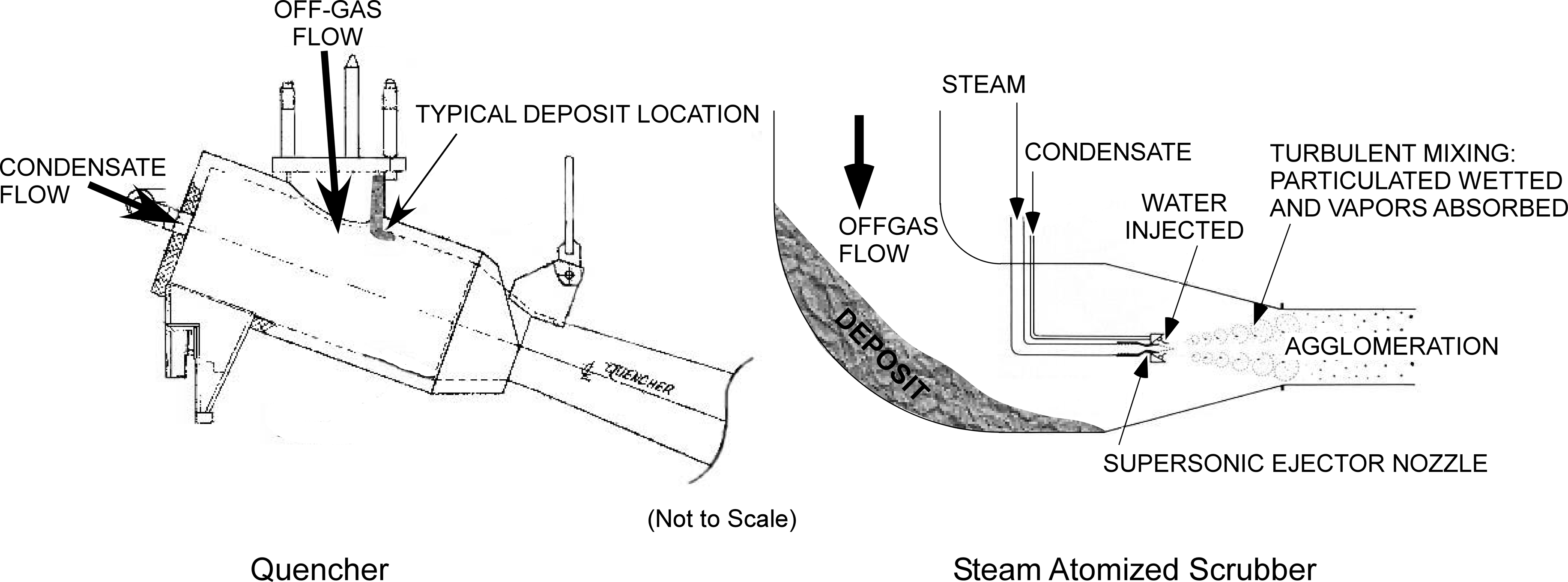
Locations of quencher and steam atomized scrubber deposits.
Concentration (wt%) (relative to Fe).
SAS, steam atomized scrubber.
The Hg in the deposits was assumed to be mostly Hg2Cl2. Soluble mercury was measured only for the SAS deposits. X-ray diffraction indicated that the SAS inlet samples contained significant amounts of crystalline Hg2Cl2. Qualitatively, the SAS deposits were grayer than the quencher deposits, consistent with the presence of calomel, which disproportionates slightly to Hg0 (grayish) and HgCl2. The major chloride species in both deposit samples was Hg2Cl2. Fe, Si, and Na are expected to be the predominant species in the offgas due to particle entrainment. Species known to be most volatile are B, Cl, F, S, and Hg. The most volatile species either form vapors or what is called semivolatile species. Semivolatile species are usually chloride, sulfate, or borate salts that have lower melting points than glass. The data show that Hg, Cl, F, and S are relatively greater in the SAS deposits, which is consistent with their higher volatility.
The soluble Hg contents of the SAS deposits and OGCT liquid were about 6%–10% and 5%, respectively, of the total mercury. This soluble Hg is expected to be HgCl2, because HgCl2 is the only likely mercury compound to have significant solubility in water (∼0.26 mol/kg water at 25°C) (Eddy and Menzies, 1940; Clever et al., 1985). Hg2Cl2 has an extremely low solubility (Ksp = 1.42 × 10−18 mol3 kg−3 at 25°C) (Hepler and Olofsson, 1975); it is actually more likely to disproportionate into Hg0 and HgCl2 (Pokrovsky, 1995):
The SAS deposits contained up to 10 times the amount of mercury as found in the quencher deposits. The temperature at the quencher inlet is about 250°C–300°C, whereas the SAS inlet temperature is about 45°C–60°C. The quencher deposits contain relatively more entrained components than at the SAS because they are scrubbed out in the quencher. The pilot-scale work previously performed by SRNL had mercury feed concentrations too low to give any useful data on mercury speciation.
ESCM at Pacific Northwest Laboratory
The ESCM melter at Pacific Northwest Laboratory was used to study mercury speciation in the offgas system (Goles et al., 1990). The offgas mercury data collected during these tests are the most complete found for glass melter operation. The melter system was similar to DWPF and consisted of a slurry-fed joule-heated melter with a venturi scrubber (quencher), condensate or quench tank (OGCT), chilled-water condenser, and high-efficiency particulate air filter. The feed composition tested was similar to DWPF and the feed was treated with formic acid. Offgas system tests were conducted at several melter plenum temperatures and several air-inleakage rates.
Chloride was present in the ESCM feed at 12 times the mercury concentration. The Cl/Hg molar ratio in the SRNL pilot system was 67–436, whereas this ratio in DWPF has ranged from 0.55 to 2.2 in the past and is currently about 0.25. The proposed DWPF operation with higher mercury gives a ratio of 0.034. Therefore, the DWPF has operated with significantly less Cl than was tested in pilot-scale operations.
The ESCM melter offgas samples were filtered, and passed through a condenser and then through three water-filled impingers. No mercury compounds were found on the filters, indicating that no solid Hg2Cl2 had been formed. The mercury in the impingers, and also in the condensate tank liquid, was speciated qualitatively by assuming that mercury in the solids was Hg2Cl2, while soluble mercury was HgCl2. The identity of the solid mercury species was verified by X-ray diffraction. The splits of Hg species between Hg2Cl2 and HgCl2 for five tests are shown in Table 2. The DWPF deposit sample ratios are also shown. No evidence of Hg0 was found in the offgas or condensate.
OGCT, offgas condensate tank.
For all the data at about 750°C plenum temperature, Hg2Cl2 accounts for about 85%–95% of the total mercury species found except for Test 2, which had anomalous results for the impinger samples that did not agree with the OGCT samples. In Test 3 at 550°C plenum temperature, both the impinger and OGCT samples had significantly more of the more oxidized HgCl2 present. Higher plenum temperature appears to favor formation of the less oxidized mercury compound Hg2Cl2.
The ESCM tests showed that the concentration of elemental mercury in the vapor phase was always approximately equal to the saturation vapor pressure at the prevailing temperature, even though no elemental Hg liquid was ever found in the offgas system. The gray color of the calomel and other solids samples was probably due to surface Hg0 from disproportionation. This surface Hg0 appears to exert the full Hg0 vapor pressure. In fact, even when the melter was not being fed, the vapor above the condensate remained saturated with Hg0.
Gas-phase oxidation literature
Numerous articles have been written on the gas-phase oxidation of elemental mercury, primarily in coal-fired power plant emissions. In power plants, the mercury and chlorine concentrations in the flue gases are significantly lower than in the melter offgas systems of interest. Power plant mercury emission levels are typically in the range 0.1–4 parts per billion by volume (ppbv) (1–30 μg/m3) (Laudal et al., 1997) and waste incinerator levels may be up to about 400 ppbv (Sliger et al., 2000). Mendelsohn and Livengood (2006) have reviewed a substantial portion of the literature on mercury chemistry in flue gas. Most articles divide the Hg emissions into insoluble (Hg0) and soluble (HgCl2), but generally ignore the insoluble Hg2Cl2. The goal for mercury oxidation in power plant flue gases has been oxidation to the soluble HgCl2 that can be scrubbed from the gas. This goal is contrary to that for DWPF where collection of mercury as the insoluble Hg0 metal might be preferred.
Homogeneous oxidation
The homogeneous reaction schemes are all similar, but none have been found to be universally applicable to all combustors. For these mechanisms, chlorine atoms are assumed to be in excess compared to mercury. The concentration of SO2 present is usually higher than both Cl and Hg. The primary reaction step in the oxidation is the formation of HgCl from Hg atoms and Cl atoms in the presence of a stabilizing collision partner M in Reaction (1) (Horne et al., 1968; Sliger et al., 2000; Xu et al., 2003; Taylor et al., 2005):
The following subsequent reactions are slower. Reactions (2)–(5) are independent of temperature. The rate constant for Reaction (6) is at 125°C.
Reaction (3) is slow due to the low concentration of Cl2 present under conditions where there is significant Cl present. The reactions of Hg0 with Cl2, HCl, O2, and O are significantly slower.
Sliger et al. (2000) found that the homogeneous oxidation was primarily governed by the formation of Cl from HCl, the rate at which the hot offgas was quenched (cooled), and by the presence of background gases involved in competing reactions. These authors also mention the fly ash or carbon-mediated reaction where HCl forms Cl2 that can then react with Hg at temperatures lower than 300°C. The importance of Cl formation from Cl2 has been debated.
Senior et al. (2000) suggest that a pathway through HgO may be important in systems with low chlorine concentrations, but Sliger et al. (2000) found that no HgO was formed in the absence of HCl in their test gas. Hall (1991) has suggested a mechanism with HCl and O2 as important reactants. Edwards et al. (2001) have included oxidation by O2 in modeling although it apparently has little effect on the overall oxidation. Models by Niksa et al. (2001) and Edwards et al. (2001) did not predict well the oxidation at <700°C. Sliger et al. (2000) predicted that the oxidation was limited to the range 400°C–700°C because there were too few Cl radicals at low temperature, while Hg0 was favored at high temperature. They also noted that virtually all of the oxidation reaction occurred inside their sample probe where cooling at 5,400 K/s from about 900°C occurred. They developed models that showed the extent of Hg oxidation and the equilibrium amount of oxidation during the quench. Complete oxidation was predicted in 60 ms. The kinetically controlled oxidation extent was only around 40% and was limited by the availability of Cl radicals. Fry et al. (2007) have reported that oxidation increased at higher quench rates. The species NO, NO2, and SO2 have been shown to have varying effects on the mercury oxidation rate (Hall et al., 1990, 1991, 1995; Galbreath et al., 2000; Niksa et al., 2001; Norton et al., 2003). NO and SO2 have generally been found to inhibit oxidation of Hg0, but not in all cases.
Heterogeneous oxidation
Schofield (2004, 2005a, 2005b) has hypothesized that the main mechanism of mercury oxidation in power plant emissions occurs heterogeneously on the fly ash present and on equipment surfaces. Numerous researchers have reported the difficulty in measuring the rate of homogeneous oxidation due reactions on the surfaces of their test equipment (Lin and Pehkonen, 1999; Sliger et al., 2000; Ariya et al., 2002; Yan et al., 2005). Laudal et al. (2000) have reported that fly ash can have a large effect on speciation. Senior et al. (1996) suggest that Cl2 formed from HCl on the fly ash surface can oxidize Hg. Edwards et al. (2001) state that heterogeneous reactions are probably dominant at lower temperature—their model drastically under-predicted mercury oxidation below 630°C.
Schofield (2004, 2005a, 2005b) proposed a mechanism that involves the interaction of mercury with surfaces. The surface intermediates HgO, HgSO4, and HgSO4•HgO are formed that then react with HCl to form HgCl2. This mechanism does not require Cl2. The presence of surface reactions in the DWPF melter system is not known. The residence time before the quench is about 0.5 s, and the amount of particulate is significantly less than the amount of fly ash in a power plant.
Oxidation in aqueous solutions
Most of the literature on aqueous oxidation concerns environmental systems such as lakes and rivers. The oxidation of elemental mercury by dissolved oxygen in the presence of chloride anions has been examined by several researchers. Other literature has addressed the unexpected oxidation of Hg0 in the Ontario Hydro sampling train, which uses a chloride solution to scrub oxidized mercury (Hg2+) (ASTM, 2008). The oxidation in this sample train will be briefly discussed as it pertains to the oxidation of mercury in a melter offgas system. Elemental mercury in oxidizing acids such as HNO3 will be oxidized and dissolve to some extent to form Hg2+. Oxidation by hypochlorite and chlorite has also been reported (Zhao and Rochelle, 1999; Hutson et al., 2008).
Oxidation in dilute aqueous solutions
Magalhães and Tubino (1995) studied oxidation of metallic Hg0 in aqueous solutions containing NaCl. These tests were performed in agitated vessels open to the atmosphere. The reaction was monitored by following the concentration of the product
The oxidation rate was found to increase approximately linearly with chloride concentration up to about 250 g/L Cl−, at which point the rate decreased. At high enough Cl− concentrations, the equilibrium concentration of oxygen decreases, resulting in decreased reaction rate. The pH was found to have a significant effect on the oxidation rate, with significant rate increases at lower pH; the rate increase was more than expected just by the addition of more Cl−. Yamamoto (1996) found that addition of the chlorides KCl or MgCl2 also increased the reaction rate.
Magalhães and Tubino (1995) proposed the following mechanism for the oxidation that can be combined into either of the following overall reactions in acid and base solution, respectively
The overall reaction shows that O2 is the active oxidant. This mechanism is consistent with their observation that the pH increased during the course of the reaction (due to formation of OH−). The positive effect of lower pH and higher Cl− is also consistent. These authors were unable to determine if the oxidation reaction occurred in solution or on the Hg0 metal surface, and stated that the oxidation reaction may actually occur at the surface of the Hg0 droplet and that their experiments could not distinguish between these two possibilities.
The oxidation of dissolved and liquid elemental mercury in oxygenated water with chloride present was studied by Amyot et al. (2005). The reactions were performed in the dark to eliminate photochemical reactions. The chloride present was added as KCl; no chlorine with oxidizing potential such as Cl2 was added. Total Hg concentrations were below the solubility of Hg0 in oxygen-free water at 25°C (about 284 nM, or 0.057 mg/L) (Clever et al., 1985). Chloride concentrations were ranged from 0 to 500 μM (17.7 mg/L). In this work, oxidized Hg was considered to be the sum of Hg(I) and Hg(II) concentrations. Oxygen concentrations were maintained by contacting the stirred test solutions with air.
In solutions containing dissolved Hg0 only, with no liquid elemental Hg0 (droplets), the rate of Hg0 oxidation by O2 in the presence of chloride was essentially zero. However, rapid oxidation of Hg0 occurred when Hg metal was present. As determined by Magalhães and Tubino (1995), the rate of oxidation increased with increased concentration of chloride. The rate of oxidized mercury creation was also found to be a function of the mercury droplet surface area. The oxidation rate eventually decreased due to the accumulation of oxidation products on the Hg0 metal surface, which agrees with Magalhães' observation of calomel. The absence of O2 resulted in no oxidation as expected.
Oxidation in the Ontario hydro sampling train
Laudal et al. (1997, 2000) reported on tests of the Ontario Hydro sampling train (ASTM, 2008), which uses three impingers containing 10 wt% KCl solution to trap oxidized (Hg2+) mercury. They found that the presence of Cl2 resulted in statistically significant amounts of Hg2+ even though only Hg0 was present in the test gas. They also found that the presence of SO2 in the test gas decreased the amount oxidized. Cauch et al. (2008) specifically tested the Ontario Hydro method to quantify the effect of Cl2 on the measured Hg2+. The presence of SO2 in the gas again eliminated the interference of Cl2 on the Hg2+ measurement. Addition of sodium thiosulfate Na2S2O3, a reducing agent, also eliminated the effect of Cl2. Chlorine was postulated to be removed by these overall reactions:
Cauch et al. (2008) gave a mechanism for chorine oxidation of Hg0:
Zhao and Rochelle (1999) studied the absorption of element HgO from the vapor into a solution of hypochlorite and found that the active oxidizing species was more likely to be aqueous Cl2 rather than hypochlorite ion (OCl−):
For the works of both Cauch et al. (2008) and of Zhao and Rochelle (1999), aqueous Cl2 is the more likely oxidant because low pH (high H+) and high Cl− both increased the rate of oxidation of Hg0.
Modeling Methods and Results
The oxidation of elemental Hg0 in the melter offgas system could occur in the gas phase, the liquid phase, or both. Models of homogeneous gas-phase oxidation and combined gas-phase–liquid-phase reactions have been generated. A liquid-phase-only model was not created because the presence of gas-phase reactions seemed highly likely. A gas-phase generation model, with HgCl as the immediate product, would appear to be most consistent with the observed formation of primarily Hg2Cl2 in the offgas system.
A homogeneous gas-phase oxidation model has been applied to the ESCM melter data. A combined model has also been generated to show that the gas-phase reaction product composition, when combined with the condensate composition, would result in the observed speciation of mercury.
Background
Mercury fed to DWPF melter as either Hg0 or HgO would be volatilized as elemental mercury vapor (Hg0) during the calcination/fusion process. The mercury vapor is then presumed to undergo oxidation reactions to either +1 or +2 oxidation state in the melter vapor space and downstream of the melter including the condensate tank. The only literature data found for mercury emission from a glass melter were taken during the ESCM tests at PNL (Goles et al., 1990), as shown in Table 2.
Homogeneous oxidation in the gas phase
The mercury oxidation model was developed based on the most recent kinetic data available in the literature as described above. The model was then calibrated using the ESCM data. Specifically, only those kinetic data taken under the postflame conditions of coal-fired power plants were used in this study mainly because the temperature range of these data is inclusive of those typically encountered in the melter vapor space and the offgas header leading to the quencher.
Modeling approach
With respect to the mercury speciation reactions, the ESCM and DWPF systems can be divided into three distinct reaction zones. The first (Zone 1) is the cold cap where the water portion of the slurry feed is converted into steam, and the remaining dry feed components are converted into glass and calcine gases. In this study, high-temperature thermodynamic equilibrium software called FactSage™ v6.0 was used to calculate the composition of the volatile species (Thermfact/CRCT, 2009).
The calcine gases enter the second reaction zone (Zone 2) along with the elemental mercury vapor and volatile salts such as chlorides and borates of alkali metals generated in Zone 1. Zone 2 includes the vapor space of the melter and the offgas header where species volatilized from the melter mix with steam and air and further react. Reaction Zone 3 resides inside the quencher and the condensate tank (and SAS for DWPF), where steam and volatile salts are condensed and may further react in the liquid phase. It is necessary to model all three reaction zones to have a relatively complete description of how mercury would speciate throughout the ESCM or DWPF melter offgas system. Preliminary modeling of all three zones has been performed.
Characteristics of offgas carryover
The carryover of materials into the offgas can occur via two very different mechanisms: physical entrainment and vapor phase transport (or volatilization). Both feed and glassy materials can become airborne by physical entrainment aided in part by the pulling of the exhaust blower and remain as solids throughout the offgas system. Entrained particulates with mean particle size >1 μm account for much of the particle loading in the melter exhaust, but over 90% of them are routinely scrubbed in the quencher (Colven, 1983).
Conversely, alkali salts of chloride and borate, and elemental mercury are transported into the offgas due to their volatility at the melt temperature but later condense as offgas gets cooled and further quenched. Upon condensation, these semivolatile salts, and any mercury salts formed, would become primarily submicron-sized aerosols that are difficult to remove using an ejector-venturi scrubber like the DWPF quencher. As a result, the majority of the semivolatile salts and mercury will remain in the gas stream downstream of the quencher. The peak of the particle size distribution curve shifts from >1 μm to <1 μm after quenching (Sabatino et al., 1983). Formation of molecular HgCl supports the observation that more Hg2Cl2 is collected in the downstream sections of the offgas system. Hg2Cl2 formed from the vapor would be submicron size and pass through the quencher, whereas formation of Hg2Cl2 in the aqueous phase is not likely to generate these submicron particles.
Model assumptions
The following simplifying assumptions were made to model the oxidation of mercury in the melter offgas system:
The composition of calcine gases produced during the melting/fusion process is at equilibrium with those of the condensed phases at 1,150°C (Zone 1). Due to thermal radiation shine, the measured melter vapor space temperature is 100°C higher than the actual gas temperature (Zone 2). The chemical components of the melter exhaust are in equilibrium at the melter vapor space gas temperature except for those chloride-containing species that are not tied to the alkali metals (Zone 2). Chloride atoms that are predicted to couple with alkali metals are not available for the chlorination of mercury (Zone 2). The molar ratio of Cl2 to Cl decreases linearly with increasing temperature between 550°C and 750°C (Zone 2).
Homogeneous gas-phase oxidation model
The elementary reactions shown in Reactions (1)–(4) were used to describe the gas-phase chlorination of mercury in Zone 2. The oxidation of mercury is initiated by the Cl atoms combining with the elemental mercury vapor via Reaction (1) to form a mercurous chloride atom (+1 oxidation state). The Cl atoms can further oxidize the mercurous chloride to mercuric chloride (+2 oxidation state) via Reaction (2). Reaction (3) was added to account for the effect of temperature on the speciation of chlorine; formation of Cl2 is favored over Cl atoms at low temperatures, whereas formation of Cl atoms is favored at high temperatures. The formation of Cl2 by the recombination of Cl atoms by Reaction (4), which would slow down Reactions (1) and (2) and accelerate Reaction (3), was excluded from the model, since its rate constant is many orders of magnitude smaller than the other reactions and the concentration of Cl atoms not be high enough to overcome such a large deficit in the rate constant.
The second-order rate constants used in the model were taken from a recent study using the laser photolysis/laser induced fluorescence technique (Taylor et al., 2005). It is noted that the upper temperature bounds for the rate constants of Reactions (1)–(3) are 50°C and 100°C lower than the estimated gas temperatures in the ESCM vapor space (Test 3) and the DWPF melter vapor space, respectively. As stated earlier, the temperature ranges are low because they were specifically derived under the postflame conditions of coal-fired power plants. It is implicitly assumed here that these rate constants can be extrapolated to the temperature regions of interest to this study.
The concentrations of [Hg], [HgCl], [HgCl2], [Cl], and [Cl2] were found as a function of time by solving the following five rate equations simultaneously:
All of the mercury fed is volatilized, so the initial concentration of mercury, [Hg]o, is known, and both [HgCl]o and [HgCl2]o are zero. Therefore, to solve Equations (15)–(19), the initial concentrations of [Cl] and [Cl2] must be known, and the strategy used to find [Cl]o and [Cl2]o is as follows:
Run the FactSage model to calculate the equilibrium melter exhaust composition at the measured melter vapor space temperature. Calculate the total Cl atoms that are predicted not to couple with alkali metals (nonalkali Cl), for example, HCl, Cl, Cl2, and HgCl2:
Calculate the equilibrium Cl2/Cl ratio predicted by the FactSage model. Assume a fraction of the total nonalkali Cl atoms calculated in step 2 that exist as either Cl or Cl2:
Assume a percent approach to the equilibrium Cl2/Cl ratio from step 3. Solve for [Cl]o and [Cl2]o based on the assumed values from steps 4 and 5. Run Zone 2 oxidation model. Check if the calculated HgCl/HgCl2 ratio matches the experimental data. If not, repeat steps 4–8.
The five ordinary differential equations of the Zone 2 kinetic model were solved simultaneously using the RK4 v3.0 program (Co, 2005). The reasoning behind taking a percent approach to the equilibrium Cl2/Cl ratio in step 5 is that the equilibrium prediction of Cl2 concentration will be much higher than the actual value based in part on the kinetics of its formation, as evidenced by the negligibly small rate constant for Reaction (4). So, the initial Cl2/Cl ratio is reduced to a certain percentage of what is predicted by the equilibrium model. This procedure was used to model the ESCM Test 1 and Test 3 data.
To model the DWPF offgas system, the same steps were followed, except:
For steps 1–3, DWPF conditions at 650°C vapor space temperature were used. The fraction of the nonalkali Cl atoms that exist as Cl or Cl2 (step 4) was set to the average of the values found for the two ESCM tests. The percent approach to equilibrium Cl2/Cl ratio (step 5) was set to the average of the values found for the two ESCM tests. In step 7, the DWPF conditions were used.
The basis for using the average ESCM values is the fact that the DWPF melter vapor space temperature of 650°C falls exactly in the middle of the ESCM test temperatures.
Modeling of ESCM Tests
The results of Zone 1 and 2 model runs are presented in this section along with their implications on the DWPF melter offgas system operation. It should be noted that these results and discussions are only preliminary and scoping in nature. Further substantiation of these results would require a more in-depth modeling study accompanied by experimental tests.
The Zone 2 models of the ESCM tests contain two critical parameters pertaining to the partitioning of Cl/Cl2 among nonalkali-metal-binding chloride atoms. The values of these parameters were determined by matching the calculated insoluble-to-soluble mercury ratios (Hg2Cl2/HgCl2) with the measured data. The target Hg2Cl2/HgCl2 molar ratios were 9:1 and 1:1 for tests 1 and 3, respectively.
ESCM Zone 1 model
The input compositions for the FactSage equilibrium model are given in Table 3. The two main differences between Tests 1 and 3 were that (1) the melter was fed 2.8 times faster during Test 1 than Test 3 and (2) the melter vapor space was kept 200°C cooler during Test 3 by turning off the vapor space heaters. The rate of melter air inleakage was the same at 25 kg/hr in both tests. The molar ratio of Cl/Hg was 12, which means that regarding the chlorination of mercury, chloride was present in excess.
The results of the FactSage model runs at 1,150°C are shown in Table 4. As expected, 100% of the mercury fed was predicted to volatilize as elemental mercury vapor. At 1,150°C under equilibrium conditions, 100% of the chloride fed was also predicted to volatilize as either HCl or alkali chlorides at a ratio of 40:60. A negligible quantity of Cl atoms was also predicted to form but not Cl2. It should be noted that the mercury and alkali chlorides became part of the offgas carryovers due to their low vapor pressures at the melt temperature, and the model predictions do not include any solids that are physically entrained because such a prediction is beyond the scope of an equilibrium model.
ESCM Zone 2 model
The Zone 2 model consisted of two parts. The first was the FactSage model to calculate the equilibrium compositions of the melter exhausts at the measured melter vapor space temperatures of 750°C and 550°C for Tests 1 and 3, respectively. The second part was the gas-phase kinetics model of mercury chlorination, which further adjusted the equilibrium speciation of mercury. The input for the Zone 2 FactSage model included (1) the ideal-gas output shown in Table 5, (2) free H2O that volatilizes from the cold cap, and (3) the air inleakage to the melter.
Data values are mol/h.
ESCM, engineering-scale ceramic melter.
The results of the FactSage model runs are shown in Table 5 under the heading Equilibrium. As in the Zone 1 run at 1,150°C, the 60:40 split of total chloride atoms between HCl and alkali metals, respectively, was generally maintained in Test 1, while at 200°C lower in Test 3 equilibrium favors ∼10% more chloride atoms to couple with alkali metals. The summary of gas-phase results given in Table 5 also shows that equilibrium favors (1) all of the chloride atoms that do not couple with alkali metals to be in the form of HCl with little or no Cl/Cl2, and (2) the formation of Cl2 over Cl even at 750°C. This is why the adjustment steps for the fraction (Cl + Cl2) and the approach to equilibrium were necessary to force some of the equilibrium-predicted HCl into Cl and Cl2 for the mercury chlorination reactions to proceed.
After a few trial-and-error runs, it was found that when the %Cl x fraction was set at 13.5% and the percent approach to the equilibrium Cl2/Cl ratio set at 1%, the calculated HgCl/HgCl2 ratio would match the experimental value of 9:1 at these initial concentrations, as shown in Fig. 4. These results are summarized in Table 6. The kinetics of mercury chlorination are so fast that the reactions are essentially complete in 0.5 ms. Therefore, considering the fact that the estimated gas residence time in the ESCM vapor space was on the order of 5 s for Test 1, it may be concluded that the chlorination of mercury will be complete at the instant Cl and Cl2 are formed. However, this study does not address the question of how atomic Cl and Cl2 are formed in the first place.
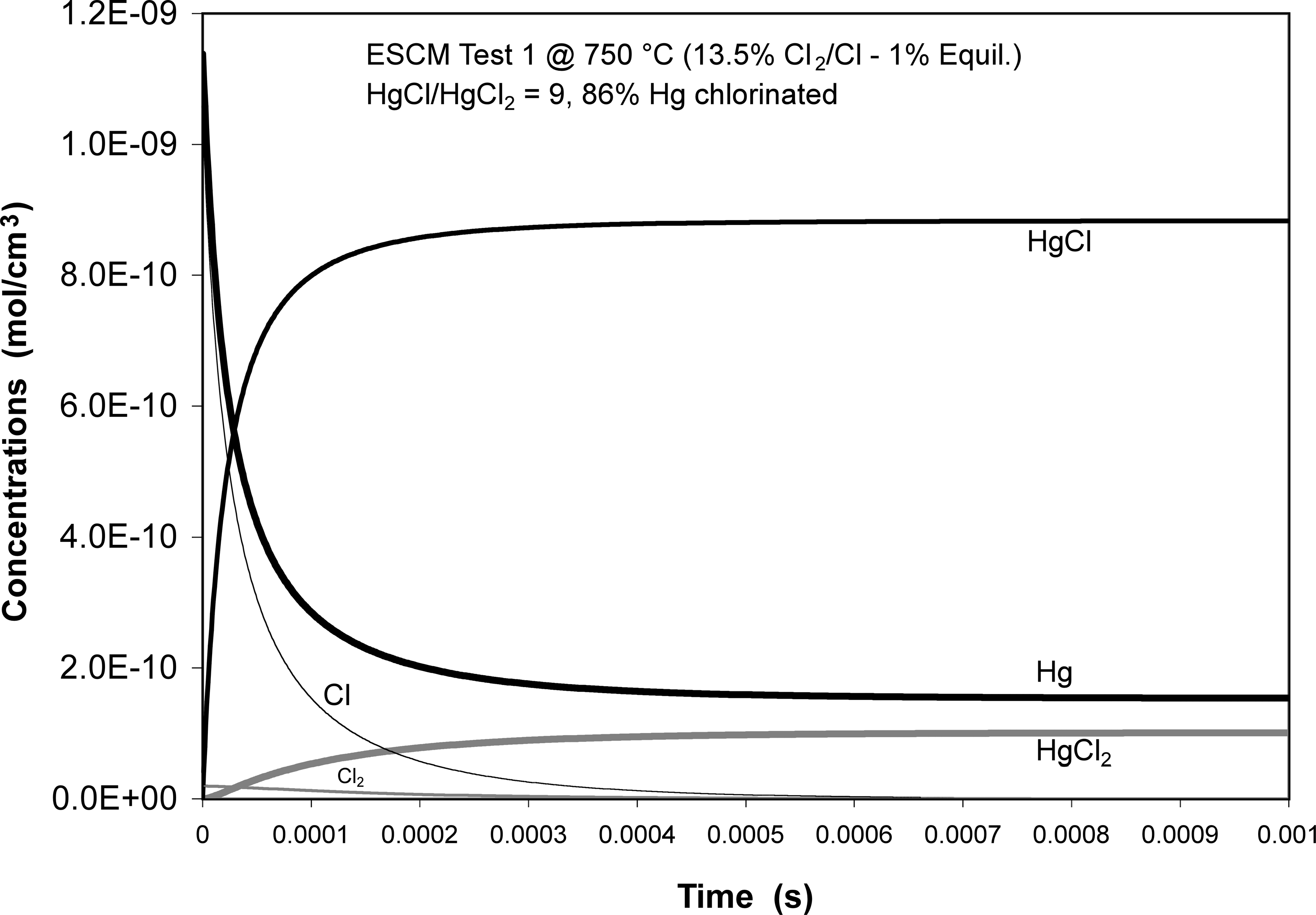
Concentration profiles of mercury chlorination reactants and products for ESCM test 1.
Similarly for Test 3, it was found that when the %Cl x was set at 20% and the percent approach to the equilibrium Cl2/Cl ratio set at 0.22%, the calculated HgCl/HgCl2 ratio would match the experimental value of 1:1 at these initial concentrations. As expected, the resulting initial concentration of Cl for Test 3 was calculated to be lower than that for Test 1, whereas the resulting initial concentration of Cl2 was higher than its counterpart for Test 1, since the temperature was lower during Test 3. The calculated percent total Cl atoms not tied to the alkali metals that exist as either Cl atom or Cl2 increased from 13.5% to 20%, as the temperature was decreased from Test 1 to Test 3. This is because the formation of Cl2 is favored over that of Cl atom at lower temperatures, and the net effect is to increase the number of total Cl atoms in both Cl and Cl2. These results are summarized in Table 6. Note that for both Tests 1 and 3, the total chlorinated Hg was about 86%; the remaining Hg was predicted to be Hg0 and HgO.
Figure 5 shows that the calculated HgCl/HgCl2 ratio matches the experimental value of 1:1 at these initial concentrations of Cl and Cl2. Due to a lower temperature, it took about three times as long to complete the chlorination reactions as in Test 1. However, the reactions were still complete in 1.5 ms, which is four orders of magnitude shorter than the estimated gas residence time of 14 s for Test 3. This confirms the earlier conclusion that the chlorination of mercury will be complete at the instant Cl and Cl2 are formed. The model also predicted that at the Cl/Hg ratio of 12, 85% of the mercury fed was chlorinated either to HgCl or HgCl2 in both ESCM tests.
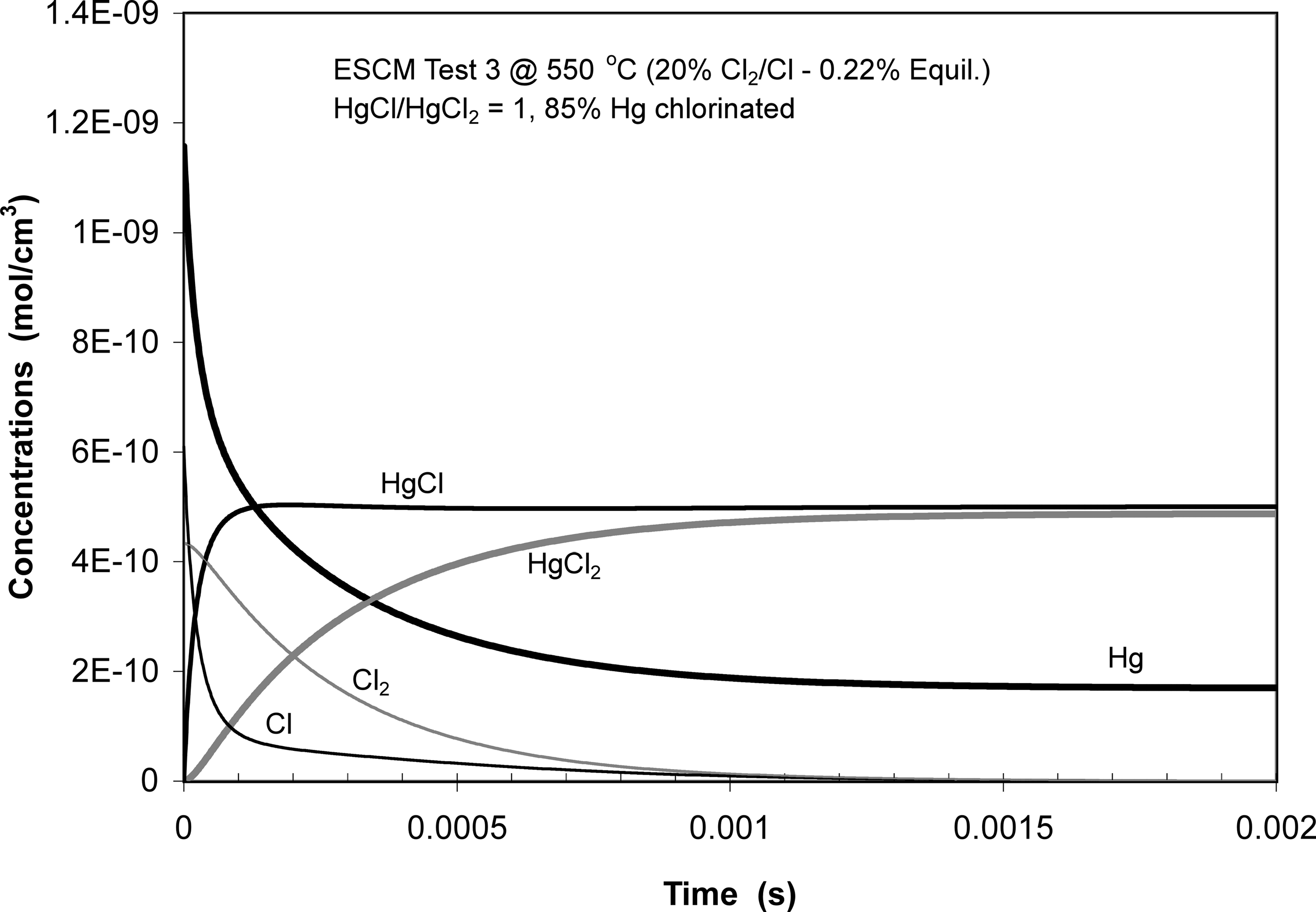
Concentration profiles of mercury chlorination reactants and products for ESCM test 3.
Modeling of DWPF
The goal of the ESCM modeling was to determine (1) the percent total Cl atoms not tied to the alkali metals that exist as either Cl atom or Cl2, and (2) the percent approach to the equilibrium Cl2/Cl ratio at different temperatures. Now, with the values of these critical parameters determined at 650°C and 450°C gas temperatures, the same Zone 1 and 2 models were run under DWPF conditions.
DWPF Zone 1 model
The composition of the DWPF melter feed with no mercury removal is shown in Table 7. The molar Cl-to-Hg ratio is only 0.4, compared to 12 for the ESCM feeds, which means that there is a significant deficit in chloride, so the overall conversion of elemental mercury into HgCl and/or HgCl2 is expected to be very low.
The results of the FactSage model run at 1,150°C are shown in Table 8. As expected, 100% of the mercury fed as HgO was predicted to volatilize as elemental mercury vapor. At 1,150°C under equilibrium conditions, 100% of the chloride fed was also predicted to volatilize as either HCl or alkali chlorides at a ratio of 25:75, respectively. Notice that the percent total Cl atoms that couple with alkali metals was predicted to be much higher than for the ESCM feeds. Perhaps due to a significant shortage of chloride atoms, neither Cl atoms nor Cl2 were predicted to form at any concentrations. As with the ESCM results, these model predictions do not include any physically entrained solids.
DWPF Zone 2 model
As with the ESCM case, the DWPF Zone 2 model consisted of two parts. The first was the FactSage model to calculate the equilibrium compositions of the melter exhausts at the measured melter vapor space temperatures of 650°C. The second part was the gas-phase kinetics model of mercury chlorination, which further adjusted the equilibrium speciation of mercury. The input for the Zone 2 FactSage model included
the ideal-gas output shown in Table 8, free H2O that volatilizes from the cold cap, and the melter air inleakage and purge.
The results of the Zone 2 FactSage model runs for DWPF are shown in Table 9 under the heading Equilibrium. One notable result is that the percent total Cl atoms predicted to exist as alkali chlorides decreased from 75% of the total chloride fed at 1,150°C to zero as the melter exhaust was cooled below 850°C. By contrast, the percent total Cl atoms predicted to exist as alkali chlorides were 35%–40% even at lower temperatures for the ESCM feeds. The summary of gas-phase results also shows that equilibrium favors (1) nearly 65% of the total chloride fed to oxidize the mercury, (2) much of the remaining 35% to be in the form of HCl, and (3) the formation of Cl2 over Cl at 550°C actual gas temperature at a ratio of nearly 6:1.
Data values are mol/h.
Since the nominal DWPF melter vapor space temperature was right at the midpoint of the two ESCM temperatures, the percent total Cl atoms not tied to the alkali metals that exist either as Cl atom or Cl2 was set at 16.75%, which is the average of the two corresponding ESCM values. Likewise, the percent approach to the equilibrium Cl2/Cl ratio was set at 0.61%, which is again the average of the two corresponding ESCM values. At the calculated initial concentrations of Cl and Cl2, the calculated HgCl/HgCl2 ratio was 53, which means that >98% of the chlorinated mercury would have an oxidation state of +1. These values are summarized in Table 10. Also note that with so few Cl atoms available compared to Hg, the reactions are essentially complete in 0.03 ms, and only 6% of the mercury fed would be chlorinated. As shown in Table 9, the remaining 94% of the mercury fed would exist as either Hg0 (90%) or HgO (4%). The concentration profiles are shown in Fig. 6.
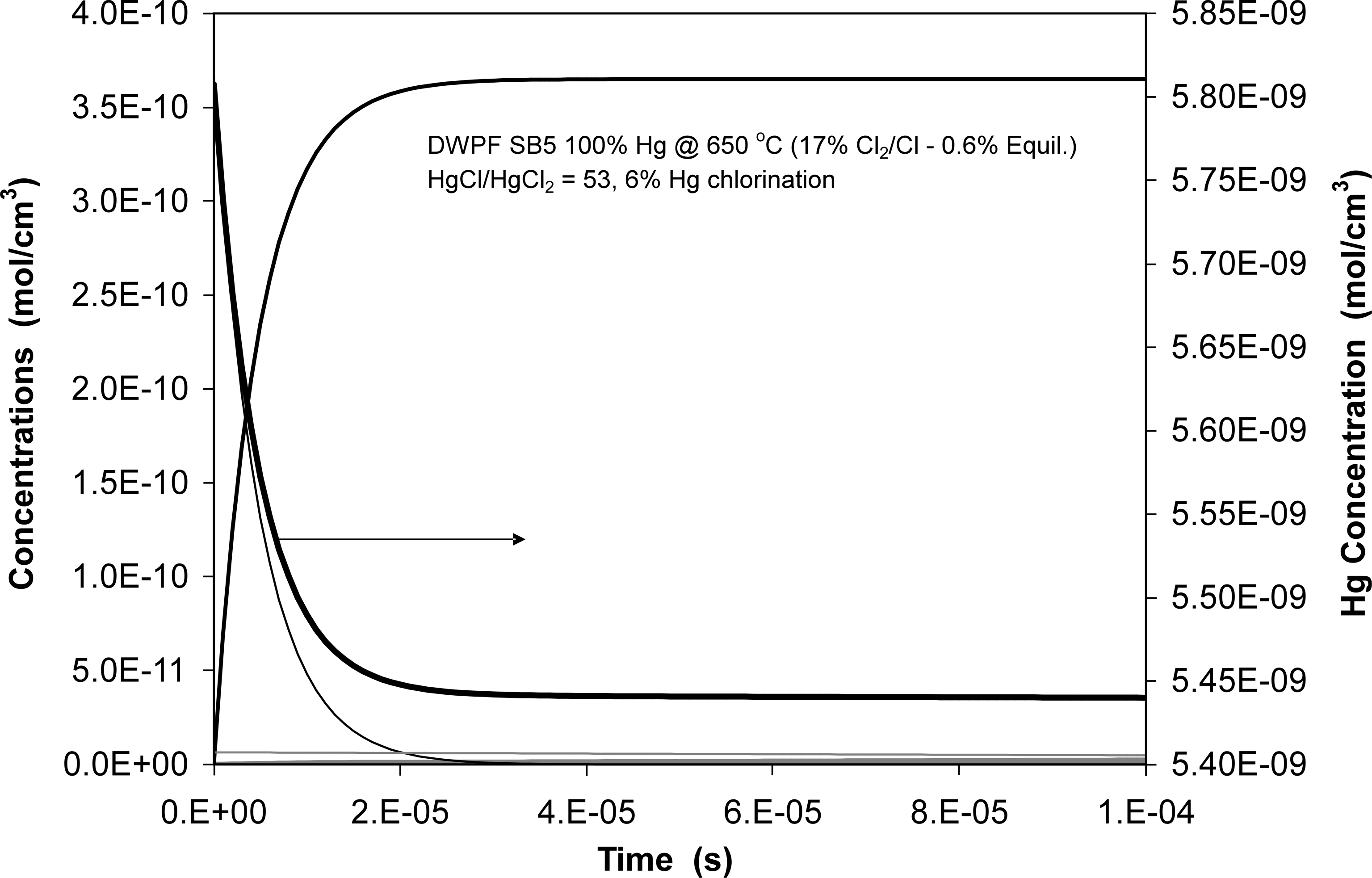
Concentration profiles of mercury chlorination reactants and products for DWPF sludge batch 5 feed with zero mercury removal.
The measured chloride level in a recent DWPF feed sample is actually an order of magnitude lower than that of the test case used in this study. As a result, the degree of shortage in chloride in relation to mercury will be even greater in future DWPF operations. This would make the predicted level of HgCl in the actual melter exhaust <6% of the total mercury fed, whereas that of elemental mercury is expected to be >90%. Therefore, much of the mercury fed will likely condense as the elemental mercury in the offgas system.
Equilibria and Reactions in Aqueous Solutions
Modeling of the aqueous reactions and equilibria was performed using StreamAnalyzer™ aqueous simulation software from OLI Systems (2008). The OLI Public database and the aqueous thermodynamics framework were used. A private database was generated to correct an error in the Hg2Cl2 solubility constant.
Equilibria
The aqueous equilibria of Hg0, Hg2+, and
The solubility and Henry's law constants as functions of temperature for Hg0 and HgCl2 were generated using StreamAnalyzer and these values were compared to literature values. The solubility and predicted vapor pressure for Hg0 deviated from the literature by up to a factor of 2. The solubility at 25°C was predicted to be 1.3 × 10−7 mol/kg versus the accepted value of about 2.85 × 10−7 mol/kg (Clever et al., 1985).
The solubility of HgCl2 is predicted accurately by OLI, but the vapor pressure is 4–7 times higher than that given in the literature. Fortunately, the concentration of HgCl2 in the present work is expected to be low, so errors in the vapor pressure should not have a significant effect on the results.
Aqueous redox reactions
OLI software has the capability of handling some reduction–oxidation (redox) reactions in the aqueous phase. This redox capability is equilibrium based, so there is no consideration for reaction kinetics. In StreamAnalyzer, redox reactions can be turned on or off for individual elements. (In the discussion below, anions are always assumed to be aqueous [aq].)
Oxidizers present in the melter offgas are Cl2, O2, NO, and NO2. The roles of NO and NO2 in Hg chemistry are not clear. Sulfur dioxide SO2 can oxidize Hg0, but can also reduce Hg2+. It has been shown that SO2 can suppress the oxidation of Hg0 by Cl2 by reducing Cl2 to Cl− (Cauch et al., 2008). Hydrochloric acid is not an oxidizer, but provides chloride to the equilibria with oxidized Hg (as does NaCl and other chlorides). In the reactions below, the oxidation states of the elements are shown above the reactions.
Elemental Hg oxidation by oxygen
This reaction takes place in solution between Hg0 liquid metal and dissolved oxygen. In OLI software with Hg redox turned on, oxygen always oxidizes Hg. In actual tests, O2 does not appreciably oxidize Hg0 unless Cl− is present (Magalhães and Tubino, 1995; Amyot et al., 2005). In the presence of less than stoichiometric O2 and with Cl− present, Hg0 can be partially oxidized to the +1 oxidation state (
A shortcoming of OLI software is that it applies equilibrium between all phases, so the large excess of O2 in an offgas stream effectively oxidizes all oxidizable species in solution even if there are actually reaction kinetics or mass transfer limitations. Therefore, to handle the actually limited oxidizing power of O2 in this situation, the amount of O2 must be limited. At any time, the amount of O2 in solution cannot exceed its solubility, so limiting the transfer of O2 from the gas to the aqueous phase should be a method for limiting oxidation by O2.
Mercuric oxide solid can react with chloride ions to give mercuric chloride:
This is not a redox reaction; it probably proceeds through the slightly soluble Hg(OH)2. The presence of Cl− produces the more stable HgCl2 from the Hg(OH)2.
Elemental Hg oxidation by chlorine
This reaction probably does not occur as written by this stoichiometry, but by a more complex series of reactions. Less than stoichiometric amounts of Cl2, like O2, result in partial oxidation of Hg0 to the +1 oxidation state. The dissolution of Cl2 in water is a disproportionation that forms hypochlorous acid (HOCl) and HCl, which are in the +1 and −1 oxidations states, respectively:
Chlorine can also oxidize water to form O2, as shown by this overall reaction:
With Cl redox turned on, OLI's equilibrium calculations always result in any excess Cl2 reacting with water to form O2, which may be thermodynamically favorable, but not kinetically significant.
Reactions with SO2
Generally, SO2 acts as a reductant for most species of interest, but in some cases appears to increase the amount of Hg0 oxidized. Hutson et al. (2008) have shown that in scrubbing of Hg0 using NaClO2 as an oxidant, the addition of some SO2 to the vapor enhances scrubbing and oxidation of Hg0, but that higher concentrations of SO2 then result in less scrubbing and oxidation. Scott et al. (2003) have shown that SO2 [S(IV)] can reduce Hg2+ to Hg0 in both the gas and liquid phases and that one of the products in addition to Hg0 is the oxidized species HgS, which results from disproportionation of the S(IV) species. Such a reaction could be
Zhao et al. (2006) have shown that SO2 inhibits the oxidation of Hg0 by Cl species in the gas phase when water is present, but that no inhibition occurs when water is absent. In aqueous solutions, the formation of an Hg•S(IV) intermediate complex followed by decomposition to form Hg0 has been proposed to explain the reemission of Hg as Hg0 from scrubbers that remove Hg2+.
Sulfur dioxide will act as a reductant for oxidized mercury or chlorine. In OLI, Cl2 and SO2 preferentially react, and thus Cl2 does not oxidize Hg0. This redox chemistry reflects the actual experimentally determined chemistry. Cauch et al. (2008) showed that SO2 reduces Cl2 to chloride in solution, while sulfur is apparently oxidized to sulfuric acid:
However, excess SO2 in OLI can oxidize Hg0 to HgS, while sulfur itself disproportionates to S(−2) and S(+6), as shown in Reaction (27). This reaction does not appear to actually occur in real systems.
Therefore, like O2, the effect of sulfur redox in OLI must be carefully checked. In OLI, with S redox turned on, SO2 in water disproportionates into elemental sulfur S8 and sulfuric acid, H2SO4:
Although this reaction may be thermodynamically favorable, the dissolution of SO2 into water actually gives sulfurous acid:
Combined Homogeneous Gas Phase and Liquid Phase
Oxidation—ESCM tests
The homogeneous vapor-phase oxidation results from the FactSage modeling of Tests 1 and 3 were used as inputs to an approximate liquid-phase model. This composition did not contain any entrained glass or feed. For the results from both tests, the offgas composition was cooled to 25°C, resulting in aqueous condensate, a gas phase, and precipitated Hg species. Because of the effect of O2 on the redox of mercury, the O2 in these streams was converted mole-for-mole to inert N2. The OLI model input species are shown in Table 11. Species specific to FactSage that are not valid species in OLI were adjusted as shown. For the OLI input, the phase does not matter, so the gas-phase and condensed-phase species were added.
The pH of actual DWPF condensate samples is approximately 2–2.5, so the pH was adjusted to 2.5 in the aqueous models by adding NaOH. The pH without adjustment was about 1.6. The temperature and pressure were assumed to be 25°C and 1 atm. Ambient temperature was chosen because even though the condensate tank temperature was higher, the samples were cooled to room temperature before analysis, so the actual speciation measured would be that at room temperature.
The target ratios of the mercury species are shown in the first column of Table 12. The FactSage output is shown in the second column. The third column shows the OLI model output using the inputs from Table 11. For both tests, the amount of Hg(I) is overpredicted. Because the proportion of chlorine present as Cl2 at the quench temperature of around 45°C–60°C will be higher than those in Table 11 (at 650°C and 450°C), the amount of Cl2 was adjusted in the OLI model. In Table 12, the predicted mercury speciation for the best-fit Cl2 amount for both tests is shown in the column A; values using the average Cl2 are shown in column B. The original and adjusted amounts of Cl2 are shown in the bottom two rows. For both cases, increasing the Cl2 amount to around 0.27 mM gives mercury speciation that matches the target values. This very small aqueous concentration of Cl2 is quite reasonable. In future work, the Cl2 concentration entering the quencher, and after cooling, will be calculated using FactSage. The calculation scheme and results are presented in a flow diagram in Fig. 7.
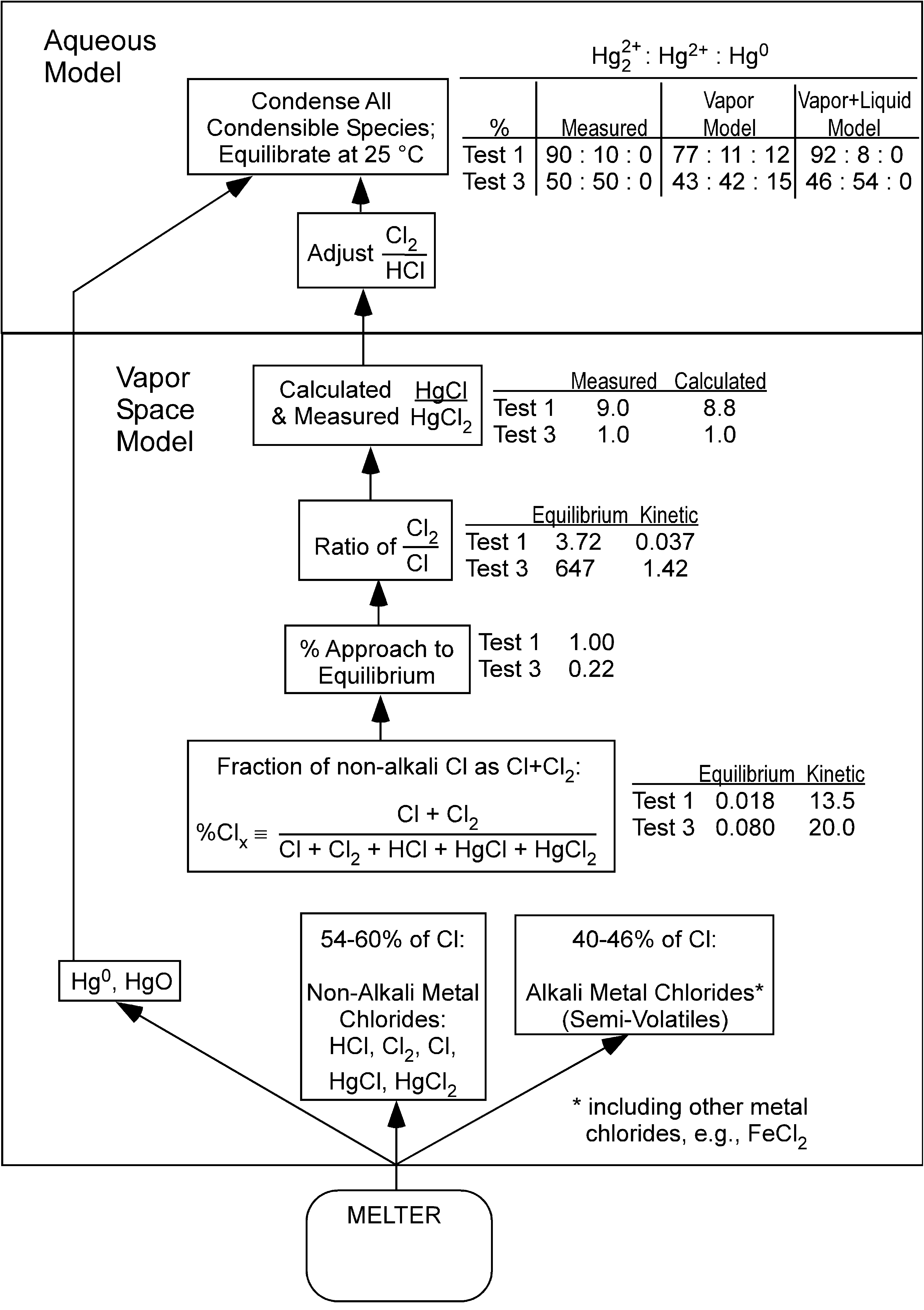
Flow diagram of calculation scheme.
Conclusions
A homogeneous gas-phase oxidation model was developed to study the speciation of mercury in the DWPF melter offgas system. The model contains two critical parameters pertaining to the partitioning of chloride among HCl, Cl, Cl2, and alkali chlorides in the melter vapor space, and their values were determined at two different melter vapor space temperatures by matching the predicted molar ratio of HgCl to HgCl2 with those measured during the ESCM tests. The calibrated model was then run for DWPF conditions, where no mercury removal from the feed was assumed, so the Cl-to-Hg ratio in the melter feed was only 0.4. The results of the model show that due to excessive shortage of chloride, only 6% of the mercury fed is expected to be chlorinated, mostly as Hg2Cl2, while the remaining mercury would exist either as elemental mercury (90%) or HgO (4%).
The aqueous chemistry model was shown to predict the mercury speciation in the condensate for a simple one-step condensation. With the assumption of a Cl2 concentration in the condensate of 0.27 mM, the elemental Hg0 and Hg0 in the vapor were converted to oxidized Hg and the
There are many process benefits to be gained by skipping the mercury stripping step. This study was initiated to determine what impact zero mercury removal in the pretreatment system would have on the melter offgas system. This study was intended to be scoping in nature, so the results presented are only preliminary. Further substantiation of these results to support implementation in the plant would require a more in-depth modeling study of all three reaction zones, including the aqueous-phase reactions in the offgas system. With much of the mercury fed to the melter expected to be present as elemental mercury vapor at the quencher inlet, it would be necessary to look into the mechanism of mercury condensation, for example, whether elemental mercury would have a tendency to coat available solid surfaces or form droplets, and, if they form droplets, how mercury droplets grow in size. Ensuing theoretical predictions must then be validated with proof-of-principle experiments.
Footnotes
Acknowledgment
This work was prepared by Savannah River Nuclear Solutions under an agreement with and funded by the U.S. Government.
Disclosure Statement
The authors declare that no competing financial interests exist.